Embed Size (px)
Citation preview

Compressive Strength and Heat Evolution of ConcretesContaining Palm Oil Fuel Ash
Vanchai Sata1; Chai Jaturapitakkul2; and Chaiyanunt Rattanashotinunt3
Abstract: The study of using palm oil fuel ash �POFA� in concrete work is just the beginning, and obtained data are very little ascompared to fly ash and silica fume. In order to collect experimental data, the effects of ground POFA �GPOFA� replacement rate up to30 wt % and water/binder �W/B� ratios of 0.50, 0.55, and 0.60 on normal concrete properties were studied. GPOFA with high fineness wasfound to be a possible pozzolanic material in concrete. Cement replacement of GPOFA at rates of 10 and 20% yielded higher compressivestrength than that of control concrete after 28 days of curing. In addition, heat evolution in terms of temperature rise of fresh concretedecreased with an increased of GPOFA replacement. For concrete with a W/B ratio of 0.50, the use of 30% GPOFA as a cementreplacement exhibited the lowest peak temperature rise. However, a decrease compressive strength at early age might be considered if ahigh replacement rate of GPOFA was used.
DOI: 10.1061/�ASCE�MT.1943-5533.0000104
CE Database subject headings: Ashes; Concrete; Biomass; Compressive strength.
Author keywords: Palm oil fuel ash; Pozzolan; Concrete; Heat evolution; Biomass ash.
Introduction
It is known that there are several causes of global warming, in-cluding CO2 from cement. Approximately 5% of total CO2 emis-sion is released to atmosphere, with about 0.7–1.1 t of CO2 beingemitted for every ton of cement production. CO2 emitted by ce-ment industry is composed of the following: 50% result from thecalcination of limestone; 40% from combustion of fuel in thekiln; and 10% from transportation and manufacturing operations�Bosoaga et al. 2009�. In order to reduce the amount of CO2
emission, cement manufactures can help by improving productionprocess. For concrete production, the reduction of cement contentin concrete by utilization of supplementary cementitious materialssuch as fly ash, blast-furnace slag, silica fume, metakaolin, naturalpozzolans, and biomass ash to replace cement is one of the solu-tions.
Palm oil is extracted from the fruit and copra of the palm oiltree. After the extraction process, waste products such as palm oilfibers, shells, and empty fruit brunches are burnt as biomass fuelto boil water, which generates steam for electricity and the extrac-tion process in palm oil mills. The result is palm oil fuel ash�POFA�, which is about 5%, by weight, of solid waste product. In
1Lecturer, Dept. of Civil Engineering, Khon Kaen Univ. �KKU�, KhonKaen 40002, Thailand �corresponding author�. E-mail: [email protected]
2Professor, Dept. of Civil Engineering, King Mongkut’s Univ. ofTechnology Thonburi �KMUTT�, Bangkok 10140, Thailand. E-mail:[email protected]
3Ph.D. Student, Dept. of Civil Engineering, King Mongkut’s Univ. ofTechnology Thonburi �KMUTT�, Bangkok 10140, Thailand. E-mail:[email protected]
Note. This manuscript was submitted on May 21, 2009; approved onMarch 17, 2010; published online on March 22, 2010. Discussion periodopen until March 1, 2011; separate discussions must be submitted forindividual papers. This paper is part of the Journal of Materials in CivilEngineering, Vol. 22, No. 10, October 1, 2010. ©ASCE, ISSN 0899-
1561/2010/10-1033–1038/$25.00.JOURNAL OF MA
Downloaded 15 Sep 2010 to 202.12.97.120. Redistribu
Thailand, a total of 5.4�106 t of fresh fruit brunches was pro-duced in 2005, resulting in high amount of solid waste and bio-mass ash, which tends to increase every year �Rangsan and Titida2007�. This biomass ash is not used, and most of it has to bedeposited in landfills, creating environmental problems. However,many researchers �Tay 1990; Hussin and Awal 1996; Awal andHussin 1997; Sukantapree et al. 2002; Sata et al. 2004� havefound that POFA can be used in the construction industry, specifi-cally as a supplementary cementitious material in concrete. In1990, Tay �1990� investigated the use of ash derived from oil-palm waste incineration in making blended cement; the resultsshowed that replacing 10–50% ash by weight of cementitiousmaterial in blended cement had no significant effect on segrega-tion, shrinkage, water absorption, density, or soundness of con-crete. Within the 20–50% replacement rate range, the decrease inthe compressive strength of concrete at various ages was almostproportional to the amount of ash in the blended cement, with theexception of 10% replacement. A few years later, Hussin andAwal �1996� studied the compressive strength of concrete con-taining POFA. The results revealed that it was possible to replaceat a level of 40% POFA without affecting compressive strength.The maximum compressive strength gain occurred at a replace-ment level of 30% by weight of binder. In addition, Awal andHussin �1997� revealed that POFA has good potential for sup-pressing expansion due to alkali-silica reactions.
In Thailand, Sukantapree et al. �2002� revealed that the com-pressive strength of mortar containing original POFA was low dueto the large particle size and high porosity of POFA. However,mortar containing ground POFA �GPOFA� with particles retainedon a 45-�m sieve �No. 325� of 4.3% gave a compressive strengthhigher than 100% of control mortar at the curing ages of 7 and 28days. Furthermore, a previous investigation �Sata et al. 2004� in-dicated that POFA with high fineness has a highly pozzolanicreaction and can be used as a supplementary cementitious mate-rial for producing high strength concrete.
However, study of POFA is just the beginning, and the ob-
tained data are scarce compared to studies of fly ash and silicaTERIALS IN CIVIL ENGINEERING © ASCE / OCTOBER 2010 / 1033
tion subject to ASCE license or copyright. Visithttp://www.ascelibrary.org

fume. In order to obtain experimental data for publication andutilize of POFA effectively which lead to reduce cement con-sumption and environmental problems, concretes containingPOFA are studied. The aim of this research is to study the com-pressive strength of concrete containing GPOFA at various re-placement levels �0, 10, 20, and 30%� and different W/B ratios�0.50, 0.55, and 0.60�. It is well established that the use of Port-land cement in concrete releases a lot of heat during the hydrationprocess. Under controlled condition, this spontaneous heating canbe beneficial with, for example, concrete in cold weather areas.On the other hand, heating may cause cracking from temperaturedifferences and lead to a reduction in the quality and durability ofconcrete �Hansen and Jensen 1998; Schutter 1999�. Therefore, theevolution of heat in terms of temperature rise of fresh concretecontaining GPOFA was investigated in concrete mixtures with aW/B ratio of 0.50.
Experimental Programs
Materials
The materials used in this study consisted of Type I Portlandcement, POFA from the southern part of Thailand, coarse and fineaggregates, Type F superplasticizer, and tap water.
Cement
Type I Portland cement was used in this study. The physical prop-erties and chemical composition are summarized in Tables 1 and2, respectively. The major oxides of Type I Portland cement wereCaO �65.4%�, SiO2 �20.9%�, Al2O3 �4.8%�, and Fe2O3 �3.4%�.SO3 and loss on ignition �LOI� were 2.7, and 1.0%, respectively.The specific gravity of cement was 3.15, with a mean particle size�d50� of 14.7 �m.
Table 1. Physical Properties of Type I Portland Cement and GPOFA
MaterialsSpecificgravity
Retainedon a number
325 sieve
Mean particlesize, d50
��m�
Cement 3.15 N/A 14.7
GPOFA 2.50 1.2 9.2
Table 2. Chemical Composition of Type I Portland Cement and GPOFA
Chemical composition�%� Type I Portland cement GPOFA
Silicon dioxide �SiO2� 20.9 42.5
Aluminum oxide �Al2O3� 4.8 0.9
Iron oxide �Fe2O3� 3.4 2.4
Calcium oxide �CaO� 65.4 11.0
Magnesium oxide �MgO� 1.2 7.1
Potassium oxide �K2O� 0.4 7.0
Sodium oxide �Na2O� 0.2 0.4
Sulfur trioxide �SO3� 2.7 2.2
Phosphorus pentoxide �P2O5� 0.0 5.7
LOI 1.0 20.9
SiO2+Al2O3+Fe2O3 29.1 45.8
1034 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / OCTO
Downloaded 15 Sep 2010 to 202.12.97.120. Redistribu
POFA
The original POFA was collected from a mill in Surathanee prov-ince in the southern part of Thailand. Original POFA was notsuitable for use as a pozzolanic material in concrete due to largeparticle size and high porosity �Sukantapree et al. 2002;Tangchirapat et al. 2007�. In addition, Cordeiro et al. �2004� andCordeiro et al. �2008� also showed that pozzolanic activity andthe filler effect of industrial ash depend on its particle size andfineness; thus, original POFA was ground by ball mill to a re-quired level of fineness until the retained particles on a No. 325sieve were less than 2% by weight and respected as GPOFA.Particle size distribution of GPOFA is shown in Fig. 1, and par-ticle shape, ascertained by scanning electron microscopy �SEM�,is presented in Fig. 2. As presented in Table 1, the mean particlesize �d50� of GPOFA is 9.2 �m, which is less than that of Type I
90
100
70
80
90
100
ng
50
60
70
80
90
100
ativePassing
(%)
GPOFA
30
40
50
60
70
80
90
100
CumulativePassing
(%)
Type I PortlandCement
GPOFA
10
20
30
40
50
60
70
80
90
100
CumulativePassing
(%)
Type I PortlandCement
GPOFA
0
10
20
30
40
50
60
70
80
90
100
0.1 1 10 100 1000
CumulativePassing
(%)
Type I PortlandCement
GPOFA
0
10
20
30
40
50
60
70
80
90
100
0.1 1 10 100 1000
CumulativePassing
(%)
Particle Size (micron)
Type I PortlandCement
GPOFA
Fig. 1. Particle size distribution of cement and GPOFA
Fig. 2. SEM of materials: �a� Type I Portland cement; �b� GPOFA
BER 2010
tion subject to ASCE license or copyright. Visithttp://www.ascelibrary.org

arse ag
Portland cement �14.7 �m�. The specific gravity of GPOFA is2.50, and the amount retained on a No. 325 sieve for GPOFA is1.2% �less than 2.0%�.
Chemical compositions analyzed by x-ray fluorescence spec-trometer of Type I Portland cement and GPOFA are shown inTable 2. GPOFA is found to have SiO2, Al2O3, Fe2O3, CaO, SO3,and LOI compositions of 42.5, 0.9, 2.4, 11.0, 2.2, and 20.9%,respectively. The high value of LOI in GPOFA is due to the burn-ing condition �fluidized bed combustion� under which the burningtemperature is about 800–900°C. Abdullah et al. �2006� foundthat the chemical composition of POFA consists of SiO2, Al2O3,Fe2O3, CaO, SO3, and LOI at levels of 52.2, 4.5, 5.4, 4.1, 2.2, and13.9%, respectively; they concluded that differences in the oper-ating systems of the palm oil mills are the major cause of differ-ences in the chemical composition of POFA.
Aggregates
The coarse aggregate used in this study was crushed limestonewith a maximum size of 20 mm, specific gravity of 2.7, finenessmodulus of 7.3, and water absorption of 0.5%. The fine aggregatewas local river sand, with a fineness modulus of 2.6, specificgravity of 2.6, and water absorption of 1.0%.
Mixture Proportions and Testing
Based on the high water requirement of POFA concrete �Sukan-tapree et al. 2002�, mixture proportions were approximated, fol-lowed by modification of trial mixes to obtain homogeneous andworkable fresh concrete. All concretes had the same binder con-tent of 350 kg /m3; the ratio of fine-to-coarse aggregate was keptconstant at 45:55 by volume, and a superplasticizer was employedin order to maintain the slump of fresh concrete between 50 and100 mm. The W/B ratios of the concrete were varied as 0.50,0.55, and 0.60.
CT0.50, CT0.55, and CT0.60 were control concretes in whichType I Portland cement was used as a binder with W/B ratios of0.50, 0.55, and 0.60, respectively. For all W/B ratios, Type I Port-land cement was replaced by GPOFA at rates of 10, 20, and 30%by weight of binder. Concrete mixture proportions are summa-
Table 3. Concrete Mixture Proportions
Mixturenumber Symbol OPC GPOFA F
1 CT0.50 350 —
2 CT0.55 350 —
3 CT0.60 350 —
4 GPOFA-0.50–10 315 35
5 GPOFA-0.50–20 280 70
6 GPOFA-0.50–30 245 105
7 GPOFA-0.55–10 315 35
8 GPOFA-0.55–20 280 70
9 GPOFA-0.55–30 245 105
10 GPOFA-0.60–10 315 35
11 GPOFA-0.60–20 280 70
12 GPOFA-0.60–30 245 105
Note: OPC=Type I Portland cement; F-Agg=fine aggregate; C-Agg=co
rized in Table 3. For example, GPOFA-0.55–30 concrete indicates
JOURNAL OF MA
Downloaded 15 Sep 2010 to 202.12.97.120. Redistribu
that the concrete has a W/B ratio of 0.55, and the Type I Portlandcement is replaced by GPOFA at the rate of 30% by weight ofbinder.
The fresh concretes were prepared using a rotating drummixer. The cylindrical concrete specimens with 100 mm in diam-eter and 200 mm in height were cast and covered with a plasticsheet to prevent excessive evaporation of water from the freshconcrete. After casting for 24 h, the concrete samples were re-moved from the molds and transferred into a room temperaturewater tank until testing. The compressive strengths of concreteswere determined at 3, 7, 14, 28, 60, and 90 days according toASTM C39 �ASTM 2001�.
In addition, the concretes with a W/B ratio of 0.50 were se-lected for testing the heat evolution of fresh concrete in terms oftemperature rise under semiadiabatic conditions. Four mixtures offresh concrete �CT0.50, GPOFA-0.50–10, GPOFA-0.50–20, andGPOFA-0.50–30� were placed in a 450-mm cube with a lininginsulator of 50 mm on each side �concrete specimen of 350�350�350 mm3�. A thermocouple was embedded in the centerof the specimen. The temperature rise was measured immediatelyafter casting for a period of 168 h. Fig. 3 shows the testing forheat evolution in term of temperature rise of fresh concrete.
proportionkg /m3�
W/BSlump�mm�C-Agg Water Super P
1,049 175.0 1.7 0.50 60
1,023 192.5 0.7 0.55 70
997 210.0 — 0.60 95
1,045 175.0 3.2 0.50 60
1,041 175.0 4.2 0.50 70
1,037 175.0 5.3 0.50 60
1,019 192.5 1.4 0.55 70
1,015 192.5 2.1 0.55 60
1,011 192.5 2.8 0.55 70
993 210.0 — 0.60 85
989 210.0 — 0.60 75
984 210.0 — 0.60 70
gregate; and Super P=Type F superplasticizer.
Fig. 3. Testing of heat evolution in terms of temperature rise of freshconcrete
Mix�
-Agg
808
788
768
804
801
798
784
781
777
764
761
757
TERIALS IN CIVIL ENGINEERING © ASCE / OCTOBER 2010 / 1035
tion subject to ASCE license or copyright. Visithttp://www.ascelibrary.org

Results and Discussion
Compressive Strength
The compressive strengths of concretes in this study were theaverage values of three specimens and the relationships betweenthe compressive strength of control concretes and the curing agesare shown in Fig. 4. For all W/B ratios, the compressive strengthof control concretes increased with curing age. At 28 days, thecompressive strengths of CT0.50, CT0.55, and CT0.60 concreteswere 39.6, 36.5, and 32.0 MPa, respectively; they increased to49.4, 43.4, and 38.1 MPa, respectively, at 90 days. The compres-sive strength was also found to decrease as the W/B ratio ofconcrete increased according to Abrams’s law �Abrams 1918�.
Fig. 5 shows the relationship between the compressivestrength of GPOFA concretes at a W/B ratio of 0.50 and replace-ment of GPOFA. At early ages, the strength development of con-cretes containing GPOFA as a cement replacement of 10, 20, and30% was lower than that of CT concrete. At three days, the com-pressive strengths of GPOFA-0.50–10, GPOFA-0.50–20, andGPOFA-0.50–30 concretes were 29.3, 28.6, and 26.5 MPa orabout 95, 93, and 86% of CT concrete, respectively. The compres-sive strength of GPOFA concretes, which was over 75% of that ofCT concrete at early ages may be due to the packing effect of thesmall particle of GPOFA �Tangpagasit et al. 2005�. Afterward, the
50
60
40
50
60
th
30
40
50
60
veStrength
Pa)
CT0 60
20
30
40
50
60
mpressiveStrength
(MPa)
CT0.60CT0.55CT0.50
10
20
30
40
50
60
CompressiveStrength
(MPa)
CT0.60CT0.55CT0.50
0
10
20
30
40
50
60
0 20 40 60 80 100
CompressiveStrength
(MPa)
A f C t (D )
CT0.60CT0.55CT0.50
0
10
20
30
40
50
60
0 20 40 60 80 100
CompressiveStrength
(MPa)
Age of Concrete (Days)
CT0.60CT0.55CT0.50
Fig. 4. Relationship between compressive strength of control con-cretes and curing age
20
30
40
50
60
pressiveStrength(MPa)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
0 10 20 30 40
CompressiveStrength(MPa)
Replacement of GPOFA by Weight of Binder (%)
90-D60-D28-D14-D7-D3-D
Fig. 5. Comparison of compressive strength of concretes mixed withGPOFA �W /B=0.50�
1036 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / OCTO
Downloaded 15 Sep 2010 to 202.12.97.120. Redistribu
compressive strength tended to increase with curing age. Thecompressive strengths of GPOFA-0.50–10, GPOFA-0.50–20, andGPOFA-0.50–30 concretes at 28 days were 39.6, 40.0, and 36.8MPa or about 101, 100, and 93% of CT0.50 concrete, respec-tively. This can be explained by the very high fineness of theparticles and the silicon dioxide �SiO2� content in GPOFA, whichreacts with calcium hydroxide �Ca�OH�2� to produce an additioncalcium silicate hydrated �C-S-H�. These characteristics tend toimprove the compressive strength of concrete at later ages. Thisresult agrees with Chindaprasirt et al. �2004�, who found that thehigh fineness of fly ash was a major factor affecting the compres-sive strength and improved sulfate resistance of blended cementmortar. In addition, Saccani et al. �2005� studied the pozzolanicproperty of municipal solid waste incineration bottom ashes�MSWI BAs� and found that with sufficiently long curing times,the modified mortar containing up to 30% by weight of groundMSWI BA exhibited higher mechanical strength and lower poros-ity than unmodified mortar.
After 28 days of curing, 10 and 20% GPOFA cement replace-ment resulted in higher compressive strength than CT0.50 con-crete; the replacement rate of 10% produced the highestcompressive strength. With replacement of GPOFA at 30% byweight of binder, concrete exhibited compressive strength lowerthan the control concrete at all testing ages. For example, thecompressive strength of GPOFA-0.50–30 concrete at 90 days was46.2 MPa or about 94% of CT0.50 concrete. This is due in part tothe low Type I Portland cement content �70%� in 30% GPOFAreplacement, which induces lower Ca�OH�2 from hydration reac-tions than 10 and 20% GPOFA replacements.
The relationship between compressive strength of GPOFAconcretes at a W/B ratio of 0.55 and GPOFA replacement level isshown in Fig. 6. At three and seven days, GPOFA-0.55–10,GPOFA-0.55–20, and GPOFA-0.55–30 concretes had compres-sive strengths lower than CT0.55 concrete. At later ages, GPOFA-0.55–10 and GPOFA-0.55–20 had compressive strengths higherthan CT0.55 concrete. For example, the compressive strengths ofGPOFA-0.55–10 and GPOFA-0.55–20 concretes at 28 days were37.6 and 36.9 MPa or about 103 and 101% of CT0.55 concrete�36.5 MPa�, respectively. At 30% GPOFA cement replacementwith a W/B ratio of 0.55, the concrete exhibited lower compres-sive strength than that of CT0.55 concrete at all ages.
Fig. 7 shows the strength development and effect of GPOFAreplacement on compressive strength of concretes with a W/B
50
60
40
50
60
(MPa)
30
40
50
60
Strength(MPa)
90-D60-D28-D
20
30
40
50
60
pressiveStrength(MPa)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
CompressiveStrength(MPa)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
0 10 20 30 40
CompressiveStrength(MPa)
Replacement of GPOFA by Weight of Binder (%)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
0 10 20 30 40
CompressiveStrength(MPa)
Replacement of GPOFA by Weight of Binder (%)
90-D60-D28-D14-D7-D3-D
Fig. 6. Comparison of compressive strength of concretes mixed withGPOFA �W /B=0.55�
ratio of 0.60. The results tended to be in the same direction as
BER 2010
tion subject to ASCE license or copyright. Visithttp://www.ascelibrary.org

concretes with W/B ratios of 0.50 and 0.55. The compressivestrength testing results of GPOFA concretes at W/B ratios of 0.50,0.55, and 0.60 indicate that GPOFA with high fineness is a reac-tive pozzolanic material that can be used in making concrete withcompressive strength on the order of 87–105% of the controlconcrete. A replacement rate of 10% resulted in the optimumcompressive strength and yielded higher strength than all CT con-cretes after 14 days of curing.
Heat Evolution
The results of each concrete mix proportion of heat evolution interms of temperature rise of fresh concrete are shown in Table 4.Control concrete �CT0.50� was observed to reach a peak tempera-ture rise of 30.3°C about 12 h after casting. Concrete containinga high fineness of POFA 10% �GPOFA-0.50–10� had a peak tem-perature rise of 30.0°C at 14 h after casting. This temperatureincrease was close to that of CT0.50 concrete �as seen in Fig. 8�and was due to the high Portland cement content of GPOFA-0.50–10 concrete �90%�. The peak temperature rises of GPOFA-0.50–20 and GPOFA-0.50–30 concretes were 27.3 and 24.3°C,respectively, lower than those of CT0.50 and GPOFA-0.50–10concretes. GPOFA-0.50–20 and GPOFA-0.50–30 concretesshowed reductions in temperatures of 3.0 and 6.0°C, or about90.1 and 80.2% of CT0.50 concrete, respectively. The reducedtemperature rise of fresh concretes containing 20 and 30%GPOFA is due to the high replacement of cement by GPOFA,which reduces the amount of cement in concrete, causing a reduc-tion of heat due to the hydration process �Rojas et al. 1993�. Inaddition, the decrease of cement in concrete resulted in a prolong-ing of the time to peak temperature. The peak temperature risesfor GPOFA-0.50–20 and GPOFA-0.50–30 concretes occurred
Table 4. Temperature Rise of Fresh Concretes
Mixturenumber Concrete
Initialtemperature
�°C�
Maximumtemperature
�°C�
1 CT0.50 30.7 61.0
2 GPOFA-0.50–10 30.4 60.4
3 GPOFA-0.50–20 30.4 57.7
4 GPOFA-0.50–30 30.6 54.9
50
60
40
50
60
(MPa)
30
40
50
60
Strength(MPa)
90-D60-D28-D
20
30
40
50
60
pressiveStrength(MPa)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
CompressiveStrength(MPa)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
0 10 20 30 40
CompressiveStrength(MPa)
Replacement of GPOFA by Weight of Binder (%)
90-D60-D28-D14-D7-D3-D
0
10
20
30
40
50
60
0 10 20 30 40
CompressiveStrength(MPa)
Replacement of GPOFA by Weight of Binder (%)
90-D60-D28-D14-D7-D3-D
Fig. 7. Comparison of compressive strength of concretes mixed withGPOFA �W /B=0.60�
JOURNAL OF MA
Downloaded 15 Sep 2010 to 202.12.97.120. Redistribu
about 15 and 16 h after casting, respectively. In the above results,the temperature rise of fresh concrete was found to decrease asGPOFA content increased; the use of 30% GPOFA as a cementreplacement yielded the lowest peak temperature rise.
Table 5 shows the compressive strength, normalized compres-sive strength, and peak temperature rise of GPOFA concretes witha W/B ratio of 0.50. At three days, control concrete was found tohave the highest compressive strength. However, at 90 days,GPOFA-0.50–10 concrete exhibited the highest normalized com-pressive strength at 102% of CT0.50 concrete and the peak tem-perature rise of fresh concrete was 30.0°C. High rate cementreplacement by GPOFA in concrete decreased compressivestrength at early ages. However, long-term strength tended to in-crease with curing age. For example, the normalized compressivestrength of GPOFA-0.50–30 concrete at three days was 86%; thisincreased to 94% at 90 days. In addition, increase in replacementof GPOFA in concrete mixture can reduce the temperature rise offresh concrete. For this study, the lowest peak temperature rise,24.3°C, was observed in GPOFA-0.50–30 concrete.
Conclusions
The following conclusions can be drawn from the use of 10–30%of GPOFA with high fineness in concrete:1. The strength development of GPOFA concretes with W/B
ratios of 0.50, 0.55, and 0.60 tended to be in the same direc-tion. At early ages, concretes containing GPOFA as a cementreplacement of 10, 20, and 30% had lower strength develop-ment than control concretes while at later age ��28 days�,
Peaktemperature
rise�°C�
Reducefrom control
�°C�
Reduceof peak
temperaturerise�%�
Peak time�h�
30.3 — 100.0 12
30.0 0.3 99.0 14
27.3 3.0 90.1 15
24.3 6.0 80.2 16
35
25
30
35
20
25
30
35
tureRise
Celsius)
CT0.50GPOFA-0.50-10GPOFA 0 50 20
10
15
20
25
30
35
emperatureRise
DegreeCelsius)
CT0.50GPOFA-0.50-10GPOFA-0.50-20GPOFA-0.50-30
5
10
15
20
25
30
35
TemperatureRise
(DegreeCelsius)
CT0.50GPOFA-0.50-10GPOFA-0.50-20GPOFA-0.50-30
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120 140 160 180
TemperatureRise
(DegreeCelsius)
CT0.50GPOFA-0.50-10GPOFA-0.50-20GPOFA-0.50-30
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120 140 160 180
TemperatureRise
(DegreeCelsius)
Duration (Hours)
CT0.50GPOFA-0.50-10GPOFA-0.50-20GPOFA-0.50-30
Fig. 8. Temperature rise of fresh concretes containing GPOFA
TERIALS IN CIVIL ENGINEERING © ASCE / OCTOBER 2010 / 1037
tion subject to ASCE license or copyright. Visithttp://www.ascelibrary.org
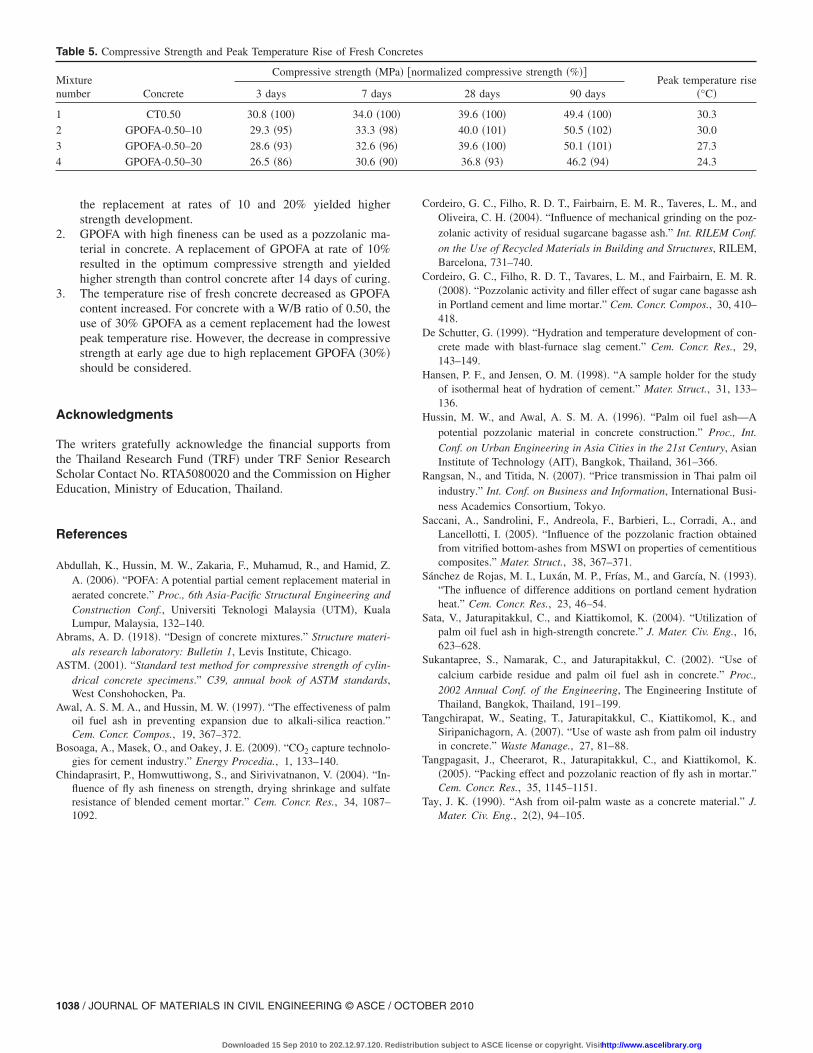
the replacement at rates of 10 and 20% yielded higherstrength development.
2. GPOFA with high fineness can be used as a pozzolanic ma-terial in concrete. A replacement of GPOFA at rate of 10%resulted in the optimum compressive strength and yieldedhigher strength than control concrete after 14 days of curing.
3. The temperature rise of fresh concrete decreased as GPOFAcontent increased. For concrete with a W/B ratio of 0.50, theuse of 30% GPOFA as a cement replacement had the lowestpeak temperature rise. However, the decrease in compressivestrength at early age due to high replacement GPOFA �30%�should be considered.
Acknowledgments
The writers gratefully acknowledge the financial supports fromthe Thailand Research Fund �TRF� under TRF Senior ResearchScholar Contact No. RTA5080020 and the Commission on HigherEducation, Ministry of Education, Thailand.
References
Abdullah, K., Hussin, M. W., Zakaria, F., Muhamud, R., and Hamid, Z.A. �2006�. “POFA: A potential partial cement replacement material inaerated concrete.” Proc., 6th Asia-Pacific Structural Engineering andConstruction Conf., Universiti Teknologi Malaysia �UTM�, KualaLumpur, Malaysia, 132–140.
Abrams, A. D. �1918�. “Design of concrete mixtures.” Structure materi-als research laboratory: Bulletin 1, Levis Institute, Chicago.
ASTM. �2001�. “Standard test method for compressive strength of cylin-drical concrete specimens.” C39, annual book of ASTM standards,West Conshohocken, Pa.
Awal, A. S. M. A., and Hussin, M. W. �1997�. “The effectiveness of palmoil fuel ash in preventing expansion due to alkali-silica reaction.”Cem. Concr. Compos., 19, 367–372.
Bosoaga, A., Masek, O., and Oakey, J. E. �2009�. “CO2 capture technolo-gies for cement industry.” Energy Procedia., 1, 133–140.
Chindaprasirt, P., Homwuttiwong, S., and Sirivivatnanon, V. �2004�. “In-fluence of fly ash fineness on strength, drying shrinkage and sulfateresistance of blended cement mortar.” Cem. Concr. Res., 34, 1087–
Table 5. Compressive Strength and Peak Temperature Rise of Fresh Co
Mixturenumber Concrete
Compressive strength �MP
3 days 7 days
1 CT0.50 30.8 �100� 34.0 �10
2 GPOFA-0.50–10 29.3 �95� 33.3 �98
3 GPOFA-0.50–20 28.6 �93� 32.6 �96
4 GPOFA-0.50–30 26.5 �86� 30.6 �90
1092.
1038 / JOURNAL OF MATERIALS IN CIVIL ENGINEERING © ASCE / OCTO
Downloaded 15 Sep 2010 to 202.12.97.120. Redistribu
Cordeiro, G. C., Filho, R. D. T., Fairbairn, E. M. R., Taveres, L. M., andOliveira, C. H. �2004�. “Influence of mechanical grinding on the poz-zolanic activity of residual sugarcane bagasse ash.” Int. RILEM Conf.on the Use of Recycled Materials in Building and Structures, RILEM,Barcelona, 731–740.
Cordeiro, G. C., Filho, R. D. T., Tavares, L. M., and Fairbairn, E. M. R.�2008�. “Pozzolanic activity and filler effect of sugar cane bagasse ashin Portland cement and lime mortar.” Cem. Concr. Compos., 30, 410–418.
De Schutter, G. �1999�. “Hydration and temperature development of con-crete made with blast-furnace slag cement.” Cem. Concr. Res., 29,143–149.
Hansen, P. F., and Jensen, O. M. �1998�. “A sample holder for the studyof isothermal heat of hydration of cement.” Mater. Struct., 31, 133–136.
Hussin, M. W., and Awal, A. S. M. A. �1996�. “Palm oil fuel ash—Apotential pozzolanic material in concrete construction.” Proc., Int.Conf. on Urban Engineering in Asia Cities in the 21st Century, AsianInstitute of Technology �AIT�, Bangkok, Thailand, 361–366.
Rangsan, N., and Titida, N. �2007�. “Price transmission in Thai palm oilindustry.” Int. Conf. on Business and Information, International Busi-ness Academics Consortium, Tokyo.
Saccani, A., Sandrolini, F., Andreola, F., Barbieri, L., Corradi, A., andLancellotti, I. �2005�. “Influence of the pozzolanic fraction obtainedfrom vitrified bottom-ashes from MSWI on properties of cementitiouscomposites.” Mater. Struct., 38, 367–371.
Sánchez de Rojas, M. I., Luxán, M. P., Frías, M., and García, N. �1993�.“The influence of difference additions on portland cement hydrationheat.” Cem. Concr. Res., 23, 46–54.
Sata, V., Jaturapitakkul, C., and Kiattikomol, K. �2004�. “Utilization ofpalm oil fuel ash in high-strength concrete.” J. Mater. Civ. Eng., 16,623–628.
Sukantapree, S., Namarak, C., and Jaturapitakkul, C. �2002�. “Use ofcalcium carbide residue and palm oil fuel ash in concrete.” Proc.,2002 Annual Conf. of the Engineering, The Engineering Institute ofThailand, Bangkok, Thailand, 191–199.
Tangchirapat, W., Seating, T., Jaturapitakkul, C., Kiattikomol, K., andSiripanichagorn, A. �2007�. “Use of waste ash from palm oil industryin concrete.” Waste Manage., 27, 81–88.
Tangpagasit, J., Cheerarot, R., Jaturapitakkul, C., and Kiattikomol, K.�2005�. “Packing effect and pozzolanic reaction of fly ash in mortar.”Cem. Concr. Res., 35, 1145–1151.
Tay, J. K. �1990�. “Ash from oil-palm waste as a concrete material.” J.
rmalized compressive strength �%��Peak temperature rise
�°C�28 days 90 days
39.6 �100� 49.4 �100� 30.3
40.0 �101� 50.5 �102� 30.0
39.6 �100� 50.1 �101� 27.3
36.8 �93� 46.2 �94� 24.3
ncretes
a� �no
0�
�
�
�
Mater. Civ. Eng., 2�2�, 94–105.
BER 2010
tion subject to ASCE license or copyright. Visithttp://www.ascelibrary.org