Embed Size (px)
Citation preview

•
COMMERCIAL INCINERATOR DESIGN CRITERIA
ROBERT E. ZI N N
WALTER R. NIESSE N
Arthur D. Little, Inc. Cambridge, Massachusetts
ABSTRACT
Upgrading the capabilities of commercial and industrial incinerators is necessary in view of projected trends in packaging materials which herald increased amounts of plastics, metal foils and glass in refuse. These materials can cause much maintenance and even failure of incinerator grates, supporting structures and operating mechanisms. Combustion air control with suitable agitation of the residue to attain good burnout is shown to be a necessary design parameter. Thus, future designs of incinerators must avoid the use of grate systems, yet must provide adequate stoking of the burning mass to obtain complete oxidation.
BACKGROUND A ND DESIG N CRITERIA
Solid waste disposal is a matter of increasing concern to the individual, to industry and commerce, and to the municipal, state and federal governments. This concern arises from the following facts:
1) Total solid refuse quantity approximately doubles evew twenty years.
2) Collection and disposal costs are rising. 3) Land available for disposal use is shrinking . 4) Air and stream pollution codes are becoming more
• •
restnctive. 5) The nature of the refuse is changing in the direction
of increased disposal difficulty. Increasing collection and disposal unit costs, com
pounded by increasing refuse generation rates, have led
337
many industries, shopping centers, hotels, and the like to attempt the disposal of their own solid wastes. In many cases, the savings from less refuse storage area and less frequent refuse collections, together with the elimination of the unaesthetic and unhealthful accumulation of waste are sufficient to justify installation and operation of a private disposal system.
Such an installation must meet certain performance requirements.
• An incineration system must be able to handle a wide variety of wastes, including the ability to consume refuse of high moisture content (such as garbage or food wastes) .
• The incinerator must be able to consume a wide variety of waste materials including plastics, wood, glass, metal foils, wire, paper and cardboard.
• With the increasing stringency of air pollution codes regarding both the particulate content and odorous nuisance characteristics of the flue gas, new incineration devices must include adequate air pollution control systems.
• In order to justify an incinerator installation versus the use of a scavenger for refuse disposal, the incineration system should have relatively low cost (capital and operating costs).
• High combustion efficiency (good burnout of both flue gas and residue) must be realized in an incineration system.
• The ash residue should be easy to handle. Removal of ash should minimize dusting and contamination of the area near the incinerator.

• Based on prior studies by AGA [1) and others, the pilot burner design for combustion units must provide for easy lighting, as well as a high degree of pilot stability.
• In order to insure high-quality operation, a minimum of special "techniques" and close attention should be required of the operator. Operators will work on a part-time basis and should not be expected to have a highdegree of technical competence.
• Maintenance must be minimized. • Rapid burning is required of an incineration system
in order to provide a high disposal capacity per squaTe foot of floor area.
• In order to provide for safety, operator comfort, and to reduce oxidative corrosion, external surface temperatures should be minimal.
IMPLICATIO NS OF THE DESIG N CRITERIA
The above items represent both a design basis and a yardstick for comparison with the performance of existing incineration designs. In order to more clearly define these design criteria, the following paragraphs will attempt to amplify those items listed above and where appropriate to couch the criteria in quantitative terms.
SE NSITIVITY OF PERFORMA NCE TO FEED
Moisture Content
An incineration system suitable for the disposal of type 2 and 3 wastes (Incinerator Institute of America Standards) should include auxiliary firing of the primary chamber. The combustion of type 1 waste is self-supporting. The higher average moisture content of type 2 and 3 wastes, however, demands the firing of progressively greater quantities of auxiliary fuel. In all cases, good burnout (low residual combustible) may require auxiliary fuel.
This arises from the heterogeneity of the feed or from the relatively high heat losses characteristic of small incinerators. Some materials (paper and excelsior) will burn rapidly and completely while others (fruit and moist
•
paper) require long times to dry, ignite and burn. Although the average net heat release of a refuse mixture may indicate satisfactory combustion characteristics, the heat value contributed by the rapid burning materials may be lost to the stack and surroundings before the slow-burning, high-moisture materials are ready to burn.
High moisture content refuse increases the need for an afterburner device. The combustion of moist waste is slow and accompanied by the evolution of smoke and odor.
338
Smoke is generated from local quenching of combustion. Odorous aerosols and gases arise from the distillation of tars and other residues from the waste and from incomplete combustion of pyrolized organic matter.
Smoke and odor can be controlled by maintaining the flue-gas temperature in excess of 1500 F for sufficient time and in admixture with the necessary amounts of combustion air. From a fuel economy standpoint, these temperatures should, as much as possible, be maintained by excess air control. Near the end of the incineration cycle, however, secondary firing of an afterburner device is usually required for incinerators under 1000 pounds per hour.
Unfavorable Burning Characteristics
The objectives of a general purpose incineration system are to rapidly, efficiently, cleanly and economically reduce the volume, weight and health hazard of any solid waste charged to it. In order to realize these performance objectives, however, refuse sorting, selective burning, refuse blending or other special techniques are frequently necessary. To avoid such costly and awkward procedures, a truly general purpose incineration system must provide an effective combustion environment, independent of the physical or chemical nature of the waste.
In the paragraphs above, the effect of excess moisture has been discussed. There are, however, a number of wastes of little or no water content, which are most difficult to incinerate or which degrade incinerator performance. Packaging is the most widespread source of such materials.
Aside from industrial wastes particular to specific operations or product lines, the majority of the refuse charged to an incinerator will be garbage, office and shop waste and packaging waste. The disposal of high moisture garbage is a problem but may be readily accomplished with added heat. Office paper and shop waste, except for its characteristically rapid combustion, is a similarly tractable disposal problem. The disposal of packaging materials, however, frequently presents a most difficult challenge to conventional incineration systems.
Because of the impact of packaging material disposal problems on incinerator design requirements, the incineration characteristics of important packaging materials was reviewed. In addition, the U. S. annual usage of these materials was projected through 1975 to permit anticipation of changes in refuse composition.
I ncinerator Characteristics
Class. Glass appears in refuse as formed bulk glass containers and, to a lesser extent in fibrous form (tape

reinforcement, air conditioning filters, insulation, etc. ) . These materials may soften, at incinerator temperatures, to a viscous, tacky semi-liquid. In this state, the glass may adhere to refractory or may collect ash on its outer surface and form agglomerates or clinkers. Rapid chilling such as by water or air quenching may shatter such lumps. Similarly, bulk glass forms which have not melted, will be shattered if forced through rapid temperature changes. Fibrous glass materials may fuse to a mat in unagitated incinerator systems thus trapping other refuse materials and locally closing off undergrate air flow.
Foils. Metal foils (chiefly aluminum) appear in refuse in a variety of gauges, sizes and forms. As aluminum has a low melting point (1 220 F) some foil materials may form agglomerates or may melt and drip through the grates. Frequently, however, the foils act to block areas of the grate to air flow thus contributing to slowed and uneven combustion.
Wood. Wood charged to an incinerator may be in a variety of forms. As packing crate materials, the wood is found in relatively dry, thin sections which burn rapidly. Tree trimmings and other heavy wood pieces present problems in that their burning rate is slow. Frequently, long times are required to assure burnout and auxiliary firing is often required to burn out smoke.
Metal. Metals appear in refuse primarily as cans, fastenings, closures and wire. Aside from their persistent
bulk, cans are not a major incineration problem. Fastenings, closures and wire cause problems in incineration systems using grates, by blocking the flow of ash through the grates, restricting air flow, and becoming entangled in the grates thus inhibiting grate movement and cleaning.
Wax. Wax appears in refuse primarily as a coating on paper. In this form, it usually does not offer an incineration problem except for some smoke. If, however, the wax melts, rum off, and passes through the grates, undergrate fires may ensue .. Such fires can warp the ash receiving equipment or damage the grates.
Fiber and Paper. This class of waste materials forms the bulk of refuse to be incinerated. Unless extremely dry and in large quantity (too rapid heat release), they do not represent a problem. The light, strong ash residues of paper burning do, however, present a problem in air pollution control ( large, highly visible ash pieces are a substantial contribution to the fly ash loading).
Plastics. Plastic materials present the most difficult incineration problem. Most plastics fuse readily at incinerator temperatures. These melts burn slowly, frequently with much smoke, and may run through the grates causing undergrate fires. Some materials (e.g. polyvinyl chlorides, PVC) will extinguish unless exposed to an external source of heat. The use of plastic materials is so widespread that segregation from the other refuse prior to charging an incinerator is economically unsound.
TABLE I SUMMARY OF PACKAGING WASTE GROWTH TRENDS
ARTHUR D. LlTTLE,INC. ESTIMATES
1965 - 1975
Thousands of Change %
% of % of 1 965- Change Tons/Year Percent 1965 1975 1 975 of
Category 1965 1 975 Increase Total Total (%) Total
Glass 8,060 1 1 ,840 32 1 8.01 1 9. 1 8 +1. 17 + 6.5
Foils 1 1 3 185 64 0.25 0.30 +0.05 +20.0
Wood 5,872 4,057 -31 13. 1 2 6.56 -6.56 -50.0
Metal 6,583 8,641 31 14.71 14.00 -0.71 - 4.8
Wax 318 450 42 0.71 0.73 +0.02 + 2.8
Fiber and Paper 22,444 34,063 52 50.15 55. 18 +5.03 +10.0
Plastics 1,364 2,490 82 3.05 4.03 +0.98 +32.2
Total 44,754 6 1,726 100.00 100.00
(38% Growth)
339

Future Packaging Waste Trends
From the above, a number of design features are suggested. However, prior to formulation of general design parameters the markets for seven waste packaging material classes were projected through 1 975. By this means we were better able to evaluate the relative importance of the demands made by the different materials on incinerator design. The results of these projections are presented in Appendix A and summarized in Table I.
Based on these projections, it is noted that the quantity of problem materials (plastics and foils) will grow at a more rapid pace than the total refuse quantity. Plastics will increase from 3.05 percent to 4.03 percent of the total refuse. This, however, represents over 30 percent increase in plastic's fraction of the total. Thus we can
100
ALLOWABLE PARTICULATE EMISSION RATE
VS
REFUSE CHARGED
expect about a one-third increase in the frequency and/or severity of plastic-caused incineration problems.
Foil-caused problems should increase about 20 percent. From this analysis it is apparent that the unfavorable incineration characteristics of plastics and foils must play a significant role in defining incinerator design.
AIR POLLUTION CONSIDERATIONS
In recent years, the degeneration of urban air quality has become a matter of concern to all levels of government and to the public. The response to this concern by legislative and regulatory bodies is gaining momentum. Although much of this effort has been at the county and city level, state and federal governments are setting air
EMISSION OF ..... RTlCI.A..ATE MATTER fROM REfUSE ........ �NQU�P:���I�UR
NPR�C:��:P::JiT�A��U=':A��O
IN MF\.IS£ aRNlN8 EQUIPM[NT THE AMOUNT OF PARTICULATE ..... TTER WHICH MAY IE EMIT TED IN ANY 60 MtNUT! PERIOD SHALL MOT EXCEED THE FOLLOWING'
! 'I 0
.0
4 POtJC)S FOR [.leH
2 0.01 • • • 3 0.12 • • •
(4) 0.1' • • • 1:1 n° m 1!:8
20 POt.IC)$ OF R£FUS£ CKARG(O PER HOUR 40 • " " .. • .. 10 10
100 500
1,000 10,000 20,000 (.) 21.0
. 1101 44.0 (II) 10.0
• 40,000 I0,00O
1,000 REFUSE CHARGED (LB.lHR.l
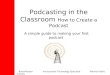
FIG. 1 MAXIMUM PARTICULATE EMISSION PERMITTED BY THE CITY OF NEW YORK, JAN. 1967
340

criteria and standards that specify the maximum pollution from incinerators of the size class of interest here.
Particulate Emissions
An example of such regulations, the maximum particulate emissions permitted in the City of New York Uanuary 1967) is shown in Fig. 1. For incinerators with burning capacities of 50 and 500 pounds per hour, the respective maximum allowable emissions are 0.33 and 0.26 pounds of particulate per 1000 pounds of flue gas corrected to 50 percent excess air. (Calculated from Fig. 1, based on 6 lb air per lb of refuse.) The corresponding proposed New York State code (March 1967) are 1.0 and 0.35 pounds per 1000 pounds at 50 percent excess air (Calculated from Fig. 2, based on 6 lb air per lb of refuse.) (Fig. 2). The Federal government standards, defined in Part 76 of Subchapter F of title 42, Code of Federal Regulations, specifies 0.55 and 0.33 lb/1000 lb at 50 percent excess air. The Federal
=fF
100
F
1.0
0.1
standards apply only to installations of the Federal government and are not applicable if more stringent local regulations exist. In addition to the federal restriction on particulate weight, the majority of the particulate shall have dimensions less than 60 microns.
These flue gas quality standards are examples of those proposed or in force at the present. The direction of future standards is clear: permitted particulate emission will be significantly reduced (and closely policed). It is thus necessary that new incinerator designs incorporate flue gas cleaning systems which are more effective than simple settling chambers. In small incinerators, cyclone and wet scrubbing devices may be applicable; larger units may require condensation scrubbers or electrostatic pre-
• •
clpltators. In addition to the regulation of "steady-state" emission
levels, many governments restrict the maximum smoke opacity as measured on the Ringelmann scale. To meet these standards at excess air levels compatible with good
�
II�I 1000 10,000 100,000 Retu_ Cbaqed (Ib/hr)
FIG. 2 NEW YORK STATE INCINERA TOR GUIDE. PARTICULA TE EMISSION RA TE VERSUS REFUSE CHARGED
341

combustion practice, afterburner devices are almost mandatory.
Odors
In addition to excessive smoke emission, odorous operation is the characteristic most frequently ascribed to incinerators. Odor is a symptom of improper design andl or operation. Although not representing a clearly defined health hazard and not within the scope of most air pollution codes, the emission of odorous gases is a public nuisance under most codes and severely degrades community relations.
Odors are formed primarily as a result of incomplete combustion. The solution is thus obvious: provide an adequate combustion environment. From a design viewpoint this involves excess air control, provision for adequate gas residence time, maintenance of high temperature using auxiliary firing if required, and development of turbulence to adequately mix air with combustion gases.
Sulfur Oxides, Hydrogen Chloride and Nitrogen Oxides
In most incinerator applications, sulfur oxides, hydro-
gen chloride and nitrogen oxide emissions have not been a problem. The sulfur content of refuse is typically low (e.g. about 0.07 percent in type 2 refuse). The consequent sulfur dioxide concentration in the dry flue gas (corrected to 50 percent excess air) is thus usually less than 200 ppm.
Hydrogen chloride (HCl) arises primarily from the combustion of PVC. From the data in Appendix A, the annual PVC package waste rate is expected to increase from 66 to 200 thousand tons. This growth rate may be greatly exceeded if PVC penetrates the high volume soft drink and beer container market. Thus, the importance of HCI as an atmospheric pollutant will increase. Fortunately, HCI may be removed effectively by water scrubbing.
Nitrogen oxides (NOx) result from reaction between oxygen and nitrogen. At temperatures above 2,000 F the yield of NOx increases as temperature is raised. Fortunately, incinerators are usually operated at lower temperatures. At the present, there are few air pollution codes which specify acceptable NOx levels. Increasing attention has been directed to these pollutants, however, as an important contributor to smog formation.
--------r-------,--------r-------r----��250 -
c: o
� ,
26.00
g 21.00 .-
e CI) c: .-(J c: -
-
o
8 16.00
u
11.00
so \l'Jastel ------+--------i '2 __ '�
......, -------
sf$l \..b \I'J
- -_ .. t-....
- -- '-
KEY I-Unit With Scrubber
500
it Without Scrubber
500LbW�����---�----------t---..... _---
, \
, 000 Lb -- ---
" 2000
- - Z9QO ___ - -
8000 -- -- - - - -
- - -- -
0 200 400 600 800
Incinerator Capacity, Lb/Hr
FIG. 3 INCINERATOR OWNING AND OPERATING COSTS
342
500 1000
1000 2000
2000 8000 8000
1000

Incinerator Economics
A privately owned and operated incineration system may not, necessarily, represent a profitable alternative to use of scavenger services. Frequently, other considerations, such as health hazard, insurance problems, convenience, odor, scavenger reliability, aesthetics, security, etc. are more important yet economically undefinable benefits. It is of value, however, to review the economics of incinerator operation in order to have a cost framework for design. To this end, a simple mathematical model of net incinerator cost was prepared (Appendix B). The results are shown in Fig. 3 where the net cost per ton burned (dollars per ton) is plotted against capacity at various waste generation rates. For reference, the disposal cost for incinerators with and without air pollution control scrubbers is shown.
If one takes the teuus used in deriving the model above and introduces the incinerator total installed cost expressed as a function of capacity (including the scrubber), the combination of purchased capacity and burning hours resulting in the minimum net cost may be readily computed. Using the upper incinerator cost curves shown in Appendix B, the resulting equations are
Y = 1. 72 Woo 76 lb/hr
N = WI (0.9Y) hrs/day
W is the average daily refuse rate in pounds. Table II presents computed values.
TABLE II
MINIMUM TOTAL NET COST INCINERATOR OPERATION
Waste Load (W -lbs/day
100
250
500
1,000
2,000
5,000
Optimum Incinerator Capacity
(Y -lbs/hr)
57
113
193
326
535
1,120
Optimum Burning Time (N - hrs/day)
1.96
2.45
2.90
3.40
4.15
5.00
In order to gain perspective as to the sources of operating costs, the individual terms were determined for three of the minimum cost situations in Table II. These costs, expressed as percentages of the total annual cost, are shown in Fig. 4.
From this analysis, it can be seen that: -
343
1) Below about 200 lbs/hr almost any incinerator operation is uneconomical.
2) Economics favor larger incinerators operating fewer hours i.e. operating costs outweigh capital costs.
3) Only with difficulty, can the marketing of incinerators be based on the economic benefits of waste disposal alone without consideration of side benefits.
4) Large incinerators could be more costly and still be economically justified if residue weight, maintenance and manpower needs could be reduced, and unit life increased.
5) The impact of stringent air pollution codes on incinerator economics is quite significant particularly in small units.
REDUCTI O N EFFI CIE NCY A ND A S H HA NDLING
The function of an incinerator is to reduce the weight and volume of waste materials. The efficiency of this process is thus an important measure of performance. The residue after incineration should be free of putrescible material and of minimum weight, percent combustible and volume.
Putrescible material can enter the residue 1) by dropping through grates without sufficient residence time in the incineration environment, 2) if it contains sufficient moisture that, in comparison to the rest of the charge, it has not been burned when the residue is dumped, and 3) if it is shielded from the combustion environment by slow or non-burning materials. The health and odor problems associated with putrescibles in the ash suggest that a grateless incinerator providing long residence times and incorporating an agitation mechanism would be advantageous.
The reduction of refuse weight, volume and percent combustible is also important as it affects the economics of incinerator operation. From Fig. 4 it can be seen that manpower and residue removal charges make important contributions to net incinerator cost. Good burnout will minimize the frequency of residue removal, residue storage requirements and the residue hauling charges.
A problem associated with frequent ash removal is the great disturbance of incinerator operation when clean-out doors are opened. The great inrush of cold air often has the effects of quenching combustion arrd of sweeping large amounts of ash into the flue gas stream. The resulting discharge of smoke and particulate is unsightly and may be in violation of air pollution codes.
Obtaining good burnout may be realized by keeping the refuse in an effective combustion environment for

sufficient time. This may be accomplished by agitation in a grateless configuration. Frequently, the grate openings are the means by which partially burned refuse escapes the primary chamber environmtnt. In othe� systems, the charging of fresh refuse smothers combustion in the bed below. Thus, agitation of the refuse bed, by turning up the ashes and exposing them to heat and oxygen, will significantly improve combustion performance.
Such design principles can reduce the frequency of ash handling but cannot eliminate it. For operator comfort, area cleanliness and to avoid presenting a nuisance, ash handling methodology should be an important design consideration.
Case I
Case II
Case III
Depreciation Refuse Hauling Labor and Overhead Maintenance Electricity Taxes
Water
Gas
Depreciation
Refuse Hauling
Labor and Overhead Maintenance Electricity Taxes Water Gas
Depreciation
Refuse Hauling Labor and Overhead Maintenance Electricity Taxes Water Gas
Ash may be found in four locations in incinerator systems: On the grate (or hearth), beneath the grate, in the secondary combustion chamber(s), and in the air pollution control device. The nature and problems associated with each of these ash sources are different. Grate (Hearth) Residue
Grate residue consists primarily of noncombustibles (metal cans, wire, foils, etc.) and slow-burning refuse such as books, catalogues, wood, and high moisture materials. In incinerators with movable grates, much of the small ash adhering to these residues may be shaken down into the ash pit.
Removal of grate residue is usually accomplished by raking the ash back to the charging door and shoveling it
250 lb. waste/day
includes scrubber
Annual Cost $1107
$30.78/Ton
1000 lb. waste/day
includes scrubber
Annual Cost $2430
$16.75/Ton
2000 lb. waste/day
includes scrubber
Annual Cost $3973
$13.70/Ton
o 4 8 12 16 20 24 28 32
Percentage of Total Cost
FIG. 4 DISTRIBUTION OF COSTS FOR SMALL INCINERA TORS
344

out. Not infrequently, wires tangle in the grate. Also, melted plastic may form dense adhering deposits on or adjacent to the grates which must be broken with a hammer. In general, grate residue removal is awkward and time consuming. Often, it requires shut-down of the unit. It is preferable, therefore, to incorporate in the design means for reducing such problems, such as 1) eliminating grates, 2) the continuous flow of all ash through the system, and 3) the complete burnout of plastics.
Below the Grate Residue
The residue falling through the grates consists primarily of fine ash but may contain melted plastics or aluminum, broken glass, small objects, etc. Access is usually obtained through one or more clean-out doors. Some small units provide an ash collecting container which slides under the grates. The residue is usually shoveled from the unit into an ash container.
The ash removal process is time consuming and often creates a dust nuisance. Although manual removal is warranted in small incinerators, it may be that an automatic, enclosed system is economically justified in large, continuously operating systems.
Secondary Chamber Residue
Fly ash, carried in the flue gas stream is, in part, dropped out at the lower velocities extant in the secondary chamber. The particles vary in size from sheets, inches wide, to sub-micron dust. The comments referring to undergrate residues apply.
Air Pollution Control (APC) Device Residue
The fine particulate matter which does not settle out in the secondary chamber is, in well-designed systems, captured in the APC devices. For incinerators of the size class of interest here, wet scrubbers are often used. As a result, the residue is a wet sludge. Removal of the sludge is time consuming, unpleasant and messy. Disposal of the sludge is difficult.
A dry APC system is preferable. Such systems are available (e.g. electrostatic precipitator, bag filter or cyclone collector), but they present economic, operating and/or design problems which usually make them unattractive for small systems. If wet collectors are used, it may be possible to recycle the sludge to the incinerator for drying and discharge with the rest of the ash.
PI LOT ST ABI LlTY
pilot instability on any auxiliary burner systems is important both as a nuisance factor and as it affects incin-
345
erator performance through shutdown of the burners. Although high degrees of pilot stability have been attained through the efforts of the AGA and others, strong or fluttering drafts still extinguish pilot units, even those of advanced design. The higher cost of electric spark igniters may, therefore, be justified in designs where the pilot is exposed to such conditions.
MA NPOWE R REQUIREMENTS
The greatest economic burden carried by a privately owned incinerator is the cost of labor. Consequently, it is of prime importance that the quantity and quality of labor needs be minimized. The capital cost of automated control or materials handling equipment may, therefore, be justified. In small units, simplified controls, such as timers on the auxiliary burners, are warranted.
Ideally, the incinerator should be designed to operate in a manner which is relatively insensitive to variations in loading, draft, nature of the refuse, etc. Under these conditions, a minimum of operator attention will be required to maintain stable, efficient operation. It may, therefore, be justifiable to include combustion controls, with 02 or CO2 analyzers and/or thermocouples as the sensing elements on larger incinerators.
MAI NTENA N CE REQUIREMENTS
Maintenance plays an important part in incinerator economics in addition to its effect on unit availability. Maintenance is needed in three areas: refractory, burner and controls, and air pollution control devices.
Refractory Maintenance
Refractory degradation occurs by five mechanisms: fluxing, slagging, abrasion, spalling, and mechanical breakage. To reduce slagging and abrasion losses, the refractory should be carefully chosen to present the best resistance to slagging consistent with satisfactory abrasion resistance. In most incinerator designs, there is no agitation and thus slagging resistance is the most important criterion. Fluxing is reduced with externally cooled refractory.
Spalling resistance is another important refractory property. In most applications, incinerators are not run continuously. Thus the refractory is exposed repeatedly to thermal cycling stresses. Also, the opening of charging and ash doors during operation chills the refractory surfaces. Inhibition of spalling losses is thus an aspect of refractory selection, unit design and operation technique.

Mechanical breakage occurs during refuse charging and as a result of clinker removal procedures. Refractory damage during refuse charging is difficult to eliminate completely. It may be moderated, however, by careful consideration to charging chute design and by the exercise of reasonable care by the incinerator operator. Refractory breakage during clinker and slag removal is almost inevitable. Thus the reduction of this maintenance cost is dependent upon careful refractory selection, incinerator design and operation to avoid the formation of adhering clinker.
Burner and Control Systems Maintenance
The frequency and extent of burner and control systems maintenance is directly related to their complexity and thus to cost. This fact, coupled with the equipment capital cost, is the balancing factor in the attempt to reduce labor needs through automation. Thus equipment design and selection should be made in consideration of both the benefits of lowered labor needs and the debits of increased maintenance and capital costs.
Air Pollution Control (APC) Unit Maintenance
The maintenance associated with the APC unit arises primarily from corrosion/erosion and residue accumulation. In dry systems (principally cyclone collectors) erosion of surfaces scrubbed by the ash-bearing flue gases may be rapid. Replaceable, high abrasion resistant cast iron tubes are thus needed for this service. Another problem is related to residue caking as a result of condensation of moisture or the presence of tarry combustion products. Good combustion, burning out the tars, and operation at temperatures above the dew point in all parts of the APC unit will minimize this problem. Periodic cleaning is also helpful.
In wet collection equipment with water recycle, pump erosion is often a problem as fly ash slurrys are very abrasive. The soluble components of the fly ash act to enhance corrosion and may, through precipitation, block nozzle orifices downstream of protecting filter screens. The solution to these problems requires attention to materials of construction and the avoidance of small orifices and constrictions in spray heads, pump outlets, etc. Draining of the system during extended downtimes, after flushing with fresh water, will also extend equipment life.
BURNING RATE
In order to provide the greatest burning capacity in the smallest space and at the lowest cost, the incinerator de-
346
sign should provide for high and steady burning rates. In most incinerators, the refuse is charged in a batch operation such that the burning rate peaks and then declines rapidly. This is followed by a long period when auxiliary burners slowly reduce the remaining combustible to ash. Such procedures degrade the unit's average refuse disposal rating. Also, the rapid release of the majority of the combustion energy results in short-term overheating which is inefficient, as auxiliary firing is necessary in the latter stages.
In an ideal system, the charge should burn rapidly but steadily. Also the hot combustion products from freshly charged material should be used, if possible, to assure burnout of the ash. Such a process is possible, in principle, if the refuse may be moved through the system in a plug flow manner. Charging of fresh refuse should preferably be done continuously.
SUMMARY OF DESIGN REQUIREMENTS
In the paragraphs above, the economic, operating and design features of privately owned incinerators have been presented. The following specific design principles were developed:
1) A burner appears necessary in the primary chamber and in the secondary chamber.
2) Air control is necessary. 3) An efficient, integrated air pollution control device
is necessary. 4) Gratelessness is highly desirable if coupled with
agitation. S) Agitation is highly desirable. 6) Continuous flow of refuse and ash is desirable. In addition to the above, a large number of more
general objectives have been considered. Their impact on the incinerator design is more subtle and/or concerns details of design and materials selection.
SUMMARY
In this paper, an attempt has been made to define and analyze the various functional operational and design parameters that control the effectiveness of solid waste disposal by incineration. Superior designs of incinerator systems are anticipated as the result of the above discussion of the many separate and interrelated processing functions which, taken as a whole, control the combustion environment of the system. The careful consideration of these system parameters by incinerator designers can lead to the installation and operation of incinerators

for disposal of solid wastes without causing objectionable air, water or land pollution.
A CK NOWLEDGMENT
The authors wish to acknowledge the support and
347
cooperation of the American Gas Association and for their permission to present the information in this paper.
REFE RE NCES
[1] American Gas Association, USAS, Z21.6, Approval Re
quirements for Domestic Gas-Fired Incinerators, 1966, p. 16.

APP E N D IX A
A FO RECAST OF PACKAGING T RE ND S I N
T HE U NITED STATES 1965·1975
348

A large fraction of the waste fed to incineration systems is discarded packaging material. Although other materials (garbage, newspapers, boxboard, etc.) are important in defining the nature of refuse, packaging materials are frequently the "troublemakers". In addition, the quantity of packaging material waste is growing rapidly. Thus, a forceast of packaging trends (amounts and types) is a useful tool to defme incineration systems design criteria.
Packaging materials fall into seven broad categories. The approximate amounts of these materials have been forecast to the year 1 975. The figures below are estimates based on Arthur D. Little experience, review of current packaging literature and contacts with packaging vendors and associations.
TABLE IA
PAPER AND PAPERBOARD
1M Tons)
CORRUGATED, SOLID FIBER 1 965
Shipping Containers
Corrugated 10,546
Solid Fiber 177
CONSUMER PACKAGING
Folding and Set-up Boxboard 3,936 Special Foodboard (milk, cups,
frozen food board) 2,060 Tube Stock and Fiber Cans 550 Coarse Papers (bags, wrappings,
shipping sacks, asphalt
treated) 4,588 Total 21,857
Notes:
1 970 1975
15,400 1 9,800
1 50 140
4, 100 4,200
2, 500 2,900 620 690
5,300 5,800 28,070 33,530
1) Some displacement of corrugated containerboard is anticipated by a new plastic shrink film overwrapped paperboard tray shipper system. Studies have shown that at best this will amount to a displacement of 400-500 M tons of containerboard. The plastic shrink mm potential here would total approximately 1 00-1 50 MM lbs/yr -polyolefins and PVC. In our board and film projections, we have accounted for a displacement of 2 percent which we currently believe to be realistic.
2) Solid fiber is increasingly vulnerable to injection molded (HDPE) rigid plastic cases. These will be reusable
349
cases and have not been included in rigid plastics accounting.
3) The slow projected growth rate for folding and set up boxes is due to anticipated increasing displacement by rigid plastics packaging.
4) Similarly, the slow growth of special food board is the result of expected plastics replacement, especially the paperboard milk carton. The new all-plastic container is likely to be returnable in some sizes.
5) The fiber can should yield to plastics by 1975.
TABLE IIA
GLASS CONTAINERS
1M Tons)
1950 1964 1 965 1975
Food 3, 175 Medicinal and Health 970 Household, Industrial 280 Toiletries, Cosmetics 6 20 Beverage Returnable 550 Beverage Non-Returnable 270 Beer Returnable 140 Beer Non-Returnable 1 ,320 Liquor 480 Wine 230 Dairy 25 Total 4,340 7,620 8,060 1 1 ,840
Note: Major growth area should be in one-way bottles for soft
drinks. Further losses to plastic will occur in medicinal and health, toiletries and cosmetics, household, and food, wine and dairy.
TABLE iliA
METAL CANS, TUBES AND AEROSOL CONTAINERS
1M Tons)
Steel Cans
Aluminum Cans
Aluminum Tubes
Total
1965 1975
4,900
140
1 1
5,051
5,800
1,700
13
7,513

TABLE IV A
PLASTICS
1M Tons)
COATINGS AND ADHESIVES FOR PACKAGING MATERIALS
Polyethylene and Copolymers (ethylene/vinyl acetate and ethylene/ethyl acrylate)
PVC (can linings, cap linings)
PVC (paper and board)
PVC (glass bottle coatings)
Polyvinyl Alcohol
Polyvinyl Acetate
Styrene-Butadiene
Acrylic
Saran
Other*
Total
WAX
1965 1975
162 263
12 13
2 3
3 4
1 0 1 3
4 1 5 5
3 4
3 4
10 20
20 25 --
266 404
318 450
*Nylon, polycarbonate, fluorocarbon, ionomer, polyurethane, epoxy, cellulose nitrate, special compounds.
FLEXIBLE PLASTICS PACKAGING
Plastic Film 1 966 1 970 1 975
Polyethylene and Copolymers 425 600 750
Polypropylene 30 50 75
Cellophane 200 1 7 5 150
Polyvinyl Chloride 35 85 125
Polyvinylidene Chloride 10 7 5
Linear Polyester 4 5 5
Polystyrene 5 8 8
Cellulose Acetate 2 2 2
PliofUm 8 8 8
Other* 5 10 1 5
Total 724 950 1 , 143
*Nylon, polycarbonate, fluorocarbon, ionomer, polyurethane.
Source: Modern Plastics, Modern Packaging, Arthur D. Little, Inc. Estimates, National Flexible Packaging Association.
Notes: Growth will be in bags - multiwall and liners, over
wraps, shrink overwraps, and fUm/tray shipping con-
350
tainers. There will be increased production of specialty fUm laminates, and coated structures, i.e., nylon/ polyethylene/saran.
RIGID PLASTICS PACKAGING \Including Closures)
1965
Low Density Polyethylene 10 High Density Polyethylene 160 Polystyrene (including impact) 1 5 5 Polyvinyl Chloride 4 Polypropylene 1 0 ABS 5 Urea 12 Phenolics 7 Cellulosics 9 Other* 2
--
Total 374
*Nylon, polycarbonate, phenoxy, sulfones, acetals, acrylates, urethane cushioning.
1 975
20 475 250
50 68
30 10
5
10
25 --
943
Source: Modern Plastics, Modern Packaging, Arthur D. Little, Inc. Estimates.
Notes: Includes: Thermoformed containers from sheet, rigid
plastic boxes, containers, and lids, blister and rigid skin packs, closures, foamed cases and inner packing.
Excludes: Beverage cases, plastic bottles, and tubes.
MAJOR AREAS OF PROJ ECTED GR OWTH
1) Blown plastic bottles, cannisters, and tubes
Industrial and household chemicals
Food products Pharmaceuticals Cosmetics
PVC, Polyolefins, and Polyolefin Copolymers will be most important resins.
2) Thermoformed and injection molded plastic con-tainers
Tubs and lids - frozen desserts cottage cheese and spreads, margerine cereals, snack foods, dog foods cookies, baked goods
PVC, polyolefins and copolymers will be most predominant - acrylics to small extent.
3) Foamed plastic containers and trays Meat and produce trays
f/

Egg cartons, cups Polystyrene
4) Miscellaneous Bottle carriers and 6-pack devices
TABLE IV A
METAL CROWNS AND CAPS
(M Tonsl
1950 1964
Metal Crowns & Caps 226 216
TABLE V A
ALUMINUM FOIL
(M Tonsl
Converted Aluminum Foil
Rigid Aluminum Foil
Total
1950
25
25+
1964
46
39
85
1965
227
1965
60
42
102
1975
190
1975
88
84
172
351
TABLE VI
MISCELLANEOUS WIREBOUND AND COOPERED CONTAINERS,
STEEL AND FIBER DRUMS, TEXTILE BAGS, ETC.
(Estimated M Tonsl
1950 1964 1965 1975
Wire bound Containers 294 310 300 Nailed Wooden Boxes 5,410 5,550 3,750 Steel Drums, Pails 848 806 400 Fiber Drums 424 433 500 Tight Cooperage 56 27 28 22 Metal Strapping 350 362 367 375 Textile Bags 290 201 185 125 Total 696 7,566 7,679 5,472

APP E N D IX B
MATHEMATI CAL M ODEL OF I N CI NE RATO R ECO N OMICS
352

In the design of an incinerator, consideration should be given to the economics of owning and operating such a device in comparison to the costs of total collection by a scavenger service. Because of the intangible nature of many private incineration benefits, such an analysis is clearly of limited use. For that reason, the mathematical model derived below is not unduly sophisticated.
BASIS
1) Let the total installed incinerator cost be X (dollars), depreciated over 1 5 years. (See Fig. B-1)
2) Let the design capacity be Y (lb/hr) and typical use be at 90 percent of design.
3) Let the incinerator be used N hours/day for 290 days/year. (80 percent of days)
50�--------------------�--------�----------------------
100
90
20
� � 0 � -'0 t:: � 0 10 Po. - 9 Ul 0.
� 8 ��'t-I1l M 7 �-1t-1; M 0 0 6 S<,
I-v6 4J 5 6� Ul ?' 0 U
'0 4 Q) M M I1l 3 4J Ul t:: H
2
1� ______ � ____ � __ �����-L� ______ � __ __ -L __ �� 100 500 1000 -5000
Capacity, Pounds/Hour
FIG. B-' INCINERATOR CAPITAL COST
353

4) Let 20 percent of the charged waste be left as ash requiring disposal by scavenger services at the same cost ($1 5.00 per ton) as for unburned refuse.
5) Let manpower be charged on a linearly sliding scale ranging from six minutes per incinerator hour at 1 00 Ib/hr capacity to fifteen minutes per incinerator hour at 500 Ib/hr capacity. A 50 percent overhead rate is applied to the assumed S2.50/hr wage rate.
6) Let maintenance be charged at 7 percent of the capital cost per year for systems incorporating scrubbers and' 5 percent of capital for systems without scrubbers.
7) Let electricity be charged at 2 kwhr/hr of operation @ 2c/kwhr for units with scrubbers and at 1 kwhr/hr for units without scrubbers.
8) Let taxes and insurance be charged at 2 percent of X per year.
9) Let water (for scrubber) be charged at 0.6 Y gal/hr @ 30c/mgal.
10) Let natural gas be charged at 1 ,500 Btu per pound of refuse burned or 1 ,350 Y Btu/hr @ 9c/therm.
ANNUAL COSTS
1 . With incineration (290N Hours/year, 0.9NY pounds refuse/day)
Cost Item Amount (Dollars)
a. Depreciation X/I S
b . Residue Hauling 1 5 (290N) (0.9Y) (0. 2) 2000
c. Labor & Overhead ( 1 . 5) (290N) (2.50) (0.0625 + 0.000375Y)
d. Maintenance 0.07X with scrubber; 0.05X for systems without a scrubber
e. Electricity 2(0.02) (290N) or 1 (0.02) (290N)
f. Taxes & Insurance 0.02X
354
g. Water
h. Gas
0.6Y(290N) (0.3 x 10-3 ) (For scrubbers only)
(1350Y) (290N) (0.09 x 10-5 )
The sum of the above quantities resolves into the following equations for the annual cost, converting to a base of W, the average daily waste load (lbs) :
Annual cost without scrubber (S) = 100y o.284
+ 8 1 .7 (W/Y) + 1 .28W
Annual cost with scrubber (S) = 1 38yo.3 14
+ 88.7 (W/Y) + 1 .34W
These equations can be differentiated and the minimum annual cost situation (design capacity and daily burning period). For the case with a scrubber, the equations and calculated values are given below.
Y = 1 . 72Wo. 76
and N = W/(0.9Y)
TABLE IB
CALCULATED MINIMUM ANNUAL COST OPERATION
SCHEDULE
Waste Load Purchased Capacity Burning Time W-lb/day Y(lb/hr) N(hrs/day)
100 57 1 .96 250 1 1 3 2.45 500 193 2.90
1 000 326 3.40 2000 535 4 .15 5000 1 1 20 5.00
2. Scavenger Only - same quantity
Annual Amount = 1 5 (290N) (.9Y) or 1 5 (290W) 2000 2000
(dollars)