Embed Size (px)
Citation preview

Controllo ultrasonoro mediante Phased Array di saldature alluminotermiche in rotaie ferroviarie
Michele CARBONI, Stefano BERETTA, Paolo TERRANOVA, FERROVIENORD

Definizione del problema
Lunga rotaia saldata (l.r.s) Sostituzione degli tradizionali giunti meccanici con altri saldati di tipo alluminotermico
2
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni

Definizione del problema 2
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Monitoraggio periodico mediante CND
Lunga rotaia saldata (l.r.s) Sostituzione degli tradizionali giunti meccanici con altri saldati di tipo alluminotermico

Definizione del problema 2
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Monitoraggio periodico mediante CND
• Cricche da fatica semiellittiche al piede di rotaia ne causano la rottura fragile perpendicolarmente all’asse del binario.
Lunga rotaia saldata (l.r.s) Sostituzione degli tradizionali giunti meccanici con altri saldati di tipo alluminotermico

Definizione del problema 2
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Monitoraggio periodico mediante CND
• Cricche da fatica semiellittiche al piede di rotaia ne causano la rottura fragile perpendicolarmente all’asse del binario.
Necessità di valutare anche l’ispezione del fianco della suola
Lunga rotaia saldata (l.r.s) Sostituzione degli tradizionali giunti meccanici con altri saldati di tipo alluminotermico

Damage Tolerance (DT) 3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Carichi applicati
Approccio DT: all’interno del pezzo esaminato esiste sempre un difetto
Damage Tolerance (DT) 3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Carichi applicati
Proprietà materiale
Approccio DT: all’interno del pezzo esaminato esiste sempre un difetto

Damage Tolerance (DT) 3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Carichi applicati
Proprietà materiale
Probabilità di rilevazione
Approccio DT: all’interno del pezzo esaminato esiste sempre un difetto
1 0.9
a a90/95
POD(a)

Damage Tolerance (DT) 3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Carichi applicati
Proprietà materiale
Probabilità di rilevazione
Approccio DT: all’interno del pezzo esaminato esiste sempre un difetto
Definizione dell’intervallo di
ispezione
1 0.9
a a90/95
POD(a)
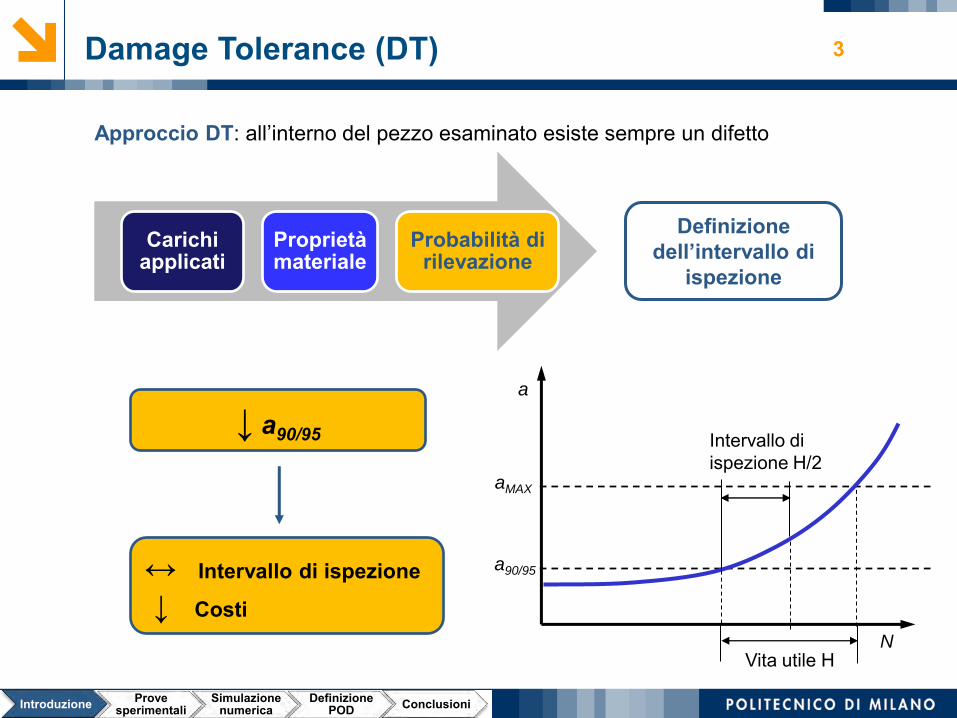
a90/95
aMAX
a
N Vita utile H
Intervallo di ispezione H/2
Damage Tolerance (DT) 3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
a90/95
aMAX
a
N Vita utile H
Intervallo di ispezione H/2
↓ a90/95
↔ Intervallo di ispezione
↓ Costi
Approccio DT: all’interno del pezzo esaminato esiste sempre un difetto
Definizione dell’intervallo di
ispezione
Carichi applicati
Proprietà materiale
Probabilità di rilevazione

Ispezione ultrasonora
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ultrasuoni = onde con frequenza superiore a quella udibile (106 Hz)
UNI EN 14730: UT tradizionali (sonda monocristallo) Ispezione
rotaia
4

Ispezione ultrasonora
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ultrasuoni = onde con frequenza superiore a quella udibile (106 Hz)
Ispezione rotaia
UNI EN 14730: UT tradizionali (sonda monocristallo)
Ferrovienord: Phased Array
4

Ispezione ultrasonora
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ultrasuoni = onde con frequenza superiore a quella udibile (106 Hz)
UNI EN 14730: UT tradizionali (sonda monocristallo)
Phased Array: Sistema evoluto per la rilevazione ad ultrasuoni (a partire dagli anni ‘80)
Ferrovienord: Phased Array
Ispezione rotaia
• separazione del monocristallo in più elementi • possibilità di variare elettronicamente il ritardo e l’eccitazione di ogni
elemento
4

Ispezione ultrasonora
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ultrasuoni = onde con frequenza superiore a quella udibile (106 Hz)
UNI EN 14730: UT tradizionali (sonda monocristallo)
Phased Array: Sistema evoluto per la rilevazione ad ultrasuoni (a partire dagli anni ‘80)
Ferrovienord: Phased Array
Ispezione rotaia
• Steering e focalizzazione del fascio
• separazione del monocristallo in più elementi • possibilità di variare elettronicamente il ritardo e l’eccitazione di ogni
elemento
4

Ispezione ultrasonora
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ultrasuoni = onde con frequenza superiore a quella udibile (106 Hz)
Ispezione rotaia
UNI EN 14730: UT tradizionali (sonda monocristallo)
Ferrovienord: Phased Array
• Steering e focalizzazione del fascio • Ispezioni lineari e angolate con la stessa sonda (S-Scan)
Phased Array: Sistema evoluto per la rilevazione ad ultrasuoni (a partire dagli anni ‘80)
• separazione del monocristallo in più elementi • possibilità di variare elettronicamente il ritardo e l’eccitazione di ogni
elemento
4

Obbiettivi del lavoro
Valutazione sperimentale della risposta del difetto esaminato
Modellazione numerica del controllo e definizione delle curve di probabilità di rilevazione (POD)
Ampliamento della procedura ispettiva attualmente prevista
1
2
3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
5

Obbiettivi del lavoro
Valutazione sperimentale della risposta del difetto esaminato
Modellazione numerica del controllo e definizione delle curve di probabilità di rilevazione (POD)
Ampliamento della procedura ispettiva attualmente prevista
1
2
3
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Calcolo del massimo difetto non rilevabile
5

Sommario
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Prove sperimentali
• Simulazione numerica
• Definizione curve POD
• Conclusioni
6

7 Sommario
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Prove sperimentali
• Simulazione numerica
• Definizione curve POD
• Conclusioni

Realizzazione blocchi campione
• N.ro 2 blocchi campione del tipo 60E1- 60E1 con difetti artificiali
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
8

Realizzazione blocchi campione
• N.ro 2 blocchi campione del tipo 60E1- 60E1 con difetti artificiali
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Difetti
• difetti di profondità da 0.5 mm a 2 mm • aspect ratio (a/c) = 0.4 • difetti realizzati con fresa a punta sferica
riprendendo il difetto precedente
8

Modalità di ispezione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
8

Modalità di ispezione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Superficie di rotolamento
8

Modalità di ispezione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Superficie di rotolamento
Piano di steccatura inferiore
8

Modalità di ispezione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Superficie di rotolamento
Piano di steccatura inferiore
8
Posizionamento

Modalità di ispezione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Superficie di rotolamento
Piano di steccatura inferiore
8
Posizionamento
• SX: non attraversando il cordone
SX
Difetto

Modalità di ispezione
Posizionamento
• SX: non attraversando il cordone
• DX: attraversando il cordone
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Superficie di rotolamento
Piano di steccatura inferiore
SX DX
Difetto
8

Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Da procedura operativa • Taratura settoriale 40°- 60° • Sonda 2L64-A2 (2.25 MHz, 64 elementi lineari)
9

Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Da procedura operativa
Segnale riconducibile allo spigolo opposto di saldatura
60° 40° 50°
50°
• Taratura settoriale 40°- 60° • Sonda 2L64-A2 (2.25 MHz, 64 elementi lineari)
9

Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Da procedura operativa
Segnale riconducibile allo spigolo opposto di saldatura
Segnale proveniente dal difetto ispezionato
40°
60° 40° 50°
50°
difetto
60° 40° 50°
50°
• Taratura settoriale 40°- 60° • Sonda 2L64-A2 (2.25 MHz, 64 elementi lineari)
9

Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
0
10
20
30
40
50
60
70
80
90
100
0 0,5 1 1,5 2 2,5
A [%
]
a [mm]
Ispezione senza attraversamento della saldatura
Campione 1 Campione 2
Al crescere del difetto :
• da SX si ha andamento lineare tra profondità e risposta del difetto
10

Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
0 10 20 30 40 50 60 70 80 90
100
0 0,5 1 1,5 2 2,5
A [%
]
a [mm]
Ispezione senza attraversamento da SX Campione 1 Campione 2
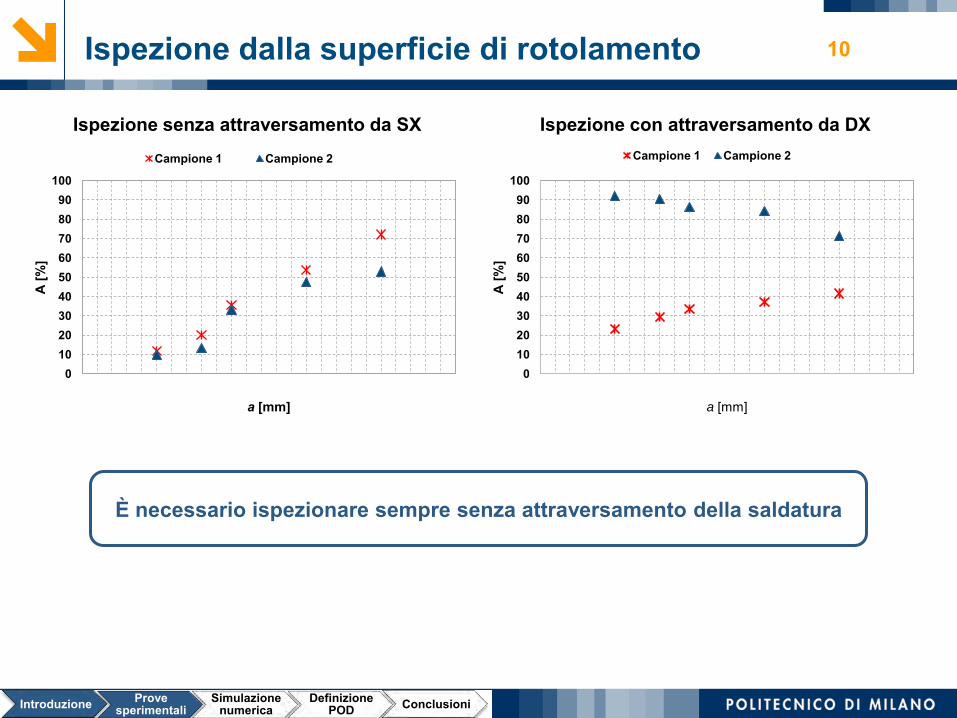
Al crescere del difetto :
• da SX si ha andamento lineare tra profondità e risposta del difetto
10

Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
0 10 20 30 40 50 60 70 80 90
100
0 0,5 1 1,5 2 2,5
A [%
]
a [mm]
Ispezione senza attraversamento da SX Campione 1 Campione 2
Al crescere del difetto :
• da SX si ha andamento lineare tra profondità e risposta del difetto
• da DX non è possibile individuare un andamento univoco
10
0
10
20
30
40
50
60
70
80
90
100
0 0,5 1 1,5 2 2,5
A [%
]
a [mm]
Ispezione con attraversamento Campione 1 Campione 2
Ispezione dalla superficie di rotolamento
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
0 10 20 30 40 50 60 70 80 90
100
0 0,5 1 1,5 2 2,5
A [%
]
a [mm]
Ispezione senza attraversamento da SX Campione 1 Campione 2
10
0 10 20 30 40 50 60 70 80 90
100
0 0,5 1 1,5 2 2,5
A [%
]
a [mm]
Ispezione con attraversamento da DX Campione 1 Campione 2
È necessario ispezionare sempre senza attraversamento della saldatura
Ispezione dal piano di steccatura inferiore
• Taratura settoriale 50°- 70° • Sonda 2L8-DGS1 (2.25 MHz, 8 elementi lineari)
Definita ex-novo
11
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
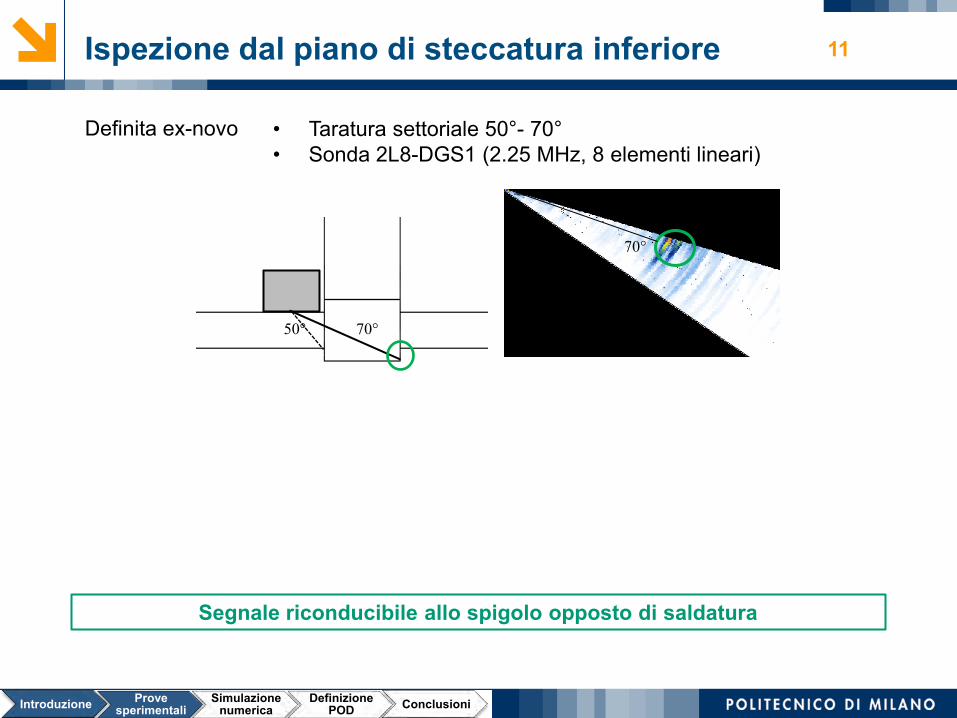
Ispezione dal piano di steccatura inferiore
70° 50°
70°
• Taratura settoriale 50°- 70° • Sonda 2L8-DGS1 (2.25 MHz, 8 elementi lineari)
Segnale riconducibile allo spigolo opposto di saldatura
Definita ex-novo
11
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni

70°
50°
70° 50°
difetto
Ispezione dal piano di steccatura inferiore
70° 50°
70°
• Taratura settoriale 50°- 70° • Sonda 2L8-DGS1 (2.25 MHz, 8 elementi lineari)
Segnale riconducibile allo spigolo opposto di saldatura
Segnale proveniente dal difetto ispezionato
Definita ex-novo
11
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni




Sommario
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Prove sperimentali
• Simulazione numerica
• Definizione curve POD
• Conclusioni
13

Proprietà acustiche del materiale
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Attenuazione: fenomeno acustico per il quale il fascio ultrasonoro propaga in un mezzo fino ad estinguersi
14

Proprietà acustiche del materiale
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Blocco campione appositamente realizzato
• Metallo base (MB): R260 • Zona termicamente alterata (ZTA) • Saldatura (ZF)
Attenuazione: fenomeno acustico per il quale il fascio ultrasonoro propaga in un mezzo fino ad estinguersi
14

Proprietà acustiche del materiale
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Blocco campione appositamente realizzato
• Metallo base (MB): R260 • Zona termicamente alterata (ZTA) • Saldatura (ZF)
Attenuazione: fenomeno acustico per il quale il fascio ultrasonoro propaga in un mezzo fino ad estinguersi
14

Proprietà acustiche del materiale
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Blocco campione appositamente realizzato
• Metallo base (MB): R260 • Zona termicamente alterata (ZTA) • Saldatura (ZF)
Sono state valutate:
• Attenuazione onde longitudinali
Attenuazione: fenomeno acustico per il quale il fascio ultrasonoro propaga in un mezzo fino ad estinguersi
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
-120 -100 -80 -60 -40 -20 0 20 40 60 80 100 120
α [
dB
/m]
Distanza da asse saldatura [mm]
DP 20 DP10
14

Proprietà acustiche del materiale
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Blocco campione appositamente realizzato
• Metallo base (MB): R260 • Zona termicamente alterata (ZTA) • Saldatura (ZF)
Sono state valutate:
• Attenuazione onde longitudinali • Attenuazione onde trasversali • Velocità (vL e vT)
Attenuazione: fenomeno acustico per il quale il fascio ultrasonoro propaga in un mezzo fino ad estinguersi
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
-120 -100 -80 -60 -40 -20 0 20 40 60 80 100 120
α [
dB
/m]
Distanza da asse saldatura [mm]
DP 20 DP10
14

Proprietà acustiche del materiale
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Blocco campione appositamente realizzato
• Metallo base (MB): R260 • Zona termicamente alterata (ZTA) • Saldatura (ZF)
Sono state valutate:
• Attenuazione onde longitudinali • Attenuazione onde trasversali • Velocità (vL e vT)
Attenuazione: fenomeno acustico per il quale il fascio ultrasonoro propaga in un mezzo fino ad estinguersi
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
-120 -100 -80 -60 -40 -20 0 20 40 60 80 100 120
α [
dB
/m]
Distanza da asse saldatura [mm]
DP 20 DP10
14
differente comportamento =
diversa struttura cristallina del materiale

0
5
10
15
20
25 0 50 100 150 200
Δ d
B
Distanza [mm]
Superficie di rotolamento
Sperimentale CIVA_noatt CIVA_att
Calibrazione risultati numerici
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Utilizzato software CIVAnde 11.0
Simulazione della procedura di calibrazione
• N.ro 2 rotaie campione con 6 fori a fondo piatto (SDH), Ø 5 mm.
• Valutati i dB per portare all’80% il segnale con entrambe le configurazioni
0
5
10
15
20
25
30 0 20 40 60 80 100
Δ d
B
Distanza [mm]
Piano di steccatura inferiore
15

0
5
10
15
20
25 0 50 100 150 200
Δ d
B
Distanza [mm]
Superficie di rotolamento
Sperimentale CIVA_noatt CIVA_att
Calibrazione risultati numerici
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Utilizzato software CIVAnde 11.0
Simulazione della procedura di calibrazione
• N.ro 2 rotaie campione con 6 fori a fondo piatto (SDH), Ø 5 mm.
• Valutati i dB per portare all’80% il segnale con entrambe le configurazioni
0
5
10
15
20
25
30 0 20 40 60 80 100
Δ d
B
Distanza [mm]
Piano di steccatura inferiore
Occorre considerare l’attenuazione
15

0
20
40
60
80
100
120
140
160
0 0,5 1 1,5 2
A [%
]
a [mm]
Superficie di rotolamento
Sperimentale CIVA_att
Confronto e validazione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Risultati sperimentali vs numerici
• Simulati 5 difetti rettangolari planari per l’ispezione dalla superficie di rotolamento
0
50
100
150
200
250
0 0,5 1 1,5 2
A [%
]
a [mm]
Piano di steccatura inferiore
• Simulati 5 difetti planari che replicassero quelli ottenuti con la fresa a disco per l’ispezione dal piano di steccatura inferiore
16

0
20
40
60
80
100
120
140
160
0 0,5 1 1,5 2
A [%
]
a [mm]
Superficie di rotolamento
Sperimentale CIVA_att
Confronto e validazione
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Risultati sperimentali vs numerici
• Simulati 5 difetti rettangolari planari per l’ispezione dalla superficie di rotolamento
0
50
100
150
200
250
0 0,5 1 1,5 2
A [%
]
a [mm]
Piano di steccatura inferiore
• Simulati 5 difetti planari che replicassero quelli ottenuti con la fresa a disco per l’ispezione dal piano di steccatura inferiore
I modelli replicano con buona approssimazione i risultati sperimentali (ΔdB < 2dB)
16

Ottimizzazione procedura ispettiva
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
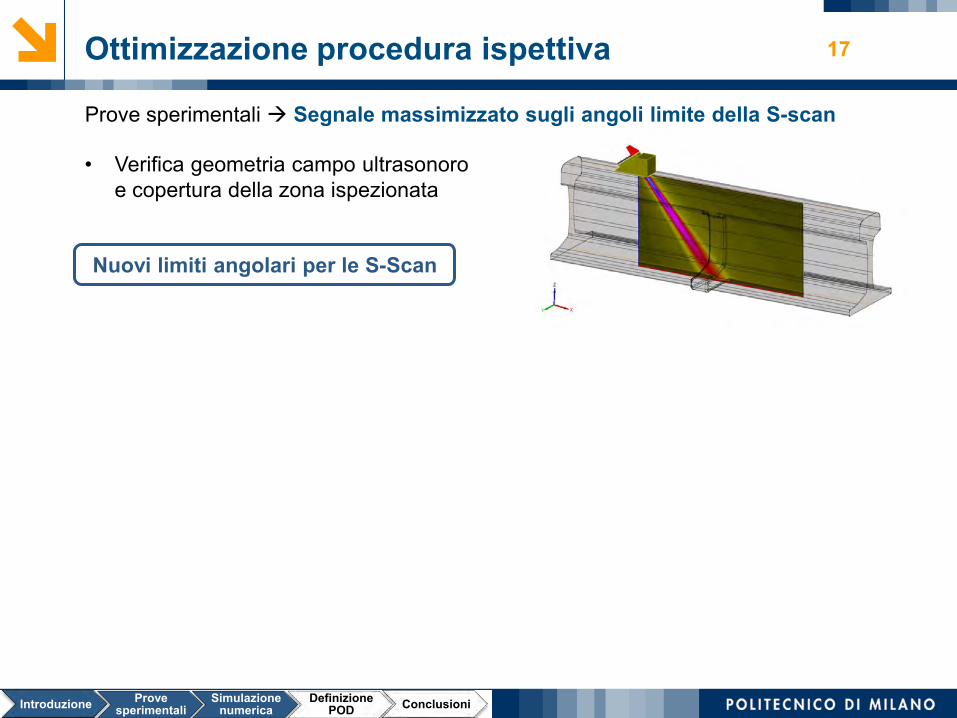
Prove sperimentali Segnale massimizzato sugli angoli limite della S-scan
• Verifica geometria campo ultrasonoro e copertura della zona ispezionata
17
Ottimizzazione procedura ispettiva
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Prove sperimentali Segnale massimizzato sugli angoli limite della S-scan
• Verifica geometria campo ultrasonoro e copertura della zona ispezionata
Nuovi limiti angolari per le S-Scan
17

Ottimizzazione procedura ispettiva
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Prove sperimentali Segnale massimizzato sugli angoli limite della S-scan
• Verifica geometria campo ultrasonoro e copertura della zona ispezionata
• Per la superficie di rotolamento 40°-60° 35°- 60°
Nuovi limiti angolari per le S-Scan
17

Ottimizzazione procedura ispettiva
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Prove sperimentali Segnale massimizzato sugli angoli limite della S-scan
• Verifica geometria campo ultrasonoro e copertura della zona ispezionata
• Per la superficie di rotolamento 40°-60° 35°- 60°
Nuovi limiti angolari per le S-Scan
17

Ottimizzazione procedura ispettiva
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Prove sperimentali Segnale massimizzato sugli angoli limite della S-scan
• Verifica geometria campo ultrasonoro e copertura della zona ispezionata
• Per la superficie di rotolamento 40°-60° 35°- 60°
• Per il piano di steccatura inferiore 50°-70° 40°- 65°
Nuovi limiti angolari per le S-Scan
17

Ottimizzazione procedura ispettiva
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Prove sperimentali Segnale massimizzato sugli angoli limite della S-scan
• Verifica geometria campo ultrasonoro e copertura della zona ispezionata
• Per la superficie di rotolamento 40°-60° 35°- 60°
• Per il piano di steccatura inferiore 50°-70° 40°- 65°
Vantaggi operativi e di post-analisi dell’immagine
Nuovi limiti angolari per le S-Scan
17

Sommario
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Prove sperimentali
• Simulazione numerica
• Definizione curve POD
• Conclusioni
18

Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
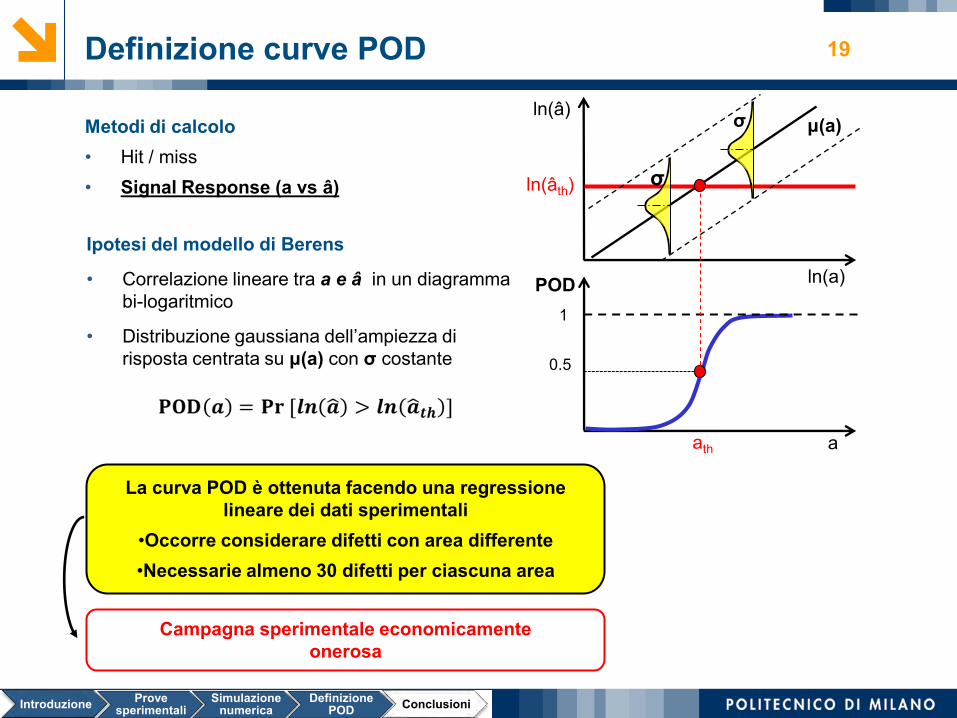
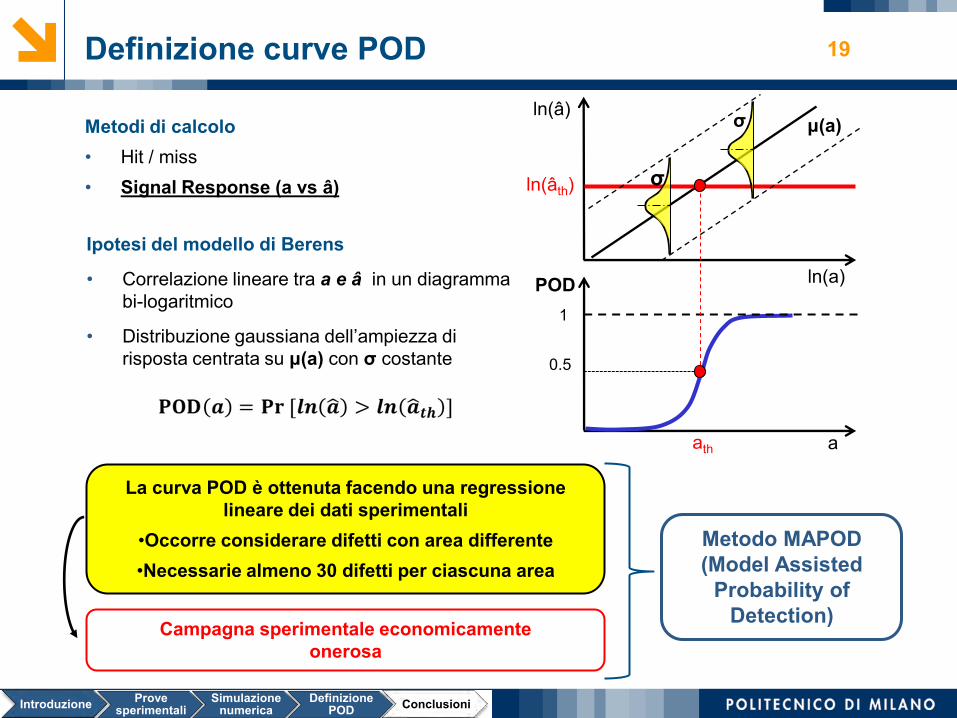
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
19

Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
ln(a)
ln(â) μ(a)
19

Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
• Distribuzione gaussiana dell’ampiezza di risposta centrata su μ(a) con σ costante
ln(a)
ln(â) μ(a)
σ
19
σ

Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
• Distribuzione gaussiana dell’ampiezza di risposta centrata su μ(a) con σ costante
ln(a)
ln(â) μ(a)
ln(âth) σ
19
σ

Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
• Distribuzione gaussiana dell’ampiezza di risposta centrata su μ(a) con σ costante
ln(a)
ln(â) μ(a)
ln(âth)
POD 1
0.5
a ath
σ
19
σ

Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
• Distribuzione gaussiana dell’ampiezza di risposta centrata su μ(a) con σ costante
ln(a)
ln(â) μ(a)
ln(âth)
POD 1
0.5
a ath
σ
19
σ
La curva POD è ottenuta facendo una regressione lineare dei dati sperimentali
•Occorre considerare difetti con area differente •Necessarie almeno 30 difetti per ciascuna area
Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
• Distribuzione gaussiana dell’ampiezza di risposta centrata su μ(a) con σ costante
ln(a)
ln(â) μ(a)
ln(âth)
POD 1
0.5
a ath
σ
19
σ
Campagna sperimentale economicamente onerosa
La curva POD è ottenuta facendo una regressione lineare dei dati sperimentali
•Occorre considerare difetti con area differente •Necessarie almeno 30 difetti per ciascuna area
Definizione curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Metodi di calcolo • Hit / miss • Signal Response (a vs â)
Ipotesi del modello di Berens
• Correlazione lineare tra a e â in un diagramma bi-logaritmico
• Distribuzione gaussiana dell’ampiezza di risposta centrata su μ(a) con σ costante
ln(a)
ln(â) μ(a)
ln(âth)
POD 1
0.5
a ath
σ
19
σ
Campagna sperimentale economicamente onerosa
Metodo MAPOD (Model Assisted
Probability of Detection)
La curva POD è ottenuta facendo una regressione lineare dei dati sperimentali
•Occorre considerare difetti con area differente •Necessarie almeno 30 difetti per ciascuna area

Definizione dei parametri di calcolo
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ispezione dalla superficie di rotolamento
• Sonda allineata all’asse della sezione
• Posizione variabile del difetto
20
Occorre definire Parametri variabili Dimensione caratteristica

Definizione dei parametri di calcolo
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ispezione dalla superficie di rotolamento
• Sonda allineata all’asse della sezione
• Posizione variabile del difetto
Ispezione dal piano di steccatura inferiore
• Posizione variabile del difetto
• Disassamento della sonda dovuto all’inclinazione del piano di appoggio
20
Occorre definire Parametri variabili Dimensione caratteristica

Definizione dei parametri di calcolo
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ispezione dalla superficie di rotolamento
• Sonda allineata all’asse della sezione
• Posizione variabile del difetto
Ispezione dal piano di steccatura inferiore
• Posizione variabile del difetto
• Disassamento della sonda dovuto all’inclinazione del piano di appoggio
20
Occorre definire Parametri variabili Dimensione caratteristica
Distribuzione di probabilità uniforme sulla coordinata y del difetto

Definizione dei parametri di calcolo
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ispezione dalla superficie di rotolamento
• Sonda allineata all’asse della sezione
• Posizione variabile del difetto
Ispezione dal piano di steccatura inferiore
• Posizione variabile del difetto
• Disassamento della sonda dovuto all’inclinazione del piano di appoggio
20
Occorre definire Parametri variabili Dimensione caratteristica
Distribuzione di probabilità uniforme sulla coordinata y del difetto
Il segnale non cambia a parità di area del difetto

Curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ispezione dalla superficie di rotolamento
21
• Rumore: 6% • Saturazione: 200% • âth = 20%

Curve POD
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Ispezione dal piano di steccatura inferiore
22
• Rumore: 6% • Saturazione: 200% • âth = 20%

Sommario
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
• Prove sperimentali
• Simulazione numerica
• Definizione curve POD
• Conclusioni
23

Conclusioni
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
24
Conclusioni
Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
24

Introduzione Prove sperimentali
Simulazione numerica
Definizione POD Conclusioni
Grazie per l’attenzione !!!





























