Embed Size (px)
Citation preview

(AI500(BR) Rev H – 14 de novembro de 2017)
Hawke International Escritório no Reino Unido, Oxford Street West, Ashton-under-Lyne, Lancashire. OL7 0NA. Reino Unido
Vendas: +44 (0) 161 830 6698 Técnico: +44 (0) 161 830 6697
Fax: +44 (0) 161 830 6648 E-mail: [email protected]
Soluções de conexão
Control
CONECTOR

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 2 de 12
1. Remova o conjunto conector CP/CR, o inserto elétrico e o prensa-cabos
(vendido separadamente) da embalagem. 2. Faça a terminação do cabo no prensa-cabos de acordo com as instruções
do fabricante. Assegure uma sobra de cabo com comprimento mínimo de 130 mm. 3. Desaperte a porca de engate traseira da carcaça do conector, removendo a carcaça traseira e o tubo de rasgo da
chaveta.
4. Passe a porca de engate traseira sobre a carcaça traseira,
como mostrado, e aperte a carcaça traseira na rosca de entrada do prensa-cabos, assegurando que haja uma arruela de vedação entre o prensa-cabos e a carcaça traseira. Uma pequena quantidade de Loctite 638 ou equivalente pode ser aplicada na rosca do prensa-cabos nesse momento para impedir que ele se solte em aplicações portáteis. Quando um adaptador de rosca for usado, assegure-se de que uma vedação IP adequada seja colocada entre o prensa-cabos e esse adaptador, e entre o adaptador de rosca e o acoplador de operação. Se o adaptador de rosca possuir um O-ring completo, assegure-se de que haja contato total entre o prensa-cabo e o acoplador de operação a fim de manter a proteção IP. Verifique se o O-ring de vedação cativo na carcaça traseira esteja íntegro e no local
OBSERVAÇÃO IMPORTANTE1. A Hawke International não recomenda o uso dos conectores ControlEx em aplicações portáteis/semiportáteis nas quais são usados
cabos de energia fabricados com PVC rígido / SWA / PVC. 2. Prensa-cabos do tipo barreira devem ser adaptados aos conectores de cabos de energia flexíveis e cabos de controle com enchimento
livre, a fim de manter o conceito da proteção Exd e reduzir a possibilidade de os movimentos no núcleo do cabo serem transferidos aos componentes internos do conector. Quando os conectores forem usados para terminação de cabos umbilicais expostos ao tempo, ou se tratarem de conectores portáteis, é necessário usar prensa-cabos do tipo barreira.
3. Os conectores Hawke Ex foram projetados para uso em aplicações com circuitos multitensão até 660 V CA/CC. É possível que, em determinadas instalações, existam diversas aplicações utilizando conectores em diferentes tensões elétricas. Nesses casos, o instalador / projetista do circuito deve assegurar que conectores, soquetes e cabos associados estejam claramente marcados com a tensão e a potência corretas do circuito para assegurar que o equipamento energizado seja adequado à tensão fornecida. As posições de inserção variáveis, uma característica de nossos conectores, também devem ser usadas como segurança adicional nessas aplicações.
Min 130mm
Arruela com aba
Porca de engate traseira
Aterramento interno
Carcaça traseira
Espaçador internoInserto
Corpo Tampa

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 3 de 12
Y mm
Se a arruela com aba estiver sendo usada, assegure-se de que esteja instalada na orientação mostrada. Use as partes planas na carcaça traseira para aplicar um aperto adicional.
5. Corte os condutores no comprimento mostrado na tabela abaixo.
Observação: A tolerância máxima se destina a permitir o uso de cabos trançados e a colocação de núcleos dentro da carcaça do conector. Se o espaçamento do núcleo relativo à numeração do inserto não exigir excesso de núcleo, use comprimentos de corte mínimos.
6. Remova o isolamento do condutor, como mostrado
Tipo de inserto 16 25 32 40 50 63
Solda / crimpagem 1,5 e 2,5 mm²
36 – 0 +7
56 – 0 +7
56 – 0 +10
56 – 0 +10
56 – 0 +10
56 – 0 +15
Crimpagem 6mm² - 38 – 0 +4
38 – 0 +4 - - -
Crimpagem 10 e 16mm² - - 29 – 0 +4
- - -
Crimpagem 25 e 35 mm² - - - 29 – 0 +4 - -
Solda 6mm² - - 52 – 0 +4
- - -
Solda 10 e 16mm² - - - - - -
Solda 25 e 35 mm² - - - 52 – 0 +4
- -
Tipo de inserto Comprimento
(Y mm) Solda / crimpagem
1,5mm² 6
Solda / crimpagem 2,5 mm²
6
Solda 6mm² 7
Crimpagem 6mm² 8
Solda 10mm² 9
Crimpagem 10mm² 11
Solda 16mm² 9
Crimpagem 16mm² 11
Solda 25mm² 9
Crimpagem 25mm² 11
Solda 35 mm² 9
Crimpagem 35 mm² 11
X mm
Prensa-cabos Arruela IP Arruela com aba
Acoplador de operação
Carcaça traseira
Aperte o prensa-cabos na carcaça traseira, como mostrado

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 4 de 12
7. Proceda para a etapa 8 se não for necessário aterramento interno. OBSERVAÇÃO: Se não estiver sendo usado aterramento interno, a crimpagem de aterramento interno não deve ser
instalada e o parafuso prisioneiro na carcaça traseira deve ser removido
Se for necessário aterramento, passe a crimpagem interna (fornecida com os insertos CP/CR) pelo condutor de aterramento e faça a crimpagem usando uma ferramenta adequada. O parafuso pode então ser colocado na carcaça traseira e apertado usando o parafuso prisioneiro mostrado. O parafuso na crimpagem de aterramento não deve se prolongar além do diâmetro externo da carcaça traseira. Ajuste se necessário.
8. a) Insertos de solda – pretos (1,5 – 35 mm²). Estanhe os condutores e preencha com solda os copos na traseira dos
insertos conforme necessário. Solde os condutores no local e remova possíveis excessos/picos de solda do copo de solda. É recomendado colocar neste momento uma contração a quente sobre a conexão
b) Insertos de solda – brancos (1,5 – 4 mm2). Como mostrado anteriormente, contudo, os insertos devem ser soldados fora do corpo e não devem ser montados completamente. Se os contatos precisarem ser terminados com solda nos condutores, isso deve ser realizado antes da inserção no retentor de contatos traseiro.
É recomendado colocar neste momento uma contração a quente sobre a conexão Em seguida, siga (c ii & iii). c) Insertos de crimpagem (1,5 – 4 mm²) – brancos.
i) Faça a crimpagem dos condutores nos contatos usando a ferramenta a
Astro Crimp Tool - 615708 (M22520 / 1-01). Para condutores de 0,75 até 1,5 mm² use a matriz 1,5. Para 1,6 até 4 mm² use a matriz 2,5. É recomendado colocar neste momento uma contração a quente sobre a conexão
ii) Insira os contatos nos furos numerados do retentor de contatos traseiro e passe a ferramenta de inserção pelos
contatos até a ranhura (uma extremidade para o pino e a outra para o soquete). Usando a ferramenta, corte a ranhura no contato em posição no retentor de contatos traseiro.
O parafuso não deve se prolongar
Parafuso prisioneiro
Faça a crimpagem aqui
Retentor de contatos
frontal
Retentor de contatos traseiro
AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 5 de 12
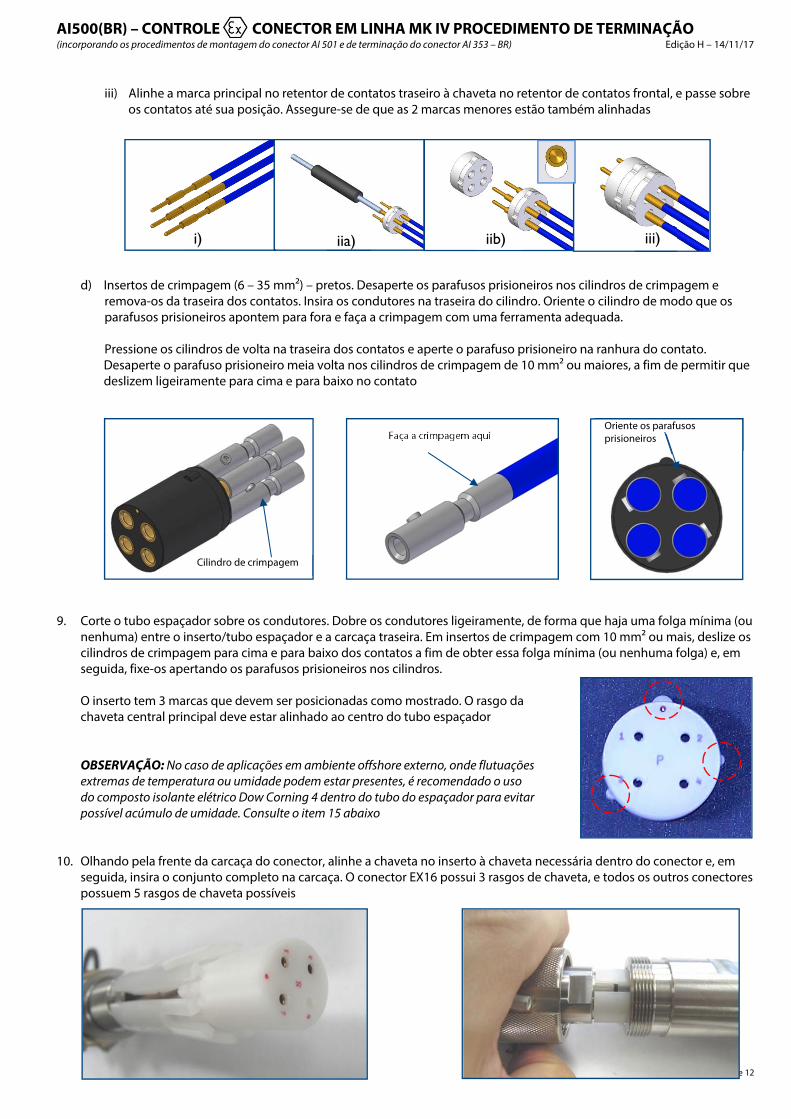
iii) Alinhe a marca principal no retentor de contatos traseiro à chaveta no retentor de contatos frontal, e passe sobre
os contatos até sua posição. Assegure-se de que as 2 marcas menores estão também alinhadas
d) Insertos de crimpagem (6 – 35 mm²) – pretos. Desaperte os parafusos prisioneiros nos cilindros de crimpagem e remova-os da traseira dos contatos. Insira os condutores na traseira do cilindro. Oriente o cilindro de modo que os parafusos prisioneiros apontem para fora e faça a crimpagem com uma ferramenta adequada. Pressione os cilindros de volta na traseira dos contatos e aperte o parafuso prisioneiro na ranhura do contato. Desaperte o parafuso prisioneiro meia volta nos cilindros de crimpagem de 10 mm² ou maiores, a fim de permitir que deslizem ligeiramente para cima e para baixo no contato
9. Corte o tubo espaçador sobre os condutores. Dobre os condutores ligeiramente, de forma que haja uma folga mínima (ou
nenhuma) entre o inserto/tubo espaçador e a carcaça traseira. Em insertos de crimpagem com 10 mm² ou mais, deslize os cilindros de crimpagem para cima e para baixo dos contatos a fim de obter essa folga mínima (ou nenhuma folga) e, em seguida, fixe-os apertando os parafusos prisioneiros nos cilindros. O inserto tem 3 marcas que devem ser posicionadas como mostrado. O rasgo da chaveta central principal deve estar alinhado ao centro do tubo espaçador OBSERVAÇÃO: No caso de aplicações em ambiente offshore externo, onde flutuações extremas de temperatura ou umidade podem estar presentes, é recomendado o uso do composto isolante elétrico Dow Corning 4 dentro do tubo do espaçador para evitar possível acúmulo de umidade. Consulte o item 15 abaixo
10. Olhando pela frente da carcaça do conector, alinhe a chaveta no inserto à chaveta necessária dentro do conector e, em
seguida, insira o conjunto completo na carcaça. O conector EX16 possui 3 rasgos de chaveta, e todos os outros conectores possuem 5 rasgos de chaveta possíveis
Oriente os parafusos prisioneiros Faça a crimpagem aqui
Cilindro de crimpagem
iib) iii) iia) i)

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 6 de 12
11. Aperte completamente a porca de engate traseira na rosca da carcaça do conector; não gire a carcaça do conector
durante esse processo. Aperte o parafuso prisioneiro na porca de engate traseira. Deve haver uma folga visível, não mais do que 1 mm, entre o acoplador de operação e a carcaça
12. Se a arruela com aba estiver sendo usada, prenda a aba usando o parafuso com cabeça de botão na porca de engate
traseira. Dobre as abas sobre as partes planas do prensa-cabos. 13. Se estiver sendo usado, faça a terminação do aterramento externo na crimpagem de anel do terminal, fornecida com o
inserto. Remova o parafuso com cabeça de botão e a arruela de pressão da porca de engate traseira. Prenda a crimpagem na porca de engate traseira, como mostrado acima
14. O conector está pronto para uso. Consulte o procedimento ‘Montagem’. Adição do composto isolante elétrico Dow Corning 4 15. Caso haja necessidade de uma proteção adicional devido a condições meteorológicas extremas, antes de colocar o
inserto montado do conector e o tubo espaçador na carcaça do conector (etapa 10 acima), preencha o tubo espaçador com o composto isolante elétrico Dow Corning 4. Recomenda-se preencher o acoplador de operação e a face interna do inserto para assegurar que os contatos não sejam afetados pela umidade
Siga as etapas do item 13. acima
Prenda ao acoplador de operação através do parafuso prisioneiro
Dobre as abas sobre as prensa-cabos
Folga igual ou inferior a 1 mm entre o acoplador de operação e a carcaça

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 7 de 12
Indicadores de posição das chavetas
Procedimento de montagem – MK IV Antes de iniciar a montagem, o conjunto cabo / prensa-cabos / conector deve ser inspecionado visualmente. O conjunto deve ser verificado para assegurar que todos os seus componentes estejam bem apertados. Se algum componente do conjunto tiver afrouxado durante o transporte ou a instalação do cabo, reaperte-o de acordo com as instruções de montagem pertinentes, sem torcer o cabo no conjunto prensa-cabos / conector. Áreas a serem verificadas: NB: Essas áreas também devem ser verificadas como parte do programa de manutenção de rotina.
1) Desligue a alimentação para os conectores. 2) Assegure-se de que ambos os conectores estejam
ajustados para a mesma numeração da posição das chavetas e possuam o mesmo tipo de inserto.
3) Insira o conector CP no conector BR / CR, alinhando a chaveta no conector CP ao rasgo de chaveta no conector BR / CR.
4) Fixe os dois conectores na carcaça do BR/CR girando a porca de engate no sentido horário. Se a porca de engate não permitir ser apertada mais de meia volta, os conectores estão ajustados para diferentes posições de chaveta.
5) Aperte o parafuso prisioneiro na porca de engate.
Assegure-se de que os o-rings de
vedação estejam instalados e
íntegros
Caso instalada, assegure-se de que a arruela de travamento com aba
esteja corretamente instalada na carcaça do conector e nas partes
planas do prensa-cabos.
Assegure-se de que o prensa-cabos (e qualquer adaptador de
rosca) esteja completamente apertado na carcaça do conector
Assegure-se de que o acoplador de operação esteja completamente
apertado na carcaça do conector e que o parafuso prisioneiro também
esteja totalmente apertado.
Assegure-se de que uma arruela IP adequada esteja instalada entre o prensa-cabos e o conector (e, se
instalado, entre o adaptador)
Parafuso prisioneiro CR / BR
Chaveta CP
A porca de engate deve cobrir a rosca da carcaça BR / CR quando totalmente conectada.

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 8 de 12
6) Se o pino de travamento opcional estiver sendo usado, ele deve ser instalado nesta etapa, após os conectores estarem completamente encaixados.
7) Para desconectar, desligue a alimentação, afrouxe o parafuso prisioneiro apertado, gire a porca de engate no sentido anti-horário e remova o conector. Se for necessário energizar os conectores quando estiverem separados, então uma tampa à prova de chama (disponível separadamente) deve ser instalada.
Procedimento de terminação do receptáculo de anteparo – MK IV 1) Remova o conjunto do inserto elétrico e o conjunto
do conector BR da embalagem. Não descarte a embalagem.
2) Retire o retentor da luva e a luva de borracha da
traseira do conjunto do inserto elétrico. 3) a) Insertos de solda (1,5 – 35 mm²).
Estanhe os condutores e preencha com solda os copos na traseira dos insertos conforme necessário. Solde os condutores no local e remova possíveis excessos/picos de solda do copo de solda.
b) Insertos de crimpagem (1,5 – 4 mm²).
i) Faça a crimpagem dos condutores nos contatos usando a ferramenta a Astro Crimp Tool - 615708 (M22520 / 1-01). Para condutores de 0,75 até 1,5 mm² use a matriz 1,5. Para 1,6 até 4 mm² use a matriz 2,5. Se os contatos precisarem ser terminados com solda nos condutores, isso deve ser realizado antes da inserção no retentor de contatos traseiro.
ii) Insira os contatos nos furos numerados do
retentor de contatos traseiro e passe a ferramenta de inserção pelos contatos até a ranhura (uma extremidade para o pino e a outra para o soquete). Usando a ferramenta, corte a ranhura no contato em posição no retentor de contatos traseiro.
iii) Alinhe a parte plana no retentor de contatos
traseiro à chaveta no retentor de contatos frontal, e passe sobre os contatos até sua posição.
OBSERVAÇÃO IMPORTANTE1. A Hawke International não recomenda o uso dos conectores ControlEx em aplicações portáteis/semiportáteis nas quais são
usados cabos de energia fabricados com PVC rígido / SWA / PVC. 2. A Hawke International recomenda que prensa-cabos do tipo barreira sejam adaptados aos conectores de cabos de energia
flexíveis e cabos de controle com enchimento livre, a fim de manter o conceito da proteção Exd e reduzir a possibilidade de os movimentos no núcleo do cabo serem transferidos aos componentes internos do conector.
3. Os conectores Hawke Ex foram projetados para uso em aplicações com circuitos multitensão até 660 V CA/CC. É possível que, em determinadas instalações, existam diversas aplicações utilizando conectores em diferentes tensões elétricas. Nesses casos, o instalador / projetista do circuito deve assegurar que conectores, soquetes e cabos associados estejam claramente marcados com a tensão e a potência corretas do circuito para assegurar que o equipamento energizado seja adequado à tensão fornecida. As posições de inserção variáveis, uma característica de nossos conectores, também devem ser usadas como segurança adicional nessas aplicações.
iib) iii)
iia) i)
Luva de borracha
Conjunto de inserção
Retentor da luva
AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 9 de 12
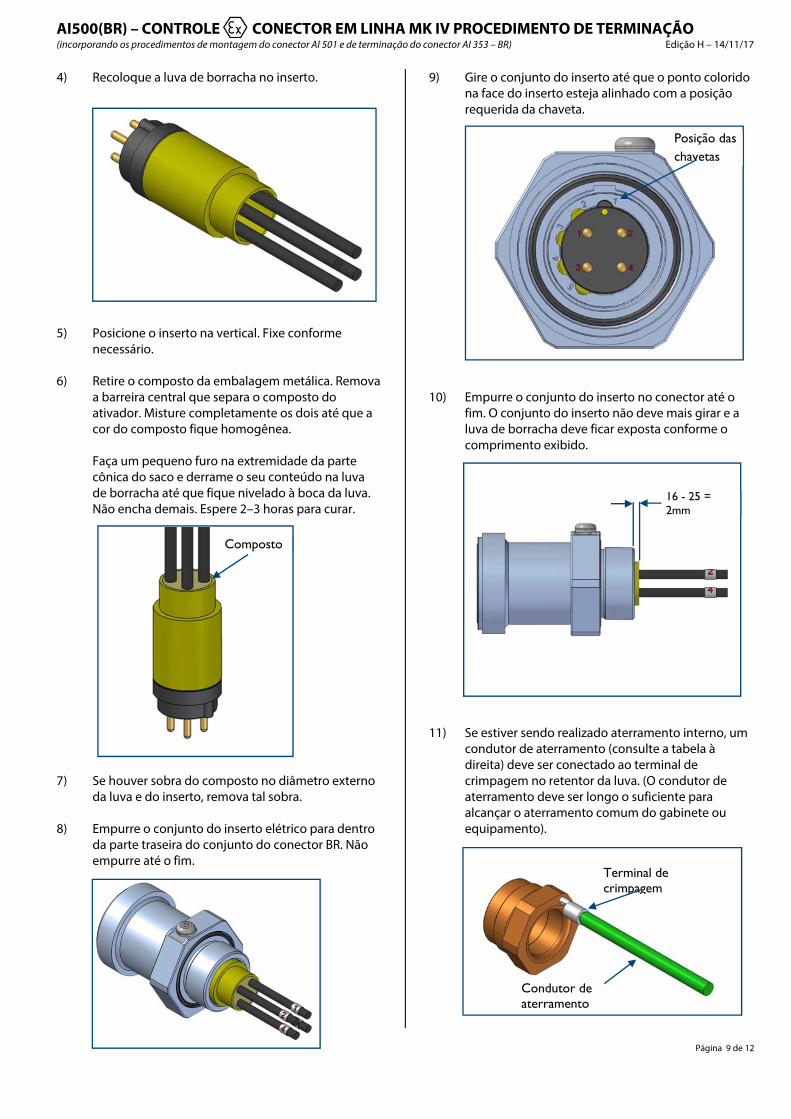
4) Recoloque a luva de borracha no inserto. 5) Posicione o inserto na vertical. Fixe conforme
necessário. 6) Retire o composto da embalagem metálica. Remova
a barreira central que separa o composto do ativador. Misture completamente os dois até que a cor do composto fique homogênea.
Faça um pequeno furo na extremidade da parte cônica do saco e derrame o seu conteúdo na luva de borracha até que fique nivelado à boca da luva. Não encha demais. Espere 2–3 horas para curar.
7) Se houver sobra do composto no diâmetro externo da luva e do inserto, remova tal sobra.
8) Empurre o conjunto do inserto elétrico para dentro
da parte traseira do conjunto do conector BR. Não empurre até o fim.
9) Gire o conjunto do inserto até que o ponto colorido na face do inserto esteja alinhado com a posição requerida da chaveta.
10) Empurre o conjunto do inserto no conector até o
fim. O conjunto do inserto não deve mais girar e a luva de borracha deve ficar exposta conforme o comprimento exibido.
11) Se estiver sendo realizado aterramento interno, um
condutor de aterramento (consulte a tabela à direita) deve ser conectado ao terminal de crimpagem no retentor da luva. (O condutor de aterramento deve ser longo o suficiente para alcançar o aterramento comum do gabinete ou equipamento).
Posição das chavetas
16 - 25 = 2mm
Condutor de aterramento
Terminal de crimpagem
Composto

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 10 de 12
Informações sobre o condutor de aterramento
Tamanho do condutor do
inserto
Tamanho do condutor de aterramento
(mín.)
Faixa da crimpagem
fornecida
1,5 mm² 4 mm² 2,7–6,6 mm²
2,5 mm² 4 mm² 2,7–6,6 mm²
4 mm² 4 mm² 2,7–6,6 mm²
6 mm² 6 mm² 2,7–6,6 mm²
10 mm² 10 mm² 6,7–10,5 mm²
16 mm² 16 mm² 10,6–16,7 mm²
25 mm² 16 mm² 10,6–16,7 mm²
35 mm² 16 mm² 10,6–16,7 mm²
12) Aperte o retentor da luva manualmente na carcaça BR. Em seguida, aperte mais 1½ a 2 voltas com um chave de boca.
13) O conjunto do conector agora pode ser instalado no
gabinete ou equipamento. Deve-se observar que há uma diferença de 1,5 mm na rosca de entrada da carcaça BR ao instalá-lo em um equipamento com classificação 'd'.
14) Se estiver sendo realizado um aterramento interno,
sua terminação deve se dar no aterramento comum do gabinete ou aparato. O condutor de aterramento terminado na etapa 11 também deve ser conectado ao aterramento comum.
15) O passo final é terminar o aterramento externo. Para
fazê-lo, remova o parafuso com cabeça de botão e a arruela de pressão da carcaça BR. Em seguida, conecte o condutor de aterramento (consulte a tabela da etapa 11) à crimpagem fornecida com o inserto. Prenda a crimpagem na carcaça BR como mostrado.
16) O conector está pronto para uso. Consulte o
procedimento ‘Montagem’.
ESQUEMA DE LIMITAÇÕES Estes conectores devem ser isolados eletronicamente
antes de qualquer tentativa de remover as tampas ou de unir ou separar as duas metades.
Ao separar, a tampa à prova de chama deve ser instalada e travada antes da reenergização de qualquer cabo de alimentação associado.
Os dispositivos de entrada de cabo selecionados para
uso com os conectores em linha devem fornecer um mecanismo de retenção de cabo adequado ao tipo de cabo e às condições de serviço.
Os cabos com terminação nos conectores de anteparo
devem ser protegidos mecanicamente contra puxões e torções, e o prensa-cabos encapsulado não deve ser submetido a temperaturas acima de 100 ºC.
No uso em ambientes com poeira, as roscas de
entrada de cabo (ou a montagem do anteparo) devem ser vedadas de acordo com os códigos de práticas de instalação a fim de manter a classificação de proteção contra penetração IP66.
Juntas à prova de chamas não são feitas para serem
consertadas.
1.5mm

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 11 de 12
CONTROLEX MKIV Configuração de pinos
Temperatura ambiente superior de +40 ºC
Temperatura ambiente superior de +50 ºC
Temperatura ambiente superior de +60 ºC
ATEX / IECEx / Inmetro
– Tensão CA/CC máxima
recomendada
CSA – Tensão CA/CC
máxima recomendada
T6 T5 T6 T5 T6 T5
Tamanho do conector Corrente máxima por ampéres de contatos
Corrente máxima por ampéres de contatos
Corrente máxima por ampéres de contatos
Ex 16
3 x 1,5 mm² + terra 3 x 16 AWG + terra 9.8 10 8.75 10 7 9.4 750 600
4 x 1,5 mm² + terra 4 x 16 AWG + terra 8.5 10 7.6 9.3 6.1 8.15 750 600
Ex 25
4 x 1,5 mm² + terra 4 x 16 AWG + terra 10 10 9.3 10 7.6 10 750 600
9 x 1,5 mm² + terra 9 x 16 AWG + terra 7.15 8.4 6.2 8 5 6.7 750 600
12 x 1,5 mm² + terra 12 x 16 AWG + terra 6.2 7.25 5.35 6.9 4.38 5.8 750 600
4 x 2,5 mm² + terra 4 x 12 AWG + terra 13.5 15.8 11.7 15 9.5 12.6 750 600
7 x 2,5 mm² + terra 7 x 12 AWG + terra 10.2 12 8.8 11.4 7.2 9.5 750 600
4 x 6 mm² + terra 4 x 10 AWG + terra 19.2 22.5 16.6 21.5 13.5 18 750 600
4 x 6 mm² + cabo terra 4 mm² 4 x 11 AWG + terra 19 19 14 18 11 15 750 600
Ex 32
12 x 1,5 mm² + terra 12 x 16 AWG + terra 7 8.3 6.2 7.6 5.1 6.5 750 600
19 x 1,5 mm² + terra 19 x 16 AWG + terra 5.6 6.6 4 .9 9 4 5.2 750 600
10 x 2,5 mm² + terra 10 x 12 AWG + terra 9.8 11.5 8.5 10.4 7 9 750 600
12 x 2,5 mm² + terra 12 x 12 AWG + terra 8.9 10.5 7.8 9.5 6.4 8.2 1000 600
4 x 6 mm² + terra 4 x 10 AWG + terra 22 25.9 19.2 23.5 15.8 20.4 750 600
4 x 6 mm² + cabo terra 4 mm² 4 x 11 AWG + terra 18 21.0 16.0 19.0 13.0 17.0 750 600
6 x 6 mm² + terra 6 x 10 AWG + terra 18 2 1.1 15.7 19.2 12.9 16.6 750 600
6 x 6 mm² + cabo terra 4 mm² 6 x 11 AWG + terra 15 17.0 13.0 16.0 10.0 14.0 750 600
3 x 10 mm² + terra 3 x 8 AWG + terra 32.5 38.2 28.4 34.8 23.3 30.1 750 600
4 x 10 mm² + terra 4 x 8 AWG + terra 28 33.1 24. 1 30 20.2 26.1 750 600
3 x 16 mm² + terra 3 x 6 AWG + terra 38 44.8 33.3 40.8 27.3 35.3 750 600
4 x 16 mm² + terra 4 x 6 AWG + terra 33 38.8 28.8 35 .3 23 .7 30.6 750 600
Ex 40
24 x 1,5 mm² + terra 24 x 16 AWG + terra 5.3 6.3 4.6 5.8 3.7 5 750 600
30 x 1,5 mm² + terra 30 x 16 AWG + terra 4 .8 5.7 4.1 5.1 3.3 4.4 1000 600
19 x 2,5 mm² + terra 19 x 12 AWG + terra 7.6 9 6.5 8.2 5.3 7.1 750 600
4 x 25 mm² + terra 4 x 4 AWG + terra 40 48.5 35.3 44 28.6 38.1 750 600
4 x 35 mm² + terra 4 x 1 AWG + terra 44.7 53.2 38.7 48.3 31.3 41.8 750 600
8 x 6 mm² + terra 4 x 10 AWG + terra 16 19.5 14 18 11.5 15.5 750 600
8 x 6 mm² + cabo terra 4 mm² 4 x 11 AWG + terra 14 16.0 12.0 15.0 9.0 13.0 750 600
5 x 10 mm² + terra 5 x 8 AWG + terra 26 32 23 29 18.5 25 750 600
5 x 16 mm² + terra 5 x 6 AWG + terra 31.5 37.5 27 34 22 29.5 750 600
Ex 40 (Especial) 4 x 2,5 4 x 12 AWG + terra 16 17 14 17 11 15 3000 N/D
Ex 50
5 x 25 mm² + terra 5 x 4 AWG + terra 38.01 47.14 33.33 43.46 26.87 37.27 750 600
5 x 35 mm² + terra 5 x 1 AWG + terra 41.63 51.64 36.51 47.61 29.44 40.82 750 600
37 x 1,5 mm² + terra 37 x 16 AWG + terra 4.5 5.5 3.9 5.1 3.1 4.4 750 600
27 x 2,5 mm² + terra 27 x 12 AWG + terra 6.6 8.2 5.8 7.6 4.6 6.5 750 600
37 x 2,5 mm² + terra 37 x 12 AWG + terra 5.6 7 4.9 6.4 4 5.5 300 600
13 x 6 mm² + terra 13 x 10 AWG + terra 13.5 16.5 11.5 15.5 9.5 13.2 750 600
13 x 6 mm² + cabo terra 4 mm² 13 x 11 AWG + terra 11 14 10 13 8 11 750 600
Ex 63
37 x 2,5 mm² + terra 37 x 12 AWG + terra 5.6 7 4.9 6.4 4 5.5 750 600
49 x 1,5 mm² + terra 49 x 16 AWG + terra 4.4 5.8 3.9 5.3 3.1 4.4 750 600
60 x 1,5 mm² + terra 60 x 16 AWG + terra 5 6.6 4.4 6 3.6 5 750 600
65 x 1,5 mm² + terra 65 x 16 AWG + terra 3.89 5.08 3.40 4.62 2.75 3.89 750 600
73 x 1,5 mm² + terra 73 x 16 AWG + terra 3.67 4.79 3.21 4.36 2.59 3.67 750 600

AI500(BR) – CONTROLE CONECTOR EM LINHA MK IV PROCEDIMENTO DE TERMINAÇÃO (incorporando os procedimentos de montagem do conector AI 501 e de terminação do conector AI 353 – BR) Edição H – 14/11/17
Página 12 de 12
HAWKE / CONTROLE – TAMANHO – TIPO POTÊNCIA MÁXIMA DISSIPADA = *W
II 2 GD Ex db IIC T* Gb (Tamb -40 °C a + * °C)
Ex tb IIIC T8* °C Db IP66/67
HAWKE OL7 0NA REINO UNIDO
CERTIFICADOS:
Baseefa12ATEX0014X IECEx BAS12.0006X CSA 2633583
Inmetro IEx 14.0216X EAC RU C-GB.ГБ05.B.00750
NO. SÉRIE: ANO DE FABRICAÇÃO / XXXX 6 1180
ADVERTÊNCIA: NÃO SEPARE QUANDO ENERGIZADO OU EM
ATMOSFERAS COM POEIRA OU GÁS EXPLOSIVO.
Observação: Detalhes da rosca fêmea podem ser adicionados à etiqueta
de certificação.
*PREENCHA COMO ADEQUADO DE ACORDO COM A SEGUINTE TABELA
TAMANHO DO CONECTOR
AMBIENTE SUPERIOR
= 40°C
AMBIENTE SUPERIOR
= 50�
AMBIENTE SUPERIOR = 60�
CLASSE DE TEMP CLASSE DE TEMP CLASSE DE TEMP
T6 T5 T6 T5 T6 T5
16 5 W 7 W 4 W 6 W 2,6 W 4,6 W
25 8 W 11 W 6 W 10 W 4 W 7 W
32 10,5 W 14,5 W 8 W 12 W 5,4 W 9 W
40 12 W 17 W 9 W 14 W 5,5 W 10,5 W
50 13 W 20 W 10 W 17 W 6,5 W 12,5 W
63 17 W 29 W 13 W 24 W 8,5 W 17 W Temperatura máxima como para a Classe T, isto é, T6 = 80 °C e T5 = 95 °C **T5 = 95 °C e T6 = 80 °C Esse produto não exige manutenção ou reparo. Não exceda a potência máxima dissipada apresentada na tabela acima.
Exemplo: HAWKE / CONTROLE –25 – CP / POTÊNCIA MÁXIMA DISSIPADA – 13,4 W
II2GD Ex db IIC T5 Gb (Tamb -40 °C A + 40 °C) – Ex tb IIIC T95 °C Db / IP66/67 / HAWKE OL7 0NA UK
Número do certificado ATEX: Baseefa12ATEX0014X
Número do certificado IECEx: IECEX BAS 12.0006X
NO. SÉRIE: 12/12345 1180
ADVERTÊNCIA: NÃO SEPARE QUANDO ENERGIZADO OU EM ATMOSFERAS COM POEIRA OU GÁS EXPLOSIVO.
ROSCA FÊMEA TÍPICA M20 x 1.5 (Alternativas à marcação de anéis traseiros/acoplador de operação traseiro podem ser adicionadas à tabela)
Declaração de conformidade de acordo com a Diretiva Europeia 2014/34/EUFabricante: Hawke International Endereço: Oxford Street West, Ashton‐under‐Lyne, OL7 0NA, Reino Unido. Tipo de equipamento: Faixa de conectores: ControlEx MK IV Ex 16 a Ex63 Cláusulas da Diretiva atendidas pelo equipamento: Grupo II Categoria 2GD Exdb IIC Gb, Extb IIIC Db – IP66 Órgão notificado para exame tipo EU: SGS – Baseefa 1180 Buxton Reino Unido Certificado de exame tipo EU: Baseefa12ATEX0014X Órgão notificado para produção: SGS – Baseefa 1180 Buxton Reino Unido Padrões harmonizados utilizados: EN 60079‐0:2012+A11:2013, EN60079‐1:2014, EN60079‐31:2014 Em nome da empresa acima citada, eu declaro que, na data em que o equipamento acompanhado por esta declaração foi colocado no mercado, ele se encontrava em conformidade com todos os requisitos técnicos e regulamentares das diretivas acima listadas. …………………………………. A. Tindall Gerente Técnico





























