Embed Size (px)
Citation preview
Ceramic Engineering
& Science Pmceedings
JANUARY-FEBRUARY 1993
A Collection of Papers Presented at the 94th Annual Meeting
and the 1992 Fall Meeting
of the Materials & Equipment
and Whitewares
Divisions
Russell Wood Proceedings Committee
April 13-16, 1992 Minneapolis, MN
and September 1 3- 16,1992
Hershey, PA
Published by The American Ceramic Society
735 Ceramic Place Westerville, OH 43081 -61 36
Copyright 0 1993 The American Ceramic Society
ISSN 0 196-62 1 9


Executive Director Editor W. Paul Holbrook John B. Wachtman
Director of Publications Production Assistant Linda S. Lakemacher Lori A. Kozey
Committee on Publications: Delbert Day, chair; Richard Hommel; J.T. Adrian Roberts; David W. Johnson, Jr., ex officio; John B. Wachtman, ex officio; David Green, ex officio; W. Paul Holbrook, ex officio.
Editorial and Subscription Offices: 735 Ceramic Place, Westerville, Ohio, 43081-61 36. Subscription $69 a year; single copies $30 (postage outside U.S. $8 additional). Published bimonthly. Printed in the United States of America. Allow four weeks for address changes. Missing copies will be replaced only if valid claims are received within four months from date of mailing. Replacements will not be allowed if the subscriber fails to notify the Society of a change of address. CESPDK Vol. 14, NO. 1-2, pp. 1-550, 1993
The American Ceramic Society assumes no responsibility for the statements and opinions advanced by the contributors to its publications, or by the speakers at its programs. The opinions ex ressed are not necessarily those of the Society, its trustees and officers, its sta;, or its general membership.
Copyright 0 1993, by the American Ceramic Society. Permission to photocop for personal or internal use beyond the limits of Sections 107 and 108 of the L.S. Copyright Law is granted by the American Ceramic Society, provided that the base fee of US$2.50 per copy, plus US$.50 per page, is paid direct1 to the Copyright Clearawe Center, 27 Congress Street, Salem, MA 10970, d A . The fee code for users of the Transactional Reportin Service for Ceramic Engineering and Science Proceedings is 01 96-621 9/93 82.50+$.50. This consent does not extend to other kinds of copying, such as copying for general distribution, for advertising or promotional purposes, or for creating new collective works. Requests for special photocopying permission and reprint requests should be addressed to the Director of Publications, The American Ceramic Society, 735 Ceramic Place, Westerville, OH 43081.
Each issue of Ceramic Engineering and Science Proceedings includes a collection of technical articles in a general area of interest. These articles are of practical value for the ceramic industries and the general public. The issues are based on the proceedings of a conference. Both American Ceramic Society and non-Society conferences provide these technical articles. Each issue is organized by an editor who selects and edits material from the conference proceedings. The opinions expressed are entirely those of the presentors. There is no other review prior to publication.
This issue of Ceramic Engineering and Science Proceedings incorporates a majority of the Whitewares and Materials & Equipment Divisions papers prepared for the spring meeting in Minneapolis and the fall meeting in Hershey in 1992. We are pleased to also include many of the papers prepared for the Minneapolis meeting under the auspices of the Ceramic Manufacturing Council.
Of all the papers prepared, approximately 75% appear in this issue. We want to thank the authors for the time and effort they have spent in pre- paration of these papers, especially since, by publication, a large audience who would not otherwise have access to the papers will benefit from their publication here.
The papers are grouped into six categories: Whitewares, Materials & Equipment, Manufacturing, Ceramic Technology, The Environment, and Quality Management.
In reviewing papers for publication in Ceramic Engineering and Science Proceedings, I am always pleased to see the breadth of subject material and the usefulness that the papers will have for so many members of the ceramic community. This year’s collection certainly maintains the tradition, particular- ly with the inclusion of papers covering environmental and quality manage- ment subjects, both of which are of increasing importance in our manufactur- ing life today.
Russell K. Wood American Standard Inc.
iii
Materials & Equipment/Whitewares/Manufacturing
Whitewares
Plaster of Paris Used in the Sanitary Ware Industry ............... 1 k Mirhabibi, 2. Sadeghian, and E. Mani
Porous Plastic Molds for Casting and Pressing .................. 11 Bernard Moore
Dry Fine Grinding and Granulation vs Wet Grinding and Spray Drying in the Preparation of a Redware Mix for Fast-Single-Fired Vitrified Tile ............................................ 15
G. Nassetti and C. Palmonari
Rheology of a Low-Plastic Ceramic Body Containing Na-Bentonite ............................................ 25
N.M. Fernanda Andreola, T. Manfredini, G.C. Pellacani, P. Pozzi, and M. Romagnoli
Slip Response to Size Distribution Extension via Coarse Particle Additions ............................................... 34
P A Smith, M.L. Leonard, and R.A. Haber
Ceramic Slurry Control in Manufacturing ...................... 41 Kaiwen Wu
Modeling the Slip Casting Process ............................ 57 G.W. Crume, D.R. Dinger, and J.E. Funk
Microwave Drying of Electrical Porcelain: A Feasibility Study ....... 69 Walter k Hendrix and Tom Martin
Theory of Fast Firing ...................................... 77 Georges J. Ghorra
V

Study of the Reactions During the Firing of a Whiteware .......... 116 J J . Restrepo, D.R. Dinger, and J.E. Funk
Electrical Firing of Stoneware .............................. 126 R. Jaurne
What is a Low-Lead Glaze? ................................ 132 Richard A. Eppler and Douglas R. Eppler
Color in Lead and Lead-Free Glazes I1 ....................... 137 Douglas R. Eppler and Richard A. Eppler
A Study of Boron-To-Silica Ratios in Fast-Fire Frits and Their Effect on Color Development ............................... 155
Christopher T. Decker
Mechanochemical Treatment of Raw Batch of Ceramic Frit forGlaze .............................................. 163
Jingxian Li and Shiliu Wei
The Effect of Zircon Dissolution and Reprecipitation on the Color Development of Glazes ............................... 176
Robert P. Blonski
Materials and Equipment
Kentucky-Tennessee Clay Company Sanitary Ware Survey 1990-1991 ............................................. 190
Bill Leach, Bill Kelly, Wayne Knotts, Sr., and Michael Yarborough
Classification of Select Clays Using Methylene Blue and Particle- Crowding Indices ........................................ 206
N.B. Bolger, D.R. Dinger, and J.E. Funk
Electromagnetic Separation of Ferromagnetic Particles from Ceramic Materials ....................................... 212
Donald R. Goodfellow
Use of Pyrometric Products in Quality Programs to Evaluate Maturation Temperature During Firing ....................... 224
Dale A. Fronk and J. Richard Schorr
vi
Innovations in Firing Sanitary Ware ......................... 236 James D. Bushman
Evaluation of a New, Low-Density, Prewashed Profile Setter for Bone China Manufacturing ............................. 239
Richard L.. Helferich and Paul AV. Bridgett
Manufacturing
Computer Simulation and Analysis of Ceramic Firing ............ 247 Hong Yin, Zhengqun Liu, Xiaoli Hu, and Zhiong Chen
Continuous In-Line Debinding and Sintering of Aluminum Nitrideparts ........................................... 258
R.H. Neill, J. Neill, and D.T. Whychell, Sr.
Fluidized-Bed Jet Milling of Ceramics ........................ 264 Bobby Ghosh
A New Process of Manufacturing a-Alumina ................... 271 Bolin Wu and Congji Zha
Low-Cost Processing of Dense and Complex Products ............ 274 H.T. Larker, J.E. Adlerborn, and E. Karlsson
Optimized Processing of Advanced Ceramics: A Case Study in Slip Casting Y-TZP ...................................... 288
Michael J. Readey
Extrusion of Lightweight Construction Materials from Fly Ash . . . . . 298 H.D. DeFord and G.P. Wirtz
Total Cost Approach for Ceramic Component Development ........ 309 K. Subramanian and P.D. Redington
Self-Reinforced Silicon Nitride by Gas Pressure Sintering ......... 321 Fengying Wu, Hanrui Zhuang, Litai Ma, and Xiren Fu
Design for Manufacturing for Cellular Ceramic Substrates ........ 333 CJ. Malarkey and D.R. Tracy
vii
Sintering of Alumina Coating on Tungsten and Tungsten-Rhenium Alloywires ............................................ 339
Hardial S. Dewan and Amarjit Singh
Ceramic Technolo~y
Ceramic Processing Using Designed Partial Factorial Experiments ........................................... 344
Martin W. Weiser, David N. Lauben, Philip G. Madrid, and Keith B. Fong
Development of a Cost-Effective Silicon Nitride Powder in DOE’S Ceramic Technology Project .......................... 360
Susan G. Winslow
Predicting Wrudability of Batch via Torque and Capillary Rheometry ............................................. 370
V.F. Janas, CJ. Malarkey, and D.R. Treacy
Cost-Effective Sintered Reaction-Bonded Silicon Nitride for Structural Ceramics ................................... 378
T.N. Tiegs, J.O. Kiggans, Jr., and ILL. Ploetz
High-Temperature Compression Test Apparatus for Fiber-Reinforced Ceramic Composites ........................ 389
Peter Miller, Turgay Erturk, William Catron, and James Fitz-Gerald
Tunable TM,,, Mode Cavity with Variable Coupling for Microwave Processing of Low-Loss Materials ................... 398
I-lardial S. Dewan, Morris E. Brodwin, and D. Lynn Johnson
Sol-Gel Route to Celsian Ceramic ........................... 405 Jagadish C. Debsikdar
Precise Control of Shrinkage for Near-Net-Shape Forming ........ 4‘.6 KJ. Woodard, D.R. Dinger, and J.E. Funk
The Environment
Crystalline Silica ........................................ 425 Charles G. Marvin
... Vl l l
Solution Release of Lead from Incinerator Slagsatate of the M ... 431 Denis A. Brosnan
Permitting Under the Clean Air Act of 1990 .................... 441 Charles G. Marvin
Air Pollution from Ceramic Tile Processes ..................... 445 G. Timellini, F. Cremonini, and C. Palmonari
Boron Removal in Wastewater from Ceramic Tile Factories . . . . . . . . 457 G. Busani and G. Timellini
Chrome-Bearing IIazardous Waste.. ......................... 468 Charles G. Marvin
Getting the Lead O u t 4 Case Study ......................... 472 Christine J. Byrne and Richard A. Pipoly
Qualitv Management
influence of Uncertainty on Process Control Strategies ........... 484 Thomas E. Landon
Plant-Wide SPC Operations and Quality Control ................ 494 J.S. Bal and D. Santmyer
Quality Assurance Two Years On ............................ 505 MJ. Stentiford
Implementing an IS0 9002 Quality System .................... 511 Robert C. Carlisle
TQM: A Shop Floor Perspective ............................. 519 Cheryl N. Landon
IS0 and the United States A. Kenneth Bougher
................................. 527
IS0 9OOO Certification for the Ceramic Industry ................ 535 Jim h a k e
Coming Incorporated’s IS0 9OOO Initiative .................... 545 Daniel H. Pearl
ix

Gram. Eng. Sci. P m . 14[1-21 pp. 1-10 (1993)
Plaster of Paris Used in the Sanitary Ware Industry
A. MIRHABIBI AND z. SADEGHIAN
Ceramic Department Iran University of Science and Technology Tehran, Iran
E. MANI
Isfahan Refractory Research Center Isfahan, Iran
In this work, the effect of particle size and water-to-plaster ratio (wlp) in a speci- fic range on bending stress of plaster samples is studied It was general& believed that an increase in wlp should lead to a decrease in modulus of rupture (MOR), but our aperiences prove opposite within the specific range wlp = 70:loO- 86:loO. In this specific range, the local increase of MOR D observed in the MOR-wlp curve. The results show that the presence of air bubbles has a drastic eflect on this behavior. In addition, a decrease in particle size within a specifilk range could also decrease the MOR
Introduction
T h e largest use of calcined gypsum by industry is for mold making in the manufacturing of sanitary ware, pottery, metal castings, and decorative objects.
Molding plaster is made from high-purity gypsum (95%) at selected locations and is marketed on the basis of its water demand, strength, white color, setting time, and closely controlled expansiodshrinkage qualities. It may be made from either 8- or a-hemihydrate, or a combination of the two.'
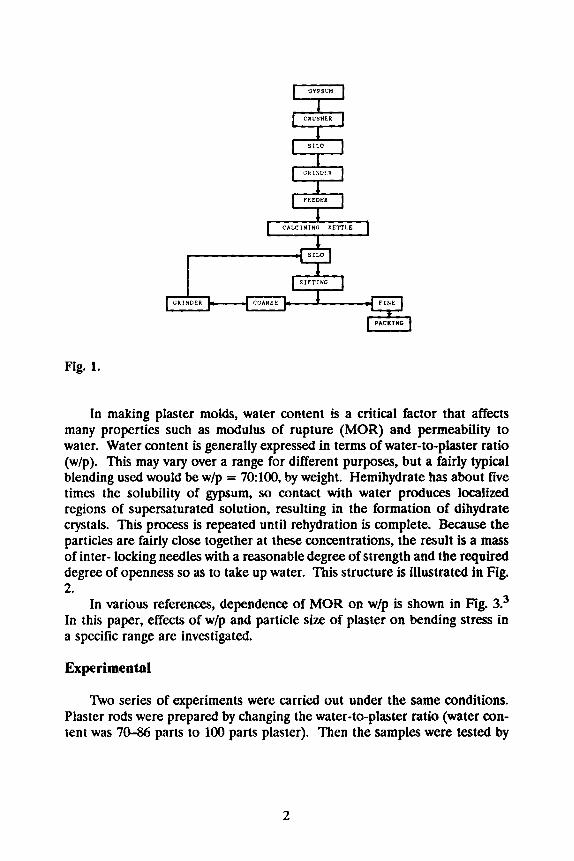
Iran has wide high-quality gypsum deposits, and several factories are producing molding plaster for Iranian ceramic industries. One of the most important plaster-producing factories in Iran is PARSCERAM Co. Ltd. The method of plaster manufacturing in this company is shown in Fig. 1. Products of this company are the subjects of the research for this paper.
1
owsun
1 CRUSHER
SILO I '
t i n i w i H
I ' PELDtR
CALCINING KETTLE
PACKING
Fig. 1.
In making plaster molds, water content is a critical factor that affects many properties such as modulus of rupture (MOR) and permeability to water. Water content is generally expressed in terms of water-to-plaster ratio (w/p). This may vary over a range for different purposes, but a fairly typical blending used would be w/p = 70100, by weight. Hemihydrate has about five times the solubility of gypsum, so contact with water produces localized regions of supersaturated solution, resulting in the formation of dihydrate crystals. This process is repeated until rehydration is complete. Because the particles are fairly close together at these concentrations, the result is a mass of inter- locking needles with a reasonable degree of strength and the required degree of openness so as to take up water. This structure is illustrated in Fig. 2.
In various references, dependence of MOR on w/p is shown in Fig. 3.3 In this paper, effects of w/p and particle size of plaster on bending stress in a specific range are investigated.
Experimental
Two series of experiments were carried out under the same conditions. Plaster rods were prepared by changing the water-to-plaster ratio (water con- tent was 70-86 parts to 100 parts plaster). Then the samples were tested by
2
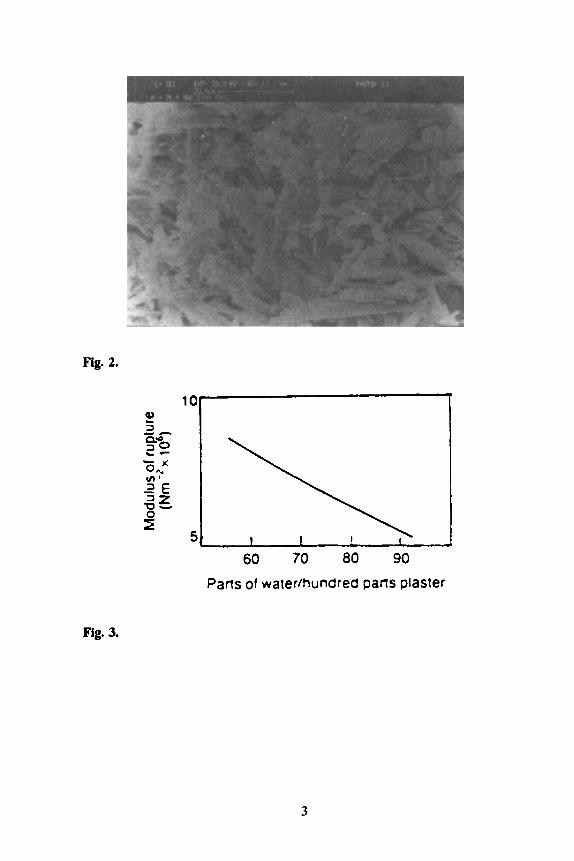
Fig. 2.
Fig. 3.
3

50
4 0
- f
8 ' -
$ 2 30
' o w n \ - = y" 20
I 10
Parts of walerlhundred pans plaster
-
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0 ' I I 1 I I I
Fig. 4.
a bending stress tester;. the results are shown in Fig. 4. The third series of experiments was considered to determine the effect of particle size on bending stress. Sieve analyses of four samples are shown in Tables I-IV. By using these specific particle sizes, samples were prepared for MOR tests. The results of these experiments are also shown in Tables I-IV. SEM micro- graphs were prepared from fracture surfaces of the samples, from which three series were selected for presentation (Figs. 5-7).
Results and Discussion
As mentioned, it is usually expected that increasing w/p decreases bending stress of samples. However, our experience shows that a relative maxima appears in water content of 704% parts (Fig. 4). At the first approach, the maxima may be described to be due to the tests' statistical fluctuations; however, after repetition of the tests (second test series) the results were unchanged, so this proves the slight variation in the test condition did not produce the maxima ambiguity. SEM examinations showed the presence of large air bubbles that were formed during mixing of a higher viscosity of plaster-water mixture and retained in the set plaster. Large voids are more numerous in the 78:lOO w/p samples (Figs. 5 and 7) than in the 8o:lOO w/p samples (Fig. 6). This is due to higher water content in the sample's viscosity,
. Netzsch bending stress tester.
4
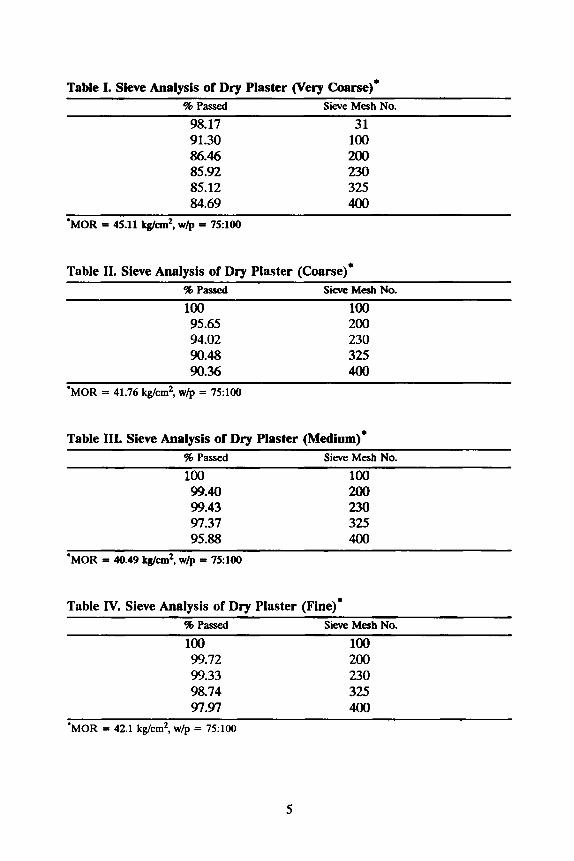
Table I. Sieve Analysis of Dry Plaster (Very Coarse)' % Passed Sieve Mesh No.
9 1.30 100 86.46 200 85.92 230 85.12 325 84.69 400
'MOR = 45.11 kg/cm2, w/p = 75100
Table 11. Sieve Analysis of Dry Plaster (Coarse)' % Passed Sieve Mesh No.
100 100 95.65 200 94.02 230 90.48 325 90.36 400
'MOR = 41.76 kg/crnz, w/p = 75100
Table 111. Sieve Analysis of Dry Plaster (Medium).
100 100 % Passed Sieve Mesh No.
99.40 200 99.43 230 97.37 325 95.88 400
'MOR = 40.49 kg/crn2, w/p = 75100
Table IV. Sieve Analysis of Dry Plaster (Fine). % Passed Sieve Mesh No.
100 100 99.72 200 99.33 230 98.74 325 97.97 400
'MOR = 42.1 kg/cm2, w/p = 75:lOO
5
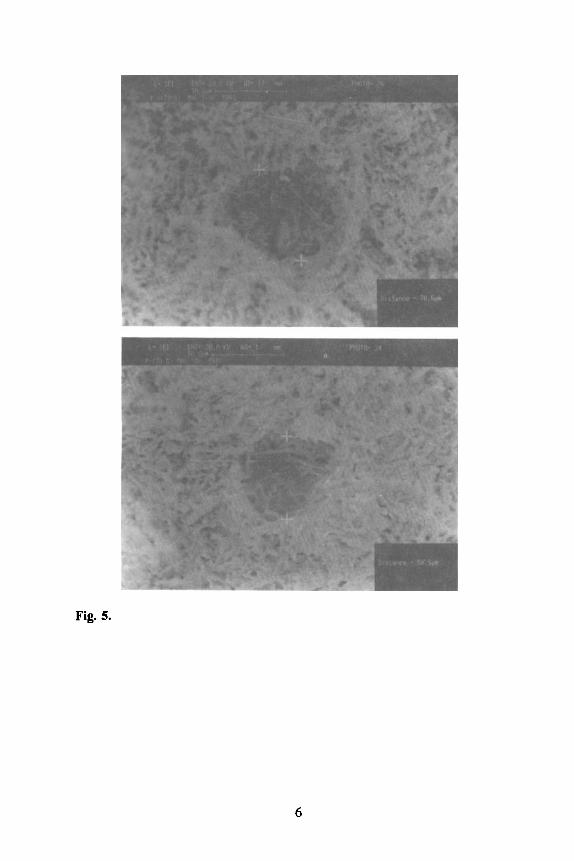
Fig. 5.
6
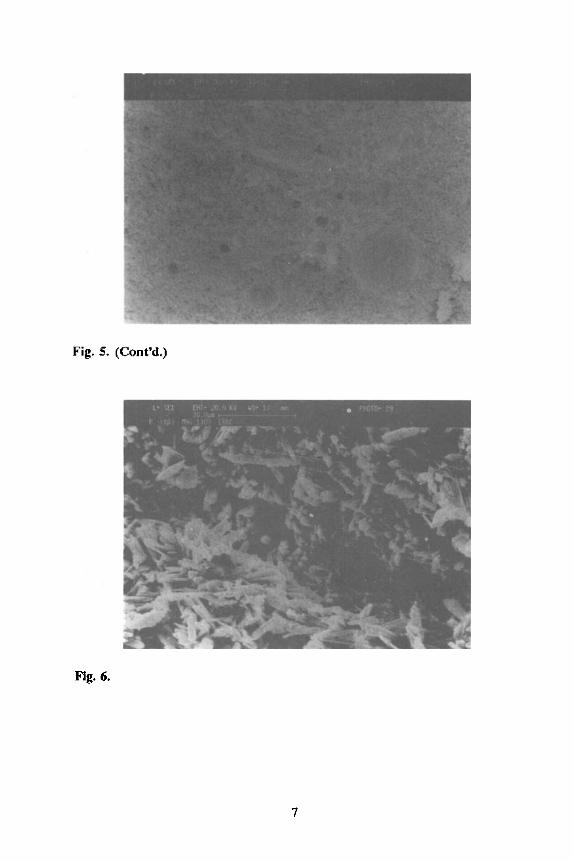
Fig. 6.
7

Fig. 6. (Coned.)
8

Fig. 7.
9

Fig. 7. (Cont’d.)
which was lower than that of the 78100 w/p samples. Therefore, air bubbles could be released easily from the water-plaster mixture. By increasing water content from 80 to 86 parts, strength would be decreased again, because the total porosity increases. In the same manner, the larger particle size of plaster causes easy removal of air bubbles. Therefore one may conclude that the increase in bending strength (shown in Fig. 4) is related to presence of large air bubbles in the samples.
References
‘S.J. Lefond, Indusaial MinCrals and Rocks. Society of Mining Engineers, New York, 1983. *A. Mirhabibi, Cerumic Raw Marerials andk’repararion. Iran University of Science and Technology, Tchran, 1991. 3A. Dinsdale, P o m y Science. Ell i s Homood Limited, England, 1986.
10
Ceram. Eng. Sci. Proc. 1411-21 pp. 11-14 (1993)
Porous Plastic Molds for Casting and Pressing
BERNARD MOORE
Porvair Ceramics Ltd. Norfolk, England
Porvcrir
I am introducing to you the company Porvair, a name known worldwide for leadership in the technology of microporous materials. Their increasing range of industrial and domestic products includes waterproof breathable linings for shoes and clothing, industrial filters, pneumatic silencers, and many other applications. From their unique purpose-built plant on the east coast of England they export more than 85% of their production.
Porvair’s technology concerns the creation of microporous structures in a range of polymer materials. Put simply, Porvair produces materials with holds (or, more accurately, interconnected pores) of varying size, shape, and distribution according to the intended application. The size of these pores can vary from less than 1 pm to about 150 pm, while their numbers may be as high as 30 billion per cubic centimeter. Surface properties of the products are critical in many cases. Engineering of air supply to appropriate areas can also be as challenging as the chemistry chosen to provide the pores.
The techniques and processes (many of which have been patented) to achieve and control the desired characteristics of a variety of microporous plastics have been developed by Porvair scientists over a quarter of a century, and the development continues with a dynamic ongoing R&D effort.
In 1989, Porvair began working in the ceramic world to develop a substitute for the classic plaster of Paris. Plaster of Paris has a notoriously short life and requires expensive, laborious drying between filling cycles. Porvair estimated that with a long-lasting plastic substitute mold life could be increased very substantially, and by using the porous plastic as a filter drying cycles would be eliminated, permitting repetitive use of molds with many fills per day.
Porvair began to investigate the replacement of plaster with molds filling many times a day (cycle for small pieces as little as 3 min) requiring no drying between cycles. The potential business in the world promises a massive
forward leap in technology, particularly in casting processes and seemed to offer financial benefits that would support the capital investment needed.
My career has been spent largely in the mangfacture of sanitary ware, but with a starter apprenticeship in plates. I advise Porvair in the magic of the ceramic world and help them avoid the pitfalls and find the peaks of opportunity.
Pressure Casting Machine SP 70/10
Porvair concentrated on two processes: pressure casting of sanitary ware and RAM press mold applications. Other prospects are currently on the back burner but will shortly be given higher priority.
Lct us now talk about the new System SP 70/10 for the pressure casting of sanitary ware. During the last two years, Porvair has progressed via a searching program of adjustment of formulation and engineering construction of molds to the full-scale installation of a unit suitable for pressure casting of a variety of two-piece molds, lavatories, bowls, pedestals, and urinals. In this project Porvair enjoys a close working relationship with Shires Bathrooms, a major U.K. sanitary ware manufacturer. Visits to the Shires plant in Stoke- on-Trent, England, to see the first machine are invited.
In the SP 70/10 there are some elements that I would like to highlight:
The overhead filter-press-type suspension gives full access for ease of mold fitting, mold changing, and removal of cast piece. Rapid mold change by a roll in/roll out engine-block-type carrier enables short runs of required models to be implemented. With full access, a twin cavity arrangement for smaller lavatories is clearly interesting. Units can hold up to 10 molds with a cycle time of 20-25 min and output of 200-240 pieces per shift. This can give over 50 fills per mold per day in three sh i f t s400 pieces per day, 18OOOO pieces in 300 days. This applies to a European mix of pedestals or lavatories; productivities for medium- and small-sized pieces, such as the typical American countertops, will of course be higher. The microporous plastic molds developed by Porvair will have a life of over loo00 fills, with guarantees. Molds can be stored indefinitely between runs with no deterioration using a dilute solution of bactericide. Styles can be mixed within a complement of 10 molds or less. Buying options available include several packages designed to enable a manufacturer, after initial capital investment, to operate the new tech- nology in house with all benefits of reduced cost and flexibility of manufacture.
Benefits-Dollars and Lead Time
Let us examine some of the financial benefits. We are looking at a typical European mix. We can expect to reduce casting labor content over a range of lavatories, tanks, and pedestals by a factor of about two. In mold making, ultimately we shall save between 50 and 66% of the manufacturing cost of our molds. We shall save by a factor of 6:l in space compared with classical battery casting on a two-cast-per-day basis. Spongingkleaning time of clay pieces is reduced throughout the life of the mold.
Kiln losses may be reduced by a substantial percentage, and repair opera- tions can also be usefully trimmed by elimination of pinholes and other plas- ter-related defects.
You will of course avoid the cost of drying new molds and drying working molds, but against that will be offset the kilowatt cost of heating the slip, which is preferentially run at about 35". Labor costs in cast and mold shops in Europe now can be typically f23 OOO per year, including fringe benefits.
A further benefit difficult to translate into dollars is that id production planning in the new technology, the marketing people will realize that they can achieve 50 casts or more from each mold per day with a mold of any model with one mold of each at least already in inventory. We have already stated that the storage of these molds is entirely satisfactory and that the rapid mold change can enable the inclusion of a product in the mix a t short notice for short or long runs.
Options
Purchase and successful commissioning of the first machine and molds, etc., would be followed by negotiation to enable the buyer to manufacture the machines in house subject to a royalty per machine. Finally, after establish- ment of the first two or three machines and full satisfaction with the mold technology, there is an offer available for you to purchase the technology of mold making and to benefit across the board from the low-cost manufacture and flexibility offered. The price involved depends on the package selected. Porvair will be operating overseas through agents currently under negotiation.
Competition
The SP 70/10 competes with a range of equipment including single daylight presses closing at 160 tons giving a piece in 10 min, with a cavity pressure of 15-25 bar. A second alternative is the quasi-battery cast system, some of them in modified plaster mold, frequently with 12 or 15 molds in line on a railway (associated with Shanks), with a cycle time of around 80 min and a so-called low-pressure cavity application (3-5 bar).
13
The advantage of the 7 or 10 mold at 10 bar unit is that it maintains low- cost engineering in its construction but, by giving a fill in 20-25 min, substantially improves on the cost of space and molds required for the same production of china.
An extension of the SP 70/10 technology to manufacture tanks is in the pipeline, with the prospect of around 150 fills per mold per day.
The key to the pressure casting game is in the filter. In development to the present state of advance and further improvements or trouble-shooting, Porvair has at hand a highly qualified team of polymer chemists whose first call is always the design of filters. As you have seen, we have supplemented this background with the excellent tie-up with Shires Bathrooms so that the dcvclopment of filters into industrial application has first-hand access to modern sanitary ware conditions.
RAM Press Molds
Another important development by Porvair in the ceramic industry has led to the production of long-life RAM press molds. These are produced from customers’ case molds to produce exactly the same products as available from the long-established resinated plaster molds.
The advantages of the Porvair material are that a typical life of more than 8OOO fills (and often more than 15 OOO) can be achieved. Moreover, since the Porvair molds are free from cracking, the quality of pieces made during the mold’s life is superior to that arising from the plaster version. This requires less fettling time and eliminated breakage. Porvair molds can be stored between press runs without deterioration.
Porvair is currently completing development of RAM molds in the United Kingdom to cover a full range of plastic handles and will shortly appoint licensees in the United States to manufacture molds. Special modification of the mold formulation and engineering application is now giving extended life on the range of many bodies from stoneware through earthenware to porcelain.
Future
Future applications will include solid and drain-cast tableware, both in bookshelf form, handle machines for cups and mugs, jigger and jolly molds to replace short-life plaster alternatives. Porvair is also examining the zero- pressure option of casting currently adopted in capillary casting.
14
Cerarn. Eng. Sci. Proc. 14[1-21 pp. 15-24 (1993)
Dry Fine Grinding and Granulation vs Wet Grinding and Spray Drying in the Preparation of a Redware Mix for Fast-Single-Fired Vitrified Tile
G . N A S S ~ I AND c. PALMONARl
Italian Ceramic Center Bologna, Italy
An experiment relating to the application of a dry process for the preparation of a ceramic mix for fast-single-fired vimified tile, usual& prepared via. wet process, k described. The experiment made possible a comparison between the dry and wet systems on the same mic The results obtained on the L, a, b scale relating to the powders, semimanufactured products, and finished products are dkcussed The diflerences between technologkal parameters and performance of the powders and tiles produced by the dty and wet systems are emphasized
Introduction
I n recent years, many experiments have been carried out by the Italian Ceramic Center of Bologna and others on the preparation of mixes for the production of ceramic floor and wall tile using the dry process, i.e., dry grinding of the raw materials and granulation of the finely ground pow- ders.*+ These studies have made comparisons possible between the dry and wet processes used for the preparation of ceramic mixes. In the wet process, the various raw materials are wet ground in drum ball mills and then the wet- ground material is spray dried to form the powders used to produce the tile.
Since the studies have always been conducted on an industrial basis in various production contexts, the comparisons between the two processes have been made on mixes that are similar, but not truly equal.
Recently, a company producing single-fired vitreous redware tile, using the wet process to prepare the powders for pressing, commissioned a study at the Italian Ceramic Center to determine if the dry grinding plus granulation process, which could lead to lower energy costs, would be suitable for use in their particular production context. It therefore became possible to compare results obtained with the two processes using identical mix compositions. Research was first carried out on a laboratory scale to determine the differences between the technological parameters of the powders prepared
15

with the two different processes and their influence on the characteristics of the tile produced. Successively, industrial-scale tests were carried out with powders prepared by the dry process. Suitable modifications in the industrial process parameters also were necessary in order to produce tile having the same requisites as those produced using the spray-dried powders from the wet process. The results reported in the present paper are those obtained in the laboratory-scale study.
Methodology and Experiment
The ceramic mix studied was formed from a mixture of two local red- burning clays and a sandy clay. The water used in the wet-grinding process was the wastewater from the washing operations in the grinding and glazing divisions of the factory and consequently contained a certain amount of solids. The composition of the mix used in the ceramic factory (dry weight basis) was as follows: red clay A, 44.1%; red clay B, 30.5%; sandy clay, 22.4%; and slurry solids from the wastewater, 3.0%.
In order to establish the conditions for a correct comparison between the powders prepared with the dry and wet processes, the same wastewater used for wet grinding in the wet process was used also for granulation of the dry- ground powder in the dry process. Because of the inevitable differences in the composition of the solids in the wastewater from the glazing division (due mainly to differences in the fluxes employed), variations in the reactivity of the mix during firing were found that both hindered and enhanced the charac- teristics of the tile produced with one of the processes as compared to those produced by the other. To avoid this problem, wet grinding was carried out using wastewater collected at a determined time, the slip produced was then spray dried separately, and the resulting powders were used in the tests. A certain amount of the same wastewater was also collected for later use in the granulation of the dry-ground materials.
In the dry process, the raw materials were dry ground, using a laboratory mill, to two different values of screening residue, 9% and 5%, on screens with 45-pm net openings (325 mesh). The first value, 9%, is the reference value, i.e., that used in the factory with the wet process. The samples of dry-ground powders were granulated in a laboratory granulator with the introduction of the wastewater in amounts to give three different percentages of slurry solids in the mix composition: 0%, 3% (that used for the wet process in the ceramic factory; the reference value), and 5%. In this way, six different samples of granulated powders were prepared (two fineness6 of grinding with three different percentages of slurry solids) for comparison with the reference spray- dried powder used in the ceramic factory, giving a total of seven samples used in the study. The moisture content, bulk density, and grain-size distribution by dry screening were determined for all samples.
16
Using each of the seven different powders, small format tiles (10 x 10 cm) were prepared by dry pressing using a laboratory press with three different specific pressing pressures: 200,230, and 260 kg/cm2 (19.60,22.55, and 25.48 MPa). The choice of the pressing pressures was based on the following criteria: the lowest value, 200 kg/cm2, is that in use on the production line in the ceramic factory; the highest value, 260 kg/cm2, was chosen to verify the limit of the formation of black heart defects; the intermediate value, 230 kg/cm2, was chosen to study the influence of the increase in pressing pressure on vitrification of the material.
The tiles were dried at 60+.5"C, glazed, and fired in an industrial kiln at 1127°C with a fast firing cycle (69 min). The determinations carried out on the fired test pieces included shrinkage upon firing, water absorption, and modulus of rupture.
Results
The differences in fineness of dry grinding and content of slurry solids in the granulated powders did not lead to appreciable differences in the bulk density and grain-size distribution of the granulated powders. Thus, the average of the values obtained for each of the six samples of granulated powder is reported here for purposes of comparison with the spray-dried powder. The values of the bulk density of the powders produced with the wet and dry processes, both with a 6% moisture content, were 1024 and 1174 gL, respectively. This result is in agreement with that found in other regarding the greater bulk density of dry-ground and granulated powders, which leads to the advantages of greater density of the pressed greenware and less shrinkage upon firing.
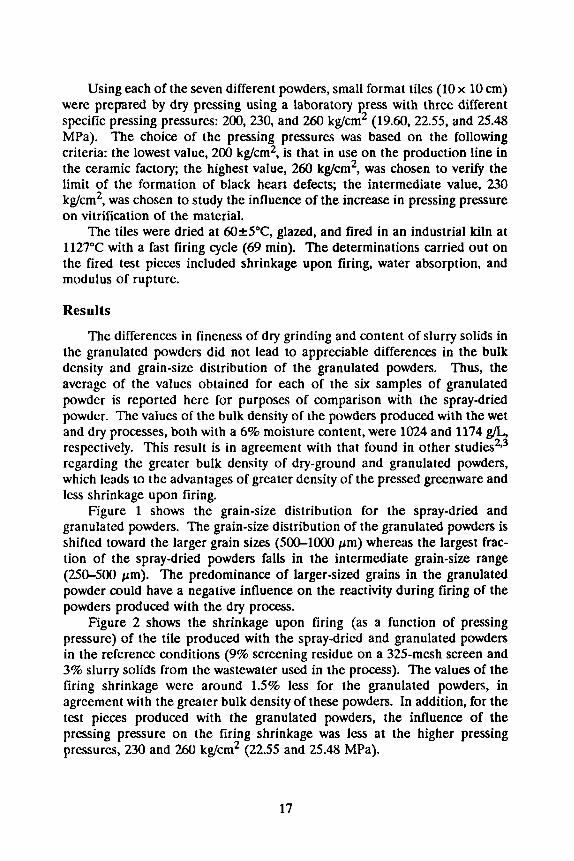
Figure 1 shows the grain-size distribution for the spray-dried and granulated powders. The grain-size distribution of the granulated powders is shiftcd toward the larger grain sizes (5OCrlOOO pm) whereas the largest frac- tion of the spray-dried powders falls in the intermediate grain-size range (250-500 pm). The predominance of larger-sized grains in the granulated powder could have a negative influence on the reactivity during firing of the powders produced with the dry process.
Figure 2 shows the shrinkage upon firing (as a function of pressing pressure) of the tile produced with the spray-dried and granulated powders in the reference conditions (9% screening residue on a 325-mesh screen and 3% slurry solids from the wastewater used in the process). The values of the firing shrinkage were around 1.5% less for the granulated powders, in agreement with the greater bulk density of these powders. In addition, for the test pieces produced with the granulated powders, the influence of the pressing pressure on the firing shrinkage was less at the higher pressing pressures, 230 and 260 kg/cm2 (22.55 and 25.48 MPa).
17
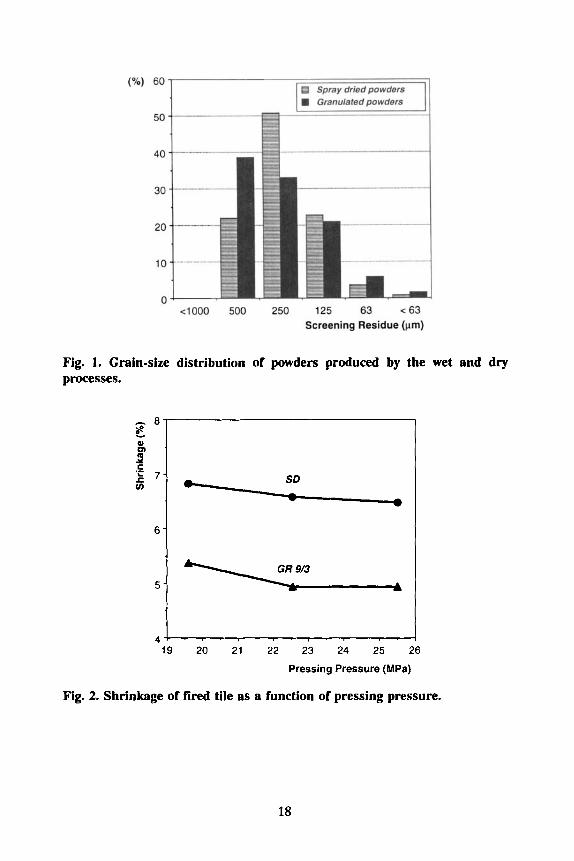
Fig. 1. Grain-size distribution of powders produced by the wet and dry processes.
19 20 21 22 23 24 25 26
Pressing Pressure (MPa)
Fig. 2. Shrinkage of fired tile as a function of pressing pressure.
18
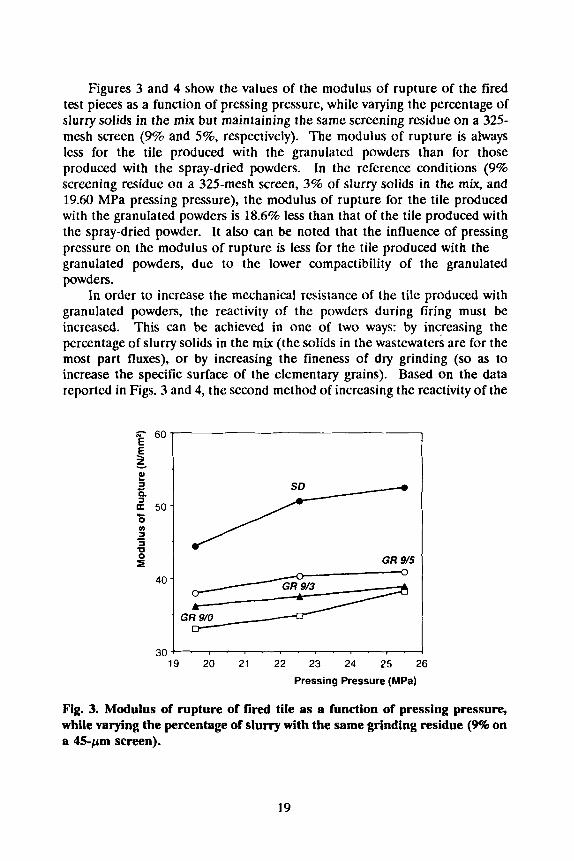
Figures 3 and 4 show the values of the modulus of rupture of the fired test pieces as a function of pressing pressure, while varying the percentage of slurry solids in the mix but maintaining the same screening residue on a 325- mesh screen (9% and 5%, respectively). The modulus of rupture is always less for the tile produced with the granulated powders than for those produced with the spray-dried powders. In the reference conditions (9% screening residue on a 325-mesh screen, 3% of slurry solids in the mix, and 19.60 MPa pressing pressure), the modulus of rupture for the tile produced with the granulated powders is 18.6% less than that of the tile produced with the spray-dried powder. It also can be noted that the influence of pressing pressure on the modulus of rupture is less for the tile produced with the granulated powders, due to the lower compactibility of the granulated powders.
In order to increase the mechanical resistance of the tile produced with granulated powders, the reactivity of the powders during firing must be increased. This can be achieved in one of two ways: by increasing the percentage of slurry solids in the mix (the solids in the wastewaters are for the most part fluxes), or by increasing the fineness of dry grinding (so as to increase the specific surface of the elementary grains). Based on the data reported in Figs. 3 and 4, the second method of increasing the reactivity of the
30 I 19 20 21 22 23 24 25 26
Pressing Pressure (MPa)
Fig. 3. Modulus of rupture of fired tile as a function of pressing pressure, while varying the percentage of slurry with the same grinding residue (9% on a 45-pm screen).
19
$ GR / 5’3 GR 9 0
3 GR 5/5
GR 5’3 GR 9 0
30 19 20 21 22 23 24 25 26
Pressing Pressure (MPa)
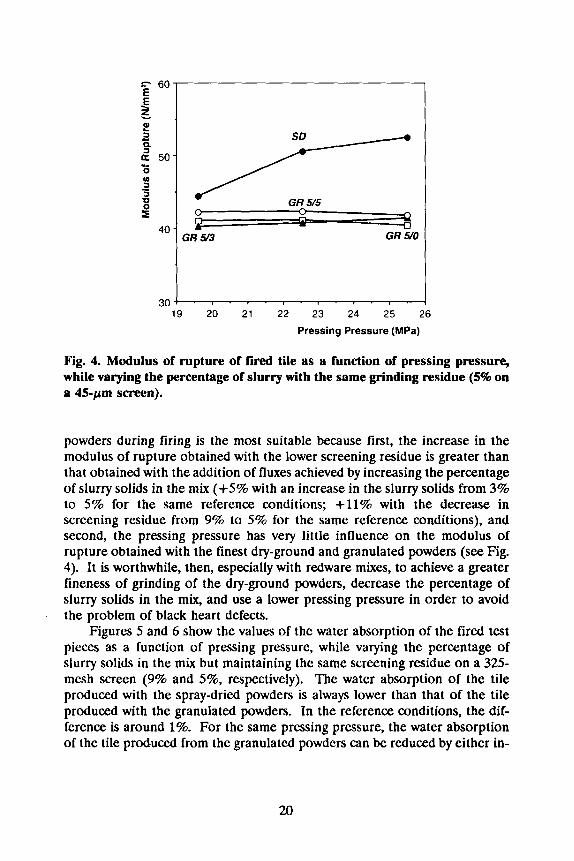
Fig. 4. Modulus of rupture of fired tile as a function of pressing pressure, while varying the percentage of slurry with the same grinding residue (5% on a 45-pm screen).
powders during firing is the most suitable because first, the increase in the modulus of rupture obtained with the lower screening residue is greater than that obtained with the addition of fluxes achieved by increasing the percentage of slurry solids in the mix (+5% with an increase in the slurry solids from 3% to 5% for the same reference conditions; +11% with the decrease in screening residue from 9% to 5% for the same reference conditions), and second, the pressing pressure has very little influence on the modulus of rupture obtained with the finest dry-ground and granulated powders (see Fig. 4). It is worthwhile, then, especially with redware mixes, to achieve a greater fineness of grinding of the dry-ground powders, decrease the percentage of slurry solids in the mix, and use a lower pressing pressure in order to avoid the problem of black heart defects.
Figures 5 and 6 show the values of the water absorption of the fired test pieces as a function of pressing pressure, while varying the percentage of slurry solids in the mix but maintaining the same screening residue on a 325- mesh screen (9% and 5%, respectively). The water absorption of the tile produced with the spray-dried powders is always lower than that of the tile produced with the granulated powders. In the reference conditions, the dif- ference is around 1%. For the same pressing pressure, the water absorption of the tile produced from the granulated powders can be reduced by either in-
20


















![Ceramic Materials Science and Engineering [Chapters 3-8]](https://img.pdfslide.net/doc/110x75/553f2d004a7959e5108b4738/ceramic-materials-science-and-engineering-chapters-3-8.jpg)
![Ceramic Materials Science and Engineering part1 [chapters 1-2]](https://img.pdfslide.net/doc/110x75/553f2d714a795946178b4706/ceramic-materials-science-and-engineering-part1-chapters-1-2.jpg)





![Ceramic Materials Science and Engineering [Chapters21-25]](https://img.pdfslide.net/doc/110x75/553f2c60550346777c8b46c3/ceramic-materials-science-and-engineering-chapters21-25.jpg)



