Embed Size (px)
Citation preview

issue 20
W i n t e r e d i t i o n J u n e 2 0 1 0
Multinail welcomes comments, suggestions and feedback for future editions. Please contact us at [email protected]
Contents
How Time Fly’s . . . . . . . . . . . . . . . 1
Not all LVL’s are the same . . . . . . . 2
Extra, Extra! . . . . . . . . . . . . . . . . . 2
New Australian Standard . . . . . . . 3
Don’t always blame . . . . . . . . . . . . 4
New High Load Truss Boot . . . . . . 5
Multinail Machinery . . . . . . . . . . . 6
Basic Mini 12 . . . . . . . . . . . . . . . . . 7
Bend it like Wadsworth’s . . . . . . . . 8
How time Fly’s30 years is a pretty long time - and that's how long Multinail has been supporting our fabricators.
June 1979 saw the incorporation of Multinail and to this day we still welcome Westruss and Nortruss as some of our oldest fabricators, business partners and friends.
Since 1979 the Multinail fabricator network has grown and developed in complexity, through our products and services offered, with successful long-term relationships being established and developed. Given our demanding and rapidly changing industry, we are proud that Multinail has always remained true in how we treat, respect and interact with all our fabricators resulting in the benefits of mutual growth and development.
The last 30 years have seen many ups and downs - from industry boom periods to deep depressions, from intense competition through to rapid development and change with the advent of computerisation and automation. We are proud to acknowledge that the growth of Multinail has stemmed from the dedication and hard work of Multinail staff and the support of our fabricators rather than foreign investment. It is these steadfast relationships with our staff and fabricators that has driven Multinail from strength to strength over the years.
The Taylor family wishes to extend their deep and heartfelt appreciation to our network of Fabricators, Multinail staff and the wider industry. The challenging path we have faced, has required our company to be dynamic, innovative and responsive.
This has only been the first 30 years - and we now welcome the start of the next phase what you have seen, shared, and helped develop and shape is just the beginning of things to come.... it will soon be 2040 and we will be once again thanking you for another 30 years!
the taylor Family
*** y
ears
of E
xcelle
nce in Prefabricated Timber Structures ***
Since 1979
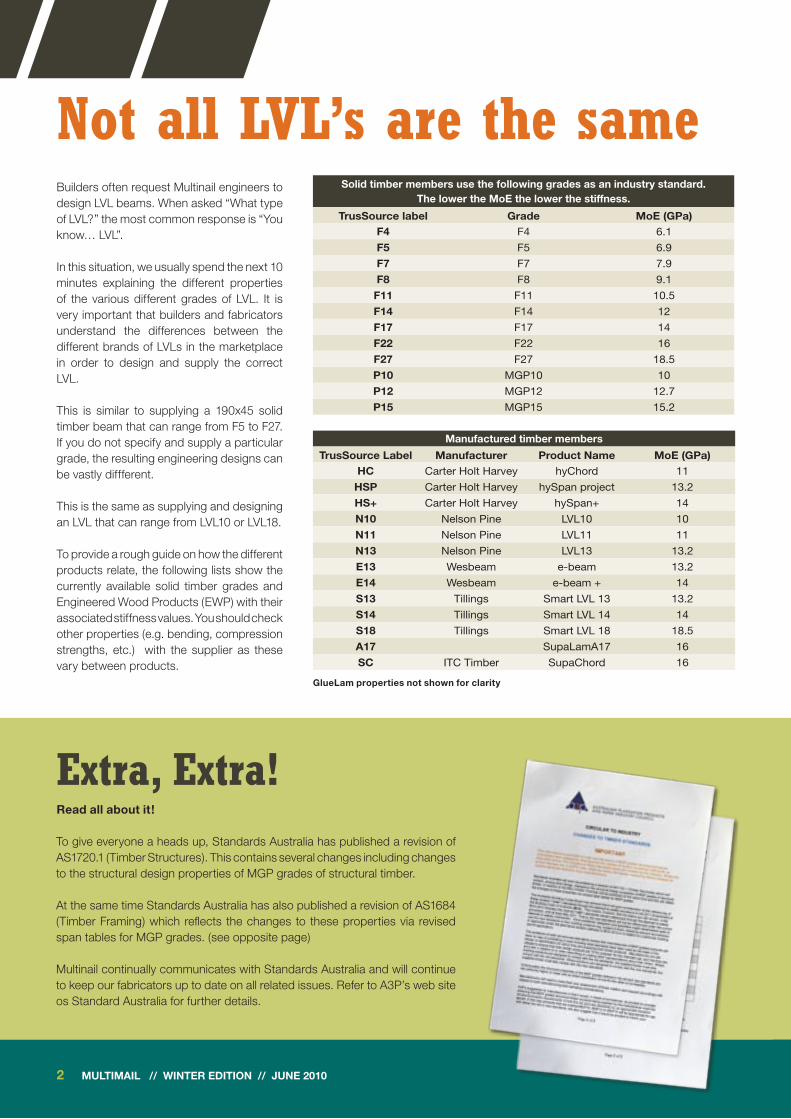
solid timber members use the following grades as an industry standard. the lower the Moe the lower the stiffness.
trussource label Grade Moe (GPa)F4 F4 6.1
F5 F5 6.9
F7 F7 7.9
F8 F8 9.1
F11 F11 10.5
F14 F14 12
F17 F17 14
F22 F22 16
F27 F27 18.5
P10 MGP10 10
P12 MGP12 12.7
P15 MGP15 15.2
Manufactured timber members
trussource Label Manufacturer Product name Moe (GPa) HC Carter Holt Harvey hyChord 11
HsP Carter Holt Harvey hySpan project 13.2
Hs+ Carter Holt Harvey hySpan+ 14
n10 Nelson Pine LVL10 10
n11 Nelson Pine LVL11 11
n13 Nelson Pine LVL13 13.2
e13 Wesbeam e-beam 13.2
e14 Wesbeam e-beam + 14
s13 Tillings Smart LVL 13 13.2
s14 Tillings Smart LVL 14 14
s18 Tillings Smart LVL 18 18.5
A17 SupaLamA17 16
sC ITC Timber SupaChord 16
2 MuLtiMAiL // Winter edition // June 2010
Builders often request Multinail engineers to design LVL beams. When asked “What type of LVL?” the most common response is “You know… LVL”.
In this situation, we usually spend the next 10 minutes explaining the different properties of the various different grades of LVL. It is very important that builders and fabricators understand the differences between the different brands of LVLs in the marketplace in order to design and supply the correct LVL.
This is similar to supplying a 190x45 solid timber beam that can range from F5 to F27. If you do not specify and supply a particular grade, the resulting engineering designs can be vastly diffferent.
This is the same as supplying and designing an LVL that can range from LVL10 or LVL18.
To provide a rough guide on how the different products relate, the following lists show the currently available solid timber grades and Engineered Wood Products (EWP) with their associated stiffness values. You should check other properties (e.g. bending, compression strengths, etc.) with the supplier as these vary between products.
Not all LVL’s are the same
To give everyone a heads up, Standards Australia has published a revision of AS1720.1 (Timber Structures). This contains several changes including changes to the structural design properties of MGP grades of structural timber.
At the same time Standards Australia has also published a revision of AS1684 (Timber Framing) which reflects the changes to these properties via revised span tables for MGP grades. (see opposite page)
Multinail continually communicates with Standards Australia and will continue to keep our fabricators up to date on all related issues. Refer to A3P’s web site os Standard Australia for further details.
Extra, Extra!read all about it!
GlueLam properties not shown for clarity
www.mulitnail.com.au
Just published! Parts 2, 3 and 4 of the AS 1684 - Residential timber-framed construction series, covering cyclonic and non-cyclonic areas that specifies the safety requirements for all domestic building work in Australia. These updates improve safeguards and bring industry requirements in-line with best practice.
Multinail highly recommends all fabricators obtain a copy of the relevant standards and familiarise themselves with its contents. Fabricators in non-cyclonic areas should obtain AS1684; fabricators in cyclonic areas should obtain AS1684.3.
New Australian Standard AS1684
The NEW AS 1684 -2010 series now includes:
Editorial and technical changes for better application•
Real-life project outcomes on wall noggins and other tie-•down systems for high wind areas
Additional appendixes on building practices for Engineered •Wood Products (EWPs) widely used in timber-framed construction. (e.g. I-joists)
Updated span table values for MGP stress grades in-line •with design methods in AS 1720.1.
Ring beam details•
4 MuLtiMAiL // Winter edition // June 2010
Home owners who see crushed internal wall cornices often attribute the problem to deflecting roof trusses that damage the internal wall cornices.
The next step is often to blame the builders and truss manufacturers. However, your concrete slab may actually be the real culprit.
Three possible movements can contribute to the crush at internal wall cornices:
Relative movement caused by •deflection of the trusses
Relative movement caused by •deflection at the external walls
Relative movement caused by •deflection of the floor slab
In the first situation, all structural members deflect to some degree under load and the roof trusses are no exception. It is also general knowledge that timber creeps for a period of time after the application of loads. For example, roof truss deflection can easily double over the first year afterbeing loaded. Fabricators have always identified and added the required cambers. After two years, further deflection from timber trusses and wall frames is barely noticeable.
In the second situation, deflection must occur over the full length of the external walls as there will be crushing or dimpling under virtually every truss. This option can be easily eliminated if there is no indication of significant deflections along the full line of the external walls in two years after the house was built.
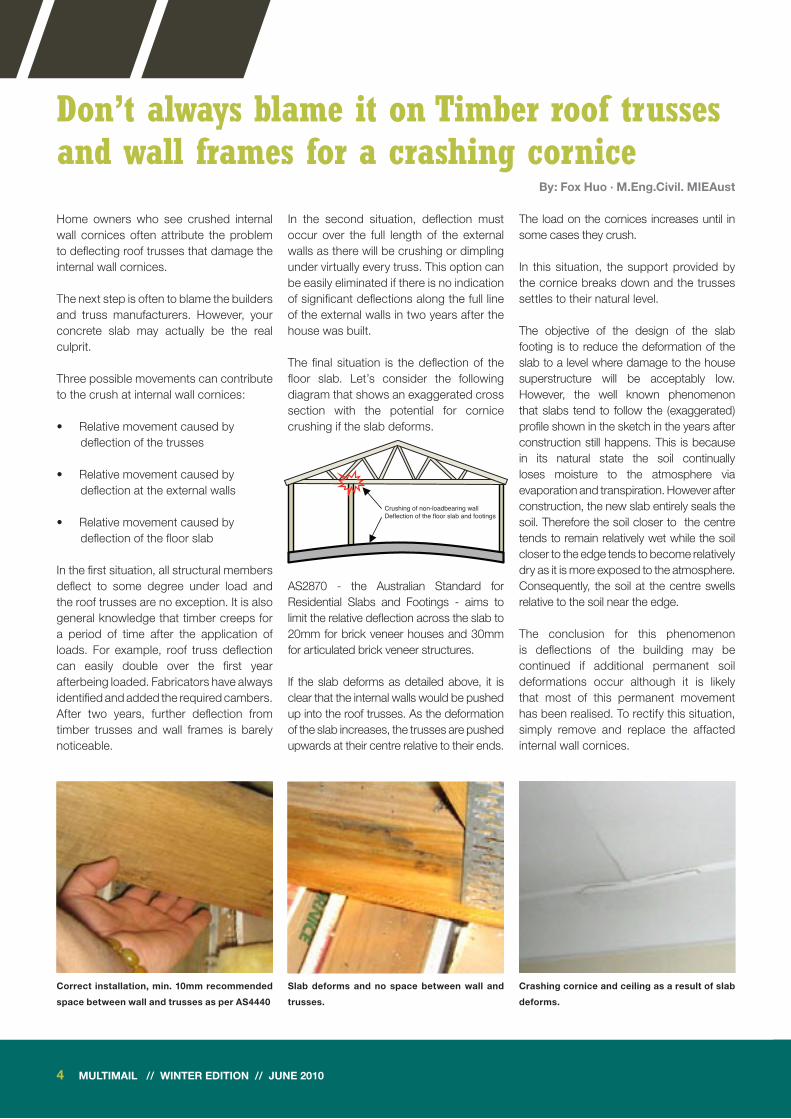
The final situation is the deflection of the floor slab. Let’s consider the following diagram that shows an exaggerated cross section with the potential for cornice crushing if the slab deforms.
AS2870 - the Australian Standard for Residential Slabs and Footings - aims to limit the relative deflection across the slab to 20mm for brick veneer houses and 30mm for articulated brick veneer structures.
If the slab deforms as detailed above, it is clear that the internal walls would be pushed up into the roof trusses. As the deformation of the slab increases, the trusses are pushed upwards at their centre relative to their ends.
The load on the cornices increases until in some cases they crush.
In this situation, the support provided by the cornice breaks down and the trusses settles to their natural level.
The objective of the design of the slab footing is to reduce the deformation of the slab to a level where damage to the house superstructure will be acceptably low. However, the well known phenomenon that slabs tend to follow the (exaggerated) profile shown in the sketch in the years after construction still happens. This is because in its natural state the soil continually loses moisture to the atmosphere via evaporation and transpiration. However after construction, the new slab entirely seals the soil. Therefore the soil closer to the centre tends to remain relatively wet while the soil closer to the edge tends to become relatively dry as it is more exposed to the atmosphere. Consequently, the soil at the centre swells relative to the soil near the edge.
The conclusion for this phenomenon is deflections of the building may be continued if additional permanent soil deformations occur although it is likely that most of this permanent movement has been realised. To rectify this situation, simply remove and replace the affacted internal wall cornices.
By: Fox Huo · M.eng.Civil. MieAust
Don’t always blame it on Timber roof trusses and wall frames for a crashing cornice
Crushing of non-loadbearing wall Deflection of the floor slab and footings
Correct installation, min. 10mm recommended
space between wall and trusses as per As4440
Crashing cornice and ceiling as a result of slab
deforms.
slab deforms and no space between wall and
trusses.
www.mulitnail.com.au
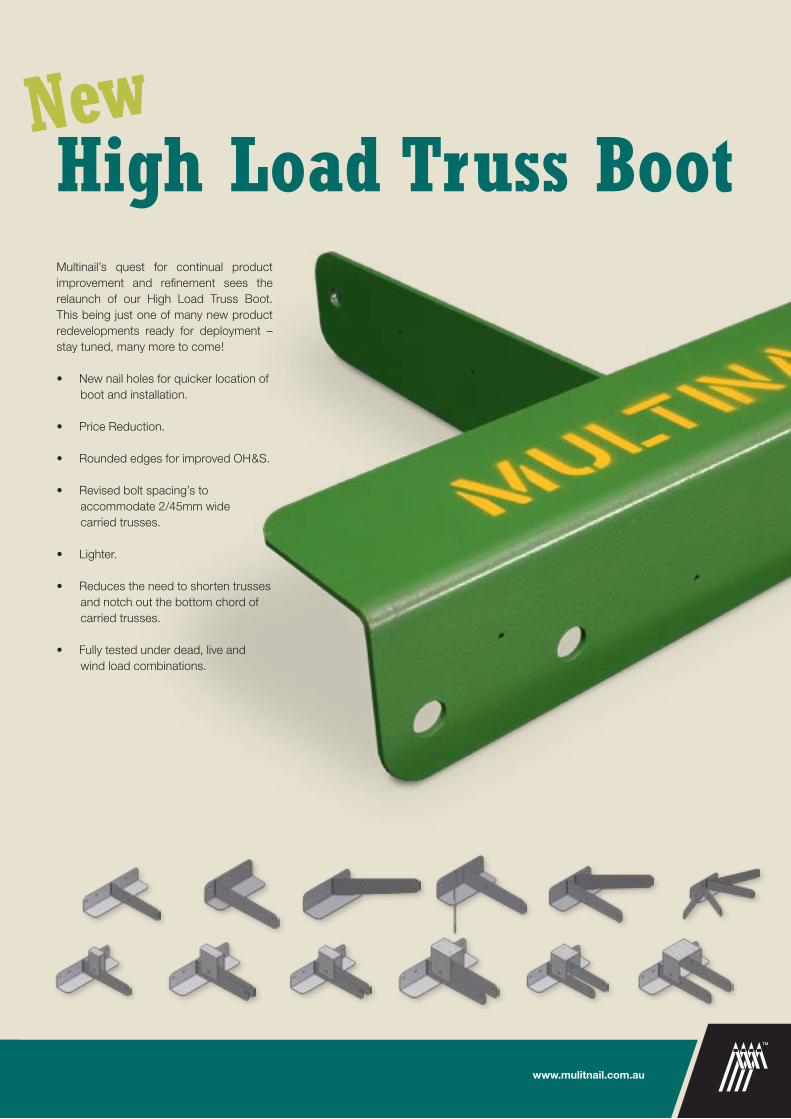
High Load Truss BootNew
Multinail’s quest for continual product improvement and refinement sees the relaunch of our High Load Truss Boot. This being just one of many new product redevelopments ready for deployment – stay tuned, many more to come!
New nail holes for quicker location of •boot and installation.
Price Reduction.•
Rounded edges for improved OH&S.•
Revised bolt spacing’s to •accommodate 2/45mm wide carried trusses.
Lighter.•
Reduces the need to shorten trusses •and notch out the bottom chord of carried trusses.
Fully tested under dead, live and •wind load combinations.

6 MuLtiMAiL // Winter edition // June 2010
Ever toured a number of truss and frame plants and been amazed at the diversity of approaches for manufacturing and assembling timber trusses, wall frames and floor trusses? There are so many different options for transferring timber from the yard to the saw, from the saw to the jig or table, and then back to the loading yard.
Multinail staff have seen all the different option combinations - and can provide helpful advice regarding the advantages and disadvantages of the different configuration options.
Multinail Machinery has specialised in the manufacturing of machinery specifically for the pre-fabricated timber engineered truss industry since 1990.
This means Multinail has over 20 years experience in research and development of customised equipment - and more importantly - production systems. When installing your equipment, it's important to consider the process for transferring timber from the yard and then to the saw, the jig or press.
Multinail Machinery – Multinail Australia’s little brother is about to celebrate 20 years of machinery manufacturing and the development of materials handling systems manufacturing environments and production systems.
With the variety of machinery available from various suppliers worldwide, there are several important questions you should
ask. Do they only supply a machine and a User Manual? Do they just deliver and commission? Do they follow up with training and service? Can it be retro-fitted so the machine can grow as your business grows? Can you ensure that any automation on the machine is serviceable,
or compatible with the rest of your production/design environment? Can one service technician service more than just your automated saw? How many phone numbers do you need to call for a complete service of your manufacturing plant? Who can you call for advice on improving materials handling flows throughout the plant?
Multinail Machinery is a specialist partner for your manufacturing environment - we don't just build, service and upgrade machinery - we also offer access to our 20 years of experience in customised truss equipment and machinery, materials handling and production systems.
20 years of continual research and development
Want to know more? try the one place for all your questions www.multinail.com.au/machinery

www.mulitnail.com.au
Multinail’s "world first" for the largest table press has been proving itself admirably in the field. Complete with fully automatic jigging and truss ejectors, this machine is the largest, fastest machine operating in the market and as a bonus it's also the most compliant with OH&S requirements. Leading the world in design and size - The Mini 12 still retains a small footprint and fits straight into most manufacturing environments.
Another key advantage of the Mini 12 is its 17m x 3.6m table size that lets you manufacture large span trusses or manufacture multiple smaller trusses at the same time.
Multinail is pleased to present a basic Mini 12 variant that takes advantage of the basic Mini 12 size and safety but without the full automation features.
With manual jigging, the Mini 12 variant lets you handle difficult large span trusses with ease, and you can also manufacture multiple smaller sized trusses at each end (depending on the span and pitch of the trusses).
The basic Mini 12 still retains its OH&S safety credentials - if one end is pressing and the other end is being jigged, the safety laser scanner automatically shuts down the machine if workers are close to the pressing area.
Truss ejectors can also be included as an optional extra allowing a single worker to easily slide trusses from the table - alleviating the OH&S and materials handling issues associated with larger trusses.
Mini 12
Picture shown with fully-automatic jiggingand end ejection
Head Office · 155 Burnside Rd · Stapylton · QLD 4207 T: +61 (0)7 3297 3250 · F: +61 (0)7 3807 2978 · www.multinail.com.au · [email protected]
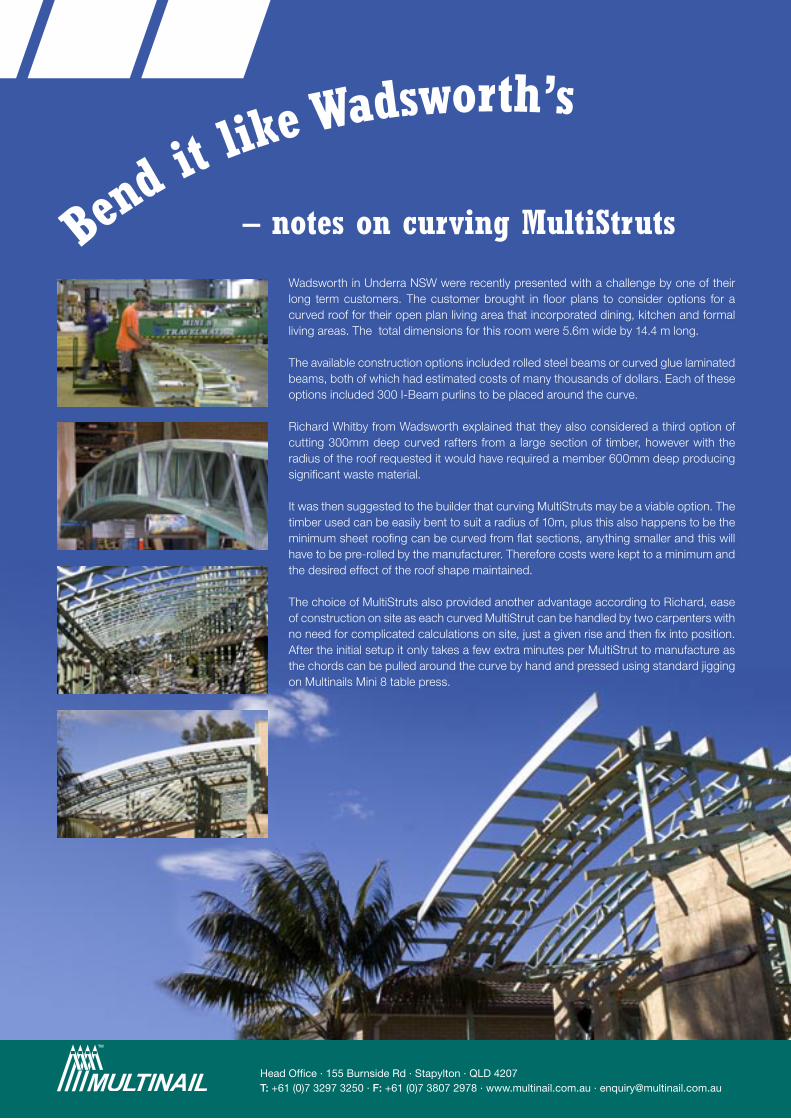
Wadsworth in Underra NSW were recently presented with a challenge by one of their long term customers. The customer brought in floor plans to consider options for a curved roof for their open plan living area that incorporated dining, kitchen and formal living areas. The total dimensions for this room were 5.6m wide by 14.4 m long.
The available construction options included rolled steel beams or curved glue laminated beams, both of which had estimated costs of many thousands of dollars. Each of these options included 300 I-Beam purlins to be placed around the curve.
Richard Whitby from Wadsworth explained that they also considered a third option of cutting 300mm deep curved rafters from a large section of timber, however with the radius of the roof requested it would have required a member 600mm deep producing significant waste material.
It was then suggested to the builder that curving MultiStruts may be a viable option. The timber used can be easily bent to suit a radius of 10m, plus this also happens to be the minimum sheet roofing can be curved from flat sections, anything smaller and this will have to be pre-rolled by the manufacturer. Therefore costs were kept to a minimum and the desired effect of the roof shape maintained.
The choice of MultiStruts also provided another advantage according to Richard, ease of construction on site as each curved MultiStrut can be handled by two carpenters with no need for complicated calculations on site, just a given rise and then fix into position. After the initial setup it only takes a few extra minutes per MultiStrut to manufacture as the chords can be pulled around the curve by hand and pressed using standard jigging on Multinails Mini 8 table press.
– notes on curving MultiStrutsBend
it like Wadsworth’s
























![The 320 EeV Fly’s Eye event: a key messenger or a statistical oddity · arXiv:1906.11170v1 [astro-ph.HE] 26 Jun 2019 The 320 EeV Fly’s Eye event: a key messenger or a statistical](https://img.pdfslide.net/doc/110x75/5fb0acc33d04eb5aa83ff1ff/the-320-eev-flyas-eye-event-a-key-messenger-or-a-statistical-oddity-arxiv190611170v1.jpg)