Embed Size (px)
Citation preview

NON-SHIELDING CORROSION COATINGS
PRESENTATION FOR CORROSION COATINGS
FOR NEW PIPES, GIRTH WELDS &
REHABILITAITON AND MAINTENANCE
PETROMARYS

NON SHIELDING CORROSION
COATINGS
NEW PIPES, REHABILITAITON / MAINTENANCE
AND GIRTH WELDS

Non-shielding Coating System - RD-6
3

Corrosion Solutions
҉ Corrosion Solutions
End-to-endComplete solutions in
Corrosion prevention Systems

Customers

About PetroMarys
Established in 2002
Head Office in Jebel Ali Free Zone, Dubai
Branch office in Pakistan with trained and certified staff in Pakistan
Contracting and trading companies in Abu Dhabi, Dubai and Sharjah.
Having a mix of engineers, diploma holders, trained and certified staff
Provide corrosion prevention and mitigation solutions – integrity assessment, pipeline structural and coatings rehabilitation services.

About Polyguard Products Inc.
Polyguard is a 100% employee owned company having head office and manufacturing facility in Ennis, Texas, US.
It has been manufacturing speciality coatings for more than 50 years.
The company started manufacturing RD-6® Non Shielding Corrosion Coating in 1988.
Since 1988 it has been extensively used in US and in more than 35 countries in the world.

RD-6 Regional References
DOW – Supply of RD-6 Corrosion Coatings for 6” New Pipeline for Dock Chemicals Pipelines
DUSUP – Supply of RD-6 Corrosion Coatings for Rehabilitation & Maintenance Coatings for 24” Pipeline
DEWA – Rehabilitation of Underground Pipeline Coating with RD-6 for 24” Gas Pipelines and Furnace
Oil Lines
Emarat Petroleum – Supply of RD-6 Corrosion Coatings for Rehabilitation & Maintenance for 24”
Pipeline
GASCO, Abu Dhabi – Trial application of RD-6 coating on 42” pipeline
Dolphin Energy – Supply of RD-6 Coating System for Rehabilitation & Maintenance Coatings for 12” to
48” Diameters Pipelines
SSGC – Supply of RD-6 Corrosion Coatings for New Pipes
POL – Supply of RD-6 Corrosion Coatings for Rehabilitation and Maintenance for 6” Pipeline
Mari Petroleum – Trial Application on 8” Pipeline
Saudi ARAMCO + DOW Refinery – New Pipelines 6-12 Inches
SWC-Saudi – Girth Welds up to 96”

COATINGS WISH LIST vs RD-6 COMPLIANCE
Characteristic RD-6 Compliance
Remarks/Value
For New Distribution Lines Yes Perfect Application – 20Y Material
Warranty
Girth Welds – 3LPE Coating Yes Compatible with 3LPE, FBE, Coal
Tar etc. (except Wax Tapes) –
GASCO 42” and Saudi 96”
Re-coating on Transmission
Lines
Yes ExxonMobil while testing 29 other
coating technologies has rated RD-
6 as No. 1 Rehabilitation &
Maintenance Coating
Cold Application Yes No Heat, Torch – Safe

COATINGS WISH LIST vs RD-6 COMPLIANCE
Characteristic RD-6 Compliance
Remarks/Value
Good Resistance to Dis-
bondment
Yes CD = < 5mm @ 23C for 30 Days & Tmax = <
10mm @ 66C (PE Tapes = 20mm @ 50C)
Non Shielding Yes Since last 26 years in field and lab proven
Non Shielding
Good Electric Insulation Yes Good Resistance to Electrical Interference Di-
electric Strength > 12 kV
Minimal Harm to HSE Yes Environmentally Benign, User Friendly, NO
VOC’s or Toxic Material
Machine Application in Yard
& Field
Yes Hand Applied & with Machines > 6”

COATING’S WISH LIST vs RD-6 COMPLIANCE (Additional)
Characteristic RD-6 Compliance
Remarks/Value
Simple – 1 Layer, 1” Overlap Yes Excellent Soil Stress Resistance
Excellent Adhesion Properties Yes Peel Adhesion Value 3.5 kN/m @ 23C
Simple Machinery Yes Fast, 1-2 persons handling
Self-Healing Yes Can heal punctures, cuts etc
Excellent Soil Stress
Resistance
Yes Non Bonded Outer-wrap acts as a sacrificial
slip layer and saves RD-6
Minimal Surface Preparation Yes ST-3 (Wire Brush)
No Mix or Cure Time Yes Back-fill immediately

Cost Comparison w/o Field Applied Coating Technologies
Coating System Cost Comparison
with RD-6
Life in Years Shielding
Hot Bitumen/Coal Tar
(Carcenogenic, Hot
Application)
15 – 20% Expensive 15 Y Yes
Poly Ethylene (PE) Tapes 10 – 15% Expensive 15 Y Yes
Visco Elastic Coatings 30-40% Cheaper 20 Y Yes
RD-6 N/A 20-25Y No

Understanding Shielding?
A large percent of corrosion failures on cathodically protected structures are associated with dis-bonded coatings that shield cathodicprotection currents.
Please see the video

Shielding – any PE, PVC Backing will Shield CP Current

Cathodic Shielding – Under Girth Welds?

Cathodic Shielding – Under Girth Welds?
NACE defines shielding as;
“Preventing or diverting the cathodic protection current from its intended path”
NACE Standard RP0169-2002, Control of External Corrosion on Underground or Submerged
Metallic Piping Systems,
NACE International, Houston Texas 77084-4906, p3.
www.nace.org/nacestore/dept.asp?Cat%5FID=2905
FBE
•Current reaches water
•pH raised >9
•No significant
Shrink Sleeve
•Current shielded from
water
•pH remains <9
RD-6™
•Current reaches water
•pH raised >9
No significant corrosion

Internal
Surface of
Steel Pipe
Wall
SS or
tape
compoun
d
Solid film backing of
SS or tape does not
allow current to enter
if disbondment
occurs and water is
present.
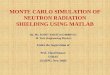
WHEN WATER IS PRESENT UNDER THE COATING PAST THE OVERLAP
TYPICAL CURRENT FLOW PATH FOR SHRINK SLEEVE OR SOLID FILM
BACKED TAPE COATINGS
When water is present under a shrink sleeve or solid
film tape coating, corrosion and SCC can occur
because CP is shielded! Water pH usually 5 to 7.
Primer if
required
Current protects pipe
where the coating is
missing.
Return path for CP
current through the pipe
steel
CP current from ground bed

Internal Surface of
Steel Pipe Wall
RD-6 compound
RD-6 woven geo-
textile fabric backing
allows current to
enter at overlaps
only if disbondment
occurs and water is
present past the
overlap.
WHEN WATER IS PRESENT UNDER THE COATING PAST THE OVERLAP
TYPICAL CURRENT FLOW PATH FOR RD-6 COATING
Water under the coating because of improper tension,
surface preparation or application, but RD-6 allows CP
to protect the pipe and changes the pH to 9 to 13!
CP current from ground bed
Polyguard
600 Primer
Return path for CP current
through the pipe steel

Internal Surface of
Steel Pipe Wall
RD-6 compound
RD-6
woven
geo-
textile
fabric
backing
WHEN PROPER TENSION IS USED, HELIX AREA IS COMPLETELY
SEALED WITH COMPOUND, THEREFORE NO WATER IS PRESENT AND
CP CURRENT CAN NOT PENETRATE TO THE STEEL.
Helix area of overlap is completely filled with
compound with proper application tension,
therefore no CP or water can penetrate!
CP current from ground bed
Polyguard
600 Primer
TYPICAL CURRENT FLOW PATH FOR RD-6 COATING

Soil Stress Impact
One of the most common reasons coating fail – PE Tapes very much prone to failure because of poor adhesion, high elongation
Most severe forces with soil stress occur in the first 6 months of a coating life-span as soil settles, expands and contracts
Polypropylene Mesh is much less flexible and elongating than PE material
RD-6 stretch to break point is < 20%
PE Tapes expands from 200% to 400% - forming wrinkles – water penetrates creating corrosion
SP-6 (Non Bonded) Outerwrap – strongly recommended and acts as a sacrificial slip layer over the RD-6

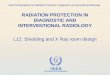
SOIL STRESS FORCES
Considerable
weight and
pressure starts
the movement
of the coating.
Significant
downward forces
occur here to start
the wrinkling and
disbondment of
shrink sleeves and
solid film tapes.
The downward
and side ways
pressure in this
area is significant
because the ditch
line restricts the
soil path and
causes more
stress on the
coating as it
compacts around
the pipe.
Very little stress
in this area.
Typical areas of disbondment
and wrinkling of shrink sleeves
and solid film backed tapes
where water penetrates and
corrosion can occur.
Ditch line
Soil effects on stretchy type pipeline coatings

SOIL STRESS FORCES
Considerable
weight and
pressure starts
the downward
movement of
the coating .
Significant
downward forces
occur here to cause
the wrinkling and
disbondment if SP-
6 outer wrap is not
used.
The downward
and side ways
pressure in this
area is significant
because the ditch
line restricts the
soil path and
causes more
stress on the
coating as it
compacts around
the pipe.
Very little stress
in this area.
Ditch line
SP-6 Outer wrap takes the
stress, and slips or
wrinkles, leaving the RD-6
without damage.
SP-6 non-bonded outer-wrap enhances soil
stress resistance of RD-6
RD-6

Soil Stress – Wrinkle on a 10” Pipe

Soil Stress – Visco Elastic Coating Failing

Fails Famous for Failing , DISBONDMENT
Shields/Impedes CP Currents Corrosion, Pitting under dis-bonded portions
2 Layer, 50% O/L Coating System
Poor Adhesion Poor Soil Stress Resistance
Mechanical Resistance Not Good Strikes & Punctures are Easy
Soil Stress – PE Tapes Issues
Corrosion under dis-bonded PE Tapes – Failed & shielded CP Currents Wrinkling Under Solid Back (PE) Tapes

Most Tape Coatings recommend Commercial Blast
Most will also allow for power or hand brush very Poor Adhesion
Soil Stress – PE Tapes Issues
Solid-film backed PE Tapes, failure caused from Soil Stress. Water penetrates, CP is blocked or limited

MESH-BACKED COATINGS SYSTEM
Understanding Polypropylene Mesh-Backed Coating System RD-6
A 25 Years Success Story

29
In 1970’s and 80’s companies begin to find wrinkling in the solid film backed tapes from
soil stress, pipe movement, poor surface preparation etc.
This caused to loose adhesion, allowing water to penetrate causing massive corrosion
Cathodic Shielding Coatings suffered from different form of corrosion EC, SCC and
caused many companies to remove ALL Tapes coatings from their list of corrosion
coatings
Polyguard then chose to make a coating system which will support CP
Basket Weave Design Mesh Backing:
Allows for current if → disbondment occurs and water is present
Very strong, with very little stretch → to provide resistance to soil stress
Allows compound to extrude through opening → compound to compound adhesion
at overlaps
Better adhesion than compound to solid film back tape coating system
Why Mesh-Backed Tape

30
1 layer – 1” Overlap – 50 mils
50% Overlap for transport to field, high water table/rocky soil conditions
Adhesive dries quickly
Can be used all day or following day, if covered quickly
Simple Machinery
Heating the pipe only to remove moisture or to bring the temperature of the
pipe surface to above dew point
No mix or cure times, back fill after holiday detection
65C tolerance, high temperature 77C
SP-6 Outerwrap accessory always recommended
Self-healing
Why Mesh-Backed Tape – Benefits

Girth Welds Coatings ~ Replacing Heat Shrink Sleeves
Rehabilitation Coatings ~ Replacing PE Tapes, Coal Tar and other Visco Elastic Coatings
New Pipes ~ PE Tapes Replacements
RD -6 Applications (Field Applied)

32
RD-6 for Girth Weld Coatings
Characteristic RD – 6 Shrink Sleeves
Cost Competitive Expensive
CP Shielding No – Field & Lab proven Yes, incase of dis-bondment
Torch/Flame needed for Application
(Safety)
No Yes
Primer Yes 2 Part Epoxies
Heating of Pipe Required No (Only when pipe is wet or temp. is < 7°C) Yes (Must pre-heat pipe + sleeves)
Human Error Factor No (Wrapster Machine) Yes, (Over-heating can cause sleeve to continue to
shrink and crack, under-heating does not allow proper
bonding)
Typical Time Required to Apply 3 – 5 Minutes 5 – 10 Minutes
Ease of Application No Special Tools required, brush or roller for
primer and Tape Wrapster for applying
Torches and Rollers required (Must pre-heat pipe to 120 –
195⁰F, but difficult to provide consist heat with torch.).
Overheating causes cracks and under-heating does not
allow proper-bonding
Affected by Soil Stress No (Excellent Bonding & resists Soil Stress Yes (Many examples of soil stress problems even when
properly applied and shielding issues)
Compatibility All (3LPE, FBE etc), except Wax All (Over-heating can damage 3LPE)

33
Heat/Flame/Torch Required → Safety Issues → Slow Production Rates
Proper Heating for both the Pipe + Sleeve Required → Improve Heating will either
cause improper bond/air pockets or Sleeve to Shrink More
Two Part Epoxies → Increases Complexity → Shoots Cost
Slow, Complex & Time-Taking Process
Expensive and Long Lead Times
Shielding – Proven in many failed cases
Manual Process and in demanding conditions, excessive heat or fatigue → proper
application depends upon the person working in the ditch → examples of improper
application on the next page
Heat Shrink Sleeves Problems

34
Heat Shrink Sleeves Problems – Over & Under Heating & Enclosure Strip

35
Heat Shrink Sleeves Problems – Shielding CP Current

36
No stripping of weld seams
Applied over dis-bonded coal tar allowing water to
migrate along weld seam under the RD-6
Incomplete primer application
Applied in Severe Soil Stress Area without proper
tension
No SP-6
Wrinkling
Water between RD-6 and Pipe
Study Cases – Shielding & Bad Application

37
Study Cases – pH b/w 9-10 under RD-6 and b/w 5-6 under Coal Tar

38
No stripping of weld seams
Applied over dis-bonded coal tar allowing water to
migrate along weld seam under the RD-6
Incomplete primer application
Applied in Severe Soil Stress Area without proper
tension
No SP-6
Wrinkling
Water between RD-6 and Pipe
Study Cases – Shielding & Bad Application

39
Proven Non Shielding Properties
Excellent soil stress resistance – superior adhesion
No heat required to apply – safe – simple application
Minimal Surface Preperation
1 Layer – 1” Overlap
Application – Faster
Resistance to Cathodic Disbondment
Compatible with all coating systems except wax tapes
With time RD-6 has displayed it Non Shielding property with many pipelines inspected
with ILI, ECDA and other exposures, even when rare disbondments have occurred, no
reports of significant corrosion, SCC or MIC problems have been associated with soild
back coatings.
Conclusion

40
RD-6 Pipeline Coating System in North American Market since 1988
Featured in Pipeline & Gas Journal – April 1991
Ranked #1 of 29 Pipeline Maintenance and Rehabilitation Coatings in
a test by Mobil – February 1995
One of the best of eleven evaluated “Field Applied External Pipeline
Coatings” in a test by Charter Coating Service Canada (Joint Industry
Project) in June 1997
Credentials

41
Illustrative Pictures

42
Illustrative Pictures

43
Illustrative Pictures

44
Illustrative Pictures

45
Illustrative Pictures

THANK YOU FOR YOUR INTEREST,
ATTENTION AND PATIENCE
46