Embed Size (px)
DESCRIPTION
ggg
Citation preview
© Mechanical Engineering Department
CHAPTER 6:
METAL WORK
CONTENTS
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
Cold Work 1
2
Hot Work 2
COLD WORK
• plastic alterations carried out at a temperature
below the recrystallization of metal
• conducted at room temperature
• crystal structure (lattice) is changed, become
distorted and elongated in the direction of worked
• internal stresses, strength and electrical resistance
will increase and decrease the ductility criteria
• metal becomes harder and brittle after workable
cool
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
COLD WORK
Cool job functions are to:
• Allows exact dimensions available on the work.
• Getting a clean and smooth finish.
• Obtain various degrees of hardness by applying
different types of cold work.
• Improve facilities machined and yield point.
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
TYPE OF COLD WORK
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
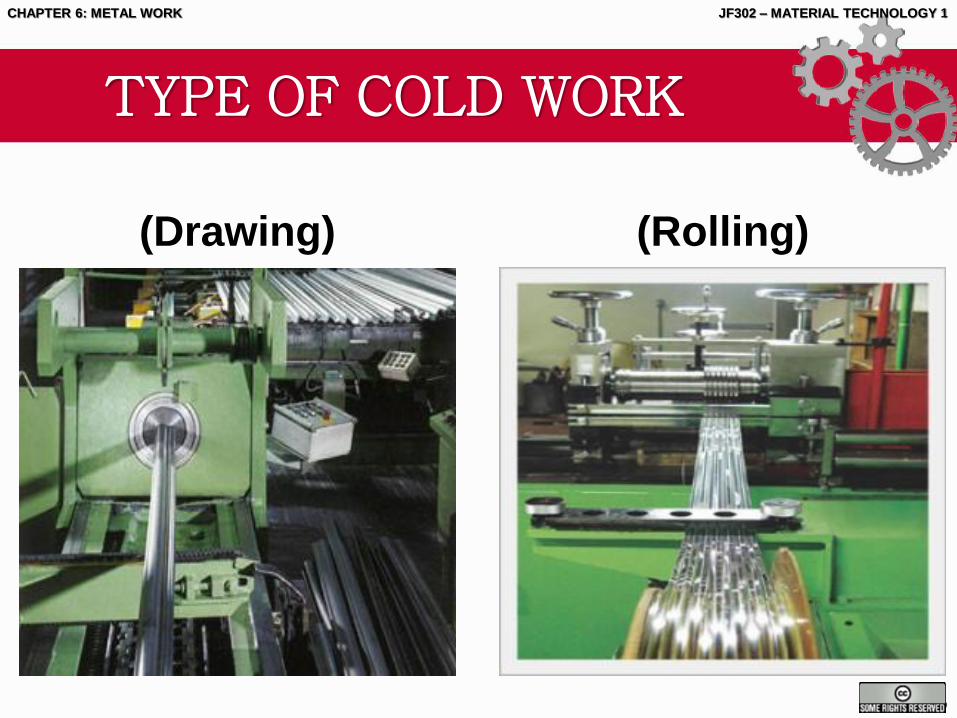
(Drawing) (Rolling)
(DRAWING)
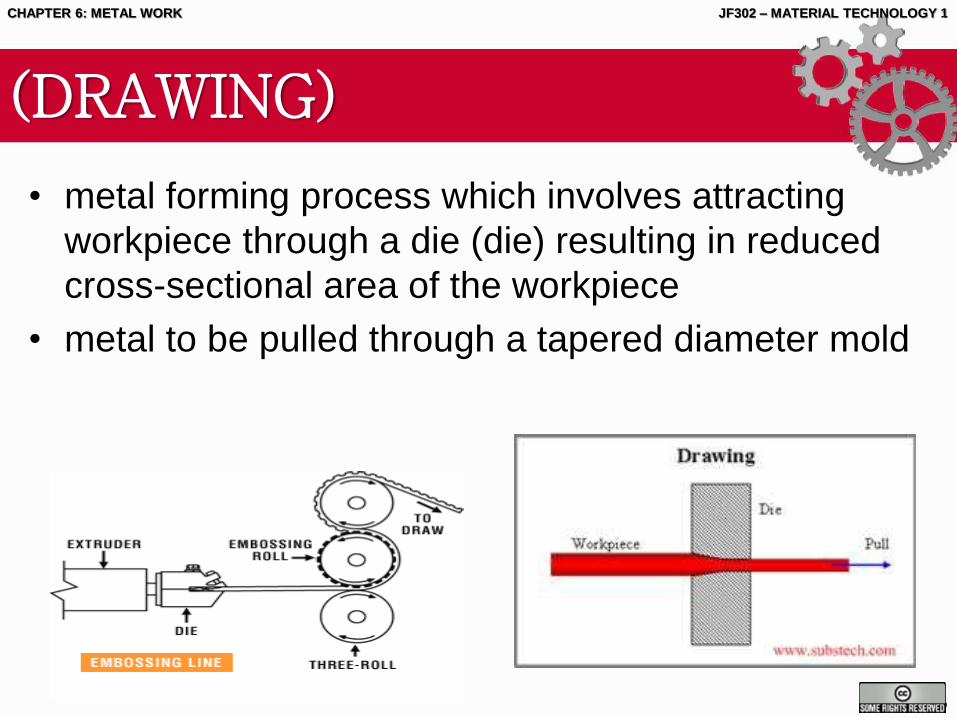
• metal forming process which involves attracting
workpiece through a die (die) resulting in reduced
cross-sectional area of the workpiece
• metal to be pulled through a tapered diameter mold
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(DRAWING)
• usually metal was annealed and have only high
ductility can be processed.
• friction, the effect of strong shear and pressure
occur divided by the contact between the mold and
the material heats the next part
• Tungsten Carbide is commonly used as a `die-insert
'at the end of the mold
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(DRAWING)
• a metal should have dikerjasejuk with completeness
and cool quickly so that there is distortion
(elongated) and broken
• produce a good surface quality and dimensional
tolerances are very low
• used for the production of wire (under 2μm
diameter), tubes, rods and other products from
copper and steel
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(DRAWING)
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(ROLLING)
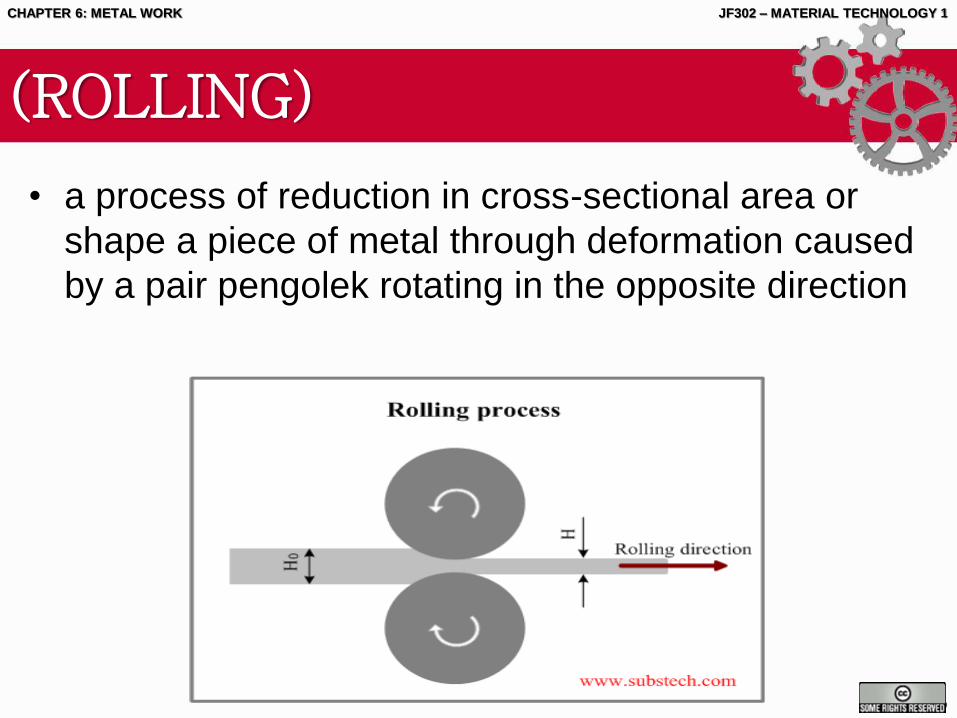
• a process of reduction in cross-sectional area or
shape a piece of metal through deformation caused
by a pair pengolek rotating in the opposite direction
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
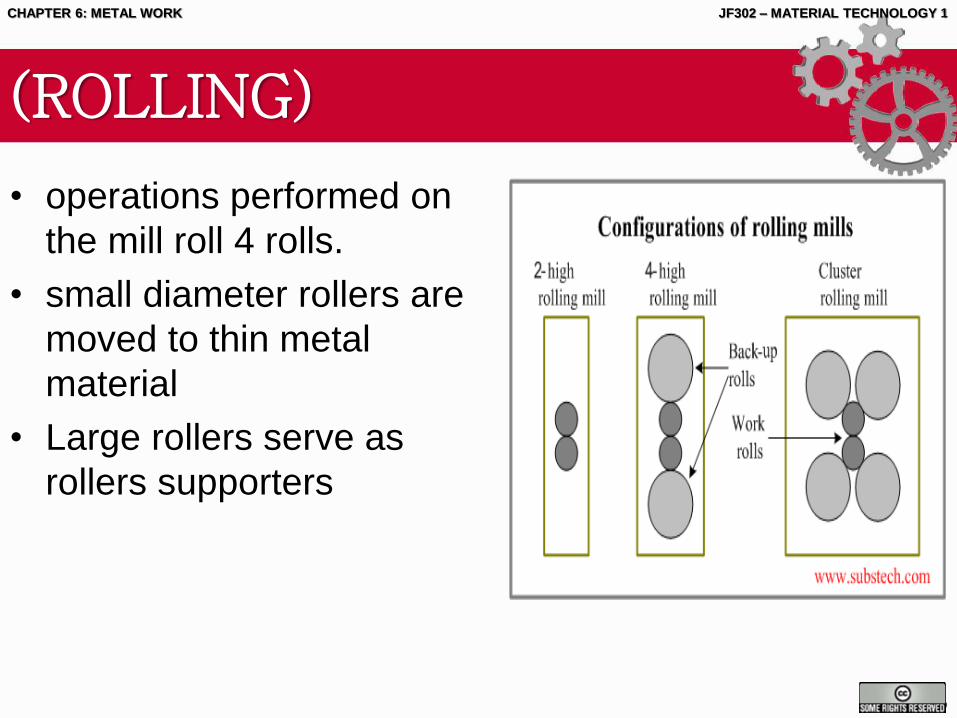
(ROLLING)
• operations performed on
the mill roll 4 rolls.
• small diameter rollers are
moved to thin metal
material
• Large rollers serve as
rollers supporters
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(ROLLING)
lubrication materials are sometimes given to the
workpiece before and after rolled
This type of work berkemampauan produce sheets
thickness (0.008mm-0.009mm) and a very thin
named 'Foil'.
usually performed after hot rolling on a good surface
quality and low thickness tolerance required
used in the manufacture of the sheets and strips
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK

(ROLLING)
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
COLD WORK
ADVANTAGES
• Good surface finish.
• Relatively high
measurement accuracy.
• Inflated kemesinan
features a good metal to
finish and improve
strength and rigidity.
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
DISADVANTAGES
• Higher costs compared
to hot working
processes.
• Material becomes less
ductile due to work
hardening.
HOT WORK
• metal formation performed slightly above the
recrystallization temperature.
• this causes the plastic deformation on the
recrystallization of the crystal structure but will
restore it to the original lattice
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
HOT WORK
• if high heating temperature, recrystallization will
occur in a short time, and the resulting materials
more easily workable without the risk of aggravating
crack
• if low heating temperature, recrystallization will
occur slowly and require more power (compression)
to mengerotkan metal and cracking risk-prone.
• if dipanaslampaukan metal material, the oxidation
will occur at grain boundaries and this will weaken
the material
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
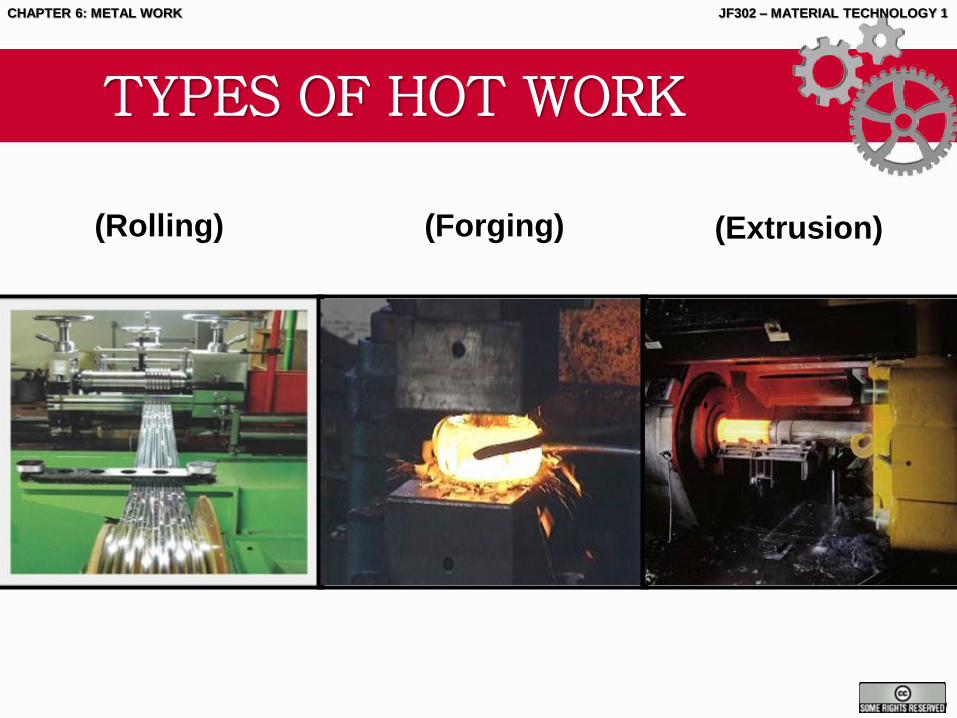
TYPES OF HOT WORK
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(Forging) (Rolling) (Extrusion)
(ROLLING)
• intended to dilute the hot metal bars or thick
sections, until we get the desired thickness.
• special-shaped section of railway crossings, and
round bar frame construction can be obtained by
using specially shaped rollers.
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(ROLLING)
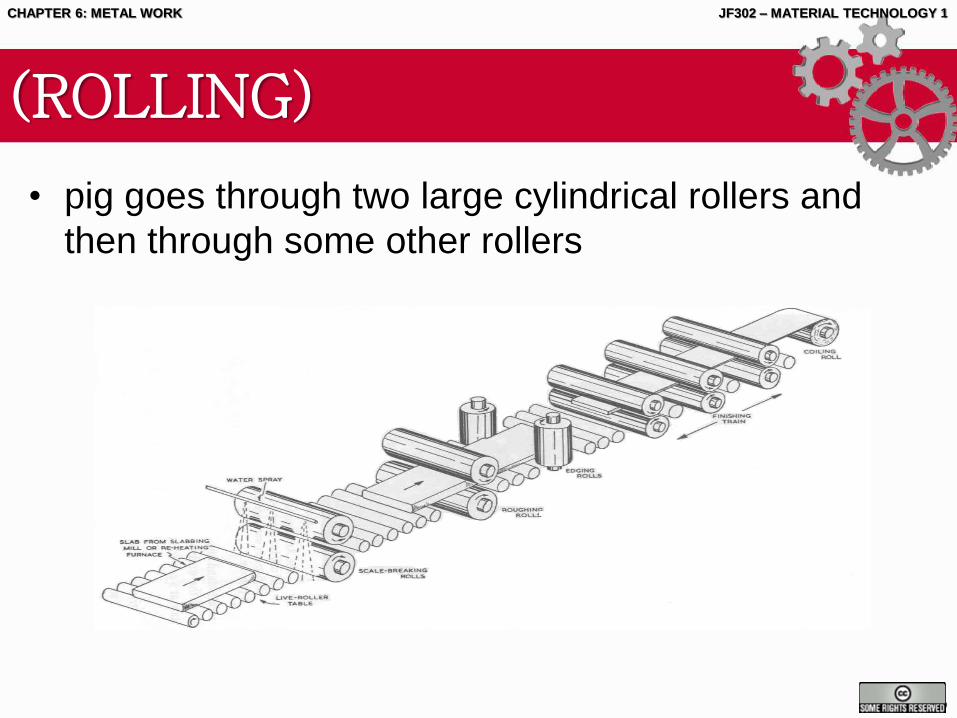
• pig goes through two large cylindrical rollers and
then through some other rollers
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
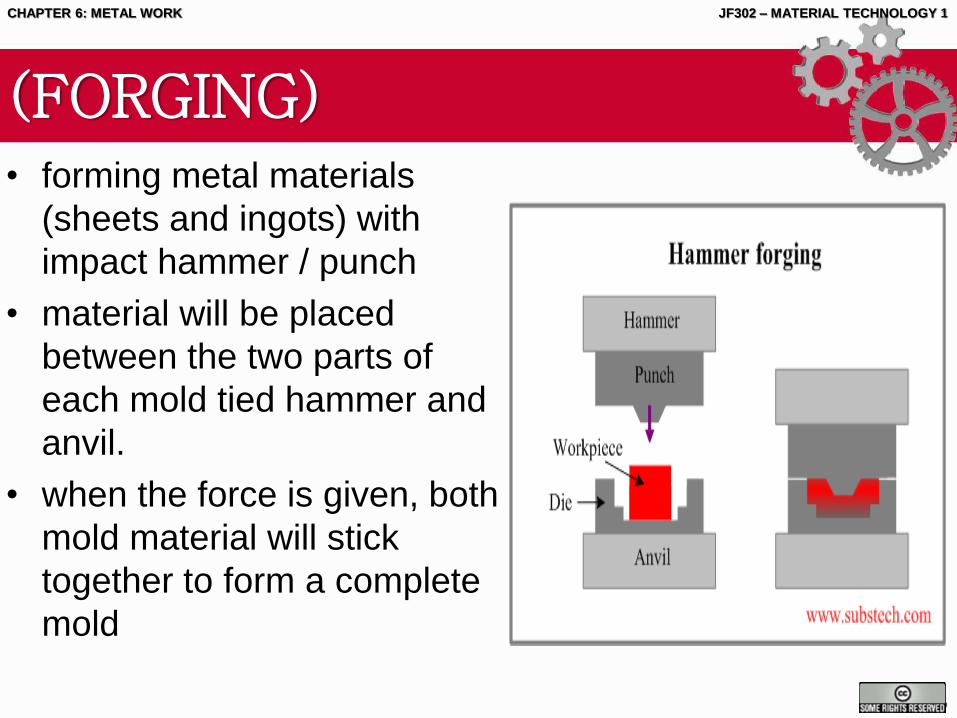
(FORGING) • forming metal materials
(sheets and ingots) with
impact hammer / punch
• material will be placed
between the two parts of
each mold tied hammer and
anvil.
• when the force is given, both
mold material will stick
together to form a complete
mold
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(FORGING)
• mold type is called a closed mold (closed die)
• to ensure filling of the mold is full, the quantity of
material must be more than a little blank space
availability at the mold.
• excess quantity will flow out of the mold and mold
flash.
• Examples of use in the manufacturing process are
spanner, connecting rod and bolts
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK

(FORGING)
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(EXTRUSION)
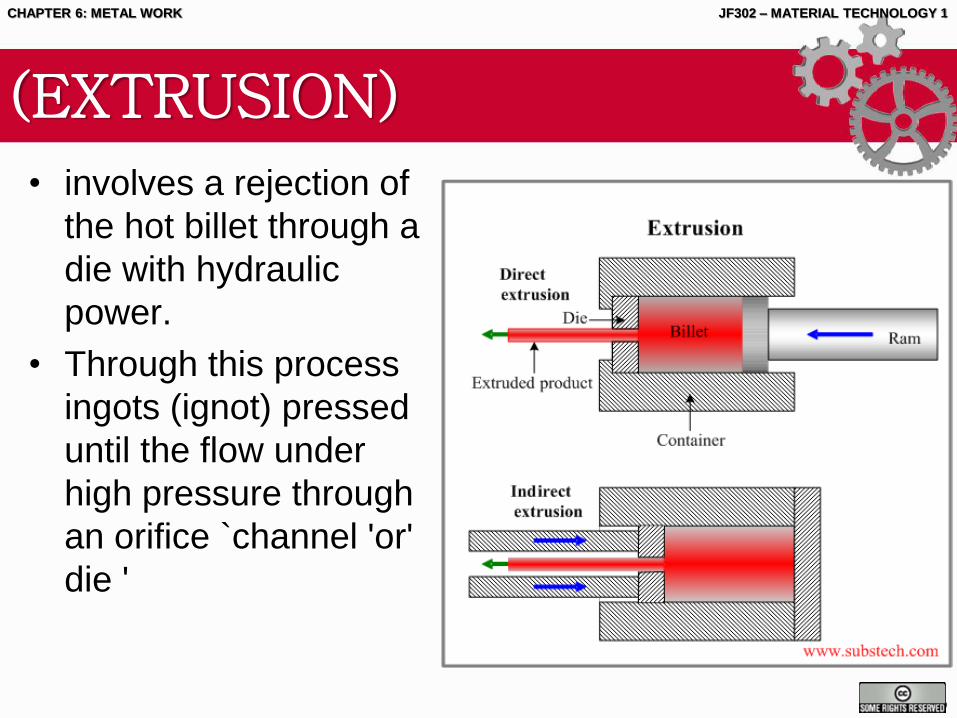
• involves a rejection of
the hot billet through a
die with hydraulic
power.
• Through this process
ingots (ignot) pressed
until the flow under
high pressure through
an orifice `channel 'or'
die '
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
(EXTRUSION)
• The advantage is the ability to produce a variety of
complicated shapes with high dimensional accuracy
and good housekeeping
• Production can also be run continuously but metal
materials that can be processed is limited to metals
with a low melting point and good liquid such as
copper, brass alloys, aluminum and its alloys.
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK

(EXTRUSION)
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK

(EXTRUSION)
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
HOT WORK
ADVANTAGES
• Can break coarse crystalline
structure found in pig
• Fine grain structure
• Cavities (blow holes) present in
the ingots will be removed
• Strength, ductility and hardness of
workpiece produced from hot
working processes are better
compared to workpiece as a result
of cold working process
JF302 – MATERIAL TECHNOLOGY 1 CHAPTER 6: METAL WORK
DISADVANTAGES
• Exact final dimensions for
workpiece is quite hard to come by
• End surface of the workpiece has
a messy