-
1Borouge reference line 2006
2006 Borouge
PO Trainer
MADE MARIANA/ PO TRAINERFor Training purpose only
-
2Borouge reference line 2006
2006 Borouge
Topics to be covered
Plant Automation Systems Process Control DCS Systems Interlocks
& Sequences ESD Systems
MADE MARIANA/ PO TRAINER
-
3Borouge reference line 2006
2006 Borouge
PLANT AUTOMATION
MADE MARIANA/ PO TRAINER
-
4Borouge reference line 2006
2006 Borouge
Why do we need an effective process
Control...?
Reduce the operating cost To ensure the safe bounds of operating
to protect the personnel,
equipment and environment.
To Hold the operation with in the physical limitation of the
equipment
To Meet Product Specification
MADE MARIANA/ PO TRAINER
-
5Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
To manipulate the input & output of energy & materials
through a
process to keep the process variables with in desired
limits.
For Training purpose only
A series of actions performed to create a product.
Is the intervention that guide the process back on to
the track following any upset or disruption.
Any characteristic of the process that change duringprocess, The
most common process variables are: Pressure, Flow, Level,
Temperature, Speed, etc.
-
6Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
The process must be kept stable and notallowed to exceed safe
constraints to prevent damage to equipment,
injury to personal and loss of material and energy and safe for
the
environmental.
is defined as a process where all process
variables are with in their normal operating constraints and
all
variables are respond normally and predictably to control
changes
: Quality control is initiated until the process isoperating
with stability.
adjustment must always be kept with in the
constraints in maintaining the process stability
For Training purpose only
-
7Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
A collection of module ,each with its own specific function,
Interconnected to accomplish coordinated data acquisition and
control
For Training purpose only
It provides:
Measurement
Control Loop
Motor Control
Sequences
Process Diagrams
XCV-Control Valves
Trends
-
8Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
The Process Variable tobe controlled
A Measuring Device todetermine the value of the
variable
A Controller (decisionmaker) to control the
variable at a desired value
The Final ControlElement that performs the
action on the variable, which
is usually a valve.
For Training purpose only
-
9Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
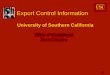
In manual mode, the
operator becomes the
controller. The
operator observes the
value of the process
variable, make a
control decision, then
manipulates a valve
For Training purpose only
-
10
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
In Automatic mode, An Automatic
process variable controller
consists of a comparator that
receives a measurement signal
and a set point signal. The output
signal from the controller is sent to
a control valve, or other final
control element
For Training purpose only
-
11
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
In Cascade Control mode,
Cascade control links controllers in
series, with the output of one
controller resetting the set point of
the next controller in line. An
example of this type of control
scheme is a tank level controller
that operates the set point for a
flow controller
For Training purpose only
-
12
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
High and Low Signal Selectors
are often used for override
controllers. When two, or more,
controllers are able to signal the
same control valve, a signal
selector will choose which
controller will send the active
signal to the valve.
For Training purpose only
-
13
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
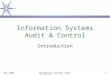
NIM
HPM
LCN
UCN
APC
PE 1
WAN
LCNE
ESD
HM
EXTRUDER
FEED
SYSTEM
EL.MOTOR
SCADA
SYSTEM
PROCESS
ANALYSER
SYSTEM
PHD
APC
GUS GUS GUS GUS GUS GUS GUS GUS GUS GUS GUS GUS GUS
EWS
HMGUS
AM(redundant) PHD
EPLCGGUS
EWS
PE 1 PE 2
RTIMSLIMS
CONSOLE 1
(PE 1)
CONSOLE 2
(PE 2)
CONSOLE 3
(DRY
END)
PE 2
EPLCGGUS
EWS
COMMON
ESD
EL.MOTOR
SCADA
SYSTEM
PROCESS
ANALYSER
SYSTEM
EPLCG
NOTE 1 NOTE 2
NOTE 3 NOTE 3
NIM
HPM
UCN
NIM
HPM
UCN
NOTE 3
MACHINE
CONDITION
MONITORING
MACHINE
CONDITION
MONITORING
SIS PE 1 EQUIPMENT ROOM SIS PE 2 EQUIPMENT ROOM
ALARM
PC
NOTE 4
ESD
EXTRUDER
FEED
SYSTEM
EL.MOTOR
SCADA
SYSTEM
PROCESS
ANALYSER
SYSTEM
MACHINE
CONDITION
MONITORING
LCNE LCNE
GUS
LCNE
PRODUCT
HANDLING
EPLCG
PRODUCT
HANDLING
SYSTEMS
Remote
I/O
For Training purpose only
-
14
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
The interlock is the protection system designed toautomate the
required operator actions during an abnormal
event effecting the process that may result in major
equipment damage, injury personal, environmental issues,
long down time and / or loss production
There are DCS Interlock and ESD Interlock
For Training purpose only
-
15
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINERFor Training purpose only
-
16
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINERFor Training purpose only
-
17
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINERFor Training purpose only
-
18
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
The Borealis Borstar PE process design is such that a
separateemergency shutdown system is required due to the
characteristics of theprocess. A programmable TMR ( Triple Modular
Redundant) electronic
shutdown system is used for this process.
Special attention has been paid to the speed of data transfer
betweenDCS and ESD in applications where on-off valves are used for
ESD and on-
off control operations. The ESD communicate with Honeywell DCS
directly via
a node on the UCN. This is a fully redundant link. Battery limit
ESD valves
(e.g. EU to PE) have manual reset ESD solenoid valve and
separate DCS
solenoid valve where applicable.
To safeguard the process mechanical devices are provided in
addition tothe emergency shutdown system.
For Training purpose only
-
19
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
-
20
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINER
-
21
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINERFor Training purpose only
-
22
Borouge reference line 2006
2006 Borouge
MADE MARIANA/ PO TRAINERFor Training purpose only