Embed Size (px)
Citation preview

Iran. J. Chem. Chem. Eng. Vol. 34, No. 4, 2015
123
CFD Simulation of Gas-Solid Two-Phase Flow
in Pneumatic Conveying of Wheat
Sarrami Foroushani, Ali; Nasr Esfahany, Mohsen*+
Department of Chemical Engineering, Isfahan University of Technology, Isfahan, I.R. IRAN
ABSTRACT: Computational Fluid Dynamics (CFD) simulations of gas-solid flow through
a positive low-pressure pneumatic conveyor were performed using Eulerian-Eulerian framework.
Pressure drop in pneumatic conveying pipelines, creation and destruction of plugs along
the horizontal and vertical pipes, effect of 90° elbows and U-bends on cross-section concentrations,
and rope formation and dispersion were numerically investigated for the wheat particles at
ten different operating conditions. The effects of air inlet velocity and the conveying capacity
on the flow behavior were also discussed. Both parameters played a significant role in the conveying
flow pattern and also the pressure drop. The numerical simulations validated against the experimental
data from literature and also qualitatively compared with trends in experimental data. Excellent
quantitative agreement between experimental and simulated results (±1%) was observed in dense-
phase conveying. For the dilute-phase conveying simulations underestimated the values of pressure
drop by 20%; however, this still falls within the acceptable error ranges reported in the literature.
This study stresses the capability of CFD to explain and predict the behavior of complex gas-solid
conveying systems and to be used productively for investigations in pneumatic conveying of
agricultural and pharmaceutical particles as an aid in the system design..
KEY WORDS: Gas-solid two-phase flow; Pneumatic conveying; Computational fluid dynamics;
U-bend, 90° elbow.
INTRODUCTION
Pneumatic conveying is a commonly used method
for the transport of solid particles such as agricultural seeds,
coal, lime, cement, granular chemicals, and plastic chips
over distances up to several kilometers. When solid
materials are transported in a pneumatic conveying
system two basic modes of flow may be observed,
namely: (1) dilute phase flow or suspension flow
in which the conveying velocity is sufficient to keep
particles suspended while moving through the pipeline,
(2) dense phase flow or non-suspension flow in which
the conveying gas velocity is less than necessary to keep
particles suspended so that majority of particles move
along the pipe while they are not suspended in the
conveying gas [1]. Investigators used different definitions
to distinguish these two flow regimes [2,3]. Since
conveyed materials have great influences on flow modes,
authors such as Geldart, Molerus, Dixon, Pan [4]
provided diagrams giving some indication of different
particle flow modes based on the particle's properties
(e.g., mean diameter, density) [3].
* To whom correspondence should be addressed.
+ E-mail: [email protected]
1021-9986/15/4/123 18/$/3.80

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
124
Fig. 1: (a) Plug flow. (b) Dune flow.
Regarding the dense phase pneumatic conveying
of granular materials, flowing through a horizontal pipe,
a wave-like flow has been observed which is shown
in Fig. 1 [1]. In wave-like gas-solid flow, also referred to
dune flow, materials picked up from a moving bed form
a moving plug; then, dropped off toward the moving bed;
having passed a distance along the pipe. If the rolling
waves do not completely fill the pipe cross-section,
the flow will be called dune flow to be more distinct.
However, in the current paper, the wave-like flow
is simply called plug flow. Dense phase flow pneumatic
conveying attracts more interest in industrial applications
due to lower rate of particle attrition and pipeline wear
as well as high particle mass flow rates which leads
to a reduction in need for the conveying gas to convey
a special amount of particles and greater energy
efficiency [1,5]. Since pneumatic conveying is associated with
gas-solid two-phase flow, modeling of such systems is based
on the approaches exist for two-phase flow modeling, i.e.,
Eulerian-Eulerian, Eulerian-Lagrangian and MP-PIC
hybrid models. In Eulerian-Eulerian also referred to
two-fluid approach, each phase is assumed to behave like
a continuum. Separate sets of conservation equations
are used for each phase; therefore, three additional equations
governing the interfacial transfer of mass, momentum,
and energy between phases are required to model
the interactions between phases (jump conditions).
In Eulerian-Lagrangian model also referred to as particle
trajectory approach, solid particles are uncoupled from
the continuous phase and the trajectories of many
individual particles are calculated. In other words,
in particle trajectory model an appropriate form of Newton's
second law plus an accurate solution of the fluid flow
field are the governing equations while in two-fluid
model the governing equations are the two separate sets
of conservation equations plus jump conditions and
closure relations [6]. The third method, MP-PIC, is
a hybrid method where the gas-phase is treated as
a continuum in the Eulerian framework and the solids
are modeled in the Lagrangian framework via tracking
particles. The MP-PIC method employs a fixed Eulerian
grid, and Lagrangian parcels are used to transport mass,
momentum, and energy through this grid in a way that
preserves the identities of the different materials
associated with the particles. The main distinction with
traditional Eulerian-Lagrangian methods is that the
interactions between the particles are calculated on the
Eulerian grid [7]. However, in Eulerian-Lagrangian
approach, since the governing equations should be solved
for each particle in the computational domain, restrictions
of computer memory does not let a full-scale problem
with a large number of particles be solved. For example,
Sakai [8,9] used this method for a dense phase flow
simulation in a horizontal pipe. Due to the computation
restrictions, a short pipe (0.8 m) with relatively small
number of particles ranging from approximately 4,000
to 100,000 was considered. Therefore, application of
Eulerian-Lagrangian approach is restricted to dilute
particle suspensions with limited number of particles
(on the order of 2105 [7]). In contrast, Eulerian-Eulerian
approach is applicable for a wide range of particle
volume fractions (i.e., number of particles).
A review on the recent works in pneumatic conveying
modeling shows that the investigations can be classified
into two main categories, namely, (1) works dedicated
to study the flow characterization in individual piping
components like horizontal pipes, elbows. (2) works
focusing on modeling the flow in a complete set or
a combination of the piping components. Works related
to the first category often considered the flow characteristic
details such as particle volume fraction distribution over
different pipeline cross-sections, fully development
length and the effects of different operating conditions
on such flow characteristics. In contrast, works involved
in the second category considered more general aspects like
pressure drop along the whole pipeline, power
requirement etc. and effect of different operating
conditions on them. In the present study, the pneumatic

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
125
conveying system transporting wheat particles
investigated by Guner [10] is numerically simulated.
The model was first examined for mash independency and
then verified against experimental measurements by
Guner. Then, a detailed CFD analysis of the flow
in different components is presented. In order to identify
stable and unstable conveying regions, pneumatic
conveying phase diagram for this particular system
were constructed based on the simulation results. Dynamic
behavior of gas-solid two-phase flow and contribution of
each system element to the overall pressure drop (energy
consumption) is studied for different components
of the conveyer.
Pneumatic conveying in horizontal and vertical pipes
The dense phase gas-solid two-phase flow in
horizontal pipes is very complicated because of the
gravity acting perpendicular to the flow direction.
The dense phase gas-solid flow is comprised of two layers
moving side by side. In the upper layer, where
the particles are suspended, the fluid-particle forces are
dominate, while in the moving bed at the bottom of the
pipe, with high solid volume fraction, the dominant stress
generation mechanism was more likely to be due to long-
term and multi-particle contacts [11]. Levy [1] employed
two-fluid approach for modeling the horizontal plug flow;
however, for want of the experimental data, the model
was validated by qualitative comparisons.
Pneumatic conveying in elbows and U-bends
Bends are one of the elements in any pneumatic
conveying piping system. They are commonly used
to provide a flexible, compact system of piping. When
gas-solid two-phase flow passes through the bends several
complex phenomena occurs. Formation and dispersion of
ropes of solid particles before and after bends, erosion
at bend outer walls, and an increase in wall-particle and
particle-particle interaction as well as pressure drop are
examples of the mentioned phenomena [12]. Several
investigations have been reported on gas-solid flow
through 90° bend. Huber & Sommerfeld [13], Levy &
Mason [14], Akilli et al. [15], Yilmaz & Levy [16],
studied the effect of a 90° bend on the cross-sectional
particle distribution. Akilli et al. [15] investigated the rope
formation and dispersion in a vertical to horizontal
90° bend using pulverized coal with mean particle diameter
of 50 μm. Yilmaz & Levy [16] studied roping
in a horizontal to vertical 90° elbow while they used 75μm
mean diameter pulverized coal as the solid material.
Kuan et al. [17] did the same using 77 μm diameter glass
particles. McGlinchey et al. [18] used Euler-Euler
approach to numerically investigate pneumatic conveying
in 90° bends with different orientations. Chu & Yu [19]
used 2.8 mm diameter particles to investigate the gas-
solid flow in pneumatic conveying bend. Hidayat et al. [12]
conducted the same investigation for 0.5 mm diameter
particles. El-Behery et al. [20] numerically investigated
flow of gas-solid in a 180° curved duct while using three
different particle sizes (i.e. 60, 100, and 150 μm).
THEORITICAL SECTION
Numerical model
Guner [10] used a positive low pressure conveying
system to experimentally investigate the effect of
different conveying capacities and conveying air
velocities as well as different particles on the pressure
drop along the conveying line and power requirement
for the conveying. The simplified general arrangement
of the pneumatic conveying system is shown in Fig. 2a.
As shown in Fig. 2 a, the system was equipped with
pressure measurement tapping showed by 4 in Fig. 2a.
The difference between the two pressures measured
at the first measurement point and the atmospheric pressure
before the cyclone was reported as the pipeline pressure
drop. A blower was used to deliver air through the system
and the particles to be conveyed are introduced
into the system using an airlock feeder under the hopper.
The two-fluid or Eulerian-Eulerian model was used
to simulate the gas-solid flow.
Geometry and mesh generation
The geometry (i.e., 23 meter long tube) consists of
six parts: two horizontal straight pipes located before and
after the U-bend, 10.25 and 6.1 m long respectively,
a U-bend, a horizontal to vertical elbow, a vertical pipe of
2.4 m long, and a vertical to horizontal elbow. The radius
of curvature of the U-bend is 1.35 m while both elbows have
the same radius of curvature of 0.4 meter. The pipeline
inner diameter is 70.3 mm. Altogether; approximately
183,000 computational unstructured tetrahedral cells
were used for the simulation. The grid was generated
using CFX-mesh and mesh independency was examined

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
126
Fig. 2: Simplified general arrangement of the pneumatic conveyor: 1, blower; 2, seed hopper and feeder system; 3, conveying
pipeline; 4, pressure drop measurement tapping; 5, cyclone separator. (b) The numerical mesh on the pipeline cross section.
by refining the mesh to approximately 215,000 cells and
comparing the air velocity profiles and the pressure drop
along the pipe for the system in which the air enters with
22.5 m/s and the conveying capacity is 7.5 t/h. It
was found that the difference of the model predicted values
for pressure drop using two mesh schemes was less than
10 % and velocity profiles at different axial positions
were almost the same. The presented simulation results
were obtained using the coarse mesh to include the
computational efficiency. In the near-wall regions, where
velocity gradients are greatest normal to the face,
computationally-efficient meshes require that the
elements have high aspect ratios. Therefore, as shown
if Fig. 2b a three layer inflated boundary (i.e. structured
prismatic cells) with a thickness of the cell adjacent to the
wall of 4% of the pipe diameter and an expansion factor
of 1.2 was employed.
Governing equations
General conservation equations
The conservation of mass equation for phase i is
(i = gas or solid)
i i i i ir r u 0t
(1)
Where ri is the i-th phase volume fraction and
ir 1
The conservation of momentum equation for the gas
phase is (g=gas)
g g g g g g gr u r u ut
(2)
g g g g g g g g gr p r u u r g M
The conservation of momentum equation for the solid
phase is (s = solid)
s s s s s s sr u r u ut
(3)
s s s s s s s s s sr p r u u r g M
Where Mi describes interfacial momentum transfer
(refer to section 2.2.2). The Reynolds stress of phase i
(i=gas or solid), i u u is related to the mean velocity
gradient through Boussinesq hypothesis. Turbulent
kinetic energy and dissipation energy are modeled
employing the realizable k-ε model for the gas
continuous phase [12] while the dispersed phase zero
equation is invoked to model the turbulence in solid
dispersed phase.
Constitutive equations
The following constitutive equations are considered
to close the governing equations set.
The term 𝑀𝑖 in Eqs. (2) and (3) describes the interfacial
drag force acting on phase i due to the presence of the other
phase j [6,12].
i D i jM C u u (4)
Gidaspow drag model which uses the Wen Yu
correlation for rg > 0.8 and Ergun equation for rg < 0.8
was used for dense solid phase [21].
1.65 0.687D g
24C r max 1 0.15Re ,0.44
Re
(5)
g gRe r Re for r 0.8

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
127
2 2
g g g g i j
D 2sg s
1 r 1 r u u7C 150
4 dr d
(6)
gfor r 0.8
g s i j
g
d u uRe
(7)
The gas phase stress is
Tg g g g g g g g
2r u u r u
3
(8)
The solid phase stress is
Ts s s s s s s s s
2r u u r u
3
(9)
Where is the unit tensor and s is the solids bulk
viscosity and calculated from Lun et al. correlation
presented in equation 13 [21].
The term sp is solid pressure and the kinetic theory
model for solids pressure is similar to the equation of
state for ideal gases, modified to take into account the
particles collisions effect [21].
s s s 0 sp r 1 2 1 e g r (10)
Here, e denotes the coefficient of restitution for solid-
solid collisions, and g0 denotes the radial distribution
function. Gidaspow model for radial distribution function
is [21]
1
1 3
0 s s s,maxg r 0.6 1 r r
(11)
The shear viscosity for solids is expressed by this
equation [21]
2s,col s s s 0
4r d g 1 e
5
(12)
where θ is the granular temperature.
The Lun et al correlation for solids bulk viscosity is
[21]
s s s s 0
4r d g 1 e
3
(13)
Boundary conditions
There are four faces bounding the calculation domain:
(1) the air inlet boundary, where the conveying air leaves
the air supply and enters the pipeline, (2) the particles
inlet boundary, where the particles leave the hopper and
are introduced to the pipeline in the direction
perpendicular to the conveying air direction,
(3) the outlet, where the particles leave the pipeline and
enter the atmospheric cyclone at the end of the line, (4) the
wall boundary. A flow of conveying air was introduced
at the air inlet boundary with a uniform velocity profile
over the entire cross-section; Table 1 shows the air inlet
velocity for different runs. The particles were introduced
with different mass flow rates at the particles inlet
boundary (i.e. 5 t/h and 7.5 t/h). The outlet boundary was
always atmospheric pressure (i.e. traction free boundary
condition). The gravitational direction is downward
in the y-direction. No slip condition was used at the wall
for the gas-phase, and free slip wall function was employed
for solid phase. The free slip condition for the solid phase
assumed that the velocity component parallel to the wall
has a finite value, but the velocity component normal
to the wall and the wall shear stress are both zero.
Solution strategy and convergence
A calculation of multiphase flow using a two-fluid
model for a complex geometry needs an appropriate
numerical strategy to avoid divergence [12]. In this study,
a transient solution strategy with adaptive small time
steps converged to the solutions. In order to judge the
convergence, the residual values of equations -namely
momentum components for each phase, volume fraction
for each phase, turbulence kinetic energy and eddy
dissipation for the continuous phase- has been used; thus,
the solver terminates as the equation residuals calculated
fall below the target residual, while target residual for
the present study has been set to 10-4. The transient solutions
were allowed to continue to reach the steady-state
condition. Because of the wave-like nature of the flow,
steady-state condition is actually not possible in such
systems. Therefore, sustained pressure fluctuations
at the pipeline outlet were taken to be an end point for transient
simulations. The mentioned pressure fluctuations are
due to creation and destruction of plugs within the system.
Detailed description of this issue is presented "RESULTS
AND DISCUSSION" Regarding the system in hand,

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
128
Table 1: Air inlet velocity at different simulation runs.
Conveying Capacity 5 t/hr 7.5 t/hr
Air Inlet Velocity, m/s Air Inlet Velocity, m/s
Run 1 20.9 20.9
Run 2 22.5 22.5
Run 3 25.31 25.31
Run 4 28.92 28.92
Run 5 32 34
Fig. 3: Comparison between the model predicted pressures
and those measured by Guner [10] for air flow in system (with
no particle load). Each data series is related to a specific inlet
air velocity and includes five points that are related to the five
pressure measurement points.
sustained pressure fluctuations were reached at time
between 15 to 30 seconds depending on the system
conditions (e.g. air inlet velocity and conveying
capacity). All presented results in this work are at t = 30
seconds where the sustained condition is reached.
RESULTS AND DISCUSSION
Validation
To evaluate the performance of the developed model,
comparisons with the experimental data provided by
Guner [10] were carried out. Guner investigated the effect
of different conveying conditions (i.e., conveying air
velocity and conveying capacity) on pressure drop along
a 23 meter long tube. Four types of agricultural seeds
were studied. Measurements for wheat particles with
the mean diameter of 4.35 mm and density of 1325 kg/m3
were used in current study for validation of the model.
Fig. 4: Comparison between the model predicted values for
pressure drop along the 23 m long tube and those measured by
Guner [10] for the system with particle load.
Air only system
Air flow through the 70.3 mm inner diameter tube
with different average velocities ranging from 13 to 33 m/s
was simulated. The predicted results for pressure along
the 23 meter long tube are plotted versus the experimental
data given by Guner [10] in Fig. 3. There is excellent
agreement between the model predicted and experimental
results.
Pneumatic conveying system with particle load
The model predicted results of pressure drop between
the air entrance and exit locations are plotted versus
the experimental data given by Guner [10] for two different
conveying capacities in Fig 4. It is seen from the figure
that current model under-predicts pressure drop along
the whole system for large air inlet velocities in both
conveying capacities. Better agreements are seen for
120
100
80
60
40
20
0
0 20 40 60 80 100 120 0 0.3 0.6 0.9 1.2 1.5 1.8
Pressure, Pa, experiments P, kPa/m, experiment
1.8
1.2
0.6
0
Press
ure, P
a, m
od
el
P
, k
Pa
/m, m
od
el

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
129
Fig. 5: The model predicted PCC.
lower air inlet velocities. All in all, this can be seen that
the more system's conditions are potential for the dense
phase conveying, i.e., lower inlet air velocities and higher
seeds' loadings, the better agreements is seen. In the field
of dense phase pneumatic conveying, agreement of
models and data are often deemed acceptable if they fall
within the range of ±25% of parity condition [22]; this
can provide convincing evidence that the presented model
is satisfactory.
Phase Diagrams
A phase diagram, also referred to as Pneumatic
Conveying Characteristics (PCC) diagram [23], is usually
a graph of pressure gradient versus superficial air
velocity, based on atmospheric conditions, on which lines
of constant mass flow rate of solids or solid/air mass flow
rate ratio are shown. The PCC diagrams plotted for
conveying 4.35 mm diameter wheat particles at two
different capacities are shown in Fig. 5. As shown
in Fig. 5, by decreasing the air inlet velocity, the pressure
drop slightly decreases for the systems working at high
air inlet flow rates while increases for those working
at lower air inlet flow rates. Studying the pneumatic
conveying characteristics of granular materials
Wypych & Yi [23] provided a typical Pneumatic Conveying
Characteristics (PCC) diagram for granular materials
shown in Fig. 6 which consists of three boundaries A, B,
and C and the curved boundary D delineating
the condition when particles begin to deposit over the bottom
of the pipe line.
Comparing Fig. 6 with CFD predicted data on Fig. 5,
if the selected air mass flow rate is higher than that for
Fig. 6: Typical PCC for granular materials (Wypych & Yi, 2003).
boundary D, the two-phase flow will be in the form
of suspended particles and shows greater energy loss
per unit weight of particles by increasing the air flow rate.
However, when the conveying air velocity decrease
to such extent that is not able to suspend the particles,
the flow mode changes to the dense phase region where
the conveying is in the form of a suspended layer over
a moving bed of deposited particles at the bottom of
the tube. In this region, a further decrease in conveying air
velocity leads to more deposition and migration of
particles from the suspended layer to the moving bed
layer at the bottom and therefore the thickness of
the moving bed layer increases; thus, the area available
for flow of gas is restricted by settled solids. Moreover,
low momentum solid particles jump up from the bed and
decrease the fluid momentum causing extra increase
in pressure drop. According to the boundaries defined by
Wypych & Yi [23] the CFD predictions are placed
between boundaries C and D on Fig. 6.
However, As depicted in Fig. 4, Guner's
measurements show that, the pressure drop over the
whole system increases with the air velocity at the inlet
boundary, which is characteristic of dilute phase
conveying, i.e., beyond the boundary D. To investigate
the CFD simulation’s behavior against further increase
in air inlet velocity, the simulation was performed for two
additional conditions; conveying capacity 7.5 t/h and
conveying air velocity 34 m/s, conveying capacity 5 t/h
and conveying air velocity 32 m/s. It was observed that
the further increase in the conveying air inlet velocity
enables it to suspend the granular materials so that now,
the conditions locate in dilute phase flow zone. Although
1.8
1.6
1.4
1.2 1
0.8
0.6
0.4
0.2 0
20 22 24 26 28 30 32 34 36
Air velocity, m/s
Pip
elin
e p
ress
ure
dro
p k
Pa
/m
Air mass flow rate
Press
ure d
ro
p

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
130
Fig. 7: Pressure drop fluctuations against time for conveying
air velocity= 28.92 m/s, conveying capacity= 7.5 t/h.
Fig. 8: Model predicted particles volume fraction in the
symmetry plane crossed the conveying pipe axis. Conveying
air velocity= 22.5 m/s, conveying capacity= 7.5 t/h for (a)
the first meter of the conveying pipeline (b) the first 60 cm
of the conveying pipeline.
the CFD simulation under-predicted the dilute phase
conveying Guner's measurements, the simulation predicted
trend shows a very good consistency with other investigators
works on dense phase conveying [2,4,11,22-24]. Wypych
& Yi [23] observed that the transition from suspension
to non-suspension flow is sudden. This sudden change
of flow mode is associated with sudden deposition
of granular materials as the conveying air velocity
decreases and provides an unstable zone in which
prediction of the changes of pressure drop with the
conveying air velocity is not actually possible. As it is
shown on Fig. 5, the simulation predicted data for both
loadings includes an unstable point which is shown by a
different marker. These two points are located
in the unstable transition zone which is related to the
sudden change of flow pattern in pneumatic conveying of
granular materials.
Fluctuations in pneumatic conveying system
Pressure fluctuations in the conveying of solids are
useful for flow pattern identification [25]. For a specified
conveying air inlet velocity, the reduction in available
pipe cross-section due to deposition of particles at the
bottom, causes an increase in air velocity so that it would
be able to suspend more particles and the thickness
of deposited materials (i.e., plug) decreases along the pipe.
The decrease in plug thickness leads to air velocity
(i.e., momentum) decrease and again particles begin to deposit
to make the next rolling dune or plug. The formation and
deformation of plugs cause sustained fluctuations
in pressure drop over the whole pipeline with time for
a specified system with constant air inlet velocity. Levy [1]
studied pressure variations at specific cross sectional
planes along a horizontal tube and depicted
the fluctuations due to plug creations and destruction.
To see the fluctuations in pressure drop as a typical
property of plug flow, pressure drop along the whole
pipeline vs. time is depicted for a specific case in Fig. 7.
The fluctuations have an average period of about
7 seconds, i.e., 0.14 Hz for system in which the conveying air
velocity is 28.92 m/s and the loading is 7.5 t/h which
is decreased to 1.5 seconds as the air inlet velocity
decreases to 22.5 m/s (not shown) for the same amount
of loading. Lee et al [25] also showed the decrease
of fluctuations period as a result of a decrease in conveying
air inlet velocity experimentally.
CFD model results for the horizontal conveying section
Fig. 8 shows the particles volume fraction contour
for the first one meter of the pipeline on the vertical
plane, passing through the pipe axis, dividing the pipe
into two symmetrical sections. As it is shown by Fig. 8,
gravitational forces cause the settling of the particles
at the bottom of the pipe so that the pipe sectional area
can be divided into two layers moving side by side;
the upper layer includes suspended particles while the layer
at the bottom is the moving bed of settled particles.
As mentioned previously, for a specified air inlet
velocity, a portion of pipe cross-section is occupied
by the deposited particles (i.e., the plug) which cause
28500
28400
28300
28200
28100
28000
27900
27800
10 15 20 25 30
Time, s
Press
ure, d
rop
, P
a
0.0 0.2 0.4 0.6 0.8 1.0
Wheat particles volume fraction

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
131
Fig. 9: Model predicted particles volume fraction at y/D=0.05
at different distances from the air inlet boundary. Conveying
air velocity= 22.5 m/s, conveying capacity= 7.5 t/h.
an increase in conveying air velocity as it passes over
the plug and enables the conveying air to suspend more
particles. Since the conveying air suspends the particles,
it loses momentum which leads to reduction of its
velocity. Reduction of air velocity along the pipe continues
so that some particles deposit again and form the next
plug. Therefore, as shown in Fig. 8, the thickness of the
plug decreases gradually to the point that the next plug
forms. Such behavior provides a wave-like form of creation
and destruction of plugs which could be easily seen
in Fig. 9. In Fig. 9, the particles volume fraction is plotted
along the line located at y/D= 0.05 passing throughout
the pipeline, which shows that the volume fraction on
a specific line in close proximity to the bottom of the pipe
(y/D= 0.05) intermittently decrease and increase due to
formation and destruction of the plugs. When
the particles volume fraction increases to about 0.9
at y/D=0.05, it means that the moving bed depth bordered
y=0.05D. In spite, the decrease in the particles volume
fraction to about 0.6, shows that the y/D=0.05 line
is located in the suspended layer, which means that
the wave is dropped off. As shown in Fig. 8, the particle
volume fraction decreases suddenly at distances about
2.2, 6.2, and 9.2 m from the air inlet and this shows three
successive thin plugs of moving solids (Fig. 9).
Since solid particles settle down at the bottom of
the pipe - resulting in a reduction of the pipe available cross
sectional area, - air velocity increases and more particles
become suspended in the air which leads to gradual
Fig. 10: Normalized air velocity from CFD simulations, at
distances x=2.1, 5.0, 6.4 diameter from the point at which the
particles introduced to the pipeline. Conveying capacity=7.5t/h
and air velocity at the air inlet plane = 22.5 m/s.
decrease of plugs thickness. Levy [1] reported that
the slope at the back of the plug wave is steeper than
the front and CFD model contour shows this in Fig. 8.
Air velocity profiles, plotted along the vertical diameter
of the pipe at distances 2.1, 5.0, and 6.4 diameter from
the point at which the particles introduced to the pipeline,
are depicted in Fig. 10. As it is clearly shown in Fig. 10,
one can divide the velocity profile into two parts
(e.g., plotting velocity profile at x/D= 2.1, division point
can be located at y/D=0.1for conveying of 7.5 t/h of the wheat
particles with the air entering at 22.5 m/s), the upper part
is associated to the suspended upper layer while
the profile at the bottom is associated to the thin moving bed
at the bottom of the conveying pipe. Again, as depicted
in Fig. 10, stepping forward along the pipe
(i.e., increasing x/D), the thickness of the plug decreases
gradually till the next plug raised. Therefore, the division
point located nearer to the bottom of the pipe or even
disappeared if the dunes are discrete from each other.
Fig. 10 also shows that the maximum velocity occurs
closer to the top of the pipe which is attributed to the loss
of gas-phase momentum because of the higher particle
volume fraction near the bottom of the pipe than the top
[13,25,26]. Fully developed air flow is arisen when the
velocity profiles at different distances from the pipe inlet
are the same [25]. Carpinlioglu & Gondugdu [27]
studied the development length of two-phase flow using
wheat particles with mean diameter of 825 μm and
reported that particle shape and size as well as Re have
1
0.8
0.6
0.4
0.2
0
0 1 2 3 4 5 6 7 8 9 10
Z, m
Press
ure, d
rop
, P
a
0 10 20 30 40 50
Air Velocity, m/s
1
0.8
0.6
0.4
0.2
0
y/D
Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
132
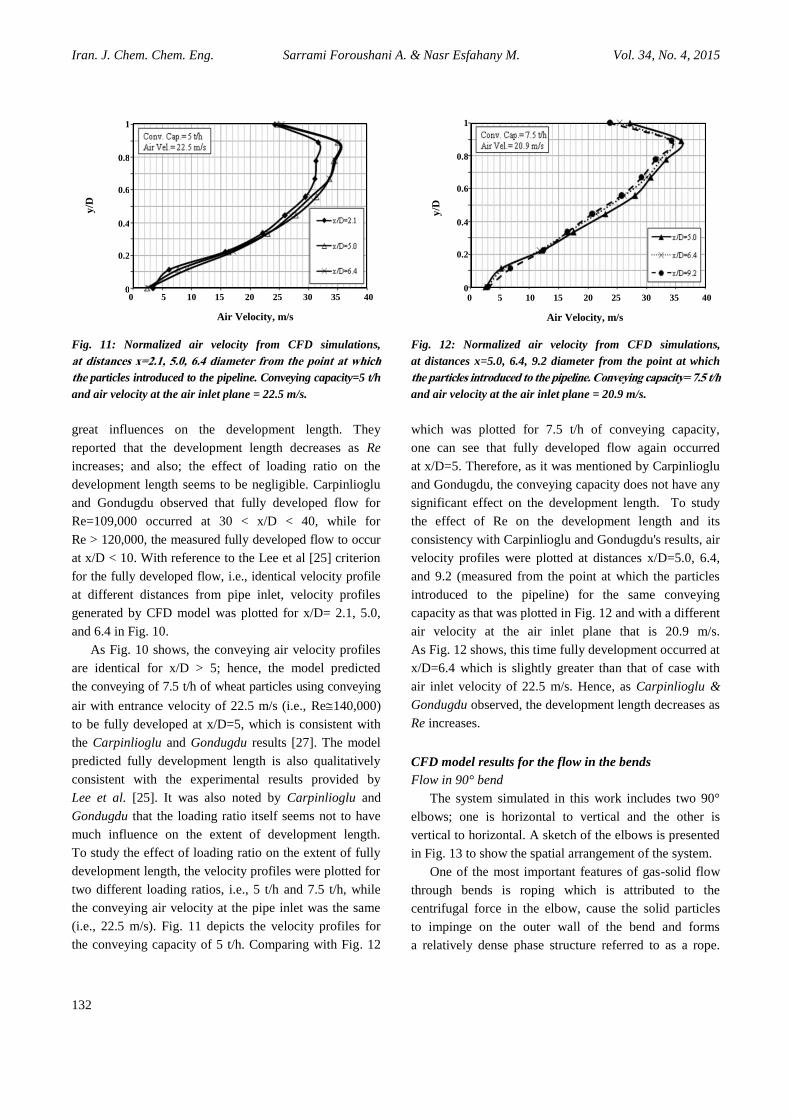
Fig. 11: Normalized air velocity from CFD simulations,
at distances x=2.1, 5.0, 6.4 diameter from the point at which
the particles introduced to the pipeline. Conveying capacity=5 t/h
and air velocity at the air inlet plane = 22.5 m/s.
great influences on the development length. They
reported that the development length decreases as Re
increases; and also; the effect of loading ratio on the
development length seems to be negligible. Carpinlioglu
and Gondugdu observed that fully developed flow for
Re=109,000 occurred at 30 < x/D < 40, while for
Re > 120,000, the measured fully developed flow to occur
at x/D < 10. With reference to the Lee et al [25] criterion
for the fully developed flow, i.e., identical velocity profile
at different distances from pipe inlet, velocity profiles
generated by CFD model was plotted for x/D= 2.1, 5.0,
and 6.4 in Fig. 10.
As Fig. 10 shows, the conveying air velocity profiles
are identical for x/D > 5; hence, the model predicted
the conveying of 7.5 t/h of wheat particles using conveying
air with entrance velocity of 22.5 m/s (i.e., Re140,000)
to be fully developed at x/D=5, which is consistent with
the Carpinlioglu and Gondugdu results [27]. The model
predicted fully development length is also qualitatively
consistent with the experimental results provided by
Lee et al. [25]. It was also noted by Carpinlioglu and
Gondugdu that the loading ratio itself seems not to have
much influence on the extent of development length.
To study the effect of loading ratio on the extent of fully
development length, the velocity profiles were plotted for
two different loading ratios, i.e., 5 t/h and 7.5 t/h, while
the conveying air velocity at the pipe inlet was the same
(i.e., 22.5 m/s). Fig. 11 depicts the velocity profiles for
the conveying capacity of 5 t/h. Comparing with Fig. 12
Fig. 12: Normalized air velocity from CFD simulations,
at distances x=5.0, 6.4, 9.2 diameter from the point at which
the particles introduced to the pipeline. Conveying capacity= 7.5 t/h
and air velocity at the air inlet plane = 20.9 m/s.
which was plotted for 7.5 t/h of conveying capacity,
one can see that fully developed flow again occurred
at x/D=5. Therefore, as it was mentioned by Carpinlioglu
and Gondugdu, the conveying capacity does not have any
significant effect on the development length. To study
the effect of Re on the development length and its
consistency with Carpinlioglu and Gondugdu's results, air
velocity profiles were plotted at distances x/D=5.0, 6.4,
and 9.2 (measured from the point at which the particles
introduced to the pipeline) for the same conveying
capacity as that was plotted in Fig. 12 and with a different
air velocity at the air inlet plane that is 20.9 m/s.
As Fig. 12 shows, this time fully development occurred at
x/D=6.4 which is slightly greater than that of case with
air inlet velocity of 22.5 m/s. Hence, as Carpinlioglu &
Gondugdu observed, the development length decreases as
Re increases.
CFD model results for the flow in the bends
Flow in 90° bend
The system simulated in this work includes two 90°
elbows; one is horizontal to vertical and the other is
vertical to horizontal. A sketch of the elbows is presented
in Fig. 13 to show the spatial arrangement of the system.
One of the most important features of gas-solid flow
through bends is roping which is attributed to the
centrifugal force in the elbow, cause the solid particles
to impinge on the outer wall of the bend and forms
a relatively dense phase structure referred to as a rope.
0 5 10 15 20 25 30 35 40
Air Velocity, m/s
1
0.8
0.6
0.4
0.2
0
y/D
1
0.8
0.6
0.4
0.2
0
y/D
0 5 10 15 20 25 30 35 40
Air Velocity, m/s

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
133
Fig 13: A sketch of the geometry of the end part of the
conveying pipe, i.e., where the two elbows are located.
Fig. 14 shows that passing through the elbow, particles
are conveyed within a rope in a small portion of the pipe
cross-section close to the outer wall due to centrifugal
forces (Fig. 14 b). Moving downstream of the elbow
in vertical direction, the particles in rope region are
accelerated and dispersed in the entire pipe cross-section
(Fig. 14 c). Again, due to centrifugal forces in the elbow,
most of the particles are conveyed within the rope
in a small portion of the pipe cross section close to the top
wall of the horizontal pipe at the exit of the elbow (Fig. 14 d).
Yilmaz & Levy [16] studied the upward flow in a vertical
pneumatic conveying line following a horizontal
to vertical elbow and demonstrated that secondary flows
spread the particles from within the rope and turbulence
creates a more homogeneous distribution of particles.
Therefore, turbulence and secondary flows are both
responsible for dispersion of the rope.
Akilli [15] studied the characteristics of gas-solid
flow in a horizontal pipe following a 90° vertical to
horizontal bend and reported that, while moving along the
horizontal pipe, the rope dispersed and particles
accelerated and spread over the entire cross-section. After
dispersion, larger particles travel in the vicinity of
the bottom wall of the horizontal pipe as a result of gravity.
Therefore, the formation of rope is associated with
the migration of particles toward the outer wall of the elbow
due to centrifugal forces. As the gas-solid flow exits
the elbow the particle rope begin to disperse because
of secondary flows and turbulence [16]. To show
the secondary flows which are responsible for rope
dispersions, the air velocity profiles were plotted at each
elbow's outlet cross-section (i.e., in the direction of r and
θ on cross-sectional planes) in Fig. 15.
Fig. 15a, shows the air velocity profile on a plane
located at the horizontal to vertical elbow outlet while
Fig. 15b shows them on a plane located at the vertical
to horizontal elbow. One can easily see the secondary flows,
which carry the particles over the pipe cross section and
cause the particles to be spread from the rope, on these
two planes; the discontinuities on the lines in these two
plans – at the bottom in Fig. 15 b, and the top in Fig. 15a
– show the accumulated solid and gas phase interface
where the accumulated solid particles and dilute gas
phase separates from each other. Secondary flow lines
can be seen in the gas phase above the interface in Fig. 15a,
and behind the interface in Fig. 15 b. To provide a better
view of rope dispersion, the particles volume fraction
contours on the vertical pipe cross sections at different
distances from the horizontal to vertical elbow's outlet
(i.e., along AA-BB cut in the y direction – see Figs. 13
and 14) are presented in Fig. 16. As depicted in Fig. 16,
the rope started to gradually being dispersed as the conveying
gas flows along the vertical tube and finally dispersed
at distance y/D of about 7 (y = 0.5 m). This observation
is consistent with what Yilmaz & Levy [16] reported.
The effect of the solids conveying capacity on the
particle concentration at the elbow outlet cross-section
(y/D=0) and at different values of y/D along the vertical
tube is studied at a constant conveying air velocity of
22.5 m/s and illustrated in Figs. 17 and 18. Fig. 17 shows
that increasing the conveying capacity caused an increase
in particle volume fraction at different distances from the
elbow's outlet (i.e., y/D). At y/D=0 the particles volume
fraction on the outer wall (z/D=0) is 1 for the both
conveying capacities. However, as the distance from
the elbow's outlet increase to y/D=1 and 2, an increase
in the conveying capacity leads to a greater change
in the particle volume fraction. This continues to y/D=9
at which the majority of particles are suspended in the
rope so that the conveying capacity does a poor job
in affecting the particles volume fraction. At y/D=23,
where the particles are fully suspended, increasing
the conveying capacity slightly affects the particles volume
fractions. Fig. 17 also compares particle volume fraction
profiles, prevailing in the vertical pipe downstream

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
134
Fig. 14: Predicted solids volume fraction in the symmetry plane of the two 90° elbows at the end of the pipeline, the contour
(a) has been cut to three parts (i.e., b, c, d) to provide a magnified view. Conveying capacity= 7.5 t/h,
conveying air velocity= 22.5 m/sec.
Fig. 15: (a) Secondary flow on the horizontal to vertical elbow's outlet cross-sectional plane. (b) Secondary flow on the pipeline
outlet boundary, i.e., vertical to horizontal elbow.
of the elbow for different solid conveying capacities
at constant conveying air velocity of 22.5 m/s. The particle
rope is denser for high conveying capacity and the rate
of dispersion is higher for lower values of conveying
capacity, which is also consistent with Yilmaz & Levy [16]
experimental results.
Fig. 17 shows that the increase in conveying capacity
does not affect the rope dispersion; however, it causes
the rope to be slightly denser. Similarly, Fig. 18 shows
the effect of conveying air velocity on dispersion of
the particle rope and particle concentration at different planes
of the vertical pipe following the elbow.
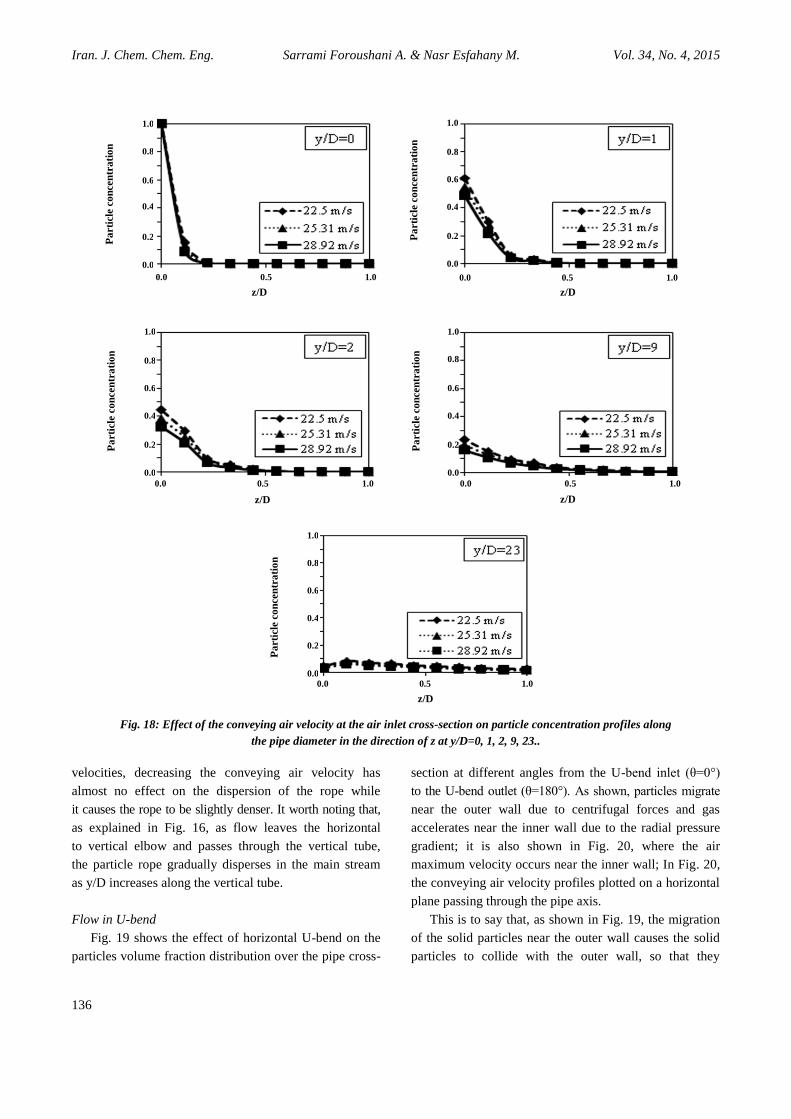
The same as what is discussed about Fig. 17, at y/D=0
the particles volume fraction on the outer wall (z/D=0) is
1 for all simulated conveying velocities. However, as the
distance from the elbow's outlet increase to y/D=1 and 2,
an increase in the conveying velocity leads to a greater
change in the particle volume fraction. This continues
to y/D=9 at which the majority of particles are suspended
in the rope so that the conveying velocity does a poor job
in affecting the particles volume fraction. At y/D=23,
where the particles are fully suspended, increasing
the conveying velocity slightly affects the particles volume
fractions. All in all, one can say that for the simulated

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
135
Fig 16: Predicted particle volume fraction contour for vertical pipe following the first elbow at different distances, y,
from the elbow exit; conveying capacity=7.5 t/h and air velocity=22.5 m/sec.
Fig. 17: Effect of the solids conveying capacity on particle concentration profiles along the pipe diameter
in the direction of z at y/D=0, 1, 2, 9, 23.
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
0.0 0.5 1.0
z/D
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
136
Fig. 18: Effect of the conveying air velocity at the air inlet cross-section on particle concentration profiles along
the pipe diameter in the direction of z at y/D=0, 1, 2, 9, 23..
velocities, decreasing the conveying air velocity has
almost no effect on the dispersion of the rope while
it causes the rope to be slightly denser. It worth noting that,
as explained in Fig. 16, as flow leaves the horizontal
to vertical elbow and passes through the vertical tube,
the particle rope gradually disperses in the main stream
as y/D increases along the vertical tube.
Flow in U-bend
Fig. 19 shows the effect of horizontal U-bend on the
particles volume fraction distribution over the pipe cross-
section at different angles from the U-bend inlet (θ=0°)
to the U-bend outlet (θ=180°). As shown, particles migrate
near the outer wall due to centrifugal forces and gas
accelerates near the inner wall due to the radial pressure
gradient; it is also shown in Fig. 20, where the air
maximum velocity occurs near the inner wall; In Fig. 20,
the conveying air velocity profiles plotted on a horizontal
plane passing through the pipe axis.
This is to say that, as shown in Fig. 19, the migration
of the solid particles near the outer wall causes the solid
particles to collide with the outer wall, so that they
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n
0.0 0.5 1.0
z/D
0.0 0.5 1.0
z/D
1.0
0.8
0.6
0.4
0.2
0.0
Pa
rti
cle c
on
cen
tra
tio
n

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
137
Fig. 19: Particles volume fraction contours over the pipeline cross section in the U-bend at different angles.
Conveying air velocity= 22.5 m/s, conveying capacity= 7.5 t/h.
Fig. 20: Velocity profiles at different angles within the
U-bend. Conveying air velocity= 22.5 m/s, conveying
capacity= 7.5 t/h.
decelerate and accumulate on the outer wall of the
U-bend in 0° < θ < 60°. The deceleration and accumulation
of the particles over the outer wall cause the momentum
transfer from gas phase to solid phase to increase; hence,
the air velocity near the outer wall is reduced.
Consequently, the air maximum velocity is shifted to the
outer wall in this region as shown in Fig. 20. For θ > 60°,
although the centrifugal effects exist like the previous
region, the gravitational effects move down the particles
whose momentum reduced due to the collisions.
Therefore, as shown in Fig. 19, comparing θ=30° and
θ=90°, the particles are more concentrated on the outer
wall for θ=30°. Therefore, since some of particles moved
down at the lower bottom of the pipe in θ > 60°,
the effect of the particles integrated on the outer wall
on deceleration of the conveying air is less which cause
the θ=90° velocity profile in Fig. 20, to have a maximum
slightly lower than the maximum in θ=60° velocity
profile. For θ > 90°, all of the particles gradually slide
down at the bottom of the pipe so that the air velocity
near the outer wall in this region is greater than that
in the previous regions and consequently the maximum
velocity is significantly lower than that in previous regions.
The CFD model predicted results in this region are
in a good agreement with what was previously reported
by other investigators [12,20]. After the bend, as discussed
for 90˚ elbows, particles gradually disperse in the
downstream pipe due to turbulence and secondary flow;
this is also shown in Fig. 21, as depicted in the particles
volume fraction contours, the particles left the outer wall
and symmetrically accumulate over the entire bottom part
in the absence of centrifugal forces and radial pressure
0 5 10 15 20 25 30 35 40
Air Velocity, m/s
1
0.8
0.6
0.4
0.2
0
y/D

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
138
Fig. 21: Particles volume fraction contours after the U-bend in the downstream pipe. (a) pipe cross-sectional contour
immediately after the bend, (b) pipe cross-sectional contour at the distance of 25 cm after the bend, (c) pipe cross-sectional
contour at the distance of 75 cm after the bend.
Fig. 22: Model predicted effect of conveying capacity on the
air velocity profile within the U-bend.
gradient. Effect of particles conveying capacity on the air
velocity profile depicted in Fig. 22. One can see that
the axial velocity for the gas phase increases with
the conveying capacity. El-Behery et al. [20] attributed this
to the momentum transfer from the solid phase to gas
phase because the velocity of solids is greater than that
of gas phase in this region. Effect of the inlet air velocity
on the air velocity profile is depicted in Fig. 23. As shown
the axial velocity in the bend is not highly affected
by the gas inlet velocity which is also reported by
Hidayat & Rasmuson [12]. Considering the effect of conveying
capacity on the pressure drop showed that results
predicted by the model concede other investigators’ [20]
report on the increase of the pressure drop with the
conveying capacity. The increase in pressure drop with
particles conveying capacity is observed in the CFD
results such that the pressure drop over the U-bend
Fig. 23: Model predicted effect of the inlet air velocity on the
air velocity profile within the U-bend.
increases from 6100 Pa to 10000 Pa as conveying
capacity increases from 5 to 7.5 t/h at constant air inlet
velocity of 22.5 m/s.
Contributions of different piping elements to pressure
drop
The prediction of pressure drop along various piping
elements is definitely of great importance for design
purposes. The pressure drop along different parts of the
investigated pneumatic conveyor was studied. It was
observed that horizontal pipe, vertical pipe, vertical
to horizontal elbow, horizontal to vertical elbow and finally
the U-bend are respectively responsible for 65%, 7%,
1.7%, 1.3%, and 25% of the total pressure drop along
the whole 23 m long pipeline. Changing conveying capacity
and conveying air inlet velocity observed to have almost
no effect of the contribution of each element to the total
0 10 20 30 40
Air Velocity, m/s
1
0.8
0.6
0.4
0.2
0
z/D
0 10 20 30 40
Air Velocity, m/s
1
0.8
0.6
0.4
0.2
0
z/D

Iran. J. Chem. Chem. Eng. CFD Simulation of Gas-Solid Two-Phase Flow … Vol. 34, No. 4, 2015
139
pressure drop. To reach a reliable index to compare the
contribution of elements to the total pressure drop, each
of the above ratios is divided by the ratio of the element
length to the whole pipeline length. It was revealed that
the elements may be arranged from the most to the least
effective as U-bend, vertical pipe, vertical to horizontal
elbow, horizontal to vertical elbow, and horizontal pipe at last.
CONCLUSIONS
CFD calculations using ANSYS-CFX were performed
to investigate the conveying of wheat particles in
a pneumatic conveyor with different piping elements.
Numerical calculation results validated with the
experimental data provided by Guner [10] as well as
qualitative trends in literature. In general, the CFD model
results for pressure drop are in good agreement with
the experimental data. It was observed that better agreements
obtained as the conveying capacity increases and dense-
phase flow occurs. Constructing conveyer phase diagrams
at different operating conditions, the effects of air inlet
velocity and the conveying capacity on the flow behavior
were also discussed. Both parameters played a significant
role in the conveying flow pattern and also the pressure
drop. It was shown that CFD model-based phase
diagrams could be generated during the system design
procedure to assess and predict the optimum operating
condition of the pneumatic conveyer. The overall fairly
good agreement between the CFD model results and
experimental data suggests that CFD can be used
productively for investigations and energy consumption
optimizations in pneumatic conveying of agricultural and
pharmaceutical particles.
Nomenclature
CD Interphase drag coefficient
ds Diameter of solid particle, m
e Solid-solid collision coefficient, energy after
collision and before collision
g0 Radial distribution function
ug Gas-phase velocity, m/s
us Solid-phase velocity m/s
rg Gas-phase volume fraction
λs Solid bulk viscosity, kg/ms
µg Gas viscosity, kg/ms
µs Solid shear viscosity, kg/ms
ρg Gas-phase density, kg/m3
ρs Solid-phase density, kg/m3
θs Granular temperature, m2/s2
Received : Apr. 3, 2013 ; Accepted : Jun. 22, 2015
REFERENCES
[1] Levy A. Two-Fluid Approach for Plug Flow
Simulations in Horizontal Pneumatic Conveying.
Powder Technology, 112(3): 263-272 (2000).
[2] Konrad K., Dense-Phase Pneumatic Conveying:
A Review. Powder Technology, 49: 1-35 (1986).
[3] Mills D., Jones M. G., Agarwal V. K., “Handbook of
Pneumatic Conveying Engineering”, Marcel Dekker
(2004).
[4] Pan R., Material Properties and Flow Modes in
Pneumatic Conveying. Powder Technology, 104(2):
157-163 (1999).
[5] Rhodes M., “Introduction to Particle Technology”,
John Wiley (2008).
[6] Kleinstreuer C., “Two-Phase Flow: Theory and
Applications”, Taylor & Francis, (2003).
[7] Snider D. M., O’Rourke P. J., “Gas-Solids Flows and
Reacting Systems: Theory, Methods and Practice"
(1st ed.), IGI Global (2010).
[8] Sakai M., Koshizuka S., Large-Scale Discrete Element
Modeling in Pneumatic Conveying, Chemical
Engineering Science, 64(3):533-539 (2008).
[9] Sakai M., Yamada Y., Shigeto Y., Shibata K.,
Kawasaki V.M., Koshizuka S., Large‐Scale Discrete
Element Modeling in a Fluidized Bed, International
Journal for Numerical Methods in Fluids,
64(10‐12): 1319-1335 (2010).
[10] Güner M., Pneumatic Conveying Characteristics of
Some Agricultural Seeds, Journal of Food
Engineering, 80(3): 904-913 (2007).
[11] Pu W., Zhao C., Xiong Y., Liang C., Chen X., Lu P.,
Fan C., Numerical Simulation on Dense Phase
Pneumatic Conveying of Pulverized Coal in
Horizontal Pipe at High Pressure, Chemical
Engineering Science, 65(8): 2500-2512 (2010).
[12] Hidayat M., Rasmuson A., Some Aspects on Gas-
Solid Flow in a U-Bend: Numerical Investigation.
Powder Technology, 153(1):1-13 (2005).
[13] Huber N., Sommerfeld M., Characterization of
the Cross-Sectional Particle Concentration Distribution
in Pneumatic Conveying Systems, Powder
Technology, 79(3):191-210 (1994).

Iran. J. Chem. Chem. Eng. Sarrami Foroushani A. & Nasr Esfahany M. Vol. 34, No. 4, 2015
140
[14] Levy A., Mason D. J., The Effect of a Bend on the
Particle Cross-Section Concentration and Segregation
in Pneumatic Conveying Systems, Powder Technology,
98(2): 95-103 (1998).
[15] Akilli H., Levy E.K., Sahin B., Gas-Solid Flow
Behavior in a Horizontal Pipe After a 90° Vertical-
To-Horizontal Elbow, Powder Technology, 116(1):
43-52 (2001).
[16] Yilmaz A., Levy E. K., Formation and Dispersion of
Ropes in Pneumatic Conveying, Powder Technology,
114(1-3): 168-185 (2001).
[17] Kuan B., Yang W., Schwarz M.P., Dilute Gas-Solid
Two-Phase Flows in a Curved 90° Duct Bend: CFD
Simulation with Experimental Validation. Chemical
Engineering Science, 62(7):2068-2088 (2007).
[18] McGlinchey D., Cowell A., Knight E. A., Pugh J. R.,
Mason A., Foster B., Bend Pressure Drop
Predictions Using the Euler-Euler Model in Dense
Phase Pneumatic Conveying. Particulate Science
and Technology, 25(6): 495-506 (2007).
[19] Chu K. W., Yu A.B., Numerical Simulation of
Complex Particle-Fluid Flows, Powder Technology,
179(3): 104-114 (2008).
[20] El-Behery S.M., Hamed M.H., El-Kadi M.A.,
Ibrahim K.A., CFD Prediction of Air-Solid Flow in 180°
Curved Duct, Powder Technology, 191(1-2): 130-
142 (2009).
[21] Papadikis K., Gu, S., Fivga A., Bridgwater A.V.,
Numerical Comparison of the Drag Models of
Granular Flows Applied to the Fast Pyrolysis of
Biomass, Energy Fuels, 24: 2133-2145 (2010).
[22] Sanchez L., Vasquez N. A., Klinzing G. E.,
Dhodapkar S., Evaluation of Models and Correlations
for Pressure Drop Estimation in Dense Phase
Pneumatic Conveying and an Experimental Analysis,
Powder Technology, 153(3): 142-147 (2005).
[23] Wypych P. W., Yi J., Minimum Transport Boundary
for Horizontal Dense-Phase Pneumatic Conveying
of Granular Materials, Powder Technology, 129(1-3):
111-121 (2003).
[24] Mallick S.S., Wypych P.W., Minimum Transport
Boundaries for Pneumatic Conveying of Powders.
Powder Technology, 194(3):181-186 (2009).
[25] Lee L.Y., Yong Quek T., Deng R., Ray, M.B.,
Wang C.-H., Pneumatic Transport of Granular
Materials Through a 90° Bend, Chemical Engineering
Science, 59(21):4637-4651 (2004).
[26] Tsuji Y., Morikawa Y., LDV Measurements of an
Air-Solid Two-Phase Flow in a Horizontal Pipe,
Journal of Fluid Mechanics, 120: 385-409 (1982).






















![[CHEM] Chem Nomenclature](https://img.pdfslide.net/doc/110x75/577dabac1a28ab223f8ccaec/chem-chem-nomenclature.jpg)






