Embed Size (px)
Citation preview
Michael Thien, Sc. D. SVP, Global Science, Technology & Commercialization
Merck Manufacturing Division
Challenges to Building Quality End to End FDA/PQRI Conference- OCTOBER 2015
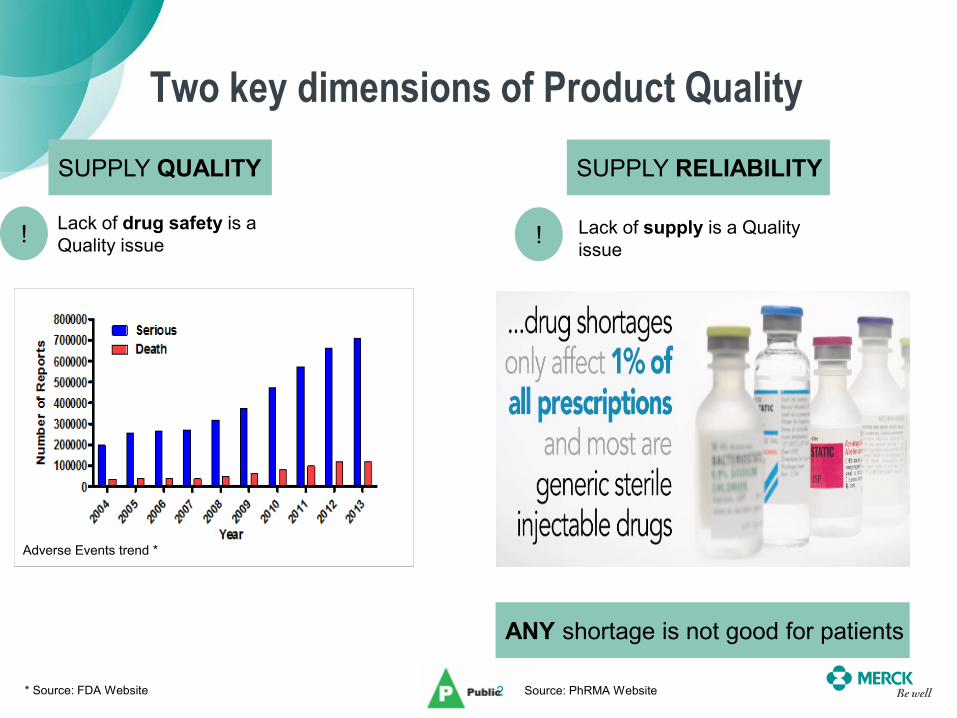
Two key dimensions of Product Quality SUPPLY QUALITY
Lack of drug safety is a Quality issue !
Adverse Events trend *
* Source: FDA Website 2
SUPPLY RELIABILITY
Lack of supply is a Quality issue
!
Source: PhRMA Website
ANY shortage is not good for patients
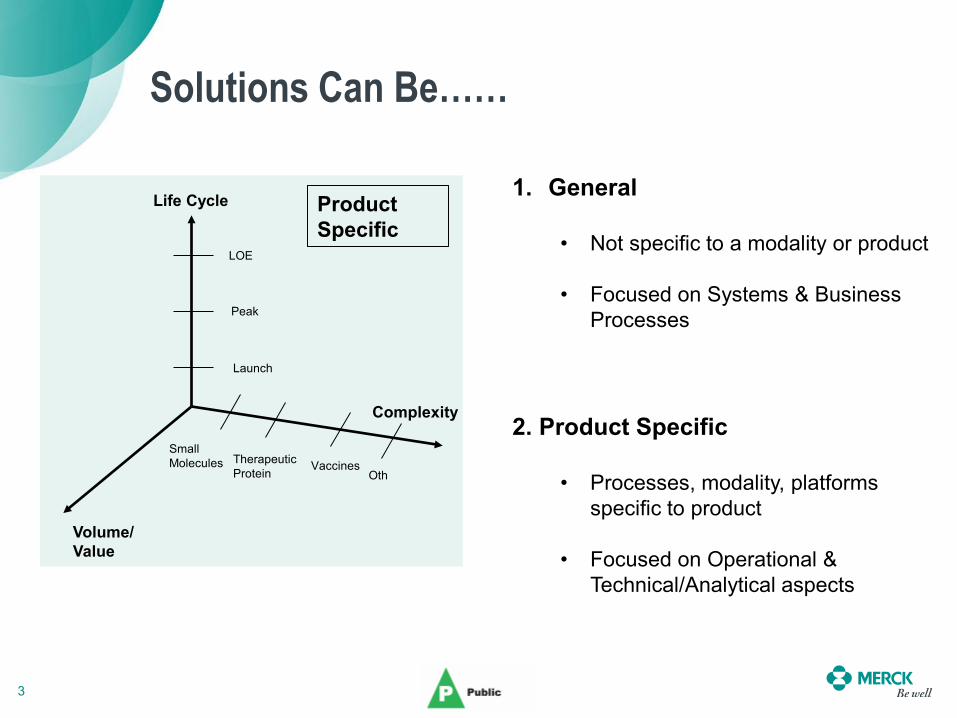
Solutions Can Be……
Life Cycle
Complexity
Volume/ Value
LOE
Peak
Launch
Small Molecules Therapeutic
Protein Vaccines Oth
Product Specific
3
1. General
• Not specific to a modality or product • Focused on Systems & Business
Processes
2. Product Specific
• Processes, modality, platforms specific to product
• Focused on Operational &
Technical/Analytical aspects
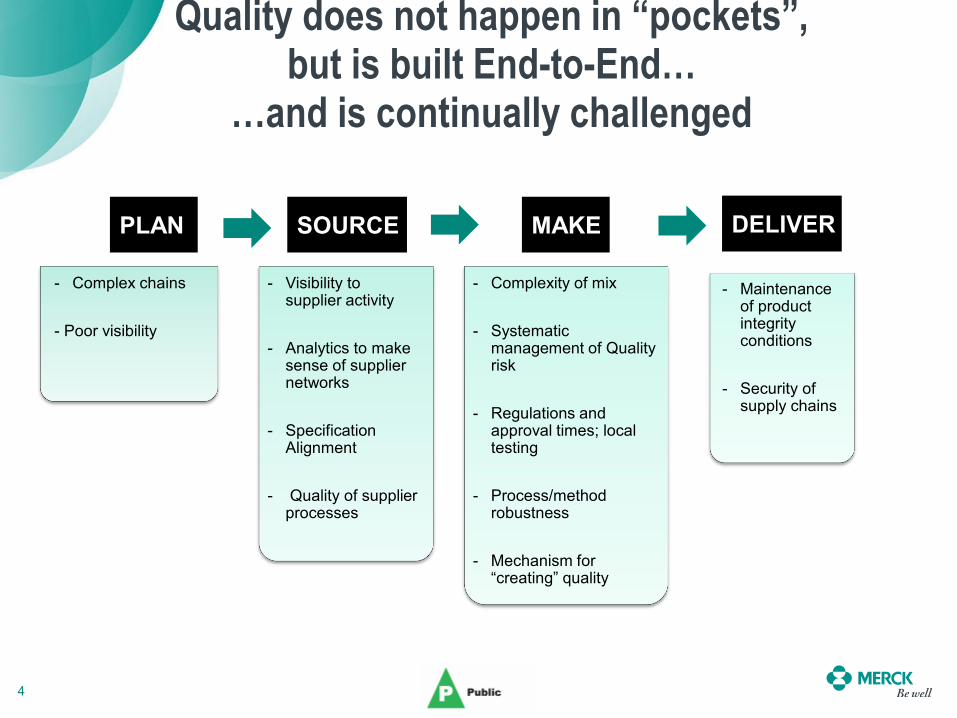
Quality does not happen in “pockets”, but is built End-to-End…
…and is continually challenged
4
PLAN SOURCE MAKE DELIVER
- Complex chains
- Poor visibility
- Visibility to supplier activity
- Analytics to make sense of supplier networks
- Specification Alignment
- Quality of supplier processes
- Complexity of mix
- Systematic management of Quality risk
- Regulations and approval times; local testing
- Process/method robustness
- Mechanism for “creating” quality
- Maintenance of product integrity conditions
- Security of supply chains
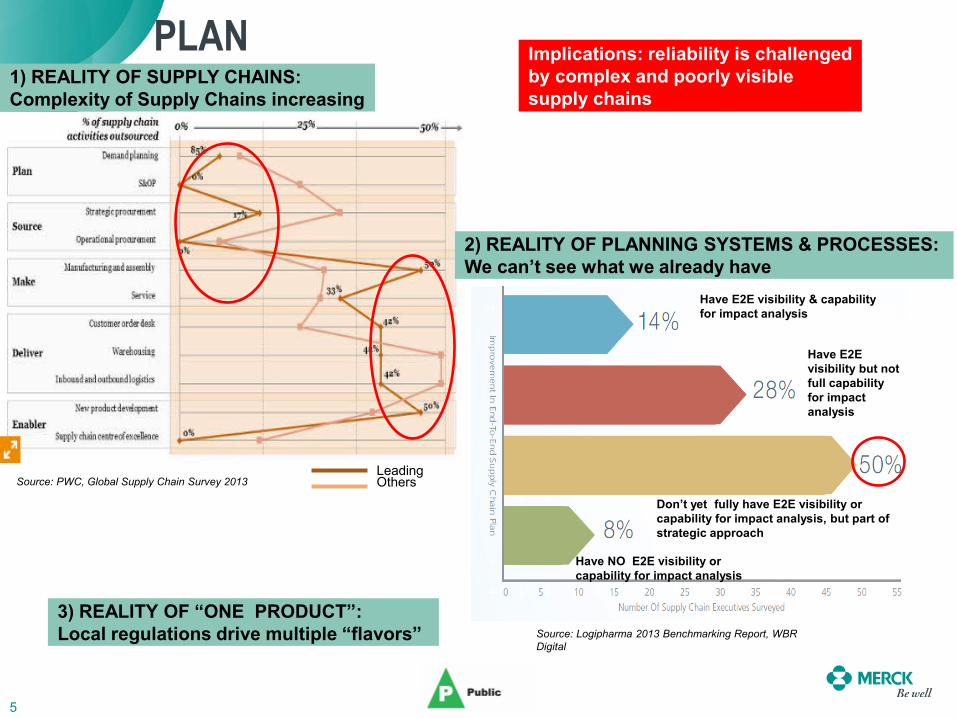
PLAN
5
Source: PWC, Global Supply Chain Survey 2013
Source: Logipharma 2013 Benchmarking Report, WBR Digital
Don’t yet fully have E2E visibility or capability for impact analysis, but part of strategic approach
Have E2E visibility but not full capability for impact analysis
Have E2E visibility & capability for impact analysis
Have NO E2E visibility or capability for impact analysis
1) REALITY OF SUPPLY CHAINS: Complexity of Supply Chains increasing
2) REALITY OF PLANNING SYSTEMS & PROCESSES: We can’t see what we already have
Leading Others
3) REALITY OF “ONE PRODUCT”: Local regulations drive multiple “flavors”
Implications: reliability is challenged by complex and poorly visible supply chains
PLAN
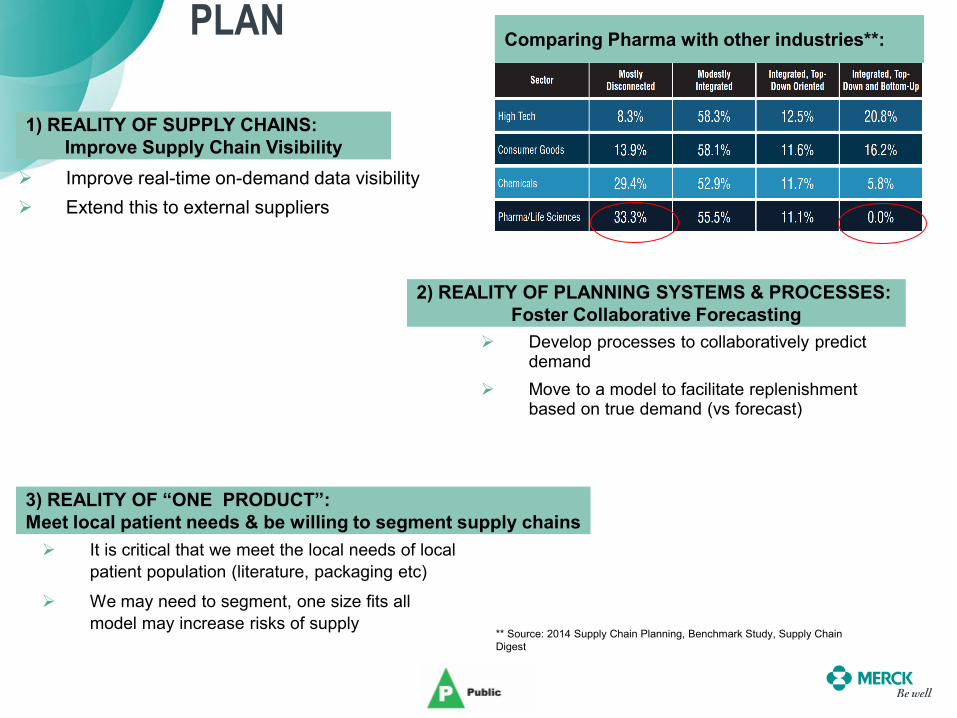
It is critical that we meet the local needs of local patient population (literature, packaging etc)
We may need to segment, one size fits all model may increase risks of supply
1) REALITY OF SUPPLY CHAINS: Improve Supply Chain Visibility
2) REALITY OF PLANNING SYSTEMS & PROCESSES: Foster Collaborative Forecasting
3) REALITY OF “ONE PRODUCT”: Meet local patient needs & be willing to segment supply chains
Develop processes to collaboratively predict demand
Move to a model to facilitate replenishment based on true demand (vs forecast)
Improve real-time on-demand data visibility Extend this to external suppliers
Comparing Pharma with other industries**:
** Source: 2014 Supply Chain Planning, Benchmark Study, Supply Chain Digest
SOURCE
7
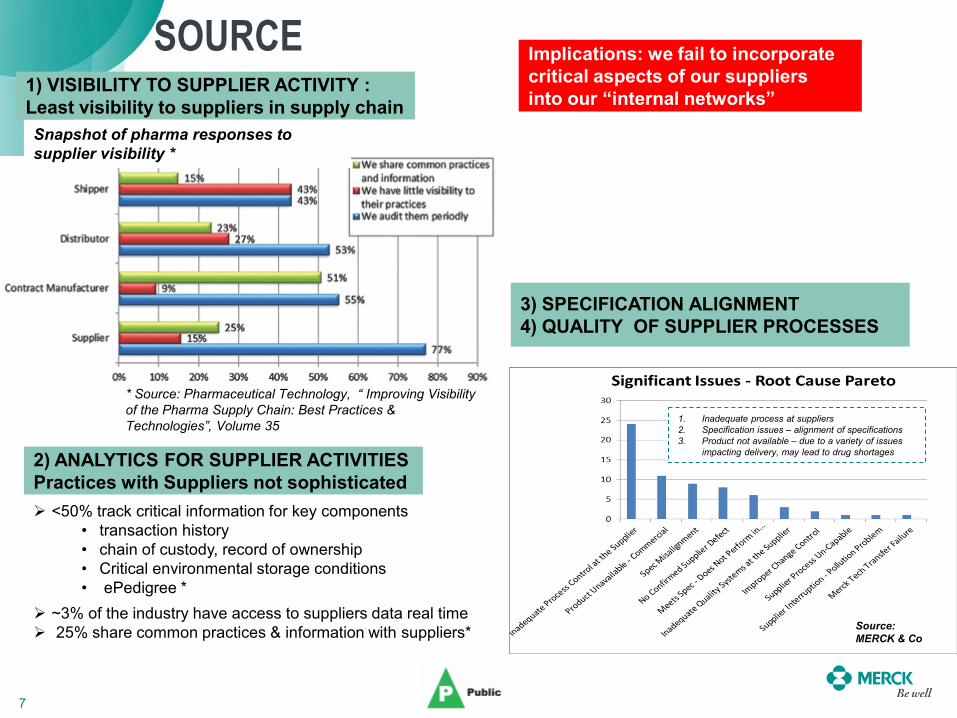
* Source: Pharmaceutical Technology, “ Improving Visibility of the Pharma Supply Chain: Best Practices & Technologies”, Volume 35
Snapshot of pharma responses to supplier visibility *
~3% of the industry have access to suppliers data real time 25% share common practices & information with suppliers*
<50% track critical information for key components • transaction history • chain of custody, record of ownership • Critical environmental storage conditions • ePedigree *
1. Inadequate process at suppliers 2. Specification issues – alignment of specifications 3. Product not available – due to a variety of issues
impacting delivery, may lead to drug shortages
1) VISIBILITY TO SUPPLIER ACTIVITY : Least visibility to suppliers in supply chain
2) ANALYTICS FOR SUPPLIER ACTIVITIES Practices with Suppliers not sophisticated
3) SPECIFICATION ALIGNMENT 4) QUALITY OF SUPPLIER PROCESSES
Implications: we fail to incorporate critical aspects of our suppliers into our “internal networks”
Source: MERCK & Co
Source
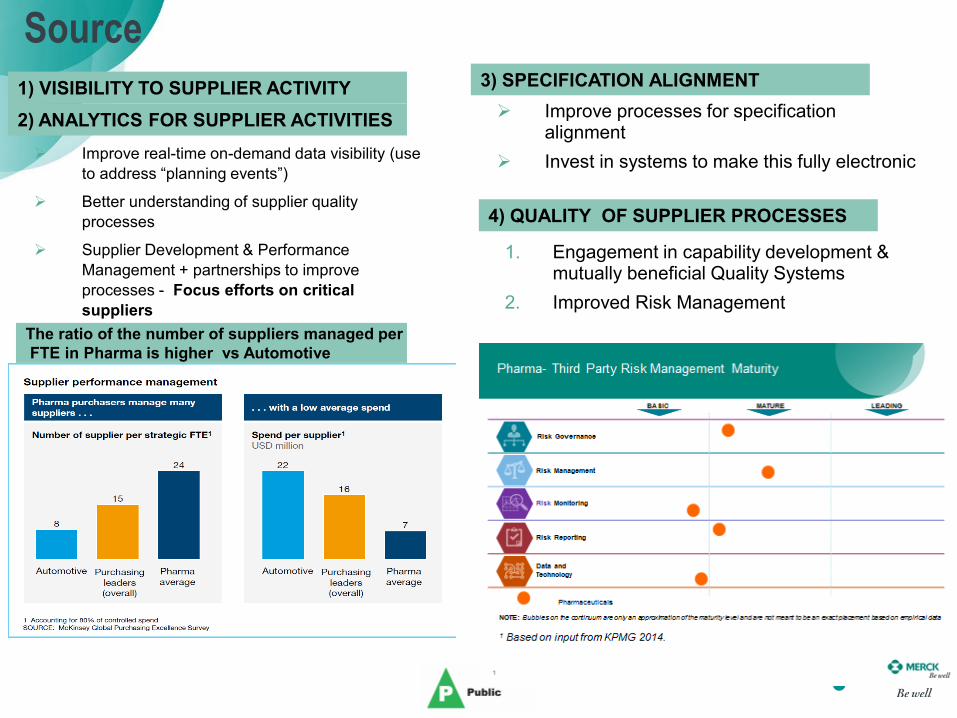
The ratio of the number of suppliers managed per FTE in Pharma is higher vs Automotive
1. Engagement in capability development &
mutually beneficial Quality Systems 2. Improved Risk Management
1) VISIBILITY TO SUPPLIER ACTIVITY
Improve real-time on-demand data visibility (use
to address “planning events”)
Better understanding of supplier quality processes
Supplier Development & Performance Management + partnerships to improve processes - Focus efforts on critical suppliers
2) ANALYTICS FOR SUPPLIER ACTIVITIES
3) SPECIFICATION ALIGNMENT
4) QUALITY OF SUPPLIER PROCESSES
Improve processes for specification alignment
Invest in systems to make this fully electronic
Make
9
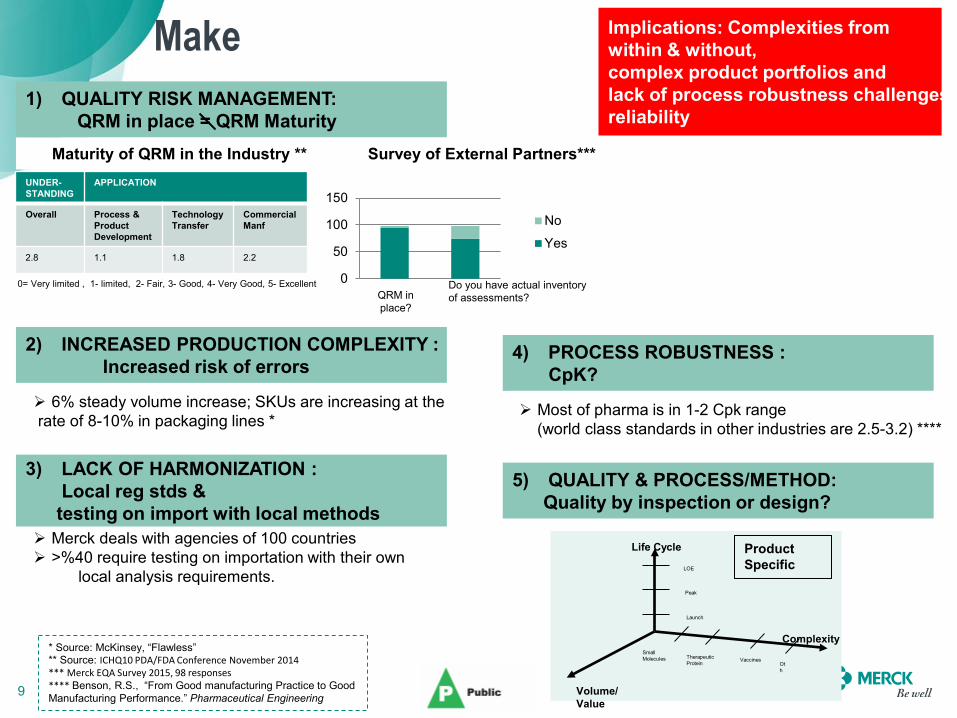
* Source: McKinsey, “Flawless” ** Source: ICHQ10 PDA/FDA Conference November 2014 *** Merck EQA Survey 2015, 98 responses **** Benson, R.S., “From Good manufacturing Practice to Good Manufacturing Performance.” Pharmaceutical Engineering
6% steady volume increase; SKUs are increasing at the rate of 8-10% in packaging lines *
Maturity of QRM in the Industry ** UNDER-STANDING
APPLICATION
Overall Process & Product Development
Technology Transfer
Commercial Manf
2.8 1.1 1.8 2.2
Survey of External Partners***
0= Very limited , 1- limited, 2- Fair, 3- Good, 4- Very Good, 5- Excellent 0
50
100
150
No
Yes
Do you have actual inventory of assessments? QRM in
place?
Merck deals with agencies of 100 countries >%40 require testing on importation with their own local analysis requirements.
Life Cycle
Complexity
Volume/ Value
LOE
Peak
Launch
Small Molecules Therapeutic
Protein Vaccines
Oth
Product Specific
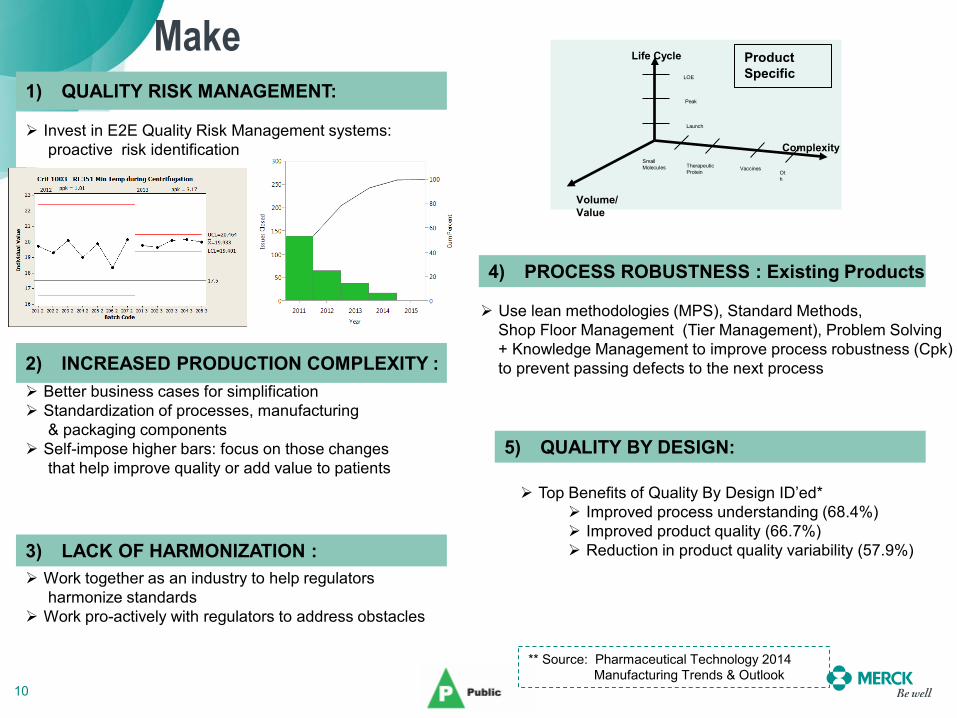
2) INCREASED PRODUCTION COMPLEXITY : Increased risk of errors
1) QUALITY RISK MANAGEMENT: QRM in place = QRM Maturity
3) LACK OF HARMONIZATION : Local reg stds & testing on import with local methods
4) PROCESS ROBUSTNESS : CpK?
Most of pharma is in 1-2 Cpk range (world class standards in other industries are 2.5-3.2) ****
5) QUALITY & PROCESS/METHOD: Quality by inspection or design?
Implications: Complexities from within & without, complex product portfolios and lack of process robustness challenges reliability
Make
10
Better business cases for simplification Standardization of processes, manufacturing & packaging components Self-impose higher bars: focus on those changes that help improve quality or add value to patients
Life Cycle
Complexity
Volume/ Value
LOE
Peak
Launch
Small Molecules Therapeutic
Protein Vaccines
Oth
Product Specific
2) INCREASED PRODUCTION COMPLEXITY :
1) QUALITY RISK MANAGEMENT:
3) LACK OF HARMONIZATION :
4) PROCESS ROBUSTNESS : Existing Products
5) QUALITY BY DESIGN:
Invest in E2E Quality Risk Management systems: proactive risk identification
Work together as an industry to help regulators harmonize standards Work pro-actively with regulators to address obstacles
Use lean methodologies (MPS), Standard Methods, Shop Floor Management (Tier Management), Problem Solving + Knowledge Management to improve process robustness (Cpk) to prevent passing defects to the next process
Top Benefits of Quality By Design ID’ed* Improved process understanding (68.4%) Improved product quality (66.7%) Reduction in product quality variability (57.9%)
** Source: Pharmaceutical Technology 2014 Manufacturing Trends & Outlook
Deliver
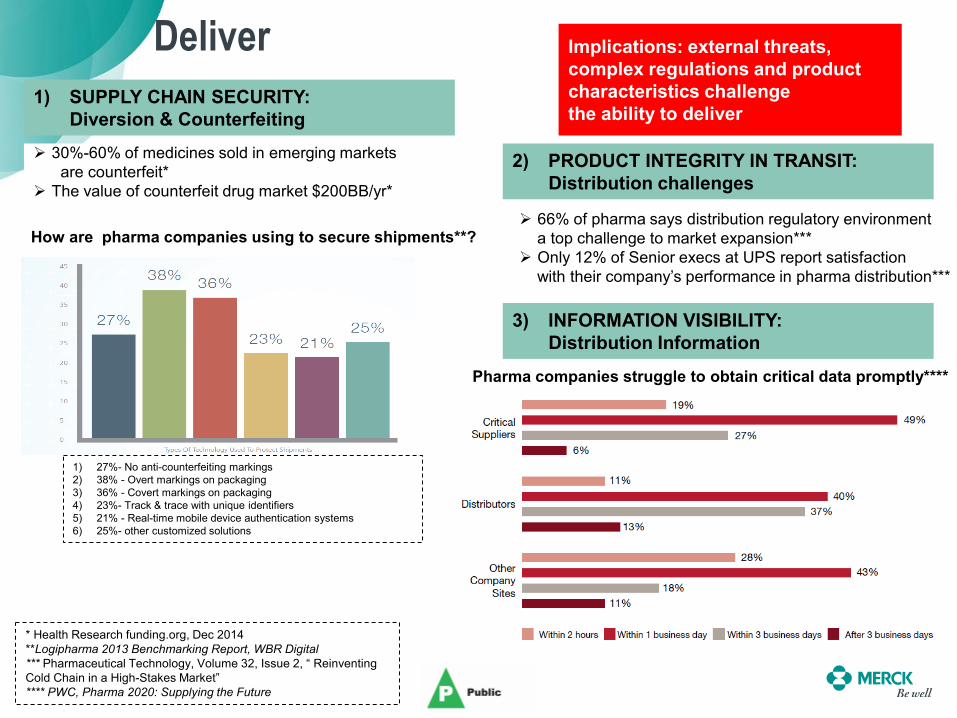
How are pharma companies using to secure shipments**?
1) 27%- No anti-counterfeiting markings 2) 38% - Overt markings on packaging 3) 36% - Covert markings on packaging 4) 23%- Track & trace with unique identifiers 5) 21% - Real-time mobile device authentication systems 6) 25%- other customized solutions
* Health Research funding.org, Dec 2014 **Logipharma 2013 Benchmarking Report, WBR Digital *** Pharmaceutical Technology, Volume 32, Issue 2, “ Reinventing Cold Chain in a High-Stakes Market” **** PWC, Pharma 2020: Supplying the Future
Pharma companies struggle to obtain critical data promptly****
Implications: external threats, complex regulations and product characteristics challenge the ability to deliver
1) SUPPLY CHAIN SECURITY: Diversion & Counterfeiting
30%-60% of medicines sold in emerging markets are counterfeit* The value of counterfeit drug market $200BB/yr*
2) PRODUCT INTEGRITY IN TRANSIT: Distribution challenges
66% of pharma says distribution regulatory environment a top challenge to market expansion*** Only 12% of Senior execs at UPS report satisfaction with their company’s performance in pharma distribution***
3) INFORMATION VISIBILITY: Distribution Information
Deliver
*Deloitte survey, Logipharma 2015 ** 2015, Inbound Logistics, “The Race is On: Chain of Custody in the Pharmaceutical Supply Chain”
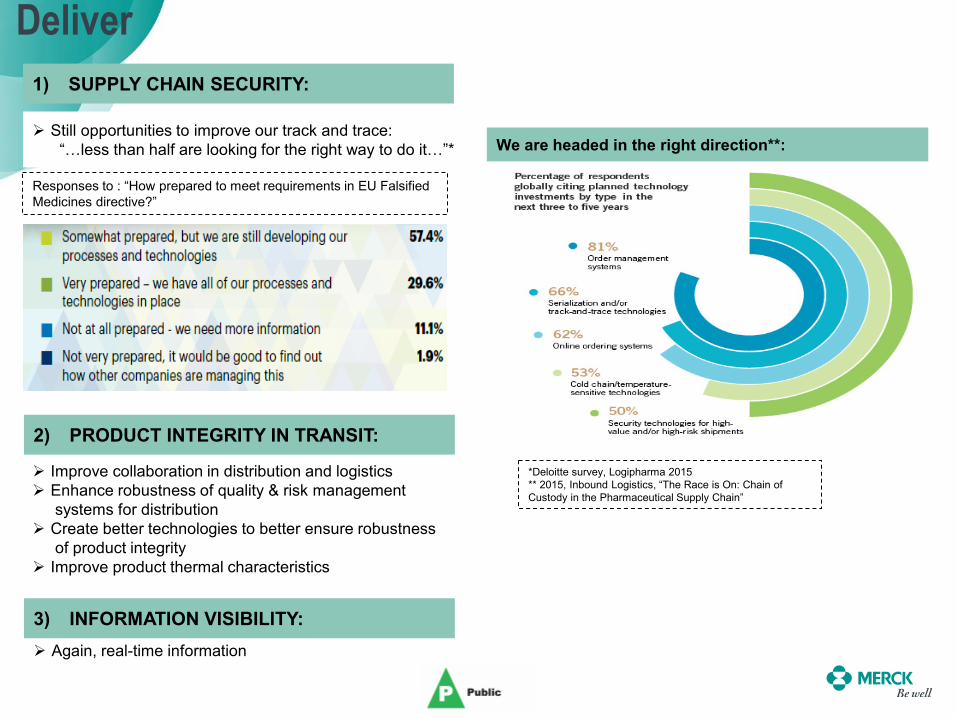
Responses to : “How prepared to meet requirements in EU Falsified Medicines directive?”
We are headed in the right direction**:
1) SUPPLY CHAIN SECURITY:
Still opportunities to improve our track and trace: “…less than half are looking for the right way to do it…”*
2) PRODUCT INTEGRITY IN TRANSIT:
Improve collaboration in distribution and logistics Enhance robustness of quality & risk management systems for distribution Create better technologies to better ensure robustness of product integrity Improve product thermal characteristics
3) INFORMATION VISIBILITY: Again, real-time information
Conclusions We need to internalize that holistic reliability (the ability of a supply chain to consistently deliver) is a critical part of quality
- quality is not just about process and method
- visibility, information and the systems to manage them
are critical to quality
Our ability to improve reliability comes both from systemic improvement and specific product improvement
- differential investments must be made
On the whole, our industry’s challenges are not unique: others have solved them. We must too.
13
“Think big, start small, but start…”