-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
1/12
Conversion of SulfinolSM
to BASFs aMDEA
Incitec Pivot has converted the carbon dioxide (CO2) removal
system in its Gibson Island
ammonia plant from SulfinolSM
to aMDEA
in early 2007. SulfinolSM
solution is a mixture of
DIPA (di-isopropanolamine), sulfolane (tetrahydrothiophene
dioxide) and water. The SulfinolSM
system had been used for more than 35 years and a solvent change
was needed to reduce ongoing
chemical costs of the ammonia plant.
The sequence of project implementation, challenges encountered
in design, commissioning and
operation of BASFs aMDEA
system (activated methyl di-ethanol amine) is explained in
detail in
this paper.
Venkat Pattabathula, Incitec Pivot LtdGibson Island, Brisbane,
Australia
Dr. Torsten Katz
BASF East Asia Regional Headquarters Ltd., Hong Kong
Introduction
ncitec Pivot operates an ammonia plantoriginally of 600 mtpd,
designed by J.F.
Pritchard, which has been upgraded to 800mtpd over the years
since its commissioning in
the late sixties. The unique features of thisammonia plant are a
low pressure (450 psig, 32
bar) front-end, a high-pressure back-end (2600psig, 182 bar), a
medium pressure steam system
(400 psig, 28 bar, 750 F, 400 C), a closed looprefrigeration
system and a jet engine that drives
a reaction turbine, which in turn drives thesynthesis gas
(syngas) compressor. The site also
has a urea plant of Vulcan Cincinnati design,which has also been
upgraded over the years to
about 850 mtpd. The urea prilling section was
replaced with a Hydro Agri (now Yara)fluidised bed granulation
unit in 1999.
The plant is located at Gibson Island (GI) in the
suburbs of Brisbane City on the East Coast ofAustralia.
Background
In ammonia plants, the carbon dioxide (CO2)
removal section is a key part of the ammoniaplant front-end
where CO2 from process gas isseparated to provide more pure
hydrogen (H2)
and nitrogen (N2) for the ammonia synthesisreaction. The
recovery of CO2 is also required
as a supply for the production of granular ureaand liquid CO2.
The economics of the ammonia
plant heavily depends on the efficiency of
I
252007 AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
2/12
solvent systems used for the removal of CO2from process gas.
Over the last five decades,
there have been many industry innovations fromordinary water
wash to potassium solutions to
primary, secondary and tertiary amines.
The SulfinolSMCO2removal solution consists of
sulfolane (tetrahydrothiophene dioxide) andDIPA (di-isopropanol
amine) up to a total
concentration of 65% in the system. SulfinolSM
was the preferred solvent when the Gibson
Island (GI) ammonia plant was built in the latesixties.
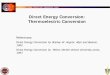
The CO2 removal system at GI is a single stagelean/rich solvent
system (Figure 1) that consists
of major unit operations such as an absorber,
stripper and several heat exchangers. The leanSulfinol
SM solvent is fed to the CO2 absorber
where CO2 in process gas is absorbed in
SulfinolSM solution to produce CO2 richsolution. The rich
solution is sent to the CO2
stripper after exchanging heat with the leansolution from the
stripper in the lean/rich
solution exchangers.
A HP flash drum was installed as part of earlier
plant upgrade to remove inert gases from the
solution. The lean solution is further cooledagainst cooling
water (CW) where remainingheat is removed. This additional heat
load on the
cooling tower consumes a significant amount ofcity water, which
has special importance due to
water supply restrictions from Brisbane CityCouncil. The
Sulfinol
SM solvent is circulated
between absorber and stripper by two parallelpumps and a third
pump is standing by.
The ammonia plant has a SulfinolSM reclaimer
where degraded chemical product known asoxazolidone is removed
through vacuumdistillation and the sludge is used to coat a
product to suppress dust in the granulation plant.About 6 tonnes
per day of steam are used in the
reclaimer reboiler.
An arsenic based solution that acts as acorrosion inhibitor is
added on weekly basis to
maintain its levels in the system. The SulfinolSM
system had been very reliable with corrosion-
free operation ever since arsenic was added tothe system.
Antifoam was also injected on a
needs basis to deal with foaming issues in the
CO2 stripper and absorber. The Sulfinol
SM
chemical makeup rates were quite high due todegradation of the
solution to oxazolidone and
the costs were on an increasing trend due tohigher chemical
prices.
Many SulfinolSM
systems in natural gas plants
have changed over to aMDEA
solvent forcapacity increases and reduced chemical costs.
The GI plant could be one of the few NH3plants in the world
operating with SulfinolSM.
Typical composition of Sulfinol
SM
solution:- DIPA: 50-55%; Sulfolane: 10-15%;
Oxazolidone: 10-15%; water: 20-25%.
aMDEAProcess Simulation andDesign
BASF carried out an initial simulation of the
CO2 removal section. The recommendedstrength of aMDEA
was 40 wt%. BASF
identified the need to replace the randompacking with structured
packing in the CO2
stripper (D601), as it was very short (5 m or 17ft) compared to
their earlier plant retrofits.
Sulzer performed design checks on the stripperinternals and
supplied the new internals.
Orica Engineering Services were involved in the
initial design checks and prepared engineeringspecifications for
the side stream filtration unit.
Lean solution pump (P604s) curves werechecked and found suitable
for the aMDEA
conversion. The Stripper overhead reflux pump,
(P603s) curves were also checked & found to beadequate, but
new valve trim was required for
the stripper reflux drum (T604) level controlvalve, LCV602A.
26 2007AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
3/12
BASF advised on the solvent piping stress-relieving requirements
for aMDEA
system.
Fortunately, no stress relieving measures wererequired for using
aMDEA.
Modifications to ExistingSulfinolSMSystem
The following changes were made to the CO2stripper:
1. Replacement of current random packingwith high efficiency
structured packing
(Figure 2) of Sulzer Mellapakto
increase mass transfer efficiency and
capacity.
a. Bottom 11 layers, Mellapak170X for higher capacity (of that3
layers thicker sheet material for
added strength).b. Top 13 layers, Mellapak M2X
for higher efficiency.2. Replacement of liquid downcomers
with
envelope type downcomers for top washtrays.
3. Replacement of the flash gallery (Figure3) to conform to BASF
design
requirements.4. Replacement of the liquid distributor
(Figure 4) to improve liquid distributionin the column.
5. New support grid (Figure 5) that issuitable for structured
packing.
6. Opening up of all bubble caps (Figure 6)on the wash trays:
some caps previouslyhad been blanked off.
7. Installation of stiffening plates (Figure7) on two wash trays
in order to prevent
any damage to the wash trays duringoperation. This had become
necessary,
as the distance between the flash galleryand trays was only 300
mm versus an
optimum design of 500 mm.8. A new side stream filtration unit
and an
improved antifoam dosing system werealso installed as part of
the project. The
side stream filtration is a common
feature that is required for this type ofsolvent system. Since
the new system
requires lower circulation rates withaMDEA
as compared with Sulfinol
SM,
most of the existing equipment was
adequate.9. Corrosion coupons in rich & lean
solution lines.
No changes were made to the absorbercolumn and its internals
already had SS
random packing.
Risk Assessments and HAZOP Study
This project was justified based on the reducedchemical costs,
and savings from cooling water
and steam.
All phases of this project posed risk - design,engineering and
implementation. Poor
implementation could have resulted in delays tothe plant start
up due to the extension of the
post-2007 shutdown period. These risks wereminimised by the
following:
- Choosing BASFs aMDEA
process withmore than 200 plants in operation.
- The supplier of chemical plant internals forabsorption and
desorption columns, Sulzer,
carried out design checks and also suggestedmodifications
suitable for the GI application.
Sulzer has been a main vendor for many ofBASFs designed plants
& retrofit applications.
- Orica Engineering Shared Services (OESS)
reviewed the BASF and Sulzer designs, and allother existing
equipment. OESSs expertise in
the design review of the packed columns furthermitigated risks
to the project.
- Design reviews, risk assessments and HAZOP
studies were carried out.
272007 AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
4/12
- Visits were made to existing ammonia plantsin the US and
Western Australia that have
successfully changed over their SulfinolSM
systems to aMDEA. The long operating
experience gained at these plants was applied to
GI design and implementation.
- BASF provided classroom training to all shiftoperating teams
prior to shutdown where unit
operations of CO2 removal system werediscussed in detail.
- Based on BASF information, a comprehensivetraining package for
the new aMDEA
system
was developed for the ammonia plant operators.
- Incitec Pivot laboratory was supplied with new
analytical procedures by BASF and discussionswere held with BASF
regarding tests foraMDEA
strength and foam.
The Project schedule was as follows:
Capital approval: May 2006Detail design: June 2006
Order material: June 2006Delivery of material: December 2006
Installation & Commissioning:February/March 2007.
Pre-Commissioning/Commissioning
During shutting down of the plant, all the
SulfinolSMsolution was transferred to its storagetank, T605.
Then, the system was flushed with
condensate (demin water) by circulating withthe lean solution
pumps. First wash water was
recovered to use it in another plant and 2nd
washwater that had very low levels of SulfinolSMwas
drained to plant effluent system. To insure thathydrogen was
removed from the SulfinolSM
solution, the solution was regenerated by usingthe auxiliary
steam reboiler prior to draining to
storage tank.
All new internals for the CO2 stripper werechemically cleaned
prior to shutdown by
submerging them into a 3 wt% caustic solutionin a warmed-up bath
outside the plant. The
purpose of the chemical cleaning is to remove
manufacturing oils, which are responsible forfoaming of the
amine solution. After thechemical cleaning, the internals were
rinsed
with demin water and it was confirmed therewas no potential for
foaming in the rinse water.
The old internals such as flash gallery, liquid
distributor and SS random packing (raschigrings) were removed
and the vessel was
inspected. We observed heavy scale build up onthe CO2 stripper
vessel walls and as much of it
as possible was removed within the maintenancewindow by chipping
it from the vessel. Then the
vessel was cleaned.
Extensive scale build up was also noticed on thebubble caps of
stripper top wash trays and they
were sandblasted prior to reinstallation (Figures8 and 9).
The tube bundles of process gas reboilers,
E602A/B were removed and hydro blasted andthe shells, which had
Sulfinol
SMsludge deposits,
were flushed with demin water.
Also inspected were the CO2 absorber (D602),vapour lines from
E602s/E678, tube sheets of
solvent/solvent exchangers (E604s) and D601solution outlet
lines.
Old packing support clips were removed and
new shims were provided prior to theinstallation of new
internals.
New internals were installed in the CO2 stripper
under the supervision of a Sulzer field engineer.This took about
a week.
Once the unit was handed back from
maintenance, the system was flushed withdemin water twice to
ensure that suspended
28 2007AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
5/12
solids & iron levels were within BASFrecommendations.
For commissioning, the system demin water
was first added to the system and circulation
was established after pressuring the CO2absorber with nitrogen.
Then aMDEA wasadded to the water and solvent circulation was
established in early March 2007, well ahead ofgas introduction
to the CO2 absorber while the
reformer and shift converters were being heatedup. Finally,
process gas was introduced to the
absorber and the entire aMDEA system was
run for a week at reduced gas rates during
synthesis converter catalyst reduction.
The side stream filter was first commissionedwith 20-micron
polypropylene cartridge filters
and then switched to 5-micron filters. About 10litres of
antifoam were injected to the system as
an initial charge prior to gas feed.
Operating Experience
The ammonia plant was initially operated at 600
mtpd until all the catalysts were reduced. Noissues were
observed with the aMDEA
system.
Plant rates were then raised to 740 mtpd for few
days where the system was steady and finally,the plant rates
were raised to a maximum of
860-865 mtpd.
At about 860 mtpd carryover of aMDEA
solution was experienced from the CO2 stripperinto the top
reflux drum and then into the urea
plant. It was brought under control by dosingantifoam.
Initially, it was necessary to dose
antifoam almost every 2 hours. The systemstrength was about 38%
and it was brought up
to 40% by adding more aMDEA. We then
started isolating the side stream filter during thedosing of
antifoam. Both these conditions
helped us to reduce foaming.
Overall, the aMDEA system has been fairly
steady except for the need to dose slightly more
antifoam than was originally anticipated.Overall, there are more
benefits than originally
envisaged from this change to aMDEA, such
as reduced solvent circulation rates, lowerregeneration heat
load and reduced heat
rejection to cooling tower.
N2blanketing system
A new nitrogen blanketing system (Figure 10)was installed on
aMDEAsolution storage tank,
as it was not there on the original SulfinolSM
solution tank. As part of this, a pressure
regulator in the N2 supply line, a pressure reliefcoupled with
vacuum breaker and a rupture disc
in the old tank vent line were installed (Figure10). The anchor
plates of the tank foundation
were reinforced with additional supports andthis has helped to
improve tank safety and
integrity.
Operating procedures were also modified toensure that, during
plant outages, only lean
aMDEAis transferred to the storage tank after
regeneration of solution.
Summary
SulfinolSM conversion to aMDEA was a
successful project that helped to reduce
operating costs of the Gibson Islandammonia plant.
Significant energy savings were achieved bynot using the 2 bar
(30psig) steam auxiliaryreboiler (E678), and by complete
isolation
of the old SulfinolSM reclaimer system that
consisted of a steam reboiler, condenser andsludge handling
system.
Handling of heavy metals such as arsenicbased corrosion
inhibitors have been
discontinued with aMDEA, as the system
no longer requires a corrosion inhibitor.
The water make up to the CO2 removalsection was reduced from 2
Tonnes/hr to
0.75 Tonnes/hr.
292007 AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
6/12
The previous very frequent manual handling
of chemical drums is no longer required.
The aMDEA
makeup requirements are
quite negligible in comparison to the
SulfinolSM
system. The aMDEA
solvent circulation rates were
reduced by about 25% v/s SulfinolSM
and
hence, there are energy savings from
reduced heat load on the cooling tower and
also from the lean solvent pumps.
The CO2 removal system with aMDEA
will allow us to operate the plant as high as
900 mtpd provided we dont have any other
constraints in the plant. This will be a
significant benefit for the long-term
operation of the plant.
A systematic approach to process design,risk assessments, design
reviews, hazop
study, shutdown plans for the installation of
new internals in the CO2 stripper, reference
plant visits, operator training, pre-
commissioning and commissioning of the
new system has paid off well. There were nomajor hiccups after
change over of the
solvent.
Authors Acknowledgment
The authors acknowledge the support providedby Agrium Kenai
Nitrogen Operations (Bill
Switzer etal), Alaska for having shared their
experience in converting SulfinolSM
to
aMDEA
.
Also thanks is given to Yaso Vesely and Terry
Moses of Sulzer, Govind Mudaliar of Orica, GI
ammonia plant operations, the maintenance,
project engineering and laboratory teams, and
GI 2007 Shutdown team, who were involved inthe successful
completion of this project from
conceptual stage to commissioning.
Table 1. Physical properties SulfinolSM
v/s aMDEA
SulfinolSM
aMDEA
pH: 10.7 10.1
Density, gm/ml 1.064 1.055
Viscosity, cP 92 6.4
Boiling point
of water free amine
mixture, C (oF) 285 (545) 247 (477)
Combustible No NoFlammable No No
30 2007AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
7/12
Table 2. Operating conditions SulfinolSM
v/s aMDEA
SulfinolSM
aMDEA
Production mtpd 820 860Lean solvent
Circulation flow, 705 535Tonnes/hr
Lbs per hour x 1000 1,554.5 1,179.6
CO2 stripper, D601Overhead temp, C (F) 87 (188) 77 (170)
CO2 slip ppm, D602 200 130
CO2 stripper, D601 5.5 2
Reflux flow, Tonnes/hr
Water make up to 2 0.75aMDEA
system,
Tonnes/hr
Regeneration heat load 121 (114) 92 (87)GJ/hr (BTU/hr)
312007 AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
8/12
Figure 1: Flow sheet of CO2 removal system
Figure 2. New structured packing and locating grid
Feedgas
Treated Gas
AbsorberC1
Lean SolutionCooler
E-605 A/B
Make-Up
Water
Lean SolutionPump
Acid Off-Gas
StripperC9
CondenserE-606
Reboiler
E-602 A/B E-678
Solvent/SolventHeat Exchanger
E-604 A/B
Flash Gas
hp flashC4
E-604 C/D/E/F
32 2007AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
9/12
Figure 3. New flash gallery
Figure 4. New liquid distributor in CO2 stripper
332007 AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
10/12
Figure 5. New support grid for packing in stripper
Figure 6. Wash tray on top of CO2 stripper
34 2007AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
11/12
Figure 7. New stiffening plates on the bottom of wash trays
Figure 8. Scale build up on old bubble caps from old trays
352007 AMMONIA TECHNICAL MANUAL
-
7/24/2019 Conversion of SulfinolSM to BASFs aMDEA
12/12
Figure 9. Bubble caps after sand blasting
Figure 10. Nitrogen blanketing system for aMDEAstorage tank
36 2007AMMONIA TECHNICAL MANUAL