Embed Size (px)
Citation preview
ORIGINAL ARTICLE
Comparison between three optimization methodsfor the minimization of maximum bending loadand springback in wiping die bending obtainedby an experimental approach
Riadh Bahloul & Lanouar Ben Ayed & Alain Potiron &
Jean-Luis Batoz
Received: 28 September 2008 /Accepted: 21 September 2009 /Published online: 14 October 2009# The Author(s) 2009. This article is published with open access at Springerlink.com
Abstract The sheet metal bending process is widely usedin the automotive industries, and it is actually one of themost important manufacturing processes. The robustnessand the reliability of the bending operation, like many otherforming operations, depend of several parameters (geome-try, material, and process). In this paper, the die radius andthe clearance between the punch and the sheet areoptimised in order to reduce the maximum bending loadand the springback. Two optimization problems areformulated, and three optimization procedures based onthe response surface method are proposed and used to findthe optimum solutions. Global and local approximations areused to replace the initial optimization problem, which isimplicit by an explicit problem, and the optimum islocalised using two algorithms: a sequential quadraticprogramming and an evolution strategies. The objectivefunctions are evaluated experimentally into a limited pointsnumber, which are defined using a design of experimentstechnique. Good results are obtained from the threeoptimization procedures. The ability of each technique to
find the optimal solution is evaluated, and the results showa good agreement between those three methods.
Keywords Sheet metal bending . Optimization . Bendingload . Springback . DoE . Response surface method . SQP.
Evolution strategies
AbbreviationsRSM Response surface methodGAp Global approximationLA Local approximationSQP Sequential quadratic programmingES Evolution strategiesDoE Design of experimentsANN Artificial neural networkDACE Design and analysis of computer
experimentsRBF Radial basis functionMLS Moving least squaresPDEs Partial differential equationsCMA-ES Covariance matrix adaptation-evolution
strategiesHSLA High-strength low-alloyed steelEP Evolutionary programmingGAl Genetic algorithms
1 Introduction
Sheet metal bending process plays a major role in theautomotive industries. The dimensional accuracy of bentcomponents is a critical factor in these industries because itoften determines a customer’s impression of overall productquality. At the end of the bending operation, when the tools
R. Bahloul (*)LGM, Ecole Nationale d’Ingénieurs de Monastir,Avenue Ibn Eljazzar,5019 Monastir, Tunisiae-mail: [email protected]
A. PotironLPMI-ERTGI, ENSAM,2 Boulevard du Ronceray, 49035, Angers, France
L. B. Ayed : J.-L. Batoz(GIP-InSIC) Institut Supérieur d’Ingénierie de la Conception,27 rue d’Hellieule,88100 Saint-Dié-des-Vosges, France
Int J Adv Manuf Technol (2010) 48:1185–1203DOI 10.1007/s00170-009-2332-0
are removed, the metal tries to be turned over to its originalshape because of residual forming stress, and that generatesa shift between the desired geometries and that obtained.This phenomenon called “springback” depends principallyon material properties of geometrical tools parameters andof process parameters. The improvement of the bent parts’conformity is crucial and leads to a reduction of assemblyproblems and to an improvement of performances of thefinal product.
In the last years, the international competition of theindustries is extremely severe; all companies try to reducemanufacturing costs on the one hand and increase produc-tivity, robustness of the forming process, and quality on theother. Experimental and numerical analyses are more andmore used to evaluate the difficulties in sheet metal formingand to achieve these goals. There are numerous studies onsheet metal bending, but a small number of them deal withthe process optimization. Xu et al. [1] analysed thebehaviour of electronic packages under thermal andbending loads by means of quasi-meshless methods. Thisimplicit problem was solved using multi-quadratic responsesurface, in order to approximate the response of finiteelement formulations for each loading condition. In eachcase, a response surface was created based on design ofexperiments (DoE) matrix using Latin hypercube samplingscheme. In 2004, Wu and Altan [2] developed anoptimization procedure in order to improve the quality ofa clutch hub, which was carried out using a deep-drawingprocess. A number of design modifications were evaluatedto determine the optimum parameters for the selectedprocess conditions. The results have been validated withobservations of the actual process.
In [3], a methodology for the design of plate-formingdies in cylindrical bending using optimization techniqueswas developed in order to reduce the cost of die productionby reducing the trial-and-error procedure in determining thefinal die geometry. The plate thickness is discretised byplane-strain finite elements. The die is assumed to be rigid,and its profile is approximated by Bezier curves, thecontrol-points coordinates of which are the design varia-
bles. The die profile is varied to minimise the differencebetween the required shape and the shape of the bent plate,considering the springback action. In their recent works,Naceur et al. [4] proposed a new numerical approach tooptimise the shape of the initial blank, which plays animportant role on the quality of the final 3D workpieceobtained by the deep drawing of thin sheets. This newapproach was based on the coupling between the inverseapproach used for the forming simulation and an evolution-ary algorithm. The preliminary results dealing with theoptimization of the blank contour in the case of square cup(the Benchmark test of Numisheet 1993) show the efficiencyand the potential interest of the proposed approach.
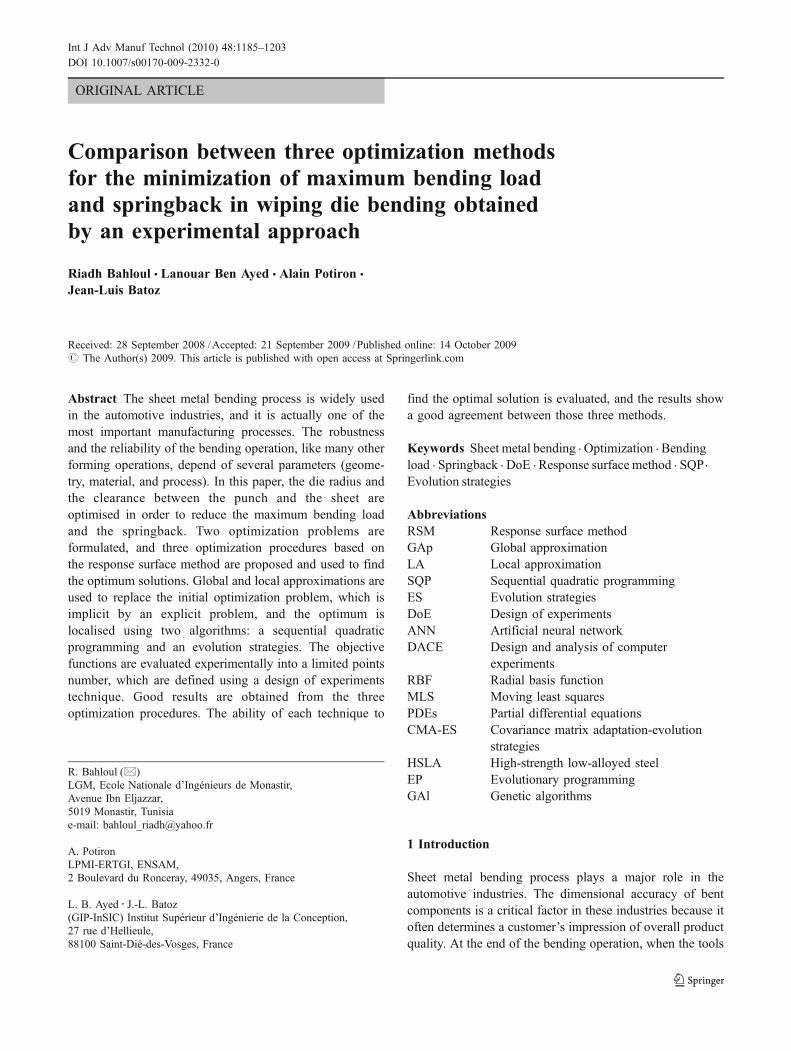
Frequently, the bending process such as wiping diebending (see Fig. 1) induces manufacturing problemsprimarily due to the effect of process parameters onspringback and on the loads applied by the tools. Theinfluence of tools, particularly the bending die design andthe punch-sheet clearance have been detailed in severalworks [5, 6], mentioning that it affects highly the bendingangle value. In 2000, Inamdar et al. [7] described anartificial neural network based on the backpropagation oferror. It is used to improve the sheet metal bending processin which an attempt is made in order to restrict springbackand consequently to obtain the final angle of bend within asmall tolerance. The architecture, established using ananalytical model for training consisted of six inputs, tenhidden, and two outputs nodes (punch displacement andspringback angle). The six inputs were the angle of bend,the punch radius/thickness ratio, the die gap, the die entryradius, the yield strength to Young’s modulus ratio, and thestrain hardening exponent, n. The effect of networkparameters on the mean square error of prediction wasstudied.
As many manufacturing processes cannot be discrebedexactly by an analytical formulation, the use of design andanalysis of computer experiments has drastically grownduring the last decade, and several methods have beenproposed for the analysis of simulation results or experi-ments, and a survey of the state of the art can be found in
Fig. 1 Experimental system ofbending
1186 Int J Adv Manuf Technol (2010) 48:1185–1203

[8] by J.P.C. Kleijnen. Response surfaces based on DoE [9–11] Kriging methods [12] were developed for the purposeof approximating complex functions arising in differentbranches of applied sciences. In another work, Simpson etal. [13] compared and contrasted the use of two responsesurface models to approach the computer analysis: apolynomial of second order and a Kriging model. Bothmethods were applied to the multidisciplinary design of anaerospike nozzle which consists of a computational fluiddynamics model and a finite-elements model.
For such implicit optimizatiom problems, the approxima-tion methods have recently been gaining attention. Anoptimization method using Kriging approximation is appliedto an optimization problem by Sakata et al. in 2003 [14]. Themethodology involves two main procedures. The firstconsists to finding the response surface using the Krigingmethod, and the second is an optimization strategy. The useof the Kriging method makes easier to perform theapproximation of the cost function. Good results wereobtained using the Kriging method, and they were thencompared with those obtained by neural network. Severalother works were carried out using the response surfacemethod (RSM) with models and approximation strategiesmore or less different [15–17]. Barthelemy and Haftka [18]and Haftka and Scott [19] reported on their survey ofoptimization using RSM. Box and Wilson discussed andshowed the reliability of the polynomial approximation inthe localization of the optimal design using experimentaldata [20]. Hosder et al. [21] reported on the application ofpolynomial response surface approximation to the multi-disciplinary optimization of high-speed civil transport.
RSM are well established for physical processes asdocumented by Myers and Montgomery [22], while theapplications to simulation models in computational mechanicsform a relatively young research field. Among other recentworks, Roux et al. [23] discuss experimental design techni-ques and the regression equations for structural optimization.An approach to crashworthiness design uses genetic algo-rithms to select optimal set of experiments between rn
factorial designs is described by Kurtaran et al. [24]. Anapplication to sheet metal forming process simulated bydynamic explicit method is given by Stander [25] with anenphasis on oscillating solutions. RSM combined withstochastic finite elements are used by Kleiber et al. [26] forreliability assessment in metal forming.
The moving least squares (MLS) approximation [27] islargely used in the so-called meshfree methods for solvingpartial differential equations [28]. Its properties make it alsouseful in a range of other computational mechanicsapplications varying from field transfer between successiveremeshing in large deformation plasticity [29] to surfaceinterpolation for 3D adaptive mesh generators [30]. In thispaper, the MLS approximation is investigated and coupled
to an optimization strategy in order to find the optimumwith precision and with lower cost by minimising theevaluation number of the objective function. When the DoEand the regression models are selected, any usual descentmethod can be used to find the optimum design.
A new approach based on augmented and compactlysupported radial basis function (RBF) was developed byKrishnamurthy in 2003 [31]. The developed method wastested in two numerical examples. The response surfacegenerated using polynomial augmented RBF predicts theresponse of a system better than the one constructed usingclassic RBF. The results obtained with the RBF-basedmethods were also compared with the results obtained usinglocal methods based on MLS and Kriging. It was found thatall the three local methods (RBF, MLS, and Kriging)predicted the response with almost the same accuracy.Another class of local response surface construction usingRBF is also widely used by McDonald et al. [32].
Some papers have tried to establish a new approach forexperimental optimization. They suggest using evolutionstrategies (ES) to sweep a region of interest and select theoptimal (or near optimal) settings to a process [33]. The ESresults in a highly parallel algorithm which scales favour-ably with large number of processors. This is accomplishedby efficiently incorporating the available information froma large population, thus significantly reducing the numberof generations needed to adapt the covariance matrix [34].This optimization algorithm does not need for objectivefunctions to be differentiable.
Our approach is based on a derandomised ES withcovariance matrix adaptation (CMA-ES). The experimentalresults of Hansen et al. [35] have shown the advantageousconvergence properties of the CMA-ES when compared toseveral other ES for a wide class of problems. The primaryfeature of the CMA-ES is its reliability in adapting anarbitrarily oriented scaling of the search space in a smallpopulations. In particular, the algorithm is independent ofany linear transformation of the coordinate system apartfrom the initialization.
In this paper, the determination of the optimum processparameters, such as the die radius and the clearance betweenthe punch and the sheet, is investigated in wiping die-bendingoperations in order to minimise the maximum bending loadand the springback obtained by an experimental approach.Two optimization problems are formulated, and DoE methodis proposed for both reliability analysis and optimizationprocess in order to properly reproduce the mains effects andinteractions of the geometrical parameters of sheet forming.Mathematical models were developed for the representationof objective functions by a nonlinear regression using the leastsquares method. The goal of this article is to compare betweenthree optimization procedures which are used to determine theoptimum parameters: punch-sheet clearance C and die radius
Int J Adv Manuf Technol (2010) 48:1185–1203 1187

Rd. The first is based on an optimization by global approach,the second on a sequential quadratic programming (SQP)algorithm, and the third on the ES. The ability of eachtechnique to find the optimal solution is evaluated, and goodresults are obtained from these optimization techniques.Some conclusions are drawn from the numerical results.
2 Experimental bending process
The experimental tests serve as a primary information totackle the sheet metal forming problem. They are likely toprovide useful information which makes possible to establishthe analytical formulations in order to optimise the process.
The development of mathematical models from a set ofexperimental tests was not carried out sufficiently in the caseof wiping die bending process. This concerns the followingtwo responses: the maximum bending load and springbackwhich depends on a precise estimate of the residual stressesdistribution throughout the metal sheet. For this reason, wewill propose an experimental process caracterization whichtakes into account the damage phenomenon of material. Thispermits to provide a reliable experimental base.
In the remaining part of the study, we will be interested innormalised steel: typeCorus. It is delivered in the form of rolledsheet of thickness 4 mm. The material used for the fabricationof specimens is high-strength low-alloyed steel which has adesignation of S500MC. The chemical composition of thismaterial giving the percentage of carbon and the proportions ofdispersoid elements are mentioned in Table 1 [36].
This study concerns the wiping die bending of speci-mens on mechanical press Grimar-13675 by using aninstrumented punch-die system. The tools are connected toa force sensor (type: FN 300TC), to a displacement sensor(type: DX 100), and to a data acquisition system. Thisprocessing system which produces a curve for each bendingoperation displays the force as a function of real punchstroke. Each specimen was bent to approximately 90° usingbending system experiments illustrated in Fig. 1.
Lubrication of the parts and the tools before bendingoperation is done with a full-strength oil [37, 38]. Thefollowing relations were investigated:
Influence of clearance (C) on bending load andspringback;Influence of die radius (Rd) on bending load andspringback.
During the preliminary phase of the experiments, themachine tool program, the tools set-up, and measurementmethods were established. In our study, a full factorialdesign is conducted using the following parameters:
Seven different clearances between the sheet to be bentand tool with the values varying from −0.6 to 0.6 mmwith uniform increment of 0.2 mm;Four die radii having a varied values of 1, 2, 4, and 6 mm.
The initial and final configurations of specimens afterbending are represented in Fig. 2. The proposed experi-mental investigation in the form of DoE permits to take intoaccount all possible combinations and the effects ofinteractions between punch-sheet clearances and die radiivalues in order to optimise the process. The punch radiusand the stroke are maintained constant equal to 4 and29 mm, respectively. They correspond to the optimal valuesallowing to reduce the springback [5].
The experimental procedure needed 28 cases of tests inpress tools: four die radii×seven clearance values, respec-tively. Knowing that each test was repeated five times andtherefore more than 140 bending tests were carried out. Inwhat follows, the results obtained from the experiments onspecimens of 4 mm thickness with punch and blank holderradius equal to 4 mm are retained. In this part of the study,the first cost function which was selected to constitute theresponse of specimens during the bending operationrepresents the maximum force applied by punch. The mean
values of this response Fmean ¼ 15
P5i¼1
Fi measured according to
the geometrical process parameters are given in Table 2.
C Si Mn P S Al Nb Ti V
(%) Real 0.09 0.058 0.91 0.014 0.002 0.044 0.056 0.001 0.043
(%) Min – – – – – 0.01 0.01 – 0.01
(%) Max 0.12 0.5 1.7 0.03 0.03 0.1 0.08 0.12 0.08
Table 1 Chemical compositionof S500MC steel
Fig. 2 Geometries of specie-mens before (a) and after (b)bending process
1188 Int J Adv Manuf Technol (2010) 48:1185–1203
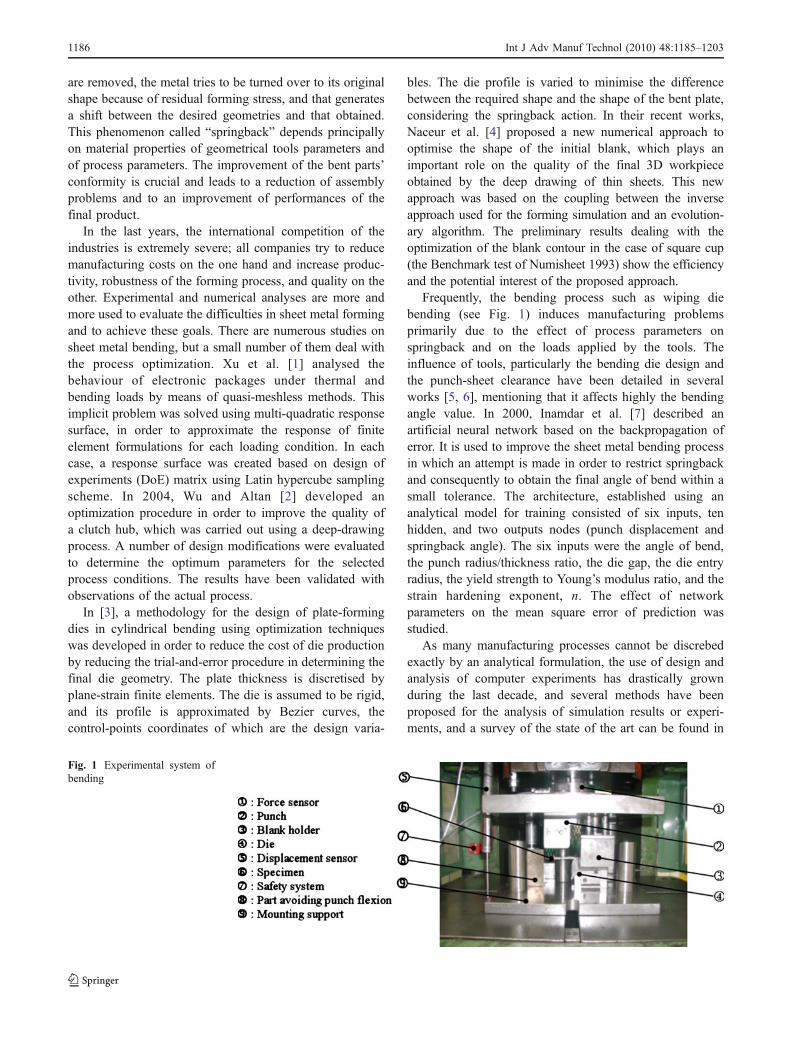
The second objective function represents the springback.The effects of these process parameters previously de-scribed on the variation of springback of S500MC steelsheet has been investigated in this study. As the springbackphenomenon is caused by elastic recovery of deformedsheet, the control of elastic recovery is important indecreasing the amount of springback.
The process sequences of one of the tested specimensphotographed during the wiping die bending experiments isshown in Fig. 3.
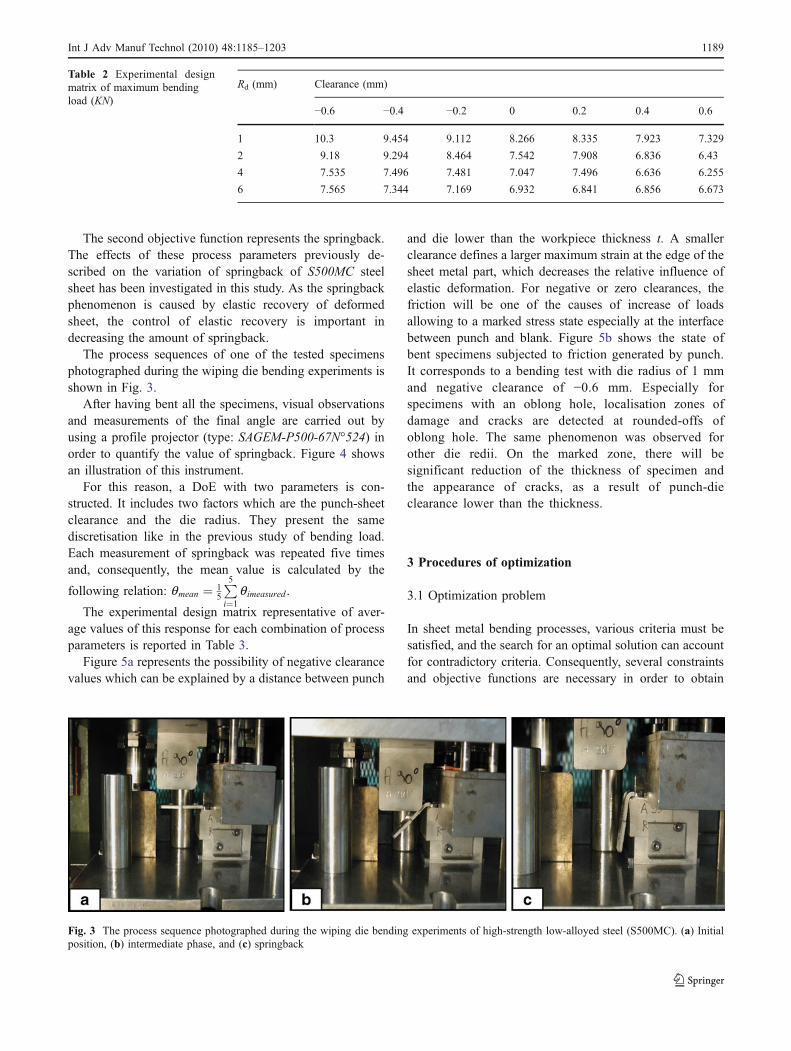
After having bent all the specimens, visual observationsand measurements of the final angle are carried out byusing a profile projector (type: SAGEM-P500-67N°524) inorder to quantify the value of springback. Figure 4 showsan illustration of this instrument.
For this reason, a DoE with two parameters is con-structed. It includes two factors which are the punch-sheetclearance and the die radius. They present the samediscretisation like in the previous study of bending load.Each measurement of springback was repeated five timesand, consequently, the mean value is calculated by the
following relation: qmean ¼ 15
P5i¼1
qimeasured .
The experimental design matrix representative of aver-age values of this response for each combination of processparameters is reported in Table 3.
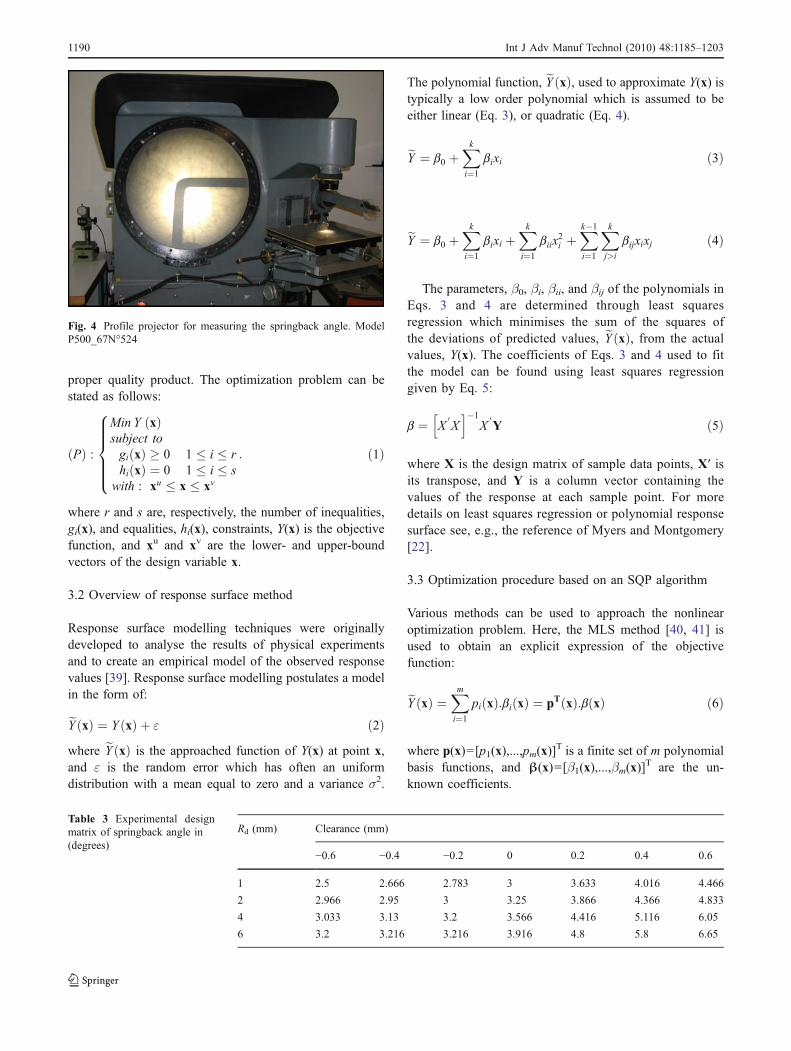
Figure 5a represents the possibility of negative clearancevalues which can be explained by a distance between punch
and die lower than the workpiece thickness t. A smallerclearance defines a larger maximum strain at the edge of thesheet metal part, which decreases the relative influence ofelastic deformation. For negative or zero clearances, thefriction will be one of the causes of increase of loadsallowing to a marked stress state especially at the interfacebetween punch and blank. Figure 5b shows the state ofbent specimens subjected to friction generated by punch.It corresponds to a bending test with die radius of 1 mmand negative clearance of −0.6 mm. Especially forspecimens with an oblong hole, localisation zones ofdamage and cracks are detected at rounded-offs ofoblong hole. The same phenomenon was observed forother die redii. On the marked zone, there will besignificant reduction of the thickness of specimen andthe appearance of cracks, as a result of punch-dieclearance lower than the thickness.
3 Procedures of optimization
3.1 Optimization problem
In sheet metal bending processes, various criteria must besatisfied, and the search for an optimal solution can accountfor contradictory criteria. Consequently, several constraintsand objective functions are necessary in order to obtain
Rd (mm) Clearance (mm)
−0.6 −0.4 −0.2 0 0.2 0.4 0.6
1 10.3 9.454 9.112 8.266 8.335 7.923 7.329
2 9.18 9.294 8.464 7.542 7.908 6.836 6.43
4 7.535 7.496 7.481 7.047 7.496 6.636 6.255
6 7.565 7.344 7.169 6.932 6.841 6.856 6.673
Table 2 Experimental designmatrix of maximum bendingload (KN)
Fig. 3 The process sequence photographed during the wiping die bending experiments of high-strength low-alloyed steel (S500MC). (a) Initialposition, (b) intermediate phase, and (c) springback
Int J Adv Manuf Technol (2010) 48:1185–1203 1189
proper quality product. The optimization problem can bestated as follows:
ðPÞ :
Min Y xð Þsubject togi xð Þ � 0 1 � i � rhi xð Þ ¼ 0 1 � i � s
with : xu � x � xv
:
8>>>><>>>>: ð1Þ
where r and s are, respectively, the number of inequalities,gi(x), and equalities, hi(x), constraints, Y(x) is the objectivefunction, and xu and xv are the lower- and upper-boundvectors of the design variable x.
3.2 Overview of response surface method
Response surface modelling techniques were originallydeveloped to analyse the results of physical experimentsand to create an empirical model of the observed responsevalues [39]. Response surface modelling postulates a modelin the form of:
eY xð Þ ¼ Y xð Þ þ " ð2Þwhere eY xð Þ is the approached function of Y(x) at point x,and ε is the random error which has often an uniformdistribution with a mean equal to zero and a variance σ2.
The polynomial function, eY xð Þ, used to approximate Y(x) istypically a low order polynomial which is assumed to beeither linear (Eq. 3), or quadratic (Eq. 4).
eY ¼ b0 þXki¼1
bixi ð3Þ
eY ¼ b0 þXki¼1
bixi þXki¼1
biix2i þ
Xk�1
i¼1
Xkj>i
bijxixj ð4Þ
The parameters, β0, βi, βii, and βij of the polynomials inEqs. 3 and 4 are determined through least squaresregression which minimises the sum of the squares ofthe deviations of predicted values, eY xð Þ, from the actualvalues, Y(x). The coefficients of Eqs. 3 and 4 used to fitthe model can be found using least squares regressiongiven by Eq. 5:
b ¼ X0X
h i�1X
0Y ð5Þ
where X is the design matrix of sample data points, X′ isits transpose, and Y is a column vector containing thevalues of the response at each sample point. For moredetails on least squares regression or polynomial responsesurface see, e.g., the reference of Myers and Montgomery[22].
3.3 Optimization procedure based on an SQP algorithm
Various methods can be used to approach the nonlinearoptimization problem. Here, the MLS method [40, 41] isused to obtain an explicit expression of the objectivefunction:
eY xð Þ ¼Xmi¼1
pi xð Þ:bi xð Þ ¼ pT xð Þ:b xð Þ ð6Þ
where p(x)=[p1(x),...,pm(x)]T is a finite set of m polynomial
basis functions, and β(x)=[β1(x),...,βm(x)]T are the un-
known coefficients.
Fig. 4 Profile projector for measuring the springback angle. ModelP500_67N°524
Rd (mm) Clearance (mm)
−0.6 −0.4 −0.2 0 0.2 0.4 0.6
1 2.5 2.666 2.783 3 3.633 4.016 4.466
2 2.966 2.95 3 3.25 3.866 4.366 4.833
4 3.033 3.13 3.2 3.566 4.416 5.116 6.05
6 3.2 3.216 3.216 3.916 4.8 5.8 6.65
Table 3 Experimental designmatrix of springback angle in(degrees)
1190 Int J Adv Manuf Technol (2010) 48:1185–1203

The MLS technique consists to determinate the coef-ficients β allowing to minimise locally (in the vicinity of x)the error, R(x), between the exact and the approximatedvalues of the function at the N sampling points, xI:
R xð Þ ¼XNI¼1
w x� xIð Þ eY xIð Þ � Y xIð Þ� �2
¼XNI¼1
w x� xIð Þ pT xIð Þ:b xð Þ � Y xIð Þ� �2¼ P:b xð Þ � Y½ �T:W: P:b xð Þ � Y½ � ð7Þ
The matrices Y, P, and W are defined as:
YT ¼ Y x1ð Þ; Y x2ð Þ; :::; Y xNð Þh i ð8Þ
P ¼pT x1ð ÞpT x2ð Þ
..
.
pT xNð Þ
2666437775N�m
ð9Þ
W xð Þ ¼w x� x1ð Þ 0 � � � 0
0 w x� x2ð Þ � � � 0
..
. ... ..
. ...
0 0 . . . w x� xNð Þ
2666437775N�N
ð10Þwhere (xI)I=1,2,...,N are the N evaluation points in the DoE, w(x–xI) is the weight function used in the MLS fitting whichcan take different forms as shown in some papers [10]. Thefollowing weight function proposed by Häussler-Combeand Korn at 1998 [42] is used:
w x� xIð Þ ¼ e�x�xIk ka:d
� �2� e�
1a2
� ��1� e�
1a2
� �if x� xIk k � d
0 else :
8><>:ð11Þ
This function w(x–xI) is positive and its value decreaseswith the distance, x� xIk k, between the sampling point xand the node xI. It always takes the unit value at thesampling point (x=xI) and zeros value outside the influencedomain, which is defined by the value, d.
The parameter α allows to control the weight functioncurve in the domain of influence [41, 42]. When the valueof α decreases, the influence domain in the MLS techniquewill be more concentrated around the region near the fittingpoint, x. The parameter α is fixed to 1/3.
The minimization of R(x) in Eq. 7 compared to βi(x)leads to the following linear relation between β(x)and Y:
@R@b
¼ 0 ð12aÞ
A xð Þ:b xð Þ ¼ B xð Þ:Y ð12bÞ
where the matrices A(x) and B(x) are defined by:
AðxÞ ¼ PTWðxÞP
¼XNI¼1
w x� xIð ÞP xIð ÞPT xIð Þ ð13Þ
BðxÞ ¼ PTWðxÞ¼ w x� x1ð ÞP x1ð Þ;w x� x2ð ÞP x2ð Þ; :::;w x� xNð ÞP xNð Þh i
ð14Þ
The unknown coefficients β(x) can be achieved by solvingEq. 12a and 12b, which results in:
b xð Þ ¼ A�1 xð ÞB xð ÞY ð15Þ
Influence of negative clearance
Crack zone
C+t
t
a b
Fig. 5 a Possibility of bendingoperation with negative clear-ance C=−0.6 mm and (b) crackformation in the bending zoneand marks of friction for Rd=1 mm and C=−0.6 mm
Int J Adv Manuf Technol (2010) 48:1185–1203 1191
Substituting the unknown coefficient from Eq. 15 into Eq. 6leads to the MLS approximation of the estimated valueeY xð Þ as:
eY xð Þ ¼ pT xð ÞA�1 xð ÞB xð ÞY ð16Þ
3.3.1 Optimization strategy
In order to reach the global optimum with precision, anoptimization procedure based on an SQP algorithm and astrategy of actualization of the response surface is used. Itmeans that at the next iteration, the computations areperformed as previously for the new points, but theresponse surface is fitted now using the SQP approachover all current and previous experimental design. Globaland local approximations are built.
Since the MLS approximation is accurate locally, it’spossible that the SQP algorithm finds a local optimum.This is due to the presence of several local minimatowards which the region of interest converges. Theyshow that the response surface is not convex, and thesearch of the global optimum value should be carried outwith several initial points located inside the feasibilitydomain. To avoid this difficulty, a global approximation ismade initially. The weight functions are equal to one.After that, successive local approximations are built, inthe vicinity of the optima xkopt. In the SQP method, theconvergence properties depend on the starting point. Thesequence x converges quadratically to the optimal solutionxkopt, if the starting values x0 are sufficiently close to theminimum point xkopt. The method may fail, e.g., insituations where the starting point is not close enough tothe minimum.
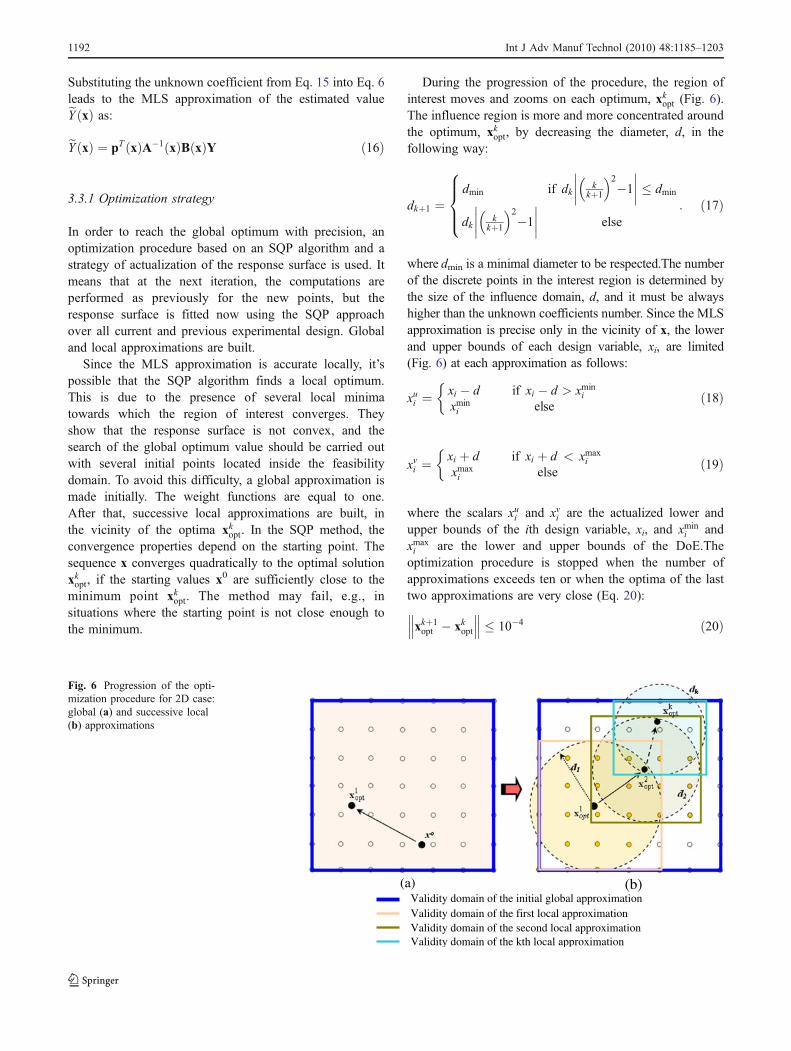
During the progression of the procedure, the region ofinterest moves and zooms on each optimum, xkopt (Fig. 6).The influence region is more and more concentrated aroundthe optimum, xkopt, by decreasing the diameter, d, in thefollowing way:
dkþ1 ¼dmin if dk k
kþ1
� �2�1
� dmin
dk kkþ1
� �2�1
else:
8>><>>: ð17Þ
where dmin is a minimal diameter to be respected.The numberof the discrete points in the interest region is determined bythe size of the influence domain, d, and it must be alwayshigher than the unknown coefficients number. Since the MLSapproximation is precise only in the vicinity of x, the lowerand upper bounds of each design variable, xi, are limited(Fig. 6) at each approximation as follows:
xui ¼ xi � d if xi � d > xmini
xmini else
ð18Þ
xvi ¼xi þ d if xi þ d < xmax
ixmaxi else
ð19Þ
where the scalars xui and xvi are the actualized lower andupper bounds of the ith design variable, xi, and xmin
i andxmaxi are the lower and upper bounds of the DoE.Theoptimization procedure is stopped when the number ofapproximations exceeds ten or when the optima of the lasttwo approximations are very close (Eq. 20):
xkþ1opt � xkopt
��� ��� � 10�4 ð20Þ
(b) (a) Validity domain of the initial global approximation Validity domain of the first local approximation Validity domain of the second local approximation Validity domain of the kth local approximation
Fig. 6 Progression of the opti-mization procedure for 2D case:global (a) and successive local(b) approximations
1192 Int J Adv Manuf Technol (2010) 48:1185–1203
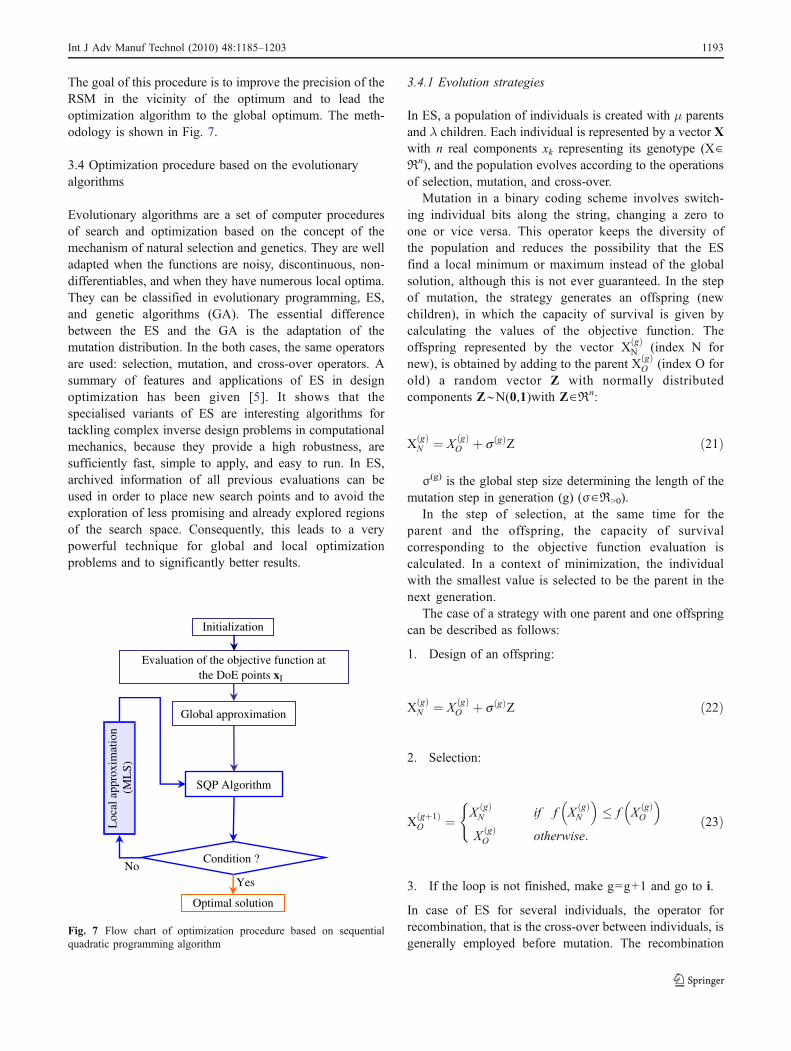
The goal of this procedure is to improve the precision of theRSM in the vicinity of the optimum and to lead theoptimization algorithm to the global optimum. The meth-odology is shown in Fig. 7.
3.4 Optimization procedure based on the evolutionaryalgorithms
Evolutionary algorithms are a set of computer proceduresof search and optimization based on the concept of themechanism of natural selection and genetics. They are welladapted when the functions are noisy, discontinuous, non-differentiables, and when they have numerous local optima.They can be classified in evolutionary programming, ES,and genetic algorithms (GA). The essential differencebetween the ES and the GA is the adaptation of themutation distribution. In the both cases, the same operatorsare used: selection, mutation, and cross-over operators. Asummary of features and applications of ES in designoptimization has been given [5]. It shows that thespecialised variants of ES are interesting algorithms fortackling complex inverse design problems in computationalmechanics, because they provide a high robustness, aresufficiently fast, simple to apply, and easy to run. In ES,archived information of all previous evaluations can beused in order to place new search points and to avoid theexploration of less promising and already explored regionsof the search space. Consequently, this leads to a verypowerful technique for global and local optimizationproblems and to significantly better results.
3.4.1 Evolution strategies
In ES, a population of individuals is created with μ parentsand λ children. Each individual is represented by a vector Xwith n real components xk representing its genotype (X∈ℜn), and the population evolves according to the operationsof selection, mutation, and cross-over.
Mutation in a binary coding scheme involves switch-ing individual bits along the string, changing a zero toone or vice versa. This operator keeps the diversity ofthe population and reduces the possibility that the ESfind a local minimum or maximum instead of the globalsolution, although this is not ever guaranteed. In the stepof mutation, the strategy generates an offspring (newchildren), in which the capacity of survival is given bycalculating the values of the objective function. Theoffspring represented by the vector XðgÞ
N (index N fornew), is obtained by adding to the parent XðgÞ
O (index O forold) a random vector Z with normally distributedcomponents Z∼N(0,1)with Z∈ℜn:
XðgÞN ¼ X ðgÞ
O þ sðgÞZ ð21Þ
σ(g) is the global step size determining the length of themutation step in generation (g) (σ∈ℜ>0).
In the step of selection, at the same time for theparent and the offspring, the capacity of survivalcorresponding to the objective function evaluation iscalculated. In a context of minimization, the individualwith the smallest value is selected to be the parent in thenext generation.
The case of a strategy with one parent and one offspringcan be described as follows:
1. Design of an offspring:
XðgÞN ¼ X ðgÞ
O þ sðgÞZ ð22Þ
2. Selection:
X gþ1ð ÞO ¼ X ðgÞ
N if f X ðgÞN
� �� f X ðgÞ
O
� �X ðgÞO otherwise:
(ð23Þ
3. If the loop is not finished, make g=g+1 and go to i.
In case of ES for several individuals, the operator forrecombination, that is the cross-over between individuals, isgenerally employed before mutation. The recombination
Evaluation of the objective function at the DoE points xI
SQP Algorithm
Global approximation
Condition ?
Yes
Initialization
No
Loc
al a
ppro
xim
atio
n (M
LS)
Optimal solution
Fig. 7 Flow chart of optimization procedure based on sequentialquadratic programming algorithm
Int J Adv Manuf Technol (2010) 48:1185–1203 1193

operator allows interchanging of the components xpar1k andxpar2j of the two vectors constituting the parents par1 andpar2. Genes of several parents can also be mixed by amultiple operation of recombination. In the case of twoparents, X1 and X2, an offspring X′ can be obtained byarithmetic recombination of the components according tothe following way:
x0i ¼ ax1i þ 1� að Þx2i ð24Þ
α is a parameter∈[0,1] and i=1,2,...,n. n is the number ofgenes in the individuals. If the number of parents is μ>2,Eq. 21 is an intermediate recombination.
In ES, the choice of strategic parameters like thepopulation size, the size of mutation step, or theselection scheme is crucial for the strategy behaviourand convergence properties. A detailed attention must bepaid to the adaptation of the step size during the courseof optimization.
3.4.2 Algorithm of the CMA-ES
Following Hansen and Ostermeier [33], in the (μI,l)derandomized CMA-ES, the l offspring of generation g+1 are computed by:
x gþ1ð Þk ¼ xh iðgÞm þ sðgÞBðgÞDðgÞz gþ1ð Þ
k|fflfflfflfflfflfflfflfflfflfflfflfflffl{zfflfflfflfflfflfflfflfflfflfflfflfflffl}�N 0;CðgÞð Þ
; k ¼ 1; :::; l; ð25Þ
where
xh iðgÞm ¼ 1
m
Xi2I gð Þ
sel
xðgÞi ð26Þ
represents the centre of mass of the selected individuals ofgeneration g, and I ðgÞsel is the set of indices of the selectedindivduals of generation g with I ðgÞsel
¼ m:sðgÞ is the globalstep size.
The random vectors zk from Eq. 25 are N(0,I) distributed(n-dimensional normally distributed with expectation zeroand the identity covariance matrix) and serve to geneateoffspring for generation g+1. Similar to Eq. 26, we cancalculate their centre of mass as:
zh i gþ1ð Þm ¼ 1
m
Xi2I gþ1ð Þ
sel
z gþ1ð Þi ð27Þ
The covariance matrix C(g) of the random vectors B(g),D(g), and z gþ1ð Þ
k is a symmetrical positive n×n matrix. Thecolumns of the orthogonal matrix B(g) represent normalisedeigenvectors of the covariance matrix. D(g) is a diagonalmatrix whose elements are the square roots of the
eigenvalues of C(g). Hence, the relation of B(g) and D(g) toC(g) can be expressed by:
CðgÞ ¼ BðgÞDðgÞ BðgÞDðgÞ� �T
and CðgÞbðgÞi ¼ dðgÞii
� �2:bðgÞi
ð28Þwhere bðgÞi represents the ith column of B(g) and bðgÞi
��� ��� ¼ 1and dðgÞii are the diagonal elements of D(g). Surfaces of equalprobability density of the random vector BðgÞDðgÞz gþ1ð Þ
k �N 0;CðgÞ� �
are (hyper-)ellipsoids whose main axes corre-spond to the eigenvectors of the covariance matrix. Thesquared lengths of the axes are equal to eigenvalues of thecovariance matrix.
In the following, the two adaptation mechanism of theCMA-ES are described: (1) the adaptation of the covariancematrix C(g) and (2) the adaptation of the global step size σ(g).
First, the evolution path p gþ1ð Þc is calculated by:
p gþ1ð Þc ¼ 1� ccð Þ:pðgÞc
þffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffifficc: 2� ccð Þ
p:
ffiffiffim
psðgÞ xh i gþ1ð Þ
m � xh iðgÞm
� �|fflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflffl{zfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflffl}
¼ ffiffim
pBðgÞDðgÞ zh i gþ1ð Þ
m
ð29Þ
it is used to build the covariance matrix of generation g+1.
Cðgþ1Þ ¼ ð1� ccovÞ:CðgÞ þ ccov:pðgþ1Þc ðpðgþ1Þ
c ÞT ð30ÞC is updated with a symmetric matrix of rank one (right
summand in Eq. 30). Note here that using cc=1 in Eq. 29reduces the evolution path to
ffiffiffim
pBD zh im which is the mean
mutation step of the last generation multiplied byffiffiffim
p.
Choosing cc<1 makes the adaptation usually faster andmore reliable as the correlation between successive steps isexploited [33].
Second, to adapt the global step size σ, the evolutionpath p gþ1ð Þ
s is computed in anology to the evolution pathp(g+1). The difference between the two evolution paths isthat p gþ1ð Þ
s is not scaled by D(g), resulting in:
p gþ1ð Þs ¼ 1� csð Þ:pðgÞs
þffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffics : 2� csð Þ
p:
ffiffiffim
pBðgÞ zh i gþ1ð Þ
m|fflfflfflfflfflfflfflfflfflfflffl{zfflfflfflfflfflfflfflfflfflfflffl}¼BðgÞ DðgÞð Þ�1
BðgÞð Þ�1ffiffim
p
sðgÞxh i gþ1ð Þ
m � xh iðgÞmð Þð31Þ
The length of the evolution path determines the step sizefor generation g+1,
sgþ1 ¼ sðgÞ:exp1
ds
P gþ1ð Þs � b#n�� ��b#n
!ð32Þ
where b#n ¼ E N 0; Ið Þk k½ � is the expected length of a (0,I)normally distributed random vector, and dσ>1 is the
1194 Int J Adv Manuf Technol (2010) 48:1185–1203

damping parameter. b#n is approximated by b#n ffiffiffin
p �1� 1
4n þ 121n2
� �[34].
Equation 31 reveals that the length of the axes of themutation ellipsoid does not affect the global step sizeadaptation.
The strategy parameter and setting is discussed byHansen and Ostermeier [34] in detail, and the defaultsetting is used as follows:
cc ¼ 4
nþ 4; ccov ¼ 2
nþ ffiffiffi2
p� �2 ; cs ¼ 4
nþ 4ð Þ ; ds
¼ c�1s þ 1 ð33Þ
where the previous terms are defined by [33]:
cc ∈]0,1] (cumulation for distribution): determines thecumulation time for pc, which is roughly 1/cc.ccov ∈]0,1] (change rate of the covariance matrix C):for ccov=0, no change takes place.cσ ∈]0,1] (cumulation for step size): determines thecumulation time for pðgÞs , which is roughly 1/cc.dσ≥1 (damping parameter for step size): determines thepossible change rate of σ(g)in the genration sequence.
Initial values are P(0)=0, Pð0Þs ¼ 0, and the intialcovariance matrix C(0) is the identity matrix I.
4 Optimization procedure based on the mathematicsof response surface modelling
The characteristic functions which were selected to approx-imate the responses of the parts during the wiping diebending operation are the maximum bending load and thespringback. These last represent the objective functions ofthe optimization problem. Numerical and graphical optimi-zation methods were used in this part of work by choosingthe desired goals for each factor and response. For that, theRSM is used leading to a global representation ofapproximated functions at various sampled points of designspace. Therefore, a MATLAB [43] based programs weredeveloped in this work for which all computations werecarried out.
The variables retained in this study, C and Rd, arereported to the sheet thickness t such that the adimensionalvariables are defined as:
C ¼ C
tand Rd ¼ Rd
tð34Þ
For each measured response, a normalisation is carriedout allowing to make easier the interpretation of theresults and which permits the generalisation of themethod for all type of variables. In all what follows,
the maximum bending load Fbendingmax , and the springback θ
are normalised to the yield force Fy and to the desiredbending angle (α=90°), respectively, in such a mannerthan the relative values of the responses can be written bythe following ratios:
F ¼ Fbendingmax =Fy ð35Þ
q %ð Þ ¼ q � 90
90
� �� 100 ð36Þ
where Fy is the yield force calculated by multiplying thearea of the initial section of the part S by the yield stress σyof the used material.
Fy ¼ S � sy ð37Þ
Polynomial regression methods are commonly used tocreate response surface functions from a set of sampled data[44]. The general form of the approximate functions can begiven by the following relation:
bY ðX Þ ¼ F x1; x2; x3; :::; xnð Þ þ " ð38Þ
where bY ðX Þ is the estimate of the target function at a pointin the parameter space having n independent coordinatesX ¼ x1; x2; x3; :::; xnð Þ. ε represents other sources of vari-ability not accounted for in bY . It includes effects such asexperimental measurement error or numerical convergenceerror. In this study, we adopted a quadratic polynomialapproximations in view to represent two models for theobjective functions of maximum relative bending load andrelative springback. Both can be formulated in the formdefined by Eq. 4.
Optimization is carried out in the search range of dieradius and punch-sheet clearance in order to determine theoptimal values of these process parameters guaranting theminimization of bending load and springback. The multi-objective function can be defined as follows:
Minimize F ¼ f1 C;Rd
� � ð39aÞ
Minimize q ¼ f2 C;Rd
� � ð39bÞ
Subject to
Rdmin � Rd � Rdmax ð40aÞ
Cmin � C � Cmax ð40bÞ
Int J Adv Manuf Technol (2010) 48:1185–1203 1195
The adequate final mathematical models in terms of listedfactors are given below:
F ¼ 0:356� 0:147Rd � 0:419C þ 0:056R2d
� 0:0545C2 þ 0:221RdC ð41aÞ
q ¼ 2:933þ 1:595Rd þ 5:596C � 0:352R2d
þ 35:476C2 þ 5:343RdC ð41bÞ
4.1 The global evolution of maximum bending loadand springback
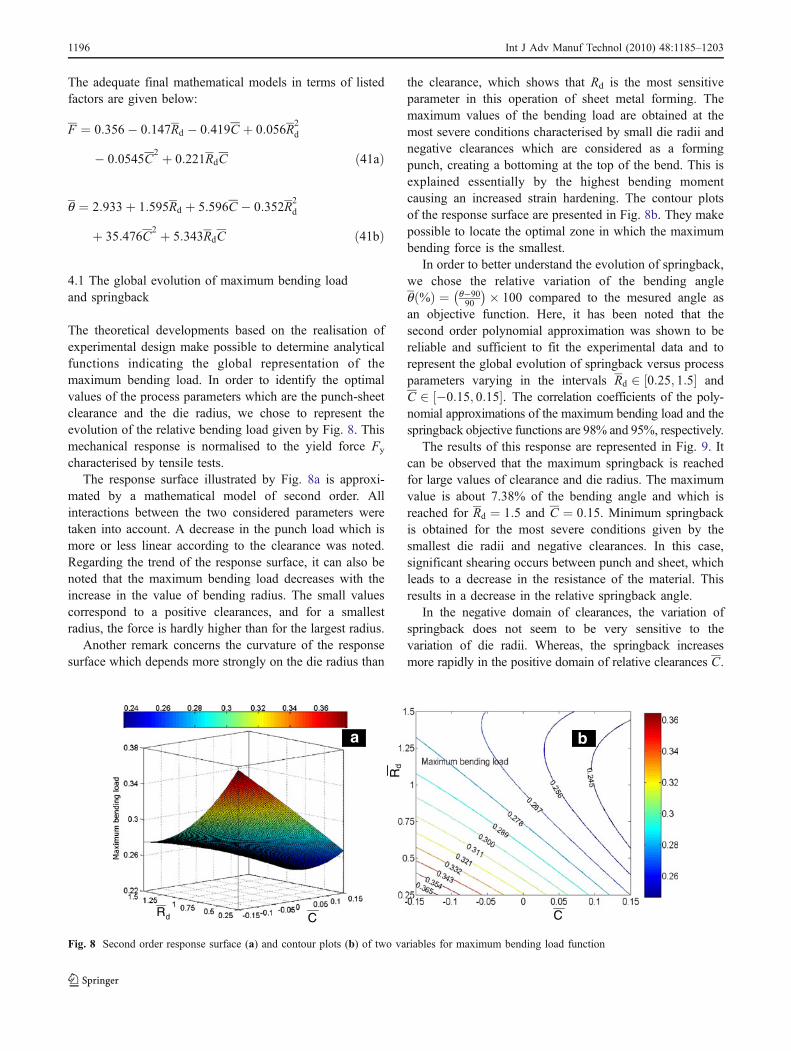
The theoretical developments based on the realisation ofexperimental design make possible to determine analyticalfunctions indicating the global representation of themaximum bending load. In order to identify the optimalvalues of the process parameters which are the punch-sheetclearance and the die radius, we chose to represent theevolution of the relative bending load given by Fig. 8. Thismechanical response is normalised to the yield force Fy
characterised by tensile tests.The response surface illustrated by Fig. 8a is approxi-
mated by a mathematical model of second order. Allinteractions between the two considered parameters weretaken into account. A decrease in the punch load which ismore or less linear according to the clearance was noted.Regarding the trend of the response surface, it can also benoted that the maximum bending load decreases with theincrease in the value of bending radius. The small valuescorrespond to a positive clearances, and for a smallestradius, the force is hardly higher than for the largest radius.
Another remark concerns the curvature of the responsesurface which depends more strongly on the die radius than
the clearance, which shows that Rd is the most sensitiveparameter in this operation of sheet metal forming. Themaximum values of the bending load are obtained at themost severe conditions characterised by small die radii andnegative clearances which are considered as a formingpunch, creating a bottoming at the top of the bend. This isexplained essentially by the highest bending momentcausing an increased strain hardening. The contour plotsof the response surface are presented in Fig. 8b. They makepossible to locate the optimal zone in which the maximumbending force is the smallest.
In order to better understand the evolution of springback,we chose the relative variation of the bending angleq %ð Þ ¼ q�90
90
� �� 100 compared to the mesured angle asan objective function. Here, it has been noted that thesecond order polynomial approximation was shown to bereliable and sufficient to fit the experimental data and torepresent the global evolution of springback versus processparameters varying in the intervals Rd 2 0:25; 1:5½ � andC 2 �0:15; 0:15½ �. The correlation coefficients of the poly-nomial approximations of the maximum bending load and thespringback objective functions are 98% and 95%, respectively.
The results of this response are represented in Fig. 9. Itcan be observed that the maximum springback is reachedfor large values of clearance and die radius. The maximumvalue is about 7.38% of the bending angle and which isreached for Rd ¼ 1:5 and C ¼ 0:15. Minimum springbackis obtained for the most severe conditions given by thesmallest die radii and negative clearances. In this case,significant shearing occurs between punch and sheet, whichleads to a decrease in the resistance of the material. Thisresults in a decrease in the relative springback angle.
In the negative domain of clearances, the variation ofspringback does not seem to be very sensitive to thevariation of die radii. Whereas, the springback increasesmore rapidly in the positive domain of relative clearances C.
a b
Rd
CdR C
Fig. 8 Second order response surface (a) and contour plots (b) of two variables for maximum bending load function
1196 Int J Adv Manuf Technol (2010) 48:1185–1203
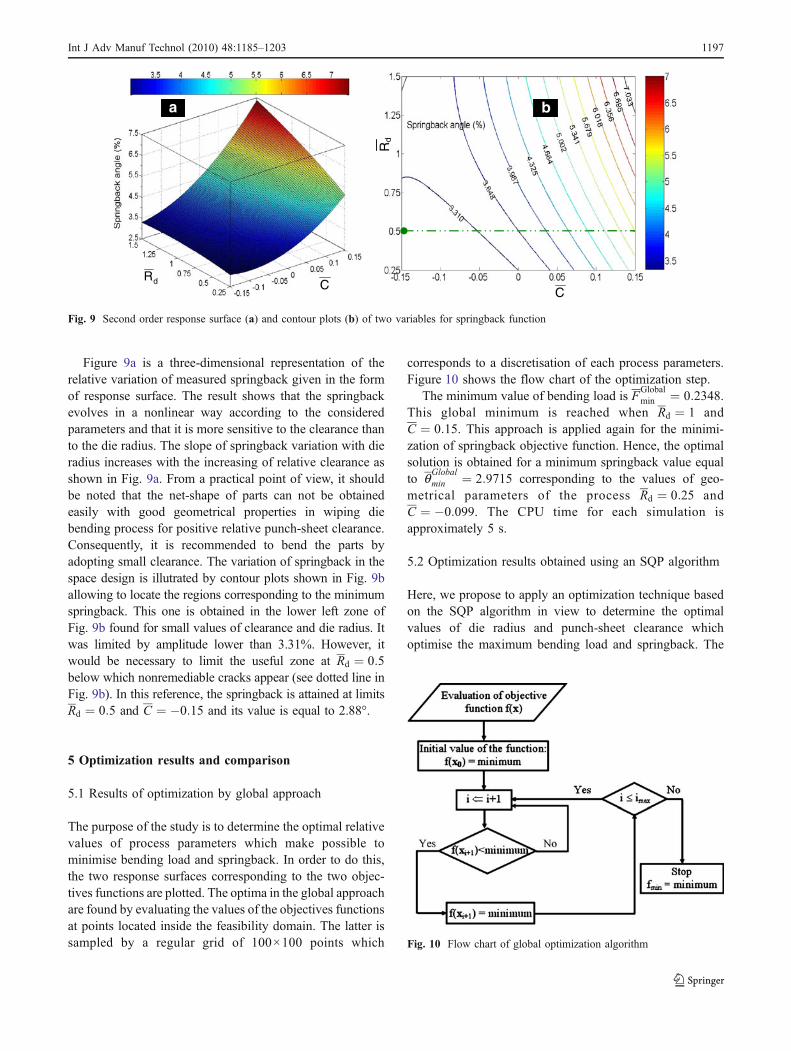
Figure 9a is a three-dimensional representation of therelative variation of measured springback given in the formof response surface. The result shows that the springbackevolves in a nonlinear way according to the consideredparameters and that it is more sensitive to the clearance thanto the die radius. The slope of springback variation with dieradius increases with the increasing of relative clearance asshown in Fig. 9a. From a practical point of view, it shouldbe noted that the net-shape of parts can not be obtainedeasily with good geometrical properties in wiping diebending process for positive relative punch-sheet clearance.Consequently, it is recommended to bend the parts byadopting small clearance. The variation of springback in thespace design is illutrated by contour plots shown in Fig. 9ballowing to locate the regions corresponding to the minimumspringback. This one is obtained in the lower left zone ofFig. 9b found for small values of clearance and die radius. Itwas limited by amplitude lower than 3.31%. However, itwould be necessary to limit the useful zone at Rd ¼ 0:5below which nonremediable cracks appear (see dotted line inFig. 9b). In this reference, the springback is attained at limitsRd ¼ 0:5 and C ¼ �0:15 and its value is equal to 2.88°.
5 Optimization results and comparison
5.1 Results of optimization by global approach
The purpose of the study is to determine the optimal relativevalues of process parameters which make possible tominimise bending load and springback. In order to do this,the two response surfaces corresponding to the two objec-tives functions are plotted. The optima in the global approachare found by evaluating the values of the objectives functionsat points located inside the feasibility domain. The latter issampled by a regular grid of 100×100 points which
corresponds to a discretisation of each process parameters.Figure 10 shows the flow chart of the optimization step.
The minimum value of bending load is FGlobalmin ¼ 0:2348.
This global minimum is reached when Rd ¼ 1 andC ¼ 0:15. This approach is applied again for the minimi-zation of springback objective function. Hence, the optimalsolution is obtained for a minimum springback value equalto q
Globalmin ¼ 2:9715 corresponding to the values of geo-
metrical parameters of the process Rd ¼ 0:25 andC ¼ �0:099. The CPU time for each simulation isapproximately 5 s.
5.2 Optimization results obtained using an SQP algorithm
Here, we propose to apply an optimization technique basedon the SQP algorithm in view to determine the optimalvalues of die radius and punch-sheet clearance whichoptimise the maximum bending load and springback. The
b
Rd
a
CdR
C
Fig. 9 Second order response surface (a) and contour plots (b) of two variables for springback function
Fig. 10 Flow chart of global optimization algorithm
Int J Adv Manuf Technol (2010) 48:1185–1203 1197
average calculation time for solving the two optimizationproblems was about 25 s.
5.2.1 Minimization of the maximum bending load
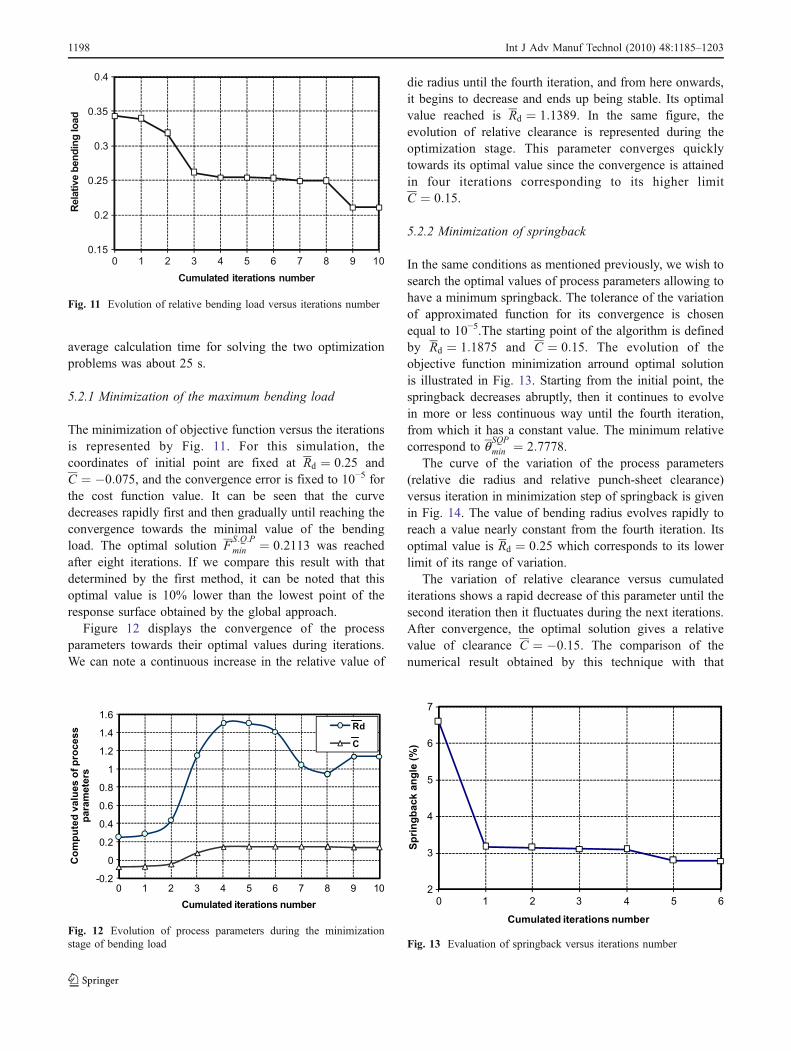
The minimization of objective function versus the iterationsis represented by Fig. 11. For this simulation, thecoordinates of initial point are fixed at Rd ¼ 0:25 andC ¼ �0:075, and the convergence error is fixed to 10−5 forthe cost function value. It can be seen that the curvedecreases rapidly first and then gradually until reaching theconvergence towards the minimal value of the bendingload. The optimal solution F
S:Q:Pmin ¼ 0:2113 was reached
after eight iterations. If we compare this result with thatdetermined by the first method, it can be noted that thisoptimal value is 10% lower than the lowest point of theresponse surface obtained by the global approach.
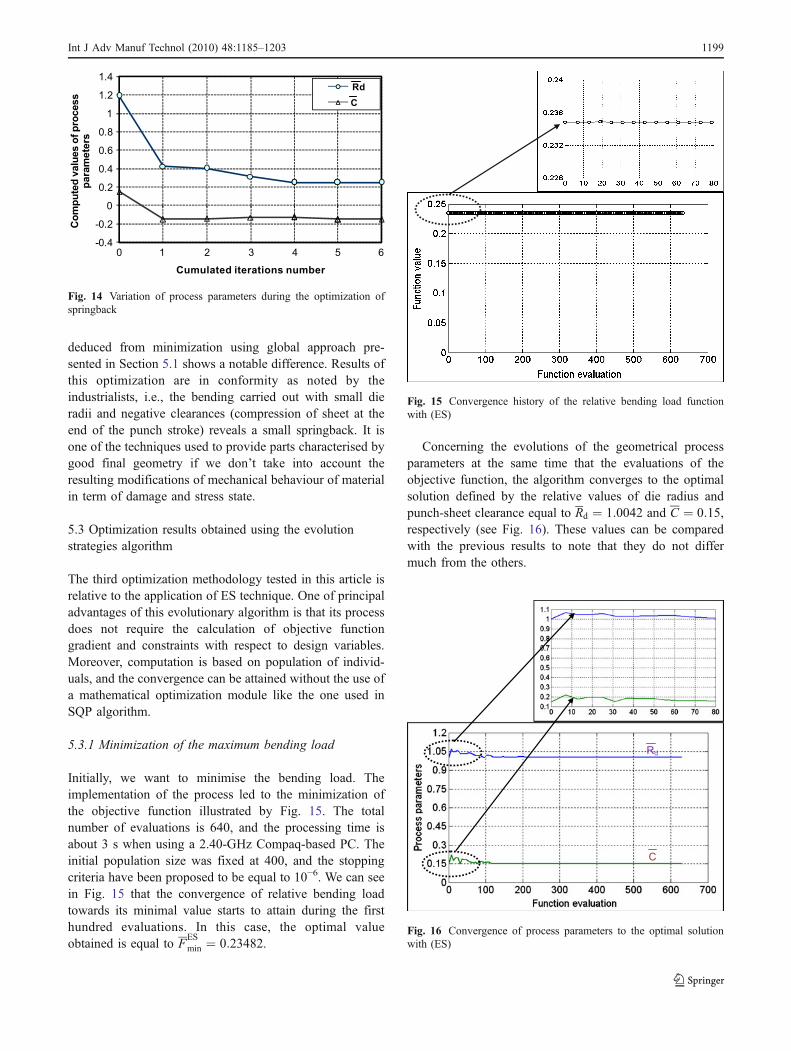
Figure 12 displays the convergence of the processparameters towards their optimal values during iterations.We can note a continuous increase in the relative value of
die radius until the fourth iteration, and from here onwards,it begins to decrease and ends up being stable. Its optimalvalue reached is Rd ¼ 1:1389. In the same figure, theevolution of relative clearance is represented during theoptimization stage. This parameter converges quicklytowards its optimal value since the convergence is attainedin four iterations corresponding to its higher limitC ¼ 0:15.
5.2.2 Minimization of springback
In the same conditions as mentioned previously, we wish tosearch the optimal values of process parameters allowing tohave a minimum springback. The tolerance of the variationof approximated function for its convergence is chosenequal to 10−5.The starting point of the algorithm is definedby Rd ¼ 1:1875 and C ¼ 0:15. The evolution of theobjective function minimization arround optimal solutionis illustrated in Fig. 13. Starting from the initial point, thespringback decreases abruptly, then it continues to evolvein more or less continuous way until the fourth iteration,from which it has a constant value. The minimum relativecorrespond to q
SQPmin ¼ 2:7778.
The curve of the variation of the process parameters(relative die radius and relative punch-sheet clearance)versus iteration in minimization step of springback is givenin Fig. 14. The value of bending radius evolves rapidly toreach a value nearly constant from the fourth iteration. Itsoptimal value is Rd ¼ 0:25 which corresponds to its lowerlimit of its range of variation.
The variation of relative clearance versus cumulatediterations shows a rapid decrease of this parameter until thesecond iteration then it fluctuates during the next iterations.After convergence, the optimal solution gives a relativevalue of clearance C ¼ �0:15. The comparison of thenumerical result obtained by this technique with that
2
3
4
5
6
7
0 1 2 3 4 5 6
Sp
rin
gb
ack a
ng
le (
%)
Cumulated iterations number
Fig. 13 Evaluation of springback versus iterations number
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 1 2 3 4 5 6 7 8 9 10
Co
mp
ute
d v
alu
es
of
pro
ce
ss
para
mete
rs
Cumulated iterations number
Rd
C
Fig. 12 Evolution of process parameters during the minimizationstage of bending load
0.15
0.2
0.25
0.3
0.35
0.4
0 1 2 3 4 5 6 7 8 9 10
Rela
tive b
en
din
g lo
ad
Cumulated iterations number
Fig. 11 Evolution of relative bending load versus iterations number
1198 Int J Adv Manuf Technol (2010) 48:1185–1203
deduced from minimization using global approach pre-sented in Section 5.1 shows a notable difference. Results ofthis optimization are in conformity as noted by theindustrialists, i.e., the bending carried out with small dieradii and negative clearances (compression of sheet at theend of the punch stroke) reveals a small springback. It isone of the techniques used to provide parts characterised bygood final geometry if we don’t take into account theresulting modifications of mechanical behaviour of materialin term of damage and stress state.
5.3 Optimization results obtained using the evolutionstrategies algorithm
The third optimization methodology tested in this article isrelative to the application of ES technique. One of principaladvantages of this evolutionary algorithm is that its processdoes not require the calculation of objective functiongradient and constraints with respect to design variables.Moreover, computation is based on population of individ-uals, and the convergence can be attained without the use ofa mathematical optimization module like the one used inSQP algorithm.
5.3.1 Minimization of the maximum bending load
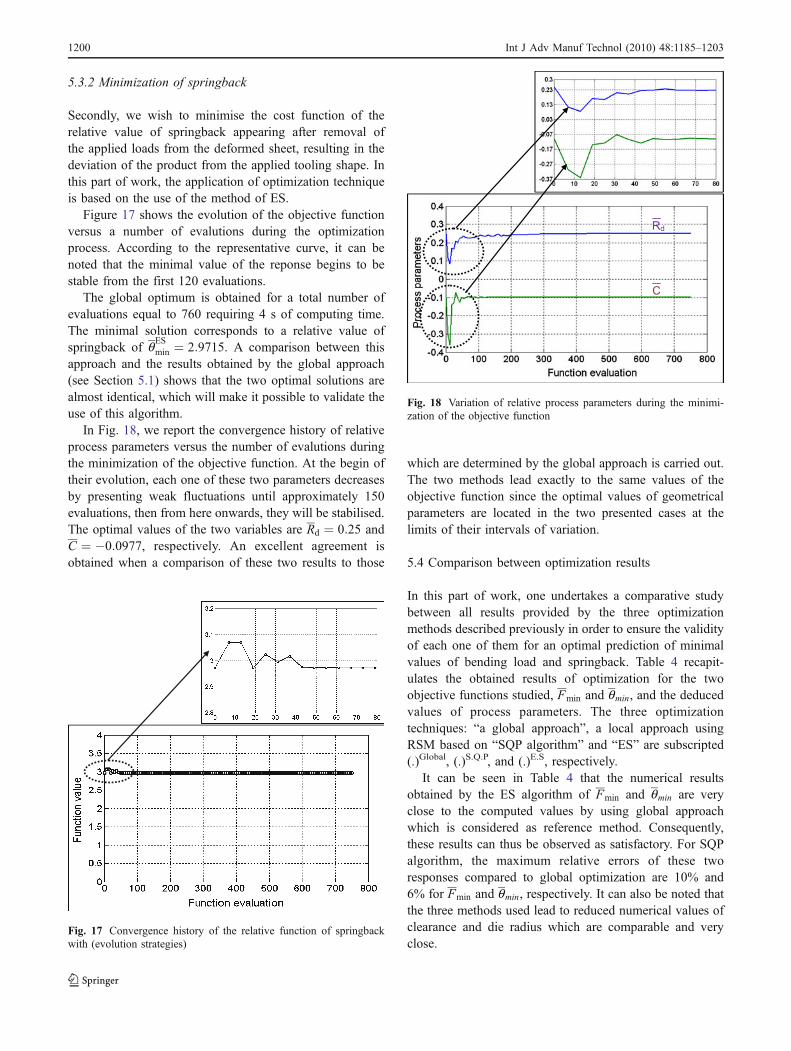
Initially, we want to minimise the bending load. Theimplementation of the process led to the minimization ofthe objective function illustrated by Fig. 15. The totalnumber of evaluations is 640, and the processing time isabout 3 s when using a 2.40-GHz Compaq-based PC. Theinitial population size was fixed at 400, and the stoppingcriteria have been proposed to be equal to 10−6. We can seein Fig. 15 that the convergence of relative bending loadtowards its minimal value starts to attain during the firsthundred evaluations. In this case, the optimal valueobtained is equal to F
ESmin ¼ 0:23482.
Concerning the evolutions of the geometrical processparameters at the same time that the evaluations of theobjective function, the algorithm converges to the optimalsolution defined by the relative values of die radius andpunch-sheet clearance equal to Rd ¼ 1:0042 and C ¼ 0:15,respectively (see Fig. 16). These values can be comparedwith the previous results to note that they do not differmuch from the others.
C
Rd
Fig. 16 Convergence of process parameters to the optimal solutionwith (ES)
Fig. 15 Convergence history of the relative bending load functionwith (ES)
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 1 2 3 4 5 6
Co
mp
ute
d v
alu
es o
f p
rocess
para
mete
rs
Cumulated iterations number
Rd
C
Fig. 14 Variation of process parameters during the optimization ofspringback
Int J Adv Manuf Technol (2010) 48:1185–1203 1199
5.3.2 Minimization of springback
Secondly, we wish to minimise the cost function of therelative value of springback appearing after removal ofthe applied loads from the deformed sheet, resulting in thedeviation of the product from the applied tooling shape. Inthis part of work, the application of optimization techniqueis based on the use of the method of ES.
Figure 17 shows the evolution of the objective functionversus a number of evalutions during the optimizationprocess. According to the representative curve, it can benoted that the minimal value of the reponse begins to bestable from the first 120 evaluations.
The global optimum is obtained for a total number ofevaluations equal to 760 requiring 4 s of computing time.The minimal solution corresponds to a relative value ofspringback of q
ESmin ¼ 2:9715. A comparison between this
approach and the results obtained by the global approach(see Section 5.1) shows that the two optimal solutions arealmost identical, which will make it possible to validate theuse of this algorithm.
In Fig. 18, we report the convergence history of relativeprocess parameters versus the number of evalutions duringthe minimization of the objective function. At the begin oftheir evolution, each one of these two parameters decreasesby presenting weak fluctuations until approximately 150evaluations, then from here onwards, they will be stabilised.The optimal values of the two variables are Rd ¼ 0:25 andC ¼ �0:0977, respectively. An excellent agreement isobtained when a comparison of these two results to those
which are determined by the global approach is carried out.The two methods lead exactly to the same values of theobjective function since the optimal values of geometricalparameters are located in the two presented cases at thelimits of their intervals of variation.
5.4 Comparison between optimization results
In this part of work, one undertakes a comparative studybetween all results provided by the three optimizationmethods described previously in order to ensure the validityof each one of them for an optimal prediction of minimalvalues of bending load and springback. Table 4 recapit-ulates the obtained results of optimization for the twoobjective functions studied, Fmin and qmin, and the deducedvalues of process parameters. The three optimizationtechniques: “a global approach”, a local approach usingRSM based on “SQP algorithm” and “ES” are subscripted(.)Global, (.)S.Q.P, and (.)E.S, respectively.
It can be seen in Table 4 that the numerical resultsobtained by the ES algorithm of Fmin and qmin are veryclose to the computed values by using global approachwhich is considered as reference method. Consequently,these results can thus be observed as satisfactory. For SQPalgorithm, the maximum relative errors of these tworesponses compared to global optimization are 10% and6% for Fmin and qmin, respectively. It can also be noted thatthe three methods used lead to reduced numerical values ofclearance and die radius which are comparable and veryclose.
C
Rd
Fig. 18 Variation of relative process parameters during the minimi-zation of the objective function
Fig. 17 Convergence history of the relative function of springbackwith (evolution strategies)
1200 Int J Adv Manuf Technol (2010) 48:1185–1203
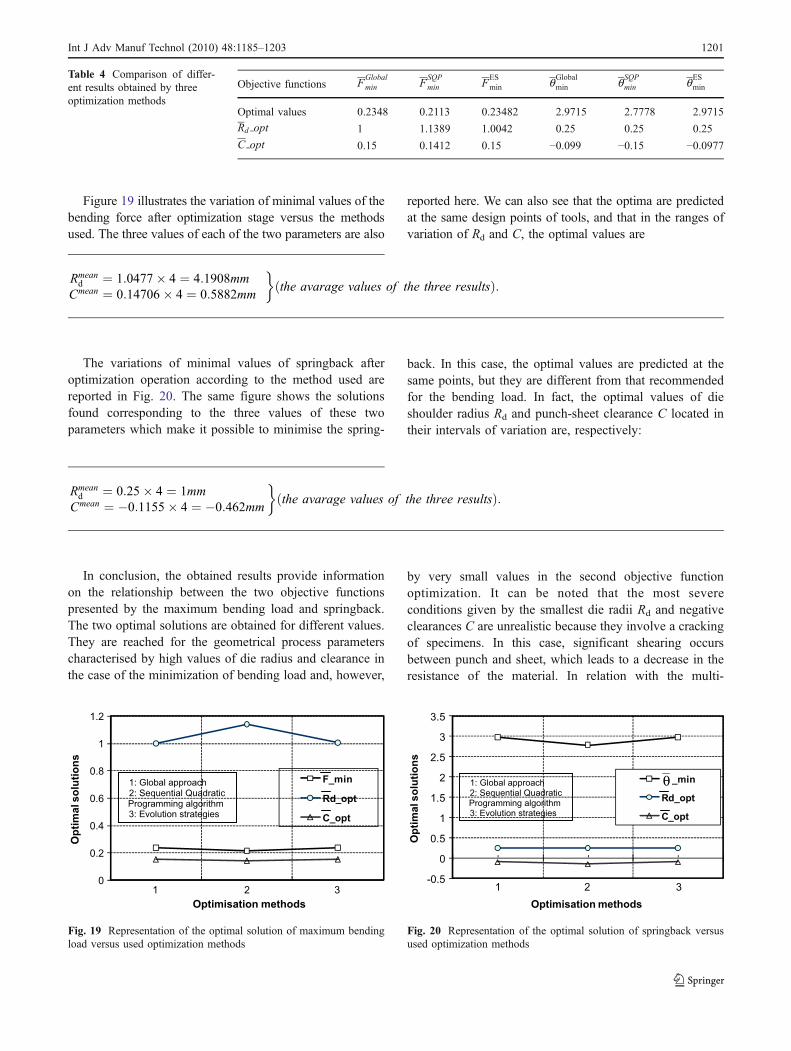
Figure 19 illustrates the variation of minimal values of thebending force after optimization stage versus the methodsused. The three values of each of the two parameters are also
reported here. We can also see that the optima are predictedat the same design points of tools, and that in the ranges ofvariation of Rd and C, the optimal values are
Rmeand ¼ 1:0477� 4 ¼ 4:1908mm
Cmean ¼ 0:14706� 4 ¼ 0:5882mm
�the avarage values of the three resultsð Þ:
The variations of minimal values of springback afteroptimization operation according to the method used arereported in Fig. 20. The same figure shows the solutionsfound corresponding to the three values of these twoparameters which make it possible to minimise the spring-
back. In this case, the optimal values are predicted at thesame points, but they are different from that recommendedfor the bending load. In fact, the optimal values of dieshoulder radius Rd and punch-sheet clearance C located intheir intervals of variation are, respectively:
Rmeand ¼ 0:25� 4 ¼ 1mm
Cmean ¼ �0:1155� 4 ¼ �0:462mm
�the avarage values of the three resultsð Þ:
In conclusion, the obtained results provide informationon the relationship between the two objective functionspresented by the maximum bending load and springback.The two optimal solutions are obtained for different values.They are reached for the geometrical process parameterscharacterised by high values of die radius and clearance inthe case of the minimization of bending load and, however,
by very small values in the second objective functionoptimization. It can be noted that the most severeconditions given by the smallest die radii Rd and negativeclearances C are unrealistic because they involve a crackingof specimens. In this case, significant shearing occursbetween punch and sheet, which leads to a decrease in theresistance of the material. In relation with the multi-
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
1 2 3
Op
tim
al so
luti
on
s
Optimisation methods
_min
Rd_opt
C_opt
1: Global approach 2: Sequential Quadratic
Programming algorithm 3: Evolution strategies
θ
Fig. 20 Representation of the optimal solution of springback versusused optimization methods
0
0.2
0.4
0.6
0.8
1
1.2
1 2 3
Op
tim
al so
luti
on
s
Optimisation methods
F_min
Rd_opt
C_opt
1: Global approach 2: Sequential Quadratic
Programming algorithm 3: Evolution strategies
Fig. 19 Representation of the optimal solution of maximum bendingload versus used optimization methods
Objective functions FGlobalmin F
SQPmin F
ESmin q
Globalmin q
SQPmin q
ESmin
Optimal values 0.2348 0.2113 0.23482 2.9715 2.7778 2.9715
Rd opt 1 1.1389 1.0042 0.25 0.25 0.25
C opt 0.15 0.1412 0.15 −0.099 −0.15 −0.0977
Table 4 Comparison of differ-ent results obtained by threeoptimization methods
Int J Adv Manuf Technol (2010) 48:1185–1203 1201

objective optimization, it is thus necessary to restrict theinterval of variation of die radii between 2 and 6 mm and toadopt a small positive values of clearnaces if we wish toobtain resistant parts without defects.
6 Conclusions
The mechanical and geometrical quality of parts manufac-tured by means of a wiping die bending process depends onthe choice of the main process parameters, i.e., the dieradius and the clearance between the sheet metal and thetools. In order to minimise the responses represented byFmax (maximum punch force), and θ (springback duringunloading), an experimental approach based on the use of(DoE) technique is investigated. A comparison betweenthree optimization methods is done in this work. Morespecifically, the results obtained by two algorithms: AnRSM based on the SQP and an ES algorithm show goodagreement with a global approach. However, for the SQPapproximation, we observed that the choice of the initialpoint plays a crucial role in the convergence towards theoptimal solution. The search of the optimum was based onthe minimization of an objective function, which takes intoaccount of geometrical constraints. In this case, the SQP ismore accurate and gives a solution better than those givenby the other methods (the values of the objective functionsgiven by SQP are less than those given by GA and ES).
As an example, the optimization algorithms were appliedto optimise the die shoulder radius and punch-sheetclearance in order to minimise the maximum bending loadand springback. In the case of the minimization of bendingload, the optimum determined by all methods is obtainedapproximately for the same value of the relative clearanceC ¼ 0:147 and for slightly different values of the dieradius. The maximum value of the relative error does notexceed 10%. It was found that the ES is a powerfuloptimization tool with respect to its robustness and itsconvergence speed. Moreover, the major advantage of thisalgorithm is that it does not require the gradient to becalculated. Concerning the optimization of springback,good agreement was found between the results determinedusing the global approach and the ES. The minimal valuescalculated by each of these optimization techniques lead toalmost identical values for the process parameters given byRd ¼ 0:25 and C ¼ �0:09.
In conclusion, the results determined by the three methods:“a global approach (GA)”, “a local approach” using RSMbased on SQP, and “ES” allowed to show a good coherencebetween them and the reliability of each one of thesealgorithms used.
Acknowledgements The authors gratefully acknowledge the sup-port of Deville SA Company in providing the blank material andmaterial specification. They also thank Dr. Bellett Daniel and FadteGirish for their helpful comments and suggestions.
Open Access This article is distributed under the terms of theCreative Commons Attribution Noncommercial License which per-mits any noncommercial use, distribution, and reproduction in anymedium, provided the original author(s) and source are credited.
References
1. Xu L, Reinikainen T, Ren W, Ping Wang B, Han Z, Agnoafer D(2004) A simulation-based multiobjective design optimisation ofelectronic packages under thermal cycling and bending. Micro-electron Reliab 44:1977–1983
2. Wu HC, Altan T (2004) Process optimisation in stamping—a casestudy for flanging a clutch hub from steel plate. J Mater ProcessTechnol 146:8–19
3. Oral S, Darendeliler H (1997) The optimum die profile for thecylindrical bending of plates. J Mater Process Technol 70:151–155
4. Naceur H, Guo YQ, Batoz JL (2004) Blank optimization in sheetmetal forming using an evolutionary algorithm. J Mater ProcessTechnol 151:183–185
5. Bahloul R (2005) Optimisation du procédé de pliage sur pressesde pièces en tôles à Haute Limite d’Élasticité. Thèse de doctorat àl’École Nationale Supérieure d’Arts et Métiers d’Angers. InFrench: Optimisation of the bending process of High StrengthLow Alloy sheet metal
6. Tekiner Z (2004) An experimental study on the examination ofspringback of sheet metals with several thicknesses and propertiesin bending dies. J Mater Process Technol 145:109–117
7. Inamdar MV, Date PP, Desai UB (2000) Studies on the predictionof springback in air vee bending of metallic sheets using anartificial neural network. J Mater Process Technol 108:45–54
8. Kleijnen JPC (2005) An overview of the design and analysis ofsimulation experiments for sensitivity analysis. Eur J Oper Res164:287–300
9. Şehirlioğlu AK, Özler C (2008) The use of mixture experiments intolerance allocation problems. Int J Adv Manuf Technol 35:769–777
10. Ben Ayed L, Delamézière A, Batoz JL, Knopf-Lenoir C (2005)Optimization of the blankholder force distribution in deepdrawing. In Proc of the first invited COST 526 Conference onAutomatic Process Optimization in Materials Technology, Mor-schach, Switzerland, pp 229–235
11. Romero VJ, Swiler LP, Giunta AA (2004) Construction of responsesurface based on lattice-sampling experimental designs withapplication to uncertainty propagation. Struct Saf 26:201–219
12. Sacks J, Welch WJ, Mitchell TJ, Wynn HP (1989) Design andanalysis of computer experiments. Stat Sci 4(4):409–435
13. Simpson TW,Maurey TM, Korte JJ, Mistree F (1998) Comparison ofresponse surface and kriging models for multidisciplinary designoptimization. In Proc of the seventh Americain Institute of Aeronau-tics and Astronautics/USAF/NASA/ISSMO Symposium on Multi-disciplinary Analysis & Optimisation, St. Louis, 4755, pp 1–11
14. Sakata S, Ashida F, Zako M (2003) Structural optimization usingKriging approximation. Comput Methods Appl Mech Eng192:923–939
15. Bahloul R, Mkaddem A, Dal Santo Ph, Potiron A (2006) Sheetmetal bending optimisation using response surface method,
1202 Int J Adv Manuf Technol (2010) 48:1185–1203
numerical simulation and design of experiments. Int J Mech Sci48(9):991–1003
16. Benyounis KY, Olabi AG, Hashmi MSJ (2005) Optimizing thelaser-welded butt joints of medium carbon steel using RSM. JMater Process Technol 164(165):986–989
17. Bahloul R, Dal Santo Ph, Potiron A (2005) Optimisation ofprocess parameters in wiping die bending operation in order tominimise of stresses and Lemaitre’s damage. In Proc ESA-FORM’05 International Conference on Material Forming, Cluj-Napoca, Romania, pp 159–162
18. Barthelemy JFM, Haftka RT (1993) Approximation concepts foroptimum structural design—a review. Struct Optim 5:129–144
19. Haftka RT, Scott EP (1996) Optimization and experiments—asurvey. In: Tatsumi T, Watanabe E, Kambe T (eds) Proceedings ofthe XIX International Congress of Theoretical and AppliedMechanics. Kyoto, Japan, pp 303–321
20. Box GEP, Wilson KB (1951) On the experimental attainment ofoptimum conditions. J R Stat Soc B13:1–45
21. Hosder S, Watson LT, Grossman B, Mason WH, Kim H, Haftka RT,Cox SE (1998) Polynomial response surface approximations for themultidisciplinary design optimization of high speed civil transport.Technical Reports of NCSTRL at Virginia Tech CS(TR–01–03)
22. Myers RH, Montgomery DC (2002) Response surface methodol-ogy: process and product optimization using designed experi-ments, 2nd edn. Wiley, New York
23. Roux WJ, Stander N, Haftka RT (1998) Response surfaceapproximations for structural optimization. Int J Numer MethodsEng 42:517–534
24. Kurtaran H, Eskandarian A, Marzougui D, Bedwi NE (2002)Crashworthiness design optimization using successive responsesurface approximations. Comput Mech 29:409–421
25. Stander N (2001) The successive response surface method appliedto sheet-metal forming. In Proc of the first MIT Conference onComputational Fluid and Solid Mechanics, Boston, pp 481–485
26. Kleiber M, Knabel J, Rojek J (2002) Reliability assessment in metalforming operations. In Proc of the Fifth World Congress onComputational Mechanics (WCCMV), Vienna, Austria, pp 39–40
27. Lancster P, Salkauskas K (1986) An introduction: curve andsurface fitting. Academic, San Diego
28. Breitkopf P, RassineuxA, Villon P (2002) An introduction to movingleast squares meshfree methods. Rev Europ Elem Finis 11:825–868
29. Breitkopf P, Rassineux A, Villon P, Saannouni K, Cherouat H (2001)Meshfree operators for consistent field transfer in large deformationplasticity. In Proc of ECCOMAS-ECCM, Cracow, Poland, pp 275
30. Rassineux A, Breitkopf P, Villon P (2003) Simultaneous surfaceand tetrahedron mesh adaptation using mesh free techniques. Int JNumer Meth Engng 57:371–389
31. Krishnamurthy T (2003) Response surface approximation withaugmented and compactly supported radial basis functions. InProc of the forty fourth AIAA/ASME/ASCE/AHS/ASC Struc-
tures, Structural Dynamics, and Materials Conference, Norfolk,Virginia, pp 7561
32. McDonald DB, Grantham WJ, Tabor WL, Murphy MJ (2000)Response surface model development for global/local optimiza-tion using radial basis functions. In Proc of the eighth AmericanInstitute of Aeronautics and Astronautics AIAA 2000-4776/USAF/NASA/ISSMO Symposium on Multidisciplinary Analysis& Optimisation, Long Beach, California, pp 1–9
33. Hansen N, Ostermeier A (2001) Completely derandomized self-adaptation in evolution strategies. Evol Comput 9(2):159–195
34. Hansen N, Ostermeier A (1997) Convergence properties ofevolution strategies with the derandomized covariance matrixadaptation: The (μ/μI, λ)-CMA-ES. In Proc of the fifth EuropeanCongress on Intelligent Techniques and Soft Computing, Aachen,Germany, pp 650–654
35. Hansen N, Müler SD, Koumoutsakos P (2003) Reducing thetime complexity of the derandomized evolution strategy withCovariance Matrix Adaptation (CMA-ES). Evol Comput 11(1):1–18
36. Bahloul R, Ben Eléchi S, Dal Santo Ph, Naceur H, Potiron A(2006) Optimisation of bending process by means of responsesurface and moving least squares methods. Far East J Appl Math22(1):25–54
37. Livatyali H, Altan T (2001) Prediction and elimination ofspringback in straight flanging using computer aided designmethods. Part 1: Experimental investigations. J Mater ProcessTechnol 117:262–268
38. Park DH, Yarlagadda P (2008) Effects of punch load for ellipticaldeep drawing product of automotive parts. Int J Adv ManufTechnol 35:814–820
39. Bahloul R, Ben Eléchi S, Potiron A (2006) Optimisation ofspringback predicted by experimental and numerical approach byusing reponse surface methodology. J Mater Process Technol173:101–110
40. Naceur H, Guo YQ, Ben-Elechi S (2006) Response surfacemethodology for design of sheet forming parameters to controlspringback effects. Comput Struct 84:1651–1663
41. Breitkopf P, Rassineux A, Savignat JM, Villon P (2004)Integration constraint in diffuse element method. Comput Meth-ods Appl Mech Eng 193:1203–1220
42. Häussler-Combe U, Korn C (1998) An adaptive approach with theElement-Free-Galerkin method. Comput Methods Appl Mech Eng162:203–222
43. The Math Works Inc (2002) MATLAB Reference Guide. TheMath Works Inc, Natick
44. Bahloul R, Dal Santo Ph, Potiron A (2004) Shape optimisation ofautomotive security-parts regarding the influence of residualstresses and material damage. In Proc of the fourth EuropeanCongress on Computational Methods in Applied Sciences andEngineering, Finland, pp 490
Int J Adv Manuf Technol (2010) 48:1185–1203 1203





























