Embed Size (px)
Citation preview

Chapter 15 Dr. Shokri Selim, KFUPM 1
15 Lot-by-Lot Acceptance Sampling for Attributes

The acceptance sampling problem
Chapter 15 Dr. Shokri Selim, KFUPM 2
• An old method used in the 1930’s and 40’s. • The purpose of AS is to inspect received lots of products
and decide whether to accept or reject the lot; lot disposition, or lot sentencing.• Accepted lots are put into production• Rejected lots may be returned to supplier or
subjected to other lot-disposition action• Sampling methods may also be used during various
stages of production

Chapter 15 Dr. Shokri Selim, KFUPM 3
Note that:1.The purpose of AS is sentencing lots and not estimate lot quality.2. It could happen that, lots of same quality be sentenced differently based on the sample.3. AS is an audit tool4. Control charts are used to signal departures from quality.

Approaches to lot sentencing
1. Accept without any inspectionSupplier process is very good and defectives are rare or
there is no economic justification to look for defectives
2. 100% inspectionUse if defective components can cause high failure cost or
supplier process does not meet specifications
3. Acceptance sampling
Chapter 15 Dr. Shokri Selim, KFUPM 4

Chapter 15 Dr. Shokri Selim, KFUPM 5
When is AS used?

Advantages of sampling
Chapter 15 Dr. Shokri Selim, KFUPM 6

Disadvantages of sampling
Chapter 15 Dr. Shokri Selim, KFUPM 7
1. There is a risk of accepting “bad” lots and rejecting “good” lots.2. Less information is generated about the product or about the
process that manufactured it.3. Acceptance sampling requires planning and documentation where
as 100% inspection does not

Chapter 15 Dr. Shokri Selim, KFUPM 8
• One major classification is by data type, variables and attributes
• Another is based on the number of samples required for a decision.
Types of sampling plans

• Single-sampling plansSelect a sample of size n. If the number of defectives ≤ c, accept lot, else, reject the lot.
• Double-sampling plansSelect a sample of size n, then depending on the number of defective
accept the lot reject the lot
take a second sample and decide on both samples• Multiple-sampling plans
similar to double but with more than 2 samples
• Sequential-sampling plansunits are selected one at a time and decision to accept or reject or continue is madeChapter 15 Dr. Shokri Selim, KFUPM 9
Types based on number of samples

Chapter 15 Dr. Shokri Selim, KFUPM 10
Single-, double-, multiple-, and sequential sampling plans can be designed to produce equivalent results.
A lot of the some quality level has the same probability of being accepted by these plans.
Factors to consider include:• Administrative efficiency• Type of information produced by the plan• Average amount of inspection required by plan• Impact of the procedure on manufacturing flow

Chapter 15 Dr. Shokri Selim, KFUPM 11
There are a number of important considerations in forming lots for inspection, including:
1. Lots should be homogeneous.Same machine, same raw material, same operator
2. Larger lots are preferred over smaller ones.More economic
3. Lots should be conformable to materials-handling systems used in both supplier and consumer facilities.
Lot packaging minimizes risk of damageSelection of sample is easier
Lot formation

1. Assign a number to each item and select n random numbers to form a sample or
2. Randomly select the length, depth and width in the container or
3. Stratify the lot into layers, then cubes.
Chapter 15 Dr. Shokri Selim, KFUPM 12
Random sampling

• The selection of a sampling plan depends on the objective and the history of the supplier.
• Non-static nature of AS plansIf supplier is known for quality, start with sampling plan for attributes. If quality is proven, may use skip-a-lot policy. If capability is high may stop sampling.
If supplier quality is not known, use an attribute plan. If quality is good may use a variable plan, and help them in SPC
• Companies start with AS and shift to SPC as the quality improves.
Chapter 15 Dr. Shokri Selim, KFUPM 13
Guidelines for using acceptance sampling

Chapter 15 Dr. Shokri Selim, KFUPM 14
The plan is defined by the sample size n and the acceptance number c.
If the number of defectives, d ≤ c accept the lot,else reject the lot.
Single sampling plans for attributes
Definition of a single sampling plan

Chapter 15 Dr. Shokri Selim, KFUPM 15
Type A: Lot size is finiteType B: Lot size in infinite
Types of Lot Size

Chapter 15 Dr. Shokri Selim, KFUPM 16
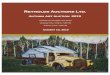
The OC curve gives the probability of accepting the lot given the lot fraction defective
Main assumption: lot size is very largeLet p = probability a unit is defective d = number of defectives in a sample of size n
)defectives (dP
)c (dPPa
Type B OC curves
dnd ppd
n
)1(
c
od
dnd ppd
n)1(
Probability of accepting a lot:

Sample OC curve
Chapter 15 Dr. Shokri Selim, KFUPM 17

Chapter 15 Dr. Shokri Selim, KFUPM 18
Reject lot if p > 0.025
Can we choose n and c that give similar OCC?
The ideal OC curve

Chapter 15 Dr. Shokri Selim, KFUPM 19
Effect of n

Chapter 15 Dr. Shokri Selim, KFUPM 20
Effect of C

Chapter 15 21
Effect of n and c on OC curves

Chapter 15 Dr. Shokri Selim, KFUPM 22
• If the lot size is vey large, we use the binomial distribution to model the P(d ≤ c)
• If the lot size is finite we use the hypergeometric distribution.
Type-A and Type-B OC curves

Chapter 15 Dr. Shokri Selim, KFUPM 23
Dd
n
N
dn
N-D
d
D
dP
for sample) theis defective (
Dc
n
N
dn
N-D
d
D
Pcd
da
for
0 DEMO
Constructing Type A OCCLetN be the lot sizeD be the number of defectives in the lotN be the sample sizeC be the maximum number of defectives allowed

Chapter 15 Dr. Shokri Selim, KFUPM 24
If N is large (N ≥ 10n ) both graphs are close.
Relation between Types A and B
DEMO
Type A and Type B OC curves

Chapter 15 Dr. Shokri Selim, KFUPM 25
Behavior of Type B OC curve for c = 0
OC curve far from the ideal OCC.
Pa falls sharply as p increases
Plans with c = 0.
na pP )1(

Chapter 15 Dr. Shokri Selim, KFUPM 26
Behavior of Type A OC curve for c = 0
Plans with c = 0 and N = 10n
OC curve far from the ideal OCC.
Pa falls sharply as p increases
N = 10n but the OCCs behave differently.
/
n
N
n
N-DPa
p = D/N

Chapter 15 27
• Acceptable quality level, AQL = the least quality level for the supplier’s process that a consumer would consider to be acceptable. The consumer assigns high acceptance probability to it. • Lot tolerance percent defective, LTPD = Rejectable quality level, RQL = the least quality level, that the consumer is willing to accept with small acceptance probability.
• We can design a plan that almost satisfies both conditions.
Specific points on the OC curve
Dr. Shokri Selim, KFUPM

Chapter 15 Dr. Shokri Selim, KFUPM 28
1 10
2 20
1 1
1
c n dd
d
c n dd
d
np p
d
np p
d
Designing a single-sampling plan with a specified OC curve
DEMO
p1 = AQLp2 = RQL

Chapter 15 Dr. Shokri Selim, KFUPM 29
Binomial monograph
N ≥ 10 n
0( ) (1 )
c i n i
i
nP d c p p
i

Chapter 15 Dr. Shokri Selim, KFUPM 30
N ≥ 10 n
0( ) (1 )
c i n i
i
nP d c p p
i
Binomial monograph

Chapter 15 31

Incoming lotsFraction Defectives
P0
Outgoing lotsFraction Defectives
P1 < P0Accepted lot has P0 fraction
defectives
No of defectives = P0(N-n)
Chapter 15 Dr. Shokri Selim, KFUPM 32
Rectifying inspection
Inspectionactivity
Rejected lot has 0 defectives
Average number of defective units =
pa (N – n)p0 + ( 1 – pa)x0
Average outgoing quality, AOQ = pa(N – n)p0/N

N = 1000, n =100, c = 3, p = 0.01
pa = 0.9816
Average outgoing quality =
AOQ = pa(N – n)p/N = 0.009
Chapter 15 Dr. Shokri Selim, KFUPM 33
Example

Chapter 15 Dr. Shokri Selim, KFUPM 34
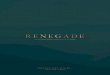
AOQ limit = worst AQLFor the example; AOQL = 0.019417
0.00
5000
...
0.01
0000
...
0.01
5
0.02
0000
...
0.02
5000
...
0.03
0000
...
0.03
5000
...
0.04
0000
...
0.04
5
0.05
0000
...
0.05
5000
...
0.06
0000
...
0.06
5000
...
0.07
0.07
5000
...
0.08
0000
...
0.08
5000
...
0.09
0000
...
0.09
5000
... 0.1
0
0.005
0.01
0.015
0.02
0.025
AOQ for N very large
AOQ = pa(N – n)p/N = pa(1 – n/N)p ≈ pa p
AOQL is the maximum point on
the curve

Number of inspected items:
If d ≤ c, n units will be inspected.
If d > c, N units will be inspected.
ATI = pa n + ( 1 – pa )*N = n + ( 1 – pa )*( N – n)
If N= 1000, n= 100, c = 3, p= 0.01
pa = 0.9816 and ATI = 116.56
Chapter 15 Dr. Shokri Selim, KFUPM 35
Average total inspection

Chapter 15 Dr. Shokri Selim, KFUPM 36
ATI = n + ( 1- pa )*( N – n)
ATI for sampling plan: n = 89, c = 2 for lot sizes of 1000, 5000, 10,000
Does the behavior of the graph makes
sense?

• If AOQL is specified, the solution is not unique• We find n and c that minimize ATI given some AOQL
value
Chapter 15 Dr. Shokri Selim, KFUPM 37
Selection of n and c based on AOQL and ATI

Chapter 15 Dr. Shokri Selim, KFUPM 38
• n1 = sample size on the first sample
• c1 = acceptance number of the first sample
• n2 = sample size on the second sample
• c2 = acceptance number of the second sample
• If d1 in the first sample is ≤ c1 accept the lot
• If d1 in the first sample is > c2 reject the lot
• Otherwise take 2nd sample.• If d1 + d2 ≤ c2 accept the lot
• Otherwise, reject the lot.
Double Sampling Plans
Double, multiple, and sequential sampling

Chapter 15 Dr. Shokri Selim, KFUPM 39

Chapter 15 Dr. Shokri Selim, KFUPM 40

Chapter 15 Dr. Shokri Selim, KFUPM 41
HW: read the advantages and disadvantages
Advantage of double sampling over single sampling plans

Chapter 15 Dr. Shokri Selim, KFUPM 42
0,
)2(,2
)1(,1
1
sample second on the acceptance of probabilty be
samplefirst on the acceptance of probabilty be
samples combind theof acceptance of probabilty be
221
12211
12211
01
1 111
1
dcdP
ccdcdP
ccdcdPP
ppd
nP
PPP
P
P
PLet
IIa
dndc
d
Ia
IIa
Iaa
IIa
Ia
a
Constructing the OC curve for double sampling plans

Chapter 15 Dr. Shokri Selim, KFUPM 43
Primary OC curve
Supplementary OC curve
Supplementary OC curve

Example
Chapter 15 Dr. Shokri Selim, KFUPM 44
n1 = 50, C1 = 3, n2 = 150, C2 = 6
0,61,52,4 212121 ddPddPddPP IIa
21
2
2221
2
2221
116
0,6
115
1,5
114
2,4
66121
1
02
255121
2
02
244121
nn
d
dndn
d
dndn
pppn
ddP
ppd
npp
nddP
ppd
npp
nddP

Chapter 15 Dr. Shokri Selim, KFUPM 45
It is the average number of inspected units
ASN = n1 + n2 Pr( c1 < d1 ≤ c2 )
What is the assumption here ?
The assumption
We complete the inspection of the second sample even after the total number of
defectives has exceeded c2
The average sample number

Chapter 15 Dr. Shokri Selim, KFUPM 46
It is stoppage of sampling when the rejection condition is satisfied
Do not do it with the first sample
Why ?
To be able to estimate the fraction defective.
However, can do on the second
sample.
Curtailment

Rectifying Inspection with double sampling
Chapter 15 Dr. Shokri Selim, KFUPM 47
N
pnnNPnNPAOQ II
aI
a 211
1 1 2
1 2 1 2
1
1 1
I IIa a a
Ia a
ATI n P n n P N P
n n P N n n P
If all defective items are discovered, either in sampling or 100% inspection, and are replaced with good ones:

Multiple Sampling Plans
Chapter 15 Dr. Shokri Selim, KFUPM 48
Cumulative sample size
Acceptance number
Rejection number
20 0 340 1 460 3 580 5 7
100 8 9
Example:

Chapter 15 Dr. Shokri Selim, KFUPM 49
Cumulative sample size
Acceptance number
Rejection number
20 0 340 1 460 3 580 5 7
100 8 9
At the completion of stage i:
If d1 + d2 + … + di ≤ acceptance number → Accept lot
If d1 + d2 + … + di ≥ rejection number → Reject lot
Otherwise take the next sample
Usually, the first sample is inspected 100%.
Usually, subsequent samples are subject to curtailment

Chapter 15 Dr. Shokri Selim, KFUPM 50
Cumulative sample size
Acceptance number
Rejection number
20 0 340 1 460 3 580 5 7
100 8 9Suppose d1 = 1
Take 2nd sample, what value of d2 will result in accepting lot?
what value of d2 will result in rejecting lot?
suppose d2 = 1
Take 3nd sample, what value of d3 will result in accepting lot?
what value of d3 will result in rejecting lot?

The values of the d’s that lead to lot acceptance
Chapter 15 Dr. Shokri Selim, KFUPM 51
0 3 0 1 2 d1
1 4 0 1 2 0 1 d2
3 5 0 1 2 0 1 0 1 2 0 1 0 1 d3
5 7 0 1 2 0 1 2 0 1 2 0 1 0 1 2 d4
8 9 0 1 2 0 1 2 0 1 2 0 1 2 d5
Cumulative sample size
Acceptance number
Rejection number
20 0 340 1 460 3 580 5 7
100 8 9

Item by Item Sequential Sampling Plans
The x-axis shows cumulative number of items inspected.
The y-axis shows cumulative number of defectives
If the point is between the two lines, take one more item
If the point falls on or above the top line, reject lot
If the point falls on or below the bottom line, accept lot
Chapter 15 Dr. Shokri Selim, KFUPM 52

Chapter 15 Dr. Shokri Selim, KFUPM 53
Given p1 and 1-α, p2 and β.
)1()1(
log
11
log1
log
linerejection The
)1()1(
log
11
log1
log
:line acceptance The
21
12
2
1
21
12
2
1
pppp
pp
n
y
pppp
pp
n
y
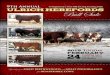
Suppose p1 = 0.01, α = 0.05,
p2 = 0.06, β = 0.1
ny
ny
028.057.1
linerejection The
0.028n-1.22
)06.01(01.0)01.01(06.0
log
06.0101.01
log05.01
1.0log
:line acceptance The
The acceptance and rejection lines

Chapter 15 Dr. Shokri Selim, KFUPM 54
Sequential sampling could be truncated if the number of units inspected reaches three times the sample size of the equivalent single sample plan
For the previous example, the equivalent single sample plan has n = 89. If sentencing does not takes place after 267 units, stop sampling and accept lot
Truncation of sampling

Chapter 15 Dr. Shokri Selim, KFUPM 55Chapter 15 Dr. Shokri Selim, KFUPM 55
Homework
Project 1:Suppose the fraction defective is 0.05, find the ASN for double sampling plan defined by (n1 = 50, c1 = 1, n2 = 50, c2 = 2), in case of curtailment at the second sample
Project 2:A single sample plan has n = 50; find c that will result in least ATI and AOQL ≤ 0.01
Project 3:Consider a double sampling plan with n1=50, c1=1, c2 =2. Find the smallest n2 that will result in AQL = 0.01 with α ≤ 0.05, and RQL = 0.1 with β ≤ 0.2.