Embed Size (px)
Citation preview

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Otto-Berndt-Straße 2 64287 Darmstadt / Germany Phone: +49 6151 16 23002 www.est.tu-darmstadt.de
Construction and Commissioning of an HTWTM Pilot Plant
Philipp Herdel, Jochen Ströhle, Bernd Epple (TU Darmstadt) Brigga Kolmorgen (thyssenkrupp Industrial Solutions AG) 8th International Freiberg Conference on IGCC & XtL Technologies 12-16 June 2016, Cologne, Germany
Outline
HTWTM Process
Description of the pilot plant
- Fuel feeding System
- HTWTM-Gasifier
- Syngas cooling unit
- Syngas burning unit
Commissioning of the pilot plant
Summary and Outlook
8th International Freiberg Conference on IGCC & XtL Technologies 1

High Temperature Winkler (HTWTM) Process
8th International Freiberg Conference on IGCC & XtL Technologies 2
Gasification in 2 zones
Bubbling fluidized bed: T < ash softening point (850 – 950 °C)
Post-gasification zone: high T conversion of heavy hydrocarbons (up to 1200 °C)
Recirculation of particles separated in cyclone to the fluidized bed
Continuous extraction of bed material by cooling screw
Cyclone
Recycle Line
Bubbling Fluidized Bed
Post Gasification
Zone
Nozzles Source: thyssenkrupp Industrial Solutions AG
High Temperature Winkler (HTWTM) Process
1970s: first activities in process development Rheinbraun (today: RWE Power AG) Uhde (today: thyssenkrupp Industrial Solutions AG)
Goal: Production of methanol from lignite
Main difference to Winkler process (1920s): increase in gasifier pressure (10-25 bar(g))
1990s: feasibility demonstrated in commercial scale Pilot plant Frechen (1978 – 1985; 3.100 m³ i. N./h) Demo plant Berrenrath (1986 – 1997; 53.000 m³ i. N./h)
Since 2010: thyssenkrupp Industrial Solutions (TKIS) is licensor of HTWTM process
8th International Freiberg Conference on IGCC & XtL Technologies 3
Berrenrath demo plant (Source: RWE)
HTWTM Pilot Plant
Since 2013: cooperation between TKIS and EST (TU-Darmstadt)
Erection pilot plant to carry on development of HTWTM gasification technology to: 1. Explore gasification of new feedstocks (biogenic residues, hardcoals, high ash coals)
2. Study gasification parameters to meet requirements for different syngas applications (XtL, methanol synthesis, SNG, etc.)
3. Validation of existing reaction models
4. Test customer-specific feedstocks to gain base data for the technical design of a customized commercial HTWTM-Plant
Modification of a existing fluidized bed reactor
Construction of pilot plant finished in 1st quarter 2015
Commissioning and first test runs conducted in 2nd quarter 2015
8th International Freiberg Conference on IGCC & XtL Technologies 4

Description of Pilot-Plant
8th International Freiberg Conference on IGCC & XtL Technologies 5
feed HTWTM-gasifier
feed entry
tubular fume cooler
combustor
bag filter
stackinduced draft fan
bottom product
fly ash
gasification mediums
combustion air
Fuel Feeding System
8th International Freiberg Conference on IGCC & XtL Technologies 6
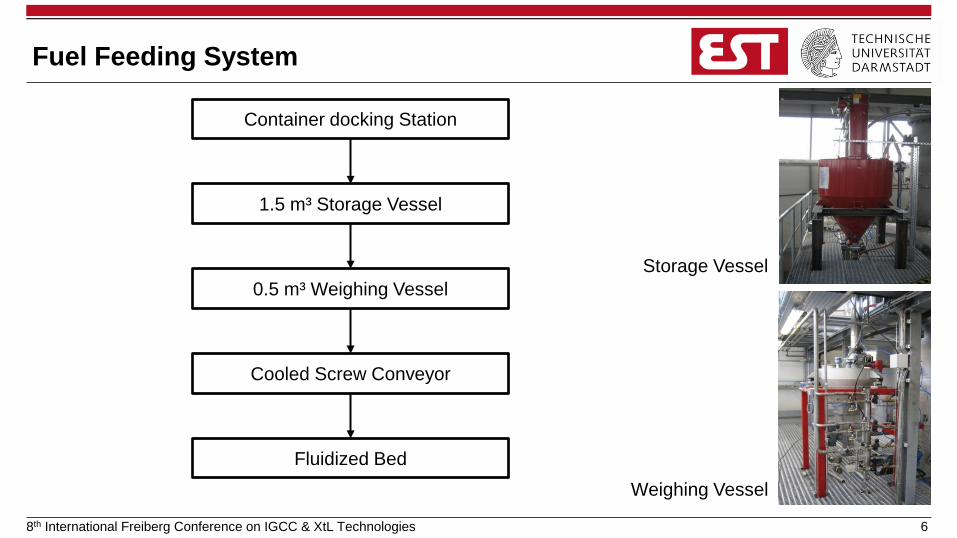
Storage Vessel
Weighing Vessel
Container docking Station
1.5 m³ Storage Vessel
0.5 m³ Weighing Vessel
Cooled Screw Conveyor
Fluidized Bed
HTWTM Gasifier
8th International Freiberg Conference on IGCC & XtL Technologies 7
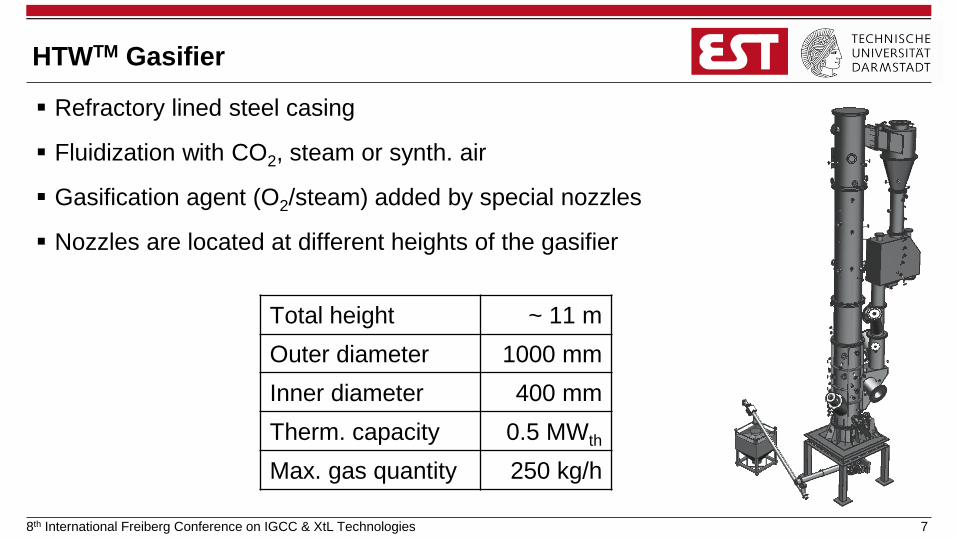
Refractory lined steel casing
Fluidization with CO2, steam or synth. air
Gasification agent (O2/steam) added by special nozzles
Nozzles are located at different heights of the gasifier
Total height ~ 11 m Outer diameter 1000 mm Inner diameter 400 mm Therm. capacity 0.5 MWth
Max. gas quantity 250 kg/h
HTWTM-Gasifier
8th International Freiberg Conference on IGCC & XtL Technologies 8
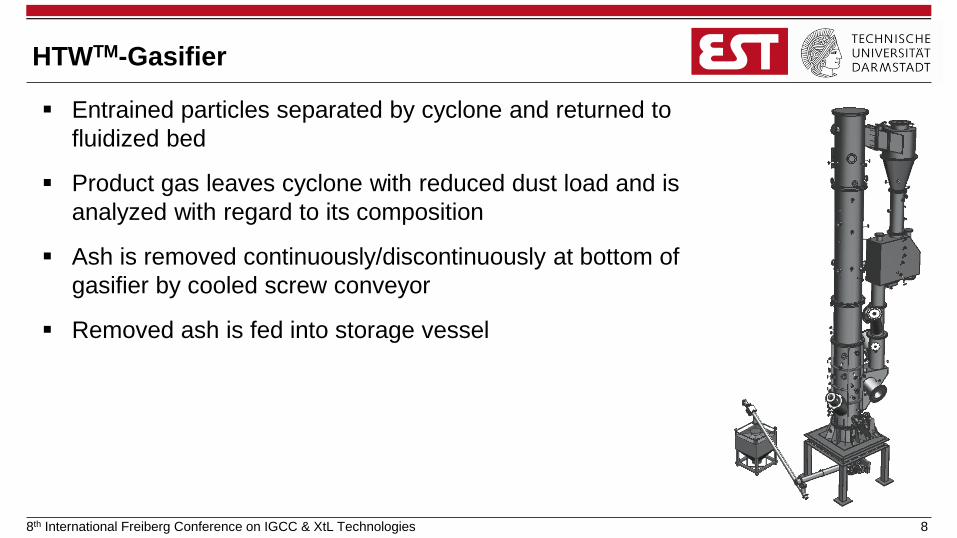
Entrained particles separated by cyclone and returned to fluidized bed
Product gas leaves cyclone with reduced dust load and is analyzed with regard to its composition
Ash is removed continuously/discontinuously at bottom of gasifier by cooled screw conveyor
Removed ash is fed into storage vessel
Syngas Cooling Unit
8th International Freiberg Conference on IGCC & XtL Technologies 9
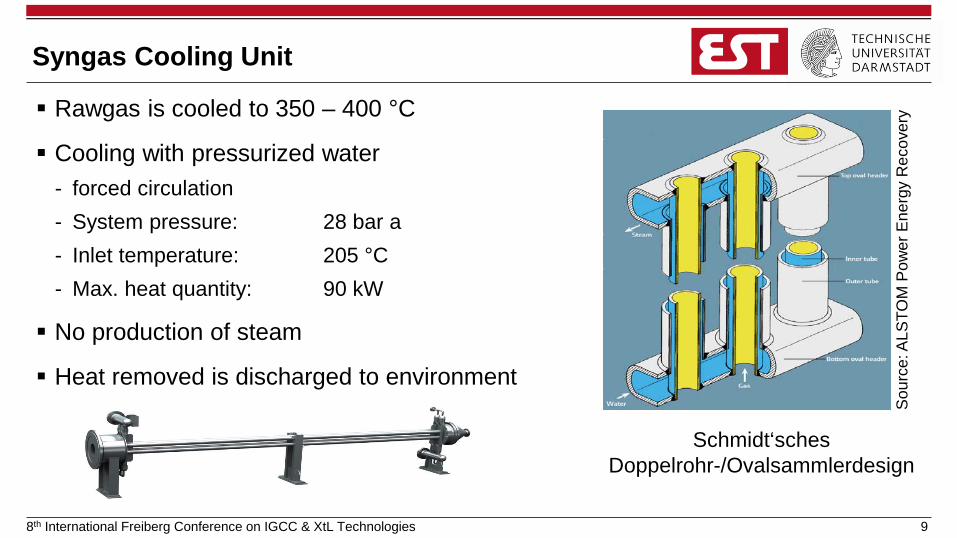
Rawgas is cooled to 350 – 400 °C
Cooling with pressurized water - forced circulation - System pressure: 28 bar a - Inlet temperature: 205 °C - Max. heat quantity: 90 kW
No production of steam
Heat removed is discharged to environment
Schmidt‘sches
Doppelrohr-/Ovalsammlerdesign
Sou
rce:
ALS
TOM
Pow
er E
nerg
y R
ecov
ery
Syngas Combustion Unit
8th International Freiberg Conference on IGCC & XtL Technologies 10
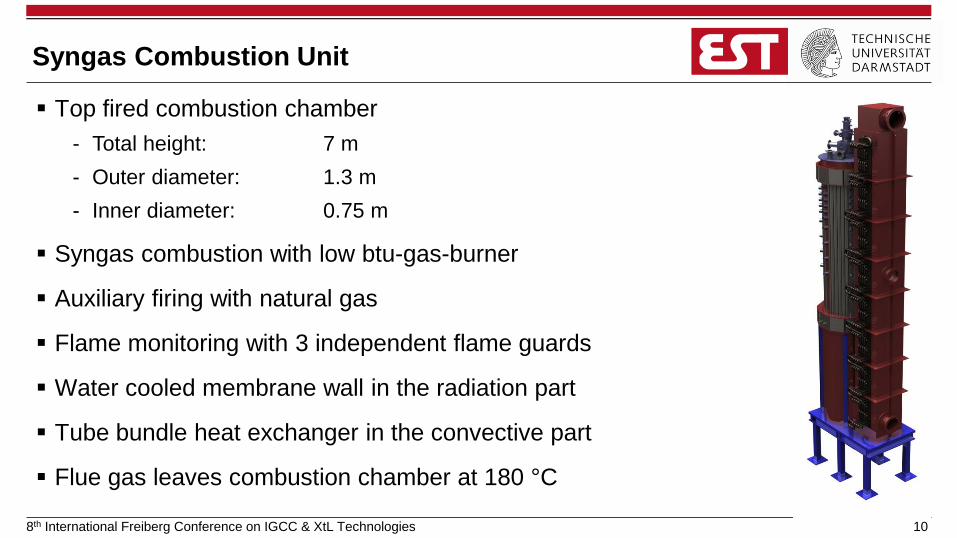
Top fired combustion chamber - Total height: 7 m - Outer diameter: 1.3 m - Inner diameter: 0.75 m
Syngas combustion with low btu-gas-burner
Auxiliary firing with natural gas
Flame monitoring with 3 independent flame guards
Water cooled membrane wall in the radiation part
Tube bundle heat exchanger in the convective part
Flue gas leaves combustion chamber at 180 °C
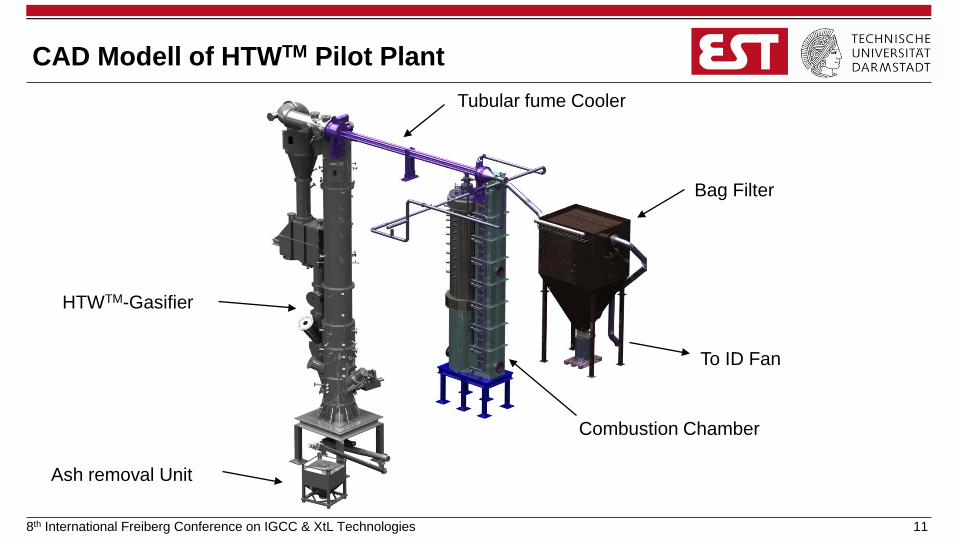
CAD Modell of HTWTM Pilot Plant
8th International Freiberg Conference on IGCC & XtL Technologies 11
Tubular fume Cooler
Combustion Chamber
Bag Filter
Ash removal Unit
To ID Fan
HTWTM-Gasifier
Commissioning of Pilot Plant
8th International Freiberg Conference on IGCC & XtL Technologies 12
Commissioning of the HTWTM pilot plant (2nd quarter 2015) - ca. 500 armatures (valves etc.) - ca. 650 m of pipes - ca. 250 measuring points (p, T, flow etc.) - ca. 6 km of wire
First commissioning of different sub-systems - Cooling system - Combustion chamber - Fuel feeding system - Gas preheating units
Testing of interaction between sub-systems and safety shut down system
May 2015: First ignition of gasifier with dried lignite (TBK 12) and hearth furnace coke (HOK)
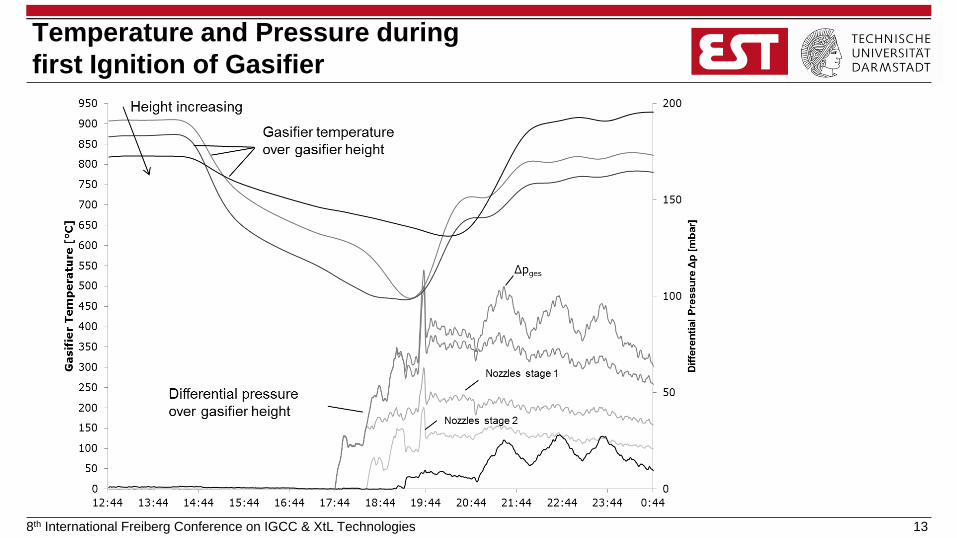
Temperature and Pressure during first Ignition of Gasifier
8th International Freiberg Conference on IGCC & XtL Technologies 13
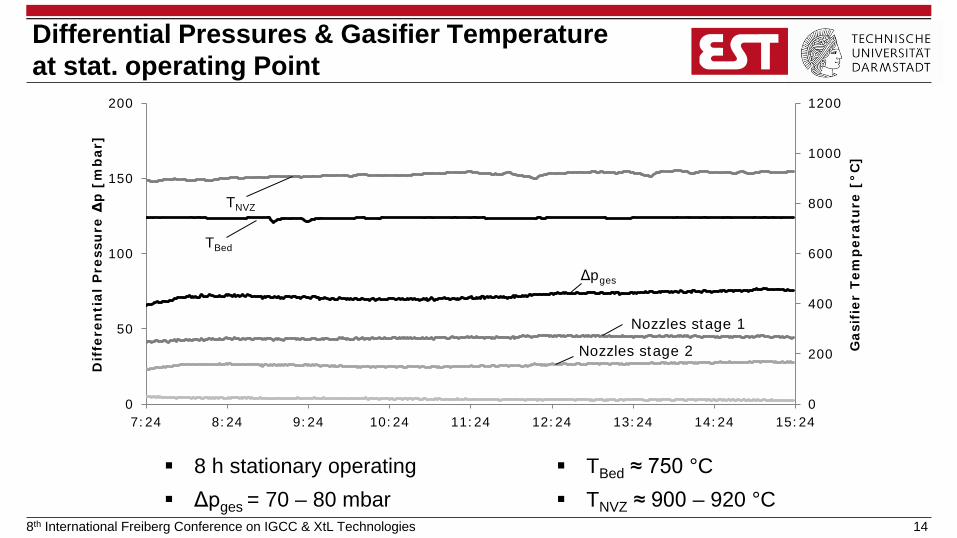
Differential Pressures & Gasifier Temperature at stat. operating Point
8th International Freiberg Conference on IGCC & XtL Technologies 14
8 h stationary operating Δpges = 70 – 80 mbar
TBed ≈ 750 °C TNVZ ≈ 900 – 920 °C
0
200
400
600
800
1000
1200
0
50
100
150
200
7:24 8:24 9:24 10:24 11:24 12:24 13:24 14:24 15:24
Gas
ifie
r Te
mp
erat
ure
[°C
]
Dif
fere
nti
al P
ress
ure
Δp
[m
bar
]
TNVZ
TBed
Δpges
Nozzles stage 1
Nozzles stage 2
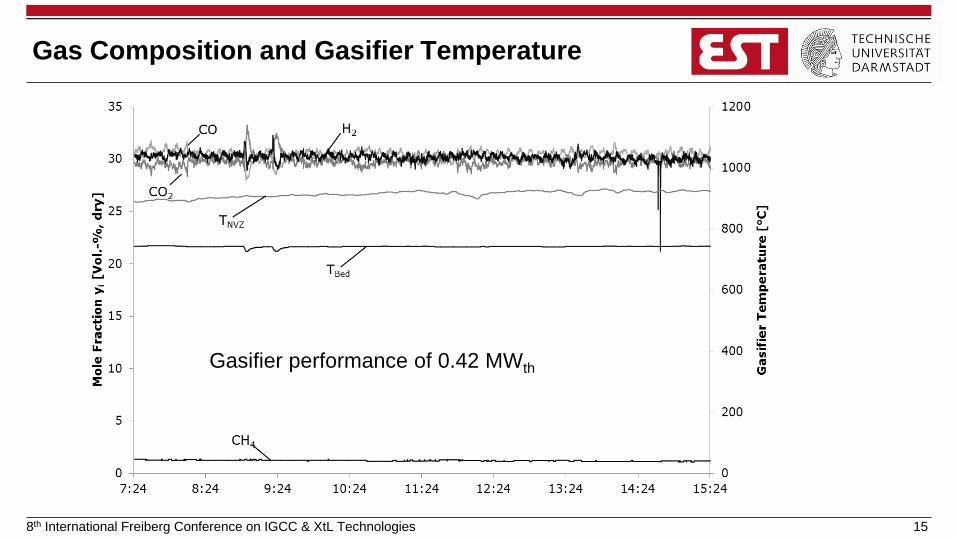
Gas Composition and Gasifier Temperature
8th International Freiberg Conference on IGCC & XtL Technologies 15
Gasifier performance of 0.42 MWth

Summary of Results
8th International Freiberg Conference on IGCC & XtL Technologies 16
Coal mass flow kg/h 70 Water content wt.-% 13 Ash content wt.-% 4
Raw gas quantity kg/h 225
Gas composition (dry) CO2 Vol.-% 30 CO Vol.-% 31 CH4 Vol.-% 1 H2 Vol.-% 30
Heating value raw gas (dry) MJ/m³ 7.5
Syngas combustion

Summary and Outlook
8th International Freiberg Conference on IGCC & XtL Technologies 17
Construction of HTWTM pilot plant finished in 1st quarter of 2015
Commissioning with German lignite successful
First run: 13 t German lignite gasified, analyzed and burned
Continuous, stationary gasification successful over a period of 8 days
In 2016: further gasification tests planned
Before next test campaign parts will be improved to increase plant efficiency
- New design of cyclone
- Removal of the loop seal
- Improvement of gas pre heating
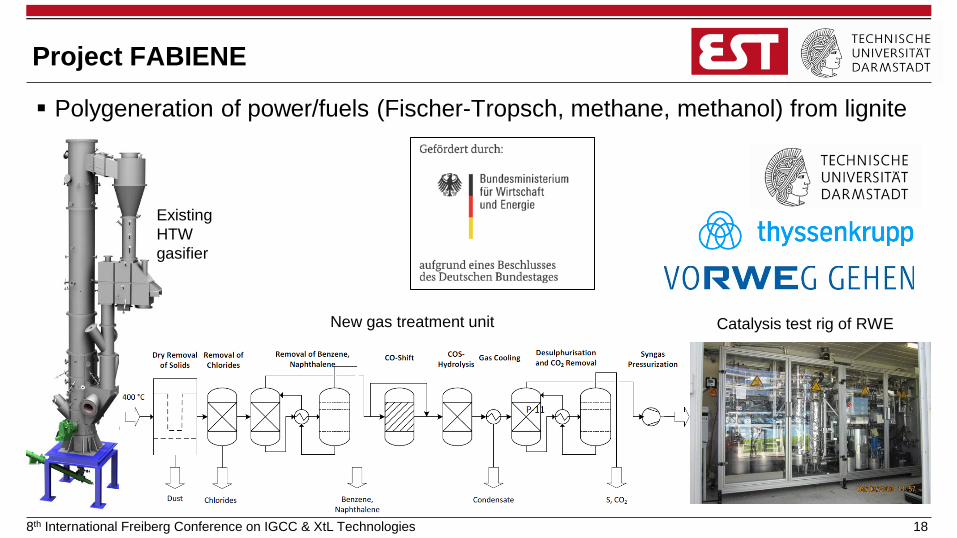
Polygeneration of power/fuels (Fischer-Tropsch, methane, methanol) from lignite
Project FABIENE
8th International Freiberg Conference on IGCC & XtL Technologies 18
Catalysis test rig of RWE New gas treatment unit
Existing HTW gasifier

Acknowledgements
8th International Freiberg Conference on IGCC & XtL Technologies 19





























