Embed Size (px)
Citation preview

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
96
COMPARISON OF 100 TORR AND 200 TORR BPSG
LAYER DEPOSITED USING SUB ATMOSPHERIC
CHEMICAL VAPOUR DEPOSITION (SACVD) PROCESS.
Jagadeesha T
Department of Mechanical Engineering National Institute of Technology,Calicut
E-Mail: [email protected]
Louis Kim
Thin Film Division Chartered Semiconductor Manufacturing
Woodlands, Singpaore
Thammaiah Gowda
Department of Industrial & Production Engineering AIT,Chikmagalur
ABSTRACT:
Borophosphosilicate glass (BPSG) is most commonly used as poly-metal
interlevel dielectric film. BPSG layer is obtained by doping silicon dioxide with
phosphorous and boron. Phosphorous can trap mobile ions. Silicon dioxide with higher
phosphorus concentration will facilitate the reflow smoothing but is detrimental to the
metallization, because of aluminium corrosion. Adding boron can reduce the reflow
temperature further. Present work focuses on a new low pressure BPSG process that can
be used for Flash memory and Logic devices. It is shown that films with phosphorus and
boron concentrations in the range of 1.85-9.15 elemental wt% are deposited with film
thickness 6000 Å/14000 Å BPSG and 100 Torr process has been found to achieve more
stable film thickness. Decreasing the deposition pressure from 200 to 100 Torr results in
a 50% increase in the deposition rate of twin-wafer SACVD BPSG and has zero effect on
film properties. Throughput has been improved by 20% on SACVD PMD BPSG
application.
International Journal of Advanced Research in Engineering and Technology (IJARET), ISSN 0976 – 6480(Print) ISSN 0976 – 6499(Online) Volume 1 Number 1, May - June (2010), pp. 96-104 © IAEME, http://www.iaeme.com/ijaret.html
IJARET © IAEME

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
97
Keywords: BPSG, PSG, Low pressure BPSG, SACVD
1. INTRODUCTION
Advances in integrated circuit fabrication technology over the past two decades
have resulted in integrated circuits with smaller device dimensions, larger area and
complexity. Many integrated circuits now have features, such as traces or trenches that
are significantly less than a micron across. While the reduction in feature size has
allowed higher device density, more complex circuits, lower operating power
consumption and lower cost, the smaller geometries have also given rise to new
problems, or have resurrected problems that were once solved for larger geometries
(Haruhisa Kinoshita et al., 2004).
One example of a manufacturing challenge presented by submicron devices is the
ability to completely fill a narrow trench in a void-free manner while keeping the thermal
budget of the trench-filling process at a minimum. For example, in order to meet the
manufacturing requirements of 0.18 micron geometry devices and below, a BPSG layer
may be required to fill 0.1 micron wide and narrower gaps having an aspect ratio of up to
6:1. At the same time, these manufacturing requirements demands minimum thermal
budget (Arbinda Das et al., 2008).
Borophosphosilicate glass (BPSG) is used in the semiconductor industry as
separation layers between the polysilicon gate/interconnect layer and the first metal layer
of MOS transistors. Such a separation layer is often referred to as pre-metal dielectric
(PMD) layer because it is deposited before metal layers. PMD is used to electrically
isolate portions of the first deposited metal layer from the semiconductor substrate. It is
important for PMD layers to have good planarization and gap-fill characteristics (Chi
Wen Liu et al., 1995). BPSG deposition methods have been developed to meet these
characteristics and often include planarizing of the layer by heating it above its reflow
temperature so that it flows as a liquid. The reflow process enables the BPSG to fill
trenches of small width with high-aspect ratio (Werner K et al., 1991). Osorio et al.
(1993) have demonstrated that the heating necessary to reflow a BPSG layer can be
achieved using either the rapid thermal pulse (RTP) method or a conventional furnace in
either a dry (e.g., N2 or O2) or wet (e.g., steam H2 /O2) ambient. Standard BPSG films

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
98
are formed by introducing a phosphorus-containing source and a boron-containing source
into a processing chamber along with silicon-and oxygen-containing sources.
Triethylphosphate (TEPO), triethylphosphite (TEPi), trimethylphosphate (TMOP),
trimethylphosphite (TMPi), and similar compounds contain phosphorus as dopant
constituent. Similarly, Trietbylborate (TEB), trimethylborate (TMB), and similar
compounds contain boron as dopant constituent. Figure 1 shows the device application of
BPSG layer.
Figure 1 Device application of BPSG layer In general, doped oxides used for the reflow process contain 6 to 9 wt %
phosphorus (Adam et al., 1981). Silicon dioxide with higher phosphorous concentration
will facilitate the reflow smoothing but is detrimental to the metallization, because of
aluminium corrosion. After the doped silicon oxide is deposited, a subsequent heating is
necessary until the oxide softens and flows. In addition to the phosphorous concentration,
the reflow morphology of the doped silicon dioxide can also be determined by heating
temperature, heating time, heating rate, and heating ambient. Sometimes, boron dopants
are added to the phosphorous –doped silicon dioxide to further reduce the softening
temperature by decreasing the glass viscosity (Levy and Nassau, 1981).

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
99
2. EXPERIMENTAL DETAILS
Experimental work has been conducted using commercially available SACVD
system known as ProducerTM. Figure 2 shows the Producer platform that combines the
productivity benefits of twin wafer handling with the advantages of single wafer
processing. Twin process chambers permit simultaneous processing of two wafers side by
side in separate environments, resulting in ultra high productivity. Up to three twin
chambers can be mounted on the platform, allowing for simultaneous processing of six
wafers. The gas inlets, chamber pressure and pumping capability are shared within a twin
chamber, providing reliability, ease of maintenance and reduced capital expenses.
However; spacing, RF power and processing time can be optimized for the two chambers
separately. Producer also utilizes remote plasma clean technology to address
environmental concerns reduces wear on the process kit and also minimizes the
processing time.
Figure 2 Producer Tool used for deposition process
This work provides a new and improved process for filling small-width, high-
aspect ratio gaps with a BPSG layer. The present invention deposits a low pressure BPSG
layer over a small-width, high-aspect ratio gap that requires filling with a dielectric
material and reflows the layer in a rapid thermal pulse (RTP) furnace. It is shown that by
changing the process pressure from standard 200 Torr to 100 Torr, deposition rate can be
increased. The relation between the pressure versus deposition rate was first established

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
100
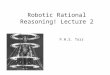
0
1000
2000
3000
4000
5000
50 70 100 150 200 250 300
Pressure (Torr)
Dep
osit
ion
Rate
(A
/min
) Dep Rate (A/min)
using the producer tool equipped with PLIS (Precision Liquid Injection System).The
effect of the other parameters were also studied and found that pressure had greater
influence on the deposition rate and Figure 3 shows the other parameters considered and
Figure 4 shows the effect of varying the pressure of process.
Figure 3 Process parameters studied to optimize the BPSG parameters
Figure 4 Effect of pressure on deposition rate in BPSG process. 3. RESULTS AND DISCUSSION
3.1 Deposition rate
In order to improve device characteristics and to use the deposited dielectric and
polysilicon films in various applications, the properties of these films are important.
Deposition rate is a critical parameter which affects the throughput of wafers and is a
good indicator of wafer fabrication unit’s performance.Other parameters such as
refractive index, film stress, dielectric strength, and leakage current , all significantly

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
101
determine the film properties and even the applications of these deposited oxide
films.The stress in silicon dioxide can change the film quality. Tensile stress in silicon
dioxide may induce crack in the films. Stress in silcion dioxide depends on the deposition
rate, deposition temperature , post annealing cycle, dopant concentration, film porosity,
and water content. Hence, the processing of silicon dioxide should be carefully
controlled. Table 1 shows the comparison between 100 Torr and 200 Torr processes.
Process parameters indicated in the Table 1 are the average values of measurement taken
over 240 wafers and for various technology nodes ranging from 0.13 micron to 0.1
micron devices. It is clear from the experimental results that 100 Torr gives lowest
processing time. Range difference up to 500 Å is observed between chamber 1 and
chamber 2. This difference is due to heater and other hardware settings. The range can be
further reduced by fine tuning of hardware.
100 Torr 200 Torr Process parameter Unit
Chamber
1
Chamber
2
Chamber 1 Chamber
2
Thickness (A) 14494 14538 14561 14523 Deposition rate (A/min) 3370 3391 2342 2336 Deposition time (s) 258 386 Range (A) 164 535 297 825 Uniformity (%) 0.80 0.65 1.29 0.96 Refractive Index - 1.4849 1.4852 1.4888 1.4689 Stress – as deposited MPa 46.8 43.9 42.1 39.1 Stress – after RTA MPa -18 -19 -16 -19.6 B dopant Concentration (wt %) 1.83 1.84 1.87 1.86 B dopant Concentration range
(wt %) 0.04 0.07 0.06 0.05
P dopant Concentration (wt %) 9.113 9.117 9.129 9.134 P dopant Concentration range
(wt %) 0.081 0.24 0.066 0.05
Particle adder @0.2 micron for 6000 A thickness
- <50 <50 <50 <50
Throughput WPM 7875 6550 TEOS consumption mgm 850 850 TEPO consumption mgm 110 151 CMP removal rate (A/min) 3092 3109 3083 3113 WEER - 19.35 19.13 19.78 19.75
Table 1 Comparison of 100 Torr and 200 Torr BPSG Processes

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
102
3.2 Thicknes Range Improvement and TEPO usage reduction
The step coverage of deposited oxides can be improved by planarization. Lower
thickness range is better for planarization operation like Chemical mechanical polishing.
Summary of four important performance parameters are indicated in Table 2. Range
mprovement of 54.2 % is seen for 100 Torr process compared to 200 Torr process. Wafer
output from one twin chamber of Producer system for 100 Torr process is 7875 WPM
(wafers per month) whereas, it is only 6550 WPM for 200 Torr process. In other words,
cost per wafer using 100 Torr process is less compared to 200 Torr process. In addition,
100 Torr process gives 37.2% saving in TEPO usage.
Process parameter Unit 100 Torr 200 Torr Saving/Improvement
Deposition time (s) 258 386 49.6% Thickness Range (A) 535 825 54.2% TEPO usage mgm 110 151 37.2% Wafer output WPM 7875 6550 20.1%
Table 2 Comparison of 100 Torr and 200 Torr processes in terms of performance parameters.
3.3 Yield results
For use in ULSI devices the reliability of silicon dioxide is important. Hence , the
time for failure and charge to breakdown under constant voltage or constant current stress
are analysed to determine the oxide quality. The stress in silicon dioxide can change the
film quality. Table 3 and Table 4 shows the yield results of the 100 Torr and 200 Torr
processes. Experiments were conducted on different devices using different technology
nodes. Yield results are quite comparable and the 100 Torr processes give better yield ,
which is desirable from the productivity point of view.It can also be observed that the 100
Torr processes are technology node and device independent.
Table 3 Yield results obtained using 100 Torr for different technology nodes and devices
Lot ID Technology Node Device CP1(%) CP2(%)
S1 1 D1 87 87.6 S2 1 D2 87.6 84.3 S3 1 D3 86.6 85.5 S4 1 D4 75.5 75.6 S5 2 D5 84.3 83.3 S6 2 D6 80.32 78.91 S7 2 D7 80.67 77.25

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
103
Table 4 Yield results obtained using 200 Torr for different technology nodes and devices 3.4 Gap filling capability
Figure 5 shows step coverage for 100 Torr BPSG and 200 Torr BPSG processes.
Both processes give completely uniform or conformed step coverage. The film thickness
along the walls and at the bottom of step are constant. As the reactants or reactive
intermediates adsorb on the surface and then rapidly migrate along the surface before
reaction, the resulting films will have a uniform surface concentration on the substrate
and constant thickness. It is important to avoid cusp formation, it will be unfavorable for
subsequent metal deposition.
Figure 5 Gap filling capability of 100 Torr BPSG layer and 200 Torr BPSG layers 4. CONCLUSIONS
In this paper, a new and improved process for filling small-width, high-aspect
ratio gaps with a Borophosphosilicate glass (BPSG) layer has been presented. The
present invention deposits low pressure BPSG layer over a small-width, high-aspect ratio
gap that requires filling with a dielectric material and reflows the layer in a rapid thermal
Lot ID Technology Node Device CP1 (%) CP2(%)
S1 1 D1 84.0 85.3 S2 1 D2 61.8 60 S3 1 D3 87.2 86.2 S4 1 D4 74.8 74.7 S5 2 D5 81.8 78.8 S6 2 D6 75.4 72.9 S7 2 D7 82.9 80.3

International Journal of Advanced Research in Engineering and Technology (IJARET) ISSN 0976 – 6480(Print), ISSN 0976 – 6499(Online) Volume 1, Number 1, May - June (2010), © IAEME
104
pulse (RTP) furnace. It is shown that by changing the process pressure from standard 200
Torr to 100 Torr, deposition rate can be increased. Range improvement of 54.2 % is seen
for 100 Torr process compared to 200 Torr process. Cost per wafer using 100 Torr
process is less compared to 200 Torr process due to high deposition rate and low TEPO
usage.100 Torr process gives 37.2% saving in TEPO usage. Yield results and gap filling
capabilities of both processes are comparable. The feasibility of the new fabrication
process has been demonstrated with production wafers and found to be technology node
and device independent.
REFERENCES
1. Adams A.C., et al., 1981. Planarization of Phosphorous –doped silicon dioxide. J.
Electrochemical Society. 128, 423-429
2. Arbinda Das, et al., 2008. Phosphorous doped as a pre-metal-dielectric for sub 50
nm technology nodes. J. of Microelectronic Engineering. 85, 2085-2088
3. Chi Wen Liu, et al., 1995. Chemical mechanical polishing of PSG and BPSG
dielectric films: The effect of phosphorous and boron concentration, Journal of
Thin Solid Films. Volume 270, 1995, Pages 607-611.
4. Haruhisa Kinoshita, et al., 2004. Chemical vapour deposition of SiO2 films by
TEOS/O2 supermagnetron plasma, J. of Surface Engineering, Surface
Instrumentation and Vacuum Technology. 76, 19-22.
5. Levy, R.A., et al., 1986. Reflow mechanism of contact bias in VLSI processing. J.
Electrochemical Society. 133, 1417-1428
6. Osorio, S. P. A., et al., 1993. Effect of annealing on the composition of PECVD
borosilicate and borophosphosilicate glasses, J. of applied surface science. 70,
772-776.
7. Voulgaris, et al., 2005. RF power effect on TEOS/O2 PECVD of silicon oxide
thin films, J. of Surface coating and technology. 200, 351-354.
8. Werner K., et al., 1991. Simultaneous deposition and fusion flow planarization of
borophosphosilicate glass in a new chemical vapour deposition reactor, J. of Thin
Solid Films. 206, 64-69.