Embed Size (px)
Citation preview

Ceramic processing of incinerator bottom ash
C.R. Cheesemana,*, S. Monteiro da Rochaa, C. Sollarsa,S. Bethanisa, A.R. Boccaccinib
aDepartment of Civil and Environmental Engineering, Centre for Environmental Control and Waste Management,
Imperial College of Science, Technology and Medicine, London SW7 2BU, UKbDepartment of Materials, Imperial College of Science, Technology and Medicine, London SW7 2BP, UK
Accepted 25 February 2003
Abstract
The <8 mm fraction of aged incinerator bottom ash from a commercial incinerator (energy from waste) plant has been collectedat regular intervals, characterised and processed to form ceramic materials. Ashes were sieved, wet ball milled, dried, compactedand sintered at temperatures between 1080 and 1115 �C. Variations in the chemical composition and mineralogy of the milled ash,
and the mineralogy, physical properties and leaching of sintered products have been assessed. Milling produces a raw material withconsistent chemical and mineralogical composition with quartz (SiO2), calcite (CaCO3), gehlenite (Ca2Al(AlSi)O7) and hematite(Fe2O3) being the major crystalline phases present. Different batches also milled to give consistent particle size distributions. Sin-
tering milled incinerator bottom ash at 1110 �C produced ceramics with densities between 2.43 and 2.64 g/cm�3 and major crys-talline phases of wollastonite (CaSiO3) and diopside (CaMgSi2O6). The sintered ceramics had reduced acid neutralisation capacitycompared to the as-received ash and exhibited reduced leaching of Ca, Mg, Na and K under all pH conditions. The leaching of
heavy metals was also significantly reduced due to encapsulation and incorporation into glassy and crystalline phases, with Cu andAl showing greatly reduced leaching under alkali conditions.# 2003 Elsevier Ltd. All rights reserved.
1. Introduction
Many countries increasingly consider incineration asan essential part of integrated management strategiesfor municipal solid waste (MSW). This is often drivenby limited availability of landfill capacity and theadvantages offered by incineration in modern ‘energyfrom waste’ (EfW) plants. Incineration reduces thevolume of MSW by about 90%, but still producessignicant amounts of incinerator bottom ash (IBA)that need to be carefully managed. As MSW incin-eration and the resulting volumes of IBA increase,there is increasing need to develop new reuse applica-tions for this material (Woolley et al., 2001; Chang etal., 1999).In England andWales, approximately 28million tonnes
ofMSWare currently produced each year, of which about10% are currently incinerated in 14 operational EfW
plants. This produces in excess of 800 kilotonne of IBA,most of which is landfilled, although the potential forre-use of size sorted IBA in civil engineering applica-tions is being extensively investigated. In some Eur-opean countries such as The Netherlands, Denmark,Germany and France, processed bottom ash is routinelyused in various construction projects (Wainwright,1981; Wainwright and Boni, 1983; Sawell et al., 1995;Pera et al., 1997; Williams, 1998).IBA is a highly heterogeneous mix of slag, ferrous and
non-ferrous metal, ceramics, glass, other non-combus-tibles and residual organic matter. The composition isdirectly related to the composition of the waste beingincinerated and the sources of various elements in MSWare diverse and influence the characteristics of the IBAproduced. For example, heavy metals such as cadmium,lead, mercury and zinc are mainly found in printinginks, paints, pigments, plastics and household batteries,while other wastes such as foil, cans, glass, ferrous andnon-ferrous-materials may contain aluminium, chro-mium, copper, iron, nickel and alkaline-earth metals(Chimenos et al., 1999).
0956-053X/03/$ - see front matter # 2003 Elsevier Ltd. All rights reserved.
doi:10.1016/S0956-053X(03)00039-4
Waste Management 23 (2003) 907–916
www.elsevier.com/locate/wasman
* Corresponding author. Tel.: +44-207-594-5971; fax: +44-207-
823-9401.
E-mail address: [email protected] (C.R. Cheeseman).

At incinerator temperatures of 900–1000 �C someelements volatilise and are collected in the air pollutioncontrol (APC) residues. The efficiency and type ofincinerator influences partitioning and poor combustioncan result in relatively high concentrations of volatiletrace metals in IBA. The organic matter in IBA is mainlycomposed of un-combusted cellulose (74%) and lignin(20%) derived from the large amounts of paper, woodand other plant material found inMSW (Pavasars, 2000).Sintering is a high temperature process that produces
strength and other engineering properties in compactedfine powdered materials through particle bonding anddensification. It is widely used in industry to produce adiversity of materials, including ceramics, metals andcomposites. Sintering has the potential to convert arange of inorganic waste ashes such as MSW IBA intoenvironmentally benign new solid-monolithic ceramicproducts with properties that may allow reuse inappropriate applications (Boccaccini et al., 2000a). Theinherent variability of IBA means that processing priorto sintering is essential if consistent ceramic materialsare to be produced.Although the effects of sintering incinerator fly ash
have been investigated, the properties of sintered IBAhave not been widely reported (Wang et al., 1998;Wainwright and Cresswell, 2001; Bethanis et al., 2002).IBA has been used as a raw material combined withglass cullet for the production of glass–ceramics, andglass–ceramics have been formed from mixes containingIBA, glass and an industrial waste fly ash (Barbieri etal., 2000a, b). Glass matrix composites have also beenproduced from IBA combined with aluminium foundrywaste (Ferraris et al., 2001). The glass–ceramic produc-tion process involves high temperature melting (vitrifi-cation) combined with subsequent heat treatment toinduce devitrification. The process investigated in thiswork is different, produces different materials andinvolves direct sintering of processed IBA at tempera-tures significantly below those needed for vitrification.The main objectives of this work were to investigate
the properties of materials made by applying ceramicprocessing to IBA and to assess the effects of IBAvariability. Materials obtained at different stages ofthe process have been characterised and the leachingof as-received IBA and sintered IBA compared.
2. Materials and methods
2.1. Materials processing
2.1.1. SamplingMSW IBA from a major EfW plant situated in south-
east England has been used in this work. This plant pro-cesses approximately 420 000 tonnes of waste per year andgenerates 35 MWh of electricity. It uses well-established
mass burn incineration technology with controlled hightemperature combustion combined with advanced flue-gas cleaning. The IBA produced is transported off-site,weathered for 6–8 weeks and the readily extractable fer-rous and non-ferrous metals removed for recycling. Theremaining material is screened into different sizes as thecoarse fractions have potential uses as aggregate and inertfill. There are currently no viable re-use applications spe-cifically for the <8 mm fraction of IBA although thisrepresents approximately 45 wt.% of the total ash.Representative samples of weathered IBA from which
readily extractable metals had been removed were col-lected over a 10-week period during 2001. Each of thesix batches collected was screened through an 8 mmsieve and the material passing used throughout sub-sequent experiments. Variability in the particle size dis-tribution of the <8 mm IBA samples was determinedby sieve analysis using 150, 355 mm, 1.70 and 3.35 mmASTM standard sieves.
2.1.2. Production of milled bottom ashEach batch of <8 mm IBAwas oven dried overnight at
105 �C and wet ball milled for 8 h in a 3-l polypropylenemill, rotating at 50 rpm, using high-density aluminamedia. 500 g batches of ash were milled at a water-to-ashratio of 2. Slurries obtained from milling were passedthrough 1.70 mm and 355-mm sieves to remove coarseparticles and the coarse material retained by the 1.70-mmsieve was dried and weighed. The <355 mm fraction wasde-watered by pressure filtration in a stainless steelextraction vessel on Whatman GF/C filter paper. Thefilter cake obtained was oven dried overnight at 105 �C,ground in a pestle and mortar and passed through a150-mm sieve to produce a fine homogeneous greypowder suitable for sintering.
2.1.3. Production of sintered ceramic samplesThe dried milled powder was uni-axially compacted at
32 MPa in a stainless steel die to form cylindrical ‘green’samples, approximately 20 mm in diameter and 12–15mm in height, without the addition of an organic binderor other additives. These were sintered in an electricfurnace at temperatures between 1080 and 1120 �Cusing a ramp rate of 6 �C min�1 with a dwell time of 60min at the maximum temperature.
2.2. Materials characterisation
2.2.1. Characterisation of milled IBAThe particle size distribution between 0.4 and 900 mm
in each batch of milled slurry was analysed by laser dif-fraction analysis (Beckman Coulter LS-100).
2.2.2. X-Ray powder diffractionThe crystalline phases present in the dried milled ash
batches were qualitatively identified by X-ray diffraction
908 C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916
(XRD) using a Philips PW1830 diffractometer systemfitted with a PW1820 goniometer, an automatic diver-gence slit and a graphite monochromator with CuKaradiation at an accelerating voltage of 40 kV.
2.2.3. Chemical characterisationThe elemental composition of dried milled bottom ash
was determined by digestion using lithium metaborateand tetraborate flux fusion (Ingamells, 1970). Digestswere analysed by inductively coupled plasma atomicemission spectroscopy (ICP-AES).The weight loss was determined by heating 4-g sam-
ples to 1000 �C for 12 h. This includes the weight lossdue to combustion of organic matter, dehydration andthe degradation of carbonated species formed by atmos-pheric exposure.
2.2.4. Characterisation of sintered IBA samplesThe density of sintered samples was determined using
Archimedes’ method and the linear shrinkage calculatedby comparing sample diameters before and after firing.Water absorption of sintered IBA was determined fromthe weight increase of surface dry samples after immer-sion in water for 24 h (BS 812, 1975).Samples of sintered IBA were ground to <150mm and
analysed by XRD to identify the crystalline phasespresent. The methodology and equipment used wasthe same as for XRD analysis of milled bottom ashsamples.Scanning electron microscopy (SEM, Jeol JSM-T200)
was used to examine the microstructure of carboncoated polished surfaces and fracture surfaces of IBAsamples sintered at 1100 �C. Samples were also analysedfor elements present in different phases by energy dis-persive X-ray (EDX) spectroscopy.The Vickers micro-hardness of IBA samples sintered
at 1100 �C was measured using a Leitz Wetzlar 8423microhardness tester with 25 g load. Prior to hardnesstesting the samples were embedded in epoxy resin andpolished to a 0.5 mm diamond finish. Average hard-ness values were calculated from five indents on sin-tered samples from batches 1, 4 and 5. The Vickersmicro-hardness test uses a square-based diamond pyr-amid with opposite sides meeting at the apex at anangle of 136�. The diamond is pressed into the surfaceof the material and the size of the impression mea-sured using a calibrated microscope. The Vickersnumber (HV), given in units of kg mm�2, is calculatedfrom:
HV ¼ 1:854 F=D2� �
;
where F is the applied load (kgf) and D2 the area ofthe indentation measured in mm2 (Ullner et al.,2001).
2.3. Metal leaching from as-received and sintered IBA
The acid neutralisation capacity (ANC) test, com-bined with leachate analysis, was completed on allbatches of as-received IBA and IBA sintered at1100 �C (Stegemann and Cote, 1991). This test allowsthe leaching under different pH conditions to beassessed.Samples for leaching were dried and ground to pass
through a 150-mm sieve and 5-g samples mixed with 30ml of aqueous acid solutions that varied in concen-tration between 0 and 100% 2.0 N nitric acid over 11equal increments. The slurries obtained were mixed for48 h in a rotary extractor and then centrifuged at 6000rpm for 10 min to separate the leachate. The leachant/sample contact time of 48 h allows the solids to equili-brate and centrifugation reduces interference in pHanalysis. The leachate was extracted and filteredthrough a 0.45-mm membrane filter and acidified with10% volume HNO3 prior to analysis by ICP–AES for arange of elements including Co, Cd, Cr, Cu, Fe, Mn, Ni,Pb, and Zn.
3. Results and discussion
3.1. As-received and milled IBA characterisation
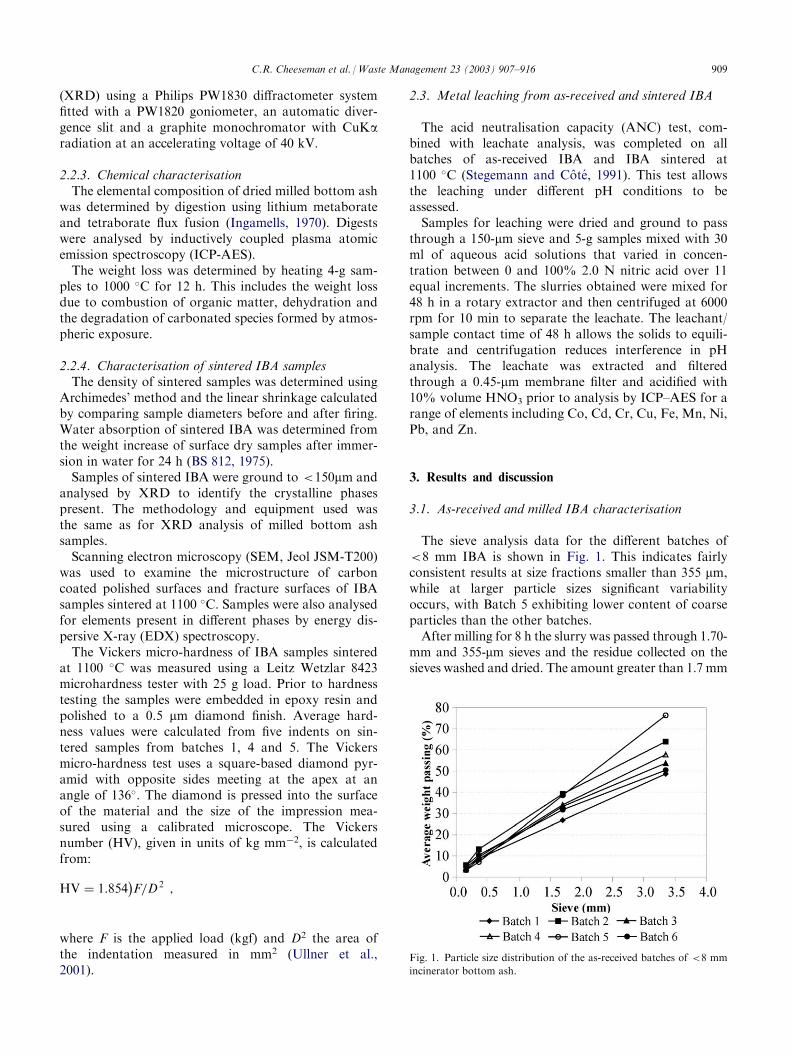
The sieve analysis data for the different batches of<8 mm IBA is shown in Fig. 1. This indicates fairlyconsistent results at size fractions smaller than 355 mm,while at larger particle sizes significant variabilityoccurs, with Batch 5 exhibiting lower content of coarseparticles than the other batches.After milling for 8 h the slurry was passed through 1.70-
mm and 355-mm sieves and the residue collected on thesieves washed and dried. The amount greater than 1.7 mm
Fig. 1. Particle size distribution of the as-received batches of <8 mm
incinerator bottom ash.
C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916 909
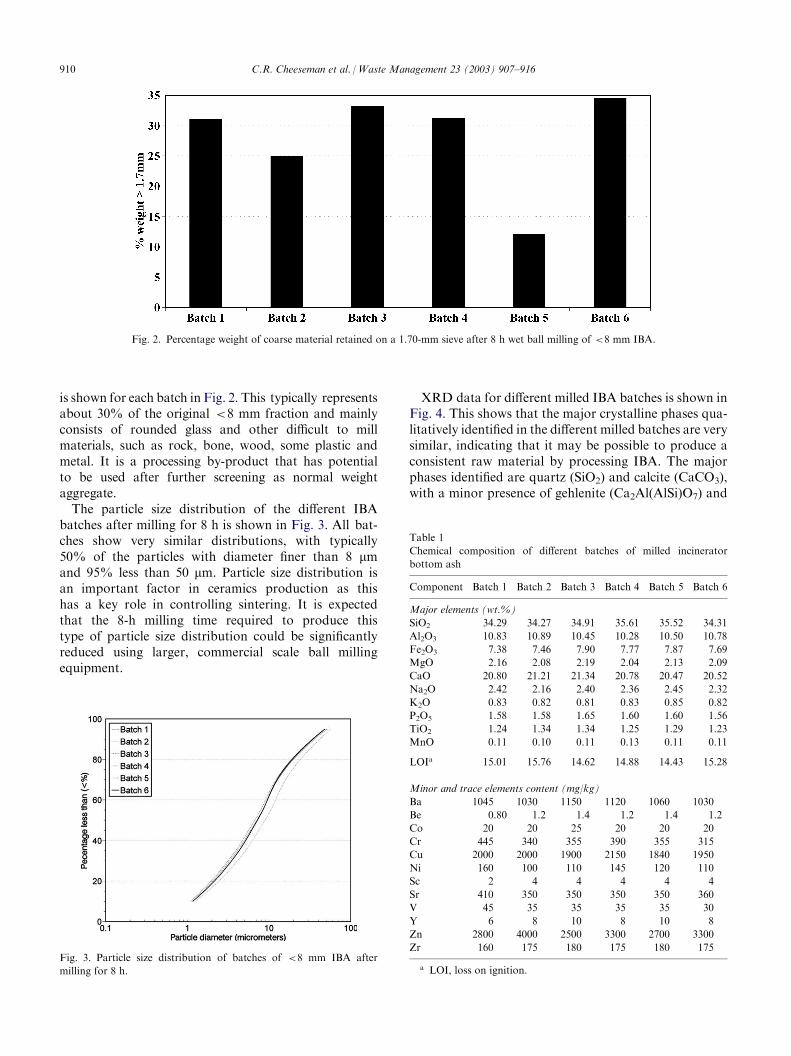
is shown for each batch in Fig. 2. This typically representsabout 30% of the original <8 mm fraction and mainlyconsists of rounded glass and other difficult to millmaterials, such as rock, bone, wood, some plastic andmetal. It is a processing by-product that has potentialto be used after further screening as normal weightaggregate.The particle size distribution of the different IBA
batches after milling for 8 h is shown in Fig. 3. All bat-ches show very similar distributions, with typically50% of the particles with diameter finer than 8 mmand 95% less than 50 mm. Particle size distribution isan important factor in ceramics production as thishas a key role in controlling sintering. It is expectedthat the 8-h milling time required to produce thistype of particle size distribution could be significantlyreduced using larger, commercial scale ball millingequipment.
XRD data for different milled IBA batches is shown inFig. 4. This shows that the major crystalline phases qua-litatively identified in the different milled batches are verysimilar, indicating that it may be possible to produce aconsistent raw material by processing IBA. The majorphases identified are quartz (SiO2) and calcite (CaCO3),with a minor presence of gehlenite (Ca2Al(AlSi)O7) and
Fig. 2. Percentage weight of coarse material retained on a 1.70-mm sieve after 8 h wet ball milling of <8 mm IBA.
Fig. 3. Particle size distribution of batches of <8 mm IBA after
milling for 8 h.
Table 1
Chemical composition of different batches of milled incinerator
bottom ash
Component
Batch 1 Batch 2 Batch 3 Batch 4 Batch 5 Batch 6Major elements (wt.%)
SiO2
34.29 34.27 34.91 35.61 35.52 34.31Al2O3
10.83 10.89 10.45 10.28 10.50 10.78Fe2O3
7.38 7.46 7.90 7.77 7.87 7.69MgO
2.16 2.08 2.19 2.04 2.13 2.09CaO
20.80 21.21 21.34 20.78 20.47 20.52Na2O
2.42 2.16 2.40 2.36 2.45 2.32K2O
0.83 0.82 0.81 0.83 0.85 0.82P2O5
1.58 1.58 1.65 1.60 1.60 1.56TiO2
1.24 1.34 1.34 1.25 1.29 1.23MnO
0.11 0.10 0.11 0.13 0.11 0.11LOIa
15.01 15.76 14.62 14.88 14.43 15.28Minor and trace elements content (mg/kg)
Ba
1045 1030 1150 1120 1060 1030Be
0.80 1.2 1.4 1.2 1.4 1.2Co
20 20 25 20 20 20Cr
445 340 355 390 355 315Cu
2000 2000 1900 2150 1840 1950Ni
160 100 110 145 120 110Sc
2 4 4 4 4 4Sr
410 350 350 350 350 360V
45 35 35 35 35 30Y
6 8 10 8 10 8Zn
2800 4000 2500 3300 2700 3300Zr
160 175 180 175 180 175a LOI, loss on ignition.
910 C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916
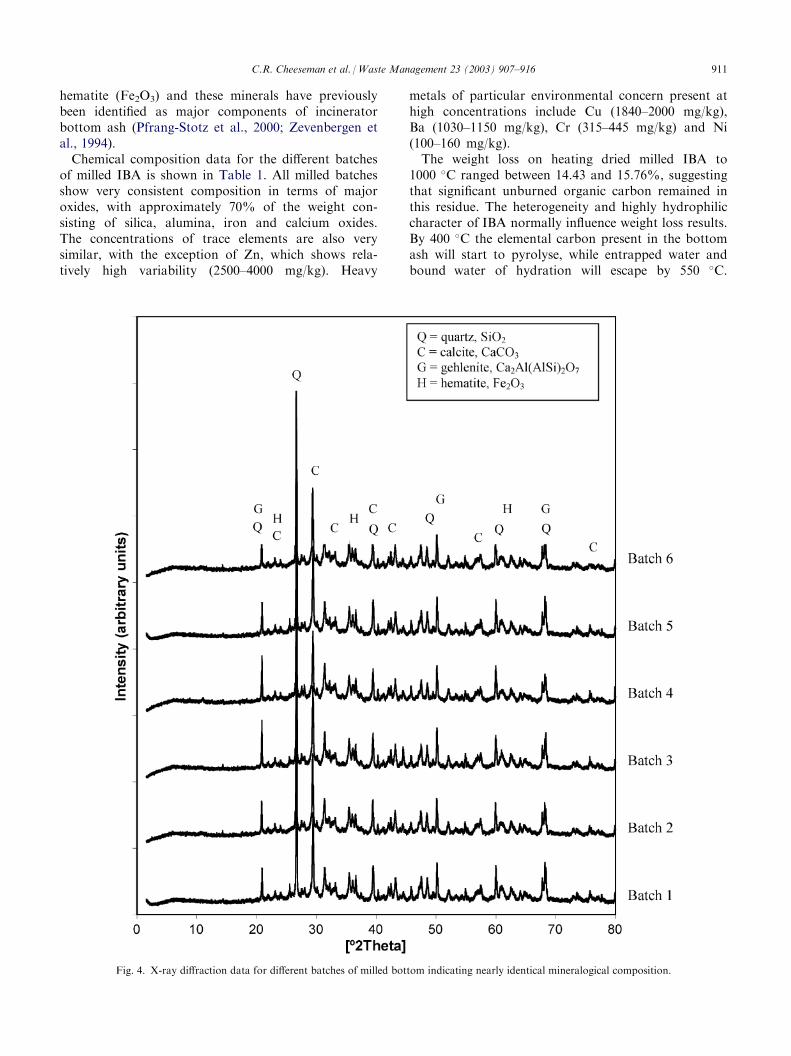
hematite (Fe2O3) and these minerals have previouslybeen identified as major components of incineratorbottom ash (Pfrang-Stotz et al., 2000; Zevenbergen etal., 1994).Chemical composition data for the different batches
of milled IBA is shown in Table 1. All milled batchesshow very consistent composition in terms of majoroxides, with approximately 70% of the weight con-sisting of silica, alumina, iron and calcium oxides.The concentrations of trace elements are also verysimilar, with the exception of Zn, which shows rela-tively high variability (2500–4000 mg/kg). Heavy
metals of particular environmental concern present athigh concentrations include Cu (1840–2000 mg/kg),Ba (1030–1150 mg/kg), Cr (315–445 mg/kg) and Ni(100–160 mg/kg).The weight loss on heating dried milled IBA to
1000 �C ranged between 14.43 and 15.76%, suggestingthat significant unburned organic carbon remained inthis residue. The heterogeneity and highly hydrophiliccharacter of IBA normally influence weight loss results.By 400 �C the elemental carbon present in the bottomash will start to pyrolyse, while entrapped water andbound water of hydration will escape by 550 �C.
Fig. 4. X-ray diffraction data for different batches of milled bottom indicating nearly identical mineralogical composition.
C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916 911
High weight loss during sintering compacted sampleswill cause increased porosity and reduced fired den-sities. The ’green’ densities of different batches ofmilled IBA pressed at 32 MPa ranged from 1.37 to1.44 g/cm3.
3.2. Sintered properties
3.2.1. Fired density, shrinkage and water uptakeFired density, shrinkage and water uptake data are
shown in Table 2. Maximum average densities between2.43 and 2.64 g/cm3 were obtained by sintering at1110 �C. At higher temperatures lower density samplesformed due to the formation of significant amounts ofroughly spherical closed porosity. Sample shrinkageincreases with firing temperature up to a maximum of�22% for samples fired at 1110 �C. Above this tem-perature shrinkage measurements were not possible dueto sample melting and deformation. Water absorptionof sintered samples decreased rapidly as the firing tem-perature increases with values of between 0.5 and 1.9%obtained for samples fired at 1110 �C.
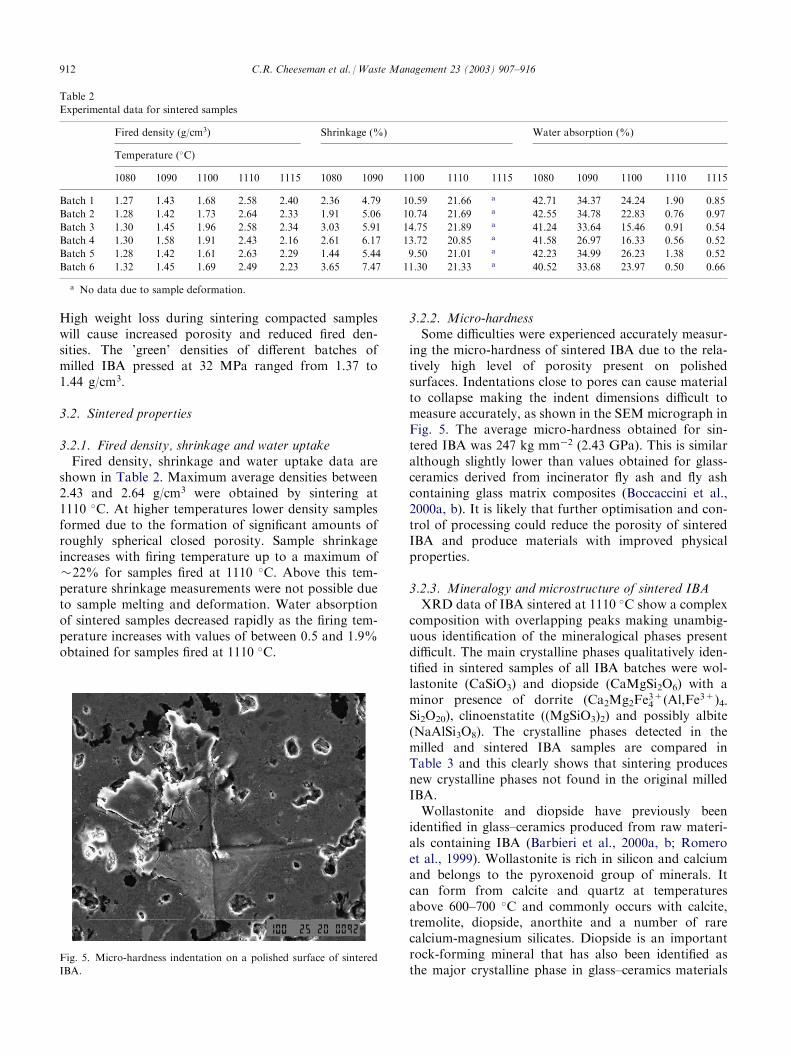
3.2.2. Micro-hardnessSome difficulties were experienced accurately measur-
ing the micro-hardness of sintered IBA due to the rela-tively high level of porosity present on polishedsurfaces. Indentations close to pores can cause materialto collapse making the indent dimensions difficult tomeasure accurately, as shown in the SEM micrograph inFig. 5. The average micro-hardness obtained for sin-tered IBA was 247 kg mm�2 (2.43 GPa). This is similaralthough slightly lower than values obtained for glass-ceramics derived from incinerator fly ash and fly ashcontaining glass matrix composites (Boccaccini et al.,2000a, b). It is likely that further optimisation and con-trol of processing could reduce the porosity of sinteredIBA and produce materials with improved physicalproperties.
3.2.3. Mineralogy and microstructure of sintered IBAXRD data of IBA sintered at 1110 �C show a complex
composition with overlapping peaks making unambig-uous identification of the mineralogical phases presentdifficult. The main crystalline phases qualitatively iden-tified in sintered samples of all IBA batches were wol-lastonite (CaSiO3) and diopside (CaMgSi2O6) with aminor presence of dorrite (Ca2Mg2Fe
3+4 (Al,Fe3+)4-
Si2O20), clinoenstatite ((MgSiO3)2) and possibly albite(NaAlSi3O8). The crystalline phases detected in themilled and sintered IBA samples are compared inTable 3 and this clearly shows that sintering producesnew crystalline phases not found in the original milledIBA.Wollastonite and diopside have previously been
identified in glass–ceramics produced from raw materi-als containing IBA (Barbieri et al., 2000a, b; Romeroet al., 1999). Wollastonite is rich in silicon and calciumand belongs to the pyroxenoid group of minerals. Itcan form from calcite and quartz at temperaturesabove 600–700 �C and commonly occurs with calcite,tremolite, diopside, anorthite and a number of rarecalcium-magnesium silicates. Diopside is an importantrock-forming mineral that has also been identified asthe major crystalline phase in glass–ceramics materials
Table 2
Experimental data for sintered samples
Fired density (g/cm3)
Shrinkage (%) Water absorption (%)Temperature (�C)
1080
1090 1100 1110 1115 1080 1090 1100 1110 1115 1080 1090 1100 1110 1115Batch 1
1.27 1.43 1.68 2.58 2.40 2.36 4.79 10.59 21.66 a 42.71 34.37 24.24 1.90 0.85Batch 2
1.28 1.42 1.73 2.64 2.33 1.91 5.06 10.74 21.69 a 42.55 34.78 22.83 0.76 0.97Batch 3
1.30 1.45 1.96 2.58 2.34 3.03 5.91 14.75 21.89 a 41.24 33.64 15.46 0.91 0.54Batch 4
1.30 1.58 1.91 2.43 2.16 2.61 6.17 13.72 20.85 a 41.58 26.97 16.33 0.56 0.52Batch 5
1.28 1.42 1.61 2.63 2.29 1.44 5.44 9.50 21.01 a 42.23 34.99 26.23 1.38 0.52Batch 6
1.32 1.45 1.69 2.49 2.23 3.65 7.47 11.30 21.33 a 40.52 33.68 23.97 0.50 0.66a No data due to sample deformation.
Fig. 5. Micro-hardness indentation on a polished surface of sintered
IBA.
912 C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916
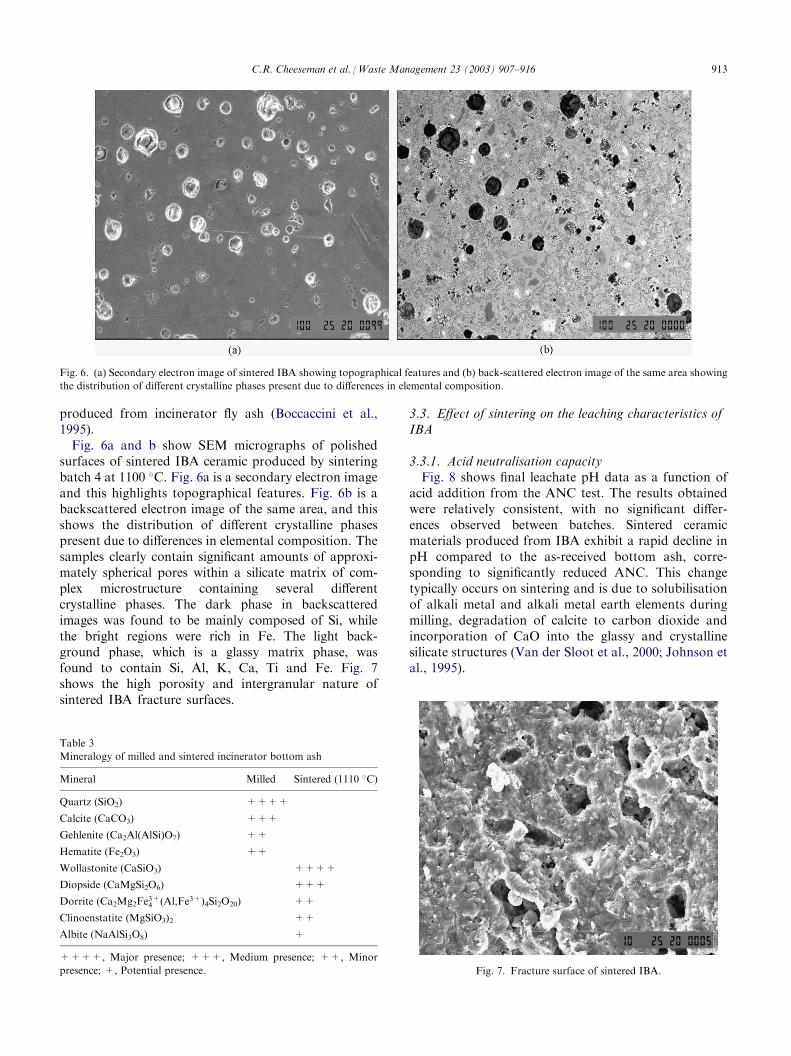
produced from incinerator fly ash (Boccaccini et al.,1995).Fig. 6a and b show SEM micrographs of polished
surfaces of sintered IBA ceramic produced by sinteringbatch 4 at 1100 �C. Fig. 6a is a secondary electron imageand this highlights topographical features. Fig. 6b is abackscattered electron image of the same area, and thisshows the distribution of different crystalline phasespresent due to differences in elemental composition. Thesamples clearly contain significant amounts of approxi-mately spherical pores within a silicate matrix of com-plex microstructure containing several differentcrystalline phases. The dark phase in backscatteredimages was found to be mainly composed of Si, whilethe bright regions were rich in Fe. The light back-ground phase, which is a glassy matrix phase, wasfound to contain Si, Al, K, Ca, Ti and Fe. Fig. 7shows the high porosity and intergranular nature ofsintered IBA fracture surfaces.
3.3. Effect of sintering on the leaching characteristics ofIBA
3.3.1. Acid neutralisation capacityFig. 8 shows final leachate pH data as a function of
acid addition from the ANC test. The results obtainedwere relatively consistent, with no significant differ-ences observed between batches. Sintered ceramicmaterials produced from IBA exhibit a rapid decline inpH compared to the as-received bottom ash, corre-sponding to significantly reduced ANC. This changetypically occurs on sintering and is due to solubilisationof alkali metal and alkali metal earth elements duringmilling, degradation of calcite to carbon dioxide andincorporation of CaO into the glassy and crystallinesilicate structures (Van der Sloot et al., 2000; Johnson etal., 1995).
Table 3
Mineralogy of milled and sintered incinerator bottom ash
Mineral
Milled Sintered (1110 �C)Quartz (SiO2)
++++Calcite (CaCO3)
+++Gehlenite (Ca2Al(AlSi)O7)
++Hematite (Fe2O3)
++Wollastonite (CaSiO3)
++++Diopside (CaMgSi2O6)
+++Dorrite (Ca2Mg2Fe3+4 (Al,Fe3+)4Si2O20)
++Clinoenstatite (MgSiO3)2
++Albite (NaAlSi3O8)
+++++, Major presence; +++, Medium presence; ++, Minor
presence; +, Potential presence.
Fig. 6. (a) Secondary electron image of sintered IBA showing topographical features and (b) back-scattered electron image of the same area showing
the distribution of different crystalline phases present due to differences in elemental composition.
Fig. 7. Fracture surface of sintered IBA.
C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916 913
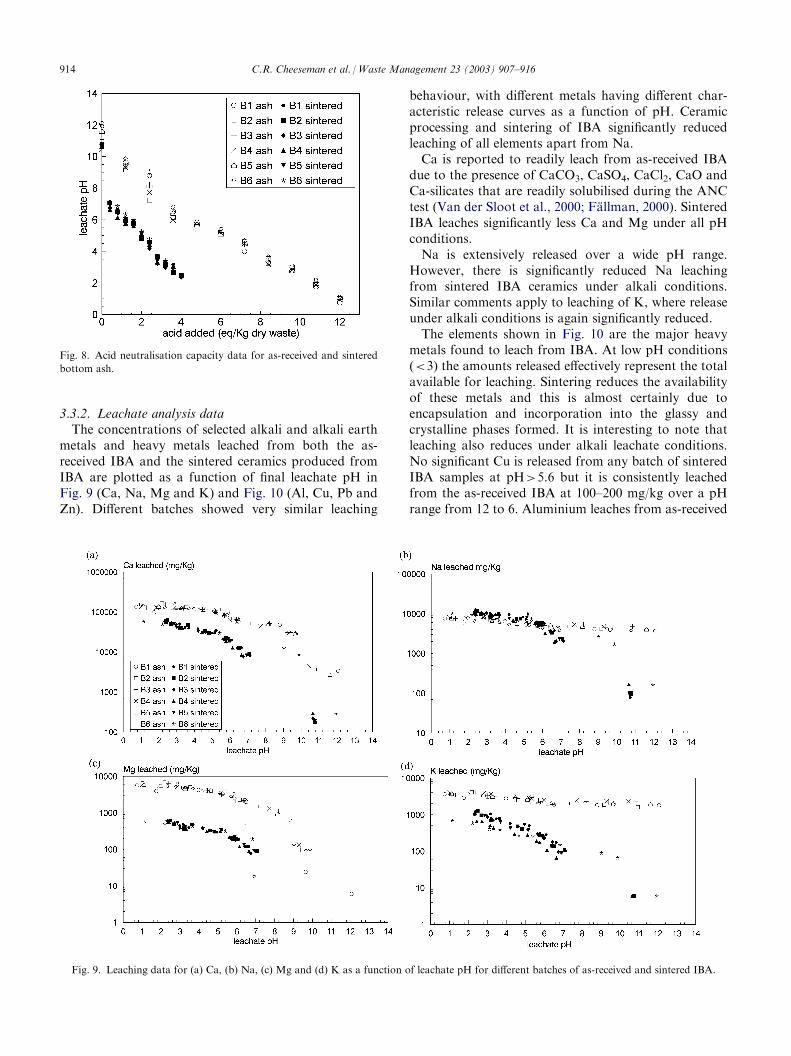
3.3.2. Leachate analysis dataThe concentrations of selected alkali and alkali earth
metals and heavy metals leached from both the as-received IBA and the sintered ceramics produced fromIBA are plotted as a function of final leachate pH inFig. 9 (Ca, Na, Mg and K) and Fig. 10 (Al, Cu, Pb andZn). Different batches showed very similar leaching
behaviour, with different metals having different char-acteristic release curves as a function of pH. Ceramicprocessing and sintering of IBA significantly reducedleaching of all elements apart from Na.Ca is reported to readily leach from as-received IBA
due to the presence of CaCO3, CaSO4, CaCl2, CaO andCa-silicates that are readily solubilised during the ANCtest (Van der Sloot et al., 2000; Fallman, 2000). SinteredIBA leaches significantly less Ca and Mg under all pHconditions.Na is extensively released over a wide pH range.
However, there is significantly reduced Na leachingfrom sintered IBA ceramics under alkali conditions.Similar comments apply to leaching of K, where releaseunder alkali conditions is again significantly reduced.The elements shown in Fig. 10 are the major heavy
metals found to leach from IBA. At low pH conditions(<3) the amounts released effectively represent the totalavailable for leaching. Sintering reduces the availabilityof these metals and this is almost certainly due toencapsulation and incorporation into the glassy andcrystalline phases formed. It is interesting to note thatleaching also reduces under alkali leachate conditions.No significant Cu is released from any batch of sinteredIBA samples at pH>5.6 but it is consistently leachedfrom the as-received IBA at 100–200 mg/kg over a pHrange from 12 to 6. Aluminium leaches from as-received
Fig. 8. Acid neutralisation capacity data for as-received and sintered
bottom ash.
Fig. 9. Leaching data for (a) Ca, (b) Na, (c) Mg and (d) K as a function of leachate pH for different batches of as-received and sintered IBA.
914 C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916
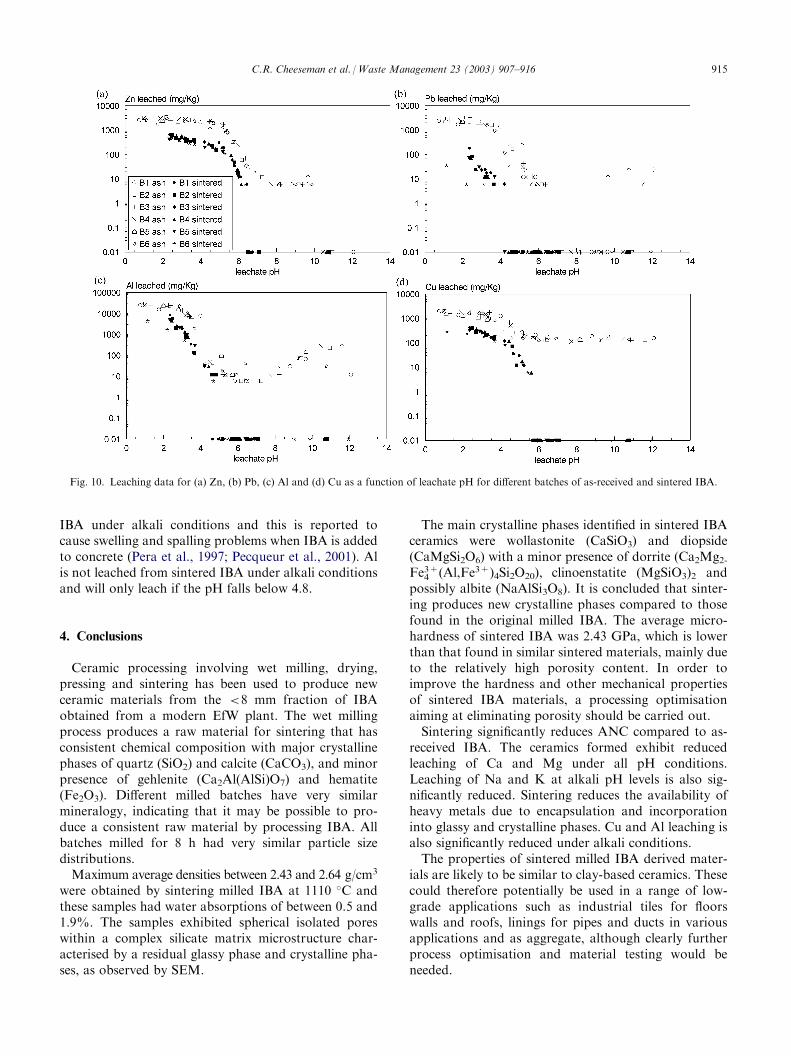
IBA under alkali conditions and this is reported tocause swelling and spalling problems when IBA is addedto concrete (Pera et al., 1997; Pecqueur et al., 2001). Alis not leached from sintered IBA under alkali conditionsand will only leach if the pH falls below 4.8.
4. Conclusions
Ceramic processing involving wet milling, drying,pressing and sintering has been used to produce newceramic materials from the <8 mm fraction of IBAobtained from a modern EfW plant. The wet millingprocess produces a raw material for sintering that hasconsistent chemical composition with major crystallinephases of quartz (SiO2) and calcite (CaCO3), and minorpresence of gehlenite (Ca2Al(AlSi)O7) and hematite(Fe2O3). Different milled batches have very similarmineralogy, indicating that it may be possible to pro-duce a consistent raw material by processing IBA. Allbatches milled for 8 h had very similar particle sizedistributions.Maximum average densities between 2.43 and 2.64 g/cm3
were obtained by sintering milled IBA at 1110 �C andthese samples had water absorptions of between 0.5 and1.9%. The samples exhibited spherical isolated poreswithin a complex silicate matrix microstructure char-acterised by a residual glassy phase and crystalline pha-ses, as observed by SEM.
The main crystalline phases identified in sintered IBAceramics were wollastonite (CaSiO3) and diopside(CaMgSi2O6) with a minor presence of dorrite (Ca2Mg2-Fe3+4 (Al,Fe3+)4Si2O20), clinoenstatite (MgSiO3)2 andpossibly albite (NaAlSi3O8). It is concluded that sinter-ing produces new crystalline phases compared to thosefound in the original milled IBA. The average micro-hardness of sintered IBA was 2.43 GPa, which is lowerthan that found in similar sintered materials, mainly dueto the relatively high porosity content. In order toimprove the hardness and other mechanical propertiesof sintered IBA materials, a processing optimisationaiming at eliminating porosity should be carried out.Sintering significantly reduces ANC compared to as-
received IBA. The ceramics formed exhibit reducedleaching of Ca and Mg under all pH conditions.Leaching of Na and K at alkali pH levels is also sig-nificantly reduced. Sintering reduces the availability ofheavy metals due to encapsulation and incorporationinto glassy and crystalline phases. Cu and Al leaching isalso significantly reduced under alkali conditions.The properties of sintered milled IBA derived mater-
ials are likely to be similar to clay-based ceramics. Thesecould therefore potentially be used in a range of low-grade applications such as industrial tiles for floorswalls and roofs, linings for pipes and ducts in variousapplications and as aggregate, although clearly furtherprocess optimisation and material testing would beneeded.
Fig. 10. Leaching data for (a) Zn, (b) Pb, (c) Al and (d) Cu as a function of leachate pH for different batches of as-received and sintered IBA.
C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916 915

Acknowledgements
This work was completed as part of research fundedby the UK Engineering and Physical Sciences ResearchCouncil (EPSRC) under the ‘Waste Minimisationthrough Recycling, Reuse and Recovery in Industry’(WMR3) programme. We also wish to acknowledge theassistance of Richard Sweeney (Department of Materi-als) in completing the XRD analysis.
References
Barbieri, L., Corradi, A., Lancelloti, I., 2000a. Bulk and sintered glass-
ceramics by recycling municipal incinerator bottom ash. Journal of
the European Ceramic Society 20 (10), 1637–1643.
Barbieri, L., Bonamartini, A.C., Lancellotti, I., 2000b. Alkaline and
alkaline-earth silicate glasses and glass-ceramics from municipal and
industrial wastes. Journal of the European Ceramic Society 20 (14-
15), 2477–2483.
Bethanis, S., Cheeseman, C.R., Sollars, C.J., 2002. Properties and
microstructure of sintered incinerator bottom ash. Ceramics Inter-
national 28 (8), 881–886.
Boccaccini, A.R., Kopf, M., Stumpfe, W., 1995. Glass-ceramics from
filter dusts from waste incinerators. Ceramics International 21 (4),
231–235.
Boccaccini, A.R., Lancellotti, L., Barbieri, L., 2000a. Sintering: an
alternative to fusion for the recycling of silicate wastes? Glastech.
Ber. Glass Sci. Technol. 73 (2), 85–94.
Boccaccini, A.R., Schawohl, J., Kern, H., Schunck, B., Rincon, J.M.,
Romero, M.Sintered glass ceramics from municipal incinerator fly
ash. Glass Technology 41 (3), 99–105.
BS 812., 1975. Methods for the testing aggregates for use in concrete,
British Standard.
Chang, N., Wang, H.P., Huang, W.L., Lin, K.S., 1999. The assess-
ment of reuse potentials for municipal and refuse-derived fuel
incineration ashes. Resources Conservation and Recycling 25 (3-4),
255–270.
Chimenos, J.M., Segarra, M., Fernandez, M.A., Espiell, F., 1999.
Characterization of the bottom ash in municipal solid waste incin-
erator. Journal of Hazardous Materials 64 (3), 211–222.
Fallman, A., 2000. Significance in the results of total composition and
potential leachability of screened MSW IBA from different plants
and sampling periods. In: Woolley, G.R., Goumans, J.J.J.M.,
Wainwright, P.J. (Eds.), Waste Materials in Construction. Elsevier
Science, pp. 355–370.
Ferraris, M., Salvo, M., Smeacetto, F., Augier, L., Barbieri, L., Cor-
radi, A., Lancellotti, I., 2001. Glass matrix composites from solid
waste materials. Journal of the European Ceramic Society 21 (4),
453–460.
Ingamells, C.O., 1970. Lithium metaborate flux in silicate analysis.
Analytica Chimica Acta 52 (2), 323–334.
Johnson, C.A., Brandenberger, S., Baccini, P., 1995. Acid neutralizing
capacity of municipal waste incinerator bottom ash. Environmental
Science and Technology 29 (1), 142–147.
Pavasars, I., 2000. Composition of organic matter in bottom ash from
MSWI. In: Woolley, G.R., Goumans, J.J.J.M., Wainwright, P.J.
(Eds.), Waste Materials in Construction. Elsevier Science, London,
pp. 241–246.
Pecqueur, G., Crignon, C., Quenee, B., 2001. Behaviour of cement-
treated MSWI bottom ash. Waste Management 21 (3), 229–233.
Pera, J., Coutaz, L., Ambroise, J., Chababbet, M., 1997. Use of
incinerator bottom ash in concrete. Cement and Concrete Research
27 (1), 1–5.
Pfrang-Stotz, G., Reichelt, J., Roos, R., 2000. Chemical-mineralogical
valuation of the leachate potential of municipal solid waste incin-
eration (MSWI) bottom ashes. In: Woolley, G.R., Goumans,
J.J.J.M., Wainwright, P.J. (Eds.), Waste Materials in Construction.
Elsevier Science, London, pp. 975–984.
Romero, M., Rawlings, R.D., Rincon, J.M., 1999. Development of a
new glass-ceramic by means of controlled vitrification and crystal-
lisation of inorganic wastes from urban incineration. Journal of the
European Ceramic Society 19 (12), 2049–2058.
Sawell, S.E., Chandler, A.J., Eighmy, T.T., Hartlen, J., Hjelmar, O.,
Kosson, D., Van der Sloot, H.A., Vehlow, J., 1995. An international
perspective on the characterisation and management of residues
from MSW incinerators. Biomass and Bioenergy 9 (1-5), 377–386.
Stegemann J.A., Cote P.L., 1991. Method 11: Acid Neutralisation Capa-
city, Test Methods for Solidified Waste Evaluation: a Cooperative
Program (Report No. EPA 3/HA/8). Environment Canada, Ontario.
Ullner, C., Germak, A., Le Doussal, H., Morrell, R., Reich, T.,
Vandermeulen, W., 2001. Hardness testing on advanced technical
ceramics. Journal of the European Ceramic Society 21 (4), 439–451.
Van der Sloot, H.A., Hoede, D., Cresswell, D.J.F., Barton, J.R., 2000.
Leaching behaviour of synthetic aggregates. In: Woolley, G.R.,
Goumans, J.J.J.M., Wainwright, P.J. (Eds.), Waste Materials in
Construction. Elsevier Science, London, pp. 695–706.
Wainwright, P.J., 1981. Artificial aggregate from domestic refuse.
Concrete 15 (5), 25–29.
Wainwright, P.J., Boni, S.P.K., 1983. Some properties of concrete
containing sintered domestic refuse as a coarse aggregate. Magazine
of Concrete Research 35 (123), 75–85.
Wainwright, P.J., Cresswell, D.J.F., 2001. Synthetic aggregates from
combustion ashes using an innovative rotary kiln. Waste Manage-
ment 21 (3), 241–246.
Wang, K., Chiang, K., Perng, J., Sun, C., 1998. The characteristics
study on sintering of municipal solid waste incinerator ashes. Jour-
nal of Hazardous Materials 59 (2–3), 201–210.
Williams, P.T., 1998. Waste Treatment and Disposal. John Wiley and
Sons, London.
Woolley, G.R., Wainwright, P.J., Goumans, J.J.J.M., 2001. Science
and engineering of recycling for environmental protection: an over-
view of the WASCON 2000 conference. Waste Management 21 (3),
211–212.
Zevenbergen, C., Van der Wood, T., Bradley, J.P., Van der Broeck,
P.F.C.W., Orbons, A.J., Van Reeuwijk, L.P., 1994. Morphological
and chemical properties of MSWI bottom ash with respect to the
glassy constituents. Hazardous Wastes and Hazardous Materials 11
(3), 371–383.
916 C.R. Cheeseman et al. /Waste Management 23 (2003) 907–916