-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
1/14
Chemical looping gasication for hydrogenproduction: A comparison
of two unique processessimulated using ASPEN Plus
Stephen G. Gopaul, Animesh Dutta *, Ryan ClemmerMechanical
Engineering Program, School of Engineering, University of Guelph,
Guelph, Ontario N1G 2W1, Canada
a r t i c l e i n f o
Article history:Received 25 October 2013Received in revised
form17 January 2014Accepted 26 January 2014Available online 18
February 2014
Keywords:ASPEN PlusBiomass gasicationChemical looping
gasication
HydrogenSteam gasicationTar reforming
a b s t r a c t
The research compares the simulations of two chemical looping
gasication (CLG) typesusing the ASPEN Plus simulation software for
the production of H 2. The simulated biomasstype was poultry litter
(PL). The rst CLG type used in situ CO 2 capture utilizing a
CaOsorbent, coupled with steam utilization for tar reforming,
allowing for the production of aCO2-rich stream for sequestration.
Near-total sorbent recovery and recycle was achievedvia the CO 2
desorption process. The second type utilized iron-based oxygen
carriers inreduction e oxidation cycles to achieve 99.8% Fe 3O4
carrier recovery and higher syngasyields. Temperature and pressure
sensitivity analyses were conducted on the main re-actors to
determine optimal operating conditions. The optimal temperatures
ranged from500 to 1250 C depending on the simulation and reactor
type. Atmospheric pressure provedoptimal in all cases except for
the reducer and oxidizer in the iron-based CLG type, which
operated at high pressure. This CLG simulation generated the
most syngas in absoluteterms (2.54 versus 0.79 kmol/kmol PL), while
the CO 2 capture simulation generated muchmore H 2-rich syngas
(92.45 mol-% compared to 62.94 mol-% H 2).Copyright 2014, Hydrogen
Energy Publications, LLC. Published by Elsevier Ltd. All rights
reserved.
Introduction
Hydrogen (H 2) has the potential to shift the global reliance
on
fossil fuel energy sources to cleaner, more efcient forms of
energy as it presents a viable alternative. The issues of
globalcarbon dioxide (CO 2) and other greenhouse gas (GHG)
emis-sions and overall atmospheric concentration can also
beaddressed with the utilization of H 2 technologies for
thegeneration of energy. Furthermore, H 2 presents an advantageover
other conventional alternative energiessuch as wind andsolar due to
its energy storage and transport capabilities.
Thus, H 2 utilization has the potential to become widespread
inthe near future.
Current methods of H 2 production involve the reforming of
fossil fuels; processes that ultimately contribute to the socie-tal
and environmental issues mentioned above. Correspond-ingly,
contemporary H 2 energy systems are neither GHG-neutral nor
sustainable since these non-renewable fossilfuels are responsible
for equivalent CO 2 emissions. Thus, it isessential that H 2 be
produced from a renewable, carbon-neutral energy source. The
thermochemical gasication-based conversion of biomass in the
presence of steam pre-sents a viable renewable H 2 source and is a
strong contenderfor the replacement of fossil fuel-based H 2
production.
* Corresponding author .E-mail addresses: [email protected]
(S.G. Gopaul), [email protected] (A. Dutta), [email protected]
(R. Clemmer).
Available online at www.sciencedirect.com
ScienceDirect
journal homepage: www.e l s ev i er. c om/ loca t e /he
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7
0360-3199/$ e see front matter Copyright 2014, Hydrogen Energy
Publications, LLC. Published by Elsevier Ltd. All rights
reserved.http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
mailto:[email protected]:[email protected]:[email protected]://www.sciencedirect.com/science/journal/03603199http://www.elsevier.com/locate/hehttp://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://www.elsevier.com/locate/hehttp://www.sciencedirect.com/science/journal/03603199http://crossmark.crossref.org/dialog/?doi=10.1016/j.ijhydene.2014.01.178&domain=pdfmailto:[email protected]:[email protected]:[email protected]
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
2/14
Chemical looping gasication (CLG) using biomass fuel isan
example of such H 2 energy technologies as it capitalizes
onrenewable, environmentally friendly, and abundant sourcesof
energy. Biomass is an organic fuel source containing car-bon,
hydrogen, oxygen, nitrogen, and sulfur, and can come inthe form of
agricultural wastes, municipal solid wastes, ani-mal wastes, saw
dust, etc. [1]. The gasication of biomass in-
volves thermochemical conversion to H 2, as well as
varioushydrocarbons, for subsequent use in H 2 conversion
technol-ogies with the aim of energy production.
Furthermore,biomass gasication is a complex, endothermic process
con-sisting of many chemical reactions. These reactions dependon
the gasication agent being used which is commonlysteam. The
reactions are summarized in Table 1 [2].
At the present time, minimal research has been
conductedregarding CLG systems development. Moreover, the
majorresearch focus involves the chemical looping combustion(CLC)
process, with emphasis on oxygen carrier developmentfor use in CLC.
Though widely recognized by many re-searchers, work conducted on
the CLG process developed byFan et al. at Ohio State University [3]
requires further researchand development to become a
fully-implemented, renewableH2 production technology. Furthermore,
other advancedchemical looping systems exemplar of CLG processes
for thepurpose of H 2 production include the HyPr-RING
(HydrogenProduction by Reaction-Integrated Novel Gasication),
fuel-exible advanced combustion e gasication, ALSTOM
hybridgasication e combustion, Advanced Gas-ication e Combustion
(AGC), and Zero Emission Coal Alliance(ZECA) processes [3e 5].
The mitigation and subsequent elimination of sorbent/catalyst
performance degradation over time is an ongoing challenge in most
chemical looping systems. Successfuloperation of chemical looping
systems is often jeopardized byunpredictable sorbent behaviour.
Thus, research has beenconducted to identify the mechanisms
contributing to sorbentlosses and develop performance improvement
methods toensure sufcient system operation and longevity.
Subse-quently, sintering of the chemical looping sorbent particles
asa result of high-temperature operation and cyclic heating/cooling
cycles, in conjunction with char and tar deposition,signicantly
reduces sorbent capture and regeneration capa-bilities. The
detrimental effects of these phenomena are mostnotably felt in CLG
systems. Another challenge presented bychemical looping systems
involves the continuous ow of solid materials between a multitude
of interconnected re-actors operating at high temperatures and
pressure [6].
The CLG of biomass is advantageous in that it is a
clean,renewable source of H 2; however some disadvantages
remainprominent. For example, product syngas streams resulting from
the CLG of biomass contain many impurities. Conse-quently, much
research has been conducted regarding syngasimpurity removal,
whether it be the end-of-pipe or in situapproaches. Therefore, the
research compares two different
CLG processes under similar feed and operating conditions forthe
purpose of H 2 production using a computer simulation.The novelty
of the conducted research lies in the developmentof the two CLG
processes using the ASPEN Plus simulationsoftware and subsequent
comparison of the results using thesame biomass feedstock in both
cases.
The paper also includes temperature and pressure sensi-tivity
analyses conducted on all relevant reactors and the re-sults
compared between the CLG 1 and CLG 2 processes.Relevant parameters
included optimal operating temperatureand pressure for each reactor
and product syngas molar yieldand composition. Comparison of the H
2 production and puritycapabilities of the two processes is
emphasized upon.
Simulated processes
Two CLG mechanisms were simulated and analysed using theASPEN
Plus V7.3 software. The simulation results
werecompiledforpoultrylitter(PL),a nonconventionalbiomass type.
Chemical looping gasication type 1The rst CLG simulation (CLG 1)
incorporated in situ productCO2 capture in the absorbing reactor
with the use of a CaOsorbent. A representative block diagram can be
seen in Fig. 1.CO2 absorption occurs according to the following
chemicalreaction [7]:
CaOs CO2g / CaCO3s
This reaction is exothermic with a heat of reaction of 178.3
kJ/mol [7]. In addition, near-total CaO sorbent recovery
and recycle was inherent to the simulation setup. CO 2desorption
is the reverse of CO 2 absorption and is therefore anendothermic
reaction. The energy required for the reaction tooccur is provided
by the higher operating temperature of thedesorbing reactor. The
resulting theoretical product stream ispure CO2 which can be sent
for sequestration. Furthermore,the overall reaction prior to
sorbent regeneration is as follows:
CnHmO p 2n pH2O n CaO/ n CaCO3 m=2 2n pH2
This overall reaction is endothermic with a heat of reactionof
107.5 kJ/mol [6]. The constants n, m , and p represent
therespective carbon, hydrogen, and oxygen contents in thebiomass
being gasied.
Another key aspect of the CLG 1 simulation is the use of steam
(H 2O(g)) to address the issue of tar and char formation.Tar and
char were modelled as pure carbon and the reforming reactions
correspond to water e gas (i) and water e gas (ii) fromTable 1 as
follows:
Cs H2Og / COg H2g
Cs 2H2Og / CO2g 2H2g
Table 1 e Chemical reactions in the steam gasication of biomass.
Adapted from Ref. [2].
Reaction Chemical equation D H 923 (kJ mol 1)Water e gas shift
CO H2O / CO2 H2 35.6 (exothermic)Methane reforming CH 4 H2O / CO
3H2 225 (endothermic)Water e gas (i) C H2O / CO H2 136
(endothermic)Water e gas (ii) C 2H2O / CO2 2H2 100
(endothermic)Oxidation (i) C O2 / CO2 394 (exothermic)Oxidation
(ii) C 0.5 O2 / CO 112 (exothermic)Boudouard C CO2 / 2CO 171
(endothermic)
Methanation C 2H2 / CH4 89.0 (exothermic)
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5805
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
3/14
These reactions were assumed to reform all tar com-pounds
exiting the desorbing reactor. Furthermore, the use of steam is
preferable to conventional air since the thermo-oxidative reforming
of pure carbon in air results in a nitro-gen (N2) stream which must
be subsequently separated fromthe CO2 product stream. This process
is energy-intensive andtherefore costly [8], however the
condensation of steam froman exit gas stream can also be a costly
process. A more prac-tical process schematic illustrating an
overview of the CLG 1process can be seen in Fig. 2.
Chemical looping gasication type 2Subsequently, syngas chemical
looping is another H 2-pro-duction process involving the gasication
of biomass. Thisprocess separates the gasication and looping stages
andproduces H 2 via reduction, oxidation, and combustion
cyclesinvolving iron (Fe), haematite (Fe 2O3), and magnetite (Fe
3O4)[6]. This process was also simulated using ASPEN Plus V7.3using
poultry litter as the chosen biomass type (CLG 2). Theblock diagram
for the CLG 2 process can be seen in Fig. 3.
Similarly to CLG 1, CLG 2 is comprised of many chemicalreactions
involving a multitude of reactors. These reactionsand corresponding
reactors are outlined in Table 2 [3]. Thereactions persist under
theoretical conditions. In actuality,tar formation in the reducer
is unavoidable. Tar reforming in the CLG 2 simulation is carried
out in the oxidizer, wherelarge amounts of steam are introduced.
Here, tar iscompletely reformed by the steam to CO, CO 2, and H 2
via theaforementioned water e gas reactions presented in Table 1
.Additionally, pure O 2 is utilized in the combustor asopposed to
air for the same reasons explained for the CLG 1simulation [8].
Feedstock used
Composition of biomass types
The characteristics of three biomass types were compared
toidentify a suitable feedstock for utilization in the two
simu-lations. The types are: poultry litter, wood pellets, and
oakpellets. The biomass types vary in their chemical compositionand
are thus representative of a spectrum of biomass types,with poultry
litter representing a nonconventional type. Table3 summarizes
ultimate analyses of poultry litter while Table 4summarizes its
proximate analysis.
Chemical equations for gasication of biomass types
Each biomass type was assumed to gasify according to
thefollowing chemical formula [9]:
CnHm O p n pH2O/ n CO m=2 n pH2
The ultimate analysis of each biomass type assuming anabsence of
both sulfur and nitrogen was used to calculate then, m, and p
values in the equation above. Moreover, thechemical composition of
each biomass type varied in terms of hydrogen and oxygen content,
and was calculated relative tocarbon molar content. The
corresponding chemical formulasfor each of the biomass
typeswerefound to be CH 0.01286 O0.1831 ,CH0.00973 O0.6331 , and
CH0.01061 O0.8667 for poultry litter, willowpellets, and oak
pellets, respectively. Poultry litter can be seento contain the
greatest hydrogen and lowest oxygen contentper mole of biomass.
Consequently, the chemical equation forthe steam gasication of
poultry litter is as follows:
Fig. 1 e CLG 1 simulation block diagram.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 75806
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
4/14
Fig. 2 e CLG 1 process schematic [6].
Fig. 3 e CLG 2 simulation block diagram [3].
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5807
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
5/14
CH0:01286O0:1831s 0:8169 H2Og / COg 0:8234H2g
It is evident that the steam gasication equations for wil-low
and oak pellets would be of the same form as poultry litterbut
rather with different molar coefcients for steam con-sumption and
lesser values for H 2 generation. Poultry litter
generated the greatest theoretical H 2 yield as roughly 0.82
molwere generated permole of biomass andwasthereforechosenas the
biomass type to be used for both the CLG 1 and CLG
2simulations.
Simulation input parameters and description
The following sections outline the input data to the ASPENPlus
simulation engine as well as the chosen calculationmethods.
Moreover, detailed descriptions of the utilizedowsheets are
provided.
Setup and calculation methods
The owsheet type was chosen as Solids with metric units,allowing
for the analysis and results presentation for solid-state input and
output streams. The setup of the owsheetinvolved assigning the
MIXCINC stream class to the simula-tion. This allowed uid and
aqueous streams (MIXED), con-ventional solid streams (CISOLID), and
non-conventional solidstreams (NC) to be input and analysed during
simulation runsand calculations.
Subsequently, the process type was chosen as COMMON.This
allotted a generic industry type to the simulation, asopposed to
chemical, petrochemical, pharmaceutical, etc. The
IDEAL base calculation method wasselected forsimplicityand
thus phase equilibrium calculations were conducted using Raoults
Law, Henrys Law, ideal gas law, etc.
Component denition and input
Solid biomass was modelled using a user-dened, non-con-ventional
solid based on ultimate, proximate, and sulfur an-alyses. Thus, the
input for the poultry litter biomass type wasbased on these
parameters. Sulfur analyses e including py-ritic, sulfate, and
organic e were set to zero. Furthermore, theenthalpy and density of
biomass were approximated using
coal properties. The methods used by ASPEN Plus for
thesecalculations are HCOALGEN and DCOALIGT, respectively.Fluid
streams were modelled using conventional compo-
nents which have thermophysical data stored in ASPEN
Plusdatabanks. Therefore, no data input were required for
thesecomponents. The components include: hydrogen (H 2),
water(H2O), carbon monoxide (CO), carbon dioxide (CO 2),
methane(CH4), and oxygen (O 2).
Additionally, solid components were modelled using con-ventional
solids which also have necessary thermophysicaldata stored in the
databanks. Tar formation was approxi-mated as solid carbon (i.e.
graphite) in the simulation. Thecomponents include: tar (C),
calcium oxide (CaO), calcium
carbonate (CaCO 3), iron (Fe), haematite (Fe 2O3), and
magnetite(Fe3O4). Calcium-based components were exclusive to the
CLG1 simulation while iron-based components were exclusive tothe
CLG 2 simulation, with uid components being involved inboth.
CLG 1 owsheet description
The CLG 1 simulationowsheet can be seen in Fig. 4. Theinputand
operating conditions for all feed streams and block unitsare
summarized in Tables 5 and 6, respectively.
Biomass and water at ambient conditions were fed to thegasier
after being heated to the reactor temperature. Thisblock gasied the
biomass based on user-dened output forH 2and CO. The output from
the gasier was then fed to thereforming reactor where further
gasication reactionsoccurred, resulting in H 2, CO, CO2, CH4, tar,
and steam for-mation. Subsequently, the output from the reformer
was fedto the absorbing reactor in conjunction with a CaO
feedstream used for CO 2 absorption and capture. The solid
andgaseous products from the absorber were then separated witha gas
e solid separator with an efciency of 99.9%. The productgases were
heated to the WGS reactor temperature andfurther gasied to convert
the majority of the remaining CO toH2. Tar products contained in
the WGS reactor exit streamwere removed at a removalefciency of
99.9%, and sent to thedesorbing reactor for steam reforming. The
gaseous products
Table 2 e Chemical reactions in syngas chemical looping[3].
Reactor Chemical equation DescriptionGasier Biomass H2O / H2 CO
Steam gasication
of biomass.Combustor 4Fe 3O4 O2 / 6Fe2O3 Forms Fe 2O3 for
reducer.Reducer 3CO Fe2O3 / 3CO2 Fe
3H2 Fe2O3 / 3H2O 2FeForms Fe for oxidizerand CO and H 2O to
beseparated.
Oxidizer 3Fe 4H2O / Fe3O4 H2 Forms product H 2 andFe3O4 for
recycle tocombustor.
Table 3 e Ultimate analysis of poultry litter in both
thepresence and absence of sulfur and nitrogen.
Element Mass composition (wt.-%)
Sulfur andnitrogen present
Sulfur andnitrogen absent
Carbon 43.30 46.49Hydrogen 6.62 7.11Oxygen 5.95 6.39Nitrogen
5.72 eSulfur 1.15 e
Ash 37.26 40.01
Table 4 e Proximate analysis of poultry litter.
Parameter Mass composition (wt.-%)Moisture Content 20.10Fixed
Carbon 3.33Volatile Matter 54.29Ash 22.28
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 75808
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
6/14
of this stream were subsequently condensed to remove mostof the
remaining steam and small amounts of tar from thesyngas,
consequently increasing H 2 purity in the product gas.It is
important to note that the gasication process wasmodelled with the
combined use of the gasifying, reforming,absorbing, and WGS reactor
blocks rather than in a single
reactor step. This was a result of limitations inherent
tostandard ASPEN Plus block unit input options and
capabilities.Furthermore, the solids stream exiting the initial gas
e solid
separator containing CaCO 3, tar, and unused CaO was fed tothe
desorbing reactor, along with tar products from the WGSreactor
exit. Here, CaCO 3 was thermally dissociated into CaOand CO2,
whereas all of the present tar was reformed to CO,CO2, and H 2 with
the use of steam. An additional gas e solidseparator was utilized
to separate the resulting solids (CaOand remaining tar) and
desorber gases. The unused and re-generated CaO stream was cooled
to ambient temperatureand sent for re-use in the absorber. Further,
the resulting CO 2-rich stream was also cooled to ambient
temperature and sent
for sequestration.
CLG 2 owsheet description
The CLG2 simulation owsheet can be seen in Fig. 5. The inputand
operating conditions for all feed streams and block unitsare
summarized in Tables 7 and 8, respectively.
Biomass and water at ambient conditions were fed to thegasier
after being heated to the reactor temperature. Thisblock gasied the
biomass based on user-dened output forH 2and CO. The output from
the gasier was then fed to thereducer. Conversion of Fe 3O4 to
Fe2O3 via combustion using pure O 2 was carried out to facilitate
Fe-generating reductionreactions, of which the product Fe was
further oxidized using
H2O for H2 production. As such, the Fe 2O3 resulting
fromcombustion was combined with the gasication products inthe
reducer. Here, Fe 2O3 was reducedto Fe and thegasicationproducts
underwent the various gasication reactions,resulting in H 2, CO,
CO2, CH4, tar, and steam. The solid-stateand gaseous products were
separated in the cyclone at a
solids removal efciency of 99.9%. The gases were then fed tothe
reforming reactor while the Fe and tar were fed to theoxidizing
reactor for Fe 3O4 regeneration. Furthermore, CH 4completely
reformed to CO and H 2 in the oxidizer. Theoxidizer exit gases and
solids were then separated in a sec-ondary cyclone, with over 99.8%
regenerated Fe 3O4 to berecycled to the combustor and gases fed to
the reformer.
Consequently, the reducer and oxidizer exit gases werefurther
reformed to H 2 and CO2 in the reformer to increase theH2 yield of
the system. Small amounts of CH 4 were regener-ated in the
reformer. The reformer exit gases were next fed toa condenser to
remove most of the remaining steam and re-sidual solids from the
resulting syngas. This increased H 2
purity in the syngas. CO 2 capture was not inherent to CLG 2
aswas the case with CLG 1.
Results and discussion
Important assumptions were initially applied to the simula-tion
to ensure that it ran smoothly and produced results.These
included:
1. Chosen biomass types contained no nitrogen or sulfur.2.
Biomass and steam reacted completely in the rst gasi-
cation reactor (i.e. the gasier) and the only products wereH2
and CO.
Fig. 4 e CLG 1 simulation owsheet.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5809
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
7/14
3. Tar by-products formed in the various reactors were
purecarbon.
4. Tar reforming using steam in the CLG 1 simulation was100%
efcient.
5. CO2 desorption from CaCO 3 in the CLG 1 simulation was100%
efcient.
6. Gas-solid separators were 99.9% efcient.
The following sections detail the results obtained fromboth
simulations using poultry litter. Temperature andpressure
sensitivity analyses were conducted for each of themain reactors to
determine the optimal operating condi-tions for those reactors. The
outputs to the gasier werespecied as part of the simulation in both
cases, and thus nosensitivity analysis could be carried out on
those blockunits.
Furthermore, the reactor type utilized for the
absorber,WGSreactor, desorber, combustor, reducer, oxidizer,
andbothreformers was RGibbs. This reactor is an ASPEN Plus block
unitwhich calculates its output using the Gibbs free energy
mini-mization method. The calculations are based on the
chemicalequilibrium reactions of the components being input to
thereactor under the specied operating conditions.
Determining the optimal operating conditions
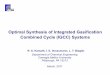
CLG 1 resultsThe reformer in the CLG 1 simulation aimed to
produce moreH2 following the gasier via CO conversion. The
aforemen-tioned gasication equations occurred
simultaneously,resulting in by-product formation in the output
stream. Theresults of the reformer temperature sensitivity analysis
can beseen in Fig. 6, which shows that H 2 and CO yield at
thereformer exit increased with increasing operating tempera-ture.
Further, by-product formation, aside from CO, tended todecrease
with temperature, and sharply so at the higher endof the
temperature scale. These phenomena are the result of the gasication
equations proceeding in the reformer. Theforward reactions favour H
2 and CO production and areendothermic. Thus, increasing
temperature favoured theformation of these species. As a result,
the optimal operating temperature was subject to debate based on
the criterion of higher H 2 yield versus greater H 2 purity. The
temperature of 750 C was chosen as optimal since H 2 yield was
relativelyhigh at this point while CO yield had not yet reached
itshighest value. Moreover, by-product yield was relatively lowat
this temperature. The trends observed for the reformer
Table 5 e Feed stream input conditions for CLG 1 simulation.
Feed stream Input conditionsTemperature ( C) Pressure (atm)
Flowrate (kmol/h) Component
Biomass 25 1 1 a Biomass (Non-conventional)H2O-feed 25 1 1 H2O
(Conventional)CaO-feed 25 1 6b CaO (Conventional Solid)
Steam 240 1 85b
H2O (Conventional)a Input as mass owrate (kg/h) using biomass
molecular weight.b Fed in excess of required stoichiometric
amount.
Table 6 e Block unit operating conditions for CLG 1
simulation.
Block information Operating conditions
Name Type Temperature ( C) Pressure (atm) OtherGasier RYield 750
1 Output based on set values for H 2 and CO (units of kg/kg total
feed)Reformer RGibbs 750a 1d eAbsorber RGibbs 500b 1d eWGS-RCTR
RGibbs 750c 1d e
Desorber RGibbs 650 1 eHeater Heater 750 1 eHeat-gas Heater 750e
1 eCool-CaO Heater 25 1 eCool-gas Heater 25 1 eG-S-SEP1 Sep e e
Separated gaseous components (H 2, CO, CO2, CH4, and H 2O) from
99.9%
of solid components (C, CaO, and CaCO 3).G-S-SEP2 Sep e e
Separated DESORBER gases from 99.9% of CaO.G-S-SEP3 Sep e e
Separated syngas products from 99.9% of tar (C).Condense Flash2 20
5 e
a Represents optimal operating temperature. Reformer temperature
was varied from 500 to 900 C.b Represents optimal operating
temperature. Absorber temperature was varied from 300 to 800 C.c
Represents optimal operating temperature. WGS reactor temperature
was varied from 400 to 1000 C.d Represents optimal operating
pressure. Pressure was varied from 1 to 20 atm.e
HEAT-GAS heater temperature was set to the WGS reactor
temperature being simulated.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 75810
http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-http://-/?-
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
8/14
temperature sensitivity analysis closely reected those
foundbyMahisi et al. [8]. However, ethanol(C 2H5OH) was usedas
thesource biomass in that case.
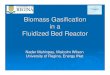
Next, the results of the pressure sensitivity analysis on
thereformer can be seen in Fig. 7, which illustrates that
theopposite phenomenon from temperature sensitivity occurred.Both
H2 and CO yield began to decrease rapidly withincreasing pressure,
especially within the rst ve atmo-spheres of pressure increase.
Correspondingly, other by-product formation increased rapidly
within the rst ve at-
mospheres. Due to the relatively large reduction in H 2 yieldand
rapid rise of by-product formation at higher pressures,atmospheric
pressure was determined to be optimal for thereforming reactor. The
trends observed for the pressuresensitivity analysis also closely
reected those observed byMahisi et al. [8].
Furthermore, the main goal of the absorber was to
capturegenerated CO 2 using CaO as the sorbent. As
previouslymentioned, this is an exothermic equilibrium reaction
whichtypically occurs at temperatures from 600 to 650 C.
Absorberexit yield, CO 2 capture efciency, and CO 2 product yield
(i.e.CO2 sent for sequestration) were parameters of
consideration.It was noted that H 2 yield tended to decrease at the
absorber
exit relative to H 2 in the feed to the reactor. This
phenomenon
was deemed a necessary sacrice to ensure total CO 2 capture,and
was compensated for further downstream with the use of the WGS
reactor.
A temperature sensitivity analysis was also conducted onthe
absorbingreactor. Theanalysis showedthat H 2 productionincreased
with increasing absorber temperature. Conversely,CO2 production
decreased until reaching a local minimum at750 C. Accordingly, CO2
capture efciency slowly decreasedwith temperature before being
rendered totally ineffective at750 C. Approximately 500 C was
concluded as the optimal
operating temperature for the absorber, based on H 2 and
CO2production andCO 2 capture efciency. HigherCO 2
production,relatively high H 2 yield, and a CO 2 capture efciency
of over99% were allpresentat this temperature, which occurred
priorto the rapid decline in CO 2 capture. Moreover, the
pressuresensitivity analysis conducted on the absorber yielded
similarresults to that of the reformer, and thus atmospheric
pressurewas deemed optimal for the absorber. Both CO 2
productionand capture efciency slightly increased with pressure;
how-ever minimal gains, on the order of 0.01%, were observed
andwere insufciently benecial to merit operating the absorberat
higher pressures.
In addition, CO 2 desorption was totally effective in the
simulation. CaO sorbent recovery was not, since 0.01% of the
Fig. 5 e CLG 2 simulation owsheet.
Table 7 e Feed stream input conditions for CLG 2 simulation.
Feed stream Input conditionsTemperature ( C) Pressure (atm)
Flowrate (kmol/h) Component
Biomass 25 1 1 a Biomass (Non-conventional)H2O-in 25 1 1 H2O
(Conventional)Fe3O4-in 25 1 0.0370b Fe3O4 (Conventional Solid)O2 25
1 0.10b O2 (Conventional)Steam 240 32 20 H2O (Conventional)a Input
as mass owrate (kg/h) using biomass molecular weight.b
Required stoichiometric amount for down-stream reducer reactions
to occur.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5811
http://-/?-http://-/?-http://-/?-http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://-/?-http://-/?-http://-/?-
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
9/14
sorbent feed was lost due to inefciencies in the gas e
solidseparators throughout the process. In an experimentalsetting,
however, greater amounts of sorbent would berendered ineffective as
a result of calcium sulfate (CaSO 4)formation from any sulfur
components present in the
biomass feedstock [8], which was not considered in the
con-ducted research. Thus, greater amounts of sorbent regenera-tion
would be required in experimental and real-life scenariosthan what
is implied by the CLG 1 simulation.
Subsequently, the purpose of the WGS reactor was toprovide a nal
block unit for H 2 production as well as to regainH2 that was lost
as a result of CO 2 absorption in the absorbing reactor. The
lowered temperature required for CO 2 absorptionto proceed was
unfavourable to H 2 production and retentionin the absorbing
reactor. Both H 2 yield and content signi-cantly increased as a
result of the gasication reactions thatoccurred within the WGS
reactor. Furthermore, H 2 content inthe syngas product stream was
further upgraded with
condenser utilization in the following step. This block
uniteffectively liqueed the majority of the steam present in theWGS
reactor exit stream, thereby altering the syngas compo-sition in
favour of H 2.
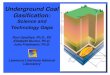
The results of the temperature sensitivity analysis con-ducted
on the WGS reactor can be seen in Fig. 8. Both H2 andCO yield
increased signicantly after 500 C with increasing
temperature, and then began to plateau at higher tempera-tures.
Although the CO yield increase with temperature waspronounced, the
H 2 to CO yield ratio remained very high dueto low concentrations
of CO. Other by-product formationgenerally declined with increasing
temperature and was even
negligible in the case of CO 2. Accordingly, the optimal
oper-ating temperature for the WGS reactor was found to be 750
C,which provided relatively high H 2 yield while maintaining alower
total by-product yield. This temperature is considerablyhigher than
the 300 C value observed by Mahisi et al. [8].However, H 2 yield
increased following WGS reactor utilizationin both CLG 1 and the
simulation conducted by Mahisi et al.The reactor in that simulation
accounted for an 8% increase inH2 yield, while the CLG 1 simulation
exhibited an approximate170% increase. The substantially larger
increase in CLG 1 canbe attributed to the requirement for the
regeneration of reduced amounts of H 2 following the CO 2
absorption step.Additionally, the pressure sensitivity analysis
conducted on
the WGS reactor demonstrated that atmospheric pressurewas
optimal. H 2 production decreased and by-product for-mation
increased with pressure, similarly to trends observedfor the
previous reactors.
Overall, the optimal reactor temperatures for the CLG
1simulation were 750 C, 500 C, and 750 C for the reformer,absorber,
and WGS reactors, respectively. Therefore, a value
Table 8 e Block unit operating conditions for CLG 2
simulation.
Block information Operating conditionsName Type Temperature ( C)
Pressure (atm) OtherGasier RYield 750 1 Output based on set values
for H 2 and CO (units of kg/kg total feed)Combust RGibbs 1250 1
eReducer RGibbs 870 30 e
Oxidizer RGibbs 720 30 eReformer RGibbs 500 1 eHeater Heater 750
1 eCyclone Sep e e Separated 99.9% of Fe and tar (C) from reducer
exit gases (H 2, CO, CO2,
H2O, and CH4).Cyclone2 Sep e e Separated 99.9% of Fe 3O4 from
oxidizer exit gases (H 2, CO, CO2, and H 2O)Condense Flash2 20 1
e
Fig. 6 e CLG 1 reformer temperature sensitivity analysis.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 75812
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
10/14
of 750 C was chosen for the gasier as a conservative esti-mate.
Moreover, this value is in agreement with some gasiertemperatures
utilized in coal-type or wood-type biomassgasication studies
outlined in the literature [10e 20], and is80 C warmer than the
value of 670 C reported by Acharya [6].
CLG 2 resultsCombustor operating conditions were chosen as 1250
C and1 atm based on data presented by Fan [3]. These
conditionsproved sufcient to fully convert Fe 3O4 to Fe2O3 via
thermo-oxidation given a stoichiometric excess of pure O 2.
The CLG 2 simulation reducer aimed to generate Fe byreacting Fe
2O3 with the H 2 and CO gasication products. By-product formation
was evident in the simulation. Thesephenomena are better
illustrated in the temperature sensi-tivity analysis of Fig. 9. The
analysis was conducted at 30 atmrather than atmospheric pressure as
this was the recom-mended pressure proposed by Fan [3]. Also, Fe
formation wasdetermined to be undesirably low at atmospheric
pressure.Fig. 9 displays that minimal increases in H 2 and CO yield
wereinitially observed before slowly decreasing at the critical
point
of roughly 875 C. Conversely, at this critical point,
by-productformation (CO 2, H2O, CH4, and tar) tended to increase
withtemperature. Fe formation was virtually unaffected by
tem-perature variation for the tested range. Therefore, 870 C
waschosen as the optimal reducer temperature. This value waschosen
due to its slightly lower cost implications whencompared to the
critical point of 875 C which was too proxi-mate to thedecreasing
portion of the H 2 yieldcurve.Moreover,the optimal operating
pressure of 30 atm was conrmed via apressure sensitivity analysis
on the reducer, ranging from 30to 37 atm, conducted at the optimal
temperature of 870 C. H2and CO production decreased with increasing
pressure whileby-product formation increased, similar to the trends
of theCLG 1 pressure sensitivity analyses.
In addition, the general purpose of the CLG 2 oxidizer wasboth
to produce H 2 in greater quantities than the gasier andto
regenerate spent Fe 3O4. The temperature sensitivity anal-ysis for
the oxidizer was again conducted at 30 atm ratherthan atmospheric
pressure as this was the recommendedpressure proposed by Fan [3].
The analysis demonstrated thattemperature variation only had a
signicant effect on CO and
Fig. 7 e CLG 1 reformer pressure sensitivity analysis.
Fig. 8 e CLG 1 WGS reactor temperature sensitivity analysis.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5813
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
11/14
CH4 yield. CO increased relatively quickly with temperatureand
quantities of CH 4 were negligible below about 680 C.Thus, 720 C
was chosen as the optimal oxidizer temperatureas only trace amounts
CH 4 were present, and negligiblechanges in H 2 yield were
observed. Oxidizer pressure wasincrementally increased to 40 atm to
determine pressure ef-fects. However, minimal changes in component
yield wereobserved in any case, and 30 atm was conrmed as
theoptimal operating pressure. Finally 20 kmol/h was chosen asthe
design feed steam owrate to the oxidizer after owratevariation
analysis was conducted from 5 to 25 kmol/h todetermine the effects
on component yields. The analysis wascarried out under steam
conditions of 240 C and 32 atm. By-product CO yield tended to
decrease with increasing ow-rate, with other component species
virtually unaffected, andso a higher owrate was chosen to minimize
CO yield.
Subsequently, the CLG 2 reformer was meant to furtherincrease H
2 yield and content via reforming of the remaining by-products. The
temperature sensitivity analysis was con-ducted and the optimal
operating temperature chosen based
on H 2 yield andby-product levels presentin the
syngasstreamexiting the condenser unit at the process termination.
Theobserved results from the analysis can be seen in Fig.
10.Itcanbe seen that H 2 and CO2 yield in the syngas begin to
decreaseafter reformer temperatures reach roughly 500 C. CO
yieldincreased rapidly over the simulated range, albeit at
lowerconcentrations throughout. CH 4 yield rapidly decreased
be-tween 400 and 500 C. H2 yield tended to peak at approxi-mately
1.60 kmol/kmol PL. In addition, syngas compositionwas closely
examined under varying temperature conditions.The respective
component curves had roughly the sameshape as the syngas yield
curves which are illustrated inFig. 10. H2 and CO2 comprised the
majority of the syngas withCO, H2O, and CH4 by-products accounting
for smaller per-centages. Again, H 2 composition peaked in the 450
e 500 Crange and began to decrease with further
temperatureincrease.
Based on the aforementioned trends, 500 C was chosen asthe
optimal operating temperature for the CLG 2 reforming reactor. This
is due to both higher H 2 yield and content in the
Fig. 9 e CLG 2 reducer temperature sensitivity analysis.
Fig. 10 e CLG 2 reformer syngas yield temperature sensitivity
analysis.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 75814
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
12/14
resulting syngas stream, as well as lower by-product
yieldsandcompositions in proximity to this temperature. Increasing
operating pressure above atmospheric conditions tended todecrease
desirable product yield and correspondinglyincreased by-product
yield and concentration. Thus, adetailed pressure sensitivity
analysis was not further pursuedfor the CLG 2 reformer.
Comparison of simulation results
The following section details a comparison between the re-sults
of the two biomass gasication simulations. Compari-
sons are made based on syngas yield and composition.
Syngas yield comparisonA comparison of the absolute syngas
yields for the CLG 1 andCLG 2 simulations can be seen in Fig. 11.
Itis evident thatCLG2generated more syngas than CLG 1, at values of
roughly 2.54and 0.79 kmol/kmol PL, respectively. However, it is
also
important to note that CO 2 removal was not a focal point of CLG
2, and thus almost 0.87 kmol CO 2 /kmol PL adds to theabsolute CLG
2 syngas value. Furthermore, H 2 can be seen tobe the main
constituent in both cases, with the CLG 2 syngasproducing more H 2
in absolute terms.
CLG 1 generated 0.73 kmol H 2 /kmol PL while CLG 2 gener-ated
1.60 kmol H 2 /kmol PL. These values are less than thosereported in
the literature for either case. Processes similar toCLG 1 reported
H2 yields ranging from 1.6 to roughly5.7 kmol H2 /kmol biomass
[2,8], while Fan outlined a processsimilar to CLG 2 capable of
producing approximately11.73 kmol H2 /kmol coal [3]. The latter
process, however, used
coal as the solid fuel and greater amounts of iron-based oxy-gen
carriers than CLG 2.Furthermore, the assumption that all biomass
and steam
were completely converted to H 2 and CO in the gasier
waschallenged, and its effect on syngas yield in both cases
wasdetermined. This was done in terms of conversion
efciency,labelled as gasier efciency. The analyses showed that
the
Fig. 11 e Comparison of simulation syngas yields.
Fig. 12 e Comparison of simulation syngas compositions.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5815
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
13/14
yields of all syngas components linearly decreased with
adecrease in gasier efciency. It is also noted that the reduc-tion
in H 2 yield from 100 to 50% gasier efciency is relativelydrastic;
0.73 to 0.36 kmol/kmol PL.
Syngas composition comparisonA comparison of the syngas
compositions in either simulation
can be seen in Fig. 12, which also includes individualcomponent
compositions. It can be seen that H 2 is the maincomponent in
either syngas stream, at 92.45 mol-% and62.94 mol-% for CLG 1 and
CLG 2, respectively. The formervalue is greater than the 80.94% H 2
value reported by Acharyaunder similar conditions. Further, the CO
2 concentration of 0.01% in CLG 1 syngas is signicantly lower than
that reportedin the literature 5.71% [6]. Other studies similar to
CLG 1 re-ported lower obtained H 2 concentrations, ranging
fromroughly 70 e 90 mol-% [2,7,8].
However, as previously mentioned, CO 2 was not removedfrom the
syngas stream in CLG 2, and thus its relatively largeconstituency
of 34.11 mol-% is accounted for by that fact. HadCO2 removal been
inherent to the design of CLG 2, andassuming removal efciency
upwards of 99%, the H 2 compo-sition ofthe CLG2 syngas would be
over 95 mol-%. Further, the62.94 mol-% value from CLG 2 is similar
to the 62.1 mol-%found in the literature [3].
Future research
Potential for future research stems in-part from the simula-tion
owsheets and block unit setups themselves. Deter-mining a method to
model biomass gasication in a singlegasifying reactor, as opposed
to four separate reactors in thecase ofthe CLG1 process, is
exemplar of this. This would allowfor biomass gasication to occur
spontaneously in anequilibrium-based reactor, i.e. RGibbs, rather
than in a reactorwith user-dened outputs, as is the case for both
simulations.Further, thiswould allow foran investigationof the
sensitivityof the gasifying reactor to steam-to-biomass,
calcium-to-biomass, and equivalence ratios.
In addition, the nitrogen and sulfur components of eachbiomass
type could be included in calculations to furtherenhance the
accuracy of the simulation. Consequently, thiswould require
modication of the owsheet and input pa-rameters to deal with any
sulfur dioxide (SO 2), hydrogen sul-de (H2S), or nitrogen (N 2)
streams that may be present fromgasication of biomass containing
these elements [21].
Moreover,more detailed design of the gas e solidseparators(e.g.
cyclones) utilized in the simulation would further in-crease its
accuracy. For example, cyclones, baghouses, orelectrostatic
precipitators (ESPs) could be designed forgase solid separation.
These process units would be morerepresentative of an
industrial-scale scenario, as opposed tothe generic separator
blocks used in this simulation.Furthermore, the energy requirements
of such block unitscould be accurately represented as well.
Finally, a cost analysis for each block unit could be con-ducted
to obtain an overall syngas production cost for eachsimulated
process type. The cost analysis could be based onenergy
requirements and feed stream raw materials supply
costs. Subsequently, comparing the cost estimates wouldprovide
an idea of the feasibility of the proposed processesfrom a
practical standpoint.
Conclusions
In conclusion:
1. Poultry litter was the chosen biomass type to be
simulatedboth because it is a nonconventional biomass type and
dueto its greater H 2 yield potential when compared with wil-low
pellets and oak pellets.
2. The optimal operating condition estimates determined forthe
main reactors in both simulations were in line withthose presented
in the literature.a. CLG 1 simulation:
i. Reformer: 750 C, 1 atm.ii. Absorber: 500 C, 1 atm.
iii. WGS reactor: 750 C, 1 atm.b. CLG 2 simulation:
i. Combustor: 1250 C, 1 atm.ii. Reducer: 870 C, 30 atm.
iii. Oxidizer: 720 C, 30 atm.iv. Reformer: 500 C, 1 atm.
3. CLG 1 and CLG 2 syngas yields were 0.79 and 2.54 kmol/kmol
PL, respectively. CLG 2 generated the most H 2 in theproduct syngas
stream, 1.60 kmol/kmol PL, based on ab-solute yield, with CLG 1
producing only 0.73 kmol/kmol PL.H2 production was signicantly less
than that outlined inthe literature for both simulations.
4. CLG 1 produced purer syngas with an H 2 concentration of
92.45 mol-%, while CLG 2 had 62.94 mol-% H2. The lowerCLG 2
concentration was due to the presence of CO 2 in thatsyngas stream,
as its removal was not a focus of thatsimulation. CLG 1 exhibited
more H 2 rich syngas than otherstudies while CLG 2 produced results
similar to those foundin the literature.
5. Future research could focus on increasing the accuracy
andscalability of the simulations through assumption mitiga-tion or
removal. Examples include modelling biomassgasication in a single
gasifying reactor, detailed design of gas e solid separators, and
inclusion of nitrogen and sulfurelements in biomass ultimate
analyses.
Acknowledgements
The authors would like to acknowledge funding from NSERCvia the
Discovery Grant Program. The authors would like tothank Miss Leanna
Harnarain for proofreading the manu-script and for improving its
appearance.
Appendix A. Supplementary data
Supplementary data related to this article can be found
athttp://dx.doi.org/10.1016/j.ijhydene.2014.01.178 .
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 75816
http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178
-
7/25/2019 Chemical Looping Gasification for Hydrogen Production
a Comparison of Two Unique Processes Simulated Using A
14/14
r e f e r e n c e s
[1] Holladay J, Hu J, King D, Wang Y. An overview of
hydrogenproduction technologies. Catal Today 2009;139.4:244 e
60.
[2] Florin N, Harris A. Hydrogen production from biomasscoupled
with carbon dioxide capture: the implications of
thermodynamic equilibrium. Int J Hydrogen Energy2007;32.17:4119e
34.[3] Fan Liang-Shih. Chemical looping systems for fossil
energy
conversions. Hoboken, NJ: Wiley-AIChE; 2010 [Print] .[4] Ni M,
Leung D, Leung M, Sumathy K. An overview of
hydrogen production from biomass. Fuel Process
Technol2006;87.5:461e 72.
[5] Kirtay Elif. Recent advances in production of hydrogen
frombiomass. Energ Convers Manage 2011;52:1778 e 89.
[6] AcharyaBishnu. Chemical looping Gasicationof
biomassforhydrogen-enriched Gas production [Thesis]. Halifax,
NovaScotia: Dalhousie University; 2011 [N.p.: Dalhousie
University,Department of Mechanical Engineering, n.d. Print] .
[7] Acharya B, Dutta A, Basu P. Chemical-looping gasication of
biomassfor hydrogen-enrichedgas production within-process
carbon dioxide capture. Energy Fuels 2009;23:5077e
83.[8] Mahishi Madhukar R, Sadrameli MS, Vijayaraghavan
Sanjay,Goswami DY. A novel approach to enhance the hydrogenyield of
biomass gasication using CO 2 sorbent. J Eng GasTurb Power
2008;130:011501-1 e 011501-8 [Print].
[9] Moghtaderi B. Effects of controlling parameters onproduction
of hydrogen by catalytic steam gasication of biomass at low
temperatures. Fuel 2007;86.15:2422 e 30.
[10] Abuadala A, Dincer I, Naterer GF. Exergy analysis of
hydrogen production from biomass gasication. Int JHydrogen Energy
2010;35:4981 e 90.
[11] Gonzalez J, Roman S, Bragado D, Calderon M. Investigationon
the reactions inuencing biomass air and air/steam
gasication for hydrogen production. Fuel Process
Technol2008;89.8:764e 72.
[12] Shen L, Gao Y, Xiao J. Simulation of hydrogen
productionfrom biomass gasication in interconnected uidized
beds.Biomass Bioenerg 2008;32.2:120 e 7.
[13] Franco C, Pinto F, Gulyurtlu I, Cabrita I. The study of
reactions inuencing the biomass steam gasicationprocess. Fuel
2003;82.7:835 e 42.
[14] Pfeifer C, Puchner B, Hofbauer H. Comparison of dualuidized
bed steam gasication of biomass with and withoutselective transport
of CO 2. Chem Eng Sci 2009;64.23:5073e 83.
[15] Lin Shiying, Harada Michiaki, Suzuki Yoshizo,Hatano
Hiroyuki. Hydrogen production from coal byseparating carbon dioxide
during gasication. Fuel2002;81:2079e 85.
[16] Hanaoka T, Yoshida Takahiro, Fujimoto Shinji, Kamei
Kenji,Harada Michiaki, Suzuki Yoshizo, et al. Hydrogen
productionfrom woody biomass by steam gasication using a CO
2sorbent. Biomass Bioenerg 2005;28.1:63 e 8.
[17] Guoxin Hu, Hao Huang. Hydrogen rich fuel Gas productionby
Gasication of wet biomass using a CO 2 sorbent. BiomassBioenerg
2009;33.5:899e 906.
[18] Mahishi M, Goswami D. An experimental study of
hydrogenproduction by gasication of biomass in the presence of aCO2
sorbent. Int J Hydrogen Energy 2007;32.14:2803 e 8.
[19] Acharya Bishnu, Dutta Animesh, Basu Prabir. Aninvestigation
into steam gasication of biomass for hydrogenenriched Gas
production in presence of CaO. Int J HydrogenEnergy 2010;35.4:1582e
9.
[20] Faaij A, van Ree R, Waldheim L, Olsson E, Oudhuis A,
vanWijk A, et al. Gasication of biomass wastes and residues
forelectricity production. Biomass Bioenerg 1997;12.6:387 e
407.
[21] Piroonlerkgul P, Wiyaratn W, Soottitantawat A,Kiatkittipong
W, Arpornwichanop A, Laosiripojana N, et al.Operation viability and
performance of solid oxide fuel cellfuelled by different feeds.
Chem Eng J 2009;155:411 e 8.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n
e r g y 3 9 ( 2 0 1 4 ) 5 8 0 4 e 5 8 1 7 5817
http://refhub.elsevier.com/S0360-3199(14)00258-4/sref1http://refhub.elsevier.com/S0360-3199(14)00258-4/sref1http://refhub.elsevier.com/S0360-3199(14)00258-4/sref1http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref3http://refhub.elsevier.com/S0360-3199(14)00258-4/sref3http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref5http://refhub.elsevier.com/S0360-3199(14)00258-4/sref5http://refhub.elsevier.com/S0360-3199(14)00258-4/sref5http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://dx.doi.org/10.1016/j.ijhydene.2014.01.178http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref21http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref20http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref19http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref18http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref17http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref16http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref15http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref14http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref13http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref12http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref11http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref10http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref9http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref8http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref7http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref6http://refhub.elsevier.com/S0360-3199(14)00258-4/sref5http://refhub.elsevier.com/S0360-3199(14)00258-4/sref5http://refhub.elsevier.com/S0360-3199(14)00258-4/sref5http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref4http://refhub.elsevier.com/S0360-3199(14)00258-4/sref3http://refhub.elsevier.com/S0360-3199(14)00258-4/sref3http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref2http://refhub.elsevier.com/S0360-3199(14)00258-4/sref1http://refhub.elsevier.com/S0360-3199(14)00258-4/sref1http://refhub.elsevier.com/S0360-3199(14)00258-4/sref1