-
8/20/2019 COATING 05-2013
1/24
SXH™ COATINGS :
Successfully combating hydro-abrasive erosion on hydraulic
turbineparts since 1986
-
8/20/2019 COATING 05-2013
2/24
Dr. Kirsten Winkler
- graduated in Material Science in 1992 at the University RWTH
Aachen (Germany)
- research scientist for 5 years in the material science
department at the University Bremen
- in 1997: PhD in material science
- senior scientist for 5 years for DeBeers Industrial Diamonds
in South Africa and England
- since 2003 into the hydro industry, working on the field of
material science and coating
- since 2009 in ANDRITZ HYDRO, Switzerland, RD coating
- since Feb 2011 Head of Centre of Competence for Coating (CoC
Coating) in ANDRITZ HYDRO
R&D on hydro-abrasive erosion
development and evaluation of suitable materials & processes
for coating.
ANDRITZ HYDRO corporate mandate for technical support and
supervision of all workshops worldwide,
coating for ANDRITZ HYDRO
Responsible for design adaptations due to erosion and
coating
Project support when erosion is occuring
2 WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
3/24
Contents
Hydro-abrasive Erosion
SXH-Coating
Advantages
Experiences
Design
3 WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
4/24
The source of the problemExample: Aletsch-Mörel
intake
water passing theturbine with highconcentration ofparticles
(high Mohshardness)
river water
WIK / Sales B_ver 004
-
8/20/2019 COATING 05-2013
5/245
Damages due to hydro-abrasive erosionExample: Nathpa Jhakri
Guide vanes
Runner
• more damages
• efficiency loss• decreased TBO (time between overhaul),•
longer overhaul duration
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
6/24
Influences on hydro-abrasive erosion
Hydro-abrasiveerosion
Relativeparticlevelocity
Particle sizedistribution
Particleconcentration
Particlehardness
Particleshape
Other factors?
Materialproperties(turbine)
Flow pattern/Cavitation
WIK / Sales B_ver 006
Cannot be influenced bythe turbine manfacturerHighly varying
with timeTo be measured for aguarantee
Design dependant
-
8/20/2019 COATING 05-2013
7/247
Damages due to hydro-abrasive erosionEffect on energy production
– minimising the damage
The goal of hydropower plants is a continued energy production
at low costs and thereby minimisation of
down time and repair costs.
Two possibilities:
1. Decrease of the particle concentration with same turbinedue
to plant design (Desander/Desilter/sand trap)
2. Reduction of costs due to erosion by turbine changes:Changes
of hydraulic designChanges in the mechanic design
Mechanical protection of the components
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
8/24
8
Examples of optimisation possibilities
Optimisation of:
1. HPP layout
2. the hydraulic layout
3. the mechanic design
4. coatingbetter overhaul possibilities
better coating suitability (access)
more stable design/construction
turbine type and number of units
geometry of intake
rotational speed (erosion rate ~ relative velocity 3)
minimization of cavitation
desander
high quality coating
full robotic in most cases
design to minimise damages due to h.-a. erosion
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
9/24
9
SXH TM : Coating at ANDRITZ HYDRO
SXH™70/80 and SXH™7X/8X -Type: WC-CoCr
Micro hardness: > 900 HV0.3 (Vickers hardness, DPH 0.3 kg
Load)
Bonding strength: > 70 MPa (in tensile test, perpendicular to
the surface)
Surface roughness:
as sprayed: R a = 4 - 8 m
after operation in particle loaded water: R a = 1 - 3 m
Since 1986: Coating of Runners and other components at Andritz
Hydro
1986- 1996: SXH™48 (Cr -oxid basis // Plasmaspray) &
different coating developments
since 1996: SXH™70
since 2009: SXH™7X (for Pelton runner) From 2013: SXH
TM80/8X
Base material
Surface
Coating
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
10/24
10
SXH TM : Coating at ANDRITZ HYDROHVOF Coating (HVOF = High
Velocity Oxygen Fuel)
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
11/24
11
ANDRITZ HYDRO SXH TM - CoatingStandard Parts: Pelton &
Francis
Pelton
Francis
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
12/24
12
SXH TM70/80 + 7X/8X: Coating at ANDRITZ HYDRO
Advantages
Very good resistance against erosion
Tight tolerances
High material strength
High adhesive strength
Limitations
Geometrical limitations due to geometry of gun andnecessary
spray parameters (distance, angle)
Low resistance against impact
Low resistance against cavitation
WIK / Sales B_ver 00
Repair
On-site repair by hard coating possible for certain parts
Possibility to repair damages with polymer SXH P 10 are
evaluated (in test rig successful)
-
8/20/2019 COATING 05-2013
13/24
Influences on a turbine due to the coating- Efficiency / TRE
-
Change in efficiency of a turbine, coated and uncoated
(schematic)
Amount of particles having passed through the turbine
E f f i c i e n c y
Uncoated: fastloss of originalgeometry
SXH-coated: Geometry isretained for a long time
Increase in TRE by factor 2 to 7
Influence ofthe surfaceroughness atthe beginningof
operations.
WIK / Sales B_ver 0013
-
8/20/2019 COATING 05-2013
14/24
14
Amount of particles
Loss in revenue(Loss in production +
repairs)
Investment
Profit
with SXH70 without SXH70
overhaul
overhaul with coating
Customer benefits due to coating in power plants with
erosion
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
15/24
15
Data as per unit:Output 103 MWHead 702 m
Discharge 16.31 m 3/sPitch diameter 2860 mmNozzles 4Max. Sand
load app. 1.7 kg/m 3
Hard Particles app. 83 %Repair after app.187’000 t
uncoated3600 h
runner R1
runner S2
Damages in coated runner:
Classical damage of splitter and cut-outDamage in the
bucket-bottom due to jet-beamdistortion
Experience: Baspa II (India): 3 vertical Pelton units
TBO increase: 3x
SXH TM70-coated3800 h
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
16/24
16
Experience: ALFALFAL (Chile): 2 vertical 6-nozzle Pelton
turbines
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
17/24
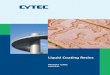
Experience: Pradella (Switzerland) : 4 Francis units, partially
coated runners
Uncoated
with SXH70Coating
85
86
87
88
89
90
91
92
0 5000 10000 15000 20000 25000 30000
Operation time, h
E f f i c i e n c y , % Efficiency
Gain
The break-even point dependson the energy price and thetype and
size of the runner
(amount of coating).
WIK / Sales B_ver 0017
-
8/20/2019 COATING 05-2013
18/24
18
Experience: Nathpa Jhakri (India) : 6 Francis units, fully
coated runners
Nathpa Jhakri, India
Head: 428 - 487 mRunner diameter: 4238 mmPower: 255 – 336 MWMax.
particle concentration: 12 kg/m 3
Second Runner (15).jpg
Some damage at inlet (left) and at outlet(right) after one year
in operation (afterreaching end of guarantee) First Runner
(5).jpg
Full coating by robot
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
19/24
uncoatedlarge erosion after 1 monsoon season
SXH TM70 coatedvery small damages on two guide vanesafter 1
monsoon season
Experience: Nathpa Jhakri (India) : 6 Francis units, fully
coated runners
TBO increase: >2x
WIK / Sales B_ver 0019
-
8/20/2019 COATING 05-2013
20/24
20
SXH TM7X/8X : Development for a better stability of the splitter
on Pelton
SXH TM7X: 20% higher TBO
IMG_2465a.JPG
IMG_2331a.JPG
SXH TM70: worldwide standard
TBO: time between overhaul
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
21/24
21
Benefits from SXH TM coatings :
extended lifetime (protection of hydraulic profile)higher power
output and higher productivityless repair work and maintenance
costsignificantly higher availability of the turbine
high return on investment
Limitations:
Small loss of initial efficiencyno NDT testing possible on
coatingsensitive to cavitation
Advantages Coating
WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
22/24
Coating Design
If a coating is needed then this has to be known from the start
of the project so that the
following optimisations can/have to be done:
- a coating friendly design (e.g. corners, accessibility in
Francis runners)
- a design more resistant to erosion (e.g. better flow
conditions)
- a design which is service & rehab friendly (e.g.
replaceable facing plates)
In addition:
- Adaptations for bolted runners (e.g. adjustment of band
thickness for the feet of blades)
22 WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
23/24
Measurement of particle parameters
- Laser measurement online LISST system (concentration &
grain size distribution
- Filtration (concentration)
- Laser measurement lab (grain size distribution)
- XRD (mineral composition)
Important is
- to analyse water, which is representative for the water going
through the turbine
- To analyse often enough that also fluctuations will be seen
(higher concentrations during rains, changingmineralogical
composition)
23 WIK / Sales B_ver 00
-
8/20/2019 COATING 05-2013
24/24
WIK / Sales B_ver 0024
01/2010