Embed Size (px)
DESCRIPTION
coal chemicals
Citation preview


ON

COAL CHEMICAL PLANT(OBJECTIVES)
• To clean Coke Oven Gas for using it as fuel for heating Coke Oven Batteries and for other consumers.

COAL CHEMICAL PLANT(CLEANING PROCESS)
• Co-gas coming out of Batteries has Tar, Ammonia,Crude Benzol and gas rich in Hydrogen and methane. The Tar ,Ammonia and Crude Benzol is removed from Co-gas before it is used as fuel in batteries.

COAL CHEMICAL PLANT(CLEANING PROCESS- WHERE & HOW)
The Tar, ammonia and crude benzol is removed in Gas Cleaning Plant (RECOVERY PLANT).
Tar is removed and sent to tar plant for the distillation to get tar products.
Ammonia liquor is separated from tar and pumped back to gas collecting mains.
Excess ammonical liquor is pumped to ammonia columns for further treatment. After treatment it is sent to MBC.

COAL CHEMICAL PLANT(CLEANING PROCESS- WHERE & HOW)
• Ammonia is removed in gas cleaning unit (Ammonium Sulphate plant). The gas passed through the 4-5% Sulphuric Acid Bath. Ammonia in Co-gas Reacts with acid and forms ammonium Sulphate.
• Crude Benzol is removed in Benzol Recovery unit of gas Cleaning Plant.

COAL CHEMICAL PLANT(SUB-SECTIONS)
• RECOVERY
• BENZOL PLANT
• TAR DISTILLATION PLANT

RECOVERY
GAS CONDENSATION PLANT(GCP)
AMMONIUM SULPHATE PLANT
BENZOL RECOVERY PLANT
MBC PLANT

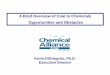
RECOVERY
Bat-1
Bat-2
Bat-3
PGC ESPEXH
FGC Sc-2Sc-1
CentrifugeDrier
Amm-liquir
SLUDGE
Saturator
Amo- Slurry
To consumersCo gas
BO OIL
DBO OIL FROM BDP
Bagging
Tar FogTar
TAR
OIL
CO-GAS
seperator

GAS CONDENSATION PLANT(OBJECTIVES)
• Exhaust Co-gas from Batteries.
• Maintaining Constant Suction.
• Condensation of TAR& Amm. liquor.
• Continuous pumping of F.L to Batteries.
• Separation of Tar, F.L & Sludge.

GAS CONDENATION PLANT(EQUIPMENT)
• PGCs -10 no -20,000 cum/hr.
• ESPs -06 nos -40,000 cum/hr.
• Exhausters-5 nos -76,000 cum/hr.
• F.L Pumps -6 nos - 1,200 cum/hr.
• Decanters – 8nos - 380 cum.

AMMONIUM SULPHATE PLANT(OBJECTIVES)
• To purify Co-gas
• To recover Ammonia.
CAPACITY OF ASP unit
:-41,700 Ton / year

AMMONIUM SULPHATE PLANT(EQUIPMENT)
• Saturators -5nos.
• Centrifuges -5nos-3.2 Ton/hr.• Drier -2nos-8.0 Ton/hr.
• Bagging Machine-2nos-10bags/min

BENZOL RECOVERY PLANT(OBJECTIVES)
• Recovery of slip Naphthalene from Co-gas.
• Enriching Tar with Naphthalene.
• Recovery of Crude Benzol from Co-gas.

BENZOL RECOVERY PLANT
• Two Streams of Co-gas flow.
• Each stream consists of – One Final Gas Cooler.– Two Benzol Scrubbers.

MBC PLANT(OBJECTIVES)
• Effluent Water treatment.

BENZOL PLANT(OBJECTIVES)
• To recover Crude Benzol from Benzolised Oil.
• To remove Impurities from Crude Benzol.
• To produce Pure Products from C.B.

BENZOL PLANT(SUB-SECTIONS)
• Benzol Distillation Section.
• Hydro Refining Unit.
• Extractive Distillation Unit.
• Crude & Finished Products Storage.

BENZOL DISTILLATION SECTION
(OBJECTIVES)
• To separate Crude Benzol from Benzolised Oil.
• To separate HCB from Crude Benzol.

BENZOL DISTILLATION SECTION
(EQUIPMENT)
• Two streams.• Each Stream consisting of
- Stripping column -1No.- Steam pre-heater -2Nos.-DBO Coolers -6Nos.- Oil-Oil Heat Exchangers-3Nos.- Oil Dephlegmators -2Nos.- Water Dephlegmators -1No.- Decanter -1No.
• Common for both streams--CB-1 Condensers -2Nos.-CB-1 Column -1No.-CB-2 Column -1No.

BENZOL DISTILLATION UNIT
CRUDE BENZOL
DBO TO SCRUBBERS
LIVE STEAM
S
T
R
I
P
P
I
N
G
C
O
L
U
M
N
C
B
ONE
C
O
L
U
M
N
CB-I
COOLERS TO CFPS
C
B
TWO
C
O
L
U
M
N
CB-I
STEAM
STEAM
CB-II
B.O

HYDROREFINING UNIT(OBJECTIVES)
• To remove Sulphour Compounds from Crude Benzol.
• To produce BTXS Raffinate for processing in Extrative Distillation Unit.

HYDROREFINING UNIT(FLOE SCHEME)
De-Fronting agent(For removal of CS2)
CB-1
STAGE EVAPORATOR
Heating by tharmal oil.
Recycle gas mixing
Evaporation in stage.
PER-REACTOR • Ni-Mo Catalyst
• Styrene Ethyl BenzeneH2
MAIN-REACTOR Co-mo Catalyst
Thiophene Butane+H2S
Condensation &seperation of RC gas
H2
STRIPPER COLUMN • THERMAL TREATMENT• REMOVAL OF H2S
BTXS REFINATE

EXTRACTIVE DISTILLATION UNIT(OBJECTIVES)
• To separate non aromatics from benzene & tolune.
• To produce pure benzene, pure tolune, Light solvent oil &still bottom oil from BTXS Raffinate.

EXTRACTIVE DISTILLATION UNIT
(FLOW SCHEME)
BTXS
P.D COLUMN
XS Fr. Batch Distillation for
LSN / SBO products.
B/T Fr.
E.D COLUMN• N- Formyl Morphiline solvent used for removal
of CH, MCH, from Aromatic Benzene, toluene.
• NFM dissolves H.C.
• N . A leaves as Vapours from top of column.NFM with dissolved H.C.
STRIPPING COLUMN
(VACUUM)
HC(B/T)
NFM Recycled to ED column.
HC(B/T) BT SEPARATION COLUMN
BENZENE
TOLUENE

CRUDE &FINISHED PRODUCT STORAGE UNIT
(OBJECTIVES)
• To store crude benzol HCB and pure products.
• To despatch HCB and pure products to customers by road tankers.

CRUDE &FINISHED PRODUCT STORAGE UNIT
(EQUIPMENT)
Total Storage capacity
• CB Tanks -4Nos -2800kl.
• PB Tanks -4Nos -2000kl.
• PT Tanks -2Nos - 400kl.
• LSO Tanks -5 Nos - 250kl.
• NA Tanks -2Nos - 100kl.
• HCB Tanks -2Nos - 200kl.

TAR DISTILLATION PLANT(SUB-SECTIONS)
• Tar Distillation Section.
• Pitch Cooling & Loading Area.
• Naphthalene & Anthracene Fraction Crystallization section (NAFC).
• Tar & Oil Storage.

Tar & oil storage Decanter 1 no Reciprocating pump 2 no Furnace Fist stage
1st Evaporator
WaterReciprocating pump 2 no
Furnace 2nd stage2 nd Evaporator
Soft pitch
Reactor
MH Pitch
Collecting TankPitch Bays
For cooling
Cutting & Bagging
Light Oil
Phenol
Naphthalene
Wash Oil
Anthracene – I OIl
Anthracene – II OIl
Distillation column
To NAFC
TAR DISTILLATION PLANT

TAR DISTILLATION SECTION
• Tar received from FGC unit to TOS unit.• From TOS tar is pumped to Decanter in TDS unit.• After removal of water from decanter moisture
content in tar reduces to 5-6%.• Tar is heated in the first stage of furnace to a
temp.of120-150 deg C and sent to first stage evaporator.
• In first stage evaporator complete de-moisturisation is done.

TAR DISTILLATION SECTION
• Tar after first stage evaporator is again heated in II stage of furnace to a temp. of 330-350deg C.
• In the second stage evaporator oil fraction is separated from top of second stage evaporator(35-40%) and soft pitch from bottom.
• The oil fraction is sent to the distillation column, where individual oil products are tapped , cooled collected in storage tanks.

TAR DISTILLATION SECTION
• THE PRODUCTS FROM DISTILLATION COLUMN ARE AS FOLLOWS:-Light oilPhenol Fraction.Naphthalene fraction.Wash oil.Anthracene oil-I & II.

PITCH COOLING AND LOADING AREA
• The soft pitch from second stage evaporator is sent to reactors, where it is subjected to areation to increase the softening point to get the Alluminium grade pitch.
• Al. grade Pitch is cooled in dumping yards. It cut, bagged and dispatched to customers.
• Part of the soft pitch is used to make PCM by mixing it with Anthracene & Wash Oil mixture

NAFC
Naphthalene fraction is further processed in NAFC unit to make Hot Pressed Napthalene(35-40Kg Cakes). The cakes are crushed, bagged and dispatched to customers.
Drained Naphthalene oil is also produced in NAFC unit. It will have around 35-40% Naphthalene.

TAR & OIL STORAGE(OBJECTIVES)
• To store crude Coal tar and Oil products.
• To despatch Tar, PCM and Oil products to customers by road / rail tankers

PERFORMANCE -CCPS.No PARAMETERS UNIT APRIL'05 MAY'05 JUNE'05 JULY'05 AUG'05 SEPT'05 2004-05
1 Ammonium Sulphate Yield Kg/Tdc 13.70 13.00 12.70 12.80 12.60 13.00 13.20
2 Crude Benzol Yield Kg/Tdc 6.50 6.50 6.40 3.50 3.00 5.50 6.00
3 Crude Tar Yield Kg/Tdc 31.50 31.60 31.70 32.00 31.80 32.10 31.80
4 NH3 Content in Raw Gas g/Nm3 9.128 9.258 9.150 8.860 9.475 9.090 -----
5 NH3 Content in Clean Gas gm/Nm3 0.039 0.034 0.031 0.022 0.035 0.034 -----
6 Benzol Content in Raw Gas gm/Nm3 27.190 28.830 28.960 28.350 23.180 29.810 -----
7 Benzol Content in Clean Gas gm/Nm3 9.190 11.360 9.770 11.360 18.940 11.040 -----
8 Naph.Content in Clean Gas gm/Nm3 0.318 0.372 0.380 0.150 0.029 0.220 -----
9 Q I of Tar 2.394 2.304 2.473 2.200 2.320 2.620 -----

S.No PRODUCTIONS UNITJAN'0
5FEB'05 MAR'05 APR'05 MAY'05 JUNE'05 JULY'05 AUG'05 SEPT'05 2004-05
1 Ammonium Sulphate Ton 3299 3000 3414 3434 3345 3178 3287 3257 3150 37578
2 Crude Tar Ton 8033 7257 8061 7890 8162 7951 8186 8197 7763 90379
3 Crude Benzol Ton 1553 1358 1518 1422 1481 1400 785 705 1125 14750
4 C G Benzene Ton 680 800 590 700 660 510 410 500 600 7433
5 N G Tolune Ton 210 260 216 245 280 200 200 200 240 2220
6 Light Solvent Oil Ton 65 133 105 130 145 120 90 110 125 1066
7 SOL-110(N.A) Ton 130 175 165 145 210 185 150 164 158 1465
7 Heavy Crude Benzol Ton 142 163 182 206 195 200 100 70 200 2319
8 Still Bottom Oil Ton 20 15 12 15 10 15 10 15 18 247
9 H P Napthalene Ton 270 190 260 186 170 205 157 167 108 2543
10 Coal Tar Fuel(PCM) Ton 3180 3610 2450 3300 3570 2800 2930 2740 2540 39390
11 M H Pitch Ton 2280 690 2820 1700 1220 2185 1345 1625 640 20430
1 TAR DISTELLED Ton 6630 4700 7050 5800 5200 6300 4910 5200 3350 70590
2CRUDE BENZOL
PROCESSEDTon 1263 1580 1275 1400 1485 1170 980 1120 1215 13698

S.NoPRODUCTS UNIT
JAN'05
FEB'05MAR'0
5
APRIL'05
MAY'05
JUNE'05
JULY'05
AUG'05
SEPT'05
2004-05
1 Ammonium Sulphate Ton 3104 2865 2170 4226 3606 3112 3323 3532 3187 36309
2 Crude Tar Ton 1957 1518 2797 956 1641 2476 2420 3438 4097 19774
3 H P Napthalene Ton 252 174 245 200 51 303 145 201 127 2502
4 M H Pitch Ton 1030 1161 2700 451 572 286 576 615 500 17561
5 Coal Tar Fuel(PCM) Ton 0 0 0 0 12 77 71 84 20 0
6 WASH OIL Ton 14 90 119 52 52 53 68 74 9 283
7 D.N.O Ton 99 154 139 99 113 85 98 167 109 1241
8 Phenol Fraction Ton 124 89 148 109 105 116 107 120 57 1312
10 Heavy Crude Benzol Ton 140 153 127 186 132 171 142 81 152 1887
11 C G Benzene Ton 587 869 590 341 618 928 321 164 701 8228
12 N G Tolune Ton 161 240 239 228 308 218 205 182 246 2449
13 Light Solvent Oil Ton 64 115 101 22 91 216 118 135 107 1159
14 SOL-110(N.A) Ton 128 154 181 148 183 212 137 84 119 1491
15 Still Bottom Oil Ton 10 19 20 9 10 20 6 0 9 126
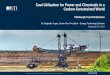
## SALES REVENUE Crore 8.97 10.56 12.64 7.67 9.32 10.99 7.99 8.35 10.43 117.58

8.97
10.56
12.64
7.67
9.32
10.99 7.99
8.35
10.43
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9

OUR SALEABLE CHEMICALS
• Ammonium Sulphate (PUSHKALA)
• Crude Coal Tar
• Hard Pitch
• HP Naphthalene
• Drained Naphthalene Oil (DNO)
• Phenol Fraction
• CG Benzene
• NG Toluene
• Light Solvent Naphtha
• SOL 110• Coal Tar Wash Oil
• Anthracene Oil
• Coal Tar Fuel / PCM


AMMONIUM SULPHATE(PUSHKALA)
Nitrogen by Wt. 20.60 % (min.)
Moisture by Wt. 1.00 % (max.)
Free Acidity by Wt. 0.04 % (max.)
Packing 50 Kg Bag

CRUDE COAL TARGrade - 1 Grade - 2
Specific Gravity at 200C 1.16 – 1.20 1.16 – 1.20
Moisture % (max) 4.00 4.00
Viscosity ( E deg.) at 93 0 C 1.70 – 2.50 1.70 – 2.50
Residue on Distillation (above 360 0 C) % min.
53 53
Benzene Insoluble % max. 14 15
Quinoline Insoluble % max. 8 8

HP NAPHTHALENE
Colour White or Light Brown
Crystallization Point 78.500 C
Ash by Wt. 0.20 % (max)
Moisture by Wt. 0.50 % (max.)
Sulphur by Wt. 0.40 % (max.)Benzene Insoluble 0.20 % (max.)

DRAINED NAPHTHALENE OIL (DNO)
Specific Gravity 1.02 (max.)
Moisture 4.00 % (max.)
Naphthalene 30 - 50 %

PHENOL FRACTION
Specific Gravity 0.99 – 1.00( at 20 deg C)
Distillation(0-2100C) 95.0 %Phenol (%) 18 – 30Naphthalene 30 % (max.)Moisture 4% (max)

SOL 110 (NON AROMATICS)
Specific Gravity 0.84 (min)
(at 15 deg C)
Distillation Range 55 - 1100C ( 1 – 95 %)

COAL TAR WASH OIL
Specific Gravity at 380C 1.04-1.08Moisture % (max) 4.00Distillation-------Up to 2300C % (max) 10.002300C- 3000C % (max) 85.00Above 3000C % (max) 5.00Naphthalene % (max) 15.00

TOLUENE (Nitration Grade)
• Distillation Range 0.6 (Including 110.60C)(1 - 96%)
• Specific Gravity at 15/150C 0.870 - 0.874• Residue on Evaporation 5 mg/100 ml (max)
• H2S & Mercaptanes Negative
• Purity (by GLC method) 99.2 % (min)

TOLUENE (Industrial Grade)
• Distillation RangeUp to 1050C 5 mlUp to 1200C 90 ml
• Specific Gravity at 15/150C 0.860 - 0.875• Residue on Evaporation 10 mg/100 ml
(max)• H2S & Mercaptanes Negative• Purity (by GLC method) 92.0 % (min)

CG BENZENE
• Distillation Range 0.6 (Including 80.10C)(1 - 96%)
• Specific Gravity at 0.879 - 0.886 15.6/15.60C
• Residue on Evaporation 5 mg/100 ml (max)
• H2S & Mercaptanes Negative• Total Sulphur (ppm max.) 2.0• Non Aromatics (ppm max) 500• Crystallization point (min) 5.30C• Purity by GLC method 99.92% min

HARD PITCH
BALCO GRADE• Softening Point (R&B) 90 – 95 0 C• Coking Value (conradson) 53 (min)• Benzene Insoluble 30% (min)• Quinolene Insoluble 10% (max)• Ash 0.3% (max)

HARD PITCH
INDAL GRADE• Softening Point (R&B) 86 - 105 0 C• Coking Value (conradson) 52 (min)• Benzene Insoluble 27% (min)• Quinolene Insoluble 10% (max)• Ash 0.2% (max)

HARD PITCH
NALCO GRADE• Softening Point (R&B) 105-112 0 C• Coking Value (conradson) 52 (min)• Quinolene Insoluble 5-12% (max)• Ash 0.5% (max)

HARD PITCHHINDALCO GRADE
• Softening Point (R&B) 107-114 0
C
• Coking Value (conradson) 54 - 56
• Benzene Insoluble 30 – 37 %
• Quinolene Insoluble 7 - 12%
• Ash 0.5% (max)

HARD PITCH
GRADE # 1• Softening Point (R&B) 90 – 105 0
C
• Coking Value (conradson) 48 (min)
• Benzene Insoluble 25% (min)
• Quinolene Insoluble 12% (max)
• Ash 0.5% (max)

HARD PITCH
GRADE # 2• Softening Point (R&B) 101-115 0 C
• Coking Value (conradson) 51 (min)
• Benzene Insoluble 28% (min)
• Quinolene Insoluble 12% (max)
• Ash 0.5% (max)

ANTHARACENE OIL
Specific Gravity 1.12
at 200C (max)
Moisture % (max) 3.00
Distillation % (max) 20.00
up to 3000C

COAL TAR FUEL (Pitch Creosote Mixture)
• Moisture % (max) 4.00
• Viscosity ( E0) 2 – 8
at 930 C

IN ADDITION TO ABOVE, MEDIUM HARD PITCH
CAN ALSO BE MADE AS PER THE CUSTOMERS
SPECIFICATION.


TOLUENE
• Solvents• Artificial
Sweetening• Paint Industries• Rubber Industries• Rubber
Chemicals• Printing Ink.
• Benzoic Acid• Sodium
Benzoates• Synthetic Fibers• Adhesives• Benzyl Chloride• Thinners &
Varnishes

HP NAPHTHALENE
• Dye intermediates
• Insecticides
• Dispersing Agents
• Tanning Agents
• Beta Naphthol
• Refined Naphthalene

BENZENE
• Raw material for various Drugs, Dye-stuff, Synthetic Rubber, Styrene.
• Pesticides• Monochlorobenzene• Caprolactum• Phenol• DDT• LAB
• Nitro Benzene• Aniline• Maletic Anhydride• Cumene• Cyclo-Hexavon• Nylon-6• Resin Intermediates• Nylon Intermediates• Styrene

HARD PITCH• Hard Pitch is used in Industries
requiring Pitch Carbon for Electrodes and it is used by Aluminium Industries.
• It is also used for manufacturing graphite and in blast furnaces ladle repair.

AMMONIUM SULPHATE
• Mainly used as Fertilizer due to its nitrogen content.
• Presently also used as a Nitrogen bearing material in mixed Fertilizer in Fertilizer manufacturing plant.

LIGHT SOLVENT NAPHTHA
• Solvents
• Starting material for Dyes.
• Printing Ink
• Thinner

COAL TAR WASH OIL
• Preservation of Wooden Sleepers
• Carbon Black Feed Stocks.
• Disinfectant

ANTHRACENE OIL
• Anthracene Oil is an excellent material as a feed stock for Carbon Black and gives better yields and quality of the finished product.

DRAINED NAPHTHALENE OIL
• Naphthalene bearing feed stocks.
• Naphthalene and Coal Tar Oils are separated and used for their specific end uses.


BENZOL PRODUCTS- RINL PRICE MOVEMENT
MONTH BENZENE TOLUENE LSO SOL-110 HP NAPHTHALENE
NOV'10PRICE `) 35690 37875 37200 34700 53180
QTY SOLD (T) 1013 260 112 101 43
DEC'10PRICE `) 38600 40175 39450 36000 51400
QTY SOLD(T) 907 80 64 107 241
JAN'11PRICE `) 40000 40175 39450 37500 53000
QTY SOLD (T) 564 388 128 84 108
FEB'11PRICE `) 46200 40250 41050 40400 50750
QTY SOLD(T) 704 273 96 80 133
MAR'11PRICE `) 46600 47200 42750 46050 51750
QTY SOLD (T) 1183 220 97 59 67
Upto 28th
APR'11
PRICE `) 46600 48250 42750 45100 54650
QTY SOLD (T) 185 116 110 90 67 72

MOVEMENT OF C C TAR PRICES
Month RINL
September’10 20500
October’10 21300
November’10 21000/21200
December’10 21200
January’11 20500
February’11 20500
March‘11 21200
April ’11 24000 73

OILS - PRICE MOVE MENT NOV 10 DEC 10 JAN 11 FEB 11 MAR 11 APR 11
PHENOL FRACTIONS
21500 21500 22100 22100 23100 24100
DNO 21500 21500 22100 22100 23100 24100
HCB 20000 20000 20600 20600 21600 23600
STILL BOTTOM OIL
17400 17400 18000 18000 19000 21000
74

SPECIFICATIONSVSP
HCO Sp.Gr 1.18 max
H2O: 3%
Upto 2000 - 20% max
LCO Sp.Gr 1.04 to 1.08
H2O: 4%
Upto 2300 - 10% max
230 to 3000 – 85%
>300 - 5%
DNO Sp.Gr 1.02
H2O: 4%
Naph – 35- 40%
SBO Sp.Gr 0.95
H2O
0 – 2500; 90% min

AMMONIUM SULPHATE – PRICE MOVEMENT
Month RINL MONTHLY PRICE
JAN ’11 5400
FEB ’11 5800
MAR ’11 5800
APR ’11 5700
76