Embed Size (px)
DESCRIPTION
p
Citation preview

CONTROL NUMÉRICO COMPUTARIZADO CNC
Universidad de Pamplona
Luz Karime Hernández Gegen
1
2
3
4
5
Introducción
Objetivos
CN. Definición, Historia y Evolución MHCN
Tipos de CN. Estructura de Programación
Instrucción de Movimientos y Funciones. Ejercicios
6 Conclusiones y Bibliografía
Control Numérico Computarizado
GIMUP
2

Introducción
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición, Historia, evolución Conclusiones
GIMUP
3
Control Numérico Computarizado
GIMUP
4
Control Numérico Computarizado
El diseño y desarrollo de nuevos productos o la modificación de los existentes, se ha convertido en un elemento clave y fundamental para la mejora de la capacidad de innovación y competitividad de las empresas industriales.
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición, Historia, evolución Conclusiones
GIMUP
5
Control Numérico Computarizado
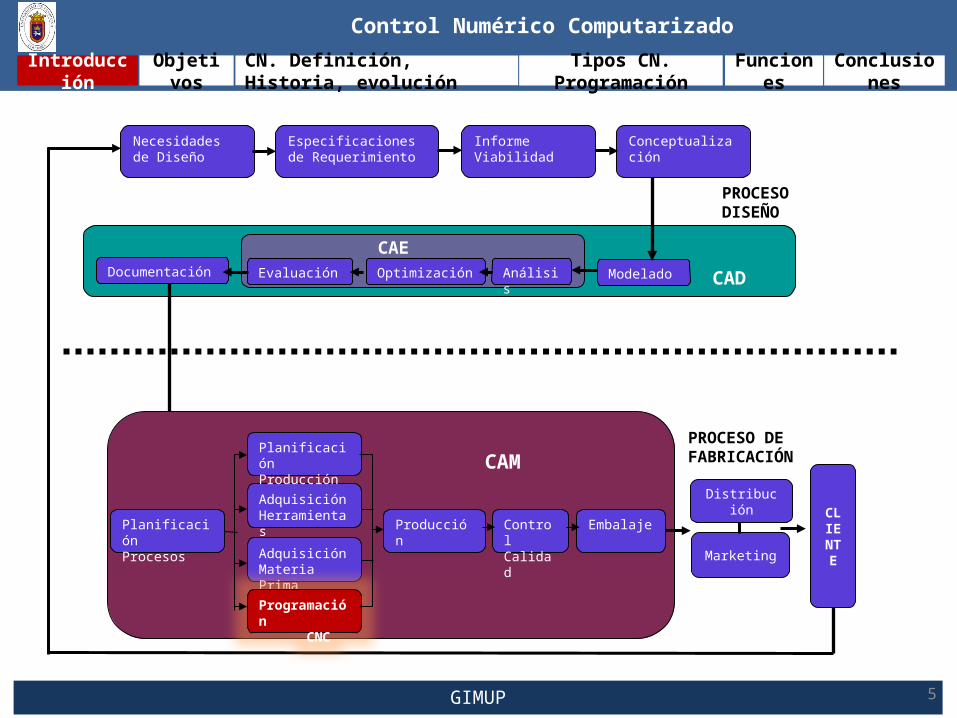
PROCESO DISEÑO
Documentación Evaluación Optimización Análisis
CAE
Modelado CAD
Necesidades de Diseño
Especificaciones de Requerimiento
Informe Viabilidad Conceptualización
Planificación Procesos
Adquisición Herramientas
Planificación Producción
Adquisición Materia Prima
Programación CNC
Producción ControlCalidad
Embalaje
CAM
Distribución
Marketing
PROCESO DEFABRICACIÓN
CLIENTE
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición, Historia, evolución Conclusiones
GIMUP
6
Control Numérico Computarizado
Objetivos
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
7
Control Numérico Computarizado
Objetivos
Conocer el significado del termino control numérico computarizado (CNC).
Conocer los antecedentes y desarrollo del control numérico.
Adquirir conocimiento generales sobre el Control Numérico Computarizado
Explicar la estructura general de las Máquinas Herramientas con Control Numérico y sus elementos constructivos.
Familiarizarse con los elementos de programación de una Máquina Herramienta con Control Numérico.
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
8
Control Numérico Computarizado
Control Numérico Computarizado
Definición:
“Una forma de automatización programable donde las acciones o movimientos de una máquina herramienta y otros equipos se controlan mediante un código de programa alfanumérico que contiene instrucciones. Los datos representan posiciones relativas entre una cabeza de mecanizado y una pieza”
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
9
Control Numérico Computarizado
Retrospectiva sobre Control Numérico
Años cuarenta
En 1942, la "Bendix Corporation" fabricación de una leva tridimensional.En 1947, John T. Parsons: mando automático con entrada de informaciones numéricas(sistemas digiton).USAF apoya la iniciativa para el desarrollo de una fresadora de tres ejes para contorneadoEn 1948, en el M.I.T. se empieza la investigación sobre control de posición.
Los intentos de dotar a las máquinas de algún tipo de control datan del siglo pasado: los telares con máquinas textiles y el piano automático (1725 y 1863)
Años cincuenta
En 1952, Se hace una demostración práctica en una fresadora tridimensional.En 1953, después de cinco años de puesta a punto, el M.I.T. utiliza por primera vez la apelaciónde "Numerical Control”.Año 1955.- Se presentan una serie de modelos comerciales de M.H. con CN:* Cincinnati Milling Machine Company,·*Giddin & Levis,·*Kearney & Trecker.
El Control Numérico de Máquinas Herramientas no fue concebido para mejorar los procesos de fabricación, sino para dar solución a problemas técnicos surgidos a consecuencia de diseño de piezas cada vez más difíciles de mecanizar.
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones

GIMUP
10
Control Numérico Computarizado
Retrospectiva sobre Control Numérico
Años ochenta noventa y actuales
En 1980, Celdas de Manufactura, la introducción de la tecnología de Grupo (GT) y SFMEn 1994, pleno desarrollo del control numéricoAutomatización completa procesos industrialesIntegración técnicas diseño, análisis, simulación y fabricación
Años sesenta
En 1960, también en el M.I.T. se realizaron las primeras demostraciones de Control Adaptable (un perfeccionamiento del Control Numérico que permite, además, la autorregulación de las condiciones de trabajo de las máquinas). En 1968, tuvieron lugar los primeros ensayos de Control Numérico Directo (DNC)..
Años setenta
En 1972. Aparecen los primeros CNC, CN con microprocesador incorporado. Actualmente, existe una gran tendencia al incremento de la aplicación industrial de las M.H.C.N.C.En 1975, Control Numérico Distribuido. control numérico a la memoria de la máquina. Base para la actual CIM y Control de Manufactura y Sistemas Flexibles de Manufactura (SFM)
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones

GIMUP
13
Control Numérico Computarizado
Componentes de un Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Programa de Instrucciones
Unidad de Control Numérico
Equipo de procesado
GIMUP
14
Control Numérico Computarizado
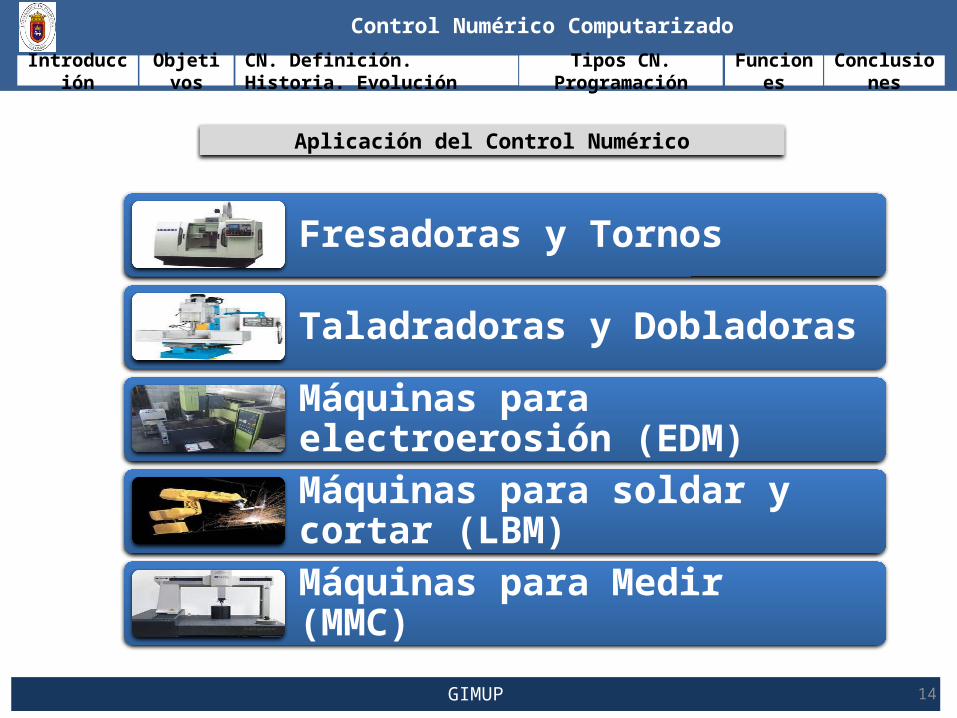
Fresadoras y Tornos
Taladradoras y Dobladoras
Máquinas para electroerosión (EDM)
Máquinas para soldar y cortar (LBM)
Máquinas para Medir (MMC)
Aplicación del Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
15
Control Numérico Computarizado
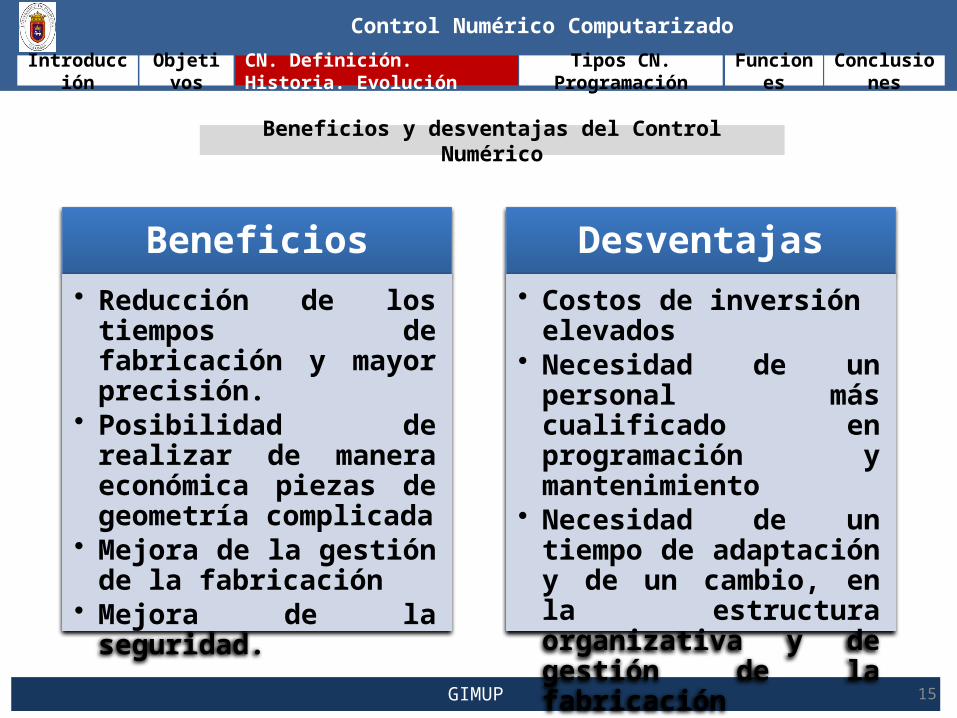
Beneficios y desventajas del Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Beneficios• Reducción de los tiempos de
fabricación y mayor precisión.
• Posibilidad de realizar de manera económica piezas de geometría complicada
• Mejora de la gestión de la fabricación
• Mejora de la seguridad.
Desventajas• Costos de inversión elevados• Necesidad de un personal
más cualificado en programación y mantenimiento
• Necesidad de un tiempo de adaptación y de un cambio, en la estructura organizativa y de gestión de la fabricación
GIMUPC
16
Control Numérico Computarizado
Tipos de Control Numérico
a) Según el sistema de referencia
b) Según el control de trayectorias
c) Según el tipo de accionamiento
d) Según el bucle de control
e) Según la tecnología de control
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUPC
17
Control Numérico Computarizado
Tipos de Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
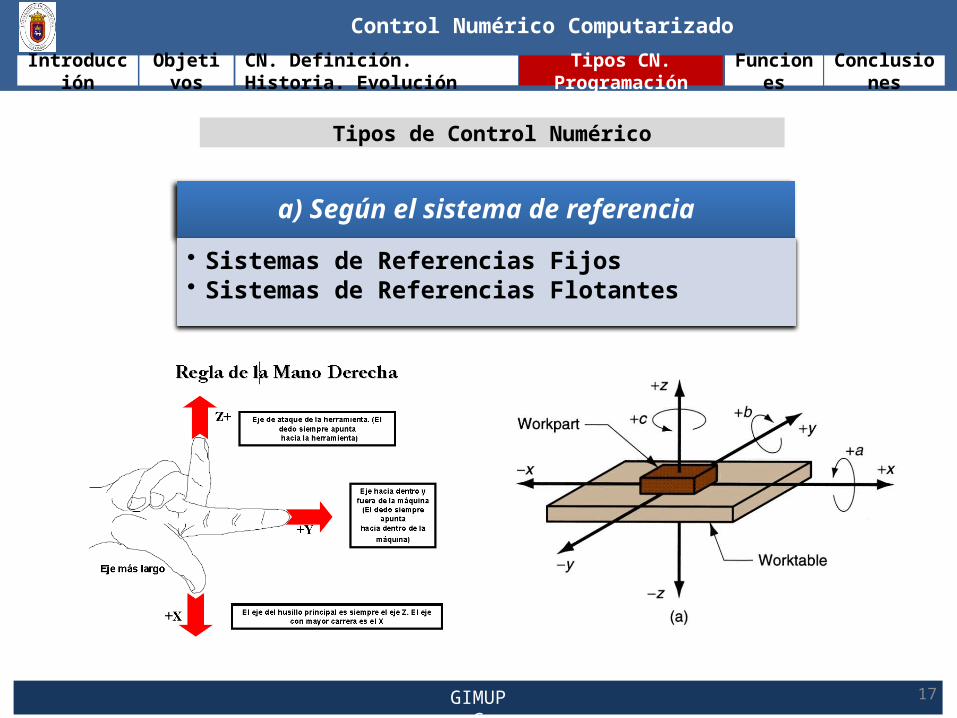
a) Según el sistema de referencia
• Sistemas de Referencias Fijos• Sistemas de Referencias Flotantes
GIMUPC
19
Control Numérico Computarizado
Tipos de Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
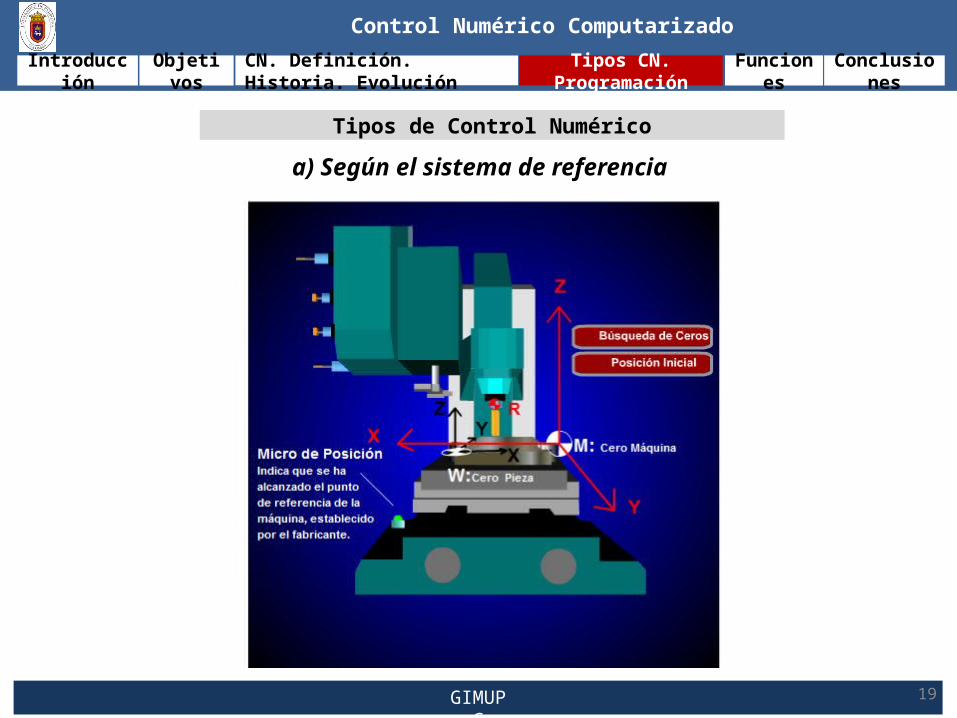
a) Según el sistema de referencia
GIMUPC
20
Control Numérico Computarizado
Tipos de Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
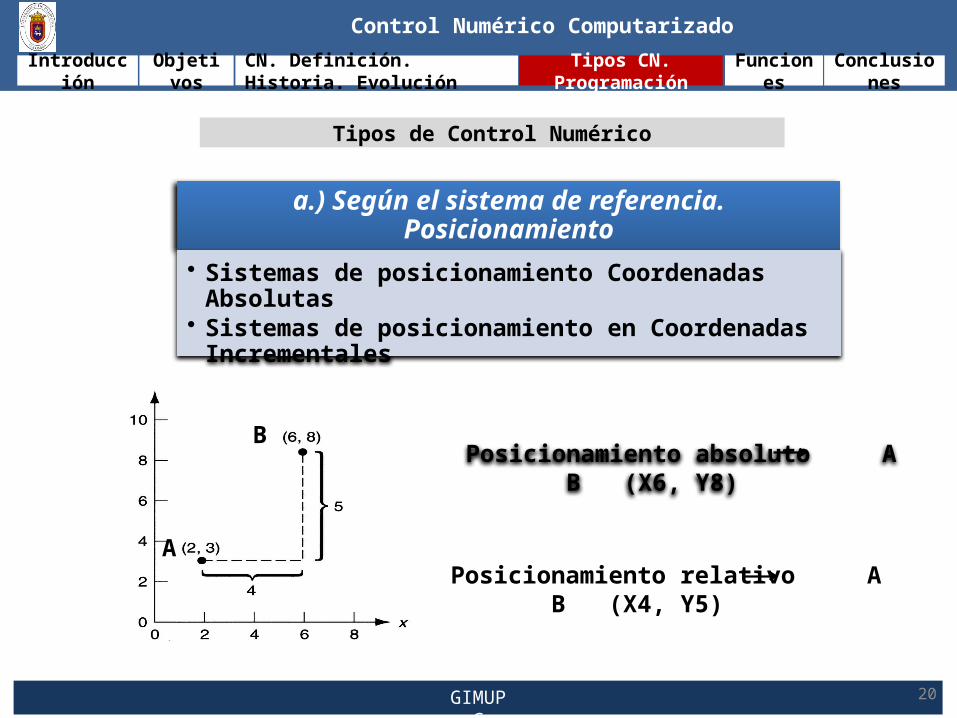
a.) Según el sistema de referencia. Posicionamiento
• Sistemas de posicionamiento Coordenadas Absolutas• Sistemas de posicionamiento en Coordenadas Incrementales
Posicionamiento absoluto A B (X6, Y8)
Posicionamiento relativo A B (X4, Y5)A
B
GIMUPC
21
Control Numérico Computarizado
Tipos de Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
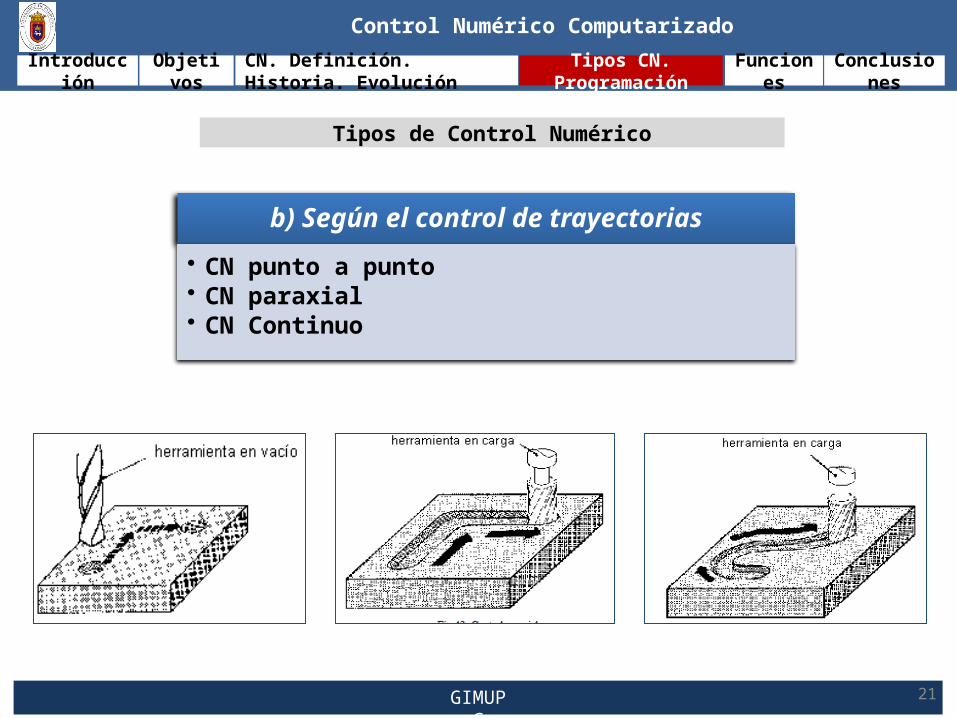
b) Según el control de trayectorias
• CN punto a punto• CN paraxial• CN Continuo

GIMUPC
22
Control Numérico Computarizado
Tipos de Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
c) Según el tipo de accionamiento
• Hidráulicos• Eléctricos• Neumáticos
GIMUPC
23
Control Numérico Computarizado
Tipos de Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
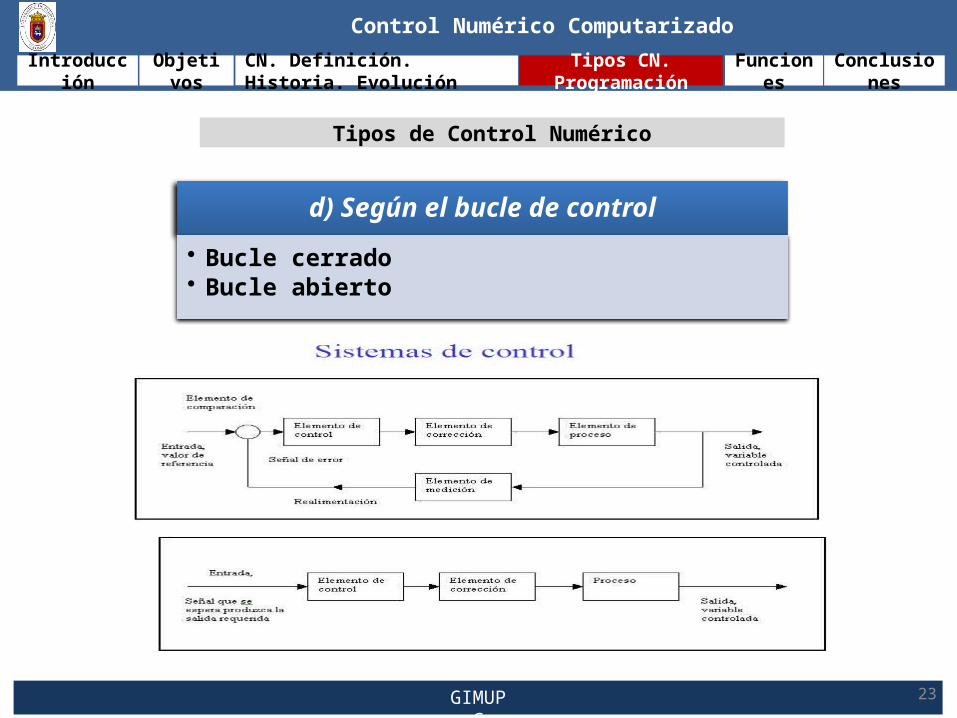
d) Según el bucle de control
• Bucle cerrado• Bucle abierto
GIMUPC
24
Control Numérico Computarizado
Programación en Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
“En la actualidad existen más de 100 lenguajes de programación:• APT (Automatically programmed tool).- Desarrolló en el MIT en 1956• Autospot (Automatic system for positioning tools). Fue desarrollado por
IBM en 1962 por aplicaciones de control punto a punto.• Split (Sundstrand processing language internally). Este fue desarrollado por
Sundstrands machine tool.• Compact II. Este fue desarrollado por Manufacturing data system. Este
sistema es similar a Spilit.• Adapt (Adaptation of APT).- Este está basado en APT, fuese desarrollado por
IBM para aplicaciones especiales.• Exapt (Extended subset of APT).- Este se desarrolló en Alemania en 1964 y
está basado en APT, actualmente cuenta con 3 de versiones, para aplicaciones de posicionamiento torneo y contorneo
GIMUPC
25
Control Numérico Computarizado
Programación en Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Lenguajes de programación en CN
• Lenguaje APT (Automatically Programmed Tooling)• Lenguaje CN: C, Pascal etc.• Lenguaje código ISO o código “G”
NOTA: Los lenguajes de programación CN están estandarizados internacionalmente. La norma DIN 66025 "Desarrollo de programas para máquinas de control numérico" (partes 1 y 2) coinciden en contenido con el estándar internacional ISO/DIS 6983, ISO/DP 6983 e ISO 1057"Control numérico de máquinas".

GIMUP
26
Control Numérico Computarizado
Lenguajes de programación en CN
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Lenguaje APT (Automatically Programmed Tooling)
• Símbolo : variable (<= 6 caracteres, letras y números, al menos una letra)• Entidad geométrica : palabra reservada: POINT, LINE, PLANE, CIRCLE• Datos : definen la entidad. Pueden utilizar modificadores: ATANGL,
CENTER, RADIUS, INTOF, PARLEL, PERPTO, RIGHT, LEFT, XLARGE, YLARGE, ZLARGE, XSMALL, YSMALL, ZSMALL.
P1 = POINT/25.0, 150.0P2 = POINT/30.0, 250.0
L1 = LINE/P1, P2Donde P1 es un punto localizado en X = 25 y Y= 150, P2 es un punto localizado en X = 30 y Y= 250 y L1 es un línea a través de los puntos P1 y P2
GIMUPC
28
Control Numérico Computarizado
Lenguajes de programación en CN
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
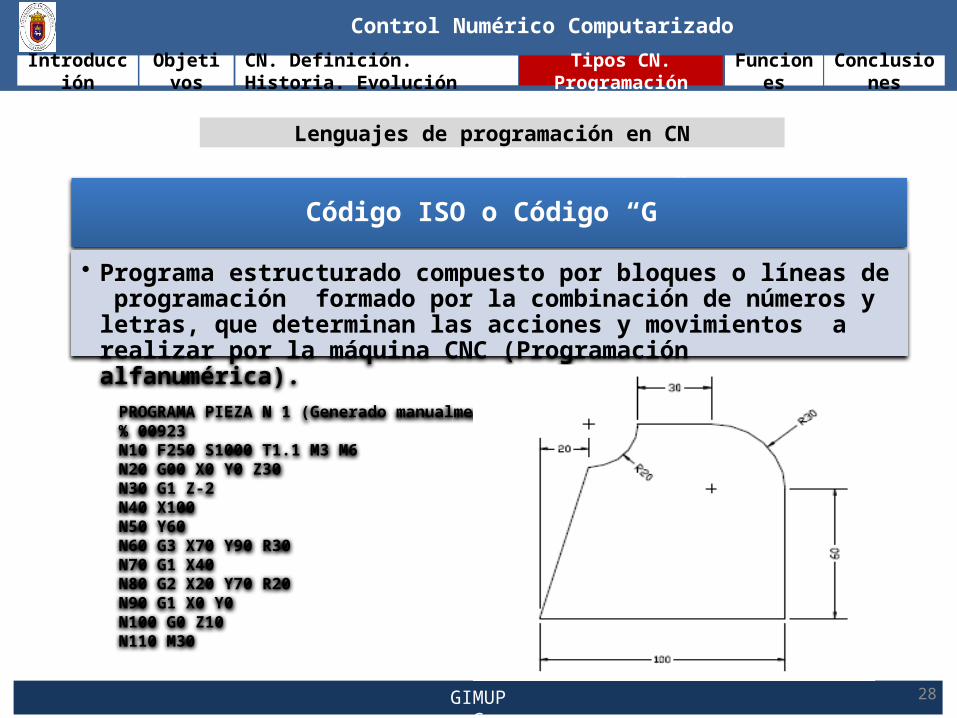
Código ISO o Código “G”
• Programa estructurado compuesto por bloques o líneas de programación formado por la combinación de números y letras, que determinan las acciones y movimientos a realizar por la máquina CNC (Programación alfanumérica).
PROGRAMA PIEZA N 1 (Generado manualmente)% 00923N10 F250 S1000 T1.1 M3 M6N20 G00 X0 Y0 Z30N30 G1 Z-2N40 X100N50 Y60N60 G3 X70 Y90 R30N70 G1 X40N80 G2 X20 Y70 R20N90 G1 X0 Y0N100 G0 Z10N110 M30

GIMUPC
29
Control Numérico Computarizado
Técnicas de Programar en Control Numérico
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Programación manual. Utiliza códigos alfanuméricos para describir los pasos a ejecutar en el proceso.
Programación Asistida por Computador. Utiliza lenguajes de programación de alto nivel( lenguaje APT).
Programación asistida CAD/CAM. Utiliza software CAD y CAM (Solid-edge / Mastercam).
Programación a pie de máquina. Programación MDI
GIMUPC
30
Control Numérico Computarizado
Estructura de Programación código ISO
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
FASES DE LA PROGRAMACIÓN:
Preparación del trabajo. A partir de las características de la máquina: velocidades, potencia, volumen de trabajo, puntos de referencia… se elabora una secuencia de operaciones, que incluirá: cómo se fija la pieza, tipo de herramienta, número de pasadas, condiciones de la operación, etc.
Elaboración del programa pieza. Código fuente que contenga toda la información necesaria y en un lenguaje entendible por el control numérico. A partir del plano de la pieza se extrae la información geométrica que permite definir el contorno de la pieza y las trayectorias a seguir por la herramienta. Orígenes etc.
Puesta a punto del programa. Depuración y simulación. Montar las herramientas y correctores, fijar la pieza, determinar los orígenes. Verificar que se realizan las operaciones previstas. (Simulador, pasada en vacío, o con un material blando…). Verificar que no existen errores ni colisiones.

GIMUPC
31
Control Numérico Computarizado
Estructura de Programación código ISO
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
EL CÓDIGO ISO. Se compone de: FUNCIONES PREPARATORIAS DE MOVIMIENTOS (G). Determinan la geometría y
las condiciones de trabajo. FUNCIONES DE CONTROL DE AVANCES DE LOS EJES Y DE VELOCIDAD DEL CABEZAL
(F, S). Velocidad de desplazamientos y giro del Husillo o herramienta. FUNCIONES DE CONTROL DE HERRAMIENTAS (T). Numeración de las herramientas FUNCIONES AUXILIARES (M). Indicaciones tecnológicas (activación
refrigerante, sentido giro husillo…).
GIMUPC
32
Control Numérico Computarizado
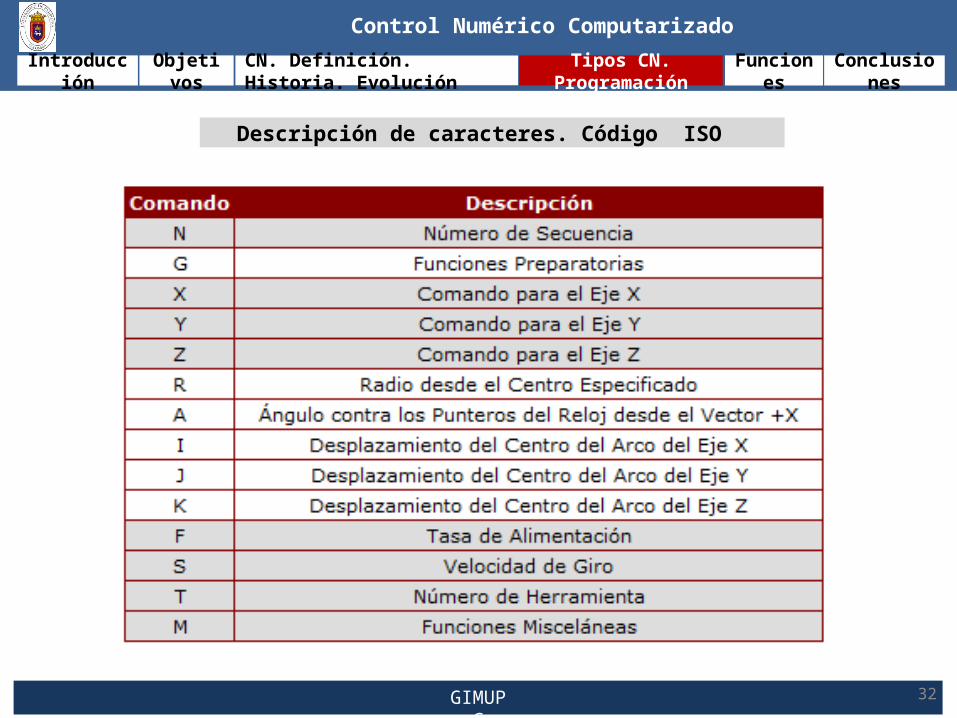
Descripción de caracteres. Código ISO
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
33
Control Numérico Computarizado
Funciones Preparatorias
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
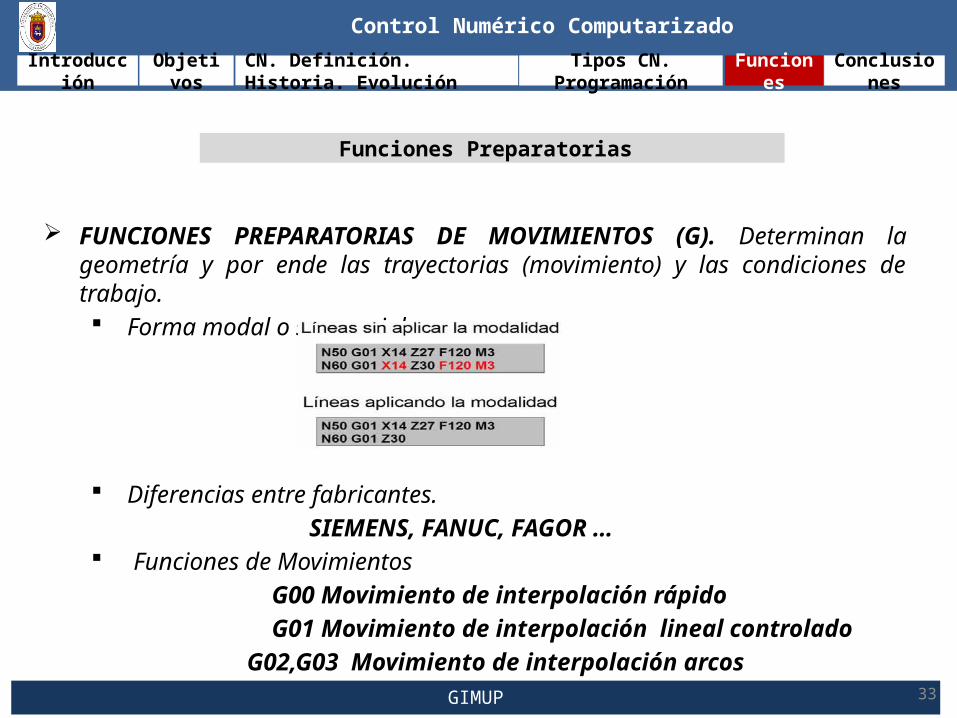
FUNCIONES PREPARATORIAS DE MOVIMIENTOS (G). Determinan la geometría y por ende las trayectorias (movimiento) y las condiciones de trabajo. Forma modal o secuencial.
Diferencias entre fabricantes. SIEMENS, FANUC, FAGOR … Funciones de Movimientos G00 Movimiento de interpolación rápido G01 Movimiento de interpolación lineal controlado G02,G03 Movimiento de interpolación arcos
GIMUPC
34
Control Numérico Computarizado
Funciones Preparatorias G00 y G01
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
35
Control Numérico Computarizado
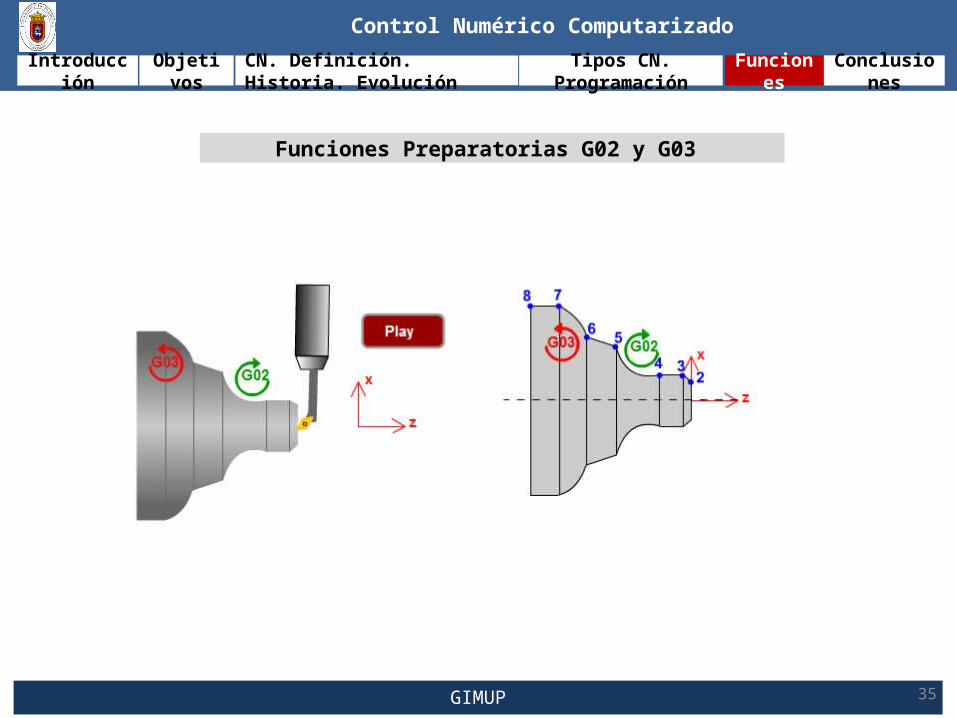
Funciones Preparatorias G02 y G03
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUPC
36
Control Numérico Computarizado
Funciones Preparatorias
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
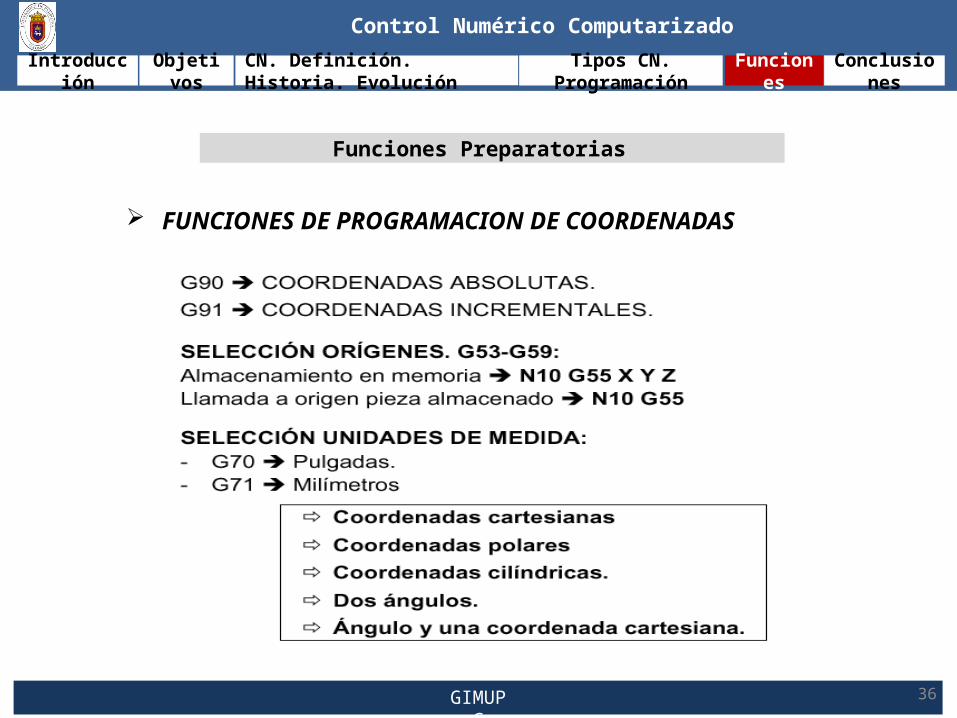
FUNCIONES DE PROGRAMACION DE COORDENADAS

GIMUPC
37
Control Numérico Computarizado
Ejemplo de Programación en Coordenadas Rectangulares
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
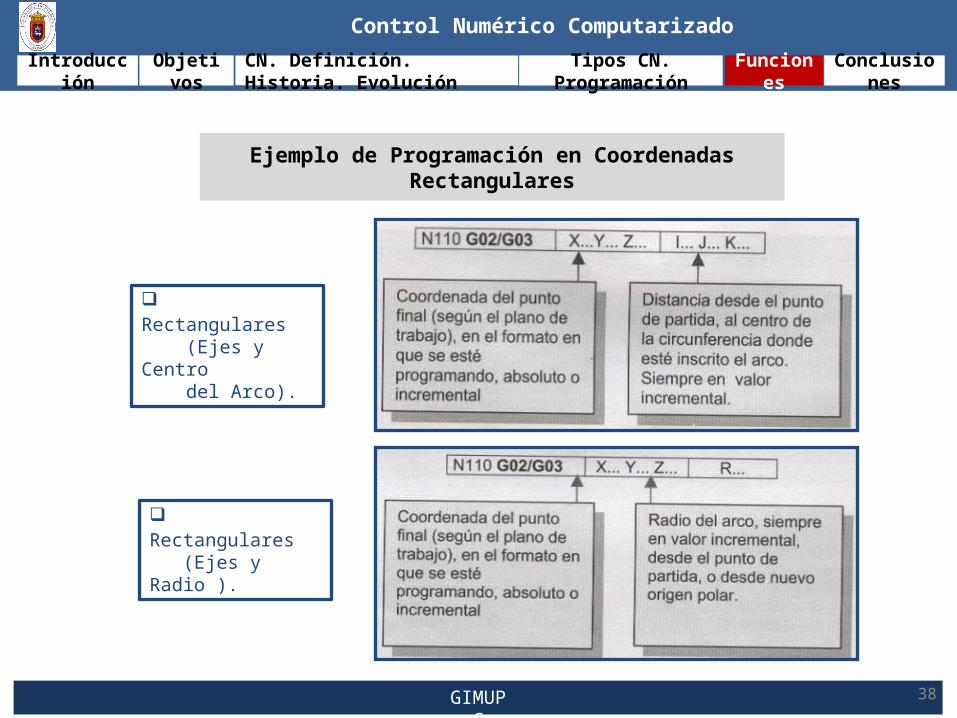
En algunos sistemas rectangulares y polares aparecen tres palabras I, J, K asociados a las normales X, Y, Z ; o A en las coordenadas polares, las cuales sirven para indicar la posición del centro del arco que se va ha construir.
GIMUPC
38
Control Numérico Computarizado
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Ejemplo de Programación en Coordenadas Rectangulares
Rectangulares (Ejes y Centro del Arco).
Rectangulares (Ejes y Radio ).
GIMUPC
39
Control Numérico Computarizado
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
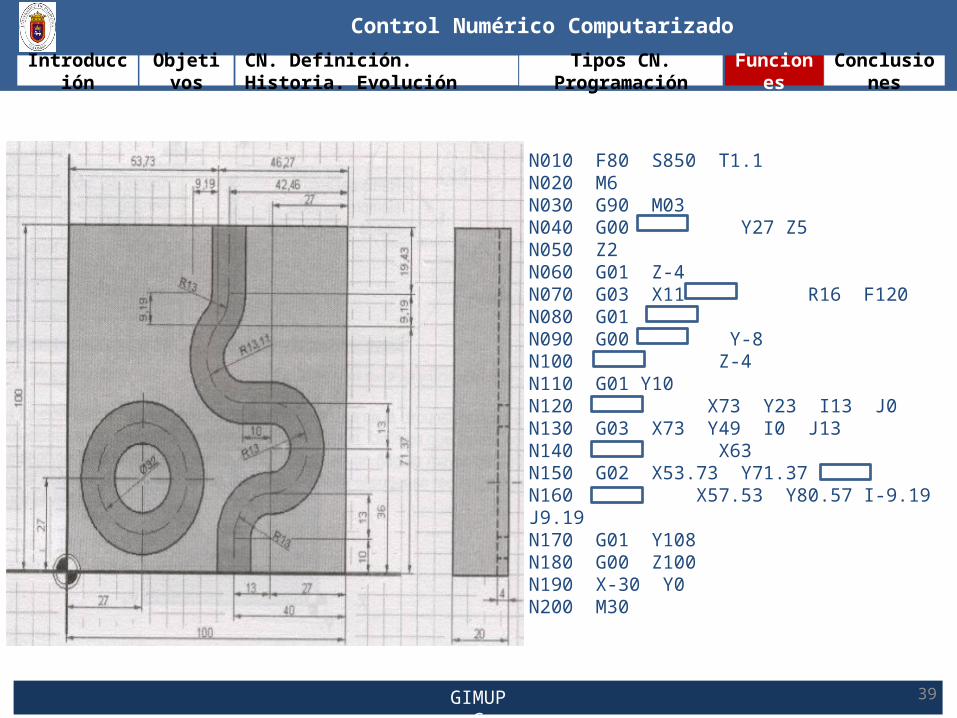
N010 F80 S850 T1.1N020 M6N030 G90 M03N040 G00 Y27 Z5N050 Z2 N060 G01 Z-4N070 G03 X11 R16 F120N080 G01 N090 G00 Y-8N100 Z-4N110 G01 Y10N120 X73 Y23 I13 J0N130 G03 X73 Y49 I0 J13N140 X63N150 G02 X53.73 Y71.37 N160 X57.53 Y80.57 I-9.19 J9.19N170 G01 Y108N180 G00 Z100N190 X-30 Y0N200 M30
GIMUPC
40
Control Numérico Computarizado
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
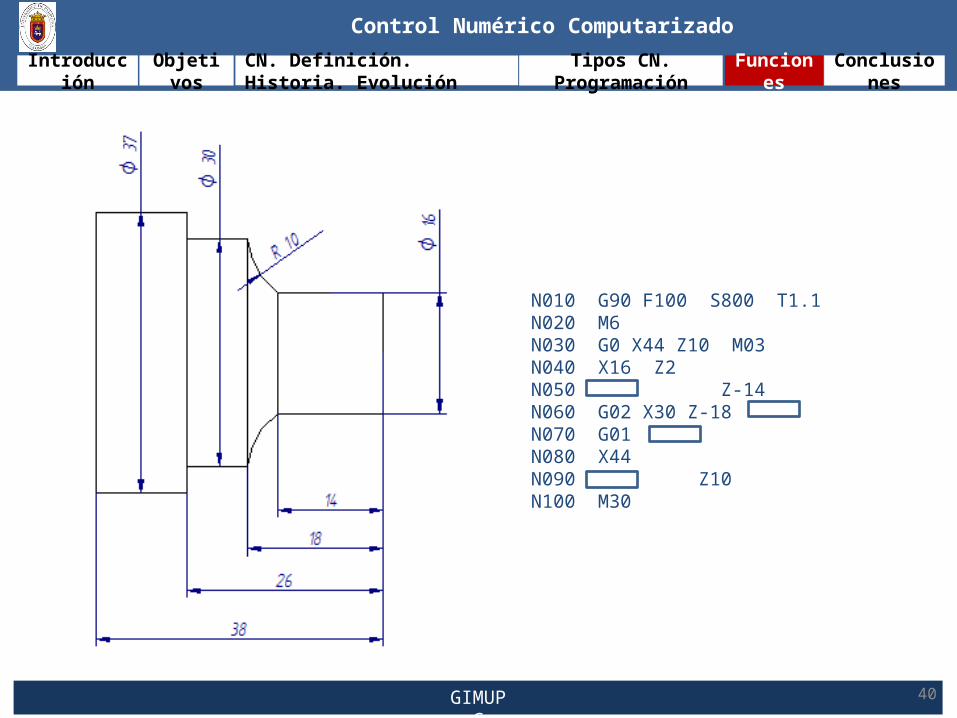
N010 G90 F100 S800 T1.1N020 M6N030 G0 X44 Z10 M03N040 X16 Z2N050 Z-14 N060 G02 X30 Z-18 N070 G01 N080 X44N090 Z10N100 M30
GIMUPC
41
Control Numérico Computarizado
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
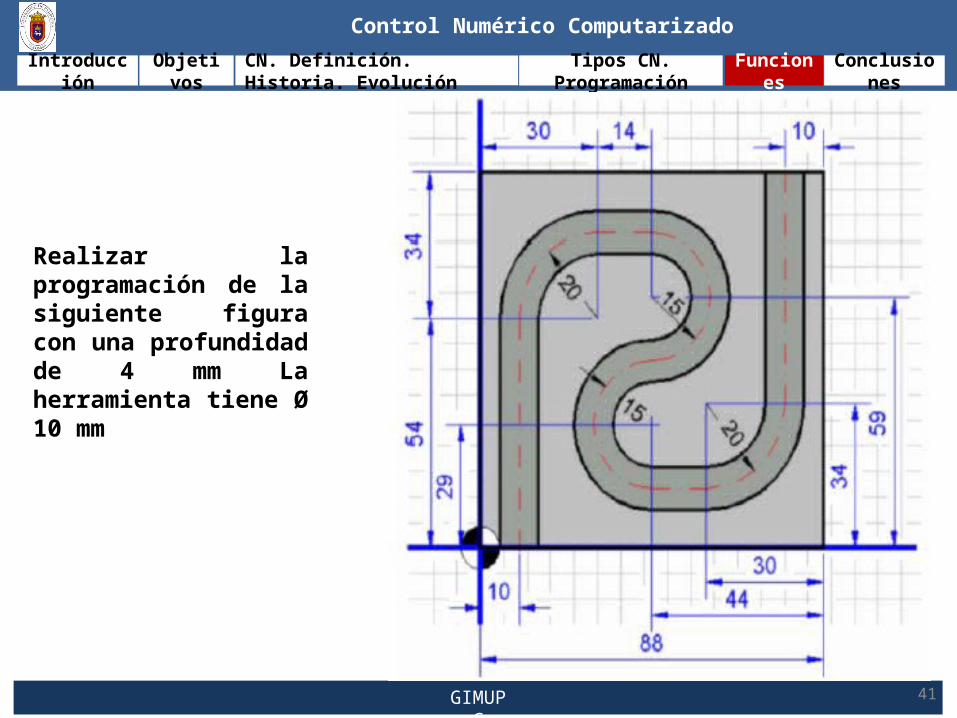
Realizar la programación de la siguiente figura con una profundidad de 4 mm La herramienta tiene Ø 10 mm

GIMUPC
42
Control Numérico Computarizado
FUNCIONES Y PROGRAMACIÓN
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Funciones preparatorias Funciones auxiliares
M02, M30 G05, G07
M03, M04 G17, G18, G19
M05 G90, G91
M06 G94, G95
M08, M09 G96, G97

GIMUPC
43
Control Numérico Computarizado
Funciones Preparatorias
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
FUNCIONES DE PROGRAMACION DE COORDENADAS Y PUNTOS DE REFERENCIA
GIMUPC
44
Control Numérico Computarizado
Funciones Tecnológicas
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
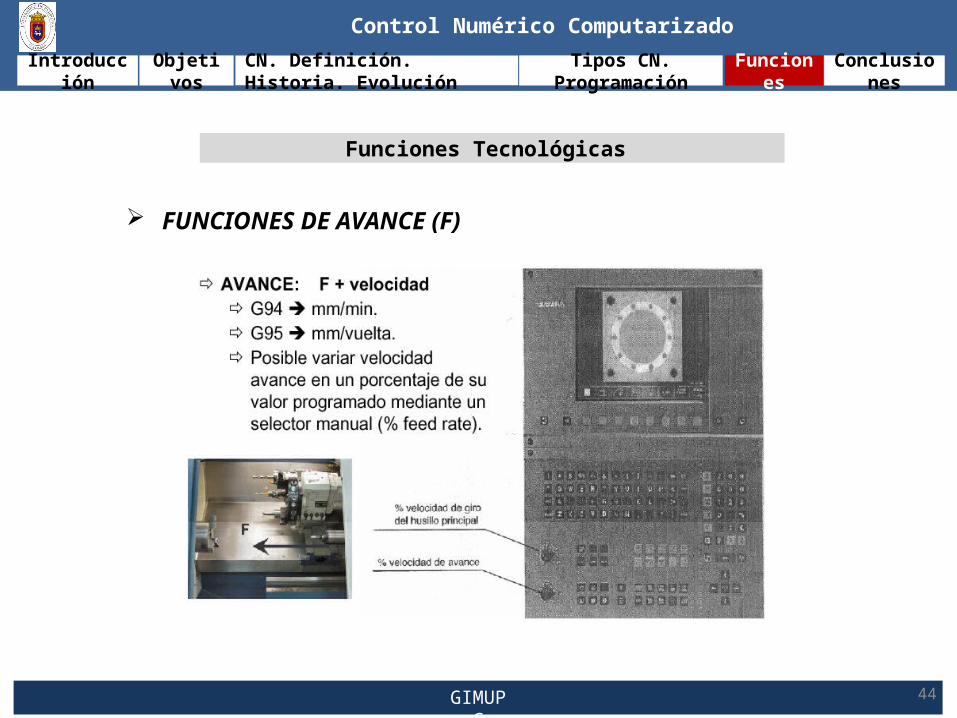
FUNCIONES DE AVANCE (F)

GIMUPC
45
Control Numérico Computarizado
Funciones Tecnológicas
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
FUNCIONES DE GIRO DE CABEZAL (S)
GIMUPC
46
Control Numérico Computarizado
Funciones Preparatorias de Compensación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
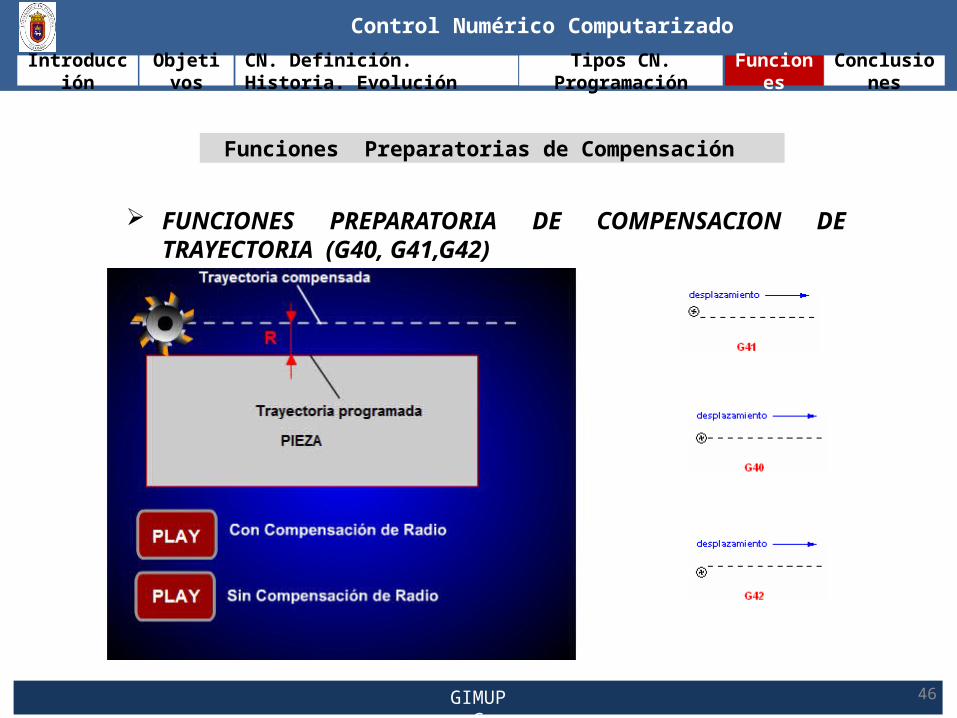
FUNCIONES PREPARATORIA DE COMPENSACION DE TRAYECTORIA (G40, G41,G42)
GIMUPC
47
Control Numérico Computarizado
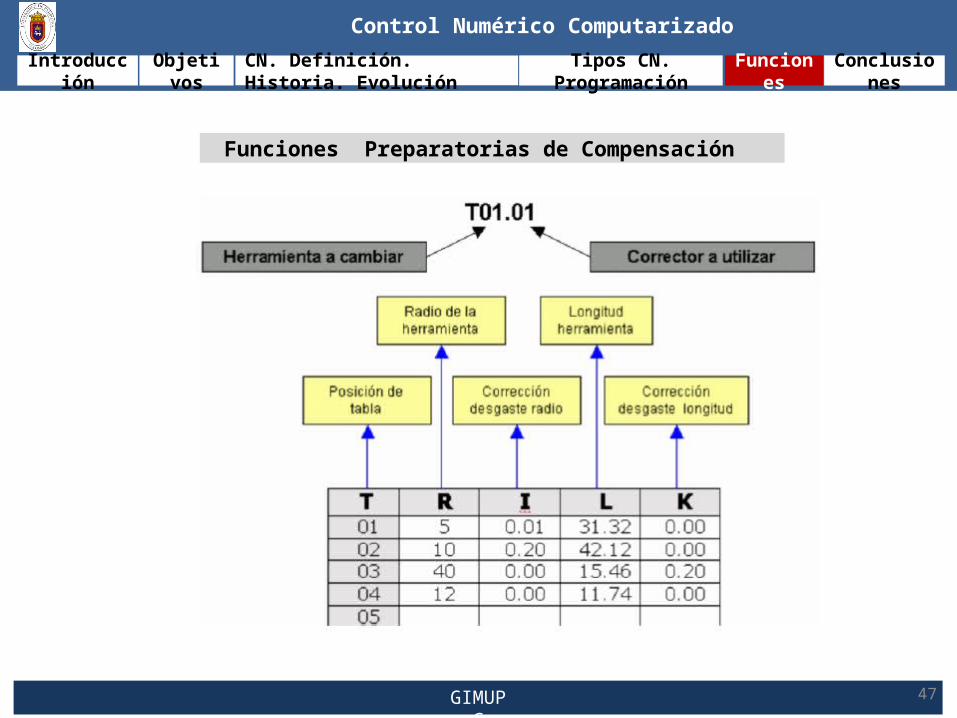
Funciones Preparatorias de Compensación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUPC
48
Control Numérico Computarizado
Funciones Preparatorias de Compensación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
EJEMPLO DE COMPENSACION DE TRAYECTORIA (G41,G42)
GIMUPC
49
Control Numérico Computarizado
Funciones Preparatorias de Compensación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
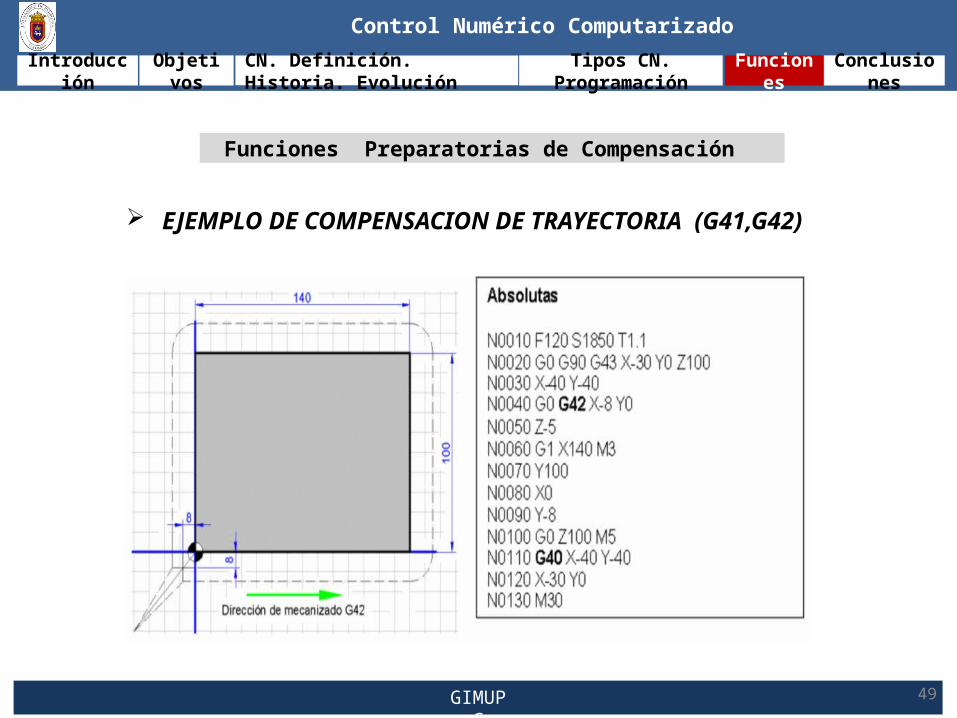
EJEMPLO DE COMPENSACION DE TRAYECTORIA (G41,G42)
GIMUPC
50
Control Numérico Computarizado
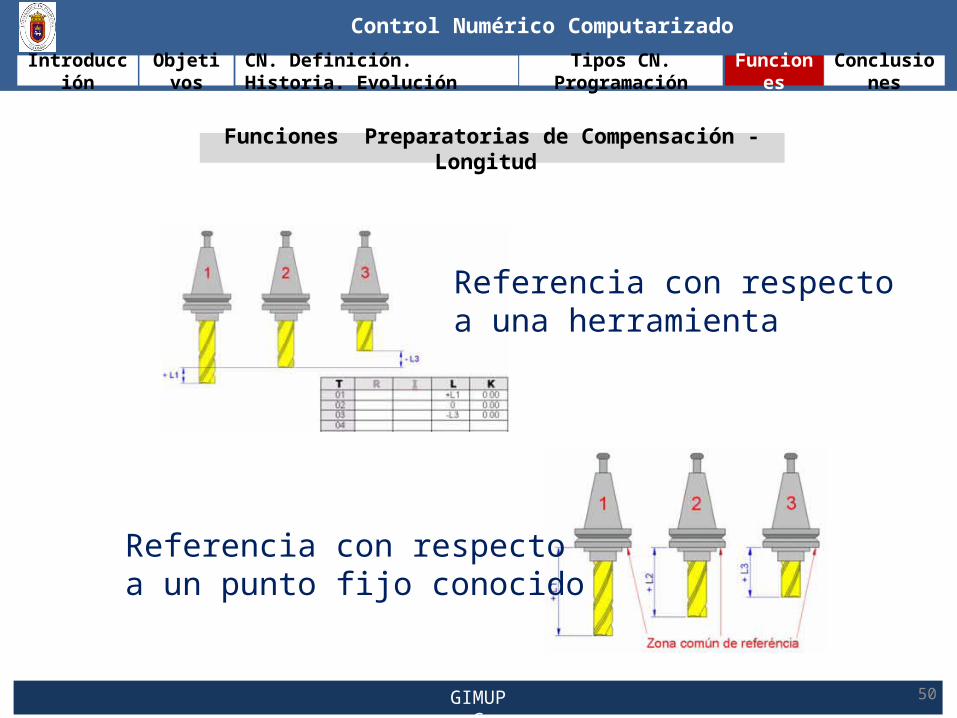
Funciones Preparatorias de Compensación - Longitud
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Referencia con respecto a una herramienta
Referencia con respecto a un punto fijo conocido

GIMUPC
51
Control Numérico Computarizado
Funciones Misceláneas o Auxiliares
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
FUNCIONES DE LA MAQUINA (M)

GIMUPC
52
Control Numérico Computarizado
Funciones Misceláneas o Auxiliares
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
FUNCIONES DE LA MAQUINA (M)
GIMUPC
53
Control Numérico Computarizado
Ejemplos de Programación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
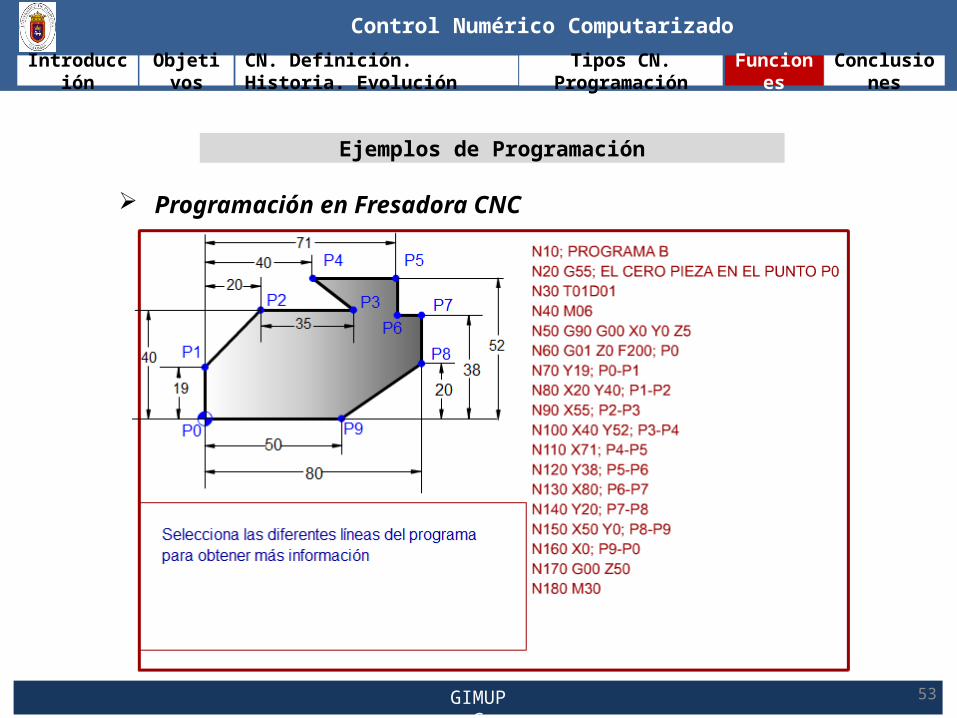
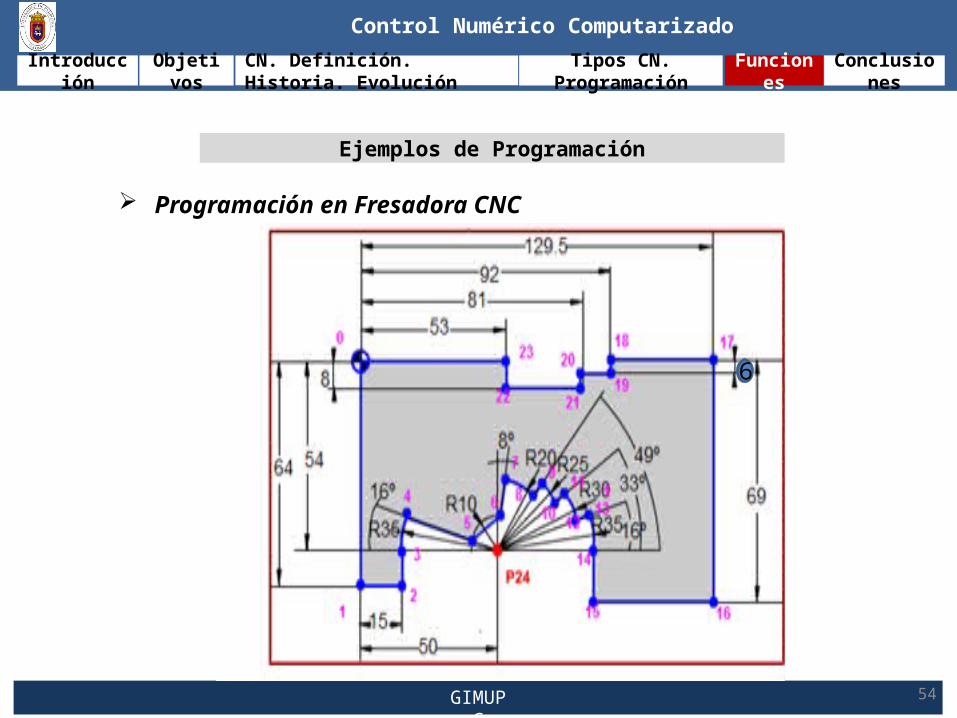
Programación en Fresadora CNC
GIMUPC
54
Control Numérico Computarizado
Ejemplos de Programación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Programación en Fresadora CNC
6
GIMUPC
55
Control Numérico Computarizado
Ejemplos de Programación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
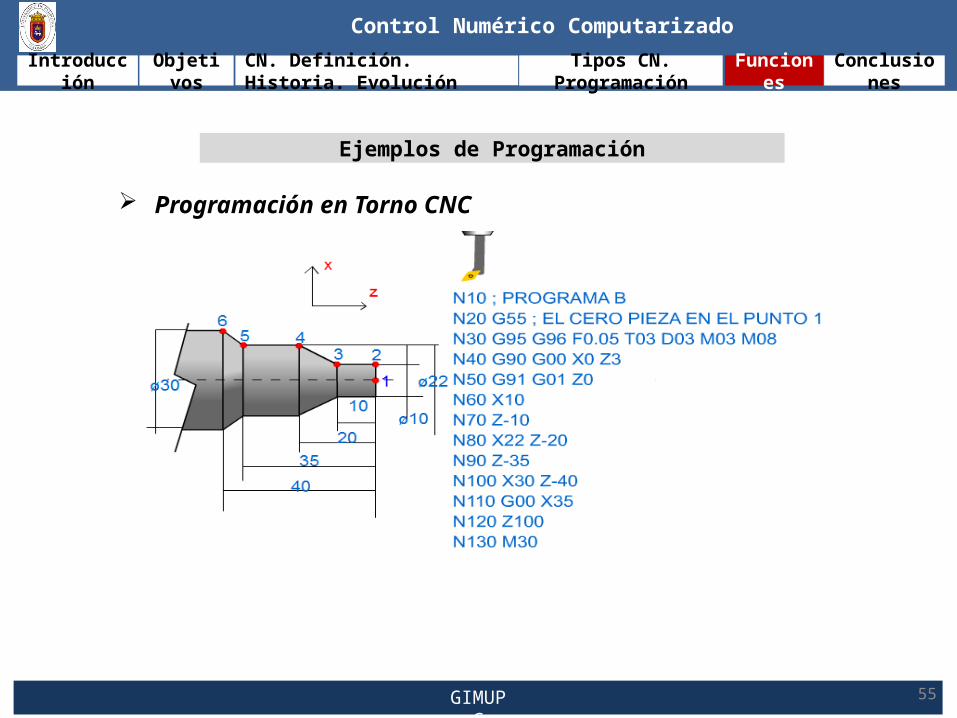
Programación en Torno CNC
GIMUPC
56
Control Numérico Computarizado
Ciclos fijos
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
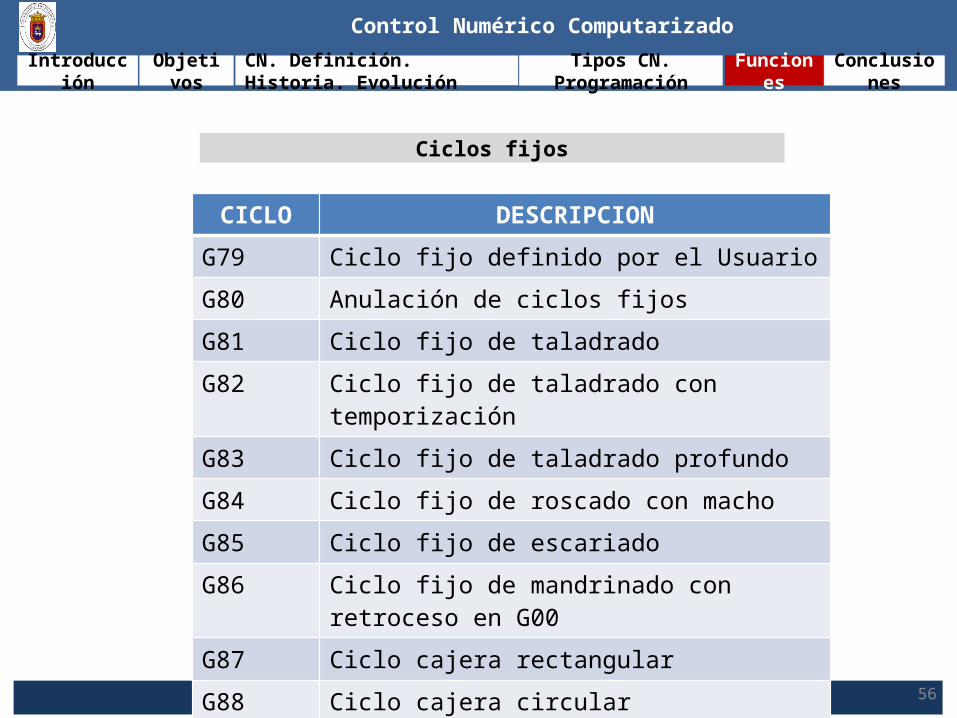
CICLO DESCRIPCION
G79 Ciclo fijo definido por el Usuario
G80 Anulación de ciclos fijos
G81 Ciclo fijo de taladrado
G82 Ciclo fijo de taladrado con temporización
G83 Ciclo fijo de taladrado profundo
G84 Ciclo fijo de roscado con macho
G85 Ciclo fijo de escariado
G86 Ciclo fijo de mandrinado con retroceso en G00
G87 Ciclo cajera rectangular
G88 Ciclo cajera circular
G89 Ciclo fijo de mandrinado con retroceso en G01
GIMUPC
57
Control Numérico Computarizado
Características de los Ciclos fijos
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Potencia a los controles, para realizar la programación mas sencilla
La introducción de los datos se realiza a través de parámetros.
Todos los ciclos fijos para fresadora son modales
Los ciclos se realizan sobre cualquier plano de trabajo activo.
No es posible programar G02, G03, G08, G09, G33 en el bloque de definición de un ciclo fijo.
Caso de entrar en un ciclo fijo con el cabeza parado, este arrancará automáticamente a derechas (M03)..
La ejecución de un ciclo fijo anula la compensación de radio.
GIMUPC
58
Control Numérico Computarizado
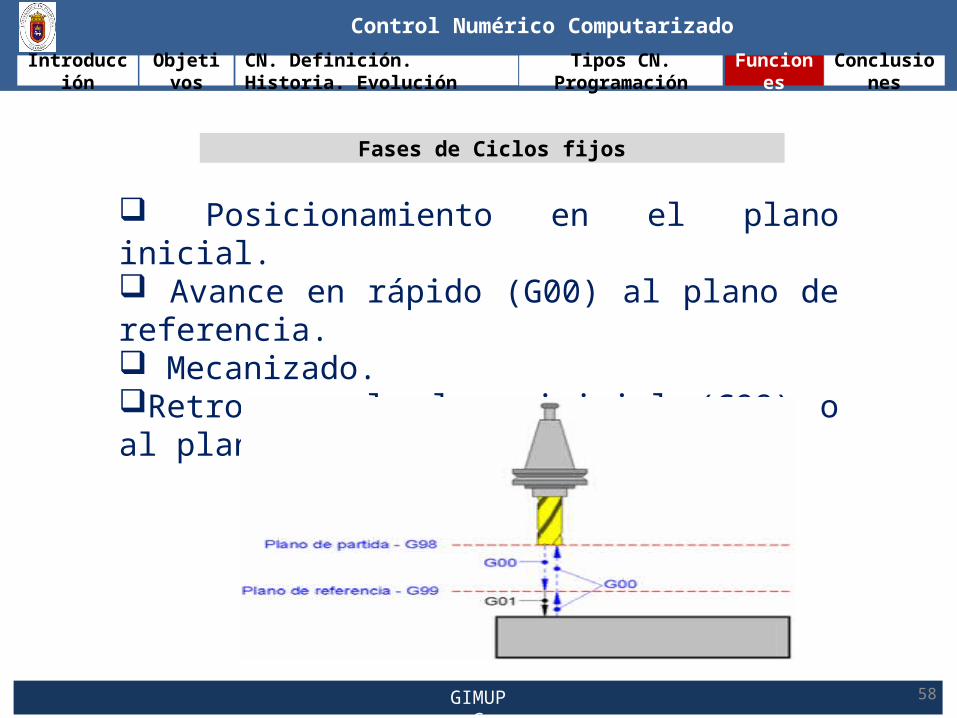
Fases de Ciclos fijos
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Posicionamiento en el plano inicial. Avance en rápido (G00) al plano de referencia. Mecanizado.Retroceso al plano inicial (G98) o al plano de referencia (G99).

GIMUPC
59
Control Numérico Computarizado
Ciclo fijo de taladrado simple
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUPC
60
Control Numérico Computarizado
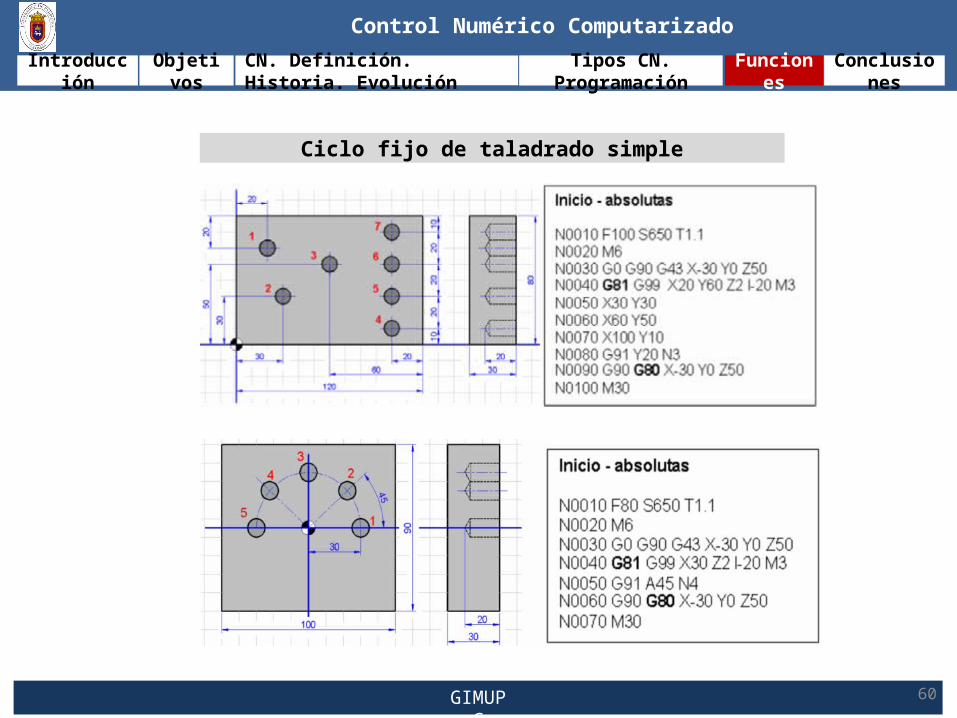
Ciclo fijo de taladrado simple
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones

GIMUPC
61
Control Numérico Computarizado
Ejemplos de Programación
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Programación en Torno CNC
GIMUPC
62
Control Numérico Computarizado
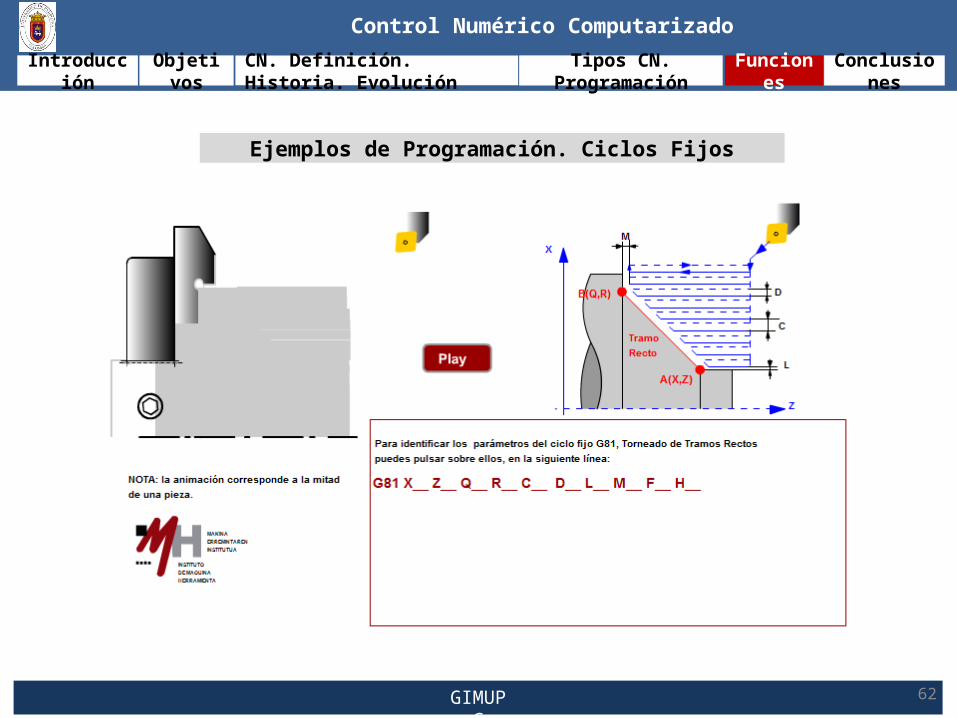
Ejemplos de Programación. Ciclos Fijos
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones

GIMUPC
63
Control Numérico Computarizado
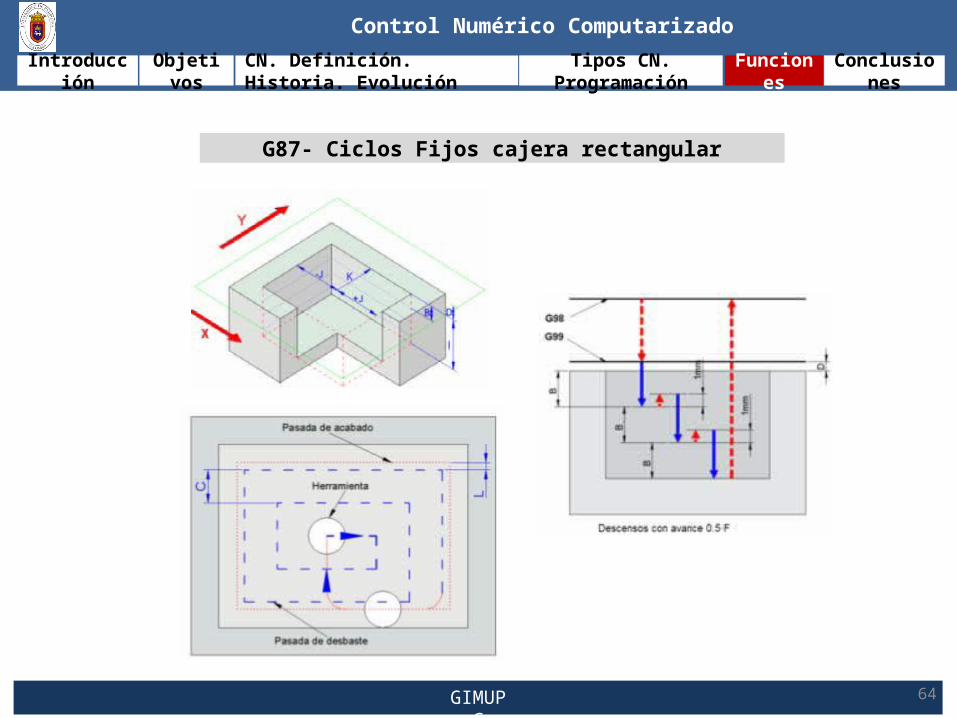
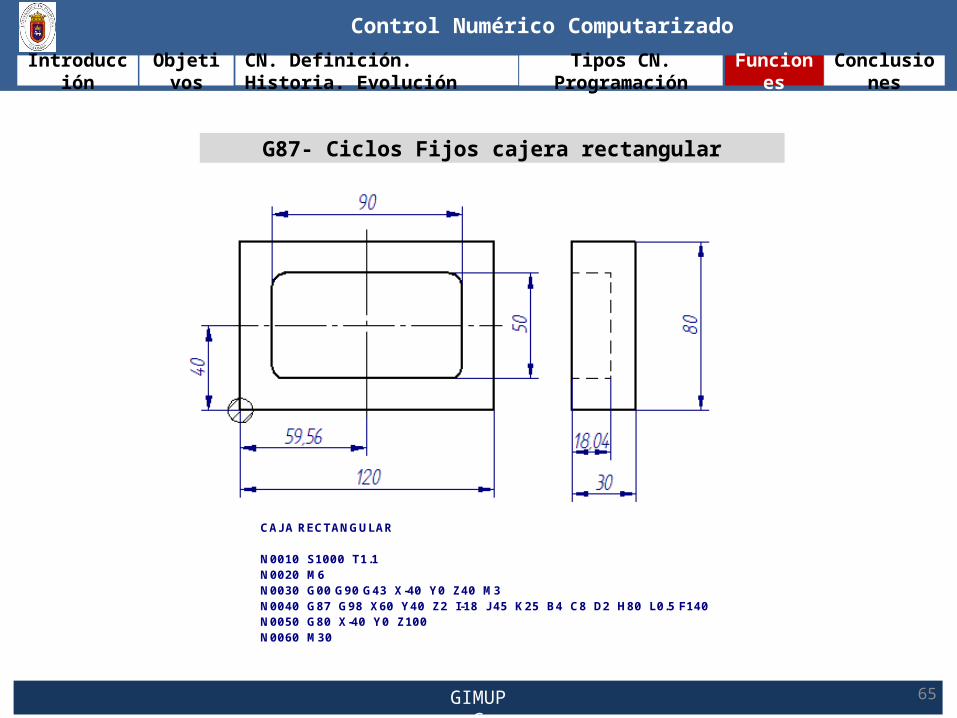
G87- Ciclos Fijos cajera rectangular
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
Cajera rectangularN100 G87 G98/G99 X… Y… Z… I… J…. K…. B…… C…… D… H…. L….. N…..
X, Y: Coordenadas del centro de la cajera.
Z: Cota del plano de referencia (en absolutas o en incrementales). Coordenada de la cajera en el eje perpendicular
I: Profundidad del mecanizado. Valor total que indica al eje Z, la división de las diferentes pasadas
J: Distancia desde el centro al borde de la cajera según el eje de abscisas (el signo indica el sentido de mecanizado de la cajera). ½ lado horizontal o sea distancia desde el centro hasta la pared según el eje Y
K: Distancia del centro al borde de la cajera según el eje de ordenadas. ½ lado vertical o se la distancia desde el centro de la cajera hasta la pared según el eje X
B: Paso de profundizado según el eje longitudinal.
C: Paso de fresado según el plano principal. Paso lateral
D: Distancia entre el plano de referencia y la superficie de la pieza donde se realizará la cajera. Distancia de seguridad
H: Avance de la pasada de acabado. Velocidad de acabado
L: Valor de la pasada de acabado según el plano principal. Si L>0 se realiza en arista viva, y siL<0 en arista matada. Si no se programa o se hace L=0, no hay pasada de acabado.
GIMUPC
64
Control Numérico Computarizado
G87- Ciclos Fijos cajera rectangular
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUPC
65
Control Numérico Computarizado
G87- Ciclos Fijos cajera rectangular
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
CAJ A RECTANGULAR
N0010 S1000 T1.1N0020 M6N0030 G00 G90 G43 X-40 Y0 Z40 M3N0040 G87 G98 X60 Y40 Z2 I-18 J 45 K25 B4 C8 D2 H80 L0.5 F140N0050 G80 X-40 Y0 Z100N0060 M30

GIMUP
66
Control Numérico Computarizado
Conclusiones
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
67
Control Numérico Computarizado
Conclusiones
Mejora la documentación del diseño. Permitir la automatización(SFM)
Reducción de costes y tiempo de desarrollo de productos
Permite la flexibilidad en el diseño y manufactura de productos.
Los diseños pueden ser evaluados y redefinidos mediante simulaciones
Incremento de la calidad y de la precisión y adaptabilidad
Introducción Tipos CN. ProgramaciónObjetivos FuncionesCN. Definición. Historia. Evolución Conclusiones
GIMUP
68
Control Numérico Computarizado
Bibliografía
& KALPAKJIAN, S., SCHMID, R. Manufactura, ingeniería y tecnología, 4ª edición, México, Pearson educación, 2002.
& FELLERS, W., Hunt, W., Manufacturing Processes for Technology, Second Edition, Prentice Hall, 2000.
& GROOVER, M.P. Automation, Production System and Computer Integrated Manufacturing, Prentice Hall, 1987 .
& HAWKES, B. The CAD CAM process. Pitman 1988.
& GROOVER M.P. Fundamentos de Manufactura Moderna. 3ª edición., Mc. Graw Hill, Mexico, 2008.
& ZAMANILLO, C., Rosado P. C. Planificación de procesos., Editorial UPV, España, 2000.
& ZAMANILLO, C., García. Integración del diseño y la fabricación. Servicio de publicaciones UPV, España, 1998.
& AGUAYO, F., Soltero, V. Metodología del diseño industrial. 3ª edición., Ra-Ma, España, 2002
CAD/CAM/CAE World (http://www.geocities.com/cadcamworld/) Society of Manufacturing Engineers (http://www.sme.org/cgibin/communities/rpa/rpahome.htm&&&SME&) Sistemas de Manufactura y Automatización (http://www.emac.com.mx/manufact/default.htm) Ingeniería de Sistemas de Manufactura http://www.udem.edu.mx/academico/profesorado/34177/ism/) Calidad Total Aplicada a los Sistemas de Manufactura (www.gestiopolis.com/recursos/documentos/fulidocs/ger/ctasm.htm)