-
Chapter 12pPhysical Vapor Deposition (PVD)
-
PVD methods:
Evaporation condensation of metal vapor in high vacuum to
deposit a thin film on a wafer; unable tohigh vacuum to deposit a
thin film on a wafer; unable to cover severe topology (poor step
coverage) which is beneficial when doing lift-off patterning; also
hard to g p gdeposit alloys due to possible difference in melting
points.
Sputtering - use of plasma and acceleration of ions towards a
target; material sputtered from theions towards a target; material
sputtered from the target and deposited on the wafer; extensively
used in Si technology; moderate step coverage.gy; p g
-
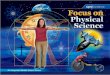
Evaporation Process:*Chamber under high vacuum (low pressure and
long mfp)*metal pieces placed in crucible (charge) and heated to
Tmp p ( g ) m*substrates placed above the crucible, and*metal
deposits on the substrates.
Not shown in picture is a shutter that would beNot shown in
picture is a shutter that would be opened when the evaporation rate
reaches a certain rate indicating pure metal deposition.
View factor associated with deposition (like RTP); deposition
rate depends on location of wafer in chamber (above crucible will
have dep rate).( p )
For better uniformity and step coverage, planetary sample
holders are rotated during deposition and samples are heated.
Deposition rate monitored with quartz crystal ( ill f h hif
h
Figure 12.1 A simple diffusion-pumped evaporator showing vacuum
plumbing and
(oscillates at a resonance frequency that shifts when additional
mass is deposited on the crystal).
p g p gthe location of the charge-containing crucible and the
wafers.
-
For reasonable depositionFor reasonable deposition rates, the
vapor pressure must be 10 mTorr. This
k it l i iblmakes it nearly impossible to evaporate some
materials (refractory metals: Ta, W, Mo, Ti)
Figure 12.2 Vapor pressure curves for some commonlyevaporated
materials (data adapted from Alcock et al.).
-
Deposition rate depends on position of wafer View factor, k
depends on R, , Wafers directly above the crucible will be coated
more heavily than wafers off to the side. Wafers can all be mounted
on the surface of awafers off to the side. Wafers can all be
mounted on the surface of a sphere (planetary) for more uniform
deposition.
Figure 12.3 The geometry of deposition for a wafer (A) in an
arbitrary position and (B) on the surface of a sphere.
-
Step Coverage AR = step heightstep diameter
If the substrate surface is not planar, the long mfp in
evaporation means thatevaporation means that evaporated material
will follow a straight line; some areas are shadowed
Helps to rotate and heat the psubstrates.
Planetary holders rotateFigure 12.5 (A) Time evolution of the
evaporative coating of a feature with aspect ratio of 1.0, with
little surface atom mobility (i e low substrate
Planetary holders rotate simultaneously around two axes.
little surface atom mobility (i.e., low substrate temperature)
and no rotation. (B) Final profile of deposition on rotated and
heated substrates.
-
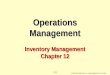
Evaporator systems: crucible heating techniquesResistively
Heated
Figure 12.7 Resistive evaporator sources. (A) Simple sources
including heating the charge itself and using a coil of refractory
metal heater coil and a charge rod. (B) More standard thermal
sources including a dimpled boat in resistive media.
-
Evaporator systems: crucible heating techniquesInductively
HeatedInductively Heated
Figure 12.8 Example of an inductively heated crucible used to
create moderately charged temperatures.
-
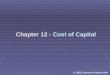
Evaporator systems: crucible heating techniquesElectron
beamElectron beamHeat of vaporization is
supplied by the impact of an electron beam focused on the charge
and melts a region of the material to be
devaporated; Adv: possible to co-evaporate materials with dual
targetsdual targets, Disadv: more expensive than resistance heated
systems substrates may
Figure 12.9 Electron beam evaporative sources. (A) A simple low
flux source using a hot wire electron source and a thin movable
rod. (B) A popular source using a 2707 source arc in which the beam
can be rastered
systems, substrates may have radiation damage
p p gacross the surface of the charge. The magnet must be much
larger than shown to achieve the full 270 of arc.
-
Evaporation
Advantages: Simple process, relatively inexpensive, high purity
films can be deposited.
Disadvantages: difficult to evaporate alloysDisadvantages:
difficult to evaporate alloys due to different melting points, line
of sight deposition results in poor surface
l th i t ti f thcoverage unless there is rotation of the
samples; deposition of refractory materials is a problem due to
high temperatures required.
Figure 12.10 A commercial evaporator. Inset shows a planetary
(photographs courtesy of CHA Industries).
-
Evaporation of Alloys
Figure 12.11 Methods for evaporating multicomponent films
include (A)single-source evaporation, (B) multisource simultaneous
evaporation, and (C)multisource sequential evaporation.q p
-
Sputtering:Bombard the target (cathode) with energetic ions,
usually Ar+, in a plasma. Target material, not the wafers, must be
placed on the electrode with maximum ion flux.
*Chamber base pressure - high vacuum, *Argon flows into
chamberArgon flows into chamber raising pressure to mTorr
range,*power supplied to electrodes, *target material deposits on
the*target material deposits on the wafers.
Allows deposition of refractory metals, alloys, dielectrics if
an RF system is used. Figure 12.12 Chamber for a simple
parallel-platey Figure 12.12 Chamber for a simple parallel
plate
sputtering system.
-
Basic steps in sputter deposition:1) plasma generation glow
discharge formed when inert gas ) p g g g gbecomes ionized by an
E-field; an electron accelerated towards anode, ionizes Ar atoms
upon collision2) ion bombardment Ar+ impacts the target with high
energies and2) ion bombardment Ar impacts the target with high
energies and transfer their momentum to the target material; these
collisions disrupt the atomic surface causing target atoms, ions,
and electrons to be ejected3) sputtered atom transport sputtered
atoms, ions, are influenced by collisions they undergo during
transport to the film (determined y y g g p (by background
pressure); sputtered particles will lose their energy as number of
collisions increases so important to control the pressure4) film
growth - sputtered material leaves the target and deposits on4)
film growth - sputtered material leaves the target and deposits on
surrounding surfaces. The rate of diffusion is dependent upon the
substrate material and Temp. Growth proceeds by diffusion and
form
l i l i d ll f i l d i l dnuclei, nuclei grow and eventually
form islands; islands grow together until a continuous film is
formed.
-
When an energetic ion strikes the surface of a material --1)
Ions with low energies may bounce of the surface1) Ions with low
energies may bounce of the surface2) Ions may adsorb to the
surface, giving up its energy to
phonons (heat)3) I t t i t t i l d iti d i t th3) Ion penetrates
into material, depositing energy deep into the
substrate
Figure 12.13 Possible outcomes for an ionincident on the surface
of a wafer.
-
Sputter Yield (S)Determines rate of sputter depositionDetermines
rate of sputter deposition
S = # target atoms ejected/number of ions incident
Depends on:pTarget materialMass of bombarding ionsEnergy of
bombarding ionsEnergy of bombarding ions
Each target material has a threshold energy (below that energy
no sputtering occurs), typically 10-30 eV.
Figure 12.14 Sputter yield as a function of ion f l i id i
fenergy for normal incidence argon ions for a
variety of materials (after Anderson and Bay, reprinted by
permission).
-
S versus Ion atomic number
Figure 12.15 Sputter yield as a function of the bombarding ion
atomic number for 45-keV ions incident on silver copper andatomic
number for 45 keV ions incident on silver, copper, and tantalum
targets (after Wehner, reprinted by permission, AIP).
-
Magnetron Sputtering a magnetic field applied at right angles to
the E-field; causes e- to follow spiral paths, increases
probability of ; p p , p yionizing a gas atom, increases ionization
efficiency, confines plasma resulting in a higher deposition rate;
also able to form plasma at lower chamber pressuresplasma at lower
chamber pressures
Figure 12.17 Planar and cylindrical magnetron sputtering systems
T: target; P: plasma; SM: solenoid; M: magnet; E: electric field;
B: magnetic field (after Wasa and Hayakawa, reprinted by
permission, Noyes Publications).
-
Fig. 12.18 in text, p. 340 shows cross section of a planar
magnetron target using permanent magnets to supply the fieldThe
region of the target beneath the ring-shaped volume where the
plasma density is highest is sputtered the most rapidly and
thishighest is sputtered the most rapidly and this target erosion
is called the race-track
Target showing erosion in the race-track
Figure 12.18 Detailed cross section of a l l i
From: Fundamentals of High Power ImpulseMagnetron Sputtering,
dissertation by Johan Bhlmark
rectangular planar magnetron target using permanent magnets to
supply the field (after Wasa and Hayakawa, reprinted by permission,
Noyes Publications).
-
Film morphologyZone model (Zones 1, 2, 3, T) indicates the films
finalZone model (Zones 1, 2, 3, T) indicates the films final
characteristics based on the substrate temperature and ion energy;
T-region is characterized by very small grains
Zone1-low T, low ion energy yields amorphous, porous materials;
Raise T or lower P moves to T-zoneZone2-Increase T and/or increase
ion energy will increase grain size tallincrease grain size - tall
columnar grainsZone3-Increase T, film has large 3-D grains surface
maylarge 3 D grains surface may be rough and hazy
Figure 12.21 The three-zone model of film deposition as proposed
by Movchan and Demchishin (after Thornton, reprinted by permission,
AIP).
-
Step CoverageApplication of substrate heat will dramatically
improve the stepApplication of substrate heat will dramatically
improve the step coverage due to surface diffusion; High AR can be
a problem otherwise.
Figure 12.22 Cross section of the time evolution of the typical
step coverage for unheated sputter deposition in a high aspect
ratio contact.
-
Can improve step coverage by collimated sputtering or
application of a bias to the waferapplication of a bias to the
wafer.
Figure 12.24 In collimated sputtering a disposable collimator is
placed close to the
f t i di ti litwafers to increase directionality.
Figure 12.26 In bias sputtering, the ions incident on the
surface of the wafer redistribute the deposited film to improve
step coverage.
-
Ionized Metal Plasma (IMP) sputter deposition ejected atoms pass
through a second plasma; IMP process produces p g p ; p
pnear-vertical deposition.
Figure 12.25 The Endura system by Applied Materials uses a
number of PVD or CVD chambers fed by a central robot. For
conventional and IMP sputtering, targets are hinged to open upward.
Two open chambers are shown, along with the load lock (from Applied
Materials).
-
Reactive sputtering: use of reactive gases (O2, CH4, NH3, N2)
rather than inert gases to sputter oxides, carbide, nitrides. g p ,
,Example below is for TiN
Figure 12.28 Resistivity and composition of reactively sputtered
TiN as a function of the N2flow in the sputtering chamber (after
Tsai, Fair, and Hodul, reprinted by permission, The Electrochemical
Society, and Molarius and Orpana, reprinted by permission, Kluwer
Academic Publishing).
-
Figure 12.29 Cross section electron micrograph of a moderately
high aspect ratio contact that has been sputter-deposited with TiN
(after Kohlhase, Mndl, and Pamler, reprinted by permission,
AIP).
-
A thin film deposited on a substrate can be either in tensile
stress or compressive stress; if stress is too large, film may peel
away from the surface; implications in reliability.
Figure 12.30 The change in wafer deflection may be used to
measure the stress in a deposited layer. This is typically measured
using a reflected laser beamusing a reflected laser beam.
-
SputteringSputtering
Advantages: Moderately good step coverage; preferred g y g p g ;
ptechnique for deposition of alloys, can sputter a wide variety of
materials
Disadvantages: may have some Argon incorporation in the film;
could have some damage to substrate although not as much as in
e-beam evaporation