Embed Size (px)
Citation preview

9
CHAPTER - 2
REVIEW OF LITERATURE
2.1 INTRODUCTION
Hygiene has become essential to human beings way of life. Consumers‟ attitude
towards hygiene and active lifestyle has created a rapidly increasing market for a wide
range of functional textiles, which in turn has stimulated intensive research and
development. Value addition in clothing has changed the global textile scenario.
Research has quite convincingly shown that apparel consumers all over the world are
demanding functionality in the products that they use (Kavitha 2006). When textile
assumes an additional function over and above the conventional purpose, it may be
regarded as speciality or functional textile. To realize our dream of new fibres and
environment friendly wet processing, it is essential to invest in future research and
“researchers”
The textile industry of the future looks very promising – something to revive our
spirits considering the fact that it is considered an obsolete technology. However, the
textile industry is required to shift its emphasis from “quantity” to “quality” and adopt
itself to the dynamism of the market economy (Malik and Parmar , 2000). As a result, the
number of bio functional textiles with an antimicrobial activity has increased
considerably over the last few years, (Kavitha et al., 2006).
Some of the best examples of functionality are the products attributes such as
wrinkle resistance, soil release, flame retardant, oil repellency, fade resistance, UV
resistance, anti allergy, insect repellent, stain release, anti odour, microbial resistance,
fragrance release, protective finishes, skin care additives, insect repellent, deodorizing
fragrance, antimicrobials, cool finish and thermal insulator finish, water proofing finish
and UV stabilizers (Malik and Parmar, 2000). Functional finishes represent the next
10
generation of finishing industry, which make textile materials act by themselves. This
means that they may keep us warm in cold environments or cool in hot environments or
provide us with considerable convenience, support, and even fun in our normal day-to-
day activities (Lewin and Sello, 1984).
Textile and clothing industry normally seen as “traditional industry” is an
important part of the European and Asian manufacturing industry. Because of the
increased competition, the industries have to move towards more innovative, high quality
products in order to differentiate themselves and compete with other competitors. In the
development of fabrics, functional aspects such as anti-bacterial and UV protection are
playing an increased important role (Ramachandran, 2004). To protect the mankind and
to avoid cross contamination, a special finish like antimicrobial finish has become
necessary. As consumers have become more aware of hygiene and potentially harmful
effects of microbes, the demand for antimicrobial finished clothing is increasing (Kwong,
2006).
2.2 ANTIMICROBIAL FINISH
2.2.1 Need for Antimicrobial Finish in Textiles
“The consumers are now increasingly aware of the hygienic life style and there is
a necessity and expectation for a wide range of textile products finished with
antimicrobial properties”, says Shanmugasundaram (2007).
The term 'antimicrobial' refers to a broad range of technologies that provide
varying degrees of protection for textile materials against microorganisms.
Antimicrobials are very different in their chemical nature, mode of action, impact on
people and the environment, handling characteristics, durability, costs, regulatory
compliance, and how they interact with microorganisms White W C, Bellfield R, Ellis J
and Vandendaele I P et al., (2010). The purpose of imparting antimicrobial activity to
textiles is to protect the material from microbial attack, prevent the transmission and
spreading of pathogenic microorganisms, inhibit odour development resulting from
microbial degradation, and creating a material that will act as preventive and/or curative
11
treatment. Ideal antimicrobial finishing needs to fulfill a number of requirements in order
to achieve the maximum benefit from antimicrobially functionalized textile products. An
antimicrobially-treated material is defined as being hygienic and, therefore, should have
the following requirements (Hashem, Ibrahim, El-Sayed, El-Husseiny, El-Enany et al.,
2009). Effective inhibition against a broad spectrum of bacterial and fungal species, non-
toxicity to the consumer, manufacturer and the environment, durability, compatibility
with resident skin micro biota, and other finishing processes, avert from irritations and
allergies, applicability with no adverse effects on the quality or appearance of the textile.
In recent years, great interest in the antibacterial finishing of fibres and
fabrics for practical applications has been observed (Worley, Sun et al., 2001). Most
textile materials currently used in hospitals and hotels are conducive to cross-infection or
transmission of diseases caused by micro-organisms. Textiles for medical and hygienic
use have become important areas in the textile industry. In general, antimicrobial
properties can be imparted to textile materials by chemically or physically incorporating
functional agents onto fibres or fabrics. The antimicrobial properties of such textile
materials can be grouped into two categories, temporarily or durably functional fabrics.
Temporary biocidal properties of fabrics are easy to achieve in finishing, but easy
to lose in laundering. Durability has generally been accomplished by a common
technology, a slow-releasing method. According to this method, sufficient antibacterial
agents are incorporated into fibres or fabrics by means of a wet finishing process. The
treated fabrics deactivate bacteria by slowly releasing the biocide from the materials.
However, the antibacterial agents will vanish completely if they are impregnated in
materials without covalent bond linkages. Some successful examples of chemically
incorporated techniques have been noted. Sun, Xu et al., (1999) obtained antimicrobial
textile materials based on helamine chemistry. These materials have demonstrated
biocidal properties against a wide range of pathogens, and are also non-toxic and
environmentally friendly. In that approach, a dimethylol hydration derivative,
dimethylol-5,5-dimethylhy-danation, was used in chemical treatment of cellulose and
subsequent chlorine bleaching can convert unreacted amide or imides bonds in the
hydration. Anti-microbial cellulosic fabrics were developed by means of the use of

12
1,2,3,4-butanetetracarboxylic acid and citric acid, together with subsequent oxygen
bleaching. Carboxylic acids have been converted to peroxyacids by being reacted with
hydrogen peroxide under acidic conditions, while carboxylic acid groups can be
incorporated into cellulose fabrics. Polymeric materials containing such moieties were
found to exhibit oxidative potentials, in particular antibacterial activities against
Escherichia coli (Zhishen, Dongfen, Weiliang et al., 2001).
The inherent properties of the textile fibres provide room for the growth of
microorganisms. Besides, the structure of the substrates and the chemical processes may
induce the growth of microbes. Humid and warm environment still aggravate the
problem. Infestation by microbes causes cross infection by pathogens and develop odour
where the fabric is worn next to skin. In addition, the staining and loss of the performance
properties of textile substrates are the results of microbial attack. Basically, with a view
to protecting the wearer and the textile substrate itself antimicrobial finish is applied to
textile materials Ramachandran et al., (2004).
Antimicrobial are used on textiles to control bacteria, fungi, mold, mildew, and
algae and the problems of deterioration, staining, odour and health concerns that they
cause. In the broad array of microorganisms there are both good and bad types. Control
strategies of the bad organisms must include consideration of being sure that non-target
organisms are not affected or that adaptation of microorganisms is not encouraged.
Microorganisms cause problems with textile raw materials and processing
chemicals, wet processes in the mills, roll or bulk goods in storage, finished goods in
storage and transport, and goods as they are used by the consumer. This can be
extremely critical to a clean room operator, a medical facility, or a food processing
facility, or it can be an annoyance and aesthetic problem to the athlete or normal
consumers. The economic impact of microbial contamination is significant and the
consumer interests and demands for protection is at an all time high.
Antibacterial fabrics are important not only in medical applications but also in
terms of daily life usage. The application of antimicrobial finishes to textiles can prevent

13
bacterial growth on textiles (Jakimiak et al., 2006). Antibacterial textile production has
become increasingly prominent for hygienic and medical applications. The antimicrobial
agents can be antibiotics, formaldehyde, heavy metal ions (silver, copper) (Gouda, 2006;
Seshadri and Bhat, 2005) quaternary ammonium salts with long hydrocarbon chains
(Goldsmith et al.,1954; Lashen, 1971; Seshadri and Bhat, 2005), phenol and oxidizing
agents such as chlorine (Goldsmith et al.,1954), chloramines, hydrogen peroxide, ozone
(Gouda, 2006). Antimicrobial Finish is important for general textiles and high
performance applications where the chance of microbial growth is high.
Antimicrobials fabrics gained significant importance due to their wide acceptance
as surgical apparels, baby clothing and undergarments.
In the last few decades, with the increase in new antimicrobial fibre technologies
and the growing awareness about cleaner surroundings and healthy lifestyle, a range of
textile products based on synthetic antimicrobial agents such as triclosan, metal and their
salts, organometallics, phenols and quaternary ammounium compounds, have been
developed and quite a few are also available commercially (Purwar and Joshi, 2004)
Although the synthetic antimicrobial agents are very effective against a range of microbes
and give a durable effect on textiles, they are a cause of concern due to the associated
side effects, action on non-target microorganisms and water pollution. Hence, there is a
great demand for antimicrobial textiles based on ecofriendly agents which not only help
to reduce effectively the ill effects associated due to microbial growth on textile material
but also comply with the statutory requirements imposed by regulating agencies.
Cellulose fibres have found a broad application in medical textile field owing to
the unique characteristic, such as high moisture and liquid adsorption, low impurity
content, antistatic behavior, and good mechanical properties. However, cellulose fibres
provide an excellent surface for microorganisms‟ growth. Due to their molecular
structure and a large active surface area, cellulose fibres, may be an ideal matrix for the
design of bioactive, biocompatible, and intelligent materials (Vigo 2001; Stashak,
Farstvedt et al., 2004).
14
According to the literature cellulose fibres are one of the most interesting basic
materials for antimicrobial fictionalization. The surface modification of the cellulose
fibres is currently considered to be the best route for obtaining modern functionality on
textiles for the use in medical applications. However, in spite of various techniques used
for fibre fictionalization in order to impart antimicrobial properties and to develop
biomedical products, there is still a large gap within the research field of interactions
between bacterial and fungal systems and bioactive surfaces of medical textile materials.
Standard test methods are commonly applied to determine the efficiency of antimicrobial
agents. These methods do not usually reflect in-use circumstances, because the majority
of tests have only been performed in liquid media and not on dry, complex heterogeneous
systems such as functionalized fibrous materials. Testing and evaluating antimicrobial
efficiency in laboratory conditions with respect to the real-life environment is rather
challenging. Thus, the test selected and interpretations made may vary on the basis of the
different capability of antimicrobial action. The evaluation of any antimicrobial test
results requires a thoughtful and basic understanding of microbiology, understanding the
strengths and limitations of each test and understanding the mode of action of the
antimicrobial agent in question (White, Bellfield, Ellis, Vandendaele et al., 2010).
Following are the major requirement for an effective antimicrobial finish:
1. Durability to washing, dry cleaning and hot pressing
2. Selective activity to undesirable microbes
3. It should not produce harmful effects to the manufacture, user and the
environment
4. It should compile with the statutory requirements of regulating agencies
5. Compatibility with the chemical processes
6. Easy method of application
7. No deterioration of fabric quality
8. Resistant to the body fluids
9. Resistant to disinfectant/sterilization
10. Quick acting and effective in killing or inhibiting the growth of a broad spectrum
of microbes
15
11. Non-selective and non-mutable to pathogens
12. Fast to repeated laundering, dry cleaning and exposure to light
13. Safe and comfortable to wear (No irritation to skin)
14. Minimal environmental impact
15. Compatible with other finishing agents
16. Low cost
Antimicrobial treatment for textile materials in necessary to fulfill the following
objectives:
1. To avoid cross infection by pathogenic microorganisms.
2. To control the infestation by microbes
3. To arrest metabolism in microbes in order to reduce the formation of odour.
4. To safeguard the textile products from staining, discoloration and quality
deterioration
2.2.2 Need for Herbal Antimicrobial Finish
There is significant development in investigation of eco-friendly, natural
antimicrobial finish for application on textile substrate.
The following requirements need to be satisfied to obtain maximum benefits out
of the finish:
1. Durability to washing, dry-cleaning and hot pressing.
2. Selective activity to undesirable microorganisms.
3. Should not produce harmful effects to the manufacturer, user and the environment.
4. Should comply with the statutory requirements of regulating agencies.
5. Compatibility with the chemical processes.
6. Easy method of application. No deterioration of fabric quality.
7. Resistant to body fluids; and resistant to disinfections / sterilization
16
The natural variants possess more potential for investigation because of following
reasons:
1. Eco-friendly
2. Least toxicity
3. Suitability for next-to-skin innerwear
4. Vast scope of research to counteract microbe‟s resistant development towards
antimicrobial finishes
5. Safe handling.
Nature has been a source of medicinal agents and has been isolated from natural
sources. Many of these isolations were based on the uses of the agents in traditional
medicine. The plant-based, traditional medicine systems continue to play an essential role
in health care (Purwar et al., 2008). Among these, development of antimicrobial textile
finish is highly indispensable and relevant since garments are in direct contact with
human body (Sathianarayanan et al., 2010). Though a number of commercial
antimicrobial agents have been introduced in the market, their compliance to the
regulations imposed by international bodes like EPU is still unclear (Pratruangkrai et al.,
2006.) The herbal antimicrobial finishes overcome the disadvantages of chemical
finishes. They will not cause damage to the fabrics, are eco-friendly, non-toxic, non
allergic and since naturally occurring herbs are used, the cost factor is also feasible (Thiry
et al., 2005). Extracts of medicinal herbs-in particular essential oils-have shown many
potential applications in folk medicine, fragrance, cosmetic, phyto-preparations and food
technology as reported by several researchers (El Astal, Aera and Kerrit et al., 2005).
Several medicinal and herbal plants are indigenous to the Mediterranean region (Panizzi,
Flamini, Cioni and Morelli et al., 1993; Tyler, Speedie and Robbers et al., 1996. Viuda-
Martos, Ruíz-Navajas, Fernández-López and Pérez-Álvarez et al., 2007) the unique
geographical locations of Jordan led to the diversity in its ecological and climate regions.
Aromatic plants have been used in folk medicine as antimicrobial agents since ancient
times (Al-Qura‟n S et al., 2008).

17
Bojana Boh and Emilknz(2006) discuss the micro encapsulation of essential oils
and phase change materials for application in textile products. Essential oila of
lavender(Lavandula hybrid), Rosemary(Rosmarinus officinalis) and sage (Salvia
officinalis) in mixtures with iso propylmyristate as a solvent were used as anti microbial
active agents. The treated products were considered as textile shoe insoles which would
resist bacteria.
2.2.3 Microorganisms involved in textiles
Mould, mildew, fungus, yeast, bacteria and virus (micro-organisms) are part of
our everyday lives. There are both good and bad types of microorganisms. The thousands
of species of micro-organisms that exist are found everywhere in the environment, on our
garments and on our bodies. Microbes, their body parts, metabolic products and
reproductive parts, cause multiple problems to textiles. These are human irritants,
sensitizers, toxic-response agents, causers of disease and simple discomforting agents.
2.2.3.1 The Microbial Growth Promoters
The human skin is usually crowded with innumerable microbes. In favourable
conditions certain bacteria can grow from a single germ to million in a very short period
of time. They can double every 20 to 30 minutes in a warm and most micro climate that
has plenty of food for them, e.g. perspiration and other body secretion, skin particles, fats
and leftovers from worn out threads. The common promoters are as following:
1. Temperature
2. Moisture
3. Dirt
4. Receptive Surface
5. Perspiration
6. Food Particles
7. Textile Finishes
18
Although microbes can be useful in many ways e.g. in brewing, baking and
biotechnology, they can also be harmful to both textile and humans. The various effects
of microbes are stated as follows:
1. Bad Odour
2. Skin and Soft Tissue Infections
3. Staining of Fabric
4. Slick slimy handle
5. Loss of Functional Properties
6. Decrease in Life of textile
Cotton textiles in contact with the human body offer an ideal environment for
microbial growth. Microbes are the tiniest creature not seen by naked eyes. They include
a variety of microorganisms like bacteria, fungi, algae and virus. Bacteria are unicellular
organisms which grow rapidly under ideal condition like moisture and warmth.
Subdivision of the bacteria family includes two classes Gram positive and Gram
negative, of which Staphylococcus aureus and Klebsiella pneumoniae respectively are
the typical examples. Some specific types of bacteria are pathogenic and cause cross
infection. Fungi, moulds or mildew are complex organisms with slow growth rate. They
stain the fabric and deteriorate its performance properties. To protect the textiles and
mankind from pathogen and to avoid cross infection, a special finish like antimicrobial
finish has become necessary (Ramachandran et al., 2004).
The mechanism is either on the cell during the metabolism or within the core
substance (genome). Oxidizing agents such as aldehydes, halogens and proxy compounds
attack the cell membrane, get into cytoplasm and affect the enzymes of the micro-
organism. Coagulants, primary alcohols irreversibly denature the protein structure.
Radical formers like halogens, isothiazones and peroxy compounds are highly reactive
due to the presence of free electrons. These compounds virtually react with all organic
structure in particular risk to nucleic acids by triggering mutations and dimerization.
There are many natural/herbal products which show antimicrobial activities (Cowan
et al., 1999).
19
Microbial shedding from our body contributes to microorganism spreading into a
textile material either directly in clothes or on surrounding textiles. Recent studies
strongly support that contamination of textiles in clinical settings may contribute to the
dispersal of pathogens to the air which then settle down and infect the immediate and
non-immediate environment. It is one of the most probable causes of hospital infections
(Borkow and Gabbay. et al., 2008).
Typically, pathogenic microorganisms like Klebsiella pnuemoniae, Pseudomonas
aeuroginosa, Staphylococcus epidermidis, Staphylococcus aureus and Candida albicans
have been found on textiles. In addition, microorganism proliferation can cause
malodours, stains and damage the mechanical properties of the component fibres that
could cause a product to be less effective in its intended use. Additionally, may promote
skin contamination, inflammation and in sensitive people, atopic dermatitis (Haug et al.,
2006).
2.2.4 Functional Finishes on Textiles
Fuctionalization of textile materials can be defined as a process which provides
functional properties to textile and clothing materials. Functional properties can be
obtained either by:
• The fibre itself (characteristics of the polymer or additives before fibre spinning)
• Yarn, fabric or material construction (for instance, with different fibres or
different layers)
• Textile finishing
This can be made by all the traditional technologies, such as: exhaustion, padding,
low add-on processes, foam application, printing, coating, etc. The innovative effects are
assured by the application of specialty chemicals which can be applied by means of new
alternative supports, such as microencapsulation, by using cyclodextrines. These
alternatives are now very important for the application of several functional finishes,
especially when a long term effect is intended, with controlled release of chemicals. The
emergence of the so-called “nanotechnologies” opens also a wide range of new

20
possibilities. In many cases, the functional properties involve a surface modification,
which can be obtained by means of chemical modification, by the application of a surface
layer or by more environmental friendly treatments such as the use of enzymes or
physical modification (based namely on plasma technology).
The consumers are demanding textile products with higher performances, even in
the “traditional” clothing and home textiles areas. In fact, significant product
differentiation in the area of textiles can be achieved by high performance properties, in
parallel with visual appearance. Some of these properties were developed mainly for
“protective” clothing but nowadays they are often present in functional textiles used for
“normal” clothing. Many fabric producers are devoting more and more attention to try to
put into the market products with new effects that can represent an important added value
(Almeida et al., 2005).
Functional properties can be defined as all the effects that are beyond the pure
aesthetic and decorative functions. They include a large range of properties that in some
cases can be also classified as “smart properties”, which means that they grant to the
textiles the capacity of acting according to an external stimulation. Multiple functions are
often required, leading to what we can call multifunctional textiles. Functionalization of
textiles has been considered as one of the important topics to be included in the
“European Technology Platform for the Future of Textiles and Clothing” which is being
developed with the coordination of EURATEX with the scientific support of
TEXTRANET and AUTEX. A specific group called: Fictionalization of textiles and
related processes has been created, but the subject “functionality” or “fictionalization of
textiles” appears in the reports presented by all the nine Thematic Expert Groups which
prepared the research agenda for the future (EURATEX 2006).
The many antimicrobial agents used in textile applications include halogenated
salicylic acid, anilides, aromatic halogen compounds, chlorinated diphenylethers
(Triclosan), benzoic esters, metal compounds (e.g., Ag, Zn, Cu), quaternary ammonium
compounds, and chitosan. Antimicrobial agents can be integrated into the fibres directly
or can be applied to textile surfaces by conventional textile finishing processes. The
21
main advantages of finishing are higher productivity and relatively low processing cost.
However, many textiles finished this way have lower durability against repeated home
launderings than the fabrics consisting of antibacterial fibres.
2.2.5 Antimicrobial Finishing Methodologies
The antimicrobial agents can be applied to the textile substrates by exhaust, pad-
dry-cure, coating, spray and foam techniques. The substances can also be applied by
directly adding into the fibre spinning dope. It is claimed that the commercial agents can
be applied online during the dyeing and finishing operations. Various methods for
improving the durability of the finish include:
1. Insoulbilisation of the active substances in / on the fibre.
2. Treating the fibre with resin, condensates or cross-linking agents.
3. Micro encapsulation of the antimicrobial agents with the fibre matrix.
4. Coating the fibre surface.
5. Chemical modification of the fibre by covalent bond formation.
6. Use of graft polymers, homo polymers and / or co-polymerization on to the fibre.
2.2.6 Types of Antimicrobial Agent
There are several different classifications for antimicrobial agents in the literature
according to the chemistry, the mechanism of antimicrobial activity, efficiency, and
washing-resistance (Gao, Cranston 2008, Coman, Oancea, Vrînceanu 2010, Schindler,
Hauser 2004, Simoncic, Tomsic 2010, Ramachandran, Rajendrakumar, Rajendran 2004).
Consistent with these studies, antimicrobial substances can be divided into biocides and
biostats, leaching and bound antimicrobials, controlled-release and barrier-forming
agents, synthetic and natural, and agents of poor and of good washing resistance
(Simoncic, Tomsic et al., 2010). In general, the antimicrobial agents can have a biocidal
or biostatic effect on microbial growth rates. Whilst the biocides (bactericides and
fungicides) cause the death of microorganisms, the biostats (bacteriostats and fungistats)
lead to the inhibition of the microorganisms‟ growth. The mode of action is strongly
dependent upon the concentration of the active substance in the textile. The minimum

22
inhibitory concentration (MIC) is required for biostatic activity, while the minimum
biocidal concentration (MBC) should be exceeded for biocidal activity. Many
commercially-used antimicrobial products, e.g. silver, triclosan, polyhexamethylen
biguanid (PHMB) and quaternary ammonium compounds are biocides (Gao, Cranston et
al., 2008).
2.2.7 Mechanism of Antimicrobials
Development of antimicrobials for clinical use has been most successful in
targeting essential components of 5 general areas of bacterial metabolism: cell wall
synthesis, protein synthesis, RNA synthesis, DNA synthesis, and intermediary
metabolism. It is beyond the scope of this discussion to cover each of these areas in
detail. Instead, focus on some recent developments in novel inhibitors that target dual
steps in cell wall synthesis, in understanding the pathways by which antimicrobial agents
of diverse types may effect cell killing, and in understanding the interactions of
quinolones with their dual targets and the consequences of these interactions (David,
Hooper et al., 2012). Mechanisms of action of antibacterial agents are given below
● Interference with cell wall synthesis
β-Lactams: penicillin, cephalosporin, carbapenems, Monobactams
Glycopeptides: vancomycin, teicoplanin
● Protein synthesis inhibition
Bind to 50S ribosomal subunit: macrolides, chloramphenicol, clindamycin, quinupristin-
dalfopristin, linezolid.
Bind to 30S ribosomal subunit: aminoglycosides, tetracyclines
Bind to bacterial isoleucyl-tRNA synthetase: mupirocin erference with nucleic acid
synthesis
Inhibit DNA synthesis: fluoroquinolones
Inhibit RNA synthesis: rifampin
23
● Inhibition of metabolic pathway: sulfonamides, folic acid analogues
● Disruption of bacterial membrane structure: polymyxins, daptomycin. (Fred, Tenover
et al., 2006)
On the basis of the number of antimicrobials in clinical use, bacterial cell wall
synthesis has been perhaps the target area most extensively exploited for antimicrobial
development, although bacterial protein synthesis may be a close second. The
components of the cell wall synthesis machinery are appealing antimicrobial targets
because of the absence of counterparts in human biology, thereby providing intrinsic
target selectivity (Somner, Reynolds et al., 1990). It is possible to determine the site in
the synthesis pathway at which an antimicrobial acts by measuring accumulation of
precursors and blocks in development of immature and mature peptidoglycan. β-Lactam
antimicrobials are known to interact with transpeptidase directly, forming covalent
linkages that have enabled the study of their actions by use of labeled β-lactam molecules
to tag these enzymes, which are also designated penicillin binding proteins because of
this property (Goffin, Ghuysen et al., 1998).
Bactericidal activity is a general property of β-lactams, glycopeptides, amino
glycosides, and quinolones. For all of these classes, however, interaction with their
various drug targets, cell wall synthesis for β-lactams and glycopeptides, the bacterial
ribosome for amino glycosides, and DNA gyrase and topoisomerase IV for quinolones,
although a necessary initial event, is not by itself sufficient to affect bacterial lethality.
Subsequent events are required, but the molecular nature of these events has been elusive
(Fan, Moews, Walsh, Knox et al., 1994). β-Lactams as transpeptidase inhibitors thus
block the conversion of immature to mature peptidoglycan. Because many bacteria have
several distinct but essential transpeptidase, β-lactam resistance by target alteration
requires alteration of several targets, making development of high-level resistance by
mutation (Hakenbeck, Grebe, Zähner, Stock et al., 1999).

24
2.2.8 Commercial Antimicrobial Agents and Fibres
Thomsan Research Associates markets a range of antimicrobials under the trade
name Ultra fresh for the textile and polymer industry. Ultra fresh products were
developed to be used in normal textile processes. To incorporate antibacterial into high
temperature fibres like polyester and nylon, it is necessary to use an inorganic
antimicrobial like Ultra fresh CA-16 or PA-42. These must be added as a special master
batch to the polymer mixture before the extrusion process. For fibres such as
polypropylene, which are extruded at lower temperatures, it is possible to use organic
antimicrobials such as Ultra fresh Nm-100, Dm-50 or XQ-32. In the case of Rossari.s
Fabshield with AEGIS microbe shield programme, the cell membrane of the bacteria get
ruptured when the microbes come in contact with the treated surface; thus, preventing
consumption of antimicrobial over a period of time and remain functional throughout the
life of the product. The active substance 3-Trimethoxy silyl propyl dimethyl octadecyl
ammonium chloride gets attached to the substrate either through bond formation on the
surface or by micro polymer-sing and forming a layer on the treated surface; the
antimicrobial agent disrupts the cell membrane of the microbes through physical and
ionic phenomena. Ciba Specialty Chemicals markets Tinosan AM 110 as a durable
antimicrobial agent for textiles made of polyester and polyamide fibres and their blends
with cotton, wool or other fibres.
Tinosan contains an active antimicrobial (2, 4, 4'-Trichloro-2' - hydroxyl-
dipenylether) which behaves like a colorless disperse dye and can be exhausted at a very
high exhaustion rate on to polyester and polyamide fibres when added to the dye bath.
Clariant markets the Sanitized range of Sanitized AG, Switzerland for the hygienic finish
of both natural and synthetic fibres. The branded Sanitized range functions as a highly
effective bacteriostatic and fungistatic finishes and can be applied to textile materials
such as ladies hosiery and tights (Yang et al., 2000).

25
2.2.9 Benefits of Antimicrobial Textiles
A wide range textile product is now available for the benefit of the consumer.
Initially, the primary objective of the finish was to protect textiles from being affected by
microbes particularly fungi. Uniforms, tents, defense textiles and technical textiles, such
as, geo-textiles have therefore all been finished using antimicrobial agents. Later, the
home textiles, such as, curtains coverings, and bath mats came with antimicrobial finish
(Home et al., 2002). The application of the finish is now extended to textiles used for
outdoor, healthcare sector, sports and leisure. Novel technologies in antimicrobial
finishing are successfully employed in nonwoven sector especially in medical textiles.
Textile fibres with built-in antimicrobial properties will also serve the purpose alone or in
blends with other fibres. Bioactive fibre is a modified form of the finish, which includes
chemotherapeutics in their structure, i.e., synthetic drugs of bactericidal and fungicidal
qualities. These fibres are not only used in medicine and health prophylaxis applications
but also for manufacturing textile products of daily use and technical textiles. The field of
application of the bioactive fibres includes sanitary materials, dressing materials, surgical
threads, materials for filtration of gases and liquids, air conditioning and ventilation,
constructional materials, special materials for food industry, pharmaceutical industry,
footwear industry, clothing industry, automotive industry, etc (Rajendran and Anand
et al., 2007).
2.2.10 Evaluation of Antimicrobial Efficiency
Testing the antimicrobial activity of functionalized textiles is consisted of two
categories of standardized test methods, qualitative (AATCC TM147 and AATCC TM30
(antifungal) (American Association of Textile Chemists and Colorists Test Method),
ISO/DIS 20645, EN ISO 20645 and ISO 11721 (International Standards Organization),
and SN 195 920 (921 - antifungal) (Swiss Norm) and quantitative (AATCC TM100, ISO
20743, SN 195924, JIS L 1902 (Japanese Industrial Standard) and ASTM E 2149
(American Society for Testing and Materials). Qualitative methods are mostly based on
the agar diffusion test. They are relatively quick, cheap, simple and well-defined but
subjective (use of ratings) and not appropriate for all kind of textiles and for analyses of
26
efficacy of different antimicrobial agents as they diffuse through agar at different rates or
not at all.
Quantitative Bacterial Reduction Test (AATCC test method 100-2004) (Kwong et al.,
2006)
Quantitative methods are on the other hand more broadly applicable but more
time-intense and expensive as they involve actual microbe enumeration, indicating level
of bactericidal/ fungicidal activity. They can be used for all types of textiles and
antimicrobials and comparisons can be made between different antimicrobial treatments
as well as various treatment levels on the same textile The more commonly used tests
for evaluation of the antimicrobial efficiency are Parallel Streak Method AATCC TM147
and ISO 20645, from among qualitative tests and AATCC TM100, JIS L 1902 and ISO
20743, from among quantitative tests (Coman, Oancea, Vrînceanu 2010; Schindler
Hauser 2004; Swofford 2010; Teufel, Redl 2006).
2.2.11 Advantages of antimicrobial finished cotton fabric
The specific antimicrobial activity or bacteriostatic effects is based on the
difference between the bacteria count of the reference value (Mb value) and the sample
after 18 h of incubation (Mc value). Due to the limitations of the existing system, a new
test system EN ISO20645, SN 195920-1992 /TC/38/WG23 (test methods for
antimicrobial finished textile products) has been evolved by considering the
technological, dermatological and ecological aspects of the finish (Wierzbowska T et al.,
2000).
An antimicrobial finish can be applied to most types of textiles. A wide variety of
antimicrobial finishes are currently being applied to nonwoven textiles to be used as
disposable protective garments in hospitals. Antimicrobials textiles, whether woven,
nonwoven, or knit, can also be made out of any type of fibre content that is suitable for
garment production. The fibre content of an antimicrobial textile must be chosen
carefully. Synthetic fabrics may not be appropriate for some end uses due to the fact that
most synthetic fibres are hydrophobic. This means that fabrics made of synthetic fibres
27
hold a large amount of perspiration wetness in their weave structure than do natural
fibres. This property can cause an increased chance of irritation and odor due to microbial
growth on the body (Purwar et al., 2004).
2.3 OILS
Oil is a naturally occurring substance. The organic residues from the decay of
plants and animals are converted by heat and pressure into petroleum, migrating upwards,
sometimes over extensive areas, either to reach the surface or be occasionally trapped in
to become oil reservoirs Paul, (2002). Oil is one of the most important sources of energy
and is also used as raw material for synthetic polymers and chemicals worldwide
Annunciado et al., (2005), Wei et al., (2003) and Denizceylan and Burakkaracik (2009).
Oil has been a part of the natural environment for millions of years.
Oil is a very complex mixture of many different chemicals Sayed (2003) and a
mixture of components consisting of different hydrocarbons that range from a light gas
(methane) to heavy solids with differing properties. When oil is spilled on water or on
land, the physical and chemical properties of oil change progressively. The process is
referred to as „weathering‟ Paul, (2002), Husseien and Amer (2009), Beom-Goo Lee
James Han and Roger Rowell, (1999), White, (2010).
Oils fall into two main groups, mineral oils and fatty oils. Mineral oils are
distilled from crude petroleum. Fatty oils are expressed or extracted from vegetable
sources such as seeds, fruits and nuts, and from animal tissues and fish. This group also
includes derived products such as oleines, stearines, sulphonated oils, etc.
Mineral oils consist of mixtures of complex hydrocarbons, the chemical
constitutions of which are incompletely understood. When properly refined, mineral oils
are very stable products, i.e. they are unaffected by atmospheric oxygen and do not turn
sticky and gummy, nor do they discolor under the influence of sunlight. They are
indifferent to the attack of most chemicals, and are not decomposed or saponified by
caustic alkalis as are the fatty oils. Thus they are termed unsaponifiable. Fatty oils form
soaps under these conditions and are therefore termed saponifiable.
28
The textile industry, generally requires those oils as lubricants which do not dry
and produce hardened films on the fibre, since such films cause great difficulty in the
subsequent operations of scouring, dyeing, and finishing. The whole problem concerning
these changes is one of practical importance, and a solution of commercial value is very
desirable since expensive oils, such as olive, should not degenerate in textile practice, but
retain the properties of original oiliness and viscosity for a period of several months.
The essential oils (EOs) from many plants are known to possess antibacterial and
antifungal activity (Burt, Vlielander, Haagsman and Veldhuizen (2005) Dorman and
Deans et al., 2000) EOs has been empirically used as antimicrobial agents, but the
spectrum of activity and mechanisms of action remain unknown for most of them. Since
the beginning of human civilization, medicinal plants have been used by mankind for its
therapeutic value.
On the subject of the application of vegetable oils to textile fabrics, two recently
published papers offer very interesting data. The paper by Stefanovic et al., (2014) deals
with the effect of aqueous emulsions of vegetable oils on the wrinkle recovery properties
of 100% cotton fabric.
Six vegetable oils (rapeseed oil, Olive oil, Coconut oil, Safflower oil, Linseed oil
and modified sunflower oil) with different fatty acid profiles were used. The results
prove that the fatty acid profile is an important factor affecting the wrinkle recovery
properties of treated cotton fabrics. The results show better wrinkle properties with the
increase in the concentration of the active agents. It has been found that better recovery
is due to the formation of a microfilm around the fibres and yarns that reduces the friction
coefficient.
The other paper by Jiratumnukul et al., (2006) is concerned with the application
of fatty esters obtained from vegetable oils which was found to improve the water
repellent properties of cotton fabrics. In this work, cotton fabrics were treated with
modified fatty esters obtained from rice bran oil compared to those obtained from
Sunflower oil and Palm oil. The results showed that Palm oil ester derivative imparted
29
higher water repellency than other oils. However one disadvantage in this process was
the yellowing of fabric with ester derivative of oils. It is pertinent to note that both these
authors have not dealt with the effect of oil application on air permeability, thermal
conductivity, handle & wickability.
Prabakaran et al., (2011) have published an extensive review on oil spill cleanup
by structured fibre assembly. They feel that sorbents made from structured fibre
assembly are found to be the best material to clean up oil spill. The oil sorption and
retention behavior of sorbents are influenced by the material and structure of the sorbets
and oil physical characteristics. This paper reviews about oil spill cleanup with particular
reference to the phenomenon of oil sorption, methods of oil sorption, methods of oil spill
cleanup, characterization of oil sorbent materials, fluid flow through fibrous materials,
types of fibre materials envisaged for making sorbents and test methods for oil sorbents.
The possibility of incorporating scents into polymer fibres has been considered as
an adjunct to the application of oil. There is a renewed interest on aromatherapy using
textile materials Wang et al., (2005). The whole idea is to impart odorless finish to
sportswear.
A detailed review on the antioxidant and anti-inflammatory activities of essential
oils has been published by Maria Grace Migvel (2010). This paper also covers the
methods which are generally used for the evaluation of antioxidant activity and some of
the mechanisms which are involved in the anti inflammatory activities of essential oils.
2.3.1 Herbal Oil
2.3.1.1 Neem Oil
Neem (Azadirachta Indica), an evergreen tree of India, belongs to the plant family
Meliaceae (mahogany). It has been recognized as one of the most promising sources of
compounds with insect control, antimicrobial and medicinal properties (Sing et al.,
1996).

30
Botanical Classification
Kingdom : Plantae
Division : Magnoliophyta
Order : Sapindales
Family : Meliaceae
Genus : Azadirachta
Species : Indica
Neem has been used as a traditional medicine against various human ailments
from ancient times in India and about 700 herbal preparations based on neem are found in
Ayurveda, Siddha, Unani, Amchi and other local health prescriptions. However, neem
has also received a lot of attention worldwide from its potential use as a herbal; pesticide
and other healthcare formulations in countries such as China, USA, France, Germany,
Italy, etc. The active ingredients of neem are found in all parts of neem tree but, the most
important limonids are azadirachitin, salannin and nimbin. The neem extracts have been
widely used in herbal pesticide formulation because of its pest repellent properties. It has
a potential to inhibit growth of bacteria both Gram positive and Gram negative (Joshi et
al., 2008).
Currently, little work has been reported on its textile applications as an
antimicrobial agent. Few patents based on the use of neem oil using microencapsulation
technique have been recently reported (Nathalie et al., 2003). A systematic study on the
treatement of neem seed and bark extracts to cotton and cotton/polyester blend has been
made (Purwar et al., 2008).
Neem (Azadirachta indica) oils have essential fatty acid which helps wound to
keep it moist and gives soft texture and antibacterial effect. Nimbidin is component of
Neem oil which is antibacterial, anti ulcer, analgesic, and anti-fungal where as nimbin
results anti inflammatory effect.

31
2.3.1.2 Aloe Vera Oil
Aloe vera (Aloe barbadensis, miller), belonging to family Liliaceae, is known as
„Lily of the desert‟. Aloe vera has been used as a skin care products for more than 2000
years. In modern times, scientific research has shown that the Aloe leaf contains over 75
nutrients and 200 active compounds, including 20 minerals, 18 amino acids and 12
vitamins. These constituents give the aloe vera gel special properties as a skin care
products which has been used in the USA since the 1970s and is found today in virtually
all cosmetic products. Aloe vera has been used in traditional medicinal practices of many
cultures for a host of curative purpose such as healing of wounds and burns and finds
uses for medical and cosmetic purpose as well as for general health (Rodriguez et al.,
2005). Aloe vera also possesses antifungal and antibacterial properties, which can be
exploited for medical textile applications, such as wound dressing, suture, bioactive
textiles, etc.
Botanical Classification
Kingdom : Plantae
Division : Magnoliophyta
Order : Asparagales
Family : Aloaceae
Genus : Aloe
Species : vera
There are different polysaccharides in Aloe vera, such as glucomannan,
galactogalacturan, glucogalactomannan with different composition ad well as acelyted
mannan or acemannan (Rodriguez et al., 2005). Acemannan a long chain polymer
consisting of randomly acetylated liner D-mannopyranosyl units has immunomodulation,
antimicrobial, antifungal and antitumor properties.
Recently, attempt has been made by Wasif et al., to impart antimicrobial finishing
on cotton woven fabric using Aloe vera extract at various concentrations (5,10,15,20 and
25gpl) in presence of ecofriendly cross-linking agent glyoxal (100gpl) by pad-dry-cure

32
technique. Aloe vera gel on cotton fabric as an antibacterial finishing agent has been
reported in another study (Wasif et al., 2007).
2.3.1.3 Eucalyptus
Eucalyptus (Eucalyptus radiate) has terrific cleansing properties. Eucalyptus oil
has been shown to fight against infection causing bacteria, fungi and virus very
effectively. It is powerful in helping our psoriasis and also it is natural and complements
the skin. The sol-gel immobilization and controlled release of eucalyptol from modified
silica coatings were investigated in order to evaluate the suitability of functionalized
textiles for the following application in skin-friendly textiles with antimicrobial and
antiallergic effects (Haufe et al., 2008). Although it is added into much commercial soap
today, its application on textile substrates is also yet to be explored.
Botanical Classification
Kingdom : Plantae
Order : Myrtales
Family : Myrtaceae
Subfamily : Myrtoideae
Genus : Eucalyptus
Eucalyptus species produces numerous volatile compounds in a large amount as
isoprenoids. The major bio active components for microbial inhibition are 1-8-cineole
and α-terpineol Abubakar E1-Mahamood M (2010)
2.3.1.4 Mustard Oil
The term mustard oil is used for two different oils that are made from mustard seeds:
A fatty vegetable oil resulting from pressing the seeds,
An essential oil resulting from grinding the seeds, mixing them with water, and
extracting the resulting volatile oil by distillation.

33
The pungency of mustard oil is due to the presence of allyl isothiocyanate, an activator of
the TRPA1 channel.
Kingdom : Plantae
Division : Magnoliophyta
Order : Brassicales
Family : Brassicaceae
Genus : Brassica
Species : juncea
2.3.1.5 Sandalwood Oil
Sandalwood oil is an essential oil obtained from the steam distillation of chips and
billets cut from the heartwood of the sandalwood (Santalum album) tree. The best sandal
wood oil of history is distilled from the sandalwood tree of India and Indonesia but again
the best coming from Mysore, India. Sandalwood is an evergreen, parasitic tree that
burrows its roots into other trees. It can grow up to 9 meters (30 feet) high and has a
brown-gray trunk, many smooth slender branches, leathery leaves and small pink-purple
flowers. Sandalwood oil is used in perfumes, cosmetics, and sacred unguents.
Sandalwood oil contains more than 90% sesquiterpenic alcohols of which 50-60% is the
tricyclic α-santalol, β-Santalol comprises 20-25%. Sandalwood essential oil is used in
ayurvedic medicine for the treatment of both somatic and mental disorders. Sandalwood
is much in demand as incense and has a calming effect during meditation. The price of
this very fine oil too sore and become one of the most expensive essential oils in the
market. It appears as a principal ingredient in over 50% of all women‟s quality perfumes
and some 30% of men‟s fragrances. The early Arab perfume makers used sandal wood
mainly in pulverized or sawdust from as a base for solid perfumes and incenses.
Kingdom : Plantae
Order : Santalales
Family : Santalaceae
Genus : Santalum
Species : album

34
2.1.3.6 Olive oil:
Olive oil is a fat obtained from the olive (the fruit of Olea europaea; family
Oleaceae), a traditional tree crop of the Mediterranean Basin. The oil is produced by
pressing whole olives.
It is commonly used in cooking, cosmetics, pharmaceuticals, and soaps and as a
fuel for traditional oil lamps. Olive oil is used throughout the world, but especially in the
Mediterranean countries and, in particular, in Spain, Portugal, Italy, and Greece, which
has the highest consumption per person.
Kingdom : Plantae
Order : Lamiales
Family : Oleaceae
Genus : Olea
Species : europaea
Olive oil is a fat obtained from the fruit of the Olea europaea (olive tree), a
traditional tree crop of the Mediterranean region, where whole olives are pressed to
produce olive oil.
2.3.1.7 Sesame oil
It is an edible vegetable oil derived from sesame seeds. Besides being used as a
cooking oil in South India, it is often used as a flavor enhancer in Chinese, Japanese,
Middle Eastern, Korean, and Southeast Asian cuisine.
The oil from the nutrient rich seed is popular in alternative medicine – from
traditional massages and treatments to the modern day. The traditional Indian medical
practice of Ayurveda uses sesame oil.
Kingdom : Plantae
Order : Lamiales
Family : Pedaliaceae
Genus : Sesamum
Species : indicum
35
The oil is popular in Asia and is also one of the earliest known crop-based oils,
but world-wide mass modern production continues to be limited even today due to the
inefficient manual harvesting process required to extract the oil.
2.3.1.8 Dry ginger oil
The Latin name, Zingiber is believed to derive from the ancient Tamil word,
ingiver which basically means ginger rhizome. The plant currently has a large and diverse
collection of common names reflecting its global popularity and in some languages, fresh
and dried ginger have different names (Ravindran and Babu, 2005).
Z. officinale has a long history as a medicinal herb going back to ancient Greek
and Roman times and is used, in both fresh and dried states, as a home remedy in almost
all countries where it is cultivated (Williamson, 2002; Mabberley, 1997).
Kingdom : Plantae
Family : Zingiberaceae
Genus : Zingiber
Species : officinale
2.3.1.9 Karpooradi Oil:
Karpooradi oil contains tree camphor, which is considered to be an excellent
healer gifted by nature. Since ages, camphor is known for its medicinal properties and is
also used during religious rituals in India.
Karpooradi is effective in treating Vata dosha, healing injuries and to improve
circulation by clearing blockages, if any. It also acts as a good relaxant and regularizes
breathing by breaking down excessive kapha (mucus build up) in the chest, thereby
relieving respiratory congestion. It is also useful when dealing with cramps, pain,
numbness and swelling in the body.
This massage oil regulates body temperature, driving away any sort of
sluggishness. It soothes muscles and nerves and relaxes the body.
36
Karpooradi thailam regulates body temperature, driving away any sort of
sluggishness. It soothes muscles and nerves and relaxes the body, in general. Karpooradi
thailam also helps relieve neck pain, arthritis, frozen shoulder, knee pain and swelling.
2.3.1.10 Clove oil
Clove oil (eugenol) is a main product of Syzygium aromaticum. Bioactivity of
clove oil was explored in size paste as size preservative as well as finishing agent from
cotton textiles to make it antibacterial. The wash fastness of the finished fabric was
improved by using catalyst - KVSI (Sarkar et al., 2003).
Botanical Classification
Kingdom : Plantae
Order : Myrtales
Family : Myrtaceae
Genus : Syzygium
Species : aromaticum
Clove oil is an essential oil from the dried flower buds, leaves and stems of the
tree Syzygium aromaticum (Eastern Hemisphere) or Eugenia caryophyllata and Eugenia
aromaticum (Western Hemisphere) (Schmid R et al., 1972). There are only small
differences between these species and many consider them to be essentially the same.
When applied to growing plants in sufficient quantities, clove oil rapidly
dessicates green tissue by removing the waxy cuticle of the plant and disrupting the cell
membrane. This results in electrolyte leakage from plant cells, causing tissue death.
Clove oil is not translocated in treated plants and provides no residual weed control
(EcoSmart. Matran label). It is only effective as a post-emergent herbicide and provides
burn down of both annual and perennial broadleaf and grass weeds. It is also used as an
insecticide and as a scent attractant is a trap for Japanese beetles, wasps, and other insects
(US Environmental Protection Agency, 2004).
37
Clove oil is a naturally occurring food flavor and is extensively used in fragrance
and flavor formulations for its spicy aroma. Clove oil and its primary ingredient eugenol
have been in widespread use as flavoring and fragrance agents in the United States since
before 1900. The soap and detergent industry is a major user of both materials, and
eugenol is typically used in such products at concentrations in the range of 0.05-0.1%
(v/v). The Environmental Working Group‟s cosmetics database lists 278 cosmetic and
personal care products available over-the-counter that contains eugenol in low
concentrations.
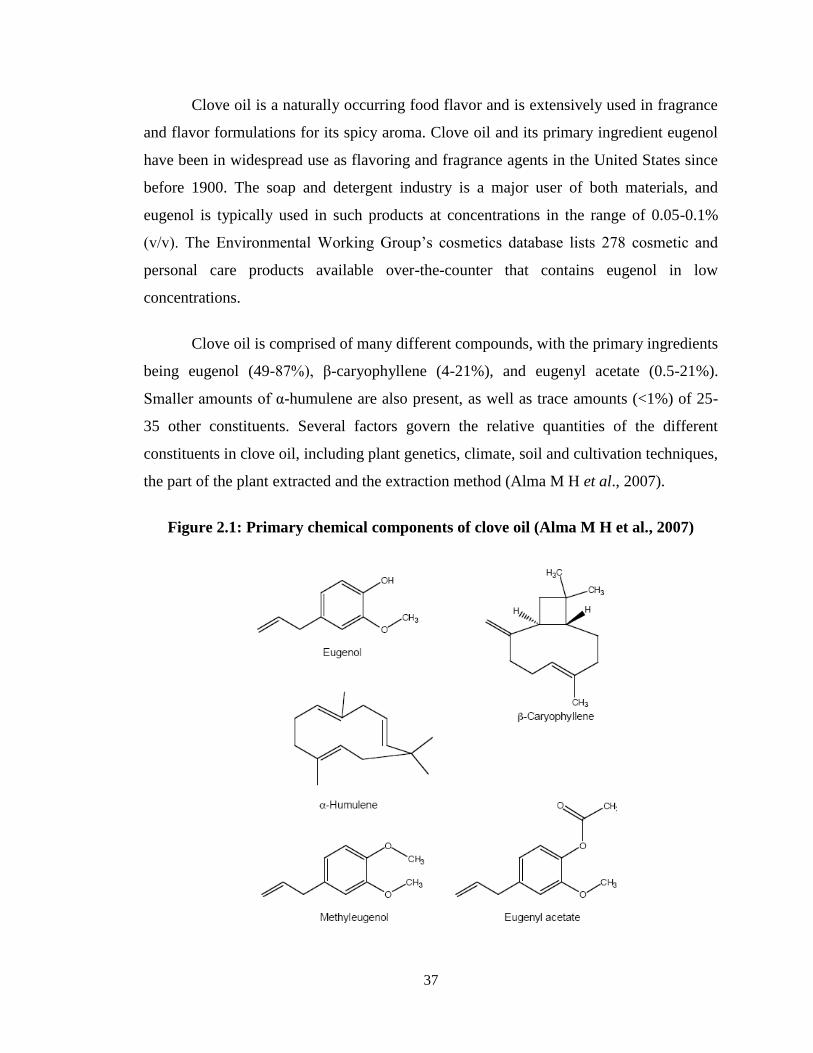
Clove oil is comprised of many different compounds, with the primary ingredients
being eugenol (49-87%), β-caryophyllene (4-21%), and eugenyl acetate (0.5-21%).
Smaller amounts of α-humulene are also present, as well as trace amounts (<1%) of 25-
35 other constituents. Several factors govern the relative quantities of the different
constituents in clove oil, including plant genetics, climate, soil and cultivation techniques,
the part of the plant extracted and the extraction method (Alma M H et al., 2007).
Figure 2.1: Primary chemical components of clove oil (Alma M H et al., 2007)
38
2.3.1.10.1 Active Constituents of Clove Oil
Approximately, 72-90% of the essential oil extracted from cloves has Eugenol.
Other essential oil ingredients of clove oil are,
1. Acetyl eugenol
2. Beta-caryophyllene and vanillin
3. Crategolic acid, tannins, gallotannic acid, methyl salicylate (painkiller)
4. Flavonoids eugenin, Kaempferol, rhamnetin and eugenitin
5. Tri terpenoids like oleanolic acid
The dried buds of cloves contain about 15-20 percent of essential oils and the bulk
of this is eugenol. A kilogram of dried buds provides about 150ml (1/4 of pint) of
eugenol.
2.3.1.10.2 Health Benefits of organically certified clove
Clove is a natural antiviral, antimicrobial, antiseptic and anti-fungal agent. It also
holds aphrodisiac and circulation stimulating capacities. The oil of cloves has been used
in a variety of health conditions including indigestion, generalized stress, parasitic
infestations, cough, toothaches, and headache and blood impurities. In fact, the expert
panel German Commission recently approved the use of its essential oil as a topical
antiseptic and anesthetic (Hansel et al., 2007).
Clove oil is considered safe in small quantities (<1,500 ppm) as a food additive.
However, clove oil is toxic to human cells. If ingested in sufficient quantity or injected, it
has been shown to cause life-threatening complications, including Acute Respiratory
Distress Syndrome, Fulminant Hepatic (Liver) failure and Central Nervous System
Depression; the lethal oral dose is 3.75g per kg body weight.
Traditional uses of clove leaf oil include treating burns and cuts, and it has also
found use in dental care as a pain reliever, and undiluted clove oil may be rubbed on the
gums for treating tooth infections and toothache. There are studies from several decades
ago that show eugenol to be a contact allergen when used in dentistry (Koch et al., 1973).

39
Clove oil is toxic to the liver and nervous system. In all case reports of acute illness or
death, it was ingested (Dobroriz et al., 2004).
Powerful germicidal properties:
Clove is used extensively in dental care for relieving toothache, sore gums and
oral ulcers. Gargling with clove oil can also aid in sore throat conditions and bad breath.
Anti-bacterial
An effective aid for food poisoning, clove oil effectively kills many forms of
bacterial infections from contaminated foods.
Antiseptic
Clove oil can be used to reduce infections, wounds, insect bites and stings.
Anti-fungal
Clove is also effective in reducing fungal infections such as athletes foot.
Skin
Excellent aid for skin disorders, such as acne.
General stress reliever
Clove oil stimulates the circulatory system, clearing the mind and reducing mental
exhaustion and fatigue. It has also been used to aid insomnia, memory loss, anxiety and
depression.
Anti-inflammatory
Clove oil clears the respiratory passages, acting as an expectorant for treating
many upper respiratory conditions including colds, eye styes, bronchitis, sinus conditions,
cough and asthma.
40
Blood Purifier
Not only purifies the blood, but also aids in stabilizing blood sugar levels, and
may have benefits for diabetic individuals.
General Immune System Booster
Clove's antiviral and cleansing properties purify the body, augmenting our
resistance to disease.
Premature Ejaculation
Some research has shown that clove may be useful as an aid for premature
ejaculation.
Indigestion
Clove oil offers a powerful action against gas and bloating. It reduces gas pressure
in the stomach, aiding in the proper elimination of food and toxins. It also relieves the
discomfort of peptic ulcers. Effective for stomach related conditions including nausea,
hiccups, motion sickness and vomiting.
Cancer Prevention
Preliminary studies suggest that clove oil may play a chemo preventative role,
particularly in cases of lung, skin and digestive cancers (Schonfelder I (2004), Wichtl M
(1989) et al.,).
Cardiovascular Health
The active essential oil in clove, eugenol, has been shown to act as an effective
platelet inhibitor, preventing blood clots (Korfers et al., 2009).

41
2.3.1.10.3 Traditional Uses of Clove
Clove is very well known as spice as well as herb all over the world. An English
name clove, has been derived from the Latin word „nail‟ as the shape resembles to small
sized nails. It is widely used for medicinal as well as culinary purposes. Cloves are
actually the dried flower buds of tree that is member of Myrtaceae family. Clove is an
evergreen tree that bears sanguine flowers in clusters. The medicinal uses of this dried
bud are as follows:
2.3.1.10.6 Production of clove oil
The Clove tree provides three types of essential oils including:
The oil from clove leaf
It is known as Clove leaf Oil. It results from the distillation of the withered leaves
of Clove tree. It is mainly produced by farmers in stills craft (mostly built of sheet metal,
rarely in aluminum) scattered throughout the regions and Analanjirofo and Antsinanana.
The yield is 1 to 2 %. Its specification gives a rate of greater than 80% Eugenol.
Primary Use: Chemical, tobacco and cosmetics.
Physical And Chemical Properties
Appearance
Form: liquid mobile, slightly viscous.
Color: Colorless, purple to dark brown
Odour: Spicy, characteristic of Eugenol
Safety Data:
pH: : N/A
Melting point: : N/A
Boiling point: : 251.00°C. @ 760.00 mmHg-lit.

42
Flash point: : >93.3°C
Ignition temperature : N/A
Lower explosion limit : N/A
Upper explosion limit : N/A
Density : 1.036 to 1042 25°C
Solubility : insoluble in water, soluble in alcohol 70°
It does not contain any oxidizing substance known to ignite spontaneously. There
is no risk of explosion at room temperature.
Clove oil from Stem
It is derived from the steam distillation of stems (peduncle) of cloves, by hand
sorting of clove bud for exportation. The yield varies from 4.5 to 6%. The specification
is determined by a rate greater than 85% of Eugenol and rate of eugenyl acetate to 5%.
Main destination: Pharmaceuticals, tobacco and cosmetics.
Physical and Chemical Properties of Clove Stem Oil
Appearance
Form : Liquid mobile, slightly viscous.
Color : Colorless to dark brown
Odor : spicy, characteristic of Eugenol
Safety Data :
pH : N/A
Melting point : N/A
Boiling point : 251.00°C. @ 760.00 mmHg – lit.
Flash point : >100°C
Ignition temperature : N/A
Lower explosion limit : N/A
Upper explosion limit : N/A
Density : 1.42 to 1.63 at 20°C
43
Solubility: insoluble in water, soluble in alcohol 70°
Does not contain any oxidizing substance known to ignite spontaneously
There is no risk of explosion at room temperature.
Clove oil from Bud
This results from the steam distillation of Clove Bud. Best quality, it is mainly
for fine fragrances. It contains more than 80% eugenol and more than 10% eugenyl
acetate. Although, clove bud contains up to 20% of essential oil, but performance rarely
reaches 15% in distillation. Main destination: Perfumery, cosmetics, tobacco and
pharmaceutical industries.
Physical and Chemical Properties of Clove Bud Oil
Appearance
Form : liquid mobile, slightly viscous.
Color : Colorless to dark brown
Odor : spicy, characteristic of Eugenol
Safety Data :
pH: : N/A
Melting point : N/A
Boiling point : 251.00°C. @ 760.00 mmHg – lit.
Flash point : >93.3°C
Ignition temperature : N/A
Lower explosion limit : N/A
Upper explosion limit : N/A
Density : 1.42 to 1.65 at 20°C
Solubility : insoluble in water, soluble in alcohol 70°
Does not contain any oxidizing substance known to ignite spontaneously.
No risk of explosion at room temperature.
44
Phytochemicals are derived from plant and some of them are very useful
antibacterial drug. The medication process includes both the topical and oral application
of these herbs. The growth of micro-organism is inhibited by the oxidation of toxic
phenolic component. Approximately 70-90% essential oil extracted from clove has
eugenol Cown M M (1999). Neem oil has many antiseptic, antibacterial, antiviral and
antifungal qualities.
Dry clove (Syzygium aromaticum) bud contains about 15 to 20% essential oil.
Eugenol is a medicinal component of clove oil and its presence is about 70 to 90%. Other
bioactive medicinal comments of clove oil are acetyl eugenol, crategolic acid, tannins,
gallotannic acid, flavonoids eugenins and eugenitin. Eugenol has been used for
analgesic, local antiseptic, anti-inflammatory and antibacterial effect. Antiseptic
properties of clove oil are useful for wounds as cuts; scabies fungal infection as well as it
can be useful for treating sting and insect bites Ayoola et al., (2008).
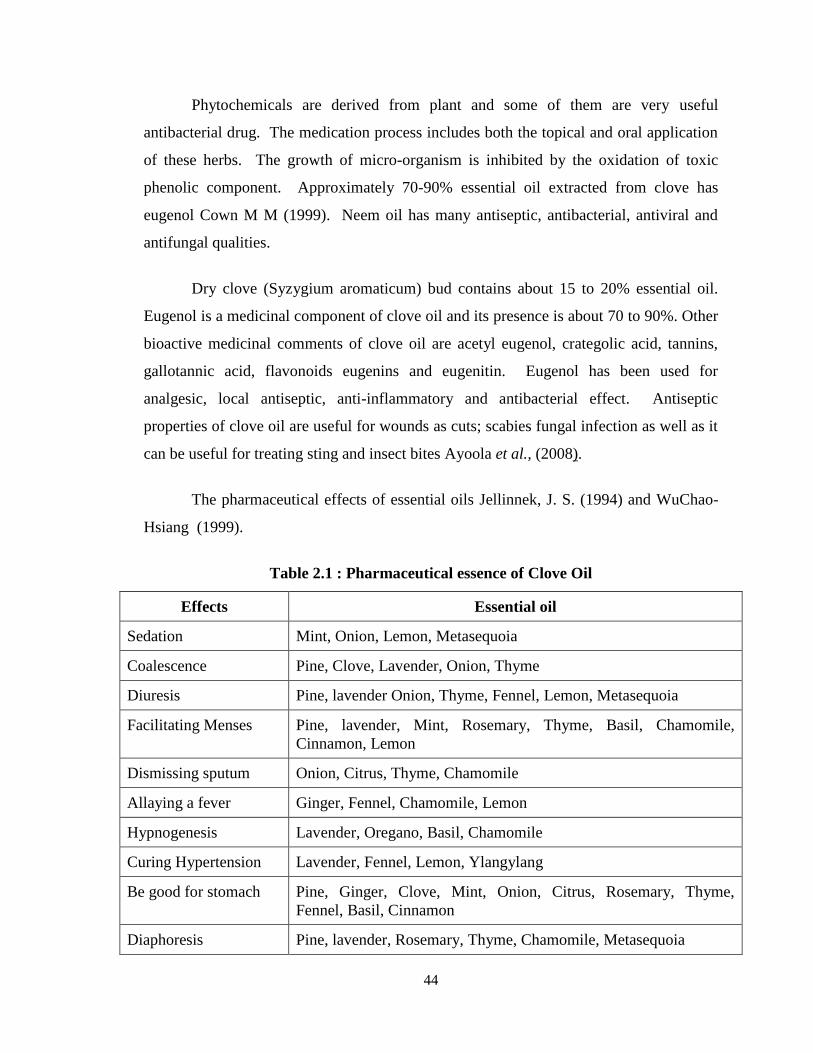
The pharmaceutical effects of essential oils Jellinnek, J. S. (1994) and WuChao-
Hsiang (1999).
Table 2.1 : Pharmaceutical essence of Clove Oil
Effects Essential oil
Sedation Mint, Onion, Lemon, Metasequoia
Coalescence Pine, Clove, Lavender, Onion, Thyme
Diuresis Pine, lavender Onion, Thyme, Fennel, Lemon, Metasequoia
Facilitating Menses Pine, lavender, Mint, Rosemary, Thyme, Basil, Chamomile,
Cinnamon, Lemon
Dismissing sputum Onion, Citrus, Thyme, Chamomile
Allaying a fever Ginger, Fennel, Chamomile, Lemon
Hypnogenesis Lavender, Oregano, Basil, Chamomile
Curing Hypertension Lavender, Fennel, Lemon, Ylangylang
Be good for stomach Pine, Ginger, Clove, Mint, Onion, Citrus, Rosemary, Thyme,
Fennel, Basil, Cinnamon
Diaphoresis Pine, lavender, Rosemary, Thyme, Chamomile, Metasequoia

45
Effects Essential oil
Expelling wind Ginger, Clove, Onion, Citrus, Rosemary, Fennel, Lemon
Losing weigh Onion, Cinnamon, Lemon
Relieving pain Vanilla, Lavender, Mint, Onion, Citrus, Rosemary, Chamomile,
Cinnamon, Lemon
Detoxification Lavender
Curing diabetes Vanilla, Onion, Chamomile, Lemon
Stopping diarrhea Vanilla, Ginger, Clove, Lavender, mint, Onion, Oregano, Rosemary,
thyme, Chamomile, Cinnamon, Lemon
Curing flu Pine, lavender, Mint, Onion, Citrus, Rosemary, Thyme, Chamomile,
Cinnamon, Metasequoia
Curing rheumatism Lavender Onion Citrus, Rosemary, Thyme, Metasequoia
Urging sexual passion Pine, Ginger, Clove, Mint, Onion, Rosemary, Thyme, Fennel,
Relieving spasm. Cinnamon
Promoting appetite Clove, lavender, Mint, Onion Citrus, Rosemary, Fennel Basil,
Chamomile, Cinnamon, Lemon, Metasequoia
Relieving cough Rosemary
Table 2.2 : The sedative effect-or emotion of essential oils Mazzaro, D. 2000
Emotion Essential Oils with the Sedative Effective
Anxiety Benzoin, Lemon, Chamomile, Rose, Cardamom, Clove, Jasmine
Lament Rose
Stimulation Camphor, Balm oil
Anger Chamomile, Balm oil, Rose, Ylangylang
Wretchedness Basil, Cypress, Mint, Patchouli
Allergy Chamomile, Jasmine, Balm oil
Distrustfulness Lavender
Tension Camphor, Cypress, vanilla, Jasmine, Balm oil, Lavender, Sandalwood
Melancholy Basil, Lemon, Chamomile, Vanilla, Jasmine, Lavender, Mint, Rose
Hysteria Chamomile, Balm oil, Lavender, Jasmine
Mania Basil, Jasmine, Pine
Irritability Chamomile, Camphor, Cypress, Lavender
Desolation Jasmine, Pine, Patchouli, Rosemary
46
Clove has sedative effect, which fits for bed gown, underwear, sheets, curtains,
carpets etc.
Restraining bacterium product is usually be used on underwear.
2.4 TEXTILE MATERIALS
There are numerous references in the literature regarding the significance of fibre
properties and their influence at material level. Structure is show to play an important
part in their behavior. The importance of cotton fibres is well studied (Abidi et al., 2007).
An antimicrobial finish can be applied to most types of textiles. A wide variety of
antimicrobial finishes are currently being applied to nonwoven textiles to be used as
disposable protective garments in hospitals. Antimicrobial textiles, whether woven,
nonwoven, or knit, can also be made out of any type of fibre content that is suitable for
garment production. The fibre content of an antimicrobial textile must be chosen
carefully (Macsim et al., 2011). Synthetic fabrics may not be appropriate for some end
uses due to the fact that most synthetic fibres are hydrophobic (Bonin et al., 2008). This
means that fabrics made of synthetic fibres hold a larger amount of perspiration wetness
in their weave structures than do natural fibres. This property can cause an increased
chance of irritation and odour due to microbial growth on the body (Purwar et al., 2004).
The use of natural fibres is encouraged because end-use products from natural
fibres are biobased, not petrobased. Natural fibres are also good sources for textiles
because they are renewable resources and their export can be good for many economies
(Purwar et al., 2004). Cotton is abundant and its mechanical properties are well suited for
garment production. It is easy to care for and takes well to bleaching. How a fibre reacts
to bleaching is important when dealing with antimicrobial finishes because many of these
finishes require that the textile be bleached to regenerate its antimicrobial properties.
Both chlorine and oxygen bleach are adequate in renewing a textiles antimicrobial finish
as long as the appropriate type of bleach is used for the regeneration (Bonin et al., 2008)
47
2.4.1 COTTON
Cotton is a soft, fluffy staple fibre that grows in a boll, or protective capsule,
around the seeds of cotton plants of the genus Gossypium. The fibre is almost pure
cellulose. Under natural condition, the cotton balls will tend to increase the dispersion of
the seeds. The plant is a shrub native to tropical and subtropical regions around the world,
including the Americas, Africa, and India. The greatest diversity of wild cotton species is
found in Mexico, followed by Australia and Africa. Cotton was independently
domesticated in the Old and New Worlds. The English name derives from the Arabic (al)
qutn, which began to be used circa 1400 AD (Metcalf et al., 1999). The fibre is most
often spun into yarn or thread and used to make a soft, breathable textile. The use of
cotton for fabric is known to date to prehistoric times; fragments of cotton fabric dated
from 5000 BC have been excavated in Mexico and the Indus Valley Civilization.
Although cultivated since antiquity, it was the invention of the cotton gin that so
lowered the cost of production that led to its widespread use, and it is the most widely
used natural fibre cloth in clothing today. Current estimates for world production are
about 25 million tonnes annually, accounting for 2.5% of the world's arable land. China is
the world's largest producer of cotton, but most of this is used domestically. The United
States has been the largest exporter for many years. (Moulherat, 2002).
Cotton fabrics provide ideal environment for microbial growth. Several
challenges have been created for apparel researchers due to increasing global demand in
textile. Therefore, textile finishes with added value particularly fro medical cloths are
greatly appreciated and there is an increasing demand on global scale. The consumers are
aware of hygienic life style and there is a necessity of textile product with antimicrobial
properties. Several challenges have created for apparel researchers due to increasing
global demand in textile (Mahesh et al., 2011).
However, the majority have a reduce spectrum of microbial inhibition and may
cause skin irritation, ecotoxicity and bacteria resistance. Moreover, the biocide can
gradually lose activity during the use and launderings of the textile. Thus, great amounts
48
of these biocides are applied to the textiles to control the bacterial growth efficiently and
to keep its durability. In addition, despite the fact that synthetic antimicrobial agents used
in textiles can be effective against a wide range of microorganisms, wearing these textiles
in a continuous manner can lead to sensitization and bacteria resistance. Cotton is still the
most important of the raw materials for the textile industry. Worldwide about 50% of the
fibres consumed is cotton (Lewin et al., 1988).
2.4.2 VISCOSE RAYON
Viscose was first created by French scientist and industrialist Hilaire de
Chardonnet (1838-1924), inventor of first-artificial textile fibre the artificial silk, which is
also known as regenerated cellulosic fibre. The process of manufacturing viscose rayon
was then patented by Cross and his partners in 1891. Viscose was first used for coating
fabrics which was quite successful. Further development lead to production of viscose
rayon being spun into thread for embroidery and trimming which is attributed to its sheen
and softness. Viscose is used for lining and furnishing fabrics, providing the staple for
towels and tablecloth. It is also used for production of high tenacity yarn for tyres. Yet
other uses included the manufacturing of sponges and absorbent cloths.
2.4.3 POLYESTER:
Polyester is a category of polymers which contain the ester functional group in
their main chain. Although there are many types of polyester, the term "polyester" as a
specific material most commonly refers to polyethylene terephthalate (PET). Polyesters
include naturally occurring chemicals, such as in the cutin of plant cuticles, as well as
synthetics through step-growth polymerization such as polybutyrate. Depending on the
chemical structure, polyester can be a thermoplastic or thermo set, there are also
polyester resins cured by hardeners; however, the most common polyesters are
thermoplastics.
Fabrics woven or knitted from polyester thread or yarn are used extensively in
apparel and home furnishings, from shirts and pants to jackets and hats, bed sheets,
blankets, upholstered furniture and computer mouse mats. Industrial polyester fibers,

49
yarns and ropes are used in tyre reinforcements, fabrics for conveyor belts, safety belts,
coated fabrics and plastic reinforcements with high-energy absorption. Polyester fiber is
used as cushioning and insulating material in pillows, comforters and upholstery padding.
Polyesters are also used to make bottles, films, tarpaulin, canoes, liquid crystal displays,
holograms, filters, dielectric film for capacitors, film insulation for wire and insulating
tapes. Polyesters are widely used as a finish on high-quality wood products such as
guitars, pianos and vehicle/yacht interiors. Thixotropic properties of spray-applicable
polyesters make them ideal for use on open-grain timbers, as they can quickly fill wood
grain, with a high-build film thickness per coat. Cured polyesters can be sanded and
polished to a high-gloss, durable finish.
2.5 WICKING
The behavior of a given textile during its contact with water (or with a liquid
generally) is one of the important properties of textiles. This work focuses on
spontaneous liquid wicking, which especially influences the consumer properties of
textiles. If the liquid rises (by absorption) in fabric, it can be used as a liquid perspiration
outlet from the skin, for the production of hand towels and dish cloths, textiles for
cleaning works, and any other such applications. Wicking makes it possible to use some
textiles for a series of other special applications: wicks for candles and lamps with oil, or
some modern flame proof finishing‟s for housing textiles opines Jakub Wiener (2003).
Liquid transporting and drying rate of fabrics are two vital factors affecting the
physiological comfort of garments Laughlin, R. and Davies, J (1961), Hollies, N., et al.,
(1957) and Yan, Z(2007). The moisture transfer and quick dry behaviors of textiles
depend mainly on the capillary capability and moisture absorbency of their fibres. These
characteristics are especially important in sport garments next to the skin or in hot
climates. In these situations, textiles are able to absorb large amounts of perspiration,
draw moisture to the outer surface and keep the body dry. Therefore, in order to optimize
these functionalities in sport clothing, it is necessary to investigate the wicking behavior
and quick drying capability of knitted fabrics.

50
Liquid transfer mechanisms include water diffusion and capillary wicking, which
are determined mainly by effective capillary pore distribution, pathways and surface
tension, whereas the drying rate of a material is related to the macromolecular structure
of the fibre.
Wicking is the spontaneous flow of a liquid in a porous substance, driven by
capillary forces. Washburn (1921) proposed the well-known Lucas-Washburn kinetics
equation to describe the relationship between wicking length and wicking time. Rita and
Randall (1998), Erik (1996) Weiyuan, et al., (1997) and Ramachandran et al., (2004)
investigated the wetting and wicking behavior of textiles. As capillary forces are caused
by wetting, wicking is a result of spontaneous wetting in a capillary system. Wicking
takes place only in wet fabrics or when fabrics come into contact with water, and the
contact angle determines their wicking behavior. A lower contact angle results in higher
wicking rates. Hartzell and Hsieh (1988), Hsieh et al., (1996), Navaneetha and Selvarajan
(2008), and Van Der Meeren et al., (2002) investigated methods to improve cotton fabric
wettability. However, in materials based on natural fibres, wetting causes the fabric to
swell, changing the capillary space position and affecting the wicking ability. For most
synthetic fabrics, wicking, however, will not take place due to their high contact angles.
A number of hydrophilic finishing treatments can improve the capillary wicking of
synthetic fibres, such as polyester and acrylic You Lo and cram (1998), Ferrero (2003),
Adler and Walsh (1984). Different researchers have focused their attention on the
geometric distribution of capillary inter-space in synthetic fibre assemblies, which affects
the results of liquid quantity and the wicking time of capillary action Zhang et al., (2006)
simulated liquid flow in a fibre assembly by the combination of a kinetic analysis model
of vertical capillary and a mathematical simulation model for a fibre bundle. In doing so,
they analyzed and calculated various parameters of fibre bundles like fibre number,
wicking height, instant wicking velocity as well as wicking time. The fibre bundles
cross-section is considered as an advantage for liquid transporting. These investigations
contribute towards developing the most optimized profile fibre.
Structure modification was researched in terms of its effect on liquid transporting
in functionally knitted fabrics. Research was carried out using different fibre
51
combinations of polypropylene or polyester fibres and other hydrophilic fibres with
various knitted structures Hsieh (1995).
The study of capillary flow in textile media is of great interest for two main
reasons. First, it allows a better understanding of the liquid/fibre contact in order to
characterize any liquid flow of spin finishes, dyeing, or coating of either fabrics or yarns.
The general purpose of this study is to optimize the various processes involving
liquid/fibre contact. Second, it enables the characterization of textile structures, their
heterogeneity, and more precisely their porosity resulting from the capillaries formed by
the inter filament spaces in which the liquid flows.
The simplest technique consists of observing and measuring the capillary flow,
either when a solid is placed perpendicularly to a liquid bath or when a drop of liquid
spreads on a solid surface. The liquid is usually colored. The second technique consists of
setting liquid-sensitive sensors regularly along the porous medium. Kamath et al., used
this technique on yarns in a fruitful study of spin finishes. In the last technique, the
weight variation of the impregnating liquid on the fabric or solid is measured with a
Wilhemy balance. This technique is too delicate to use with yarns, because the measured
wetting force exceeds the effects of capillary forces. Nevertheless, Bayramli et al., used
it for glass fibres coated in various ways and thus could measure both radial and axial
capillary flows. Unfortunately, it cannot be used to study flexible yarns such as polyester.
The method we present here uses an image analysis system developed so as to be
adaptable to any kind of textile structure: woven, nonwoven, yarns, roving, etc. Yarns,
especially continuous multi filaments, are the most delicate to study because they are
flexible and tension sensitive and the liquid quantities to be measured are small.
Furthermore, as will reveal later, the yarns are heterogeneous.
There are numerous fields of application for these techniques, mostly related to
the study of fibre/liquid interactions: for example surfactant adsorption of finish
distribution. It is fundamental to determine the kinetics of the spontaneous diffusion of
water in fabrics to investigate comfort in textile assemblies. This phenomenon is also
52
encountered in dyeing kinetics. The study of the dynamics of polymer impregnation of
textiles is important in the fields of technical textiles, coating of composites, and
optimization of the impregnation process.
Generally speaking, the capillary flow in fibrous structures follows the Washburn
law, which gives the variation of the liquid height h as a function of time t in a capillary
of radius R:
ghRCoshRdtdh /28// 2
… (2.1)
The results obtained depend on the physicochemical parameters of the fibre /
liquid interface and of the liquid itself: viscosity ƞ, surface energy γ, contact angle θ, and
liquid density ρ. They also depend on the porous structure of the fabric. Pore size is a
parameter that is often required. The basic procedure for its measurement is mercury
porosimetry, but that method cannot be used for flexible textile structures. Recently
some derived analysis procedures have been set up, where a controlled pressure is applied
to the liquid and the flow of the liquid into the yarn is visualized with a CCD video
camera.
It is not necessary to control external pressure to study capillary phenomena. The
complex form and heterogeneity of pore size are taken into account in the Washburn
equation through another parameter. Tortuosity is often used: it represents the ratio
between the real and measured distance traveled by the liquid. Several more elaborate
models have been developed based on the Washburn equation.
The behavior of a textile during its contact with liquid is one of the important
properties of textiles. Inter-fibre space in fibrous materials, such as yarn is in the form of
capillaries that can be occupied by liquid. Because of this, wetting and wicking are
important phenomena in their processing and applications. A spontaneous transport of a
liquid driven into a porous system by capillary forces is termed wicking. Wicking is a
result of spontaneous wetting in a capillary system. Capillary phenomena occur when the
free energy of the solid-gas interface exceeds the free energy of the solid liquid interface.
53
There are several techniques for capillary flow analysis, including spontaneous liquid
wicking analysis for yarn structure. These methods measure the time required for a liquid
to wick into a certain length of yarn. Various parameters, such as yarn structure, yarn
tension, twist, fibre shape, number of fibres, fibre configuration, finishing, and
surfactants control capillary size and its continuity influence wicking of yarns.
Sengupta and Murthy (1985) reported that the wicking time of open-end spun
yarn, for any given vertical wicking height, is less than that of ring-spun yarn due to
inter-fibre pore structure. Chattopadhyay and Chauhan (2004) studied the wicking
behavior of ring and compact spun yarns. The rate of water rise was very fast at the
beginning and slowed down gradually. The equilibrium wicking heights for ring yarns
were more than compact yarns and ring yarns were wicked faster than compact yarns.
Sengupta et al., (1985) investigated the wicking behavior of air-jet textured yarns. For
the same percentage of floats and arcs, trilobal filament yarns show better wicking
properties, and a higher percentage of floats and arcs tend to increase equilibrium
wicking height. As a result, may parameters such as yarn geometry, spinning systems,
fibre types can affect the wicking phenomenon.
Some researchers investigated the wicking behavior of yarns produced with
varying twist levels. Twisted filament yarn shows a lower wicking rate than a yarn
without twist. The change in the wicking time with twist is due to a reduction of capillary
size. In capillary penetration of liquids, tortuosity affects wicking. Twists in the yarns
influence the size of inter-fibre capillaries as a result of the helical path of the fibres in
the yarn.
According to Hollies et al., (1957) increasing yarn roughness due to random
arrangement of its fibres gives rise to a decrease in the rate of water transport. This work
focuses on capillary rise in a new product in fibre assemblies, using electrospinning
process to produce coated yarns with nanofibers.
Hsieh et al., (1992) focused on understanding how liquids wet, permeate/flow and
reside in the porous structure of nanometer size fibrous webs. The aims were to address
54
liquid wetting and flow issues in new nano porous fibrous materials to meet emerging
technical and performance needs in applications, e.g., functional fibres, chemical and
biological protective coatings, organic/inorganic catalytic systems, super-absorbent
materials, and targeted separation membrane.
Nyoni (2011) has dealt with liquid transport in Nylon 66 woven fabrics which are
used for outdoor performance clothing. In his work vertical and horizontal wicking tests
were conducted and he also dealt with the significance of K vales. But it is very
unfortunate that he has not realized the importance of the intercept which can be taken as
a quantitative measure of wickability. He has reported that wicking is affected by fabric
construction in that it is more rapid in the warp than that of the weft due to the high
density of ends in the fabric.
Kransy and Harken Rider (1966) were the pioneers in carrying out the studies on
the wicking of oil in various textile structures. Their method of studying wicking was
quite different in that the spun yarns were dipped into industrial oil. After 24 hours of
wicking, the oil content of the yarn was measured by cutting the yarns 4,5,6,7 and 8 inch
above the oil surface, weighing the cutting, extracting the oil and reweighing the samples.
The weight of oil determined in this manner was expressed as a percentage of the
weight of the extracted yarn. It was interesting to observe that increasing the fibre denier
reduced the oil content of the spun yarns. This effect was not noticed in filament yarns. It
was also found that the difference in oil content at the various levels above the oil varied
less in oil content in the filament than the spun yarns most likely due to the greatest
continuity of the capillaries in the filament yarns. There were no major differences in the
oil content in yarns composed of viscose and Dacron. That the 85/15 manmade
fibre/wool blended yarns containing 15 and 30 den of Dacron showed more oil at the
above level than that of the corresponding viscose yarn is evident.
The same phenomenon was noted in 100% viscose and 100% Dacron yarns.
Viscose filament yarns did not exhibit any change on account of denier change. Higher
oil contents were generally obtained when the various manmade fibres were blended with

55
64s wool in a 85/15 rather than a 70/30 ratio presumably because the crimp of the wool
interferes with wicking. The superiority of the 85/15 blend was noticeable at the highest
levels above the oil, but the difference was often small at the 4 to 5 level. No consistent
difference in oil content due to yarn size in spun yarns was noticed except for relatively
low oil content in the finest yarn in both viscose and Dacron.
In respect of wick ability of cable yarns, it was noticed that oil content increased
with decreasing fibre denier in Z ply yarns and the 20 strand cables made from the cables
contained more oil than the single yarn at the highest levels. On the other hand, the crimp
set nylon, 2 ply yarns contained considerably less oil than yarns that were not crimp set,
but this difference was not found in the 20 strand cables. Probably, the lateral pressure on
the individual yarns due to the cable twist counteracted the tendency of the crimp set
fibres to produce interrupted capillaries. Again, the cables contained substantially more
oil than the ply yarns.
Finally, 8- ply 100% Dacron yarns decreased in oil content with increasing ply
twist and the same was found in a 4- strand cable made from them. The cable contained
about the same amount of oil as the yarn in the case of the low ply twist and somewhat
more in the case of the high ply twist.
Although Krasny and Harken Rider (1966) have not carried out wick ability tests
such as vertical and horizontal types nevertheless they provided some very interesting
data on the wick ability of oil in various textile structures which no doubt, provided the
stimuli for further studies. They have stated this as follows:
“These studies are presented in the hope that they will stimulate further thinking
and experimentation in the area of capillary action in textiles. It is felt that this may prove
a useful supplement to microscopy and other tools in studies on yarn structure and fibre
distribution and periodic change in yarns”. It is pertinent to note that no work seems to
have been carried out on fabrics made out of cotton, wool and viscose fibres.
Cowlishaw (1946) has explained the subject of lubrication of oil and stressed its
importance. That the wool textile industry is the largest consumer of textile oils and the

56
technology of wool oiling has received more attention than other branches of oil
technology has been pointed out by him. Aspects such as viscosity, adhesion, and
spreading power have been mentioned. The most extensive use for knitting oils is for
rayon hosiery knitting where the use of oil is practically universal.
Rhys-Davies (1926) has dealt with the rancidity and oxidation of fatty oils in
regard to wool lubrication. He has referred to Mackay oil tester which is used for testing
lower grade oils used in woollen manufacture for suitability for oiling of wool in which
oils have to meet certain requirements in regard to fire insurance.
This apparatus, it is stated, for all practical purposes, affords reliable indications
in physical and chemical directions to the behavior of oils in practice when used as wool
lubricants and there from enabling judgments to be passed as to the nature of the mixed
liquid fatty acids its merits over the iodine value. Rancidity has its numerical value and
may be regarded as a state or condition of the oil which develops concurrently with
oxidation. Due to storage of oil, it becomes as rancid and thickened as to give acidity
figures of 15% or more.
Taylor et al (1992) have looked at the characterization of textile lubricants by
high performance liquid chromatography (HPLC). This provides” fingerprint”
chromatogram obtained which can be used to identify individual components of textile
lubricants. Reds ton Bernholz and Schlatter (1973) have discussed the chemicals used as
spun finishes for manmade fibres. Hammersley (1971) has stated an unusual technique
for reducing yarn breakage during the knitting of fine worsted yarns. This involved the
use of kerosene and Shellsol T. With these two materials, there was a marked
improvement in the knitting performance of weak yarns.
A yarn was knitted with approximate 20 holes/feet of fabric, whereas the same
yarn after treatment gave only approximate 2 holes/piece (40yard). This improvement in
inter fibre friction keeping the yarn to metal friction same. Malfans (2013) has looked at
the anti bacterial treatment on cotton fabric by using neem oil, aloe vera and tulsi. It is

57
interesting to note that aloe Vera has shown very good anti bacterial effect than those of
neem oil, tulsi and mixtures of neem oil and aloe vera.
Chinta and Wane (2013) have discussed the anti microbial finish applied to cotton
fabric and non woven poly propylene. The chemical used consisted of benzalkonium
chloride, aloe vera, clove oil and neem oil. These were applied on the materials, by micro
encapsulation technique.
The treated fabrics were evaluated for air permeability, bending length, and
wrinkle recovery and perspiration fastness. Of all the chemicals used, benzalkonium
chloride exhibited highest inhibition against both Bacillus aureus (gram positive) and
Shigella (gram negative) in comparison with other chemicals such as aloe Vera,
neem,clove oil. It is stated that durability of antimicrobial finish is increased by micro
encapsulation technique. Polypropylene non woven fabric showed better antimicrobial
activity than those of cotton and cotton polyester blends.
Wang and Chen (2005) have discussed the aromachology and its application in
the textile field. It is pointed out that an aroma therapy textile could be achieved by
means of the fragrance with β cyclodextrin inclusion compounds. The choice of β -
cyclodextrin depended on its qualities which are beneficial for human body. The β
cyclodextrin molecules are capable of forming.
Oil wicked yarns are produced for export as they have high strength and Priya
Udyog in Rajasthan, India manufacture them. Cheng et al (2008) have discussed the
development of cosmetic textiles using microencapsulation technology. In cosmetic
textiles, the major interest in micro encapsulation is currently in the application of
vitamins, essential oils, skin moisturizing agents, skin cooling agents, anti – aging agents
etc.
The addition of oil to textile goods will result in the development of innovative
textile products and marketable advancement to the textile industry. Additionally the
increasing significance of branding this product makes this research important.

58
The behavior of a given textile during its contact with water (or with a liquid
generally) is one of the important properties of textiles. This work focuses on
spontaneous liquid wicking, which especially influences the consumer properties of
textiles. If the liquid rises (by absorption) in fabric, it can be used as a liquid perspiration
outlet from the skin, for the production of hand towels and dish cloths, textiles for
cleaning works, and any other such applications. Wicking makes it possible to use some
textiles for a series of other special applications: wicks for candles and lamps with oil, or
some modern flame proof finishing‟s for housing textiles opines Jakub Wiener (2003).
2.6 FRICTION
Frictional Behavior of Plain Woven Fabrics Constructed from Polyester and
cotton Yarns in Different Environmental Conditions studied by Ajayi (1992).
Frictional properties of sliding surfaces are often characterized by the coefficient
of friction defined when one fabric is rubbed mechanically against itself or tactually
between finger and thumb (Ajayi 1992).
These properties of fabrics are important in the determination of degree of
roughness, smoothness and other surface characteristics. Gupta, B.S.; Several theories of
friction have been proposed or developed but generally fall into two main divisions: the
coulomb or surface roughness theory and the surface interaction theory. Coulomb, C.A,
(1788). Howell (1951) and Makinson (1952) proposed a simple relationship for fibres
which later was accepted in textile materials as follows:
0aaNF n … (2.2)
Where, a = constant of friction, N = friction index, N= normal load, and a0 =
adhesion between the surfaces. The value of n has been found to lie between 0.67 and
1.0, being the limits of elastic and plastic deformations respectively. Next, it is suggested
that adhesion term (a0) giving a finite friction even at zero loads and from this (adhesion)
term are extremely small Morton, W. E.; Hearle, J. W. S (1945)

59
Friction, in general, is defined as the resistance encountered when two bodies are
brought into contact and allowed to slide against each other. A great deal of work on
friction has been carried out in view of its importance. It was in 1699 that Amontons
discovered the classical laws of friction Morton, W.E. and Hearle, J.W.S. (1975). These
laws state that, (a) the frictional force F is proportional to the normal load N applied on
the area of contact, the proportionality constant denoted by µ, and called the friction
coefficient (µ = F/N), and (b) the frictional force is found to be independent of the area.
Later, Bowden (1950) and Tabor (1974) proposed the adhesion-shearing theory,
according to which the junctions are formed at the points of real contact, which must be
sheared in order for sliding to occur. Thus, the frictional force „F‟ is obtained by the
product of the true area of contact „A‟ and the bulk specific shear strength of the
junctions „S‟, i.e.
ASF … (2.3)
SPNF Y )/( … (2.4)
NPSF Y/ … (2.5)
NF … (2.6)
Where „Py‟ is the yield pressure of the material.
Frictional properties determine the physical and mechanical behaviour of a fabric
as well as the subjective assessment of quality when it is handled. Fabric frictional
properties and roughness are mostly felt subjectively. The nearest measure to this which
can be assessed objectively is frictional force, experienced by a fabric against the same
fabric.
Chemical treatments modify the surface characteristics, thereby affecting the
frictional parameters. Antimicrobial finishing is an interesting area of the processing
field, and has caught the attention of various researchers and industries. Chitosan has
emerged as a good potential candidate for the anti-microbial finishing of textiles.

60
Friction is considered to be one of the properties of the cloth, having considerable
importance in the fields both of technology and subjective assessment. When the field of
technology is concerned, the friction is associated with the cutting of multilayer of fabric
and separation of the fabrics in garment industries and the frictions of garments on other
garments, upholstery and press covers. Subjective assessment, which specifies the fabric
handle, is undoubtedly influenced by the static and dynamic frictions between the cloth
surface and thumb or finger, involving the other properties like flexibility, thickness and
shear in the assessment. Friction of a fabric on itself or on another fabric has a significant
effect on fabric performance features, such as abrasion, wear and shrinkage, as well as on
tactile comfort of user. Tactile comfort is primarily related to mechanical interaction
between the clothing material and the human body. Human finger is a sensitive
instrument capable of detecting small differences in frictional behaviour of fabrics. The
results of hand tests are expressed in subjective terms, such as clingy, greasy, mushy,
oily, rough, scratchy, sheer, sticky and waxy, depending upon the sense of touch. The
earlier studies deal with the various aspects of fabric friction. It is important to assess the
fabric friction quantitatively as well as the factors that may affect it. Objective
measurement of the frictional properties of fabrics helps in clear communication and
optimization of a particular process. It has been suggested that the relationship between
human subjective assessment and objective measurement of the properties might be a
linear function on a logarithmic scale. A composite factor, which is the ratio of the
surface characteristics (K) and materials property (n) was originally reported by
Ramkumar (2004) to quantify the frictional properties of a set of enzyme-treated fabrics.
The results showed that the enzyme-treated fabric has lower R values than the untreated
fabric, showing that the enzyme-treated fabric is smoother.
Though the fabric friction has gained much significance, there is no suitable
instrument to measure the fabric friction in the textile industry. Most of the researchers
have used an Instron tensile tester with some attachments to measure the fabric-to-fabric
or fabric-to-metal friction. In the present study, wide varieties of woven shirting and
suiting fabrics have been characterized for their frictional characteristics on an
indigenously designed and developed instrument.
61
2.7 THERMAL CONDUCTIVITY
Thermal conductivity refers to the passage of heat through the material and if it is
low it indicates that more heat is retained. It is affected by a multitude of factors such as
fibre, yarn and geometrical properties of the fabric, relative humidity and temperature.
Raziskava (2013) has carried out an interesting study and found that cotton yarn
had shown a higher thermal resistance in comparison with 95% / 5% Silver, 95% cotton /
5% Seacell, 50% cotton / 50% Bamboo, 50% cotton / 50% soybean
Rengasamy et al., (2009) have found that thermal conductivity and resistance of
polyester air-jet textured and cotton-yarn fabrics are not influenced by the texturing
parameters/textured yarn structure.
The influence of the structure of woven fabrics on their thermal insulation
properties has been studied by Malgorzata Matusiak, Krzysztof Sikorski (2011). They
have found that weave and linear density of weft yarn significantly affect the thermal
conductivity, thermal absorptivity and thermal resistance. Plain fabrics show higher
thermal conductivity and thermal absorptivity than twill fabrics with identical linear
densities of warp and weft yarns as well as identical warp and weft nominal densities.
Also, it was found that plain fabrics were characterized by a lower thermal resistance
than twill, hopsack weaves. They also found that the correlation between thermal
insulation properties of fabric and the cover factor was poor.
Hes and Loghin (2009) have given very interesting data on thermal conductivity
and thermal resistance of a series of fabrics numbering 12 in both dry and wet states. It
was found that with an increase in fabric moisture content and increase in thermal
conductivity was noticed which is attributed to increase in fabric weight. Thermal
resistance for all the fabric samples was found to decrease with an increase in the
moisture content.
Mukesh Kumar Singh and Akansha Ni (2013) have reported a very interesting
study on the thermal conductivity of fabrics made out of carded, combed and compact
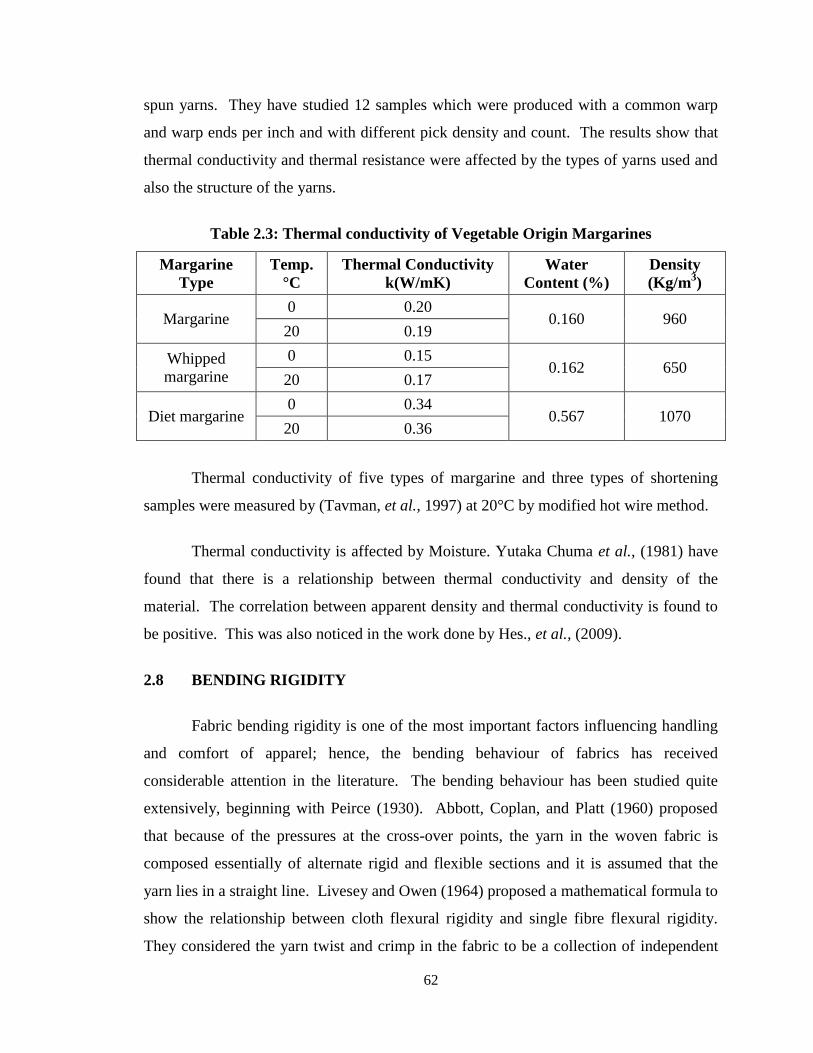
62
spun yarns. They have studied 12 samples which were produced with a common warp
and warp ends per inch and with different pick density and count. The results show that
thermal conductivity and thermal resistance were affected by the types of yarns used and
also the structure of the yarns.
Table 2.3: Thermal conductivity of Vegetable Origin Margarines
Margarine
Type
Temp.
°C
Thermal Conductivity
k(W/mK)
Water
Content (%)
Density
(Kg/m3)
Margarine 0 0.20
0.160 960 20 0.19
Whipped
margarine
0 0.15 0.162 650
20 0.17
Diet margarine 0 0.34
0.567 1070 20 0.36
Thermal conductivity of five types of margarine and three types of shortening
samples were measured by (Tavman, et al., 1997) at 20°C by modified hot wire method.
Thermal conductivity is affected by Moisture. Yutaka Chuma et al., (1981) have
found that there is a relationship between thermal conductivity and density of the
material. The correlation between apparent density and thermal conductivity is found to
be positive. This was also noticed in the work done by Hes., et al., (2009).
2.8 BENDING RIGIDITY
Fabric bending rigidity is one of the most important factors influencing handling
and comfort of apparel; hence, the bending behaviour of fabrics has received
considerable attention in the literature. The bending behaviour has been studied quite
extensively, beginning with Peirce (1930). Abbott, Coplan, and Platt (1960) proposed
that because of the pressures at the cross-over points, the yarn in the woven fabric is
composed essentially of alternate rigid and flexible sections and it is assumed that the
yarn lies in a straight line. Livesey and Owen (1964) proposed a mathematical formula to
show the relationship between cloth flexural rigidity and single fibre flexural rigidity.
They considered the yarn twist and crimp in the fabric to be a collection of independent

63
non-interacting helices. Later, Grosberg (1966) suggested that the behind behaviour of
cloth in non-linear and is separated into two components: flexural rigidity and frictional
resistance.
A fabric model was proposed by Abbott, Gorsberg, and Leaf (1973). They
assumed that fabrics made from a large number of long and thin plates are such that the
shear effect during bending can be neglected and therefore investigated the bending of a
series of parallel plates. In 1973, they developed two models of a plain set and unset
woven fabric. A theoretical analysis was used to obtain the predicted relationship
between the applied couple and the curvature of the fabric, which contradicted the earlier
work of Abbott in 1960. Later, Hamilton and Postle (1974) extended Livesey‟s idea by
applying it to plain-knitted fabrics where they assumed that each wale in the fabric
behaved as a pair of double helices. However, they found a large difference between the
experimental and the estimated values in their studies due to the assumption of a rigid
joint at the interlocking point. Moreover, it is germane to note that the energy analysis
proposed by de Jang and Postle (1977) simulated a direct comparison of different woven
and knitted fabric constructions in terms of normalized dimensionless parameters.
Leaf Chen and Chen (1993) considered a model by using strain energy and
Castigliano‟s theorem and developed a relationship between the flexural rigidity off a
plain-woven fabric and the fabric and yarn parameters (such as thread spacing, crimp and
yarn-bending rigidity). In this model, they assumed that yarns are incompressible,
inextensible and perfectly elastic and the fabric is set. Consequently, before deformation
there is no force between warp and weft in the intersection regions. In recent studies,
Alimaa, Matsuo, Nakajima, and Takahashi (2000) presented a straight parallel yarns
model to analyze the effect of yarn-bending properties and fabric structure on the bending
rigidity and frictional bending moment of the plain and rib weft-knitted fabrics. In 2004,
Kang et al. suggested a mathematical model that proposed the bending behaviour of
fabric is non-linear.

64
2.9 SUMMARY
From the foregoing it is clear that, although a great deal of work has been done on
the application of the oil to the textile materials, yet there are many gaps which exist.
This thesis addresses these issues and provides an in depth study of the application of oil
to textile fabrics and the use of oil as a tool for studying yarn structure. Various other
aspects such as antimicrobial effects, crease recovery, thermal conductivity, air
permeability and handle are also included in the thesis.
From the above, it is evident that there is a lack of work on the wick ability of
textile structures in various natural oils and the optimization of the oil for imparting good
anti microbial effect in the literature.





























