Embed Size (px)
Citation preview
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 1/36
CONTROL DE CALIDAD EN
MANTENIMIENTO
Integrantes: Caraza Reyes Andrés
Correa Juro Ángel Limaymanta Estrada Randy Altamirano Rodríguez Franklin
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 2/36
CONTROL DE CALIDAD EN EL
MANTENIMIENTO
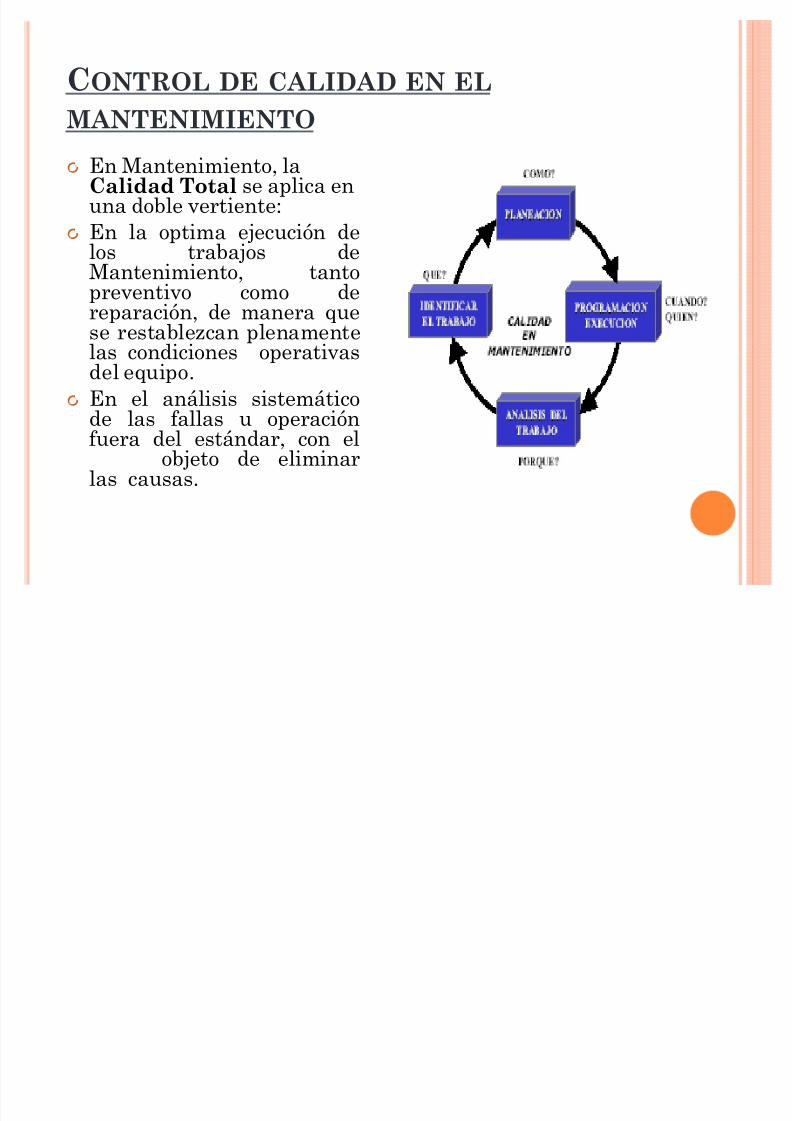
En Mantenimiento, laCalidad Total se aplica enuna doble vertiente:
En la optima ejecución delos trabajos de
Mantenimiento, tantopreventivo como dereparación, de manera quese restablezcan plenamentelas condiciones operativasdel equipo.
En el análisis sistemáticode las fallas u operaciónfuera del estándar, con el
objeto de eliminarlas causas.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 3/36
CONTROL DE CALIDAD EN EL ÁREA DE
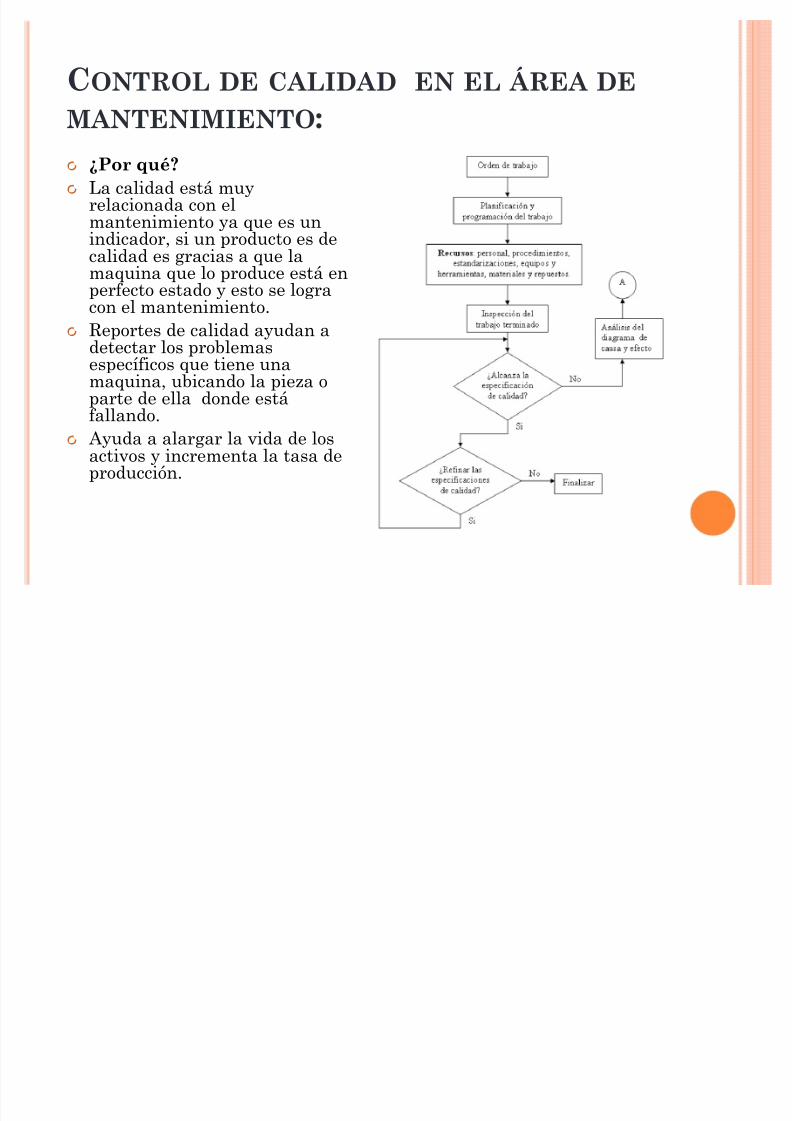
MANTENIMIENTO: ¿Por qué? La calidad está muy
relacionada con elmantenimiento ya que es unindicador, si un producto es decalidad es gracias a que la
maquina que lo produce está enperfecto estado y esto se logracon el mantenimiento.
Reportes de calidad ayudan adetectar los problemasespecíficos que tiene unamaquina, ubicando la pieza oparte de ella donde está
fallando. Ayuda a alargar la vida de los
activos y incrementa la tasa deproducción.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 4/36
LOS 5 ¿POR QUÉ?
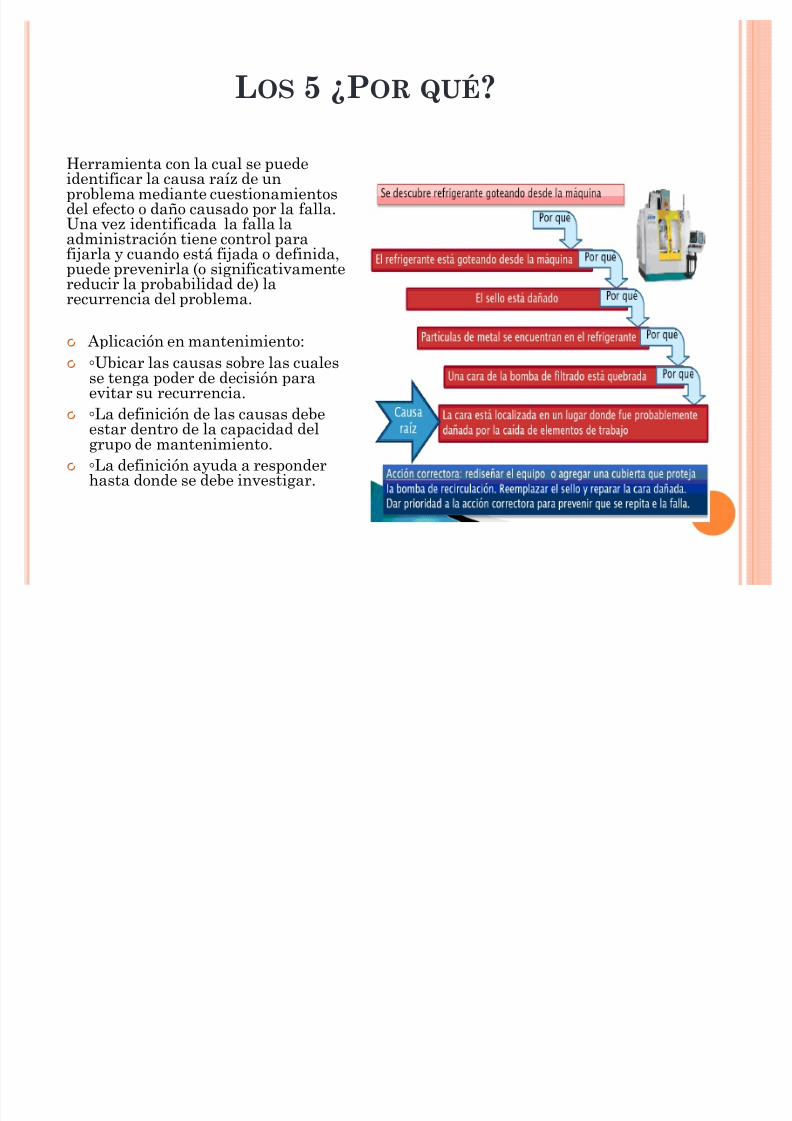
Herramienta con la cual se puedeidentificar la causa raíz de unproblema mediante cuestionamientosdel efecto o daño causado por la falla.Una vez identificada la falla laadministración tiene control parafijarla y cuando está fijada o definida,
puede prevenirla (o significativamentereducir la probabilidad de) larecurrencia del problema.
Aplicación en mantenimiento: Ubicar las causas sobre las cuales
se tenga poder de decisión paraevitar su recurrencia.
La definición de las causas debeestar dentro de la capacidad delgrupo de mantenimiento.
La definición ayuda a responderhasta donde se debe investigar.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 5/36
Á RBOL DE FALLAS (FTA)
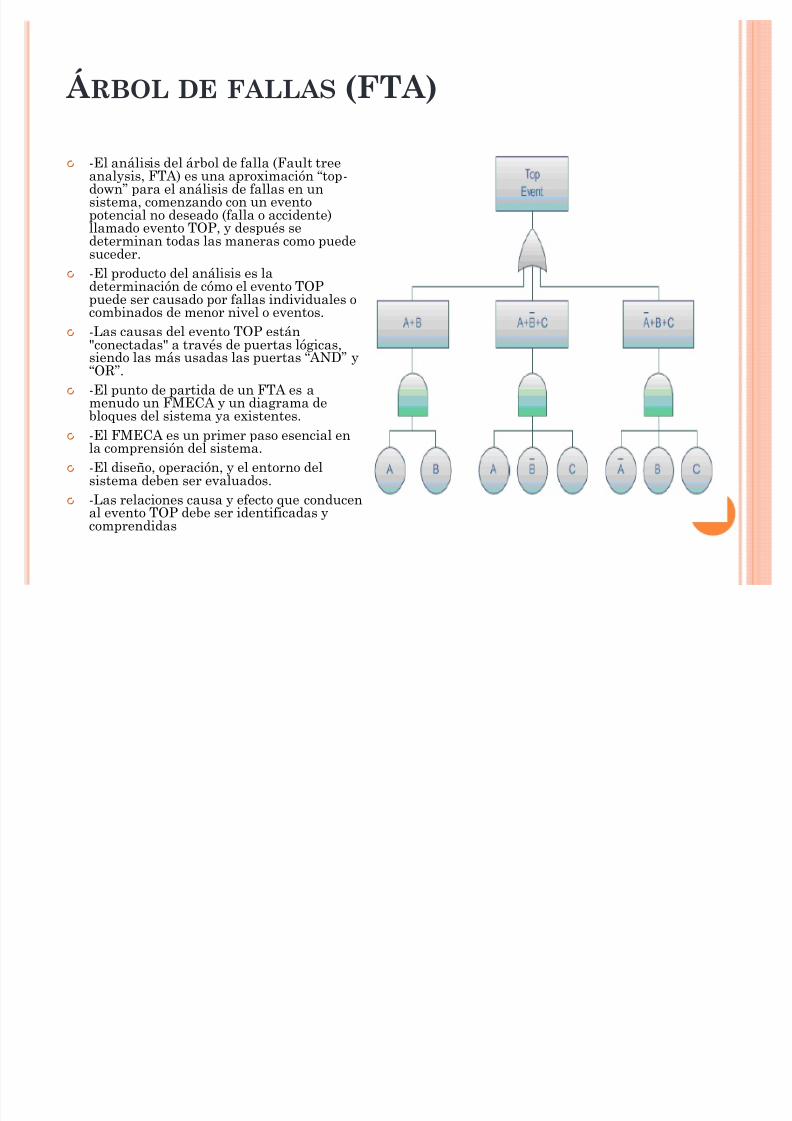
-El análisis del árbol de falla (Fault treeanalysis, FTA) es una aproximación ´top-downµ para el análisis de fallas en unsistema, comenzando con un eventopotencial no deseado (falla o accidente)llamado evento TOP, y después sedeterminan todas las maneras como puedesuceder.
-El producto del análisis es ladeterminación de cómo el evento TOPpuede ser causado por fallas individuales ocombinados de menor nivel o eventos.
-Las causas del evento TOP están"conectadas" a través de puertas lógicas,siendo las más usadas las puertas ´ANDµ y´ORµ.
-El punto de partida de un FTA es amenudo un FMECA y un diagrama de
bloques del sistema ya existentes. -El FMECA es un primer paso esencial en
la comprensión del sistema. -El diseño, operación, y el entorno del
sistema deben ser evaluados. -Las relaciones causa y efecto que conducen
al evento TOP debe ser identificadas ycomprendidas
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 6/36
USO DE AMFE EN EL DISEÑO
El proceso para conducir un AMFE es lineal. Se desarrollaen tres fases principales en las cuales las accionesadecuadas deben ser definidas. Pero antes de comenzar conun AMFE es importante completar un trabajo previo queasegure que información sobre la resistencia y la historia
del producto son incluidas en el análisis. Un análisis de resistencia puede obtenerse mediante unainterfaz de matrices, diagramas de límites y diagramas deparámetros. Mucho de los fallos se deben a la interaccióncon otros sistemas y partes, ya que los ingenieros suelencentrarse solo en lo que controlan directamente.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 7/36
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 8/36
Ventajas
Mejora de la calidad, fiabilidad yseguridad de un producto o proceso
Mejorar la imagen y competitividad dela organización
Aumentar la satisfacción del usuario
Reducir el tiempo y coste de desarrollodel sistema
Recopilación de información para
reducir fallos futuros y capturarconocimiento de ingeniería
Reducción de problemas posibles conlas garantías
Identificación y eliminación tempranade problemas potenciales
Énfasis en la prevención de problemasMinimización de los cambios a últimahora y sus costes asociados
Catalizador del trabajo en equipo y elintercambio de ideas entredepartamentos
Interpretación de resultados
Al analizar los resultados del AMFE se deberáactuar en aquellos puntos prioritarios para laoptimización del diseño del producto/servicio.Estos puntos son los que tienen un NPR elevado
y los de Índice de Gravedad más grande. Las acciones que se realizan como consecuencia
del análisis del resultado del AMFE solo sepueden orientar a:
Reducir la Probabilidad de Ocurrencia(preferible). Hay que cambiar el diseño delproceso o del producto.
Aumentar la Probabilidad de Localización(implica aumento de coste).
Una interpretación errónea puede provenir de:
No haber identificado todas las funciones oprestaciones del objeto de estudio, o bien, nocorresponden dichas funciones con lasnecesidades y expectativas del usuario o cliente.
No considerar todos los Modos de FalloPotenciales por creer que alguno de ellos nopodría darse nunca.
Realizar una identificación de Causas posiblessuperficial
Un cálculo de los índices de incidencia ydetección basados en probabilidades nosuficientemente contrastadas con los datoshistóricos de productos/servicios semejantes.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 9/36
HISTOGRAMA Resumen gráfico de la variación de un conjunto de
datos. La naturaleza gráfica del histogramapermite ver comportamientos que son difíciles deobservar en una simple tabla numérica.
Puede ser usado para: La carga de mantenimiento. Conf iabilidad de las partes y piezas.
Distribución temporal de las fallas del equipo. Distribución de los tiempos de reparo. Distribución de los recursos. Cambios en los tiempos de paradas.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 10/36
Si se piensa en un número de piezassimilares de un equipo que están sujetas a
fallas, no se puede esperar que todas ellasfallen a la misma cantidad de horas defuncionamiento.
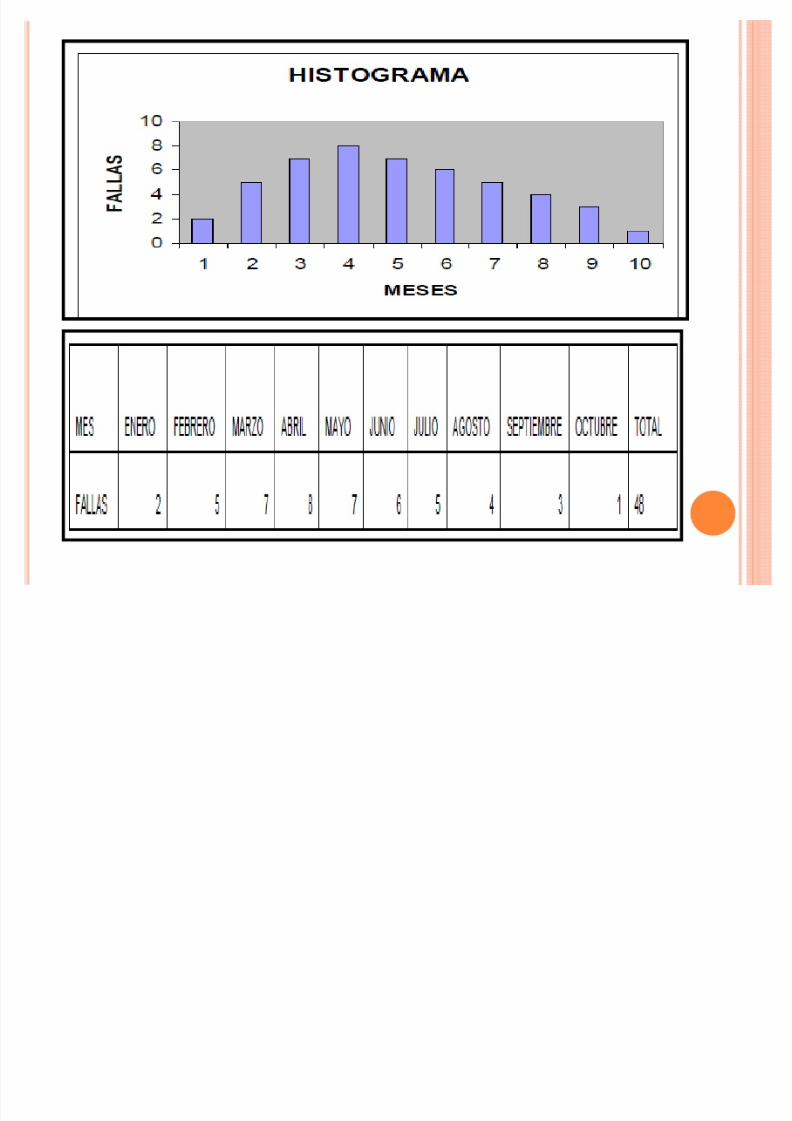
Anotando el tiempo hasta la falla de cadaítem del equipo es posible construir unhistograma en el cual el área asociada conalgún período de tiempo muestra lafrecuencia relativa de falla ocurrida en eseintervalo.
Veamos, a partir de un histogramapodemos desarrollar las cuatro funcionesde importancia para la caracterización dela conf iabilidad:
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 11/36
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 12/36
DIAGRAMA CAUSA - EFECTO Es una forma de organizar y representar las
diferentes teorías propuestas sobre las causas deun problema.
Es un vehículo para ordenar, de forma muyconcentrada, todas las causas que supuestamentepueden contribuir a un determinado efecto.
Nos permite lograr un conocimiento común de unproblema complejo. Es importante serconscientes de que los diagramas de causa-efectopresentan y organizan teorías. Sólo cuando estasteorías son contrastadas con datos podemosprobar las causas de los fenómenos observables.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 13/36
A continuación veremos como el valor de unacaracterística de mantenimiento depende de una
combinación de variables y factores que condicionanel proceso productivo (entre otros procesos).
La variabilidad de las características de calidad es unefecto observado que tiene múltiples causas.
Para hacer un Diagrama de Causa-Efecto seguimos
estos pasos: Indicamos los factores causales másimportantes y generales que puedan generar lafluctuación de la característica de calidad, trazandoflechas secundarias hacia la principal. Por ejemplo,Materias Primas, Equipos, Operarios,
Método de Medición, etc. Incorporamos en cada rama factores más detallados
que se puedan considerar causas de fluctuación.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 14/36
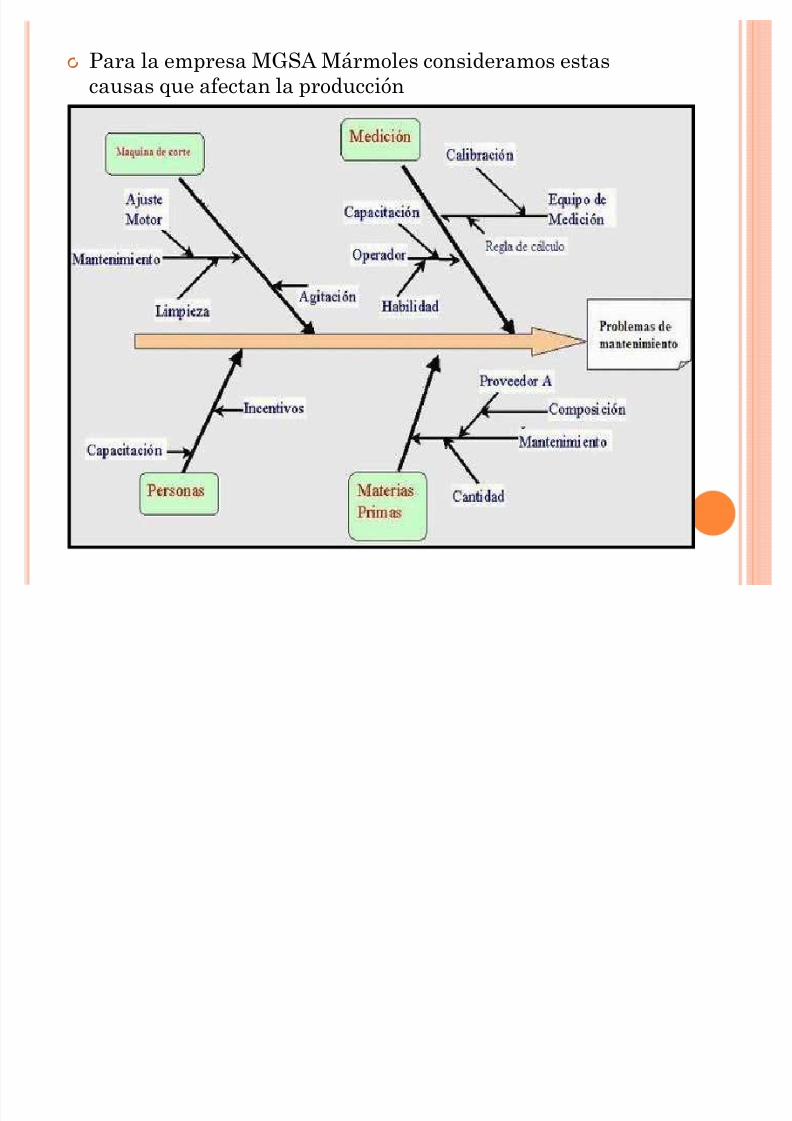
Para la empresa MGSA Mármoles consideramos estascausas que afectan la producción
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 15/36
MANO DE OBRA Constante rotación de personal debido a que el contrato se elabora por un mes y al final de
este periodo descansa tres días antes de volver a renovar su contrato, esto al operario le da
oportunidad de buscar otro trabajo. Ausentismo de los obreros en el área de producción. Falta de capacitación de por lo menos 3 días para que el obrero se familiarice con el trabajo
que va a desempeñar.MAQUINARIA Falta de limpieza a la maquinaria. Inexistencia de refacciones para reparar alguna maquinaria, ya que se hace uso de las
partes de otras máquinas para reparar la que se necesita, esto implica tiempo y atrasa la
producción.MATERIA PRIMA Lo primero que se realiza para obtener la materia prima de un producto es que el área
de Ventas informa a Producción el lote a fabricar y posteriormente Producción le pasaa Almacén la orden de producción, lo anterior toma un tiempo aproximado de 48 horas.
A continuación el Almacén le hace llagar a compras la solicitud de materia prima con laque se realiza el pedido, lo anterior requiere de un tiempo de entre 24 y 48 horas. (B)
Una vez realizado el pedido al proveedor, este tarda en entregarlo en promedio 5 días, pero
en ocasiones llega a demorar entre 10 y 15 días.MEDICIÓN En cuanto a la medición los mayores problemas se originan por la calibración de los
equipos y la capacidad de los operadores, que llega a ser deficiente por falta decapacitación y habilidad.
Todas estas causas, provocan problemas de mantenimiento que deben ser atendidos conobjeto de mejorar la calidad del producto que se entrega a los clientes, mejorar los tiemposde entrega y cumplir las normas de calidad.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 16/36
Una lista de chequeo es un conjunto simple de instrucciones usadosen la recolección de datos, donde los datos pueden ser compiladosfácilmente usados y analizados automáticamente .Las lista en mantenimiento pueden ser usadas para:
Recolectar datos para construir un histograma. Ejecutar tareas de mantenimiento. Preparar antes y cerrar después los trabajos de
mantenimiento. Revisión de las partes y piezas. Planif icación de los trabajos de mantenimiento. Inspección de los equipos. Auditar un departamento de mantenimiento. Chequear las causas de un defecto. Diagnosticar los defectos de una máquina. Recolectar datos para efectuar un estudio de métodos.
Hay muchas formas de listas de chequeos, desde un conjunto desimples pasos hasta una larga auditoría.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 17/36
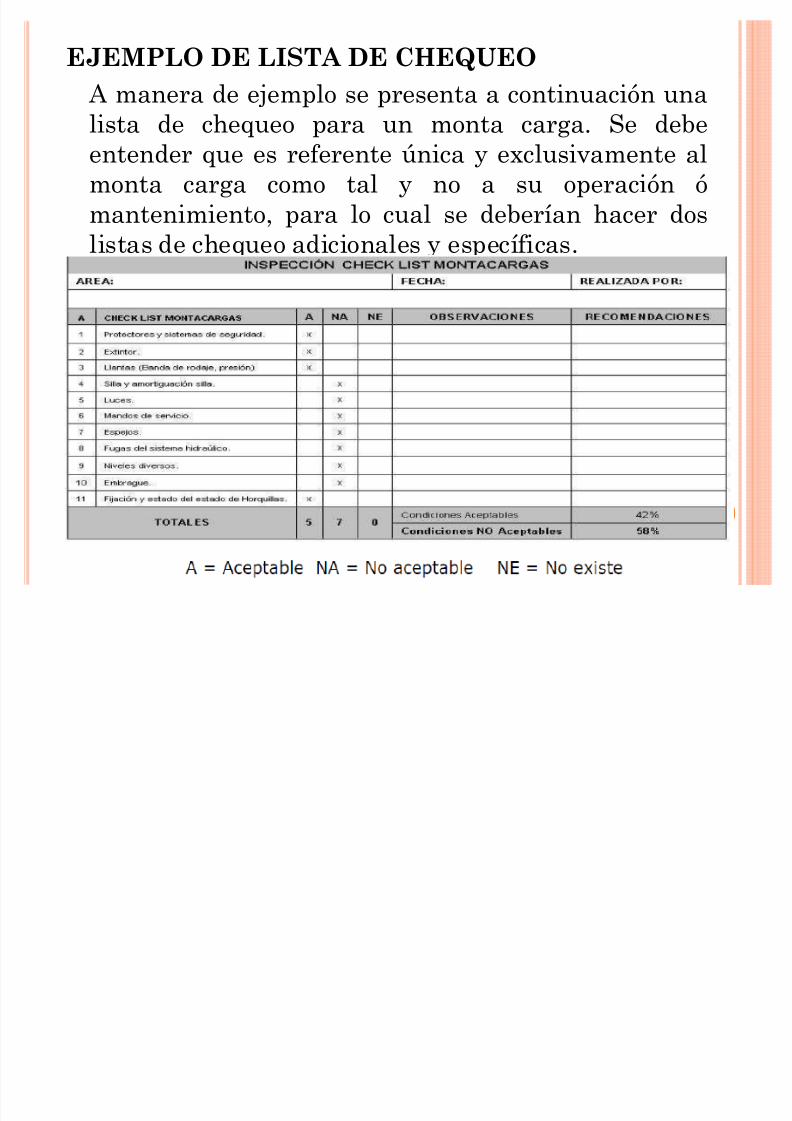
EJEMPLO DE LISTA DE CHEQUEO
A manera de ejemplo se presenta a continuación unalista de chequeo para un monta carga. Se debeentender que es referente única y exclusivamente almonta carga como tal y no a su operación ómantenimiento, para lo cual se deberían hacer doslistas de chequeo adicionales y específicas.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 18/36
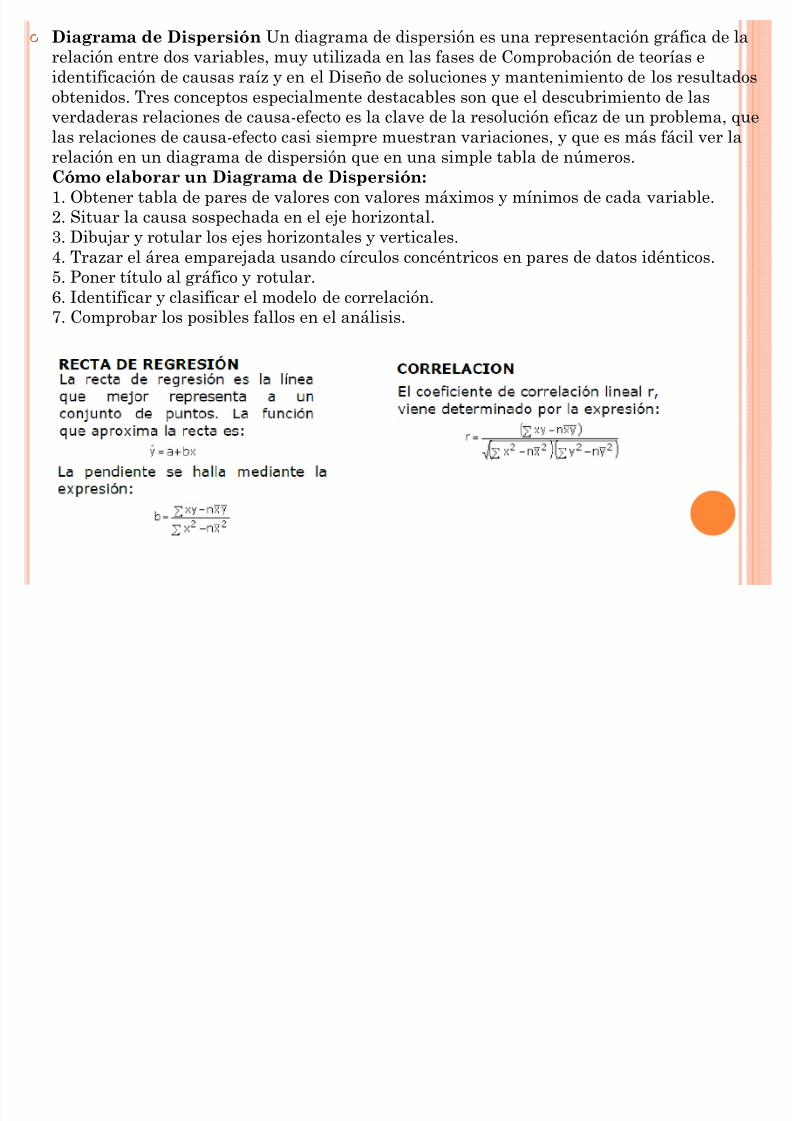
Diagrama de Dispersión Un diagrama de dispersión es una representación gráfica de larelación entre dos variables, muy utilizada en las fases de Comprobación de teorías eidentificación de causas raíz y en el Diseño de soluciones y mantenimiento de los resultadosobtenidos. Tres conceptos especialmente destacables son que el descubrimiento de lasverdaderas relaciones de causa-efecto es la clave de la resolución eficaz de un problema, que
las relaciones de causa-efecto casi siempre muestran variaciones, y que es más fácil ver larelación en un diagrama de dispersión que en una simple tabla de números.Cómo elaborar un Diagrama de Dispersión:1. Obtener tabla de pares de valores con valores máximos y mínimos de cada variable.2. Situar la causa sospechada en el eje horizontal.3. Dibujar y rotular los ejes horizontales y verticales.4. Trazar el área emparejada usando círculos concéntricos en pares de datos idénticos.
5. Poner título al gráfico y rotular.6. Identificar y clasificar el modelo de correlación.7. Comprobar los posibles fallos en el análisis.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 19/36
19
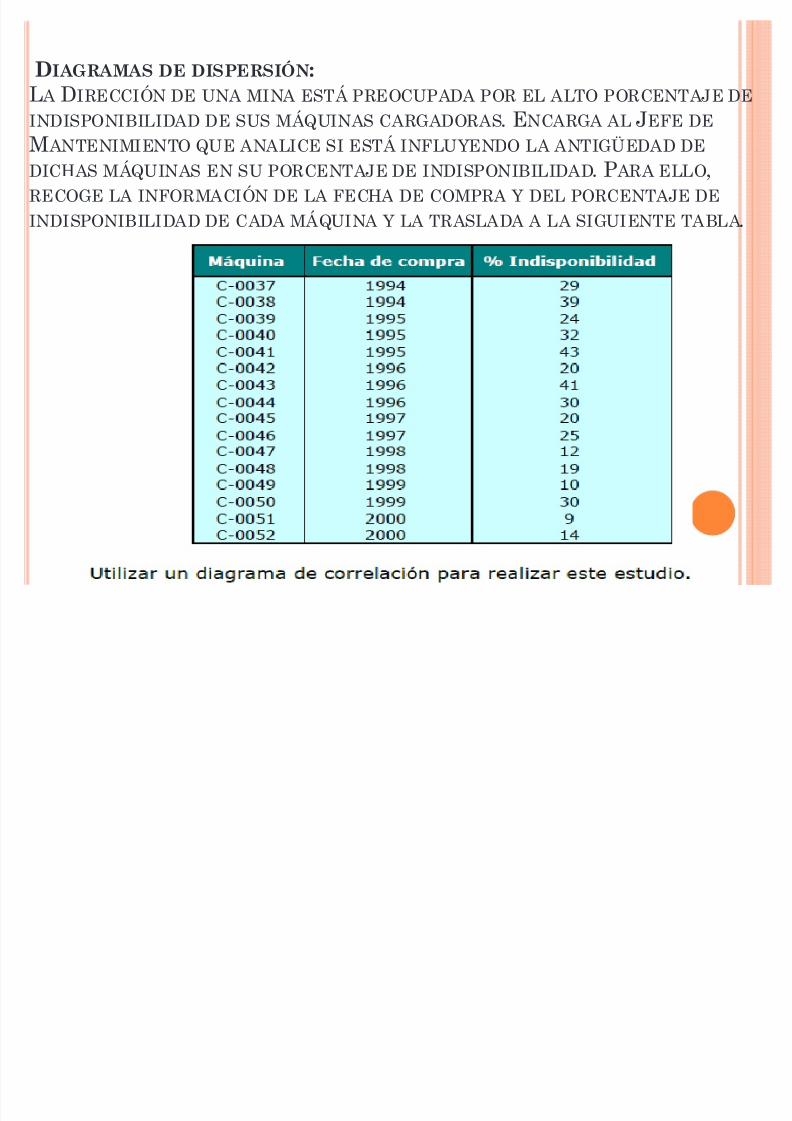
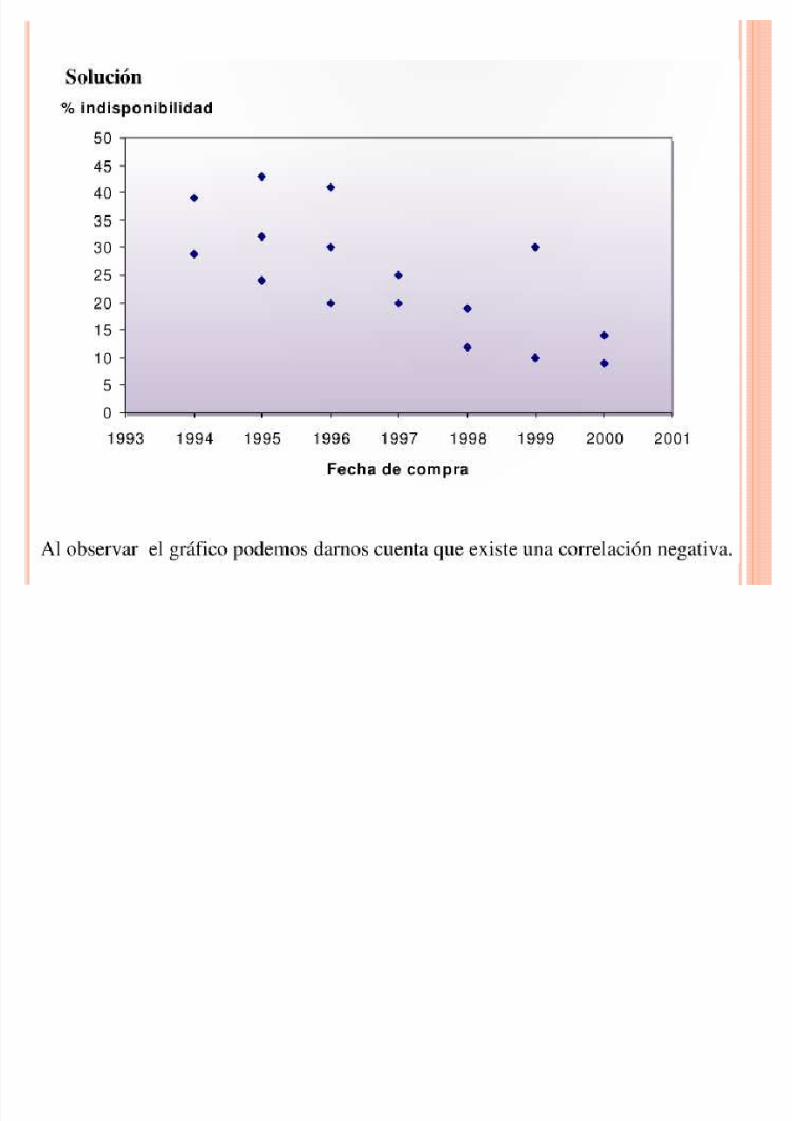
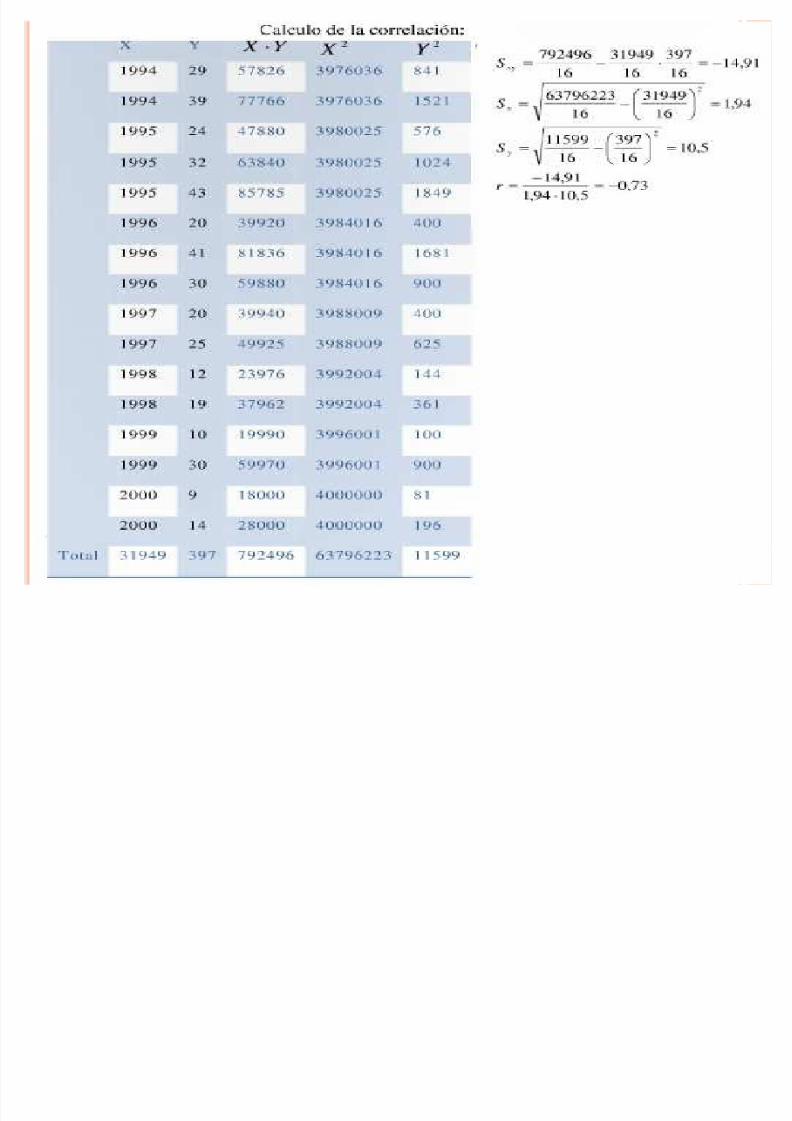
DIAGRAMAS DE DISPERSIÓN:L A DIRECCIÓN DE UNA MINA ESTÁ PREOCUPADA POR EL ALTO PORCENTAJE DE
INDISPONIBILIDAD DE SUS MÁQUINAS CARGADORAS. ENCARGA AL JEFE DE
M ANTENIMIENTO QUE ANALICE SI ESTÁ INFLUYENDO LA ANTIGÜEDAD DEDICH AS MÁQUINAS EN SU PORCENTAJE DE INDISPONIBILIDAD. P ARA ELLO,RECOGE LA INFORMACIÓN DE LA FECH A DE COMPRA Y DEL PORCENTAJE DE
INDISPONIBILIDAD DE CADA MÁQUINA Y LA TRASLADA A LA SIGUIENTE TABLA.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 20/36
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 21/36
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 22/36
COMO REGLA GENERAL
Mantenimiento
si no sedispone de facilidades
para almacenaradecuadamente el equipo,sería undesperdicio de dineroadquirirlo.
Control de calidad
Es necesario que laempresa apruebe el plan
de control de calidad de lola maquinaria paraasegurarse que el equipova a satisfacer losrequerimientos.
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 23/36
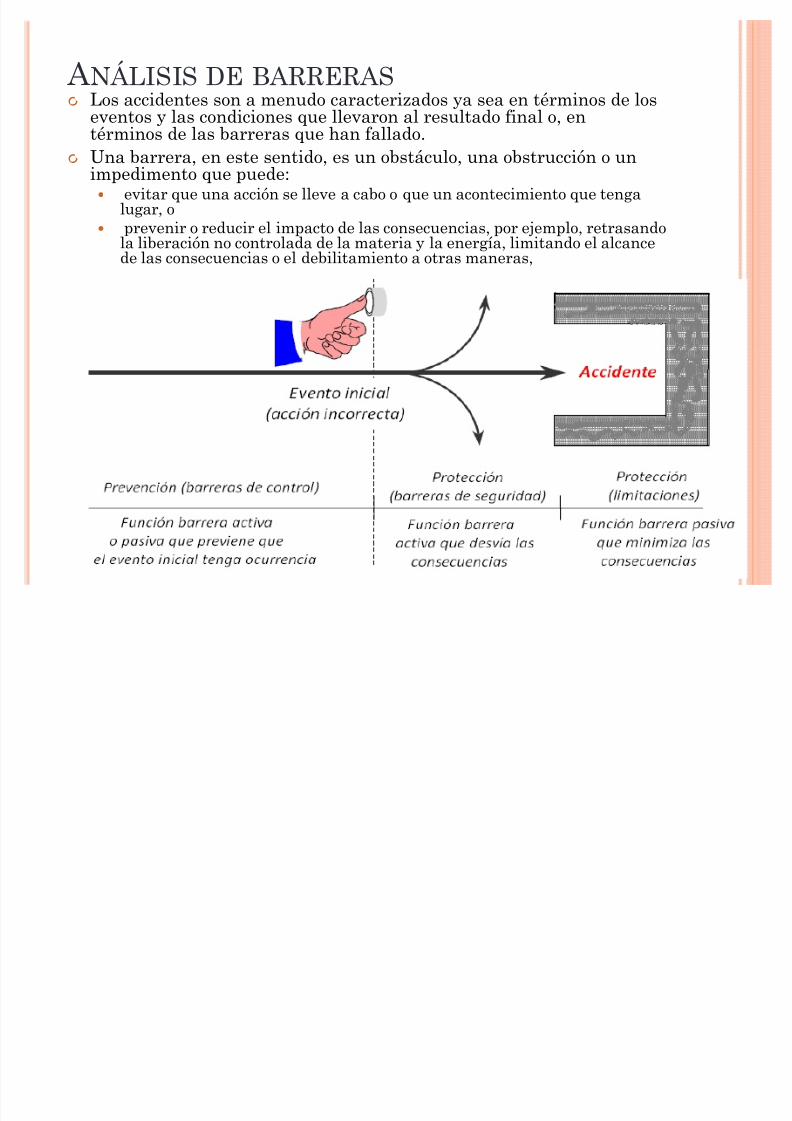
ANÁLISIS DE BARRERAS Los accidentes son a menudo caracterizados ya sea en términos de los
eventos y las condiciones que llevaron al resultado final o, en
términos de las barreras que han fallado. Una barrera, en este sentido, es un obstáculo, una obstrucción o unimpedimento que puede:y evitar que una acción se lleve a cabo o que un acontecimiento que tenga
lugar, oy prevenir o reducir el impacto de las consecuencias, por ejemplo, retrasando
la liberación no controlada de la materia y la energía, limitando el alcancede las consecuencias o el debilitamiento a otras maneras,
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 24/36
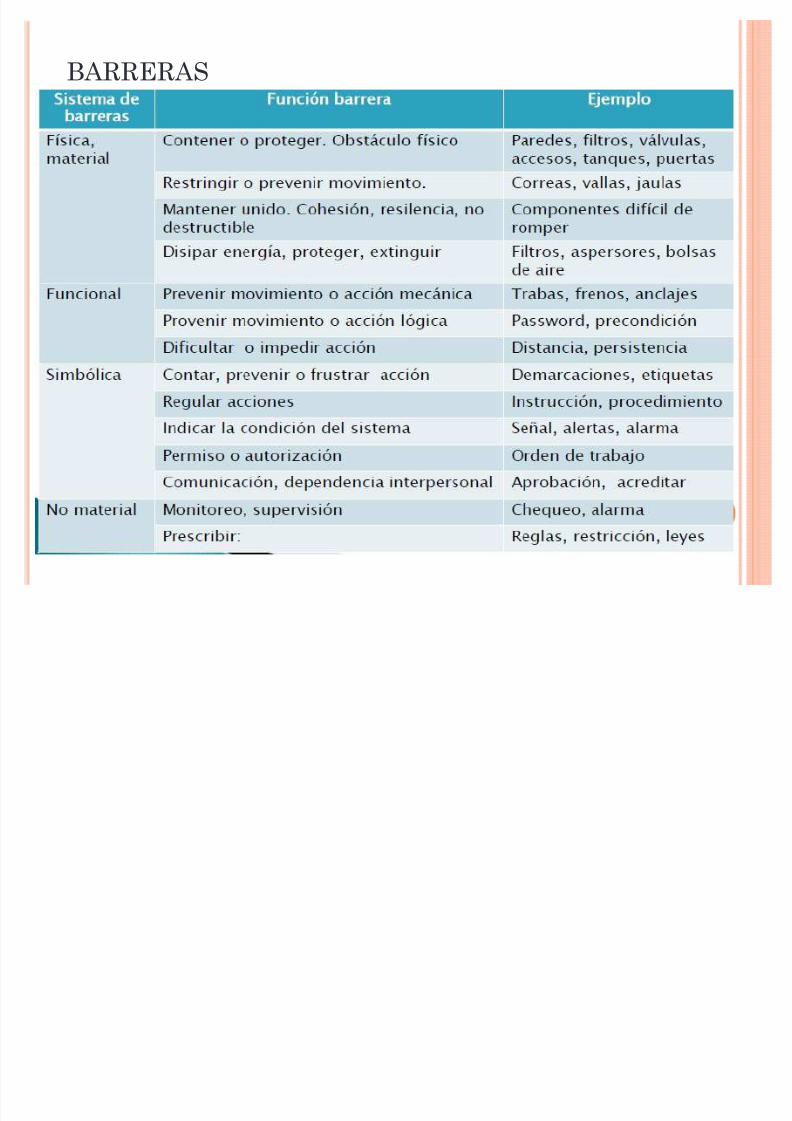
ANÁLISIS DE BARRERAS
Una función barrera puede ser definida como laforma específica en la que la barrera alcanza supropósito, mientras que un sistema de barrerapuede ser definido como la base para la funciónde barrera, es decir, la organización o estructurafísica, sin la cual la función barrera no puedellevarse a cabo.
Las barreras se pueden clasificar como: Barreras físicas o materiales Barreras funcionales (activas o dinámicas) Barreras simbólicas Barreras no materiales
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 25/36
BARRERAS
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 26/36
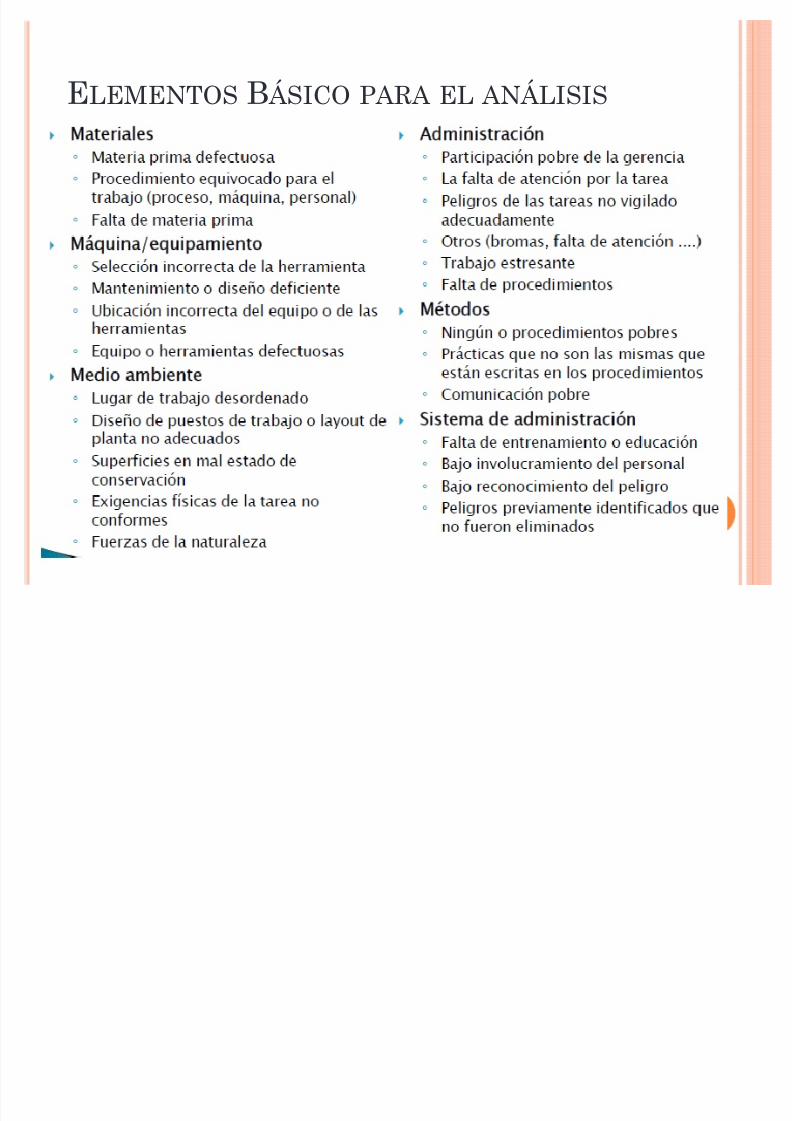
ELEMENTOS B ÁSICO PARA EL ANÁLISIS
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 27/36
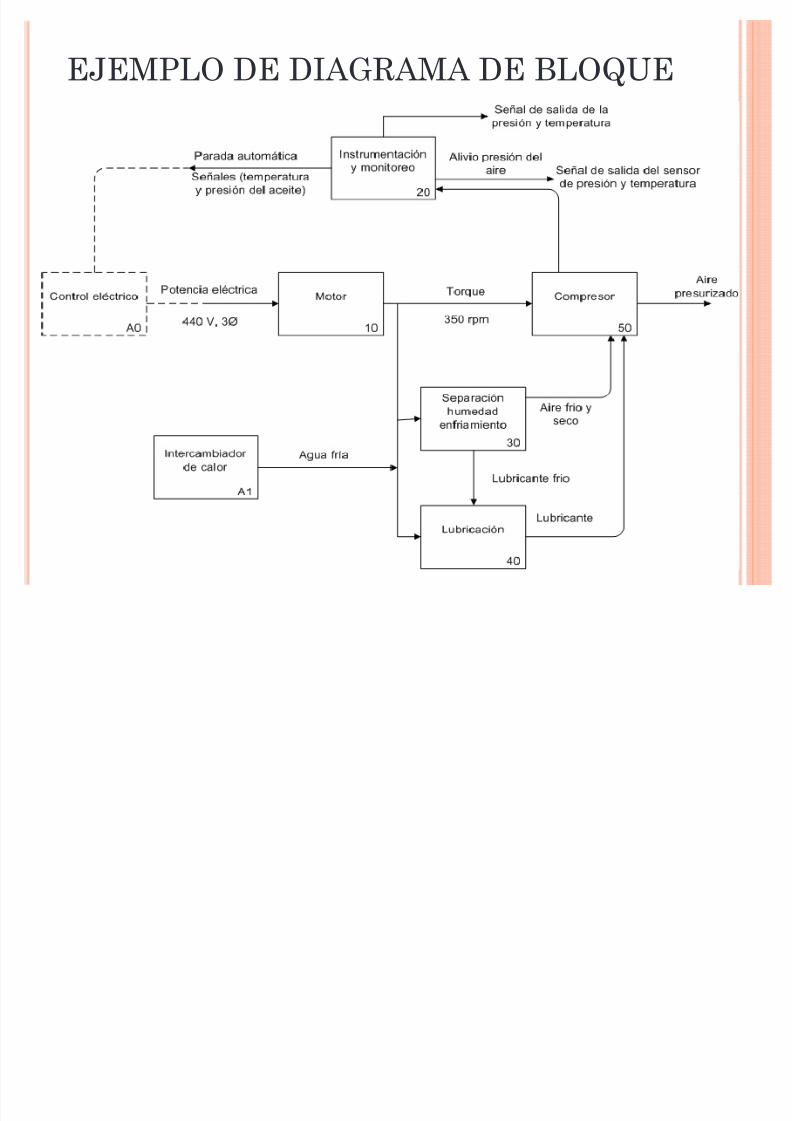
DIAGRAMA DE BLOQUE FUNCIONALES (FBD)
se utiliza para mostrar cómo las diferentes partes del sistemainteractúan entre sí y de este modo verificar la ruta crítica.
El método recomendado para analizar el sistema es dividirloen diferentes niveles (es decir, sistema, subsistema, sub-ensambles, y conjunto de unidades sustituibles).
Examinar esquemas y dibujos de ingeniería del sistema que seanaliza para mostrar cómo los diferentes subsistemas,ensambles o partes que interactúan (interfaces) con otrossistemas para sus sistemas de apoyo crítico, como la energía,líneas de abastecimiento, las señales de actuación, de flujo dedatos, etc., para entender las necesidades normales de flujofuncional.
Una lista de todas las funciones del equipo es preparada antesde examinar los modos de falla potenciales de cada una deesas funciones. Condiciones de funcionamiento (tales como,temperatura, cargas, y presión), y las condiciones ambientalespueden incluirse en la lista de componentes
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 28/36
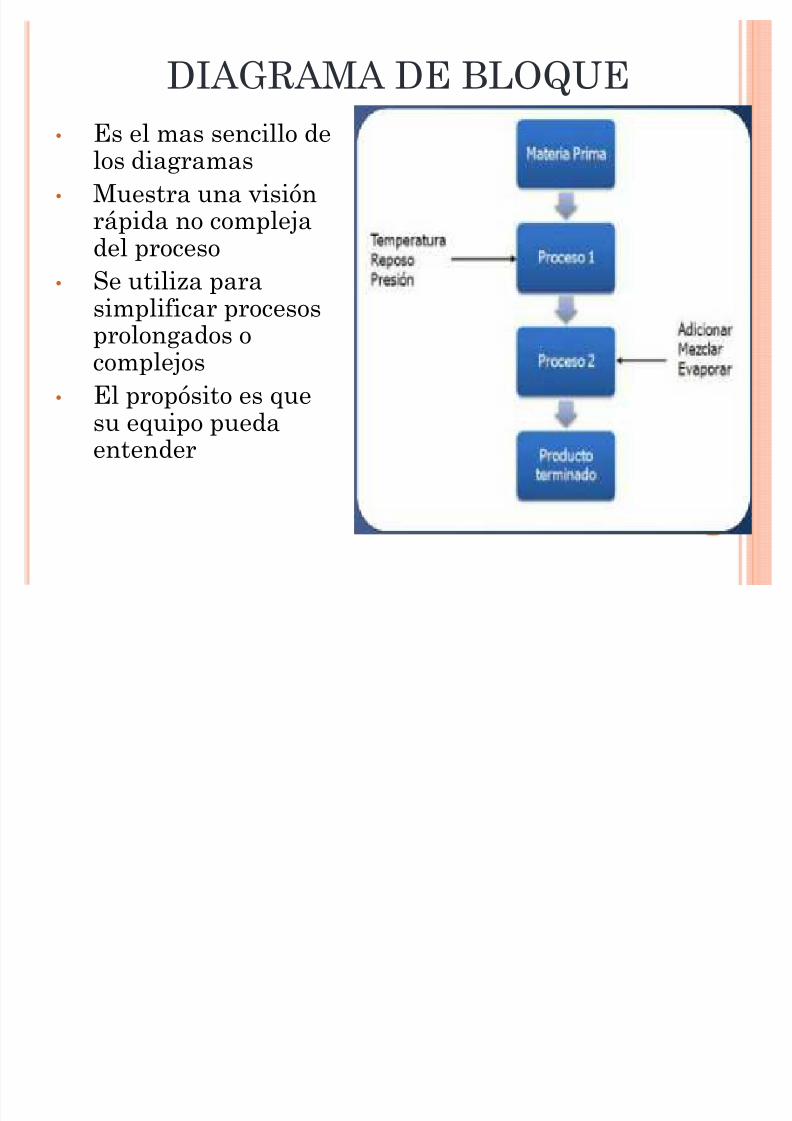
Es el mas sencillo delos diagramas Muestra una visión
rápida no complejadel proceso
Se utiliza parasimplificar procesosprolongados ocomplejos
El propósito es que
su equipo puedaentender
DIAGRAMA DE BLOQUE
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 29/36
EJEMPLO DE DIAGRAMA DE BLOQUE
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 30/36
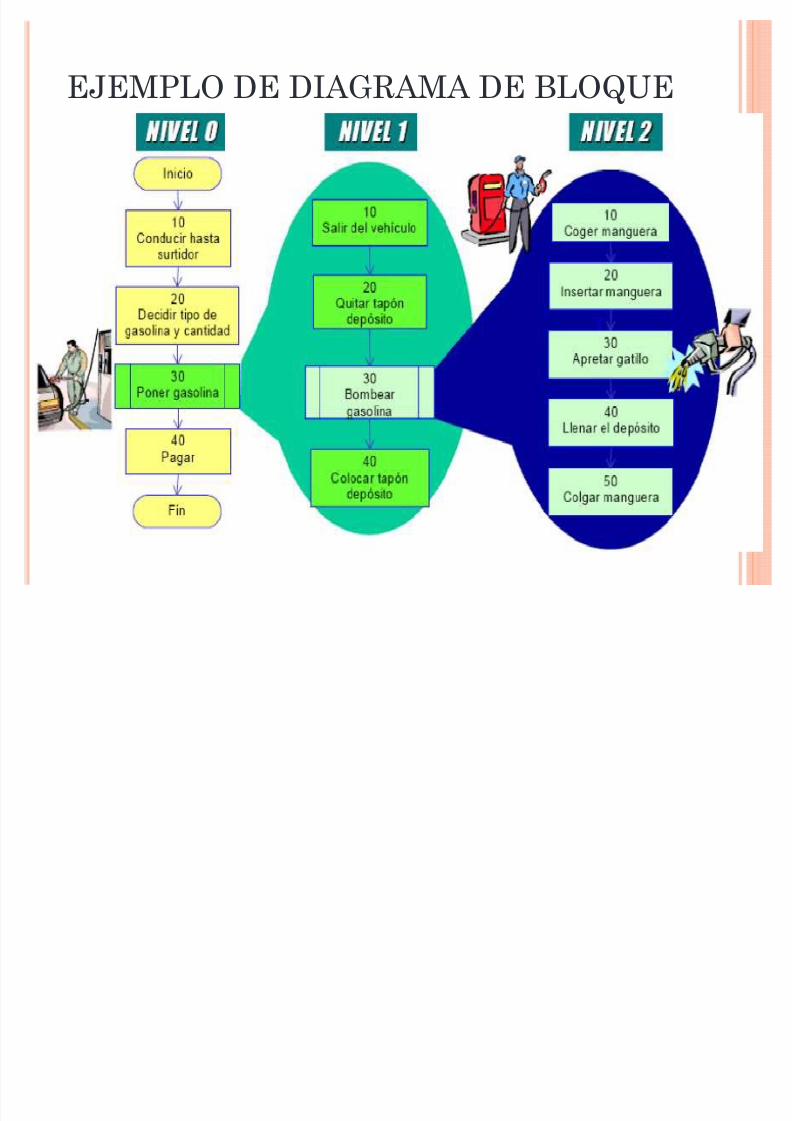
EJEMPLO DE DIAGRAMA DE BLOQUE
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 31/36
MEJORAR EL PROCESO
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 32/36
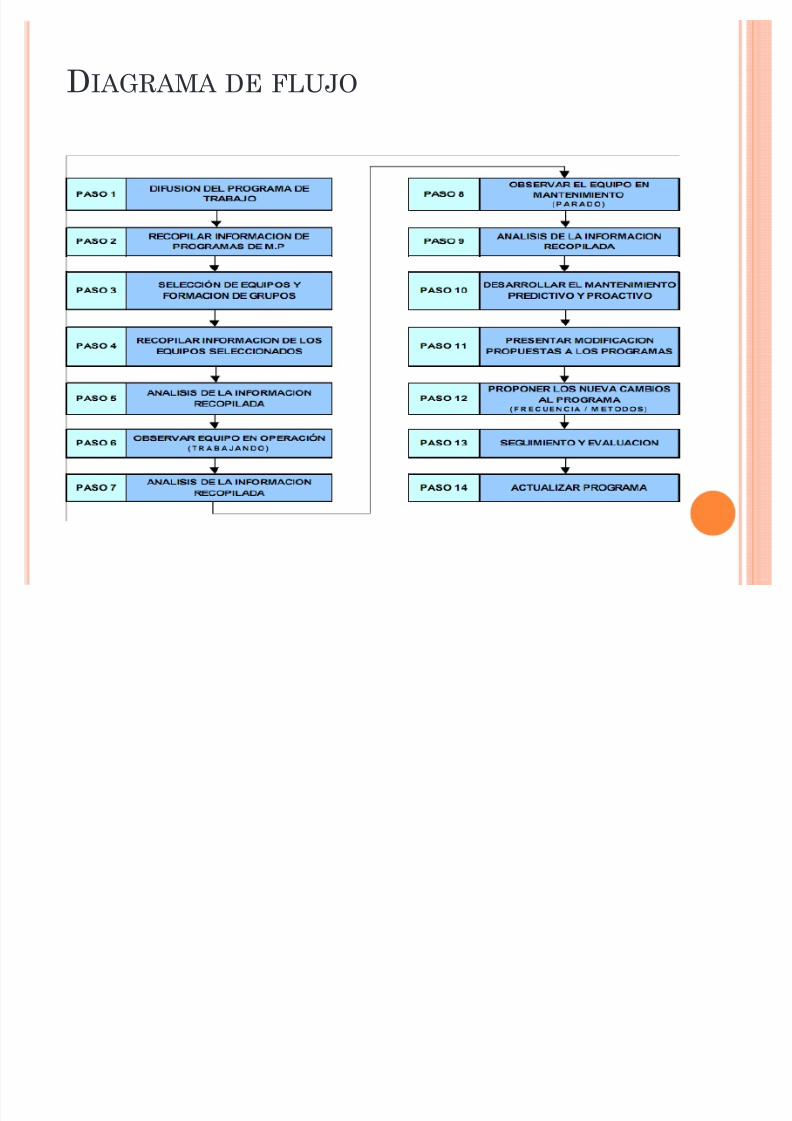
DIAGRAMA DE FLUJO
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 33/36
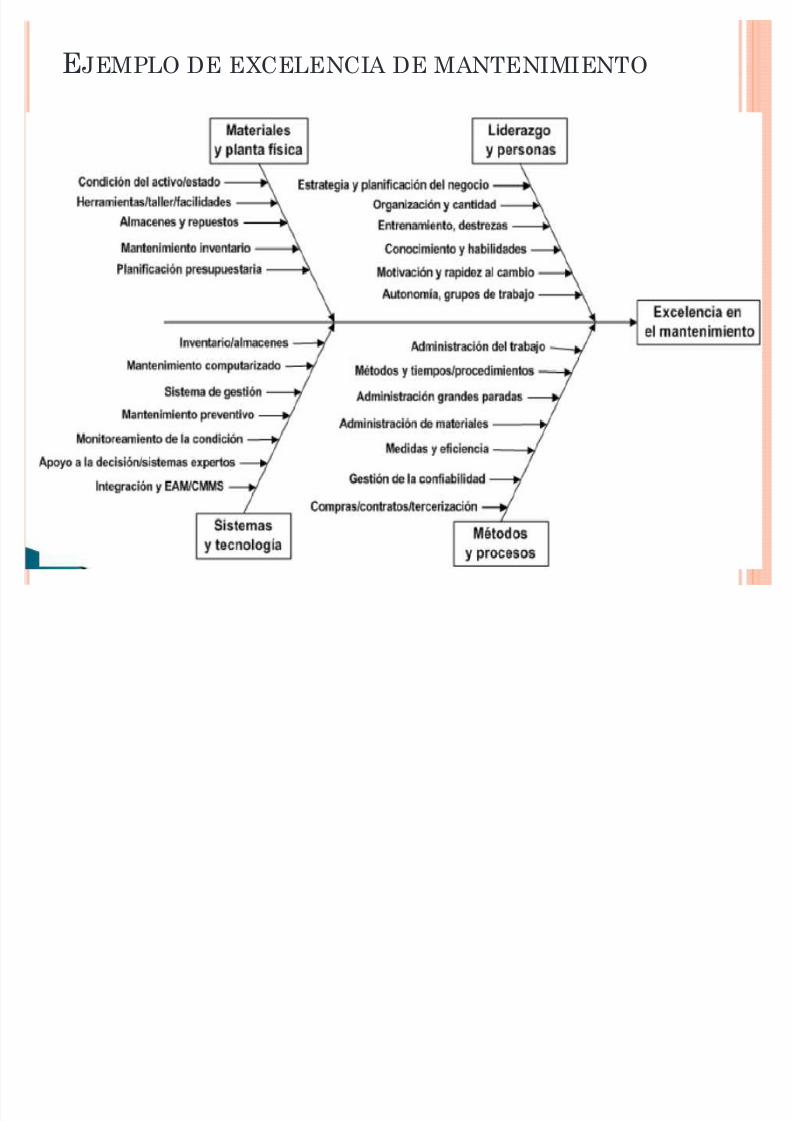
EJEMPLO DE EXCELENCIA DE MANTENIMIENTO
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 34/36
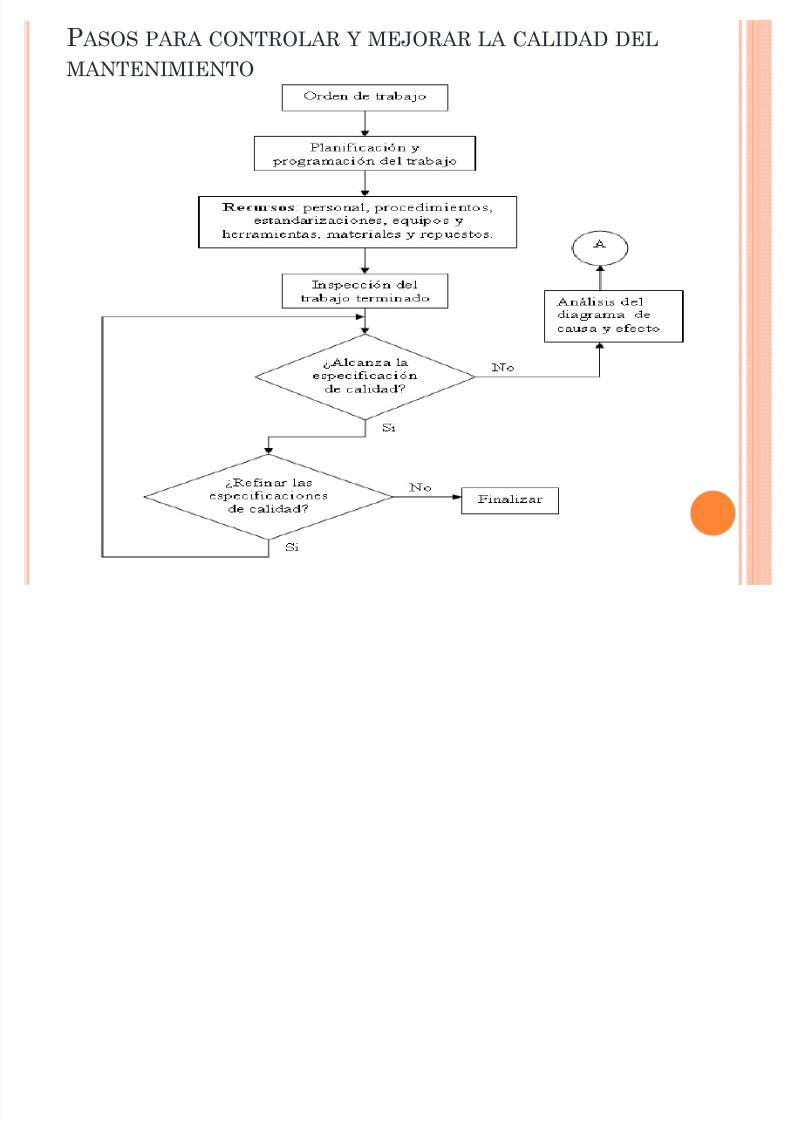
P ASOS PARA CONTROLAR Y MEJORAR LA CALIDAD DEL
MANTENIMIENTO
P
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 35/36
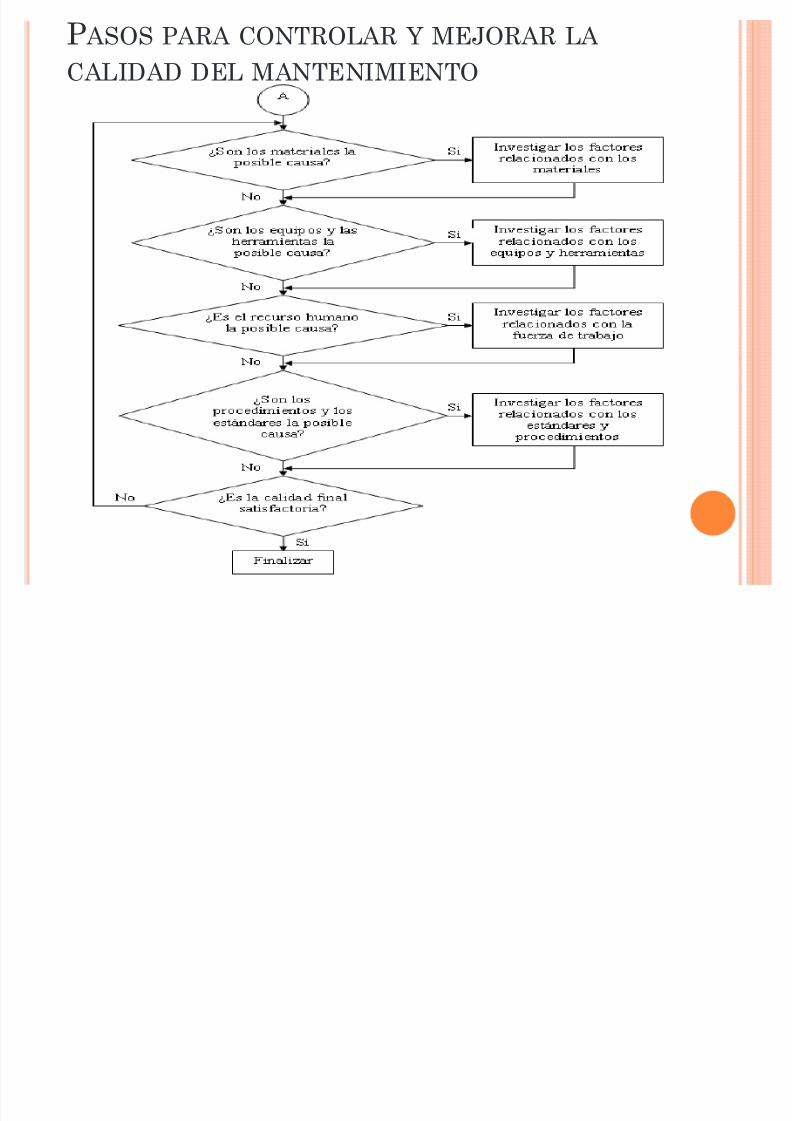
P ASOS PARA CONTROLAR Y MEJORAR LA
CALIDAD DEL MANTENIMIENTO
5/13/2018 Control de Calidad - slidepdf.com
http://slidepdf.com/reader/full/control-de-calidad-55a7512e6500f 36/36
EN CONCLUSIÓN
Con las actividades realizadas, se pretende en todomomento, evitar caer en excesos o deficiencias enla aplicación del Mantenimiento, este trabajotendrá que ser dinámico y deberemos incorporar lacultura de la Mejorar Continua, introducir lasmejores practicas y filosofías del Mantenimientode clase mundial, en la ruta de garantizar laoptimización y la confiabilidad de los activos de la
empresa. Es preferible desarrollar calendarios formales para
las revisiones y el mantenimiento de todo el equipoy asegurar que el reporte de resultados llegue amanos del personal directivo del responsable.










