Embed Size (px)
Citation preview

27 – 28 October 2014 Congress Center Bremen Germany Conference Proceedings Editor Hubert Borgmann Published by MESSE BREMEN WFB Wirtschaftsförderung Bremen GmbH Bremen, Germany

2014 MESSE BREMEN, WFB Wirtschaftsförderung Bremen GmbH, Bremen, Germany No responsibility is assumed by the publisher for any injury and/or damage to persons or property with regard to products liability, negligence or otherwise, resulting from any use or operation of the methods, products, instructions or ideas contained in the material herein. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means (electronic, mechanical, photocopying) or otherwise, without the prior written permission of the publisher. Printed in Germany by Medienhaven GmbH, Bremen, Germany ISBN 978-3-933339-25-6

Steering Committee B. Bahlmann, Premium AEROTEC GmbH, Nordenham, Germany
R. Benedictus, Delft University of Technology, The Netherlands
A. Blom, The Boeing Company, Seattle, USA
H. Borgmann, MESSE BREMEN, Germany
A. BrØdsjØ, Airborne, Den Haag, The Netherlands
A.T. Do, Technip France, Rueil Malmaison, France
P. Ermanni, ETH Zürich, Switzerland
P. Hansen, Element Materials Technology, Hitchin, United Kingdom
H. Heerink, ThermoPlastic composites Research Centre, Enschede, The Netherlands
A.S. Herrmann, Universität Bremen, Germany
F. Jansen, Faserinstitut Bremen e. V., Germany
A. Koelewijn, Consultant, Rijswijk, The Netherlands
J. Kopp, BMW Group, Landshut, Germany
L. Kroll, Technische Universität Chemnitz, Germany
R. Lenferink, TenCate Advanced Composites BV, Nijverdal, The Netherlands
H. Meier, LANXESS Deutschland GmbH, Dormagen, Germany
A.R. Offringa, Fokker Aerostructures, Hoogeveen, The Netherlands
C. Peters, Airbus Operations GmbH, Stade, Germany
A. Plath, VOLKSWAGEN AG, Wolfsburg, Germany
M. Risthaus, Evonik Industries AG, Marl, Germany
A.K. Schlarb, Technische Universität Kaiserslautern, Germany
A.M. Vodermayer, Victrex Europa GmbH, Hofheim / Taunus, Germany
R. Vollmerhaus, GMA-Werkstoffprüfung GmbH, Stade, Germany
A. Walter, Airbus Operations GmbH, Bremen, Germany
R. Wise, TWI Ltd., Great Abington, United Kingdom
B. Wohlmann, Toho Tenax Europe GmbH, Wuppertal, Germany
M. Würtele, KraussMaffei Technologies GmbH, München, Germany

Organiser
MESSE BREMEN WFB Wirtschaftsförderung Bremen GmbH in cooperation with
Faserinstitut Bremen e.V. (FIBRE)
Sponsors
Platinum Sponsor
TenCate Advanced Composites BV, The Netherlands
Gold Sponsors
ThermoPlastic composites Research Centre (TPRC), The Netherlands
Evonik Industries AG, Germany
Event Sponsors
KraussMaffei Technologies GmbH, Germany
Embassy of the Kingdom of the Netherlands, Germany / Netherlands Business Support Office, Germany
EcoMaT, Germany
Non-Financial Sponsors
Composites Germany e. V., Germany
AVK Indutrievereinigung Verstärkte Kunststoffe e. V., Germany
Carbon Composites e. V., Germany
CFK-Valley Stade e. V., Germany
VDMA Forum Composite Technology, Germany
SAMPE Europe, Switzerland
Netherlands Aerospace Group, The Netherlands
WIP Wissens- und Innovationsnetzwerk Polymer, Germany
Media Partners
HIGH-PERFORMANCE Composites, Gardner Business Media, Inc., USA
MM Composites World, Vogel Business Media GmbH & Co. KG, Germany
lightweightdesign, Springer Fachmedien GmbH, Germany
Reinforced Plastics, Elsevier Ltd., United Kingdom
We appreciate the financial support granted by the European Union within the EFRE Framework

Welcoming Remarks
Dear Ladies and Gentlemen, We are pleased to welcome you to the 2nd International Conference & Exhibition on Thermoplastic Composites 2014.
Lightweight structures are revolutionising the industrial production process in a hectic pace. The limits of energetic resources as well as the reduction of climatic changes require a clear reduction of mass-es when parts and goods have to be moved. In particular, fibre reinforced structures have become the centre of interest for the substitution of steel, aluminium or titanium.
With the launch of ITHEC, International Conference and Exhibition on Thermoplastic Composites, in 2012 we managed to catch the spirit of the discussion at that time. Right off the bat, we achieved the defined aim to establish an international industrial forum on lightweight construction based on rein-forced thermoplastic composites. Industry in the automotive, aviation, energy and engineering sectors appreciated the main promises of reduced lead times to match the tact of mass production, despite higher material costs.
Furthermore, thermoplastic composites even offer the chance to enlarge the set of efficient production technologies. The mechanical properties of thermoplastics as well as their formability and weldability combined with specific properties of metallic components result in the vision of a "multi-material-design", tailored to specific applications. Manufacturing processes for thermoplastic composites can indeed offer additional degrees of freedom by easily combining them with processes well established in plastics industry. Nowadays, a common way is to introduce thermoforming in injection moulding processes, leading to highly efficient "hybrid processes", where components are formed and moulded at once. For this reason of topical reference, we decided to implement a lecture session on these "Hybrid Materials and Technologies" this time.
Thanks to the members of the international Steering Committee for their enormous support in select-ing a well-balanced set of 27 lectures to present the latest results, to highlight the new perspectives and to give clear impulses for all the branches above. Severe thanks to our sponsors and our media partners, who enabled us to set-up such a unique conference and to disseminate the information on it all around the world.
We are sure you will have interesting event with stimulating discussions, lots of ideas and inspirations as well as a pleasant stay here in this Hanseatic City of Bremen.
Enjoy your conference!
Axel S. Herrmann Hubert Borgmann Conference Chair ITHEC Project Manager ITHEC Universität Bremen MESSE BREMEN


Table of Content
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
No. Title / Authors Page
Keynote Automotive: BMW i – Automobile CFRP Production and Potentials for Thermoplastic Composites J.W. Kopp, BMW Group, München, Germany
11
Session A: Automotive 12
A1 Multiscale Reinforcement of Semi-Crystalline …………………………………….. Thermoplastic Sheets and Honeycombs (M-RECT) T. Reiche, Volvo Technology AB, Lyon, France H. Teichmann, AVL List GmbH, Graz, Austria K. Krebber, Bundesamt für Materialforschung und -prüfung (BAM), Berlin, Germany O. Salomon, CIMNE, Barcelona, Spain A. Wood, Victrex Polymer Solutions, Thornton Cleveleys, United Kingdom
12
A2 Latest Developments in Thermoplastic Composites for ………………………… Automotive Applications T. Renault, FAURECIA S.A., Paris, France
17
A3 Simulation and Manufacturing of an Automotive Part for Mass Production … A. Köver, Johnson Controls GmbH, Burscheid, Germany
21
A4 Development of RTM TP with Low Viscosity Thermoplastics ………………….. J. Schell, CETIM, Nantes, France H. Aimé, S. Comas-Cardona, C. Binetruy Ecole Centrale de Nantes, France A. Lemasçon, CETIM, Nantes, France M.F. Lacrampe, M. Deléglise-Lagardère Ecole des Mines de Douai, France
26
A5 Recent Japanese Activity in CFRTP for Mass Production Automobile ………. J. Takahashi, The University of Tokyo, Japan T. Ishikawa, Nagoya University, Japan
30
A6 New Fiber-Reinforced Thermoplastic Metal Hybrids – …………………………... a New Technology Concept for a Highly Crash Loaded Lightweight Electric Vehicle Component O. Täger, M. Ehleben, J. Lohmann, K. Kharchi Volkswagen AG, Wolfsburg, Germany K. Schweizer, AUDI AG, Neckarsulm, Germany L. Kroll, M. Meyer, W. Nendel Technische Universität Chemnitz, Germany
32
7

Table of Content
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
No. Title / Authors Page
Session B: Hybrid Materials and Technologies 33
B1 Smart Production of Hybrid Material Automotive Structures at ……………….. ForschungsCampus Wolfsburg in the “Open Hybrid LabFactory” F. Fischer, T. Große, S. Kleemann, K. Dröder, K. Dilger, T. Vietor Technische Universität Braunschweig, Germany
33
B2 New Concepts for Structure Parts Based on Short Fiber ……………………….. Reinforced Injection Molding W. Brok, Airbus Operations GmbH, Hamburg, Germany S. Kaschel, Airbus Operations GmbH, Bremen, Germany B. Schwing, Airbus Operations GmbH, Bremen, Germany
37
B3 Novel Process Technologies for the Production of ………………………………. Hybrid Thermoplastic Composite Structures A. Wood, Victrex Polymer Solutions, Thornton Cleveleys, United Kingdom
40
B4 Efficiency in Textile Reinforcements for Injection Molded Structures ………... J. Tröltzsch, L. Kroll Technische Universität Chemnitz, Germany
43
B5 An Innovative Approach to Joining Polymer and Metal Sheets ………………... to Lightweight Hybrid Structures D. Drummer, J. Vittinghoff Friedrich-Alexander-Universität Erlangen-Nürnberg, Germany
47
B6 Development of Hybrid Structures Based on Thermoplastic Composites …... M. Wanders, K. Küsters LANXESS Deutschland GmbH, Köln, Germany
52
8

Table of Content
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
No. Title / Authors Page
Keynote Aerostructures: Opportunities and Challenges for Thermoplastic Composites ………………… within Aerospace S.G. LaRiviere, The Boeing Company, Seattle, USA
56
Session C: Aerostructures 57
C1 Competitiveness of High Performance Carbon Fibre Reinforced ……………... Thermoplastic UD-Tapes A. Gilliot, J.-P. Canart, M. Schubert Toho Tenax Europe GmbH, Wuppertal, Germany L. de la Ossa, xperion Aerospace GmbH, Markdorf, Germany
57
C2 Electro-Bonded Laminates for High Performance 3D Morphing Structures …. A. Bergamini, Eidgenössische Materialprüfungs- und Forschungsanstalt, Dübendorf, Switzerland W. Raither, P. Ermanni ETH Zürich, Switzerland
59
C3 Orthogrid Thermoplastic Composite Butt Joint Stiffened Panel ………………. with Welded Frames A.R. Offringa, Fokker Aerostructures, Hoogeveen, The Netherlands
64
C4 Analysis of the Thermoforming Process of Thermoplastic Composite Parts . C. Brauner, A.S. Herrmann Faserinstitut Bremen e. V., Germany
68
C5 Reducing Manufacturing Costs of Aerospace Parts …………………………….. S. Jamet, D. Bailly, DAHER-Socata, Saint-Aignan de Grand Lieu, France J. Hubert, PINETTE-EMIDECAU, Châlon-sur-Saône, France
73
C6 Thermoplastic Materials Interest to Answer the Industrial Needs …………….. C. Collart, Y.-G. Cornu, F. Ravise Airbus Manufacturing Engineering, Nantes, France
75
9

Table of Content
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
No. Title / Authors Page
Session D: Energy Applications 79
D1 Merge Technologies for Multifunctional Lightweight Structures, ……………... Federal Cluster of Excellence “MERGE” L. Kroll, N. Schramm, W. Nendel Technische Universität Chemnitz, Germany
79
D2 How to Qualify an Offshore Thermoplastic Composite Pipe System …………. H. de Boer, M. Kremers, B. Steuten Airborne Oil & Gas B.V., Ijmuiden, The Netherlands
83
D3 Thermoplastic Storage Vessels for High Pressure Hydrogen Applications …. P. Hansen, Element Materials Technology, Hitchin, United Kingdom M. Turner, EPL Composite Solutions Ltd, Loughborough, United Kingdom
87
D4 Wind Blades Using Cost-Effective Advanced Lightweight Design – ………….. Innovative Solutions for Wind Blades Made of Advanced Thermoplastic Materials V. Heinzle, F. Rapp, T. Huber Fraunhofer ICT, Pfinztal, Germany H. Knudsen, Comfil ApS, Gjern, Denmark
92
D5 Laser Transmission Welding of Thermoplastic Composite Structures ………. M. van Wijngaarden, KvE Composites Group, Den Haag, The Netherlands V. Wippo, P. Jäschke Laser Zentrum Hannover e. V., Germany
96
D6 Continuous Quality Control of Reinforced Thermoplastic Pipes ……………… Used in the Oil and Gas Industry through Implementation of Ultrasonic Inspection Techniques V. Jha, GE Oil and Gas, Newcastle, United Kingdom R. Freemantle, Wavelength NDT, Elton, United Kingdom M. Roseman, Element Materials and Technology, Hitchin, United Kingdom
100
Future Prospects: 3D Layer Manufacturing – a New Perspective in Airframe Design …………….. J. Telgkamp, C. Rückert Airbus Operations GmbH, Bremen, Germany
104
List of Authors ……………………………………………..…………….
105
List of Exhibitors .………………………………………...………….….
107
Team ………………………………….……..……………………….……
115
Announcement ITHEC 2016 …………………………………………...
116
10

Keynote Automotive
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
BMW i – Automotive CFRP-Production and Potentials for Thermoplastic FRP J.W. Kopp, BMW Group, München, Germany Abstract: The electrically powered BMW i3 represents a new form of sustainable mobility. From the very beginning the project i was defined as a think tank within the BMW Group to come up with a holistic approach for electric mobility. Consequently the Megacity Vehicle with its purpose design for a battery powered vehicle has a groundbreaking new architecture which calls for the use of modern lightweight construction materials as well as innovative production processes. The passenger cell is made primarily of carbon fibre reinforced plastic with a focus on monolithic shells with flanges comparable to known metallic body parts to limit the industrialisation risk. The individual components are assembled thereafter in the bodyshop in a fully automated bonding process. To further increase production volumes and optimize material usage as well as cost the next generation of CFRP in automobiles needs to take advantage of hollow profile architectures and thermoplastic matrix systems. Keywords: Thermosetting CFRP, Lightweight Structures, Automotive, RTM Content
Consistent lightweight construction is especially important for electrically powered vehicles, as, alongside battery capacity, the vehicle weight is the limiting factor for the range. The lighter a vehicle, the greater the range, because the electric motor has less mass to move when accelerating. Beside this weight reduction has a direct impact on driving dynamics being one of BMW’s key values. In order to compensate for the extra weight of the electrical components, BMW i consistently uses lightweight construction and innovative materials in its vehicles. The passenger cell of the BMW i3 (Life Module) is made primarily of carbon fibre-reinforced plastic (CFRP).
Fig. 1: CFRP passenger cell The use of this light and functional material on such a scale is unique in the mass production of a vehicle, as the large-scale use of CFRP was previously regarded to be too expensive. Furthermore processing seemed rather complex and insufficiently flexible. However, after over ten years of intensive research and optimization of processes, materials, systems and tools, the BMW Group is the only automobile manufacturer to have the necessary expertise to use CFRP in mass production. The
BMW Group therefore has control over all process steps, from fibre production (JV Automotive Carbon Fibers, ACF) to the recycling.
Fig. 2: CFRP process chain
Based on the long experience of BMW in production of single RTM components like roofs a value stream was established from the fibre to the trimmed RTM component. Specific emphasis had to be given to the various textile preproduction processes to ensure reproducible RTM production with mummies assembled from up to nine preforms. Taking the advantages of a full carbon fibre passenger cell into account also downstream the elementary part production innovative processes could be introduced which overcame the energy intensive classic production stages in the pressing plant, body- and paintshop. Although the i3 and i8 were just recently launched already today we prepare the architecture of tomorrows CFRP passenger cells. In this context thermoplastic matrix systems are of extraordinary interest. In terms of cycle time, introduction of dedicated local reinforcements, reproducibility and new assembly possibilities in combination with a more composite dedicated design we expect big improvements for the next generation of our BMW portfolio.
11

A1
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Multiscale Reinforcement of Semi-Crystalline Thermoplastic Sheets and Honeycombs (M-RECT) T. Reiche, Volvo Technology AB, Lyon, France H. Teichmann, AVL List GmbH, Graz, Austria K. Krebber, BAM Bundesamt für Materialforschung und -prüfung, Berlin, Germany O. Salomon, International Center for Numerical Methods in Engineering, Barcelona, Spain A. Wood, Victrex Polymer Solutions, Thornton Cleveleys, United Kingdom Abstract: M-RECT was a European FP7 funded project investigating multiscale reinforced thermoplastic composites. The project involved the functionalisation of carbon nanotubes (CNT) with a view to: • Improving their performance and ease of dispersion • Improving the damping characteristics of composites • Evaluating the mechanical performance of CNT reinforced laminates • Developing modelling software for the design of materials and components • Developing sensor systems to provide feedback on the local strains within such composites This presentation seeks to provide a general overview of the results from the project with particular emphasis on two automotive components, these being an engine stiffener and an oil pan, both for a diesel truck engine. Keywords: Carbon Nanotubes, Multiscale Thermoplastic-Matrix Composites, Modelling Introduction
The broad aims of the M-RECT project included: The functionalisation of carbon nanotubes
(CNTs). Manufacturing of compounds of the CNTs
with PEEK. Incorporation of the CNT loaded matrices
into long-fibre composite materials. Development of computer based models to
allow for the simulation of the materials. Manufacture and testing of validation
components. These included automotive components, satellite applications, inflatable structures and jet engine inlet fan blades.
This paper concentrates on the automotive applications of the materials. Functionalisation The CNTs used in this work were Nanocyl NC7000. The functionalisation chemistry followed the route proposed by Baek [1] and involved the addition of PEK oligomeric chains to the reactive sites along the CNTs. PEK, rather than PEEK oligomers were used as the electrophilic polymerisation chemistry is more straight forward than the nucleophilic chemistry used for PEEK polymerisation and PEK is compatible with PEEK. SEM images of functionalised CNTs indicated that the degree of functionalisation was < 10 chains per CNT but that the PEK polymerisation around the functionalised
CNT increased the CNT diameter by, on average, 3nm. The functionalisation process was carried out at IMMG, Athens, Greece and the SEM analysis in conjunction with NTUA, Athens, Greece. Compound Preparation The CNTs were dispersed into a VICTREX® PEEK 150P material at a level of 0.5% by weight, using a Coperion ZSK32MC twin screw extruder. This work was carried out by Vamp-Tech spa, Busnago (MI), Italy. Laminate Manufacture The fabric laminates and semi-preg used in this work were based on a 280 g m-2 5-Harness satin carbon fabric with a 50% fibre volume. The laminates and semi-preg were manufactured by TenCate Advanced Composites, Nijverdal, Netherlands. Modelling Software The numerical model was developed and implemented using CIMNE in-house finite element code and integrated with the pre and post processor GiD making a single package called COMPACK. The code developed was validated against experimental results and then applied to the analysis of complex-shape components. The approach to the modelling used an “Advanced Serial-Parallel Model” where each phase (CNTs,
12

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
ntl
ntiz
13
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
14

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Fig.13: Typical Results for Airborne Sound
Insertion Loss Environmental Considerations In the case of automotive components, the largest environmental impact is seen in the use of the vehicle. A life-cycle analysis of the engine stiffeners showed that the potential global warming effects of the composite stiffeners was much less than that of the cast aluminium versions. It should however be noted that the weight of the stiffeners is a relatively small proportion of the overall weight of the engine and drive train of the vehicle.
15
15

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
16
16

A2
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Latest Developments in Thermoplastic Composites for Automotive Applications T. Renault, FAURECIA S.A., Nanterre, France Abstract: Continuous fiber reinforced thermoplastics (CFRT) are now available on the market as semi-products (organic sheet or tapes). The interest of the automotive market for these materials is high to accompany the needed weight reduction of cars. The materials have the potential to be competitors of standard metal solutions (steel or aluminum) for semi-structural and structural automotive applications but processes and materials must be developed and optimized to limit the cost of the parts. The paper describes the state of the art for materials and processes and some potential short to long term applications. Keywords: Thermo-Stamping, Over-Molding, Organic Sheets, Tapes, Seat, Liftgate, Floor Introduction
Processes used for high volume automotive applications must have a cycle time of 1 minute or less. Fig. 1 shows the large spectrum of composite processes that can be used for thermosets (in red) and for thermoplastics (in orange). Some thermoset processes are close to 2 minutes or less. This is the case of SMC (Sheet Molding Compound) which has been widely used since more than 30 years for semi-structural applications and body panels with cycle time between 1 and 2 minutes [1]. New high-performance SMC is developed to enhance the mechanical properties of SMC materials. A thermoset solution for more structural parts is fast cure RTM (Resin Transfer Molding) where two minute cycle time can be reached but where the preforming step still needs to be improved.
Fiber length
Cycle time (minutes)
SMC
BMC
GMTCompressionMolding
InjectionMolding
Thermo-stampingAutoclave
1 2 15 100
0.5 to 5 mm
10 to 50 mm
EndlessRTM
Thermosets
Thermoplastics
Part complexity
T-RTM
HP-RTM
Fiber length
Cycle time (minutes)
SMC
BMC
GMTCompressionMolding
InjectionMolding
Thermo-stampingAutoclave
1 2 15 100
0.5 to 5 mm
10 to 50 mm
EndlessRTM
Thermosets
Thermoplastics
Part complexity
T-RTM
HP-RTM
Fig. 1: Composite process comparison for cycle time and fibre length
However, for higher volumes, crash relevant parts, and car interior or seat structures, continuous fiber reinforced thermoplastics (CFRT) are preferred to thermosets for the following reasons Lower cycle time Better impact resistance Better process control (no chemical reaction ) Better recyclability Volatile organic compounds emission and
odor are less a problem for TP
Why are CFRT of interest?
The experience of the automotive market on thermoplastic composites with continuous fibers is still relatively recent and the only existing applications are for semi-structural parts that combine polypropylene and glass fibers (GMT = Glass Mat Thermoplastics). This process lost momentum due to the fact that most of the performance of GMT parts can be reached with injected long fiber thermoplastics, i.e., a more cost attractive technology. The interest of continuous fibers is illustrated in Fig.2. The stiffness of composites is not very sensitive to fiber length but the strength and crash performance of the composites are dramatically enhanced with increasing fiber length [2]. Unfortunately, Fig.2 also shows that the processability of the material decreases (from black= easy to process to white= difficult to process) when fiber length increases.
Fig. 2: Influence of fibre aspect ratio on key mechanical properties
A lot of activity is ongoing at the R&D level to develop the use of continuous fiber reinforced thermoplastics in automotive applications with the goal to challenge the use of steel and aluminum in semi-structural and structural applications. For a
Injection ability
l /d Ratio
Short fibers
Continuous fibers
5 25 150 10000
Stiffness StrengthCrash
Talc
Injection abilityInjection ability
l /d Ratio
Short fibers
Continuous fibers
5 25 150 10000
StiffnessStiffness StrengthStrengthCrashCrash
Talc
17

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
18
18

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
19
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 20

A3
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Simulation and Manufacturing of an Automotive Part for Mass Production A. Köver, Johnson Controls GmbH, Burscheid, Germany Abstract: Johnson Controls as a leading automotive seat manufacturer is also working on different light weight solutions using composites with special focus on simulation of these new materials. In the context of the CAMISMA project a consortium of partners from the plastics-, textile- and automotive supplier industry in collaboration with the University of Aachen (RWTH) develops a multi-material system which is based on a intelligent combination of three material systems: new cost effective non woven carbon material combined with thermo-formable carbon fiber reinforced tapes and metal inserts to make a integrated structural seat component. This material combination enables a light weight structure with attractive manufacturing cost. To ensure the feasibility of the concept the processing a crash performance of the structure is analyzed using special simulation technologies. Especially the material properties and draping behavior under process conditions are considered. Together with the TPRC, a leading institute for thermoplastic composites, the structure could be optimized and the feasibility secured. In a following confirmation of the mechanical behavior a satisfying solution from engineering and manufacturing point of view could be reached. The concept aims for mass production applications with a weight saving of more than 40 % compared to conventional metal based constructions. Keywords: Lightweight Structure, Multi Material System, Carbon Fiber Reinforced Plastics, Fiber Reinforced Thermoplastics Introduction
The current developments using carbon fibers in automotive industry are mainly aiming to reverse the weight spiral to improve the carbon footprint of the vehicle. But in order to use the weight advantage of carbon fibers the total lifecycle needs to be considered. With its high energy consumption during manufacturing of the fiber the use of carbon fibers for automotive doesn’t make sense when the recycling of the fibers is not solved. Also it is important to use the fibers at the right place in order to take advantage of its superior mechanical properties. These are two of the main motivations for the so called CAMISMA project a consortium with leading institutes and partners from the industry.
Figure 1 shows the lifecycle comparison of structural part made of steel, aluminum and CFRP regarding CO2 emissions.
Fig 1: emission balance for steel, aluminum, CFRP at 150.000 km [kg CO2eq]; source: Evonik [1]
In order to move to larger volumes it is also essential to reduce material cost and cycle times using highly integrated manufacturing processes.
The project approach is to develop a light weight structure simultaneously starting from materials, processes, part design, simulation, joining technologies up to part manufacturing and validation. Figure 2 shows the overview of the project approach.
21

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 22

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
23

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
24

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
25
A4
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Development of RTM TP with Low Viscosity Thermoplastics J.S.U. Schell, CETIM, Nantes, France H. Aimé, S. Comas-Cardona, C. Binetruy Ecole Centrale de Nantes, France A. Lemasçon, CETIM, Nantes, France M.F. Lacrampe, M. Deléglise-Lagardère Ecole des Mines de Douai, France Abstract: Thermoplastic composites have an increasing demand in the automotive industry. However, their relatively high viscosity poses manufacturing challenges. Especially in the RTM process lower viscosities or process changes are required to overcome bundle deformation or preform washing. To improve the cycle time and the part quality CETIM is developing a hybrid process called CRTM (Compression RTM) where the mould is not completely closed leaving a little gap between the preform and the mould. Parallel to the experimental investigations, a model of the process has been developed to better understand and control the deformation. Keywords: Thermoplastic RTM, Bundle Deformation, Washing, CRTM Introduction
Many automotive applications have complex shaped composite parts which are suitable for RTM process but require traditional low viscosity resins to overcome bundle deformation or preform washing. Solvay has developed low viscosity polyamides which can be used like traditional polyamides without any curing. Our studies with fabrication of composite plates have shown that resin with viscosity around 20 PaS can be successfully processed without defects but processing times are too long for industrial application. In the first part of this study an approach to decrease the impregnation time is presented: the CRTM process. In the second part, a physically based analytical model has been developed. Two boundary conditions are analysed. Part 1: CRTM
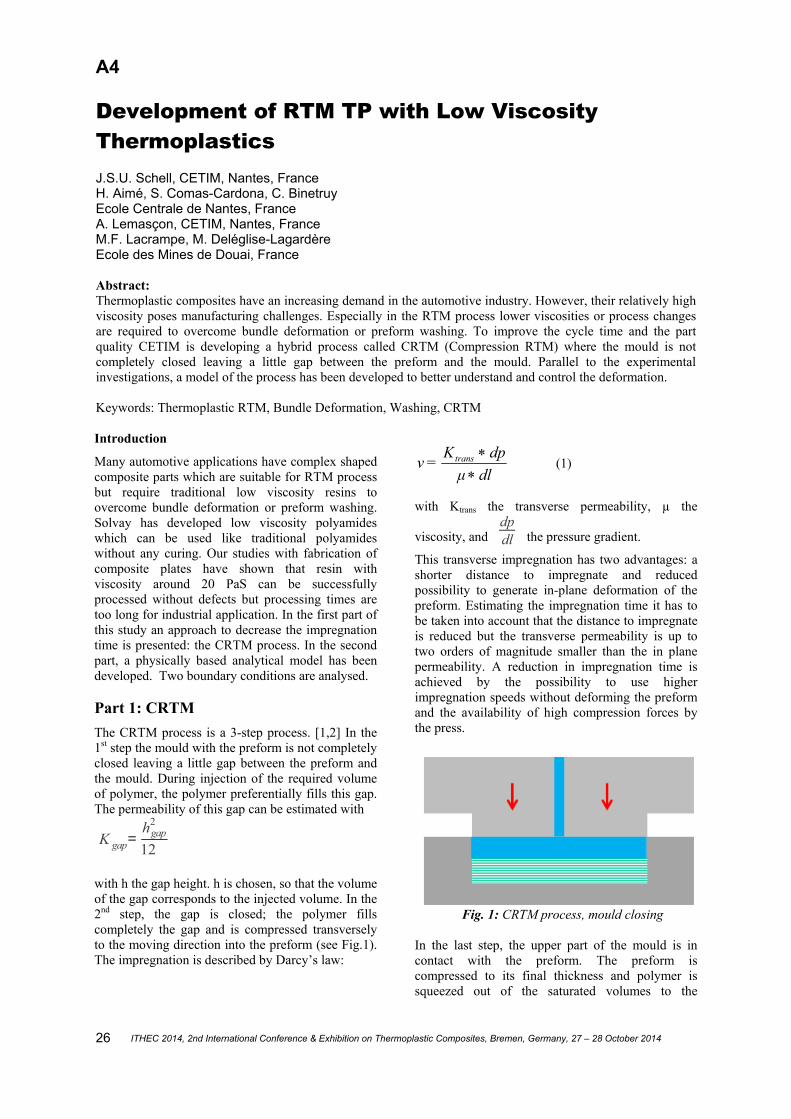
The CRTM process is a 3-step process. [1,2] In the 1st step the mould with the preform is not completely closed leaving a little gap between the preform and the mould. During injection of the required volume of polymer, the polymer preferentially fills this gap. The permeability of this gap can be estimated with
K gap=hgap
2
12
with h the gap height. h is chosen, so that the volume of the gap corresponds to the injected volume. In the 2nd step, the gap is closed; the polymer fills completely the gap and is compressed transversely to the moving direction into the preform (see Fig.1). The impregnation is described by Darcy’s law:
dlμ
dpK=v trans
(1)
with Ktrans the transverse permeability, µ the
viscosity, and dpdl the pressure gradient.
This transverse impregnation has two advantages: a shorter distance to impregnate and reduced possibility to generate in-plane deformation of the preform. Estimating the impregnation time it has to be taken into account that the distance to impregnate is reduced but the transverse permeability is up to two orders of magnitude smaller than the in plane permeability. A reduction in impregnation time is achieved by the possibility to use higher impregnation speeds without deforming the preform and the availability of high compression forces by the press.
Fig. 1: CRTM process, mould closing In the last step, the upper part of the mould is in contact with the preform. The preform is compressed to its final thickness and polymer is squeezed out of the saturated volumes to the
26

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
27
27

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
28
28

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
29

A5
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Recent Japanese Activity in CFRTP For Mass Production Automobile J. Takahashi, The University of Tokyo, Japan T. Ishikawa, Nagoya University, Japan Abstract: As with European countries, Japanese CFRTP research is also rushing into the next stage. Several research centers for CFRTP were established in the past few years and a new Japanese national project aiming to pursue multifunctional and ultra-lightweight automobile (2013-2022 fy) has started. This paper introduces these current Japanese activities. Keywords: CFRTP, Mass Production Automobile, Composite Design, Manufacturing, Recycling Introduction
The University of Tokyo has organized Japanese national project to develop CFRTP for mass production automobile from 2008 to 2012 fy [1]. In a meanwhile, a lot of groups which are interested in CFRP have been appeared in Japan, and among them research centers for composite materials, in especially for CFRTP, have been established in the only past few years as shown in Table 1.
Background of this bubbly investment is definitely a demand of automotive manufacturers, since Japanese automotive manufacturers produce 30 percent of world passenger automobiles. They have applied ultra-lightweight technology only to the special automobile to supply extreme driving performance, but nowadays they have faced to the social demand for developing mass production electric vehicle and ultra-lightweight vehicle to mitigate the global oil consumption and CO2 emission. Simultaneously, they have to adapt new social demand such as personal vehicle and more and more safety vehicle. For example, US-IIHS (insurance institute for highway safety) is going to ask automotive company to make automobile safer in the case of 25% offset front collision. It does not only make automobile heavier, but also will force automotive structure to change.
Therefore, new Japanese national project (2013-2022 fy) started to develop technologies that can make us respond quickly to such demands of design changes, and pursue multifunctional and ultra-lightweight automobile by using CFRTP (see Fig. 1). Including 3 CF manufacturers (Toray, Toho Tenax and Mitsubishi Rayon whose total world CF production share is about 60%) and 5 automobile companies (Toyota, Nissan, Honda, Suzuki and Mitsubishi Motors whose total world passenger automobile production share is about 27%), 22 companies, 5 public institutes and 7 universities participate in this project. While materials, structure and manufacturing techniques are going to be developed, wide range of CAE technologies are also
going to be developed concerning material design, structural design and molding simulation (see Fig. 2). Purpose of the new national project
The former national project has verified the potential of CFRTP whether the cost target of passenger automobile can be achieved or not. Hence we have focused on the material development and high-cycle molding/welding while making clear their mechanisms. Based on these results, the new national project is aiming to develop the following technologies.
(1) Design by/of CFRTP: The former project has verified the applicability of CFRTP by making individual automotive parts with the same shape of steel ones. But it is obviously not the best way of CFRTP usage. Hence structural design for both multi-materials and all-composite automobiles will be investigated in the new project. And new materials will be developed by the requests from design and manufacturing groups as shown in Fig. 2.
(2) High-cycle manufacturing: The former project has individually investigated resin impregnation, parts molding and their welding, but the new project will aim to find an integrated optimal manufacturing process applicable to factory production.
(3) Market waste recycling: The former project developed some ways to make automotive parts by using in-plant CFRTP waste, but the new project will find the way to make automotive parts by using market CFRTP waste (see Figs. 3-6).
30

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
High cycle manufacturingMarket waste recycling
METI, +25 (+9)PL: Prof. Takahashi (LCIC), Prof. Ishikawa (NCC)
LCIC, NCC, ICC, Tokyo Institute of Tech., Fukui Pref., JFCC, NIMS, Mitsubishi Rayon, Toho Tenax, Toray, Toyobo, Shimadzu, Aisin Seiki, Fukui Fibertech, KADO Corporation, Komatsu, Kyowa, Takagi Seiko, IHI, SHI, Honda, Mitsubishi Motors, Nissan, Suzuki, Toyota, (GCC, Tohoku Uni., Yamagata Uni., AIST, JAXA, DOME, Meiki, Taiseiplas, Toray Engineering)
Innovative CF Project Productive & low cost
METI, +5GM: Prof. Kageyama, PL: Prof. Hatori (LCIC)
LCIC, AIST, Mitsubishi Rayon, Teijin, Toray
High cycle molding In‐plant waste recycling
METI, NEDO, +5 (+5)PL: Prof. Takahashi (LCIC)
LCIC, Mitsubishi Rayon, Toray, Toyobo, Takagi Seiko
(Kyoto Institute of Tech., Shizuoka Uni., Tohoku Uni., Toyama Uni., Yamagata Uni.)
31

A6
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
New Fiber-Reinforced Thermoplastic Metal Hybrids – a New Technology Concept for a Highly Crash Loaded Lightweight Electric Vehicle Component O. Täger, M. Ehleben, J. Lohmann, K. Kharchi Volkswagen AG, Wolfsburg, Germany K. Schweizer, AUDI AG, Neckarsulm, Germany L. Kroll, M. Meyer, W. Nendel Technische Universität Chemnitz, Germany Unfortunately, the abstract as well as the final manuscript have not been received by the printing date. The authors announced to have the manuscript ready for distribution at the conference. It is scheduled to be published as an annex to the proceedings.
32

B1
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Smart Production of Hybrid Material Automotive Structures at ForschungsCampus Wolfsburg in the “Open Hybrid LabFactory” F. Fischer*, T. Große, S. Kleemann, K. Dröder, K. Dilger, T. Vietor Technische Universität Braunschweig, Germany * corresponding author (Email: [email protected]) Abstract: New materials and production techniques are a key to sustainable mobility, as they allow a resource-efficient production of car bodies or drive systems. These key technologies for the automotive construction of the future are developed at the research campus “Open Hybrid LabFactory – material development and production technology for economic and multi-functional lightweight construction” in Wolfsburg. The focus is on vehicle segments from series production, as they provide the greatest potential for the economic handling of finite resources. In the context of the Open Hybrid LabFactory three institutes of the TU Braunschweig (the IK, the IWF, the ifs) investigate new production technologies within the framework of publicly sponsored projects, with the aim of realising the “democratized lightweight construction” for series production. A selection of projects is listed in the following: The BMBF project ProVor, for instance, deals with the process chain for the prefabrication of hybrid semi-finished products by functionally integrated handling devices. In the IWF, mechanical processing methods, such as drilling and punching, are investigated for FVK metal hybrids and the occurring damage mechanisms by FEM modelling. In the project TR Closed Box, innovative welding procedures are developed for fibre-reinforced thermo-plastics. The project MuliMaK 2 deals with the development of optimized automotive part concepts for large scale production in accordance with ecological aspects. Keywords: Hybrid Materials, Series Production Introduction The guarantee of sustainable mobility represents a growing challenge which cannot be met by new or alternative products alone, regardless of their consumption of resources. It has in fact to be accompanied by the development of new materials and production technologies ensuring the requirement for a resource-efficient producibility of these products. The creation of a future environmentally friendly mobility is based on, among other things, new drive concepts and a clearly reduced vehicle weight. Only the broad implementation of the relevant technologies in the high-quantity vehicle segments will have a noticeable effect in fulfilling the environmental objectives. In the Open Hybrid LabFactory, materials and process technologies are developed which enable an innovative economic and serial production of function-integrated lightweight components for vehicle construction and thus contribute to sustainable mobility. The research factory comprises the complete value chain, from the carbon fiber via the hybrid manufacturing process for the production of functional lightweight components including the conceptual competences for component design through to recycling. This must take into account the high demands on automobile manufacturing as regards cycle times and reproducibility.
The new technologies are researched within the framework of the “Niedersächsisches Forschungszentrum Fahrzeugtechnik” (NFF – Lower Saxony research center vehicle technology), an interdisciplinary research institution of the technical university of Braunschweig. In the Open Hybrid LabFactory, comprehensive joint research work will be carried out in which so far inaccessible potentials in material development and in economic lightweight construction shall be realized, due to synergies along the process chain. This opens up a new chapter in the field of serial lightweight technologies – “the democratized lightweight construction“. The long-term objective of the Open Hybrid LabFactory is the creation of competences as regards material and manufacturing technologies for the „democratized lightweight construction“. This includes the implementation of weight-optimized designs, the use of suitable substances and hybrid materials as well as the development of production and manufacturing procedures for automobile serial production. The consortium behind the Open Hybrid LabFactory consists of research institutions and well-known industrial companies. On the scientific side, the competences of the three technically orientated universities in
33

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Fig. 2: A consistent process chain for the production of area-measured fibre-reinforced plastic-metal-hybrid structures
34
34
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
35

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
36

B2
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
New Concepts for Structure Parts Based on Short Fibre Reinforced Injection Molding W. Brok, Airbus Operations GmbH, Hamburg, Germany S. Kaschel, B. Schwing Airbus Operations GmbH, Bremen, Germany Abstract: Injection Molding is a well-known technology, suitable for a cost efficient production of complex shaped parts. In aerospace industry, this kind of Injection Molding technology has been introduced years ago for low loaded parts in cabin areas and for system applications. Research activities in aerospace industry have started to look at Injection Molding technology also for complex shaped structure parts using high performance thermoplastic matrices reinforced by short carbon fibers. Latest developments are considering as well the Overmolding technology which could provide a maximum of mechanical performance in highly stressed areas of a part by using continuous (endless) fibers, while other areas of the part are based on discontinuous (short) fibres. The concept combines consolidation and forming of continuous reinforced thermoplastic laminates made from hybrid textiles and injection molding of discontinuous reinforced thermoplastics. Keywords: Short Fiber Reinforced Injection Molding, Overmolding, Hybrid Textiles, Structure Parts Introduction
Structure composites in aerospace industry are typically made from continuously and defined oriented carbon fibers embedded in a thermoset or thermoplastic matrix. Manufacturing of those parts is dominated by prepreg technology, liquid resin infusion (LRI) technology and thermoforming of pre-consolidated thermoplastic (TP) laminates. Manufacturing processes for thermoset materials have the disadvantage of long curing times, up to several hours per part, to ensure a fully cured thermoset matrix. Part complexity in terms of geometry and topography is limited by the continuous fibre arrangement due to its drape behaviour. Current research activities are considering technologies like compression molding and injection molding for the manufacturing of complex shaped structure parts based on discontinuous reinforced thermoplastics.
Fig. 1: Composite Technologies
Figure 1 shows different composite technologies in relation to typical mechanical in-plane properties and suitability for producing complex shaped geometries.
Approach
Structure parts of complex shaped geometries are typically used for load introduction and load detour. They show up in many applications like T-shaped brackets and window frame with a T-shaped cross section. The idea to use discontinuous reinforced materials for those applications is based on two aspects:
1. Compensation of lower mechanical (in-plane) properties of the discontinuous reinforced matrix by an optimized topology in combination with improved „out-of-plane” properties.
2. Application of fast and highly automated manufacturing processes to reduce recurring costs, assuming higher numbers of identical parts.
A further improvement of the Injection Molding technology is the so called Overmolding technology based on a combination of discontinuous and continuous reinforcement. This technology provides a maximum of mechanical performance in highly stressed areas of a part by using continuous (endless) fibers, while other areas of the part are based on discontinuous (short) fibers, allowing maximum geometrical complexity and providing opportunities for functional integration. The concept
37

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Fig. 4: Window Frame Concept in Overmolding technology
The continuous reinforced areas of the window frame are a combination of hybrid non-crimp fabrics (NCF’s) and hybrid semi-preforms produced by Tailored-Fiber-Placement (TFP). Both kinds of materials have the thermoplastic matrix constituents already included in the textile structure. Impregnation, consolidation, and thermoforming of
38
38

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
39

B3
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Novel Process Technologies for the Production of Hybrid Thermoplastic Composite Structures A. Wood, Victrex Polymer Solutions, Thornton Cleveleys, United Kingdom Abstract: The overmoulding of metal components such as threaded inserts is well established in the automotive industry and, more generally, in the plastics industry. Overmoulding of long-fibre composite materials is however, relatively new. The current state of the overmoulding technology involves heating pre-consolidated laminate, sometimes referred to as ‘organo-sheet’, to a temperature where the matrix material fully melts. The laminate is then positioned into an open injection-moulding tool and the tool closed. As the tool closes, the laminate is formed to the desired shape and polymer is injected onto the surface of the laminate. Victrex Polymer Solutions have developed a poly(aryl ether ketone) [PAEK] which has a lower melting point than VICTREX® PEEK but retains properties similar to VICTREX PEEK. A composite with a matrix based on the new PAEK can be overmoulded with PEEK without the matrix being melted. The process results in a good bond between the laminate and the overmoulded material. Keywords: Hybrid, Injection Moulding, Thermoplastic-Matrix Composites, PEEK Introduction
The nature of thermoplastic-matrix pre-pregs is such that the manufacture of complex three-dimensional components is often difficult. One route to manufacture was developed by Offringa et al [1] through the co-consolidation of the components of a wave beam in an autoclave. More recently developments have taken place in the automotive industries where pre-consolidated composite laminate is thermoformed and structures injection moulded onto the surface [2-5]. These processes are typically used with polyamides and polypropylene. Current Hybrid Moulding Processes The current technology initially involves the manufacture of composite laminate, often referred to as ‘organo sheet’. Suitably sized sheets of the laminate are then mounted into a frame and the matrix material re-melted. This sheet is positioned in between an open injection moulding tool, the tool being shut in order to form the sheet of composite laminate into the desired shape. Following this forming process, melt is injected into the tool such that it bonds to the surface of the thermoformed composite and generates a three-dimensional structure. The potential issues with this process include:
1. Control of the fibre orientation during the forming process. This is particularly important in the aerospace industries where effects such as fibre breakage and buckling cannot be tolerated.
2. The melting process involves the matrix undergoing another heating cycle in air with the consequential possibility of the matrix degrading.
3. The laminate must be supported during the initial heating cycle prior to forming and in the early stages of forming. Thus, excess laminate is required around the perimeter of the moulding. This excess must be removed at the end of the moulding process so incurring extra cost in terms of processing and the generation of scrap material.
4. The initial heating process necessitates that the laminate must have a uniform thickness in order to ensure that the entire matrix melts. Uneven melting would result in hot and cold regions, this affecting the thermoform-ability of the composite.
Work by Reiche et al [6] has shown that the thermoforming process can have deleterious effects on the performance of composite components due to the changes in fibre orientation on thermoforming. The changes in fibre orientation occurring during thermoforming cannot be accurately controlled and thus this forming process may have limited applications within the aerospace industries. Novel Hybrid Moulding Process In order for the fibre orientation to be controlled within a hybrid moulding process it is important that the composite matrix is not melted. The ideal process would feature:
1. The composite laminate would be manufactured to the required net shape.
2. The ability to design the laminate to maximise the performance, this necessitating being able to vary the thickness of the laminate.
40

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
41

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
42

B4
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Efficiency in Textile Reinforcements for Injection Molded Structures J. Tröltzsch, L. Kroll Technische Universität Chemnitz, Germany Abstract: Due to an increased use of Fiber Reinforced Plastics (FRP) components for the reduction of energy consumption in mobile applications, the condition monitoring of these lightweight structures is of increasing importance. For the combination of the textile reinforcements and sensor systems in efficient injection molding process, textile fabrics have to be developed, which allows the fixation of sensor systems, contacting and embedding in the injected thermoplastic melt. A new kind of non crimp fabric in a multilayer design, is considered particularly advantageous, whose outer fiber layer impregnation will be completed in the injection molding process. Apart from lower manufacturing costs of this kind of prepreg, the impregnation process with the injected melt leads to an anchoring between the textile structure and thermoplastic melt as observed in in-mold decoration processes. Keywords: Injection Molding, Melt Impregnation, Sandwich Structure, Non-Crimp Fabric, Sensor Integration Introduction
Due to an increased use of Fiber Reinforced Plastics (FRP) components for the reduction of energy con-sumption in mobile applications, the condition moni-toring of these lightweight structures is of increasing importance. Innovative continuous manufacturing technologies for sensor systems based on micro- and also nanoeffects offer special advantages that enable the integration of functional elements into semi-finished products and preforms for FRP. A promis-ing technology is the integration of the sensor sys-tems in textile layers which are used as reinforce-ment in mass production for thermoplastic based FRP like injection molding technology. The combi-nation of in-situ and inline processes, including injection molding with functionalized textile layers for electrical contacting and mass print technology is very useful. Injection molding technology allows the integration of thermoplastic prepregs into the mold cavities, in which the prepregs are being back-injected in order to shape stiffening structures such as ribs or other complex geometries. However, thermoplastic pre-pregs are still characterised by considerable material costs since the preceding impregnation is a techno-logically complex process. Moreover, in injection molding it is necessary to create a good connection to the injected plastic. Due to ensuing shrinkage and the resulting residual stresses this becomes an im-portant factor during the process [1-3]. By using partially impregnated textile structures a higher bonding strength can be achieved, due to the fact that the impregnation of the outer fibre layers leads to an anchoring between the textile structure and thermoplastic melt as observed in in-mold decora-tion processes [4]. For the combination of the textile reinforcements and sensor systems in efficient injec-tion molding process, new textile fabrics have to be
developed, which allows the fixation of sensor sys-tems, contacting and embedding in the injected thermoplastic melt. Melt impregnation assessment technique
Due to the process related fixing of the reinforce-ment onto the mold wall in the cavity, the integra-tion of textile reinforcement structures into the injec-tion molded parts has to take place close to the sur-face. Hence, critical shear stresses between the plas-tic core and the textile reinforcing layer can be min-imised as the largest shrinkage of the plastic melt can be found in the core area of the plastic part. Injection molded sandwich structures are predes-tined for a symmetrical design that prevents distor-tion. For this purpose, flat components with textile reinforced surface layers and a central plastic layer should be used. Ensuring an optimal connection of the surface layers to the injected plastic, it is ideal to use textile designs with structurally intrinsic flow channels for impregnation with the melt. This results in a micro anchoring. In comparison to a pure adhe-sive bond, it leads to notably higher bond strengths between the matrix of the textile reinforcement and the injection molding plastic. Accordingly, the re-quired textile reinforcement structure must have an appropriate partial impregnation, so that the external fibre layer is not yet fully impregnated during pre-consolidation. The direct melt impregnation of textile structures in injection mulding process has been investigated for determining a critical count of fibre filament layers which can be impregnated. The impregnation quality was verified via a fibre bundle pull-out test and optical by polished micrographs. The common sin-gle fibre or fibre bundle pull-out test allows the pull
43
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
44

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 45

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
46

B5
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
An Innovative Approach to Joining Polymer and Metal Sheets to Light-Weight Hybrid Structures D. Drummer, J. Vittinghoff Friedrich-Alexander-Universität Erlangen-Nürnberg, Germany Abstract: Hybrid parts consisting of sheet metal and injection-moulded ribbing have been on the market for years. These in-mould-assembled hybrids have been joined by form-fit and frictional joints, which can easily be achieved with the use of cut-outs and undercuts in metal inserts. However, said joining techniques have serious disadvantages (e.g. stress concentrations on junction points), which can reduce their light-weight capability. In this paper a novel, full-faced joining technique using a thermo-reactive adhesive layer will be introduced and the influence of the chosen material and processing parameters on mechanical component performance will also be explored. Keywords: Polymer-Metal Hybrid Technology, In-Mould Assembly, Full-Faced Bonding, Adhesive Coating Introduction
Polymer-metal hybrid structures consisting of sheet metal and injection-moulded ribbing are commonplace in automotive applications. Their success can be attributed to the combination of two primary advantages: Firstly, their material combination exhibits good potential for both light-weight design and synergy effects in processing. Secondly, reasonably priced materials are able to be processed via highly efficient injection moulding. Both factors contribute to cost-efficient, light-weight production. For years, hybrid parts have been joined by form-fit and frictional joints, which can easily be achieved with the use of cut-outs and undercuts in metal inserts. These joining methods result in the disadvantage of joints, running the risk of breaking down, especially under mechanically or thermally induced dynamic loads due to stress concentrations at the notches and edges of the joining points. Hence, full-faced joining techniques are, in general, preferred in order to prevent component failure and to further increase light-weight potential. Considering full-faced joinings, research has been conducted on bonding both constituents within a single injection moulding process. The method to be presented is based on applying an adhesive coating to the metal surface prior to forming the metal sheet. With the use of correct materials and adhesives, hybrid parts with a weight-carrying bonding can be achieved. By adapting the processing parameters, the bonding strength can be enhanced, which results in significantly better mechanical performance. Our research shows recent investigations into improving the bonding strength of single-rib specimen as well as the hybrid carrier “Erlanger Träger” under static torsional loads. In particular, performance tests on
the hybrid carrier, which is closely representative of real hybrid parts, have led to characteristic values desired for evaluating the improvements we have attained. These values can be added by usage properties determined under cyclic dynamical loads, which is beyond the scope of this paper. The curing conditions’ influence of the adhesive coating and over-moulding on the induced thermal heat into the adhesive coating on the bonding strength have been investigated and presented in earlier papers, e. g. [1, 2]. Materials
The materials investigated can be divided into three families: The metal coil, the adhesive coating and the polymer. Each is described below: - A deep draw steel 1.0355, hot zinc-dipped with a coating weight of 140 grams / m² on both sides was used as the metal coil. The thickness of the sheet was 0.6 mm for all investigations. Before applying the adhesive coating, the surface was abrasively brushed. - The adhesive coating was applied by Hühoco Metalloberflächenveredelung via coil-coating. The adhesive is based upon thermoplastic copolyamide (trade name: VESTAMELT® by Evonik) which can be activated by heat (thermal curing’s starting temperature range: 207-213°C) and processing additives. One advantage of the curable adhesive coating is its greater thermal resistance after curing. The thickness of the coating was below 100 µm, which is typical for coil-coating. Pre-drying the adhesive coating was conducted in a continuous annealing furnace with multi-zone heating.
47

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
48

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
49

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Figure 5. Torque against angle of torsion for varying rib materials in dry condition
50

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
51

B6
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Development of Hybrid Structures Based on Thermoplastic Composites M. Wanders, K. Küsters LANXESS Deutschland GmbH, Köln, Germany Abstract: Lightweight design is one of the major topics for mobility, e.g. the automotive industry. The combination of different materials often leads to optimum solutions in terms of mechanical properties, costs, processability and weight. Here plastic/metal hybrid is a successful and established technology. Replacement of metal sheets by thermoplastic composites offers additional advantages concerning weight reduction and functional integration. The development of several applications is shown. A holistic development approach including simulation capabilities leads to optimized part performance. Finally an outlook on customized composites and overmold material is given. Keywords: Lightweight Structures, Thermoplastic Composite Sheet, Plastic/Metal Hybrid, Engineering, Automotive Introduction
Legal requirements and commitments as well as economic aspects force the automotive industry to reduce energy consumption and emissions. Furthermore consumer demand for increased comfort, safety features and good driving performance. Therefore lightweight design is one of the major topics of automobile industry. Weight reduction can be achieved by reducing wall thickness of metal structures or using high strength steels on the one hand. Plastic composites on the other hand can offer even greater potential for lightweight design. But it is the combination of both materials which often leads to optimum solutions in terms of mechanical properties, costs and processability. Plastic/metal hybrid technology
Structural components made of steel sheets tend to buckle under certain loads when reducing wall thickness to a specific limit (Fig. 1). This buckling can be avoided by comparably low forces. That is the principle of the classical plastic/metal hybrid technology (PMH), invented in the late 80’s of last century: deep drawn steel sheets are positioned in injection molding tools and are then reinforced by injection molding of short glass fiber reinforced thermoplastics like PA6. The robust connection created in the injection molding process between plastic and metal inserts of the hybrid component facilitates the production of components that have a high load-bearing capacity but are nevertheless cost competitive, and – most importantly – lightweight. In addition, the mass production injection molding process delivers functional integration potential and parts of consistently high, reproducible quality.
Das verknüpfte Bild kann nicht angezeigt werden. Möglicherweise wurde die Datei verschoben, umbenannt oder gelöscht. Stellen Sie sicher, dass die Verknüpfung auf die korrekte Datei und den korrekten Speicherort zeigt.
Fig. 1: Principle of plastic/metal hybrid structures
Lanxess as pioneer of the hybrid technology was involved from the beginning. Until now there are millions of PMH automotive frontend applications running in the field. The technology offers significant weight and cost saving and several new applications as well as technology improvements (e.g. the in-mold assembly of several metal sheets) were realized. Thermoplastic composite sheet hybrid molding
A consequent next step to reduce weight in structural applications is the move from metal sheets to composite sheets. These composite sheets, based on thermoplastic materials like PA6, can be reinforced with endless fibers like glass, aramid or carbon. The endless fiber polymer sheets are draped or formed in the injection molding tool and can immediately be reinforced with the injected short fiber reinforced PA6 (one-shot-molding). The main advantage of such plastic/plastic hybrid composite parts results from their extremely low weight. The density of such materials may be as low
52

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
53

54 ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
55
55

Keynote Automotive
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Current State Future Challenges of Thermoplastic Applications in Aerostructures S.G. LaRiviere, The Boeing Company, Seattle, USA Abstract: This presentation intends to give a brief overview of the history and benefits of composite structure in aviation. It will also describe the method of getting new composite materials qualified to be considered for a commercial aircraft and the process of trading the value of various materials and their respective manufacturing processes to obtain a safe, profit making vehicle. Lastly this presentation will present challenges to material supplier, research institutions, parts makers and OEM in order to open the opportunity for more applications of thermoplastic materials on commercial airplanes. Unfortunately, the final manuscript has not been received by the printing date.
56

C1
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Competitiveness of High Performance Carbon Fibre Reinforced Thermoplastic UD-Tape A. Gilliot, J.-P. Canart, M. Schubert Toho Tenax Europe GmbH, Wuppertal, Germany L. de la Ossa, xperion Aerospace GmbH, Markdorf, Germany Abstract: This paper evaluates the competitiveness of carbon fibre reinforced thermoplastic PEEK against CF/Epoxy. Materials properties of unidirectional prepreg are compared. Different processes to manufacture CF/PEEK component are discussed. The component cost of an omega profile is compared between continuous compression moulding using CF/PEEK UD-Tape and autoclave manufacturing using CF/Epoxy UD-Tape. Keywords: Carbon fibre, Thermoplastics, PEEK, CFRP, Lightweight Structures Introduction
Carbon fibre reinforced plastics (CFRP) are advantageous for structural applications thanks to their high strength-to-weight and stiffness-to-weight ratios. Nowadays, most aircraft primary structural CFRP components are made out of epoxy pre-impregnated carbon fibre in form of unidirectional tape or woven fabric. In the coming years, the amount of CFRP primary structural parts will grow thanks to an increasing confidence in CFRP materials and the raising rate of aircraft production. Therefore, and in order to reduce part cost, new manufacturing processes and alternative materials are necessary in order to keep the component cost down and keep up with the increasing production rate. One material solution is carbon fibre reinforced thermoplastic (CFRTP). This paper is focusing on the evaluation of the competiveness of Carbon fibre/PEEK (poly-ether-ether-ketone) UD-Tape, Tenax®-E TPUD PEEK-HTS45 (see Fig. 1), against typical CF/Epoxy prepreg used in the aircraft industry. At first, the material and composites properties are compared. Then, different component manufacturing processes adapted to CF/PEEK UD-Tape are discussed. The continuous compression moulding (CCM) process, developed by Xperion Aerospace, is then considered to compare CF/PEEK component cost against CF/EP component manufactured in autoclave.
Fig. 1: Tenax®-E TPUD PEEK-HTS45 Materials properties
Laminate made out of Tenax®-E TPUD PEEK-HTS45 material shows superior matrix and fibre-matrix dominated mechanical properties than CF/Epoxy. As a matter of fact, CF/EP loses 10 to 30% of its compression strength after being conditioned in warm humid environment and tested at 70°C. At the opposite, CF/PEEK material is able to preserve up to 98% of its original properties. Furthermore, the intrinsic toughness of PEEK combined with Tenax® P12 tailored sizing for thermoplastics lead to a tremendous increase of the inter-laminar fracture toughness (up to 6 times the level of CF/EP). Component cost
Several manufacturing processes can be used to produce thermoplastic composite components. One major advantage of processing carbon fibre reinforced thermoplastic is the opportunity to increase takt time. CF/PEEK UD-Tape material can be laid down automatically, do not need to be de-bulked every couple of layers and can be
57

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
58

C2
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Electro-Bonded Laminates for High Performance 3D Morphing Structures A. Bergamini, Eidgenössische Materialprüfungs- und Forschungsanstalt, Dübendorf, Switzerland W. Raither, P. Ermanni Eidgenössische Technische Hochschule, Zürich, Switzerland Abstract: Morphing wings, intended as wings capable of changing their geometry based on unconventional methods, such as compliant structures and so-called smart materials represent a very active area of research as they promise to allow for superior performance under a wide range of conditions, as compared to conventional wings. In most cases, morphing wing designs are faced with a fundamental conflict in the design: While high stiffness levels are desirable from a structural point of view, morphing of stiff structures requires large forces and thus heavy actuators and considerable amounts of energy. The concept of Electro-Bonded Laminates (EBL) presented here overcomes this classical requirements’ conflict. In this technique, thermoplastic films are embedded within electrically conductive material. A reversible lamination is achieved by applying electrostatic forces. The shear strength of these materials can be controlled by the voltage applied. The required current for maintaining the lamination is limited to creep currents, which are present in the insulating thermoplastic layers. Applications of the approach to a small-scale section of a morphing wing are shown. Keywords: Morphing, Variable Stiffness, Lightweight Structures
Introduction While the earliest powered airplanes, like the "Wright Flyer", were based on continuous wing warping for roll control, discrete control surfaces like rudders, flaps and slats, which ensure aeroelastic stability at elevated flight velocities, have become common in airfoil design. However, the drawbacks related to the aerodynamic shortcomings and to the high mass of these mechanisms have indicated the great potential of airfoils with continuous shape adaptation, here considered synonymous of morphing. One of the advantages expected from morphing wings with respect to conventional wings with discrete control surfaces is a general reduction of aerodynamic drag, thanks to the smooth, closed surfaces of morphing wings, and of structural mass. Given the absence of mechanisms such as hinges and sliders, morphing wings rely, for their shape adaptation, on the compliance of the structure. Here, the stiffness of the structure plays an important role and is at the origin of a design conflict: if on one hand the stiffness of the structure has to be sufficiently high to fulfill its load bearing function, the skin should offer a high level of compliance to allow for shape adaptation, while using small (ideally embedded) actuators. This conflict of requirements (shown in Figure 1) can only be addressed by entering a compromise, as long as the properties of the structures are assumed to be time-invariant. In the present work we will introduce structural elements that provide time-variable shear strength capabilities and are controlled by an external stimulus, which is independent of mechanical loads.
The appropriate integration of these elements into a structure is exploited to realize variable stiffness elements, as will be shown.
Figure 1: Requirement Triangle [1] Research of the past years has shown that the attractive electrostatic forces between the electrodes of a parallel plate condenser can be exploited to create elements, called Electro-Bonded Laminates (EBLs), with variable shear strength. Consider two thin dielectric layers with two plane contact surfaces, as depicted in Figure 2: the mechanical stress in z-direction between two electrodes spaced by a dielectric of total thickness d0, relative permittivity ε with a potential difference is given by Maxwell’s equation:
where is the permittivity of vacuum.
59

60 ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
61

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
62

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
63
63

C3
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Orthogrid Thermoplastic Composite Butt Joint Stiffened Panel with Welded Frames
A. Offringa, Fokker Aerostructures, Hoogeveen, The Netherlands Abstract: A thermoplastic composite skin panel, featuring butt jointed stiffeners, is welded to frames. The application envisioned is aircraft fuselage structure. Welding substitutes currently used bolted assembly for skin-to-frame joints, reducing cost and weight. Panel cost is further reduced over state-of-the-art composite fuselage panels because the butt jointed stiffeners are simple flat preforms, placed in a tool in which the panel is co-melted. These butt joints are only possible because of the toughness of thermoplastic matrices such as PEKK. Cost of a thermoplastic butt joint is lower than that of conventional panel-to-stiffener joints due to the use of only simple, flat stiffener preforms and low cost injection molded radius fillers. No forming of stiffener preforms or complex layup is required. The use of thermoplastic composites offers a weight advantage because of material toughness. Also, the butt joint makes stiffener laminate definition independent from that of skins, allowing for low-weight design. The panel is recyclable. Keywords: Thermoplastics, Part Integration, Low Cost, Low Weight, Welding Introduction
State-of-the-art composite aircraft fuselage panels (e.g. Boeing 787 and Airbus A350XWB) are made of thermoset composite material, with composite frames bolted on. The attachment of frames is a major cost driver. Also, minimum gauge thickness of these fuselage panels is determined by the limited allowable strain levels for thermosets. A new lightweight fuselage panel concept has been developed that features integrated stringers in two directions and frames welded onto the panel.
Fig. 1: Orthogrid butt joint stiffened panel with welded frames
Design
The new panel concept is a lightweight thermoplastic composite panel that is stiffened with butt jointed stiffeners in two perpendicular (orthogrid) directions and welded frames (fig. 1). The stiffeners are butt jointed for low cost. The welding of frames instead of bolting also greatly reduces cost. The welding of frames to tangential stiffeners with a strong shear loaded weld is made possible by the fact that tangential stiffeners, onto which the frames are welded, are butt jointed to the panel. The strength of this butt joint is equal to that of more conventional stiffener-to-panel joints, where fiber go ‘round the corner’. Butt jointed stiffeners are of interest because of simplicity; the stiffeners being simple flat preforms, butt jointed to the panel itself. No forming is required. Figure 2 shows a cross-section of a T-stiffener made with the butt joint feature.
Fig. 2: Cross-section of the butt joint feature. Figure 3 shows the flat preform laminates and the injection molded fillers that compose the stiffener. The butt joint principle was discovered during the development of a thermoplastic floor beam and subsequently optimized (refs. 1 and 2). The use of thermoplastic composite for a fuselage panel also reduces weight because thermoplastics
64

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
65

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
66

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
67

C4
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Analysis of the Thermoforming Process of Thermoplastic Composite Parts
C. Brauner, A.S. Herrmann Faserinstitut Bremen e. V., Germany Abstract: The thermoforming process is a manufacturing method to produce fibre-reinforced thermoplastic components within short cycle times (< 2 min). During this process, anisotropic material behaviour creates residual stresses which then induce unwanted deformations. Therefore, during early stages of development, newly produced geometries have a high reject rate, and the process parameters must be adjusted iteratively. Thus, an analysis of these process-induced deformations has been carried out to investigate the connections between process parameters and final geometry. In this case, an L-angle bracket, which exhibits a spring-in effect after the thermoforming process, has been examined. For the experimental approach, the semi-crystalline compound polyphenylenesulphide (PPS) was used as the thermoplastic matrix material. Specifically, the crystallisation kinetics of this polymer is described by adjusting Nakamura's crystallisation model to different cooling rates. A simulation strategy has also been developed to include the crystallisation behaviour in a thermal and mechanical analysis. The results of these analyses have been evaluated and compared with the outcomes of the experimental approach. Finally, several opportunities for future studies are proposed to provide methods for improving the simulation. Keywords: Composites, Composite Materials, Thermo-Elastic, Finite Element, Thermoplastic / Stress, Crystallisation, Samcef, Nakamura Introduction The following study focuses on the description of the relative crystallisation behaviour and the formation of process-induced deformations in a carbon-fibre-reinforced composite material with a PPS (Polyphenylenesulphide) matrix. In the first part, different crystallisation theories are introduced and compared with DSC (Differential Scanning Calorimetry) experiments. In a second part, constitutive equations are derived from the experimental investigations and implemented via user subroutines into the implicit finite-element programme SAMCEF/MECANO. This material model is used for an application test case to compute the process-induced deformations, specifically, the spring-in of an L-angle bracket.
Fig. 1: Simulation approach
Material Characterisation This chapter addresses the characterisation of the thermo-mechanical behaviour of a matrix during crystallisation. Key aspects include the description of the crystallisation as a function of the cooling rate and the development of the elastic matrix modulus during the crystallisation. The material used in this study is a carbon-fibre-reinforced material with a PPS matrix, also known PPS-CETEX, provided by Tencate. Crystallisation Kinetics A crystallisation process that occurs during a transition from a liquid into a solid state at an evaluated temperature can be described using generalised empirical rate equations or mechanistic models. Mechanistic models describe the crystallisation process at an atomic scale by examining the growing macromolecules. The empirical rate approach derives a phenomenological mathematical description of the process from the results of experimental studies using Differential Scanning Calorimetry (DSC). Using this method, the endothermic heat flow is measured and interpreted with respect to the assumption that the heat flow is proportional to the relative crystallisation. The relative crystallisation is a conversion factor varying from 0 (no crystallisation network) to 1 (relative amount of crystallisation). Based on the DSC measurements, crystallisation kinetics can be derived to predict the formation and growth of the relative crystallisation parameter as a function of
68

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
69

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Fig. 4: Composite part, mould
Fig. 5: FE model
7
70
70

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
71
71

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
72
72

C5
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Reducing Manufacturing Costs of Aerospace Thermoplastic Parts S. Jamet, D. Bailly DAHER-SOCATA, Saint-Aignan de Grand Lieu, France J. Hubert, PINETTE-EMIDECAU, Châlon-sur-Saône, France Abstract: There is a trend in aerospace manufacturers towards the use of thermoplastics solutions for highly loaded parts, with harsh environmental requirements. The advantage of thermoplastic composites in complex environments has been proven. However, one of the biggest limiting factors for a wider use is their direct manufacturing costs. Equipment suppliers must find solutions to decrease their costs. The main drivers identified are Materials, Processes and Control. We propose to focus on the Processes and Control improvements made by DAHER-SOCATA and P.E.I. Keywords: Thermoplastic, Stamping, Manufacturing Costs, Statistical Process Control Introduction
Thermoplastics elementary parts needs are increasing strongly, thanks to last single aisle programs. Stamping process is qualified by OEM’s as a robust manufacturing process, able to answer to high manufacturing rates. However, equipment manufacturers are challenged to face strong ramp up (for example: rate 1 to 13 in 5 years for A350 XWB), with high production flexibility (low PN redundancies) (see Fig.1).
Fig. 1: DAHER-SOCATA A350 XWB clips delivery
DAHER-SOCATA and PEI solutions
To succeed in these new challenges, equipment manufacturers and stamping means manufacturers have to collaborate closely through process engineering approach, to “invent” new high productivity cells, using robots managing lower added value steps: stamping upstream and downstream operations (see Fig.2).
Fig. 2: DAHER-PEI new stamping cell
Another way to reduce cost is the quality management. DAHER-SOCATA managed a Statistical Process Control to identify and monitor key parameters, guarantying that these parameters are under control. Quality results are then recorded using Statistical Design Control and discussed with the customer, to converge on new design and quality requirements, compatible with production capabilities. Once repeatability demonstration is done, and customer agreement negotiated, control costs can be drastically reduced thanks to sampling control. Results
New cells capability has been proven at full production rate. Time for process control per part has been divided by four, and scrap and quality concession reduced. DAHER-SOCATA has developed a specific Quality Convergence process that can be re-used on new programs. Sampling quality control started for specific parts families.
73

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
74
74

C6
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Thermoplastic Materials Interest to Answer the Industrial Needs (AIRBUS Nantes) C. Collart, Y.-G. Cornu, F. Ravise Airbus Manufacturing Engineering, Nantes, France Abstract: Thermoplastic materials for aeronautical structural applications are well known for years. Their usage has been strongly increased on the A350 composite fuselage but limited to basic parts designs. In the meantime, R&T programs have brought the TP automatized manufacturing processes at the level of the thermoset. The intent is to present how thermoplastics answer to the industrial needs for high rate aircraft manufacturing, and where to focus the technology developments to bring it in the game. Keywords: Thermoplastic, Aeronautics, Structure Introduction: Industrial context
In the past decades, the civil aeronautics industry has been delivering and manufacturing aircrafts at a moderate rate. In the past years the air transport became affordable for a wider range of the world population and the manufacturing rates needs were increased drastically. Manufacturing became a bottleneck to sales.
Fig. 1: A320 neo reveal ©Airbus
On the short range aircrafts, the delivery rate is as fast as 2 aircrafts per day! This tipping point makes the aeronautical industry change fast, being inspired by the automotive manufacturing system – especially the LEAN approach. In summary, this approach consists in several key ideas:
- Specify value - Identify the value stream - Make value flow continuously - Let customer pull value - Continuous improvement and zero
variation The approach is deeply transforming the manufacturing system in existing manufacturing lines but also for the major improvements and the new developments.
Fig. 2: Lean Model Line
Thermoplastic intrinsic opportunities versus Thermoset technologies
Intrinsic characteristics of thermoplastics materials are differentiating in some fields, including the waste reduction and the design to manufacture opportunities to reduce the manufacturing lead times, especially:
- Manufacturing cycles - Environmental conditions - Machine maintenance - Opportunities for welding - Opportunities for repair - Recycling
As-Is situation – Thermoplastic parts in service
The composite structure parts weight raised over 50% of the structural weight of the latest aircrafts generation. The standard for serial aircraft structural parts is the use of thermoset materials, with a high level of automation during the manufacturing steps. The use of thermoplastic parts is mainly dedicated to secondary structures or to small primary structure parts: clips, ribs, leading edges, fairings, floor structure, small panels. But complex parts are also manufactured like stamped parts: 3m-beam or evolutive thickness ribs with evolutive geometry.
75

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
76

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
77

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
78

D1
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Merge Technologies for Multifunctional Lightweight Structures, Federal Cluster of Excellence “MERGE” L. Kroll, Technische Universität Chemnitz, Germany, and CETEX Institut für Textil- und Verarbeitungsmaschinen gGmbH, Chemnitz, Germany N. Schramm, W. Nendel Technische Universität Chemnitz, Germany Abstract: The main objective of the Cluster of Excellence, “Merge Technologies for Multifunctional Lightweight Structures”, is the fusion of fundamental technologies suitable for the resource-efficient mass-production of lightweight structures of high-performance and functional density. Manufacturing processes that are currently discrete for different groups of materials such as metals, plastics or textiles have to be merged, through fusion and interlinking, to produce continuous large-scale technologies for the production of high-performance structures. The Cluster of Excellence is divided into six interacting research domains. In the technological research areas, complementary technologies such as in-line textile preforming, in-situ embedding of metal or fibre-reinforced plastics components and in-mould coating with resource-efficient manufacturing processes are intended to be merged. Keywords: Fibre-Reinforced Thermoplastics, Injection Moulding, Function-Integrated Components, MERGE
Introduction
The need to conserve raw materials and energy renders the resource efficiency of manufacturing processes and products a central competitive factor for Germany as a production site and for the protection of jobs within the manufacturing sector. Combined technologies offer promising approaches to improving resource and energy efficiency by merging discrete manufacturing methods in the production of weight-optimised multifunctional structures. Compared to classic assembly-oriented manufacturing, a technological fusion of metal-, plastics- and textile-processing techniques can reduce heat, friction and mechanical energy and can, therefore, significantly lower CO2-emissions. Furthermore, low-consumption methods of construction are inherent in lightweight structures, which save additional resources. The vision of the Cluster of Excellence is to tap into the joint resource potential of merged technologies and lightweight structures by adopting an integrated approach. Thus, the Cluster MERGE is pursuing a long-term strategy of bivalent resource efficiency, also known as the BRE strategy (see Fig. 1). Providing efficient, lightweight solutions in hybrid construction entails the synergetic combination of different groups of materials, which are currently processed using manufacturing technologies that have discrete working mechanisms and linking pro-cesses. The manufacture of such multi-component parts has so far been characterised by costly- and time-consuming assembly, inflexible process steps
and non-continuous process chains. Construction methods in multi-material design are characterised by deficits concerning the dimension tolerances and the reproducibility of the structural properties. This is because the alignment of the strongly differing property profiles of the technical classes of materials and the respective manufacturing processes has thus far been insufficient. In particular, high-stressed components of fibre-reinforced plastics (FRP) with metal load transfer elements have a high performance density. This, however, is paid for by inefficient process steps. Therefore, the "intelligence" lies almost exclusively in the product rather than the manufacturing process. This discrepancy poses a major challenge in the mass-production of hybrid components.
Fig. 1: BRE strategy of the Cluster “MERGE”
79

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 80

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
81

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 82

D2
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
How to Qualify an Offshore Thermoplastic Composite Pipe System H. de Boer, M. Kremers, B. Steuten Airborne Oil and Gas, IJmuiden, The Netherlands Abstract: A new class of flexible pipes is being developed: bonded fiber reinforced thermoplastic pipes. These pipes have some characteristics which are similar to unbonded flexible pipes and some similar to bonded composite pipes, giving them very interesting overall properties. In order to apply this promising technology its functionality and safety should be ensured. For this reason a new qualification method has been developed. A Guidance Note has been developed in a joint industry project, describing design requirements, material characterization and test methods. Currently, a DNV code and an API code (17Z) are being developed based on this Guidance Note. The Guidance Note is knowledge based allowing a wide range of designs and optimization for the application. Since bonded thermoplastic fiber reinforced pipes are not directly covered in the existing pipe standards, any aspects related to this class of material are developed new. Long-term performance is the most critical question for ensuring performance during the lifetime, cyclic fatigue and stress rupture (static fatigue). Long-term performance is characterized using the pyramid system. Basic properties are established on the material level based on many tests. Special conditions and component performance are tested on a few samples for confirmation. Thermoplastic composite pipes designed according to this Guidance Note should be fit for purpose during their design life Since understanding and predictability of the pipe system is a key ingredient in qualification of new technology, accurate modelling of material behaviour is of primarily importance. Micro-mechanical material models are used to simulate the time and temperature dependency as well as the effect of fluids and ageing on the material properties. The predicted performance of a Thermoplastic Composite Pipe (TCP) under long term bending and filled with water at different temperatures shows a very good correlation between predicted and measured performance. Keywords: Qualification, Offshore, Thermoplastic, Composite, Spoolable, Pipe Introduction
A new class of pipes is being built: thermoplastic composite pipes (TCR). These pipes can have flexibility order of magnitude higher than steel pipes but less than unbonded flexible pipes while their construction and strength is similar to a bonded composite. The high flexibility of a bonded construction is achieved by making the pipes of high strength continuous fibers (e.g. glass or carbon fibers) combined with a thermoplastic matrix with a high strain to failure. The concept of such a pipe pipe is shown in Fig. 1. The excellent spoolability of a 6” ID 5000 psi TCP is illustrated in Fig. 2. Ensuring functionality and safety over the design life is essential for using this new product in the field. Typically, designing against an industry standard ensures safety, but in this case the existing standards are not directly applicable. The only existing recommended practice for composite pipes is DNV-RP-F202 “Composite Pipes” [1]. Many parts of this RP are applicable for this product, but DNV-RP-F202 is not written explicitly for thermoplastic composite pipes. In more general terms the DNV offshore standard DNV-OS-C501 “Composite Components” [2] is applicable, but this standard is of general nature and needs extra information related
to pipes. Flexible pipes are described in API 17 J “Specification for Unbonded Flexible Pipe” [3], but that standard is written for unbonded structures with steel reinforcement. There is guidance in API RP 17B “Recommended Practice for Flexible Pipe” [4] for the use of composite armor, however, the scope is for substitution of the metallic pressure and tensile armor with fiber reinforced polymer (FRP) materials. Since none of the existing standards applies directly to thermoplastic reinforced pipes a new Guidance Note has been written for this product. The Guidance Note is based on the principles and approaches used in the existing documents, but it puts them together in a new way and it addresses the issues that are specific for the thermoplastic pipe. The Guidance Note has been developed in a Joint Industry Project and will be made available to all interested parties. Currently, the JIP is converting the Guidance Note into a recognized international standard: a DNV code and API 17Z. The main difference between the DNV code and the new API 17Z is that the DNV code is more knowledge based whereas the API 17Z is experience based. The Guidance Note is organized in a way similar to most design standards. It states first the application:
83

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
84

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
85

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
86

D3
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Thermoplastic Storage Vessels for High Pressure Hydrogen Applications M. Turner, EPL Composite Solutions Ltd. Loughborough, United Kingdom P. Hansen, Element Materials Technology, Hitchin, United Kingdom Abstract: In order to reduce the harmful emissions from an expanding automotive market, most of the global automotive OEMs are developing products that are trending towards zero emission vehicles. One way in which this can be achieved is through the use of hydrogen as a fuel source. Hydrogen has a very low energy density, so in order to optimise the available energy for a specific volume, hydrogen gas needs to be pressurised as much as possible – typically to 700bar. In order to contain such high pressures in a composite storage vessel, carbon fibre reinforced epoxy composites are normally used with either a metallic or thermoplastic liner. However, such products are typically costly, heavy, can be prone to fatigue or embrittlement and tend to be difficult to recycle. To address these issues, collaborative research has been performed to develop a thermoplastic composite hydrogen storage vessel with excellent hydrogen permeation resistance and inherent recyclability. Keywords: Hydrogen, Thermoplastic, Composite, Recyclable, Fuel Cell Introduction
The use of hydrogen as a fuel is believed by many to be a necessary constituent of a low carbon economy. This “hydrogen economy”, whilst in its infancy, is an important initiative for many organisations, companies and nation states; however there are numerous technical and economic obstacles to overcome before hydrogen can play an effective role in reducing carbon footprint. Due to the low density of hydrogen it is typically either stored at very high pressure or cryogenically at low temperature to increase its volumetric energy density. The costs and technical challenges to achieve low temperature or high pressure are key factors in limiting the uptake of hydrogen as a fuel. There are a small number of companies currently capable of manufacturing hydrogen storage vessels at pressures of 350bar-700bar. These vessels tend to be manufactured along similar lines as other compressed gas products: carbon reinforced thermoset composite wrapped around a metallic (type III) or thermoplastic (type IV) liner. Type IV vessels are superior to type III products in that they are generally lighter weight for the same volumetric storage density. Type IV vessels also have potential for improved long-term fatigue and durability because the thermoplastic liner is less susceptible to cracking compared to a metal liner. The project described herein attempts to improve fatigue and durability further by eliminating dissimilar materials from the liner and composite overwrap by utilising a thermoplastic composite reinforcement and a thermoplastic liner to produce a monolithic thermoplastic composite vessel. Other advantages of thermoplastic composites include improved recyclability, impact resistance, fast processing (no
post cure - opportunity to drive down cost), and low specific gravity (opportunities for mass reduction). Case Study Design
The automotive industry is one of the key drivers behind the development of hydrogen as a fuel source. The case study demonstrator for this project was chosen based upon an evaluation of the requirements of the major automakers involved in hydrogen (Toyota, Hyundai/Kia, Daimler, Ford, General Motors, Renault, Nissan and Honda). A graphical representation of each automaker’s requirements (in 2010) can be seen in Fig. 1.
As well as passenger vehicles, hydrogen storage systems are used in other motive systems such as passenger buses, motorbikes and material handling systems. They are also becoming more common in portable and stationary applications such as combined heat and power, auxiliary and uninterruptible power systems and are being investigated by aerospace for use in auxiliary power units (APU’s).
Figure 1. Typical sizes of hydrogen storage vessels
87

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
88

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
89

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
90

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 91

D4
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Wind Blades Using Cost-Effective Advanced Lightweight Design - Innovative Solutions for Wind Blades Made of Advanced Thermoplastic Materials V. Heinzle, F. Rapp, T. Huber Fraunhofer Institut für Chemische Technologie, Pfinztal, Germany H. Knudsen, Comfil ApS, Gjern, Denmark Abstract: Wind energy is generally considered to be the most promising renewable energy source. In order to increase the technological and economic efficiency the rotor diameters have to be increased. The major issue is the total weight of the blades which limits the desired enlargement. The four-year EU project “WALiD” which started in 2013 combines process, material and design innovations in an integrated approach. The core innovation aims to use advanced thermoplastic composites. This creates cost-efficient, lightweight, durable and recyclable blades with beneficial weight/performance ratio, making wind energy more affordable and competitive. WALiD will introduce a holistic concept focusing in the areas of blade root, tip, shell core, spar and coating in an automated production process. The current material developments in thermoplastic composites and foams are described in the present paper. Keywords: Thermoplastic Composites, Thermoplastic Foams, Wind Blades Introduction
As compared with conventional thermoset materials which are used in state of the art wind blades, thermoplastic composites show improved properties in impact strength, short processing times for automation, recyclability and chemical resistance. A wide range of properties enables to tailor a component to have the right properties in the right areas. Especially in the different sections of a wind blade the requirements vary. For example on the one side the light shell on the outside which consists of a sandwich construction with thin biax layers and a foam core and on the other side the highly loaded root area made of thick laminates where high local stresses of the bolt connection occure. As most state of the art production processes were done manually the laminate quality of current blades depends on the workers qualifications. The lack of automated processes for thermoset materials lead to later problems in the field with operation, maintenance and blade life. [1] This instability must be compensated by high safety factors which also increase the weight of a wind blade. The WALiD project focuses on several blade sections where the developments of materials, design and process go hand in hand. Design changes need to be ensured that the new concepts are manufactural with an automated fibre placement robot (AFP) and fulfill the material requirements.
The main objectives in the WALiD projects are: Improvement of the design of the blade root
including connection concept and tip to replace thermoset components
Replacement of the shell core with thermoplastic foam. Modified density of foams to the specific load, optimizing the weight/stability profile. Further processing innovations focus on elimination of cutting process and no infiltration of resin into empty spaces
Improved design of the spar design by use of thermoplastic tapes to ensure a modular, lightweight, stiff and load-optimized design
Development of thermoplastic coating, improving environmental resistance in off-shore conditions and providing higher durability against abrasion
Automated processes to improve the process stability and repeatability
Fig.1 : Blade sections which will be developed
The integrated approach with all these developments is illustrated in figure 2.
92

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014 93

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
94

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
0
10
20
30
40
50
60
70
Polycarbonate Polypropylene
de
nsi
ty r
ed
uct
ion
[%
]
CO2
Pentane
Fig. 10: Density reduction of foamed strands in
dependency of blowing agent type
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
0
500
1000
1500
2000
2500
den
sity
[g
/cm
³]
com
pre
ssiv
e st
ress
[kP
a]
compressive stress [kPa]
density [g/cm³]
CNT content Silicate content
95

D5
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Laser Transmission Welding of Thermoplastic Composite Structures M.J. van Wijngaarden, KvE Composites Group, Den Haag, The Netherlands V. Wippo, P. Jäschke Laser Zentrum Hannover e. V., Germany Abstract: In the Eurostars program LaWoCS (Laser Welding of Composite Structures) the partners Element, Laser Zentrum Hannover e.V., Tods Aerospace Limited, Deva-Kunststoff-Technik GmbH, Ten Cate Advanced Composites BV, Faserinstitut Bremen e.V., EPL Composite Solutions Ltd and Kok & Van Engelen Composite Structures B.V. have investigated the suitability of laser transmission welding for reinforced thermoplastic structures. Tests have been performed from material composition and coupon level to actual welded demonstrators. Keywords: Laser, Welding, Thermoplastic, LaWocs Introduction
Laser transmission welding is a well established technique for thermoplastic materials and is applied extensively in the consumer and automotive industry. Trials on reinforced (composite) thermoplastic materials have not all been successful due to insufficient transparency, scattering of the laser light and heterogeneous welding areas. The Eurostars project LaWocs (Laser Welding of Composite Structures) has been carried out to define the options for laser welding of composite materials and find novel ways to assemble these materials. This paper describes a portion of the work performed in the LaWocs project with achieved results in three partner case studies. In each case study the weldability limitations of the material have been investigated, weld settings have been determined and test articles have been welded and evaluated. Background Laser Transmission Welding During laser transmission welding the laser beam passes through a (semi-) laser transparent material to the interface with a laser absorbing material. The energy of the laser beam is absorbed at the surface of the absorbing part and the process heat is developed. Due to heat conduction between the parts, the transparent and absorbing parts become molten and weld together .
Fig. 1: Schematic laser transmission welding In practice some of the laser light is reflected, partially absorbed by the semi- transparent material or scattered by inclusions like fiber reinforcements. The absorbing material may also have variations in the absorbing behaviour and may also contain thermally conductive carbon fibers, which distribute the heat from the laser. To illustrate these effects Figure 2 displays the measured transmissivity at different laser wavelengths for a typical glass fiber reinforced PEI laminate. The transmissivity is about 35% for a thin 1.2 mm laminate and reduces to 15% when the thickness is doubled at a commonly used wavelength of 940 nm. The majority of the energy is reflected, scattered or absorbed before the energy is available for the absorbing partner. Transmissivity levels above 10% are however found acceptable for welding.
96

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
97

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
98

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
99

D6
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Continuous Quality Control of Reinforced Thermoplastic Pipes Used in the Oil and Gas Industry through Implementation of Ultrasonic Inspection Techniques V. Jha, GE Oil and Gas, Newcastle, United Kingdom R. Freemantle, Wavelength NDT, Elton, United Kingdom M. Roseman, Element Materials Technology, Hitchin, United Kingdom Abstract: Metals are traditionally used in Oil and Gas offshore applications as their short and long term performance is well documented, but they are approaching the limits of their capabilities, e.g. risers extending to the sea bed at great depths (giving rise to very high pipe collapse pressures) cannot support their own weight, hence thermoplastic composites are being investigated which (if used appropriately) can operate under these extreme conditions. Manufacturing parameters have great influence on the material properties, but non-destructive inspection is in its infancy for reliable quality control of components during manufacture. The goals of this project were to firstly design and build a prototype ultrasonic inspection module that could detect material defects during the filament winding manufacturing process of a composite pipe, and secondly to design and build a prototype repair module to repair the detected damage. Both goals were achieved, and the process will be described in the Lecture. Keywords: Ultrasonic Testing (UT), Ageing, Quality Control, Repair, Fibre-reinforced Thermoplastic Materials. Introduction
Thermoplastic composite pipe offers potential access to deepwater fields (< 3000 km) off the coast of Gulf of Mexico, Brazil and West Africa [1, 2]. In terms of their resistance to chemicals (CO2 and H2S), thermoplastic materials are well known in the oil and gas industry for their advantages over both steel and thermosetting plastics [3, 4]. Moreover, their flexibility can create new designs and manufacturing opportunities for pipelines, as well as reparability, which could assist in reducing both the cost of the equipment and the impact on the environment. A thermoplastic is a polymer that softens on approach of its glass transition temperature and can be reconsolidated without significant changes in mechanical properties. Consequently, the thermal consolidation (or reconsolidation) demands careful control of both the pressure and temperature, as any change during this procedure could affect the quality of the material by introducing voids or delamination. Focusing on the pipe industry where long lengths are manufactured, a region containing defects can lead to large amounts of material needing to be scrapped, as removing a pipe section and grafting in a new section is not an economical and/or a technically viable solution. For that reason it is essential to detect and address any problems during the production run/post production of a pipe that can affect its structural performance and service life.
Experimental Approach A study to assess ageing effects on carbon reinforced thermoplastic composites was performed. The aim of study was to experimentally determine the effects of laminate defects on the mechanical performance of the material after exposure to oil and gas environments. For the first part of this work, material was supplied in plates having different porosity levels. Specimens were cut in the appropriate dimensions for obtaining three point bending data following full immersion tests in three different environments, the first being dry only gas and the rest being wet. There were three exposure periods and mechanical tests were carried out after 1, 3 and 6 months of exposure. The results were also compared to un-aged material. For the second part of this work, a thermoplastic carbon fibre reinforced pipe having PA-12 both as matrix and protective liner was supplied. Pipe consisted of areas with different consolidation levels to represent any possible defects during its manufacture. Specimens Preparation The material was carbon reinforced Polyamide 12 (PA-12) with a proprietary quasi-isotropic fibre layup. During manufacturing of the plates, the porosity was controlled to simulate incorrect processing parameters, to understand how they affect the performance of the material in
100

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
101
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
102

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
103

Future Prospects
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
3D Layer Manufacturing – a New Perspective in Airframe Design J. Telgkamp, C. Rückert Airbus Operations GmbH, Bremen, Germany Abstract: The worldwide growth in civil air traffic, together with the ambitious targets of CO2 emission reduction requires the development of even more efficient airframe structures. Airbus has the relevant concepts in place to answer to this challenge.
One set of manufacturing methods with significant technical potential is the family of Additive (Layer) Manufacturing ALM, also referred to as 3D Printing Technologies.
Looking at the envisaged applications it is clear that the full potential of these technologies can only be achieved when the component design and sizing takes into account the specific manufacturing capabilities of the technology to make shapes that are unable to be produced by other manufacturing methods. This requires a new set up of the whole development and production chain to have the full benefit, including significant changes to processes, methods and tools of development (design, stress). The lecture will focus on thermoplastic ALM technologies, which find their application mainly in the systems- and cabin/cargo perimeter.
Examples for the first flying 3D Printed parts are shown as well as a view on the future challenges and strategy. Unfortunately, the final manuscript has not been received by the printing date. The authors announced to have the manuscript ready for distribution at the conference. It is scheduled to be published in the annex to the proceedings. Otherwise, they will offer their slides for download after the conference.
104

List of Authors
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Aimé, H., Ecole Centrale de Nantes, France .................................................................................... 26 Bailly, D., DAHER-Socata, Saint-Aignan de Grand Lieu, France ..................................................... 73 Bergamini, A., Empa, Dübendorf, Switzerland .................................................................................. 59 Binetruy, C., Ecole Centrale de Nantes, France ............................................................................... 26 Brauner, C., Faserinstitut Bremen e. V., Germany ........................................................................... 68 Brok, W., Airbus Operations GmbH, Hamburg, Germany ................................................................ 37 Canart, J.-P., Toho Tenax Europe GmbH, Wuppertal, Germany ..................................................... 57 Collart, C., Airbus Manufacturing Engineering, Nantes, France ....................................................... 75 Comas-Cardona, S., Ecole Centrale de Nantes, France .................................................................. 26 Cornu, Y.-G., Airbus Manufacturing Engineering, Nantes, France ................................................... 75 de Boer, H., Airborne Oil & Gas, Ijmuiden, The Netherlands ........................................................... 83 de la Ossa, L., xperion Aerospace GmbH, Markdorf, Germany ....................................................... 57 Deléglise-Lagardère, M., Ecole des Mines de Douai, France .......................................................... 26 Dilger, K., Technische Universität Braunschweig, Germany ............................................................ 33 Dröder, K., Technische Universität Braunschweig, Germany ........................................................... 33 Drummer, D., Friedrich-Alexander-Universität Erlangen-Nürnberg, Germany ................................. 47 Ehleben, M., Volkswagen AG, Wolfsburg, Germany ........................................................................ 32 Ermanni, P., ETH Zürich, Switzerland .............................................................................................. 59 Fischer, F., Technische Universität Braunschweig, Germany .......................................................... 33 Freemantle, R., Wavelength NDT, Elton, United Kingdom ............................................................. 100 Gilliot, A., Toho Tenax Europe GmbH, Wuppertal, Germany ........................................................... 57 Große, T., Technische Universität Braunschweig, Germany ............................................................ 33 Hansen, P., Element Materials Technology, Hitchin, United Kingdom ............................................. 87 Heinzle, V., Fraunhofer ICT, Pfinztal, Germany ................................................................................ 92 Herrmann, A.S., Faserinstitut Bremen e. V., Germany ..................................................................... 68 Huber, T., Fraunhofer ICT, Pfinztal, Germany .................................................................................. 92 Hubert, J., PINETTE-EMIDECAU, Châlon-sur-Saône, France ....................................................... 73 Ishikawa, T., Nagoya University, Japan ............................................................................................ 30 Jäschke, P., Laser Zentrum Hannover e.V., Germany ..................................................................... 96 Jha, V., GE Oil and Gas, Newcastle, United Kingdom ................................................................... 100 Kaschel, S., Airbus Operations GmbH, Bremen, Germany .............................................................. 37 Kharchi, K., Volkswagen AG, Wolfsburg, Germany .......................................................................... 32 Kleemann, S., Technische Universität Braunschweig, Germany ..................................................... 33 Knudsen, H., Comfil ApS, Gjern, Denmark ....................................................................................... 92 Kopp, J.W., BMW Group, München, Germany ................................................................................. 11 Köver, A., Johnson Controls GmbH, Burscheid, Germany ............................................................... 21 Krebber, K., BAM, Berlin, Germany .................................................................................................. 12 Kremers, M., Airborne Oil & Gas, Ijmuiden, The Netherlands .......................................................... 83 Kroll, L., Technische Universität Chemnitz, Germany ................................................................ 32, 43 Kroll, L., Technische Universität Chemnitz, Germany, and CETEX gGmbH, Chemnitz, Germany . 79 Küsters, K., LANXESS Deutschland GmbH, Köln, Germany ........................................................... 52 Lacrampe, M.F., Ecole des Mines de Douai, France ........................................................................ 26 LaRiviere, S.G., The Boeing Company, Seattle, USA ...................................................................... 56 Lemasçon, A., CETIM, Nantes, France ............................................................................................ 26 Lohmann, J., Volkswagen AG, Wolfsburg, Germany ....................................................................... 32 Meyer, M., Technische Universität Chemnitz, Germany .................................................................. 32 Nendel, W., Technische Universität Chemnitz, Germany ........................................................... 32, 79 Offringa, A.R., Fokker Aerostructures, Hoogeveen, The Netherlands ............................................. 64 Raither, W., ETH Zürich, Switzerland ............................................................................................... 59 Rapp, F., Fraunhofer ICT, Pfinztal, Germany ................................................................................... 92 Ravise, F., Airbus Manufacturing Engineering, Nantes, France ....................................................... 75 Reiche, T., Volvo Technology AB, Lyon, France .............................................................................. 12 Renault, T., FAURECIA S.A., Nanterre, France ............................................................................... 17 Roseman, M., Element Materials and Technology, Hitchin, United Kingdom ................................ 100 Rückert, C., Airbus Operations GmbH, Bremen, Germany ............................................................ 104 Salomon, O., CIMNE, Barcelona, Spain ........................................................................................... 12 Schell, J.S.U., CETIM, Nantes, France ............................................................................................. 26
105

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Schramm, N., Technische Universität Chemnitz, Germany ............................................................. 79 Schubert, M., Toho Tenax Europe GmbH, Wuppertal, Germany ..................................................... 57 Schweizer, K., AUDI AG, Neckarsulm, Germany ............................................................................. 32 Schwing, B., Airbus Operations GmbH, Bremen, Germany ............................................................. 37 Steuten, B., Airborne Oil & Gas, Ijmuiden, The Netherlands ............................................................ 83 Täger, O., Volkswagen AG, Wolfsburg, Germany ............................................................................ 32 Takahashi, J., The University of Tokyo, Japan ................................................................................. 30 Teichmann, H., AVL List GmbH, Graz, Austria ................................................................................. 12 Telgkamp, J., Airbus Operations GmbH, Bremen, Germany .......................................................... 104 Tröltzsch, J., Technische Universität Chemnitz, Germany ............................................................... 43 Turner, M., EPL Composite Solutions Ltd, Loughborough, United Kingdom ................................... 87 van Wijngaarden, M., KvE Composites Group, Den Haag, The Netherlands .................................. 96 Vietor, T., Technische Universität Braunschweig, Germany ............................................................ 33 Vittinghoff, J., Friedrich-Alexander-Universität Erlangen-Nürnberg, Germany ................................. 47 Wanders, M., LANXESS Deutschland GmbH, Köln, Germany ........................................................ 52 Wippo, V., Laser Zentrum Hannover e.V., Germany ........................................................................ 96 Wood, A., Victrex Polymer Solutions, Thornton Cleveleys, United Kingdom ............................. 12; 40
106

List of Exhibitors
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
A AniForm Engineering Palatijn 15, 7521 PN Enschede, The Netherlands T +31 (0) 88 877 38 90 [email protected] www.aniform.com AniForm’s expertise includes forming predictions of fiber reinforced composites, material characterization under forming conditions, and process optimization with respect to formability. AniForm Engineering develops forming simulation software and offers engineering services to deal with composite forming cases. AniForm started as a UT spin-off company. A gradually increasing network comprising other major players in the composite forming industry has supported the growth of AniForm for the last years. The company is growing steadily, as confirmed by an increasing number of people involved in the company, an increasing number of customers, and our new accommodation at the ThermoPlastic composites Research Centre (TPRC), the Netherlands. Applus Laboratories Campus UAB - Carretera acceso Facultad de Medicina s/n, 08193 Bellaterra (Barcelona), Spain T +34 (0) 627 482 340 F +34 (0) 935 672 001 [email protected] www.appluslaboratories.com B Barrday Composite Solutions 86 Providence Road, Millbury, MA 01527, USA T +1 (0) 508 581 2100 [email protected] www.barrday.com Barrday is a leading North-American based advanced material solutions company whose product lines encompass applications for the composite and protective markets. Our composite market growth strategies are based on developing technologically advanced fiber reinforcement, prepreg and other material solutions for our customers in the aerospace, military/defense, transportation and energy markets. Barrday has a manufacturing and sales presence in North America and Europe. Barrday has developed expertise and performance differentiation in the following areas:
• Carbon, aramid and other high performance woven fabrics • Advanced uni-directional and fabric-based thermoset prepreg systems • High temperature thermoplastic tape and fabric semi-preg • Adhesive films and specialty tapes
BK Werkstofftechnik - Prüfstelle für Werkstoffe GmbH Zur Aumundswiese 2, 28279 Bremen, Germany T +49 (0) 421 43828 125 F +49 (0) 421 43828 167 [email protected] www.bk-werkstofftechnik.de
107

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
C Cetex Institut für Textil- und Verarbeitungsmaschinen gGmbH Altchemnitzer Straße 11, 09120 Chemnitz, Germany T +49 (0) 371 5277 0 F +49 (0) 371 5277 100 [email protected] www.cetex.de Cetex is the research institute in Germany for new technologies and machines for manufacturing technical textiles, textile-based semi-finished products, functional components and high-performance structures. Its work centres on developing processes and materials for endless fiber-reinforced semi-finished products and complex preforms and even constructing the machines to produce these. The design and the testing of technologies for major production runs for multi-functional lightweight applications form an important part of this work. Research focal points in this area include the processing of carbon fibers, the fiber deposition according to the flow of forces, new technologies for fiber spreading and the production of near net shape preforms. CompositesWorld / Gardner Business Media, Inc. 6915 Valley Avenue, Cincinnati, OH 45244, USA T +1 (0) 513 527 8800 F +1 (0) 513 527 8801 [email protected] www.compositesworld.com CompositesWorld - the industry’s leading technical information resource.
High-Performance Composites - expert coverage on continuous carbon fiber & other high-perform-ance composites & on the associated end-markets of aerospace, automotive, ballistics/military & more.
Composites Technology – compelling, trusted content on fiberglass & similar FRP composites & the associated end-markets of ground transportation, marine, energy, industrial applications & more.
SOURCEBOOK - the directory of record for the international composites industry.
CompositesWorld.com - comprehensive & authoritative content, industry updates & product research.
CompositesWorld Weekly and CompositesWorld EXTRA e-newsletters - the latest in news & developments in the industry & related end-markets, as well as access to the CompositesWorld.com blog.
CompositesWorld Conferences - timely & high-quality content focused on business trends, strategy, technology & market forecasts. COVESS Monninxstraat 52, 3510 Hasselt, Belgium T +32 (0) 11 22 9338 [email protected] www.covess.com Innovative Thermoplastic Tank Manufacturer
108

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
D Dutch Thermoplastic Components BV Bolderweg 2, 1332 AT Almere, The Netherlands T +31 (0) 36 2000 123 F +31 (0) 36 2000 130 [email protected] www.composites.nl E EcoMaT - Center for Eco-efficient Materials & Technologies c/o WFB Wirtschaftsförderung Bremen GmbH Langenstraße 2-4, 28195 Bremen, Germany T +49 (0) 421 9600 349 [email protected] www.ecomat-bremen.de For pooling existing expertise in Bremen from industry and science in the field of innovative materials and lightweight structures will the technology center EcoMaT arise in Bremen in close proximity to Airport and to major industrial partner Airbus. In EcoMaT the research topic deals with the question of the efficient and effective use of materials and the development of new materials. Short distances and joint projects can be used to accelerate innovation processes across industries already in an early stage of development. The proximity also allows the sharing of laboratories and facilities. Under one roof, around 500 people from the business and scientific will research and develop together. Evonik Industries AG Paul-Baumann-Straße 1, 45772 Marl, Germany T +49 (0) 2365 49 4356 F +49 (0) 2365 49 804356 [email protected] www.evonik.com/composites Evonik is one of the world's leading specialty chemical companies offering creative and innovative product solutions for the Composite Industry. Our wide range of High Performance Polymers includes among others thermoplastics used in modern matrix systems: VESTAKEEP® and VESTAMID® HTplus, when reinforced with glass, carbon and aramid fibres, deliver amazing mechanical performance and anti-wear properties. TROGAMID® and VESTAMID® in form of organosheets help in achieving thin wall thickness while improving overall performance. F Faserinstitut Bremen e. V. Am Biologischen Garten 2, 28359 Bremen, Germany T +49 (0) 421 218 58700 F +49 (0) 421 218 58710 [email protected] www.faserinstitut.de The Faserinstitut Bremen e. V. (FIBRE) is a successful research institute for the development of high-performance fibre reinforced composites, processing technologies, fibre development, quality control and material characterisation. An institute with this combination of core competencies is unique in the German research landscape. Partners are research institutes and companies from various industries like aerospace, automotive and wind energy. Since 1989 the institute cooperates with the University of Bremen and is active in research and teaching. FIBRE trains skilled employees in manufacturing of
109

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
fibre composite components and trains skilled employees in the production of CFRP components. FIBRE employs 45 highly skilled engineers, scientists and technical staff in different disciplines. FIBRE is certified according to DIN EN ISO 9001 and EMAS III and is integrated in an international network of industrial partners, research Institutes and Universities. G GMA-Werkstoffprüfung GmbH Hansaallee 321, 40549 Düsseldorf, Germany T +49 (0) 211 73094 0 F +49 (0) 211 73094 11 [email protected] www.gma-group.com GMA-WERKSTOFFPRÜFUNG GMBH has evolved into one of the German market leaders for services in the field of quality assurance and materials testing. We are an accredited company according to the guidelines of the European rules and standards (DIN ESO 17025 / EASA, PART 145, Airbus Lab Qualification, Nadcap) and our field of activities ranges from project-related tasks for industrial and power plants, to jobs for manufacturing and supply companies in the automotive and aeronautic industries. Thanks to our Germany-wide test centres and laboratories we have an excellent network of experts for solving any test engineering problems. This makes us the ideal partner in quality assurance and for accompanying tests along the production chain in the manufacture of components made of metals and composites (CFRP and GFRP). Gustav Grolman GmbH & Co. KG Fuggerstraße 1, 41468 Neuss, Germany T +49 (0) 2131 9368 01 F +49 (0) 2131 9368 264 [email protected] www.grolman-group.com The Grolman Group operates an international specialty chemical distribution business. It is composed of individual local sales offices based in all European countries offering technically trained sales staff, customer service teams and local warehousing. The Grolman Group run by the fifth generation of the Grolman family has been privately owned since it was established in 1855. The key to its success has been the dedication and commitment to building an efficient customer-focused organization where customers’ needs drive our business. K KARL MAYER Malimo Textilmaschinenfabrik GmbH Mauersbergerstraße 2, 09117 Chemnitz, Germany T +49 (0) 371 8143 269 F +49 (0) 371 8143 32269 [email protected] www.karlmayer.com The company KARL MAYER Malimo Textilmaschinenfabrik GmbH based in Chemnitz is a 100% subsidiary of KARL MAYER Textilmaschinenfabrik GmbH based in Obertshausen.
KARL MAYER Malimo is, within the MAYER Group, responsible for development, manufacture, and sale of machines for the production of high-quality industrial textiles. The main focus is placed here on warp-knitting and Raschel machines both for use at the composites market and in the field of geotextile and laminating substrate applications. Creation of alternative technologies for the manufacture of multiply fabrics is an essential keynote, in particular, in the field of heavy-duty fibers, such as e.g. carbon, textile-glass or aramid fibers as well as hybrid materials. Main competences are
110

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
development, construction, and sale of multixial and biaxial warp-knitting machines for the manufacture of reinforcement fabrics made of heavy-duty fibers, in particular, also of carbon fibers for the market of fiber-reinforced plastic materials
creation and implementation of alternative technologies for making and processing fabrics made of heavy-duty fibers
development, construction, and delivery of warp-knitting and Raschel machines for the whole market of industrial textiles and
manufacture of CFK-components in the group of companies. L LANXESS Deutschland GmbH Chemiepark, 41539 Dormagen, Germany T +49 (0) 2133 515500 F +49 (0) 2133 512988 [email protected] www.durethan.de www.pocan.de LANXESS is a leading specialty chemicals company with sales of EUR 8.3 billion in 2013 and about 16,900 employees in 31 countries. The company is currently represented at 52 production sites worldwide.
With its extensive portfolio, LANXESS focuses on premium business. Its core business comprises the development, manufacture and sale of plastics, rubber, specialty chemicals and intermediates.
Plastics with growth potential
Durethan® and Pocan® are plastic materials on the rise, offering outstanding potential for growth and innovation. They also make a strong contribution to our High Performance Materials (HPM) business unit.
Thanks to our efficient production facilities and intensive product and application development, we are one of the most competitive providers in the field. The production of Durethan® and Pocan® is further supported by our manufacture of strategically relevant intermediate products. Our facilities in Krefeld-Uerdingen, Hamm-Uentrop and Antwerp, among the largest of their kind, produce caprolactam, polyamide 6, polybutylene terephthalate ad glass fibers on world scale assets.
The most important brands & products Durethan®, engineering plastics based on polyamide 6 and 66 Pocan®, engineering plastics based on polybutylene terephthalate and blends Tepex®, custom-made thermoplastic composites. Glass fiber assortment as reinforcements
for plastics Caprolactam, ammonium sulfate
Laser Zentrum Hannover e. V. Hollerithallee 8, 30419 Hannover, Germany T +49 (0) 511 2788 432 F +49 (0) 511 2788 100 [email protected] www.lzh.de The Laser Zentrum Hannover e. V. (LZH) participates in research and development projects for laser development and laser applications. One exploratory topic of the LZH is the laser treatment of fiber reinforced materials. This subject is investigated by the Composites Group with the focus on repairing and cutting of carbon fiber reinforced plastics (CFRP). In addition, laser transmission welding processes for joining thermoplastics to CFRP are developed to provide the possibility of manufacturing parts like those demonstrated in the Eurostars project LaWocs.
111

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
lightweightdesign / Springer Fachmedien Wiesbaden GmbH Abraham-Lincoln-Straße 46, 65189 Wiesbaden, Germany T +49 (0) 611 7878 0 F +49 (0) 611 7878 407 www.lightweight‐design.de M MM Composites World / Vogel Business Media GmbH & Co. KG Max-Planck-Straße 7/9, 97082 Würzburg, Germany T +49 (0) 931 418 0 F +49 (0) 931 418 2022 [email protected] www.vogel.de Vogel Business Media is one of the leading cross-medial suppliers of specialised information in Germany and Europe. The range of trade journals, reference books, events and digital media relating to the line of business offers diverse contents of great benefit across several types of media to those seeking business-to-business information. The cross-media range offered by Vogel Business Media enables business-to-business suppliers to establish professional business contacts as well as being the key to measurable advertising success. O Olympus Deutschland GmbH Wendenstraße 14-18, 20097 Hamburg, Germany T +49 (0) 40 237730 F +49 (0) 40 23773 4654 [email protected] www.olympus.de R Reinforced Plastics / Elsevier Ltd. The Boulevard, Langford Lane, Kidlington, Oxford, OX5 1GB, United Kingdom T +44 (0) 1865 843000 F +44 (0) 1865 843973 [email protected] www.reinforcedplastics.com Reinforced Plastics magazine reports on all the latest business and technology developments in the global composites industry in all industrial markets - automotive, aerospace, construction, boat building, military/defence, and more.
To apply to receive your free copy of the magazine please visit our website www.reinforcedplastics.com, where you'll also find a range of other products and services such as webinars, a Buyers's Guide and daily news updates. You can also join Reinforced Plastics on LinkedIn, Twitter and Facebook. RUCKS Maschinenbau GmbH Auestraße 2, 08371 Glauchau, Germany T +49 (0) 3763 6003 0 F +49 (0) 3763 6003 30 [email protected] www.rucks.de
112

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
S SINTEX NP S.A.S 10, rue Jean Rostand, 69740 Genas, France T +33 (0) 472 472 715 F +33 (0) 472 4701 48 [email protected] www.sintex-np.com T Technische Universität Chemnitz Fakultät für Maschinenbau Institut für Strukturleichtbau Professur Strukturleichtbau und Kunststoffverarbeitung (SLK) Reichenhainer Str. 31-33, 09126 Chemnitz, Germany T +49 (0) 371 531 23120 F +49 (0) 371 531 23129 [email protected] www.strukturleichtbau.net Research and studies in the field of Lightweight Structures and Polymer Technology. Main projects (selection): MERGE, thermoPre®
The initial idea of MERGE is the combination of various materials and manufacturing processes to reduce components weight and save raw materials and energy - during manufacturing and phase of use. TenCate Advanced Composites BV G. van der Muelenweg 2, 7443 RE Nijverdal, The Netherlands T +31 (0) 548 633 700 F +31 (0) 548 633 299 [email protected] www.tencate.com TenCate Advanced Composites are an industry leader in the development and production of ad-vanced composite materials. With production facilities and operations in Europe, North America and Asia, TenCate combines its fibre expertise with smart polymer, chemical, and engineering technology to manufacture a market leading range of thermoplastic and thermoset prepregs.
With over a million parts in flight, the TenCate Cetex® range of advanced thermoplastic materials are qualified to Airbus and Boeing specifications, and are used for many structural, semi-structural and in-terior aerospace applications. TenCate Cetex® is also used within a number of demanding industrial applications such as automotive and Oil & Gas. The portfolio consists of unidirectional and fabric based prepregs & tapes, semipregs, laminates and sandwich panels. Through our CCS Composites group, we provide compression moulded part fabrication services.
Proud to be Platinum sponsor of ITHEC 2014.
113

ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
ThermoPlastic composites Research Centre Palatijn 15, 7521 PN Enschede, The Netherlands T +31 (0) 88 8773877 [email protected] www.tprc.nl TPRC, the ThermoPlastic composites Research Center in the Netherlands, is an innovation, research- and development center that focuses exclusively on thermoplastic composites for a broad range of end use markets.
TPRC executes joint development projects on new thermoplastic composite technologies and applications for its industrial members. In these projects TPRC takes into account materials, processing and design aspects. Next to these joint generic technology projects, TPRC also executes specific projects for its members and external parties and offers consultancy and trainings for thermoplastics composites.
TPRC is an independent organization, accessible to all parties from different value chains in the thermoplastic composites sector, like raw material suppliers, engineering and design companies, machine builders and OEMs as well as education and research institutes.
Toho Tenax Europe GmbH Kasinostraße 19-21, 42103 Wuppertal, Germany T +49 (0) 202 32 3207 F +49 (0) 202 32 2360 [email protected] www.tohotenax-eu.com Toho Tenax Europe GmbH is manufacturer of Tenax® carbon fibres in Germany since 1986. Based on the long-term experience in production of carbon fibres, Toho Tenax offers semi-finished products for various manufacturing processes: Tenax® ThermoPlastic UniDirectional (TPUD), Tenax® ThermoPlastic Consolidated Laminates (TPCL) and Tenax® Part via Preform (PvP).
Tenax® TPUD is a thermoplastic unidirectional prepreg and Tenax® TPCL are completely impregnated and consolidated sheets made of several layers of carbon woven fabric.
114

The Team
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
The Team Hubert Borgmann Sabrina Schramme Jann-Michael Dornseiff Alexander Fritsche Christina Lolk Chris Janina Neumann Nike Plöger Axel S. Herrmann (Universität Bremen) Florian Jansen (Faserinstitut Bremen e.V.) All MESSE BREMEN, unless otherwise indicated.
115
Announcement ITHEC 2016
ITHEC 2014, 2nd International Conference & Exhibition on Thermoplastic Composites, Bremen, Germany, 27 – 28 October 2014
Welcome to
Bremen, Germany 25 – 26 October 2016
116