Embed Size (px)
Citation preview

Richard D. Braatz
Novartis-MIT Center for Continuous Manufacturing
MIT Center for Biomedical Innovation
Department of Chemical Engineering
Controlling Pharmaceutical Quality

2 | Novartis/MIT, All Rights Reserved
Background on QbD approach
Process development involves:
• Define the target product profile
• Identify the critical quality attributes (CQAs)
• Select an appropriate manufacturing strategy
• Implement a control strategy
This talk is on controlling quality in integrated pharmaceutical and biologics manufacturing

3 | Novartis/MIT, All Rights Reserved
Why Integrated Manufacturing?
Reduce contact between
biology/chemistry & personnel
Continuous operation has
the potential to
• Increase product quality
• Increase yields
• Enable new drug product
formulations (e.g., thin films)
• Reduce scale-up risks
• Reduce footprint

4 | Novartis/MIT, All Rights Reserved
Outline
Control Systems for Integrated Continuous Operations
Relationship with Design Space
Application to Biologics Manufacturing

5 | Novartis/MIT, All Rights Reserved
Integrated Control Strategy
for Continuous Manufacturing
Tight integration of continuous operations can result in disturbances propagating downstream, unless their effects are suppressed by an integrated control strategy
The strategy must optimize the overall plant operation instead of only isolated units (i.e., need plantwide control)
D2
D1
R2
R1LT LT
M1 M2 S1
C1 C2
W1
P1
P2
P3
P4
P5
P9
P7 P8
P10LT
LT LT
C3 C4
P18 P19
P6
LT
P11
P13
P14
P17
P20
P12
P15
P16
LT LT
P22
P24
S3
S4 W2
M3 M4
M5
S5S6 E1 CS
CAT
A
B
S1
S2
S3
S1
PU1
S1
PU2
PU4
PU3
S1
S1
S1
C
D
E
S1
EX1
EX2
S2
FP
s1
s2
s3
s4
s5
s6
s7
s10
s9
s8
s11 s12s13
s14s15
s16
s18
s19
s20
s17
s21
s22
s23
s24
s25
s26s27 s28 s29
s30
s31
s32
s33
s35
s34
s36
s37
s38
s40 s41
s43
s45
s46
s47s39
s44
Q
LT
P21
P21S1
CT FT
FT
CT
DT
CT
CT
CT
FT
DT CT
STTCFT CT
s42
FT

6 | Novartis/MIT, All Rights Reserved
Plantwide Control of Continuous Manufacturing
Challenges
• Many connected unit operations
• Very fast to slow processes
• Multi-purpose plants with short development time
• Alignment with regulatory requirements
Approach adapted from the chemical industry
• Employs systematic and modular design of plantwide control strategies for continuous manufacturing facilities
• Experimentally demonstrated on continuous pilot plant
R. Lakerveld, B. Benyahia, P.L. Heider, H. Zhang, A. Wolfe, C. Testa, S. Ogden, D.R. Hersey, S. Mascia, J.M.B. Evans, R.D.
Braatz, and P.I. Barton. The application of an automated control strategy for an integrated continuous pharmaceutical pilot plant.
Organic Process Research & Development, in press.
D2
D1
R2
R1LT LT
M1 M2 S1
C1 C2
W1
P1
P2
P3
P4
P5
P9
P7 P8
P10LT
LT LT
C3 C4
P18 P19
P6
LT
P11
P13
P14
P17
P20
P12
P15
P16
LT LT
P22
P24
S3
S4 W2
M3 M4
M5
S5S6 E1 CS
CAT
A
B
S1
S2
S3
S1
PU1
S1
PU2
PU4
PU3
S1
S1
S1
C
D
E
S1
EX1
EX2
S2
FP
s1
s2
s3
s4
s5
s6
s7
s10
s9
s8
s11 s12s13
s14s15
s16
s18
s19
s20
s17
s21
s22
s23
s24
s25
s26s27 s28 s29
s30
s31
s32
s33
s35
s34
s36
s37
s38
s40 s41
s43
s45
s46
s47s39
s44
Q
LT
P21
P21S1
CT FT
FT
CT
DT
CT
CT
CT
FT
DT CT
STTCFT CT
s42
FT

7 | Novartis/MIT, All Rights Reserved
A continuous pilot plant
S. Mascia, P.L. Heider, H. Zhang, R. Lakerveld, B. Benyahia, P.I. Barton, R.D. Braatz, C.L. Cooney, J.M.B. Evans, T.F. Jamison,
K.F. Jensen, A.S. Myerson, and B.L. Trout. End-to-end continuous manufacturing of pharmaceuticals: Integrated synthesis,
purification, and final dosage formation. Angewandte Chemie, 52(47):12359-12363, 2013

8 | Novartis/MIT, All Rights Reserved
D2
D1
R2
R1LC LC
M1 M2 S1
C1 C2
W1
LC LC
C3 C4
LC
LCLC
S3
S4W2
M3 M4
M5
S5S6 E1 CS
CAT
A
B
S2
S1
S3
S1
PU1
PU2
PU4
PU3
S1
S1
S1
C
D
E
S1
EX1
EX2
FP
LC
S1
FCsp
FT
FCsp
spsp
sp
FCsp
CCFT
CTFC
FCsp
TC
sp
spsp
FCsp
DCsp
sp
S1
RC CCsp
DC
LC
sp
1
CATA B I
1 2 BPI C I P
2I E API
A continuous pilot plant
• First-principles dynamic models were built for each unit operation (UO) as they were developed
• Models were validated and then placed into a plant-wide simulation
• Plant simulation used to design UO & plantwide control strategy

9 | Novartis/MIT, All Rights Reserved
Model-based Design of a Plant-wide Control Strategy
2. Optimizing control
objectives Level 1 – Total I/O
Level 4 – Detailed
Control tasks
(CQA, CPP)1
Level 2 – Intermediates
1. Stabilizing control
objectives (local)
Structure of plant-wide
control strategy
Level 3 – Recycles
Control tasks
(CQA, CPP)2
Control tasks
(CQA, CPP)3
Control tasks classified into
optimizing and stabilizing
Hierarchical decomposition
• Reduces complexity
• Exploits separation of time scales

10 | Novartis/MIT, All Rights Reserved
Parametric Sensitivities Used to Evaluate Relationships Between CPPs and CQAs
0 0 0, , ,ft t t x t t x - State variables
- Input variables
- Output variables (CQAs)
for all feedback control loops
0
1( ) ( ) ( ) ,
( ) ( )
t
MV p D
I
SP CV
du t K t d
dt
t y y t
( ) ( ), ( ), , ,
( ) ( ), ( ), ,
( ), ( ), , 0,
dx t f x t u t p t
dt
y t g x t u t p t
h x t u t p t
( )
( )
( )
x t
u t
y t
p - Parameters (PPs)
Use sensitivities (Si,j) to identify
causal relations CPPs-CQAs:
• Direction and order of magnitude
• Guide selection of automated control loops
• Determined from process simulation (could use DOE)
,i
i j
j
yS
p

11 | Novartis/MIT, All Rights Reserved
Example Sensitivity Results: Level 1: Total Inputs & Outputs

12 | Novartis/MIT, All Rights Reserved
Sensitivities Used to Evaluate Dynamic I/O Relationships, to Assess Controllability and Disturbance Propagation
0
0.2
0.4
0.6
0.8
1
0 50 100 150
No
rmal
ize
d S
en
siti
vity
Time / h
API dosage
Impurity content
Model-based sensitivity of two final product quality variables
with respect to feed flow rate of reactant

13 | Novartis/MIT, All Rights Reserved
D2
D1
R2
R1LC LC
M1 M2 S1
C1 C2
W1
LC LC
C3 C4
LC
LCLC
S3
S4W2
M3 M4
M5
S5S6 E1 CS
CAT
A
B
S2
S1
S3
S1
PU1
PU2
PU4
PU3
S1
S1
S1
C
D
E
S1
EX1
EX2
FP
LC
S1
FCsp
FT
FCsp
spsp
sp
FCsp
CCFT
CTFC
FCsp
TC
sp
spsp
FCsp
DCsp
sp
S1
RC CCsp
DC
LC
sp
1
CATA B I
1 2 BPI C I P
2I E API
A continuous pilot plant
Met all purity
specs in Summer
2012

14 | Novartis/MIT, All Rights Reserved
Outline
Control Systems for Integrated Continuous Operations
Relationship with Design Space
Application to Biologics Manufacturing

15 | Novartis/MIT, All Rights Reserved
Comparing Design Space and Feedback Control (both are consistent with QbD principles)
Design-space methods:
• Control strategy based on operation
within a fixed parameter space
• Applicable to each continuous
process unit operation
• More complicated to apply to an
entire continuous pharmaceutical
manufacturing plant
Feedback methods:
• Control strategy based on
feedback to a “parameter space”
• Easier to scale up
• Design space does not need to
be exhaustively validated a priori
• Necessary for continuous
manufacturing

16 | Novartis/MIT, All Rights Reserved
There are Multiple Strategies for Ensuring That a Particular CQA Spec is Satisfied
1. Direct measurement of the CQA
2. Prediction of the CQA based on a first-principles
model that is fed measurements of related variables
and is running in parallel with operations
3. Prediction of the CQA based on an empirical or semi-
empirical model (e.g., response surface map, PLS
model) that is fed measurements of other variables
4. Operation of the CPPs to lie within a design space, that
is, some specified set shown in offline studies to provide
assurance
A.S. Myerson, M. Krumme, M. Nasr, H. Thomas, and R.D. Braatz. Control systems engineering in
continuous pharmaceutical manufacturing. Organic Process Research & Development, in press.
Can use
in closed-
loop
feedback
control
strategy
Open-
loop
strategy
The smaller the number, the easier to justify real-time release

17 | Novartis/MIT, All Rights Reserved
Outline
Control Systems for Integrated Continuous Operations
Relationship with Design Space
Application to Biologics Manufacturing

Product manufacturing:
Allston, MA USA
Product QC: Haverhill, UK
Fill/finish: Waterford, IE
Cerezyme patients distributed worldwide
Manufacturing Biologic Drugs Today
18

Towards Biomanufacturing on Demand (BioMOD)
Design Requirements Patient
19
BioMOD capabilities
• Enable flexible methodologies for genetic engineering/modification of microbial strains to synthesize multiple and wide-ranging protein-based therapeutics
• Develop flexible & portable device platforms for manufacturing multiple biologics with high purity, efficacy, and potency, at the point-of-care, in short timeframes (<24 hours), when specific needs arise
• Include end-to-end manufacturing chain (including downstream processing) within a microfluidics-based platform
• Focus on currently approved therapeutics by FDA (i.e., no drug discovery)

Column Tanks
1 2
Downstream
Affinity Chromatography
Sterile Media
Yeast Inoculum
Crude Product Hold Tanks
Upstream
1 2 1 2
Polishing Membrane #1 Tanks
Polishing Membrane #1
Polishing Membrane #2
Waste Waste Waste
Polishing Membrane #2 Tanks
UF/DF Membrane
Waste
Concentration
Identity
Purity
pH, DO, T
Potency
Safety
Sterility
Analytics
Purified Product for Quality Testing
Multivariate
Model
OK for Release
Not OK
☐
Final
Product
On-line Reactor Control
Perfusion
Fill
Elute
Real-Time Process
Data
Integrated and Scalable Cyto-Technology
(InSCyT) Biomanufacturing Platform
20

Rationale for Pichia pastoris as
a Microbial Host for Biosimilar Products
Advantages from a regulatory perspective
• Many products on market or in late-stage development
(including one Phase I target)
• Reduced risk for viral contamination
• Human-like post-translational modifications (folding, glycosylation, etc.)
Technical benefits
• Genetically stable organism
• High-density cultivation (culture volume >70% biomass)
• High yields of secreted proteins (up to ~15 g/L)
• Limited host cell protein (HCP) profile (eases burden on downstream)
• Amenable to lyophilization
21

Column Tanks
1 2
Downstream
Affinity Chromatography
Sterile Media
Yeast Inoculum
Crude Product Hold Tanks
Upstream
1 2 1 2
Polishing Membrane #1 Tanks
Polishing Membrane #1
Polishing Membrane #2
Waste Waste Waste
Polishing Membrane #2 Tanks
UF/DF Membrane
Waste
Concentration
Identity
Purity
pH, DO, T
Potency
Safety
Sterility
Analytics
Purified Product for Quality Testing
Multivariate
Model
OK for Release
Not OK
☐
Final
Product
On-line Reactor Control
Perfusion
Fill
Elute
Real-Time Process
Data
Integrated and Scalable Cyto-Technology
(InSCyT) Biomanufacturing Platform
On-line quality
analytics
22

Recall Quality-by-Design Approach
Process development involves:
• Define the target
product profile
• Identify the
critical quality
attributes (CQAs)
• Select an
appropriate
manufacturing
strategy
• Implement a
control strategy
23

Plant-wide Control Approach
• Characteristics of InSCyT
– Many connected unit operations
– Many discrete operations
– Multi-product plant
– Alignment with regulatory
requirements
• QbD approach adapted from chemical industry
– Employing systematic and modular design of plantwide
control strategies for production-scale manufacturing facilities
– Using numerical algorithms that can handle discrete operations
and multiple products
Column Tanks 1 2
Downstream
Affinity Chromatography
Sterile Media
Yeast Inoculum
Crude Product Hold Tanks
Upstream
1 2 1 2
Polishing Membrane #1 Tanks
Polishing Membrane #1
Polishing Membrane #2
Waste Waste Waste
Polishing Membrane #2 Tanks
UF/DF Membrane
Waste
Concentration
Identity
Purity
pH, DO, T
Potency
Safety
Sterility
Analytics
Purified Product for Quality Testing
Multivariate
Model
OK for Release
Not OK
☐
Final Product
On-line Reactor Control
Perfusion
Fill
Elute
Real-Time Process
Data
24 R. Lakerveld, B. Benyahia, P.L. Heider, H. Zhang, A. Wolfe, C. Testa, S. Ogden, D.R. Hersey, S. Mascia, J.M.B. Evans, R.D. Braatz, and P.I. Barton. The application of an automated control strategy for an integrated continuous pharmaceutical pilot plant. Organic Process Research & Development, in press.

Application to Biologic Drug Production
• Build first-principles
dynamic models for
each unit operation (UO)
• Design control system
for each UO to meet
“local” material attributes
• Evaluate performance in
simulations and propose
design modifications as needed
• Implement and verify the control system for each UO
• Design and verify plantwide control system to ensure
that the CQAs are met 25

Application to Biologic Drug Production
• Build first-principles
dynamic models for
each unit operation (UO)
• Design control system
for each UO to meet
“local” material attributes
• Evaluate performance in
simulations and propose
design modifications as needed
• Implement and verify the control system for each UO
• Design and verify plantwide control system to ensure
that the CQAs are met 26

Column Tanks
1 2
Downstream
Affinity Chromatography
Sterile Media
Yeast Inoculum
Crude Product Hold Tanks
Upstream
1 2 1 2
Polishing Membrane #1 Tanks
Polishing Membrane #1
Polishing Membrane #2
Waste Waste Waste
Polishing Membrane #2 Tanks
UF/DF Membrane
Waste
Concentration
Identity
Purity
pH, DO, T
Potency
Safety
Sterility
Analytics
Purified Product for Quality Testing
Multivariate
Model
OK for Release
Not OK
☐
Final
Product
On-line Reactor Control
Perfusion
Fill
Elute
Real-Time Process
Data
Integrated and Scalable Cyto-Technology
(InSCyT) Biomanufacturing Platform
27

Local “UO” Control for Bioreactor Unit Operations
28

29
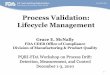
Local “UO” Control: Microscale Controlled Cell Culture
K.S. Lee et al., Lab on a Chip, 11, 1730-1739 (2011)

OD
600 (
Cell C
on
ce
ntr
ati
on
)
POD 3
POD 2
POD 1
POD 0
Outgrowth Transition Production
Time, h
Reproducible Microbioreactor Cultivations
30

K.S. Lee et al., Lab on a Chip, 11, 1730-1739 (2011)
Local “UO” Control: Microscale Controlled Cell Culture
31

Application to Biologic Drug Production
• Build first-principles
dynamic models for
each unit operation (UO)
• Design control system
for each UO to meet
“local” material attributes
• Evaluate performance in
simulations and propose
design modifications as needed
• Implement and verify the control system for each UO
• Design and verify plantwide control system to ensure
that the CQAs are met 32

Acknowledgments (Novartis-MIT)
Paul I. Barton
Bernhardt L. Trout
Allan T. Myerson
Klavs F. Jensen
Timothy F. Jamison
Richard Lakerveld (Delft)
Brahim Benyahia (Loughborough)
33

Acknowledgments (Bioman)
Chris Love
Rajeev Ram
Anthony Sinskey
Timothy Lu
Michael Strano
Jongyoon Han
James Leung
GK Raju
Stacy Springs
Paul Barone
Kerry Love
Philippe Mouriere
Nate Cosper
William Hancock
Lisa Bradbury
Ralf Kuriyel
Russell Newton
Susan Dexter
Steve Cramer
Pankaj Karande
34