Embed Size (px)
Citation preview

CHAPTER 7
Deep-fat frying
R.G. MoreiraDepartment of Biological and Agricultural Engineering,Texas A&M University, College Station, TX, USA.
Abstract
Frying models can be very complex. Comprehensive models associate energy,mass, and momentum transport equations with all the thermodynamically inter-active fluxes. Food materials are typically hygroscopic in which some water istightly bound to the solid matrix, causing shrinkage when frying. Oil absorptionis a complex phenomenon that still requires investigation. The models presentedhere show the most used approaches to simulate the frying of a single product or abatch of products. These models require a series of input parameters that sometimesare not available in the literature. Numerical solutions are required to solve thesemodels because the nonlinearity of the developed partial differential equations.
1 Introduction
Frying is one of the most popular unit operations to process foods. Frying makesfood more palatable, it is fast, and fried products keep better. There is a largeeconomical potential for development of innovative and improved frying processes.Typical examples of frying technology still evolving include improving oil quality,the mechanism of oil absorption, and engineering considerations of residence timeand design [1].
Deep-fat frying, or immersions frying, is defined as the process of cooking anddehydration of foods by immersing them in hot oil, typically, at 165–190◦C. Dur-ing this time, various chemical and physical changes occur. Chemical structuralchanges occur in the form of starch gelatinization, protein denaturation, and flavordevelopment. Physical changes are manifested as a decrease in moisture content,increase in product temperature, oil content, and crust formation.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
doi:10.2495/978-1-85312-932-2/07
210 Heat Transfer in Food Processing
Fried products absorb oil during frying and as they cool. Changes taking placeduring frying are difficult to model since there are a number of interrelated factorsthat have to be taken into account. It is important to identify the structure changesduring the different stages of the process to understand better the quality changesthat occur during frying. The porosity of the product formed during frying playsan important role in the subsequent oil uptake. When a crust begins to form at thesurface of potato chips, for example, there is an excessive pressure buildup and theproduct expands and puffs. Therefore, a better understanding of the transport pro-cesses and their relationship to various parameters should provide ways to optimizethe frying process, and thus control oil pickup.
Mathematical models of various complexities have been developed. These mod-els deal with frying of individual products assuming constant physical properties.A large number of models have been based on simple diffusion of energy andmass transfer, with various approximations accounting for evaporation or ignoringit altogether, and not including the oil phase transport [2].
The single-piece frying models can be divided into two types, namely, heat andmass balance (semi-empirical) and differential equation (DE) models. The first typeis treated, partially, for its historic interests and partly to place it in content of amore general model. A number of DE models, one for chips (all crust) and one forFrench fries (crust and core), is presented and given a much more detailed treatmentin view of greater accuracy and applicability over a wide range of frying problems.
2 Mathematical models
2.1 Heat and mass balances models – the semi-empirical models
For a crustless model (e.g. bread croutons, extruder puffed snacks, soy protein),moisture content during frying is proportional to the square root of frying timeand the difference between oil temperature and boiling temperature of water. Forcrust-forming products (French fries), an ordinary DE similar to Plank’s equationfor freezing is used to predict the crust thickness of the product during frying [3].
The limitations of these models are as follows: (1) physical and thermal prop-erties are assumed constant; (2) oil absorption is neglected; (3) sensible heating isneglected in the core and in the crust; (4) do not address the transient temperatureand moisture profiles in the core.
2.2 DE models – the deterministic models
DE models of frying are based on the laws of heat and mass transfer and lead torather complicated systems of equations. The models can be solved only with theaid of digital computers.
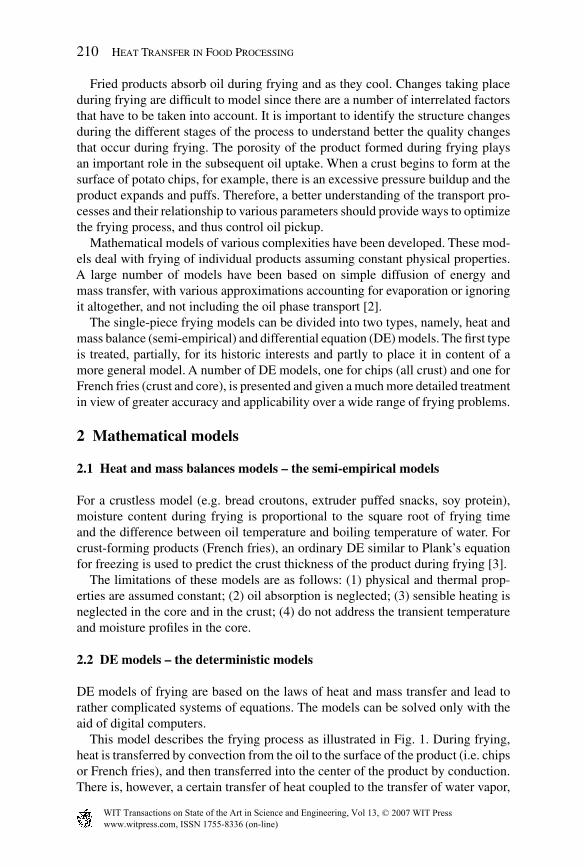
This model describes the frying process as illustrated in Fig. 1. During frying,heat is transferred by convection from the oil to the surface of the product (i.e. chipsor French fries), and then transferred into the center of the product by conduction.There is, however, a certain transfer of heat coupled to the transfer of water vapor,
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 211
Figure 1: Schematic of an infinite slab undergoing frying.
which is the energy carried by the water/vapor. Most of the water escapes fromthe product in the form of vapor during frying. The moisture content decreases, oilcontent increases, and the chip becomes more porous during frying.
Two regions, crust and core, exist during frying. The crust/core interface movestoward the center of the food during frying. In the interface, the temperature remainsat the boiling point for a short period of time to allow for the water present in thatregion to evaporate.
The assumptions to this model include: (1) the product is initially isotropic andisothermal; (2) the initial moisture and temperature distributions in the productare uniform; (3) the heat required for chemical reactions (i.e. starch gelatinization,protein denaturation) is small compared to the heat required to evaporate the water;(4) thermal and physical properties are functions of local temperature and moisturecontent during the frying process; (5) a ‘microscopically uniform’ porous mediumis formed after frying; (6) the surface of the product is covered with a uniform layerof oil after frying, and (7) most of the oil diffuses into the chip after frying duringthe cooling period.
2.2.1 DE model for all crust products (chips)2.2.1.1 Governing equations for temperature change in the product
∇ · (k∇Tp) − ∇ · (NwcpvTp) = ∂(ρpcpTp)
∂t(1)
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

212 Heat Transfer in Food Processing
The second term on the left side of eqn (1) represents the heat transfer caused bydiffusion of water vapor, where Nw is the water vapor flux,
Nw = ∇ · (∇ρpDwM ′) (2)
where ρp is the product density, M ′ the product moisture content, Dw the massdiffusivity of water vapor, k the thermal conductivity of the product, cp the specificheat of the chip, Tp the product temperature, and cpv the specific heat of the watervapor.
2.2.1.2 Governing equations for mass change in the product Fick’s law ofdiffusion is used to calculate the mass transfer rate in the product in two differentdirections: moisture (water vapor) diffuses from the chip to the oil and the oildiffuses from the surface to the center of the chip,
∇ · (Dvρp∇M ′) = ∂(ρpM ′)∂t
(3)
∇ · (Dfρp∇F) = ∂(ρpF)
∂t(4)
where Df is the mass diffusivity of oil, F the oil content. Equations (1)–(4) areused to describe temperature and moisture changes at all points in the chip (i.e.core and crust). Inside the crust, there is an evaporation zone that moves toward thecenter of the product. In the evaporation zone, the temperature is constant, and theenergy is mainly used to evaporate the water. The duration of this constant perioddepends on the water content in that location. As the water content is reduced at thelevel corresponding to Me (equilibrium moisture content), the temperature increasesrapidly and this part of the product becomes part of the crust. Different thermalproperties are used for the two different zones in the product. When the temperatureof the chip is higher than the boiling temperature of water, the properties of vaporinstead of liquid water are used to predict temperature and moisture changes in theproduct. The crust has thermal and physical properties of an insulating material.Its low thermal conductivity and porosity slow down the rate of heat transfer andtherefore the rate at which the product cooks and water vaporizes.
In the case that the ratio of the volume of product to the volume of oil in the fryingvat is large (batch process), the temperature of oil will decrease significantly duringthe first seconds of frying when the products are dropped into the fryer. The changein enthalpy of the oil with respect to time in the spaces between the products is equalto the sum of energy required for heating the product, for evaporating water fromthe chips, for heating the water vapor evaporated from the chips, and for exchangingenergy to the surrounding oil,
mfatcpfat∂Tfat
∂t= [−h∇Tp + hfgDw∇ρbM ′ + Nwcpv(Tp sur − Tfat]
Ap
(1 − �)
+ h′Ao(Tfo − Tfat) (5)
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

Deep-Fat Frying 213
where h′ is the convective heat transfer coefficient between frying oil (in the bed ofproducts) and surrounding oil, Ap is the chip specific surface area (batch of chips),Ao the oil specific surface area (surface area of the frying oil per unit volume ofoil), and � is the porosity of the batch of products.
2.2.1.3 Initial and boundary conditions At the onset of the frying process, thetemperature and moisture content of the product are uniform. The initial conditionsin equation form are thus,
Tp|n,t=0 = Tpoand M ′|n,t=0 = M ′
o (6)
The mathematical domain is bounded by the product surface and the center of thestack of products. Because of the symmetry, there is no temperature or moistureconcentration gradient at the product’s center (n = 0); therefore, at this boundarythe following conditions exist,
∂M ′
∂n
∣∣∣∣n=0,t
= 0∂F
∂n
∣∣∣∣n=0,t
= 0 and∂T
∂n
∣∣∣∣n=0,t
= 0 (7)
At the surface (n = L) for any time, the energy transferred by convection from theoil to the chip’s surface is equal to the sum of energy required for transferring heatto the center of the product by conduction, for evaporating water from the chips,and for heating the water vapor evaporated from the chips at temperature Tp to theoil temperature Tfat [4]:
h(Tp sur − Tfat) = −k∂θ
∂n+ Nw[hfg + cpv(Tp sur − Tfat)] (8a)
where n represents the normal to the surface, h the convective heat transfer coef-ficient, and hfg the latent heat of vaporization. The second term on the right sideof the eqn (6a) is eliminated when the temperature of the chip is above the boilingpoint of water,
h(Tp sur − Tfat) = −k∂θ
∂n+ Nwcpv(Tp sur − Tfat) (8b)
with two mass transfer boundary conditions,
kdρp(M ′sur − M ′∞) = −Nw (9)
where M ′∞ = Me ∼= 0, i.e. the moisture content of the surrounding oil, and,
kdρp(Fsur − F∞) = −Df∂F
∂n(10)
where F∞ = Me ∼= 1, i.e. the oil content of the surrounding oil.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
214 Heat Transfer in Food Processing
2.2.1.4 Input parameters The mathematical model requires physical and thermalproperty data of the material to be fried and the process. While most property dataare obtained from values reported in the literature, some of the properties will needto be analyzed and determined for the product being fried.
2.2.2 DE model for crust and core products (French fries)The main differences with the previous approach are (1) the process is viewed as amoving boundary problem similar to the freeze-drying situations; (2) the productis divided into crust (free of liquid water and above the boiling point) and core(vapor free and below the boiling temperature, but not saturated) and mass andenergy equations are developed for each region (Fig. 1); (3) the vapor moves inthe crust region due to pressure differences; and (4) the mass fraction of oil in thefried product is assumed negligible with negligible effect on other mass and energyfluxes [5, 6].
2.2.2.1 Governing equations for temperature change in the productCore region 0 < x < X(t)
kII(∇2Tp) − Nβxcpβ(∇Tp) = (εβρβ + εσρσcρσ)∂Tp
∂t(11)
Crust region X(t) < x < L
(εγρβcpγ + εσρσcρσ)∂Tp
∂t= kI(∇2Tp) + Nγxcpγ(∇Tp) (12)
where subscripts β, γ, and σ refer to liquid water, water vapor, and solid, respec-tively; superscripts I and II are crust and core regions, X(t) the position of crust/coreinterface, and ε the volume fraction.
2.2.2.2 Governing equations for mass change in the productCore region 0 < x < X(t)
∂Cβ
∂t= Dβσ∇2Cβ (13)
Crust region X(t) < x < L∇ · (ργ∇Pγ) = 0 (14)
where C is the concentration.
2.2.2.3 Initial and boundary conditions Sets of eight boundary conditions andthree initial conditions are specified to solve these equations. The boundary condi-tion at the crust-core interface is defined as
−kI(∇Tp) + kII(∇Tp) − ργKγ
µγ
(∇Pγ)(hβ − Hγ)
= [(εσρσ(hIσ − hII
σ ) + εγργ(Hγ − hγ)]dX
dt(15)
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

Deep-Fat Frying 215
where the interfacial mass balance is
dX
dt= Nβx − Nγx
εγργ − εβρβ
(16)
Nβx = −Dβσ∇2cβ and Nγx = ργKγ
µγ
(∇Pγ) (17)
K the permeability, µ the viscosity, and P the pressure.The final mass transfer boundary condition relates the pressure of the vapor, Pγ, at
the crust/core interface to the temperature through the Clausius–Clapeon equation:
∂Pγ
∂T= hfg
T (Vγ − Vβ)(18)
at x = X(t), t > 0
Pγ = exp
[−hfg
RT+ B
](19)
2.2.3 Input parametersThere are several physical properties and transport parameters that are requiredto solve the DEs describing the models. These include the heat transfer coeffi-cient, the mass diffusion coefficient, the crust and core thermal properties, anddensities.
2.2.4 Solution of the equationsAs frying is a simultaneous heat and mass transfer process, correlation of mois-ture and temperature changes in the product involves solution of coupled DEs.Generally, the equations are not linear (the parameters involved in the equationsare functions of moisture or temperature) and must be solved through numericalmethods.
2.3 Multiphase porous media models – the mechanistic model
The deterministic models developed for deep-fat frying are based on scientificprinciples such as the conservation of mass, momentum, and energy. Mechanisticmodels include kinetic, thermodynamic equilibrium, and mass transport models.
Both models lead to complex theoretical equations that can be solved only withthe aid of digital computers. Simplifying assumptions are generally made in orderto solve these models. These include the use of simplified geometry, homogeneity,and idealized initial and boundary conditions. Parameter estimates (i.e. reactionrates, mass transfer coefficients) have a critical role in mechanistic modeling, andare often based on empirical equations and physical models.
The drying and frying processes are very similar and many models have beendeveloped to describe and predict the two systems. The basic energy and massgoverning equations are very much the same. The differences in the models usu-ally come in the system which the model is describing. In each case, assumptions,
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

216 Heat Transfer in Food Processing
boundary conditions, transport mechanisms, and physical properties for each sys-tem will vary.
Food materials are considered hygroscopic and consist of bound water. Duringfrying, the removal of bound water causes shrinkage of the material. There areseveral assumptions that have been widely used for drying processes. These include:(1) the phases of solid, liquid, and gas are continuous; (2) local thermal equilibriumis valid, which means that the temperatures in the three phases are equal; (3) sorptionisotherm is valid in describing the vapor pressure as a function of temperature andthe moisture content; (4) gas phase consists of a binary mixture of air and vapor;(5) Darcy’s law is valid in describing the convective flow of liquid and gases;(6) liquid transport is due to the capillary and convective flow, and gas transport isdue to convective flow and molecular (Knudsen) diffusion; and (7) heat conductionin the porous media is described in terms of effective thermal conductivity and isproportional to the mass content of each phase.
For the frying of chips, the following assumptions are also included: (8) thelatent heat of vaporization cools the region during evaporation keeping the localtemperature near the boiling point, (8) local temperature remains at boiling pointuntil very low water saturation is reached, (9) heat transfer coefficient is a functionof frying temperature and temperature gradient between the surface and the oil,(10) shrinkage is due to bound water removal, and (11) puffing is due to air andvapor expansion.
During the frying of a porous media, the following transport phenomena willtake place: diffusive transport of vapor and air, capillarity driven transport of liquid(water and oil), and total pressure driven flow of liquid, vapor, and air. The followingrate equations are derived in similar fashion to Ni and Datta [7].
Combining the diffusive and convective fluxes, the total flux of air and vaporbecomes:
⇀na = −ρa
KiKgr
µg∇P − C2
ρgMaMvDeff,g∇xa (20)
⇀nv = −ρv
KiKgr
µg∇P − C2
ρgMaMvDeff,g∇xv (21)
where Ki is the intrinsic permeability, Kgr the air relative permeability, Kvr thewater vapor relative permeability, M the molecular weight, Deff the effective massdiffusivity, and x the molar fraction.
The liquid flux of water and oil based on the total cross-sectional area can bederived as
⇀nw = −ρw
KiKwr
µw∇P − am∇Sw − δT∇T (22)
⇀no = −ρo
KiKor
µo∇P − amo∇So − δTo∇T (23)
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 217
where Sw is the water saturation (pore volume fractions occupied by water), So theoil saturation, Kwr the water relative permeability, and Kor the oil relative perme-ability. The coefficients am, δT, amo, and δTo, are given below:
am = −ρwKiKwr
µw
∂pc
∂SwδT = −ρw
KiKwr
µw
∂pc
∂T
amo = −ρoKiKor
µo
∂pc
∂SoδTo = −ρo
KiKor
µo
∂pc
∂T
where the capillary pressure pc is a function of Sw and T .
2.3.1 Governing equationsThe conservative equations for vapor, liquid water, air, and energy in the porousmedium are written, respectively as follows.
2.3.1.1 Mass conservation of vapor and liquid water
∂
∂t
(pvMvSgφ
RT
)+ ∂
∂t(ρwφSw) = ∇(�nv + �nw) (24)
where M is the molecular weight, φ the porosity, p the partial pressure, and R thegas constant.
2.3.1.2 Mass conservation of air
∂
∂t
(paMaSgφ
RT
)= ∇(�na) (25)
2.3.1.3 Mass conservation of oil
∂
∂t(ρoφSo) = ∇(�no) (26)
2.3.1.4 Energy conservation
(ρcp)eff∂T
∂t− (hfgφρw)
∂Sw
∂t− (hfgφρo)
∂So
∂t
= (�nvcpv + �nacpa + �nwcpw + �nocpo)∇T + ∇[(−amhfg)∇Sw]
+ ∇[(−amohfg)∇So] + ∇[(−keff − (δTo − δT))∇T ]
+ ∇[−(
KiKwr
µwρw + KiKor
µoρo
)hfg∇P
](27)
where keff is the effective thermal conductivity of the product.
2.3.2 Initial and boundary conditionsThe product is assumed to be at equilibrium prior to frying and has uniform Sw, So,T , and P. The initial conditions include Sw = Swi, So = 0; T = Ti, P = Pamb. Theboundary conditions are given below.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

218 Heat Transfer in Food Processing
2.3.2.1 Closed boundary Assuming symmetric geometry, the closed boundaryyields the following mass and energy equations
⇀nw + ⇀
nv = 0 (28)⇀no = 0 (29)⇀na = 0 (30)
−keff∇T = 0 (31)
2.3.2.2 Open boundary Mass transfer on the surface is assumed to be in equi-librium with the surrounding. Regardless of volumetric evaporation present inside,surface evaporation occurs simultaneously which means that there is liquid fluxcrossing the boundary and vaporizing instantly [7]. Therefore, the surface evapo-ration only affects the boundary mass and heat flux. At the surface, oil saturation isassumed constant. For the open boundary, the following mass and energy equationsare
⇀nv + ⇀
nw = φ(Sg + Sw)
(pv
RvT− ρv0
)hmv (32)
So = So1 (33)
P = Pamb (34)
−keff∇T = h(T − Tamb) + ⇀nwhfg (35)
2.3.3 Oil absorption during coolingThe majority of the fat content in products such as tortilla chips results from theabsorption of oil during the cooling process [8]. The only transport phenomenonduring cooling is oil absorption, which is assumed to be a function of the capillarypressure.
In solving the sets of partial DEs for the cooling process, eqns (24)–(27) arefollowed with several additional assumptions. First, there is no moisture transferand, second, there is rapid oil transfer due to the capillary pressure difference. Theinitial conditions during cooling are Sw = Sii, So = So1; T = Tamb, P = Pamb. Theclosed boundary conditions are the same as eqns (28)–(31) and the open boundaryconditions are the same as eqns (32), (34), and (35), but eqn (33) is modified toinclude the oil flux,
�no = ρoKiKor
µo
∂pc
∂So(36)
2.3.4 Structural changesThe basis of this model is to account for the structural changes during the fryingprocess. Experimental data on shrinkage and expansion are required to model thestructural changes during the process [2]. Realistically, a microscopic model mayhave to be developed to represent each individual pore expansion.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 219
2.3.5 Input parametersThis model also needs a large number of input parameters. Some are physicallymeasurable while others are quite difficult and are not available for food systems.These parameters are porosity, thermal conductivity, density, specific heat, capil-lary diffusivity, molecular diffusivity, vapor and liquid permeability, and moistureisotherms.
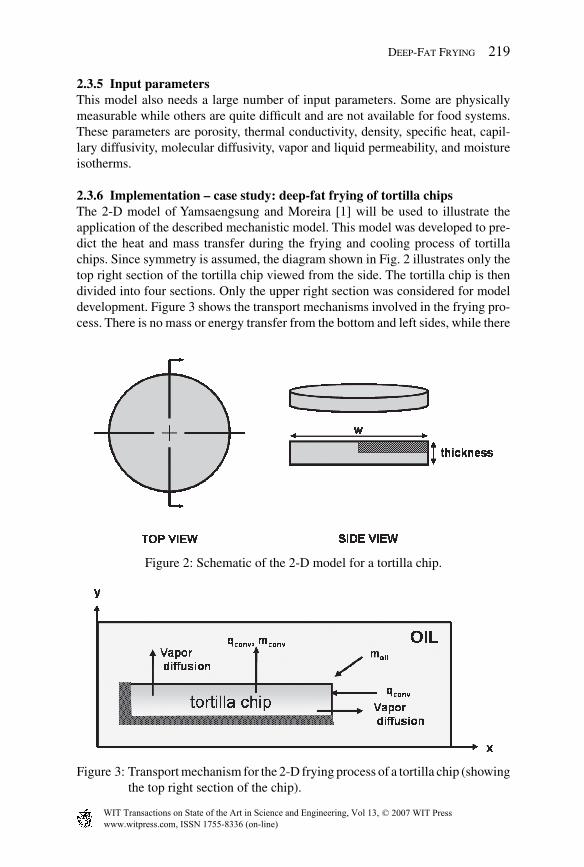
2.3.6 Implementation – case study: deep-fat frying of tortilla chipsThe 2-D model of Yamsaengsung and Moreira [1] will be used to illustrate theapplication of the described mechanistic model. This model was developed to pre-dict the heat and mass transfer during the frying and cooling process of tortillachips. Since symmetry is assumed, the diagram shown in Fig. 2 illustrates only thetop right section of the tortilla chip viewed from the side. The tortilla chip is thendivided into four sections. Only the upper right section was considered for modeldevelopment. Figure 3 shows the transport mechanisms involved in the frying pro-cess. There is no mass or energy transfer from the bottom and left sides, while there
Figure 2: Schematic of the 2-D model for a tortilla chip.
Figure 3: Transport mechanism for the 2-D frying process of a tortilla chip (showingthe top right section of the chip).
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
220 Heat Transfer in Food Processing
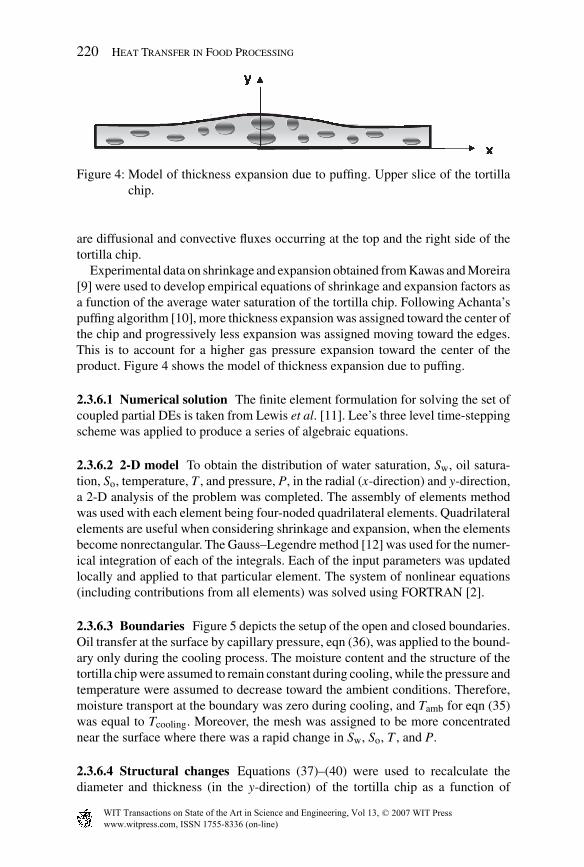
Figure 4: Model of thickness expansion due to puffing. Upper slice of the tortillachip.
are diffusional and convective fluxes occurring at the top and the right side of thetortilla chip.
Experimental data on shrinkage and expansion obtained from Kawas and Moreira[9] were used to develop empirical equations of shrinkage and expansion factors asa function of the average water saturation of the tortilla chip. Following Achanta’spuffing algorithm [10], more thickness expansion was assigned toward the center ofthe chip and progressively less expansion was assigned moving toward the edges.This is to account for a higher gas pressure expansion toward the center of theproduct. Figure 4 shows the model of thickness expansion due to puffing.
2.3.6.1 Numerical solution The finite element formulation for solving the set ofcoupled partial DEs is taken from Lewis et al. [11]. Lee’s three level time-steppingscheme was applied to produce a series of algebraic equations.
2.3.6.2 2-D model To obtain the distribution of water saturation, Sw, oil satura-tion, So, temperature, T , and pressure, P, in the radial (x-direction) and y-direction,a 2-D analysis of the problem was completed. The assembly of elements methodwas used with each element being four-noded quadrilateral elements. Quadrilateralelements are useful when considering shrinkage and expansion, when the elementsbecome nonrectangular. The Gauss–Legendre method [12] was used for the numer-ical integration of each of the integrals. Each of the input parameters was updatedlocally and applied to that particular element. The system of nonlinear equations(including contributions from all elements) was solved using FORTRAN [2].
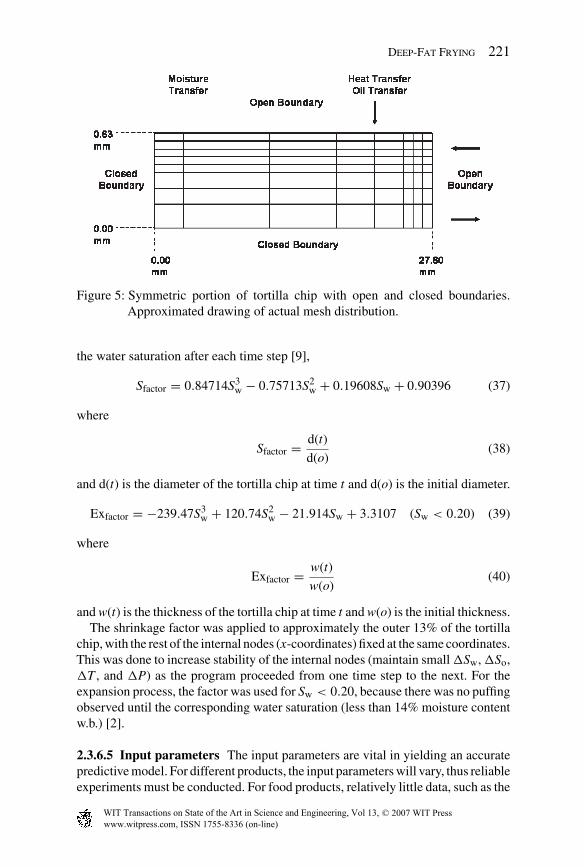
2.3.6.3 Boundaries Figure 5 depicts the setup of the open and closed boundaries.Oil transfer at the surface by capillary pressure, eqn (36), was applied to the bound-ary only during the cooling process. The moisture content and the structure of thetortilla chip were assumed to remain constant during cooling, while the pressure andtemperature were assumed to decrease toward the ambient conditions. Therefore,moisture transport at the boundary was zero during cooling, and Tamb for eqn (35)was equal to Tcooling. Moreover, the mesh was assigned to be more concentratednear the surface where there was a rapid change in Sw, So, T , and P.
2.3.6.4 Structural changes Equations (37)–(40) were used to recalculate thediameter and thickness (in the y-direction) of the tortilla chip as a function of
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 221
Figure 5: Symmetric portion of tortilla chip with open and closed boundaries.Approximated drawing of actual mesh distribution.
the water saturation after each time step [9],
Sfactor = 0.84714S3w − 0.75713S2
w + 0.19608Sw + 0.90396 (37)
where
Sfactor = d(t)
d(o)(38)
and d(t) is the diameter of the tortilla chip at time t and d(o) is the initial diameter.
Exfactor = −239.47S3w + 120.74S2
w − 21.914Sw + 3.3107 (Sw < 0.20) (39)
where
Exfactor = w(t)
w(o)(40)
and w(t) is the thickness of the tortilla chip at time t and w(o) is the initial thickness.The shrinkage factor was applied to approximately the outer 13% of the tortilla
chip, with the rest of the internal nodes (x-coordinates) fixed at the same coordinates.This was done to increase stability of the internal nodes (maintain small �Sw, �So,�T , and �P) as the program proceeded from one time step to the next. For theexpansion process, the factor was used for Sw < 0.20, because there was no puffingobserved until the corresponding water saturation (less than 14% moisture contentw.b.) [2].
2.3.6.5 Input parameters The input parameters are vital in yielding an accuratepredictive model. For different products, the input parameters will vary, thus reliableexperiments must be conducted. For food products, relatively little data, such as the
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

222 Heat Transfer in Food Processing
permeability of liquids and gases, the sorption isotherms, and the capillary pressurecurve, are available.
Equation (40) gives the sorption isotherm used in this model. The equation istaken from Kawas [9] who fitted experimental data for the frying of tortilla chipswith the Chung and Pfost [13] model. The k′
1 and k′2 values are 8.11 × 106 kg-mol/kJ
and 17.91, T is in kelvin, and M ′ is moisture content (d.b.),
ln
(pv
ps
)= − k′
1
RTexp (−k′
2M ′) (41)
Since no permeability data for tortilla chips have been collected, values for theintrinsic and relative permeabilities follow those used by Ni and Datta [7]. Toaccount for the convective flow of liquid and gas due to capillary pressure, severalcorrelations were studied. In this model, the Spolek and Plumb [14] equation wasmodified (eqn (42)) and it gave good results. The equation gives the capillarypressure as a function of water saturation. In further research, experiments must beconducted to obtain true capillary pressure curves for tortilla chips,
pc = 0.45 × 106S−0.23w (42)
The effective heat capacity, which includes the contribution of all the componentsin the tortilla chip, is given in eqn (43),
(ρcp)eff = ρscps(1 − φ) + ρwcpwφSw + ρocpoφSo + ρgcpgφ(1 − Sw − So)
(43)
Changes in the tortilla chips’ specific heat (cps) with temperature were smallcompared to changes with moisture content [4]. The heat capacities of the tortillachip solid fraction along with the rest of its components are shown in Tables 1 and2. The unit of specific heat is J/kg K. From Table 1, M ′ is the moisture content indecimal (d.b.), Ma is the molecular weight (m.w.) of air (28.85 g/gmol), and Mv isthe m.w. of vapor (18.02 g/gmol).
Table 1: Heat capacity values used in this model [2].
Parameter Values (J/kg K)
Solid cps = (2.506 + 2.503W − 1.557M ′2) × 103
Water cpw = 4180 at 15◦COil cpo = 2223O2 (J/mol K) cpO2 = (aO2 + bO2 T + cO2 T2 + dO2 T3)N2 (J/mol K) cpN2 = (aN2 + bN2 T + cN2 T2 + dN2 T3)
Air cpa = (0.21CpO2 + 0.79CpN2 ) × 103(
1
Ma
)
Water vapor cpv = (av + bvT + cvT2 + dvT3) × 103(
1
Mv
)
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 223
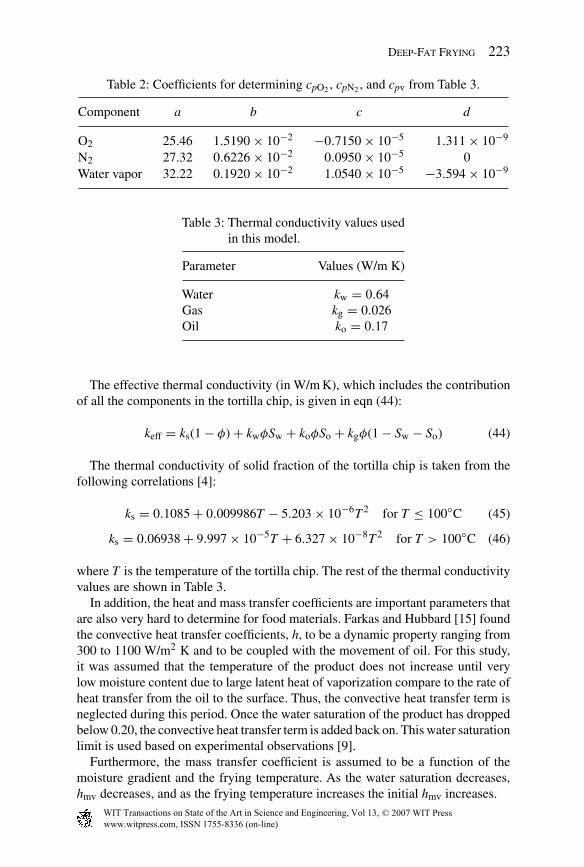
Table 2: Coefficients for determining cpO2 , cpN2 , and cpv from Table 3.
Component a b c d
O2 25.46 1.5190 × 10−2 −0.7150 × 10−5 1.311 × 10−9
N2 27.32 0.6226 × 10−2 0.0950 × 10−5 0Water vapor 32.22 0.1920 × 10−2 1.0540 × 10−5 −3.594 × 10−9
Table 3: Thermal conductivity values usedin this model.
Parameter Values (W/m K)
Water kw = 0.64Gas kg = 0.026Oil ko = 0.17
The effective thermal conductivity (in W/m K), which includes the contributionof all the components in the tortilla chip, is given in eqn (44):
keff = ks(1 − φ) + kwφSw + koφSo + kgφ(1 − Sw − So) (44)
The thermal conductivity of solid fraction of the tortilla chip is taken from thefollowing correlations [4]:
ks = 0.1085 + 0.009986T − 5.203 × 10−6T2 for T ≤ 100◦C (45)
ks = 0.06938 + 9.997 × 10−5T + 6.327 × 10−8T2 for T > 100◦C (46)
where T is the temperature of the tortilla chip. The rest of the thermal conductivityvalues are shown in Table 3.
In addition, the heat and mass transfer coefficients are important parameters thatare also very hard to determine for food materials. Farkas and Hubbard [15] foundthe convective heat transfer coefficients, h, to be a dynamic property ranging from300 to 1100 W/m2 K and to be coupled with the movement of oil. For this study,it was assumed that the temperature of the product does not increase until verylow moisture content due to large latent heat of vaporization compare to the rate ofheat transfer from the oil to the surface. Thus, the convective heat transfer term isneglected during this period. Once the water saturation of the product has droppedbelow 0.20, the convective heat transfer term is added back on. This water saturationlimit is used based on experimental observations [9].
Furthermore, the mass transfer coefficient is assumed to be a function of themoisture gradient and the frying temperature. As the water saturation decreases,hmv decreases, and as the frying temperature increases the initial hmv increases.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
224 Heat Transfer in Food Processing
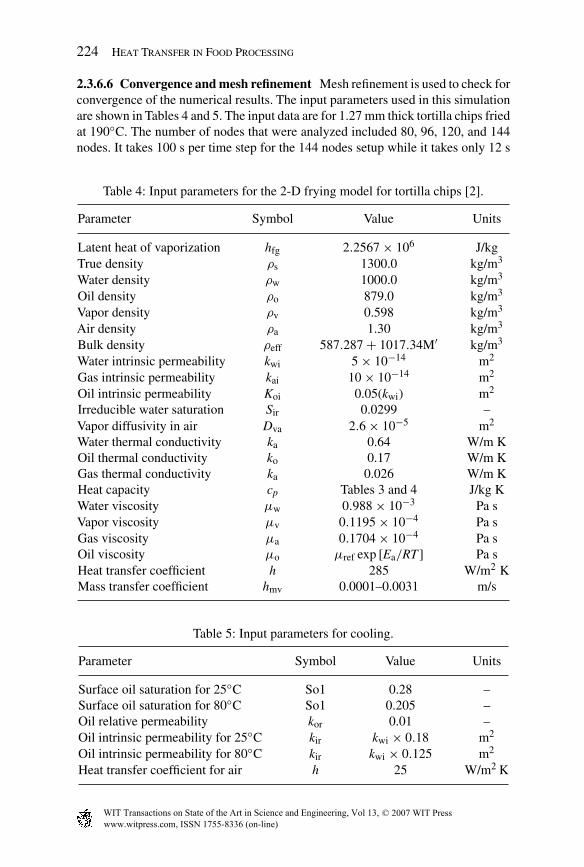
2.3.6.6 Convergence and mesh refinement Mesh refinement is used to check forconvergence of the numerical results. The input parameters used in this simulationare shown in Tables 4 and 5. The input data are for 1.27 mm thick tortilla chips friedat 190◦C. The number of nodes that were analyzed included 80, 96, 120, and 144nodes. It takes 100 s per time step for the 144 nodes setup while it takes only 12 s
Table 4: Input parameters for the 2-D frying model for tortilla chips [2].
Parameter Symbol Value Units
Latent heat of vaporization hfg 2.2567 × 106 J/kgTrue density ρs 1300.0 kg/m3
Water density ρw 1000.0 kg/m3
Oil density ρo 879.0 kg/m3
Vapor density ρv 0.598 kg/m3
Air density ρa 1.30 kg/m3
Bulk density ρeff 587.287 + 1017.34M′ kg/m3
Water intrinsic permeability kwi 5 × 10−14 m2
Gas intrinsic permeability kai 10 × 10−14 m2
Oil intrinsic permeability Koi 0.05(kwi) m2
Irreducible water saturation Sir 0.0299 –Vapor diffusivity in air Dva 2.6 × 10−5 m2
Water thermal conductivity ka 0.64 W/m KOil thermal conductivity ko 0.17 W/m KGas thermal conductivity ka 0.026 W/m KHeat capacity cp Tables 3 and 4 J/kg KWater viscosity µw 0.988 × 10−3 Pa sVapor viscosity µv 0.1195 × 10−4 Pa sGas viscosity µa 0.1704 × 10−4 Pa sOil viscosity µo µref exp [Ea/RT ] Pa sHeat transfer coefficient h 285 W/m2 KMass transfer coefficient hmv 0.0001–0.0031 m/s
Table 5: Input parameters for cooling.
Parameter Symbol Value Units
Surface oil saturation for 25◦C So1 0.28 –Surface oil saturation for 80◦C So1 0.205 –Oil relative permeability kor 0.01 –Oil intrinsic permeability for 25◦C kir kwi × 0.18 m2
Oil intrinsic permeability for 80◦C kir kwi × 0.125 m2
Heat transfer coefficient for air h 25 W/m2 K
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 225
per time step for the 80 nodes setup. Based on the agreement between experimentaland predicted results, it is sufficient to use just 80 nodes for the calculations of the1.27 mm thick chips [2].
2.3.7 ValidationSeveral frying conditions were set according to the experiments performed byKawas and Moreira [9] and Chen and Moreira [4]. All moisture contents are inwet basis (w.b.) unless specified.
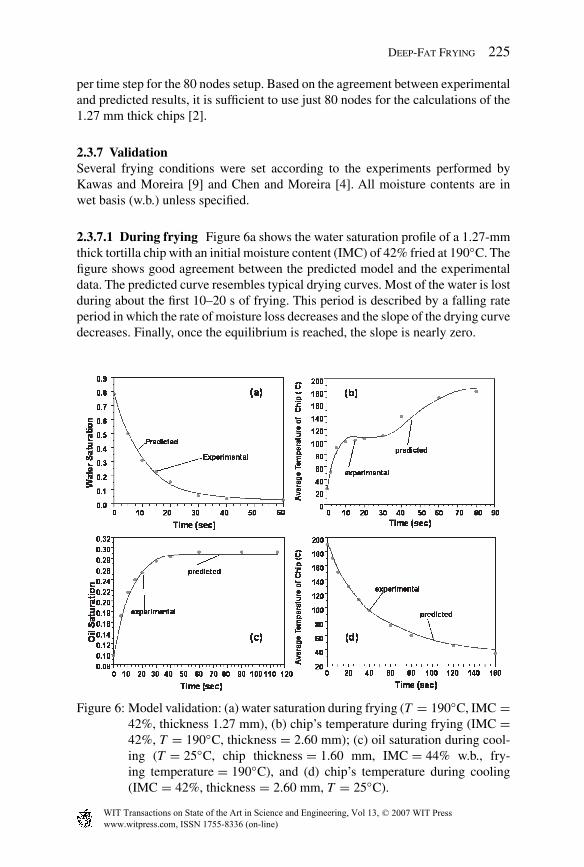
2.3.7.1 During frying Figure 6a shows the water saturation profile of a 1.27-mmthick tortilla chip with an initial moisture content (IMC) of 42% fried at 190◦C. Thefigure shows good agreement between the predicted model and the experimentaldata. The predicted curve resembles typical drying curves. Most of the water is lostduring about the first 10–20 s of frying. This period is described by a falling rateperiod in which the rate of moisture loss decreases and the slope of the drying curvedecreases. Finally, once the equilibrium is reached, the slope is nearly zero.
Figure 6: Model validation: (a) water saturation during frying (T = 190◦C, IMC =42%, thickness 1.27 mm), (b) chip’s temperature during frying (IMC =42%, T = 190◦C, thickness = 2.60 mm); (c) oil saturation during cool-ing (T = 25◦C, chip thickness = 1.60 mm, IMC = 44% w.b., fry-ing temperature = 190◦C), and (d) chip’s temperature during cooling(IMC = 42%, thickness = 2.60 mm, T = 25◦C).
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
226 Heat Transfer in Food Processing
The experimental temperature profile is shown along with the predictive profilein Fig. 6b. It indicates a short sensible heating period until the product temperaturereaches the boiling point of water (approximately 100◦C). Following the sensibleheating period, the sample enters a constant temperature period in which all of theheat is used to evaporate water from the product (i.e. latent heat). After water hasbeen removed to nearly equilibrium, the temperature at that particular region beginsto increase up to the temperature of the oil bath (approximately 190◦C).
While the temperature at the center of the product may still be in the proximityof 100◦C, the temperature near the edges (crust) is already above 100◦C. This edgeregion is the crust region, which contains very little moisture and has physicalproperties much different than the high moisture core region. As frying proceeds,the crust region increases in thickness and moves toward the center of the product.
2.3.7.2 During cooling During the cooling process, when the chips are removedfrom the fryer, the oil content increases sharply, reaching a maximum value at about160 seconds, i.e. when the chips temperature is reduced to the ambient temperature[16]. Since nearly 64% of the oil is absorbed during cooling, the mechanism of oilabsorption may be related to the capillary pressure difference and the interfacialtension between the oil and the gas within the pores [16]. Hence, the oil transportdue to capillary pressure term is included during the cooling process.
From previous experiments [4], it has been shown that less oil absorption occurswhen the ambient temperature is closer to the temperature of the product at theinstant it has been removed from the fryer (i.e. 190◦C). Figure 6d compares thepredicted and experimental results for cooling at 27◦C. To make a comparisonwith the experimental data, the original oil content was set at 8.0% w.b., or an oilsaturation value of 0.097. Oil saturation was uniformly distributed for this particularcase. For tortilla chips fried at 190◦C, the amount of oil absorption predicted duringfrying alone was around 0.11. The total amount of oil absorbed after cooling wasabout 27% w.b. or about 0.28 oil saturation.
The temperature history of the tortilla chips during the cooling process wascompared with data from Chen [4] at 27◦C. Figure 6d shows that even after 160 s,the temperature of the tortilla chip still does not reach the ambient temperature.This is due to the thickness of the tortilla chip. Further cooling would force theproduct temperature toward the ambient temperature.
The temperature drops rapidly during the first part of the cooling process withthe chip cooling at a lower temperature having a less dramatic temperature drop.This rapid decrease in temperature also leads to a rapid decrease in the internalpressure of the tortilla chip resulting in about 0.28 oil saturation (27% OC w.b.).
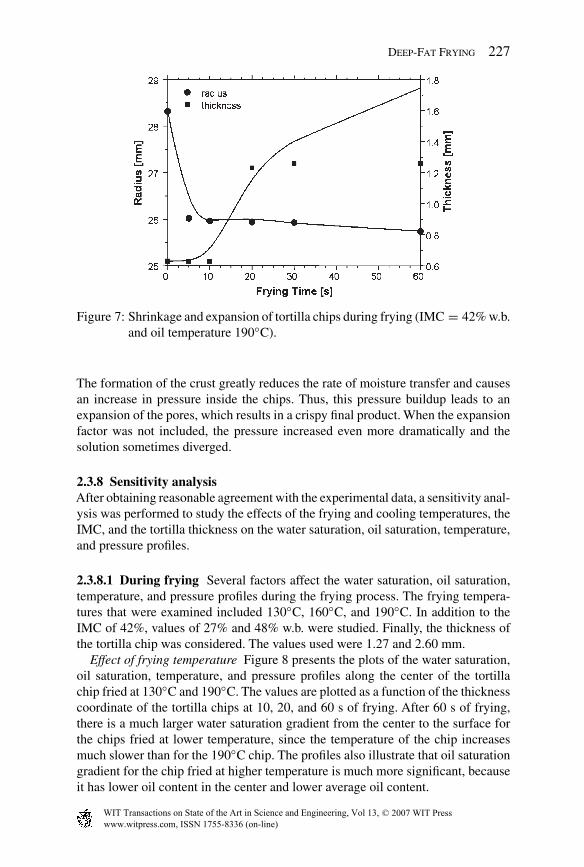
2.3.7.3 Structural changes During frying, the tortilla chip undergoes bothshrinkage in the radial direction and expansion in the thickness due to gas bub-ble expansion inside the tortilla chip. Figure 7 shows the thickness (y) at eachradial position (x) of the chip during frying. Most of the shrinkage occurs after 5s of frying and most of the expansion occurs after 20 s of frying, or at very lowwater saturation. Expansion was occurring at about the time the crust was forming.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 227
Figure 7: Shrinkage and expansion of tortilla chips during frying (IMC = 42% w.b.and oil temperature 190◦C).
The formation of the crust greatly reduces the rate of moisture transfer and causesan increase in pressure inside the chips. Thus, this pressure buildup leads to anexpansion of the pores, which results in a crispy final product. When the expansionfactor was not included, the pressure increased even more dramatically and thesolution sometimes diverged.
2.3.8 Sensitivity analysisAfter obtaining reasonable agreement with the experimental data, a sensitivity anal-ysis was performed to study the effects of the frying and cooling temperatures, theIMC, and the tortilla thickness on the water saturation, oil saturation, temperature,and pressure profiles.
2.3.8.1 During frying Several factors affect the water saturation, oil saturation,temperature, and pressure profiles during the frying process. The frying tempera-tures that were examined included 130◦C, 160◦C, and 190◦C. In addition to theIMC of 42%, values of 27% and 48% w.b. were studied. Finally, the thickness ofthe tortilla chip was considered. The values used were 1.27 and 2.60 mm.
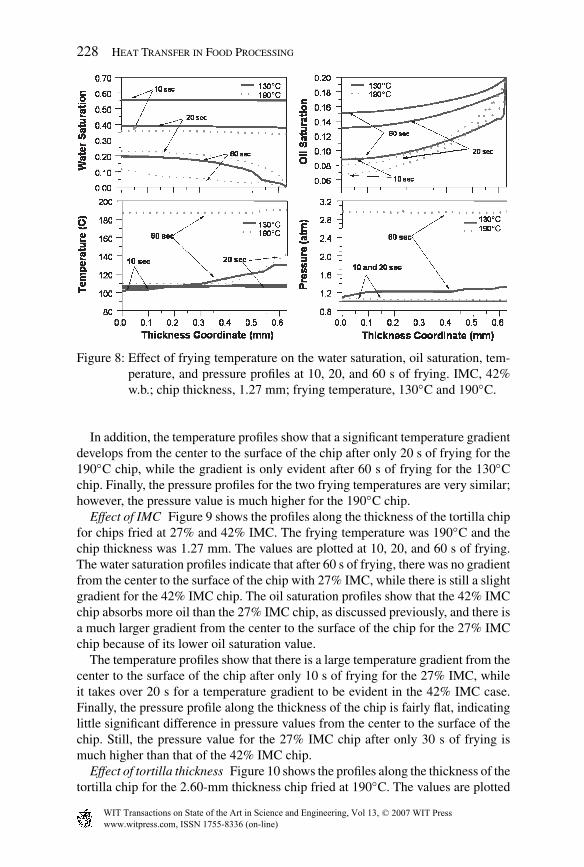
Effect of frying temperature Figure 8 presents the plots of the water saturation,oil saturation, temperature, and pressure profiles along the center of the tortillachip fried at 130◦C and 190◦C. The values are plotted as a function of the thicknesscoordinate of the tortilla chips at 10, 20, and 60 s of frying. After 60 s of frying,there is a much larger water saturation gradient from the center to the surface forthe chips fried at lower temperature, since the temperature of the chip increasesmuch slower than for the 190◦C chip. The profiles also illustrate that oil saturationgradient for the chip fried at higher temperature is much more significant, becauseit has lower oil content in the center and lower average oil content.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
228 Heat Transfer in Food Processing
Figure 8: Effect of frying temperature on the water saturation, oil saturation, tem-perature, and pressure profiles at 10, 20, and 60 s of frying. IMC, 42%w.b.; chip thickness, 1.27 mm; frying temperature, 130◦C and 190◦C.
In addition, the temperature profiles show that a significant temperature gradientdevelops from the center to the surface of the chip after only 20 s of frying for the190◦C chip, while the gradient is only evident after 60 s of frying for the 130◦Cchip. Finally, the pressure profiles for the two frying temperatures are very similar;however, the pressure value is much higher for the 190◦C chip.
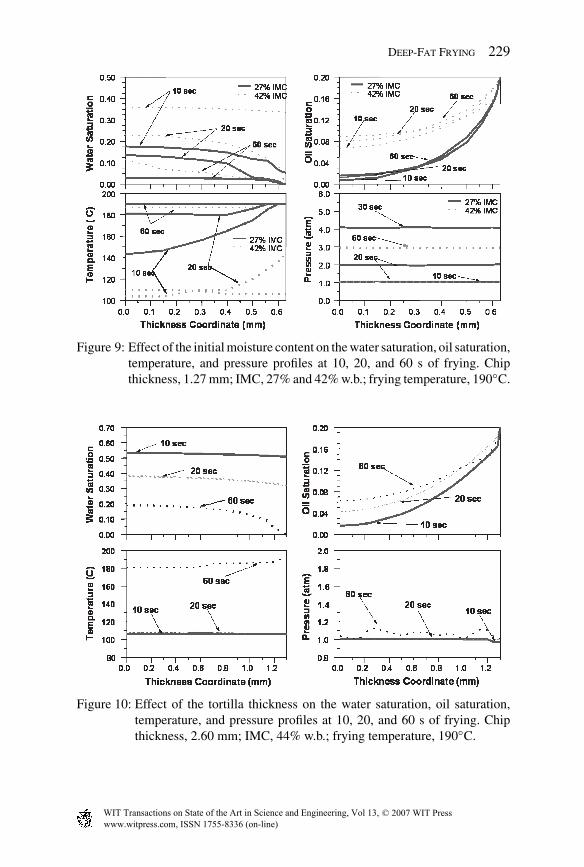
Effect of IMC Figure 9 shows the profiles along the thickness of the tortilla chipfor chips fried at 27% and 42% IMC. The frying temperature was 190◦C and thechip thickness was 1.27 mm. The values are plotted at 10, 20, and 60 s of frying.The water saturation profiles indicate that after 60 s of frying, there was no gradientfrom the center to the surface of the chip with 27% IMC, while there is still a slightgradient for the 42% IMC chip. The oil saturation profiles show that the 42% IMCchip absorbs more oil than the 27% IMC chip, as discussed previously, and there isa much larger gradient from the center to the surface of the chip for the 27% IMCchip because of its lower oil saturation value.
The temperature profiles show that there is a large temperature gradient from thecenter to the surface of the chip after only 10 s of frying for the 27% IMC, whileit takes over 20 s for a temperature gradient to be evident in the 42% IMC case.Finally, the pressure profile along the thickness of the chip is fairly flat, indicatinglittle significant difference in pressure values from the center to the surface of thechip. Still, the pressure value for the 27% IMC chip after only 30 s of frying ismuch higher than that of the 42% IMC chip.
Effect of tortilla thickness Figure 10 shows the profiles along the thickness of thetortilla chip for the 2.60-mm thickness chip fried at 190◦C. The values are plotted
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 229
Figure 9: Effect of the initial moisture content on the water saturation, oil saturation,temperature, and pressure profiles at 10, 20, and 60 s of frying. Chipthickness, 1.27 mm; IMC, 27% and 42% w.b.; frying temperature, 190◦C.
Figure 10: Effect of the tortilla thickness on the water saturation, oil saturation,temperature, and pressure profiles at 10, 20, and 60 s of frying. Chipthickness, 2.60 mm; IMC, 44% w.b.; frying temperature, 190◦C.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
230 Heat Transfer in Food Processing
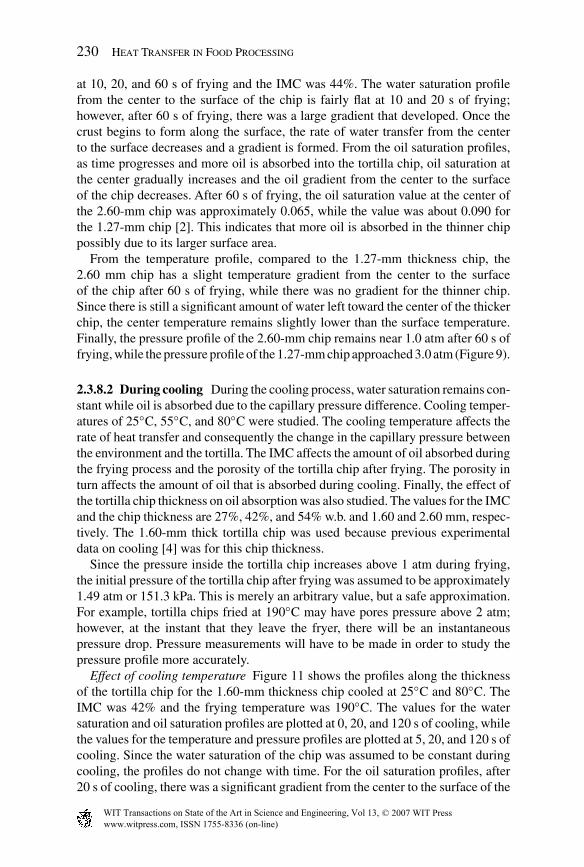
at 10, 20, and 60 s of frying and the IMC was 44%. The water saturation profilefrom the center to the surface of the chip is fairly flat at 10 and 20 s of frying;however, after 60 s of frying, there was a large gradient that developed. Once thecrust begins to form along the surface, the rate of water transfer from the centerto the surface decreases and a gradient is formed. From the oil saturation profiles,as time progresses and more oil is absorbed into the tortilla chip, oil saturation atthe center gradually increases and the oil gradient from the center to the surfaceof the chip decreases. After 60 s of frying, the oil saturation value at the center ofthe 2.60-mm chip was approximately 0.065, while the value was about 0.090 forthe 1.27-mm chip [2]. This indicates that more oil is absorbed in the thinner chippossibly due to its larger surface area.
From the temperature profile, compared to the 1.27-mm thickness chip, the2.60 mm chip has a slight temperature gradient from the center to the surfaceof the chip after 60 s of frying, while there was no gradient for the thinner chip.Since there is still a significant amount of water left toward the center of the thickerchip, the center temperature remains slightly lower than the surface temperature.Finally, the pressure profile of the 2.60-mm chip remains near 1.0 atm after 60 s offrying, while the pressure profile of the 1.27-mm chip approached 3.0 atm (Figure 9).
2.3.8.2 During cooling During the cooling process, water saturation remains con-stant while oil is absorbed due to the capillary pressure difference. Cooling temper-atures of 25◦C, 55◦C, and 80◦C were studied. The cooling temperature affects therate of heat transfer and consequently the change in the capillary pressure betweenthe environment and the tortilla. The IMC affects the amount of oil absorbed duringthe frying process and the porosity of the tortilla chip after frying. The porosity inturn affects the amount of oil that is absorbed during cooling. Finally, the effect ofthe tortilla chip thickness on oil absorption was also studied. The values for the IMCand the chip thickness are 27%, 42%, and 54% w.b. and 1.60 and 2.60 mm, respec-tively. The 1.60-mm thick tortilla chip was used because previous experimentaldata on cooling [4] was for this chip thickness.
Since the pressure inside the tortilla chip increases above 1 atm during frying,the initial pressure of the tortilla chip after frying was assumed to be approximately1.49 atm or 151.3 kPa. This is merely an arbitrary value, but a safe approximation.For example, tortilla chips fried at 190◦C may have pores pressure above 2 atm;however, at the instant that they leave the fryer, there will be an instantaneouspressure drop. Pressure measurements will have to be made in order to study thepressure profile more accurately.
Effect of cooling temperature Figure 11 shows the profiles along the thicknessof the tortilla chip for the 1.60-mm thickness chip cooled at 25◦C and 80◦C. TheIMC was 42% and the frying temperature was 190◦C. The values for the watersaturation and oil saturation profiles are plotted at 0, 20, and 120 s of cooling, whilethe values for the temperature and pressure profiles are plotted at 5, 20, and 120 s ofcooling. Since the water saturation of the chip was assumed to be constant duringcooling, the profiles do not change with time. For the oil saturation profiles, after20 s of cooling, there was a significant gradient from the center to the surface of the
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 231
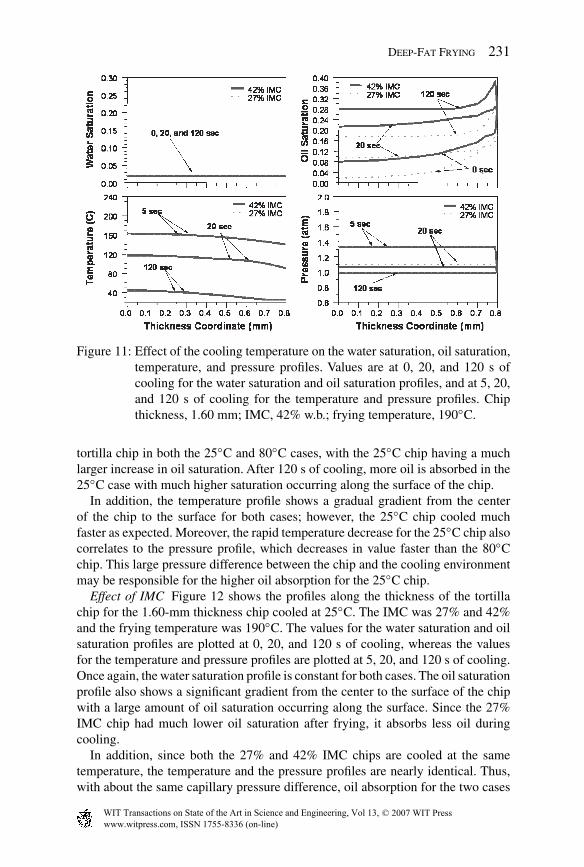
Figure 11: Effect of the cooling temperature on the water saturation, oil saturation,temperature, and pressure profiles. Values are at 0, 20, and 120 s ofcooling for the water saturation and oil saturation profiles, and at 5, 20,and 120 s of cooling for the temperature and pressure profiles. Chipthickness, 1.60 mm; IMC, 42% w.b.; frying temperature, 190◦C.
tortilla chip in both the 25◦C and 80◦C cases, with the 25◦C chip having a muchlarger increase in oil saturation. After 120 s of cooling, more oil is absorbed in the25◦C case with much higher saturation occurring along the surface of the chip.
In addition, the temperature profile shows a gradual gradient from the centerof the chip to the surface for both cases; however, the 25◦C chip cooled muchfaster as expected. Moreover, the rapid temperature decrease for the 25◦C chip alsocorrelates to the pressure profile, which decreases in value faster than the 80◦Cchip. This large pressure difference between the chip and the cooling environmentmay be responsible for the higher oil absorption for the 25◦C chip.
Effect of IMC Figure 12 shows the profiles along the thickness of the tortillachip for the 1.60-mm thickness chip cooled at 25◦C. The IMC was 27% and 42%and the frying temperature was 190◦C. The values for the water saturation and oilsaturation profiles are plotted at 0, 20, and 120 s of cooling, whereas the valuesfor the temperature and pressure profiles are plotted at 5, 20, and 120 s of cooling.Once again, the water saturation profile is constant for both cases. The oil saturationprofile also shows a significant gradient from the center to the surface of the chipwith a large amount of oil saturation occurring along the surface. Since the 27%IMC chip had much lower oil saturation after frying, it absorbs less oil duringcooling.
In addition, since both the 27% and 42% IMC chips are cooled at the sametemperature, the temperature and the pressure profiles are nearly identical. Thus,with about the same capillary pressure difference, oil absorption for the two cases
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
232 Heat Transfer in Food Processing
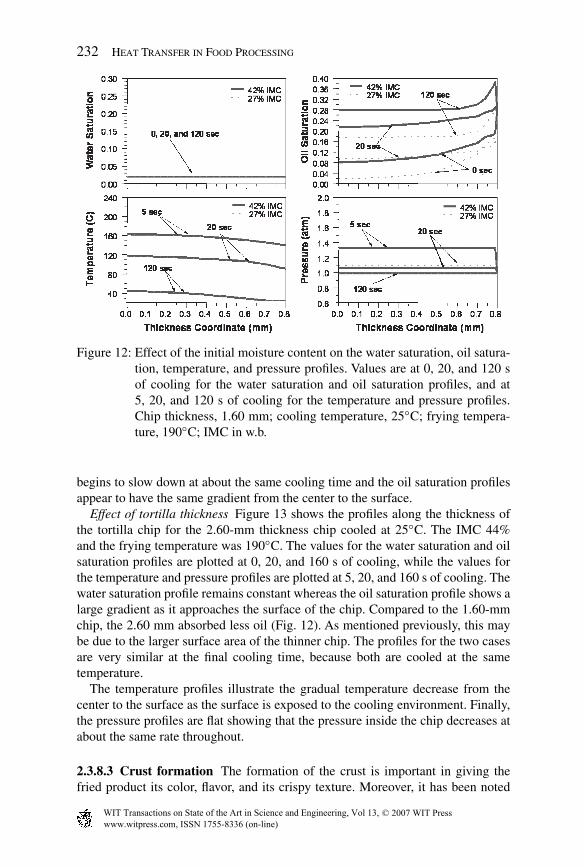
Figure 12: Effect of the initial moisture content on the water saturation, oil satura-tion, temperature, and pressure profiles. Values are at 0, 20, and 120 sof cooling for the water saturation and oil saturation profiles, and at5, 20, and 120 s of cooling for the temperature and pressure profiles.Chip thickness, 1.60 mm; cooling temperature, 25◦C; frying tempera-ture, 190◦C; IMC in w.b.
begins to slow down at about the same cooling time and the oil saturation profilesappear to have the same gradient from the center to the surface.
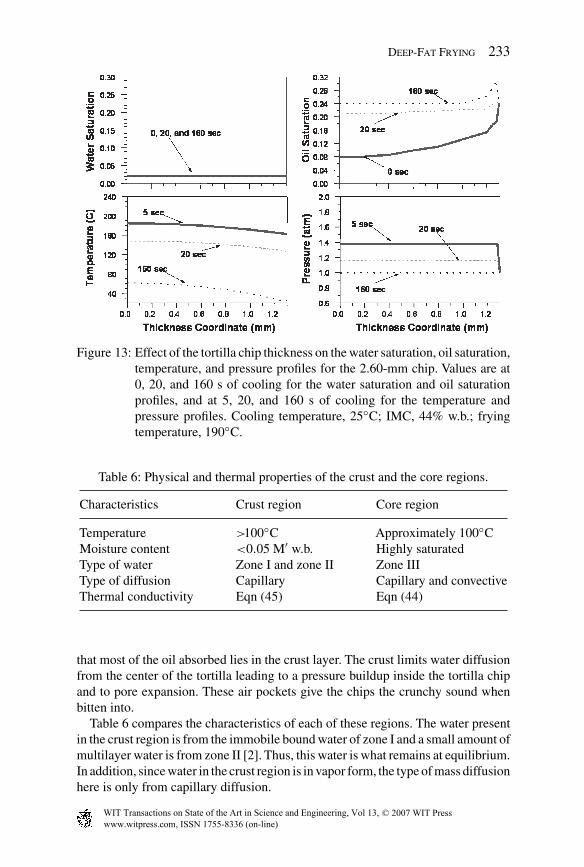
Effect of tortilla thickness Figure 13 shows the profiles along the thickness ofthe tortilla chip for the 2.60-mm thickness chip cooled at 25◦C. The IMC 44%and the frying temperature was 190◦C. The values for the water saturation and oilsaturation profiles are plotted at 0, 20, and 160 s of cooling, while the values forthe temperature and pressure profiles are plotted at 5, 20, and 160 s of cooling. Thewater saturation profile remains constant whereas the oil saturation profile shows alarge gradient as it approaches the surface of the chip. Compared to the 1.60-mmchip, the 2.60 mm absorbed less oil (Fig. 12). As mentioned previously, this maybe due to the larger surface area of the thinner chip. The profiles for the two casesare very similar at the final cooling time, because both are cooled at the sametemperature.
The temperature profiles illustrate the gradual temperature decrease from thecenter to the surface as the surface is exposed to the cooling environment. Finally,the pressure profiles are flat showing that the pressure inside the chip decreases atabout the same rate throughout.
2.3.8.3 Crust formation The formation of the crust is important in giving thefried product its color, flavor, and its crispy texture. Moreover, it has been noted
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 233
Figure 13: Effect of the tortilla chip thickness on the water saturation, oil saturation,temperature, and pressure profiles for the 2.60-mm chip. Values are at0, 20, and 160 s of cooling for the water saturation and oil saturationprofiles, and at 5, 20, and 160 s of cooling for the temperature andpressure profiles. Cooling temperature, 25◦C; IMC, 44% w.b.; fryingtemperature, 190◦C.
Table 6: Physical and thermal properties of the crust and the core regions.
Characteristics Crust region Core region
Temperature >100◦C Approximately 100◦CMoisture content <0.05 M′ w.b. Highly saturatedType of water Zone I and zone II Zone IIIType of diffusion Capillary Capillary and convectiveThermal conductivity Eqn (45) Eqn (44)
that most of the oil absorbed lies in the crust layer. The crust limits water diffusionfrom the center of the tortilla leading to a pressure buildup inside the tortilla chipand to pore expansion. These air pockets give the chips the crunchy sound whenbitten into.
Table 6 compares the characteristics of each of these regions. The water presentin the crust region is from the immobile bound water of zone I and a small amount ofmultilayer water is from zone II [2]. Thus, this water is what remains at equilibrium.In addition, since water in the crust region is in vapor form, the type of mass diffusionhere is only from capillary diffusion.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
234 Heat Transfer in Food Processing
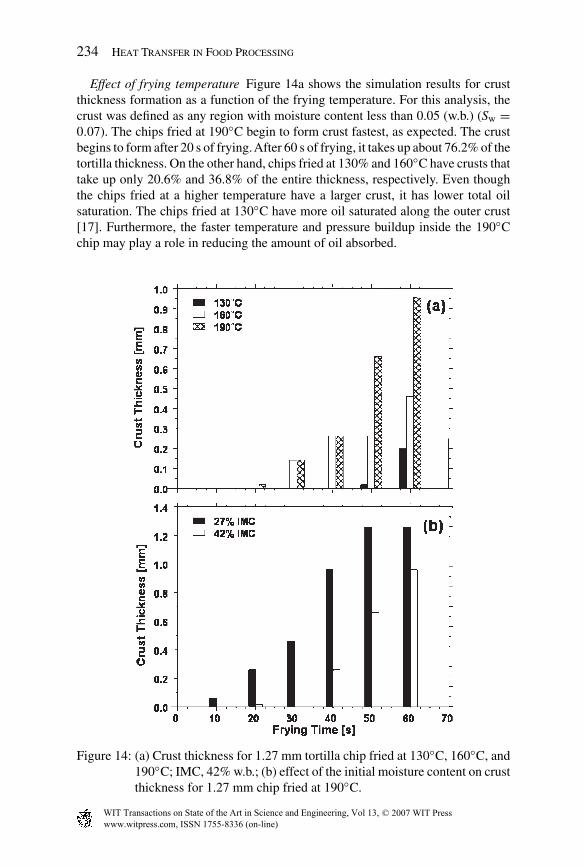
Effect of frying temperature Figure 14a shows the simulation results for crustthickness formation as a function of the frying temperature. For this analysis, thecrust was defined as any region with moisture content less than 0.05 (w.b.) (Sw =0.07). The chips fried at 190◦C begin to form crust fastest, as expected. The crustbegins to form after 20 s of frying.After 60 s of frying, it takes up about 76.2% of thetortilla thickness. On the other hand, chips fried at 130% and 160◦C have crusts thattake up only 20.6% and 36.8% of the entire thickness, respectively. Even thoughthe chips fried at a higher temperature have a larger crust, it has lower total oilsaturation. The chips fried at 130◦C have more oil saturated along the outer crust[17]. Furthermore, the faster temperature and pressure buildup inside the 190◦Cchip may play a role in reducing the amount of oil absorbed.
Figure 14: (a) Crust thickness for 1.27 mm tortilla chip fried at 130◦C, 160◦C, and190◦C; IMC, 42% w.b.; (b) effect of the initial moisture content on crustthickness for 1.27 mm chip fried at 190◦C.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 235
Effect of IMC Figure 14b shows the result of crust formation as a function ofthe IMC. The 27% IMC chip began forming crust much faster than the 42% chip.After 20 s of frying, the lower IMC chip had developed 20.6% crust, while it takesthe 42% chip about 40 s to form the same crust thickness. After 60 s of frying,the entire 27% IMC chip had become 100% crust, while the 42% IMC chip stillmaintain about 23.8% core region. Since the lower IMC tortilla chip heats up fasterand reaches the lower moisture content faster, its crust formation is, as expected,quicker. In addition, even though the lower IMC chip had a larger percentage ofcrust formed, it absorbed less oil overall. Again, the faster temperature and pressureincrease interior of the crust may reduce the amount of oil absorbed.
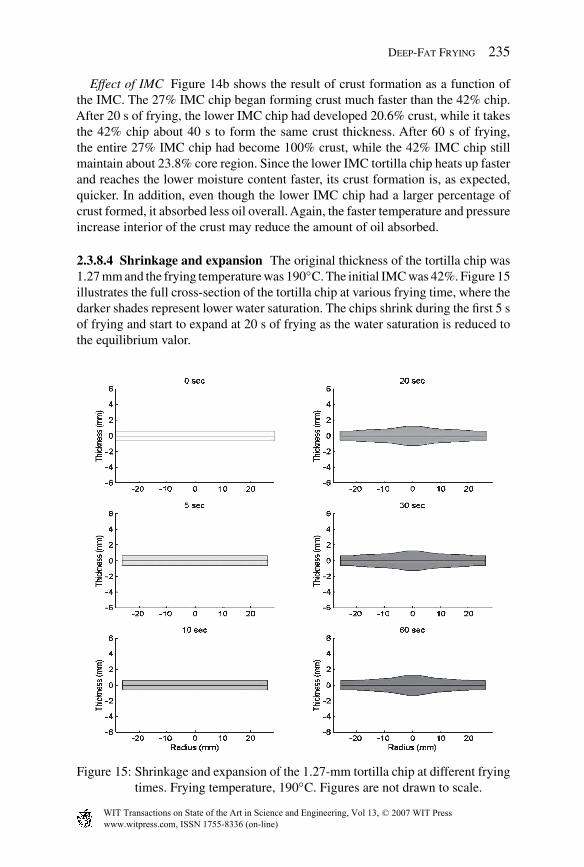
2.3.8.4 Shrinkage and expansion The original thickness of the tortilla chip was1.27 mm and the frying temperature was 190◦C. The initial IMC was 42%. Figure 15illustrates the full cross-section of the tortilla chip at various frying time, where thedarker shades represent lower water saturation. The chips shrink during the first 5 sof frying and start to expand at 20 s of frying as the water saturation is reduced tothe equilibrium valor.
Figure 15: Shrinkage and expansion of the 1.27-mm tortilla chip at different fryingtimes. Frying temperature, 190◦C. Figures are not drawn to scale.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,

236 Heat Transfer in Food Processing
3 Conclusions
For a long time, deep-fat frying processes were treated as an art and the designand operations of these processes were heavily dependent on the experience ofthe operators. Deep-fat frying is a complex process. Many physical, chemical,and nutritional changes occur in foods during this process. Many of thesechanges are functions of oil temperature and quality, product moisture contentand composition/structure, and product residence time in the fryer. Modeling isnecessary so that undesirable effects could be minimized, and the process could bebetter controlled, if temperature, moisture, and oil distributions in food with respectto time could be accurately predicted.
Many attempts have been made to combine heat and mass transfer principles todescribe the temperature, moisture content, and oil content profiles in a product indeep-fat frying processes. The single-piece frying models can be divided into twotypes, namely heat and mass balance (semi-empirical) and DE models. The mostimportant advance in the area of deep-fat frying modeling was the developmentof the fundamental models (DE). These models can be classified as determinis-tic and mechanistic. Mechanistic models (such as the multiphase porous mediamodel) include kinetic, thermodynamic equilibrium, and mass transport models.Both models lead to complex theoretical equations that can be solved only with theaid of digital computers.
References
[1] Saguy, S.I. & Dana, D., Integrated approach to deep-fat frying: Engineering,nutrition, health and consumer aspects. Journal of Food Engineering, 56, pp.143–152, 2003.
[2] Yamsaengsung, R. & Moreira, R.G., Modeling the structural change dur-ing deep-fat frying of foods. Part I: Model development. Journal of FoodEngineering, 53, pp. 1–10, 2002.
[3] Mittclman, N., Mizrahi, S. & Bcrk, Z., Heat and mass transfer in frying.Elsevier Applied Science Publishers, New York, pp. 111–125, 1984.
[4] Chen,Y. & Moreira, R.G., Modeling of a deep-fat frying process. Transactionof the Institute of Chemical Engineers, 75(c), pp. 181–190, 1997.
[5] Farkas, B.E., Singh, R.P. & Rumsey, T.R., Modeling heat and mass transferin immersion frying. I, model development. Journal Food Engineering, 29,pp. 211–226, 1996.
[6] Farkas, B.E., Singh, R.P. & Rumsey, T.R., Modeling heat and mass transfer inimmersion frying. II, solution and verification. Journal of Food Engineering,29, pp. 227–248, 1996.
[7] Ni, H. & Datta,A.K., Moisture, oil and energy transport during deep frying offood materials. Transactions of the Institute of Chemical Engineers, 77(C),194–203, 1999.
[8] Moreira, R.G. & Barrufet, M.A., A new approach to describe oil absorptionin fried foods: A simulation study. Journal of Food Engineering, 35, pp.1–22, 1998.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,
Deep-Fat Frying 237
[9] Kawas, M.L. & Moreira, R.G., Characterization of product quality attributesof tortilla chips during the frying process. Journal of Food Engineering,47(2), pp. 97–107, 2000.
[10] Achanta, S., Okos, M.R., Cushman, J.H. & Kessler, D.P., Moisture transportin shrinking gels during saturated drying. Journal of Colloid and InterfaceScience, 169, pp. 58–68, 1995.
[11] Lewis, R.W., Morgan, K., Thomas, H.R. & Seetharamu, K.N., The finiteelement method in heat transfer analysis. John Wiley & Sons, New York,1996.
[12] Reddy, J.N., An introduction to the finite element method. McGraw-Hill, St.Louis, MO, 1993.
[13] Chung, D.S. & Pfost, H.B., Adsorption and desorption of water vapor bycereal grains and their products. Transactions of the ASAE, 10, pp. 549–557,1967.
[14] Spolek, G.A. & Plumb, O.A., Capillary pressure in softwood. Wood ScienceTechnology, 15, pp. 189–199, 1981.
[15] Farkas, B.E. & Hubbard, L.J., Analysis of convective heat transfer duringimmersion frying. Drying Technology, 18(6), pp. 1269–1285, 2000.
[16] Moreira, R.G., Castell-Perez, M.E., & Barrufet, M.A., Deep-fat frying offood – fundamentals and applications. Aspen Publishers, Gaithersburg, MD,1999.
[17] Yamsaengsung, R. & Moreira, R.G., Modeling the structural change duringdeep-fat frying of foods. Part II: Model solution and validation. Journal ofFood Engineering, 53, pp. 1–10, 2002.
www.witpress.com, ISSN 1755-8336 (on-line)
© 2007 WIT PressWIT Transactions on State of the Art in Science and Engineering, Vol 13,