Embed Size (px)
Citation preview

Rubber & Plastics News ● August 6, 2012 15www.rubbernews.com
Executive summaryA new compounding approach is needed to make good hoses at lower prices.
Use of cost-effective plasticizers is an effective way of reducing cost. In this study, we have presented the effects of some cost-effective substitu-
tions for plasticizers on physical as well as extruded properties. The outline of our work is as follows:1. EPDM: Part and full substitution of original process oil with refined oil was
studied in a) 41 percent RHC formulation and b) 29 percent RHC formulation.2. NBR & NBR-PVC: Substitution of DOP and TP95 with CNSL and CNSL
+ MRX mixture in fuel hose compounds were presented.3. CSM: Studied effects of five plasticizers: DOP, DOA, CNSL, re-refined oil
and MRX.In the case of the EPDM compound of 41 percent RHC, even 100 percent sub-
stitution of paraffinic refined oil by re-refined oil resulted in almost equal phys-ical properties. Moreover, both rate of extrusion and die swelling were observedas slightly lower with re-refined oil.
Product test reports, such as heat aging, coolant aging, oil swelling and low-temp properties (-40°C), of both oils were almost the same.
When 82 phr paraffinic oil in a low-cost EPDM compound (29 percent) wasgradually replaced by re-refined oil, the ML had reduced, but (Mh-ML), i.e.crosslink density, remained the same.
While tensile strengths (heat, coolant & ASTM#I oil aged) remained similar,all elongations of re-refined oil compounds were higher.
The addition of 11 phr MRX resulted in lower original and aged tensilestrength with higher scorch time with better extrusion finish.
In an earlier study1, the author presented CNSL substitution (CAS No-8007-24-7) in fuel resistant NBR-hose compound.
The substitution of DOP and TP95 by CNSL resulted in slightly lower (~10percent) tensile strength (both initial and fuel-aged), but higher elongations,and higher volume swelling in fuels. Increasing accelerator by ~10 percent im-proved compression set and fuel-aged properties.
One interesting observation was the positive volume swell in ASTM No. 1and No. 3 oils with good oil aged properties.
In CSM cover compounds, part or full substitution with refined oil resulted insignificantly lower Mh and considerable under-curing of the compound.
On the other hand, tensile strength and compression set properties wereequal when CNSL was used to substitute DOP.
Heat aging results were also the same. But volume swelling in ASTM oilswas higher and consequently the hardness was lower.
With solo CNSL compound, extrusion speed was lower, possibly because ofhigher mooney viscosity. It also resulted in cure bits and abnormal high headpressure. In CSM, the best results were obtained with DOA.
Eventually, in all these substitutions, some cost reduction was achieved.Many such alternate plasticizers can be studied and cost reductions can be im-plemented.
Cost-effective plasticizers in hose manufacturingBy P.S. Bhattacharya
Bony Polymers Pvt. Ltd.
A new growing trend is the use of re-newable raw materials in rubber com-pounding.
This “green” concept is driven not onlyby the environmental concerns, but alsoby reduced cost structure of renewed
raw materials. For example, 65-70 percent lube oils
are generated as waste, resulting envi-ronmental hazard if not recycled andbrought back to use.
Earlier some studies1 in its use asprocess oil in rubber mats had been re-ported.
Here, we report our studies on thecost reduction of extruded products byuse of:
TECHNICAL NOTEBOOKEdited by Harold Herzlichh
See Hose, page 16
RPN20120806P015.qxp 8/1/2012 4:21 PM Page 1

16 Rubber & Plastics News ● August 6, 2012 www.rubbernews.com
Portage Celebrates 10 Years!2002 - 2012
There’s no better way to celebrate than
to GROW the business!
For our 10th Anniversary, we’ve added a
NEW Custom Internal Mixing Line to serve YOU!
• Quality • Integrity • Flexibility
Consider Portage for all of your Custom Mixing needs.
Please call 330.296.6327 or visit www.pppmixing.com.
PPPINC.
PortagePrecisionPolymersCertified to ISO 9001:2008
i) vacuum re-refined oil on EPDMheater hose (RHC 41 percent) and radia-tor hose compound (RHC 29 percent);
ii) cashew nut shell oil (CNSL)(CASNo.8007-24-7) in NBR and NBR-PVCfuel resistant compounds; and
iii) effects of using both CNSL and re-refined oil in CSM cover compound.
Plasticization of polymers changesboth technological and processing prop-erties of polymers.
Many theories were presented to ex-plain the physical effects of plasticizeron polymer matrix.1,2,3,4
However, in short, plasticizers areable to dissolve the polymer (or, induceswelling) while not entering into chemi-cal reaction with it, i.e. they form a ho-mogenous system.
So compatibility and solubility are im-portant factors. Some study results werepresented from the author’s earlier pub-lication.5,6
ExperimentalRegular factory formulations were
used. All materials were pre-approved as
per raw material specification of the fac-tory.
Master batches were made in a 75-liter dispersion Kneader as per standardwork procedure of that particular com-
pound. But no plasticizer was added in the
master batch. Different portions of the master batch
were weighed, and the plasticizers weremixed in them on a 16”×42” mixing mill.
Accelerators were added on next day.All tests were done as per ASTM proce-dures.
Extrusion studies were done on select-ed compounds using cold feed factory ex-truders.
Die swell, rate of extrusion, visual fin-ish and head pressure were noted.Hoses were vulcanized in direct steamautoclaves.
The cure time was 30 minutes afterthe steam pressure was achieved.
Final hoses were subjected to finalproduct tests.
All results were recorded and reportedwith comparative chart.
Results and discussionThe study on EPDM was carried with
two types of formulations: a) A polymerrich heater hose formulation of 41 per-cent RHC and b) highly loaded radiator
hose formulation having 29 percentRHC.
The results of heater hose formulationwith 41 percent RHC were presented inFigs. 1-4.
It was observed that tensile strength,compression set and hardness remainedunchanged during replacement of paraf-finic oil with re-refined oil.
Though aged tensile strengths re-mained the same (Fig. 2), aged elonga-tions were higher (Fig. 3).
Extrusion results (Fig. 4) indicatedFig. 1. Effect of plasticizers on Rheometer properties in EPDM hose (41 percentRHC).
Fig. 2. Effect of plasticizers on tensile strength in EPDM hose (41 percent RHC).
Fig. 3. Effect of plasticizers on elongation properties of EPDM hose (41 percentRHC).
Fig. 4. Effect of plasticizers on extrusion properties of EPDM hose (41 percentRHC).
Table I. Effect of plasticizers on physical properties of EPDM hose (29 percent).
HoseContinued from page 15
Technical
RPN20120806P016.qxp 8/1/2012 4:18 PM Page 1
Rubber & Plastics News ● August 6, 2012 17www.rubbernews.com
The Heat Is On!
MagneticallyQuick Clamp
YourHOT Molds
Hilma’s unique M-TECS magneticclamping system for rubber andduraplastics processing providesthese benefits:
• Clamps up to 230°C (450°F)
• Allows hands free clamp andunclamp of hot molds, with thepress of a button, greatlyreducing mold change time
• Long pole technology provideshigher clamp forces for smallermolds
• Multiple safety features arestandard, low maintenance
• Custom designed for new orexisting horizontal or verticalpresses
Ellisville, MO 63021(636) 386-8022
Email: [email protected]
www.clrh.com
equal die swelling and higher extrusionrate with re-refined oil.
Heat, coolant, and low-temperatureaging (-40°C) results of products were
found equal.As most of the EPDM compounds are
heavily loaded, it would be interesting toobserve the results presented in Table I
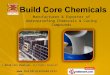
and Fig. 5, where 82 phr paraffinic oilwas gradually replaced (partially andtotally) by re-refined oil.
Hardness and tensile strengths (heat,coolant or ASTM#I oil) remained equal,but all elongations were higher in re-re-fined oil compounds (B and C).
In rheological studies on acceleratedcompounds, we observed a slight drop inboth Ml (~10 percent), and Mh in both(B) and (C).
However, (Mh-Ml), Ts2 and T90 re-mained almost same.
Interestingly, use of 11 phr MRX inplace of oils (D), reduced the tensilestrength (both initial and aged), but in-
creased elongations and Ts2 substantially.The extrusion results and the product
test reports were presented in Table II. The rate of extrusion, die swell and
finishing of extruded hose were best inMRX blended compound (D), followed by(C), 82phr re-refined oil.
The physical properties of (A) and (B)were almost the same.
NBRDi-Octyl Phalate, the most widely
used plasticizer in NBR, is now onREACH’s negative list.
The widely used ester plasticizers(such as TP 95) are very costly.
In this background, we considered itworthwhile to study 5,6 the effects of sub-stituting both DOP and TP 95 with a lowcost plasticizer, cashew nut shell oil, in atypical NBR formulation to meet inter-national fuel hose standard JAE S-30.
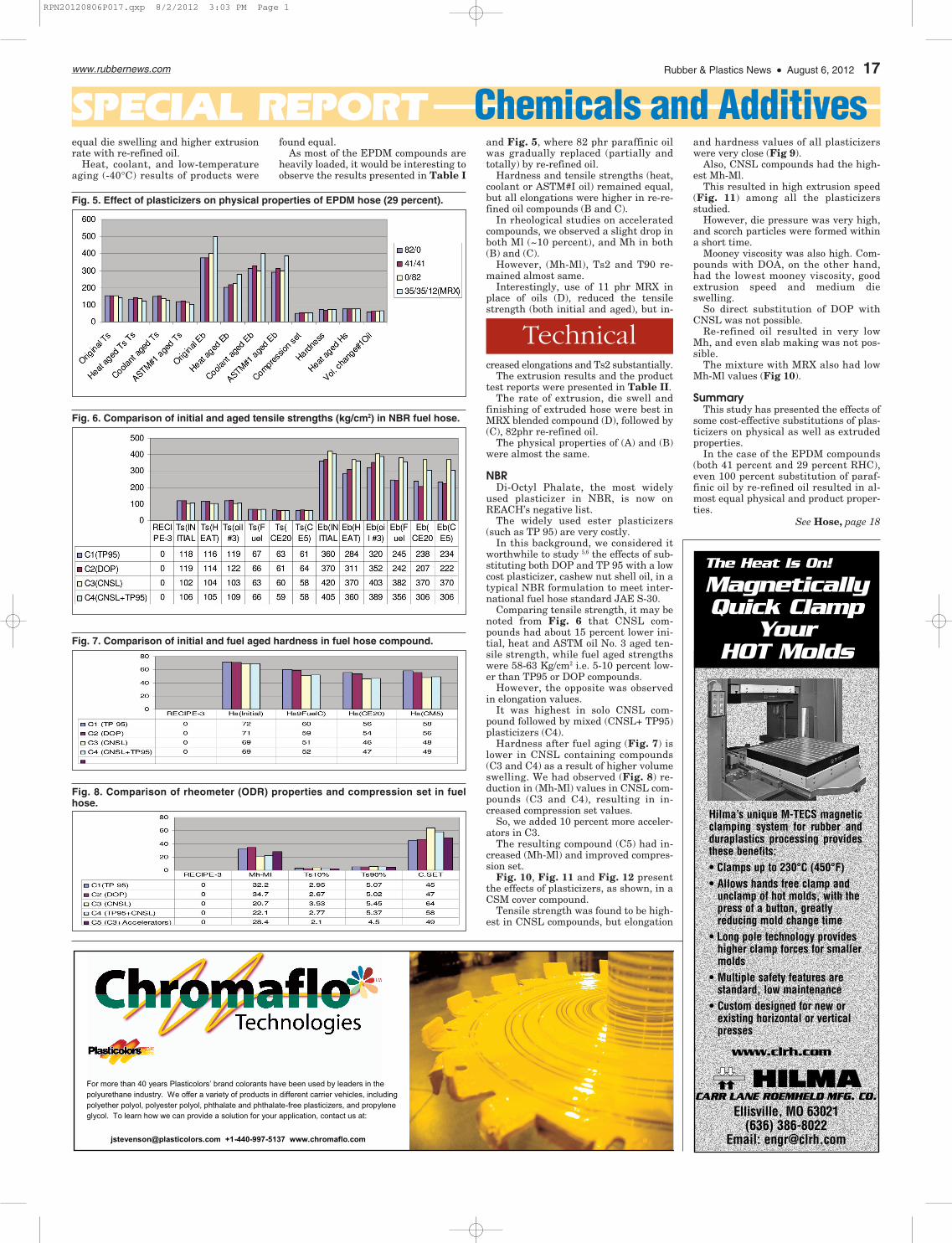
Comparing tensile strength, it may benoted from Fig. 6 that CNSL com-pounds had about 15 percent lower ini-tial, heat and ASTM oil No. 3 aged ten-sile strength, while fuel aged strengthswere 58-63 Kg/cm2 i.e. 5-10 percent low-er than TP95 or DOP compounds.
However, the opposite was observedin elongation values.
It was highest in solo CNSL com-pound followed by mixed (CNSL+ TP95)plasticizers (C4).
Hardness after fuel aging (Fig. 7) islower in CNSL containing compounds(C3 and C4) as a result of higher volumeswelling. We had observed (Fig. 8) re-duction in (Mh-Ml) values in CNSL com-pounds (C3 and C4), resulting in in-creased compression set values.
So, we added 10 percent more acceler-ators in C3.
The resulting compound (C5) had in-creased (Mh-Ml) and improved compres-sion set.
Fig. 10, Fig. 11 and Fig. 12 presentthe effects of plasticizers, as shown, in aCSM cover compound.
Tensile strength was found to be high-est in CNSL compounds, but elongation
and hardness values of all plasticizerswere very close (Fig 9).
Also, CNSL compounds had the high-est Mh-Ml.
This resulted in high extrusion speed(Fig. 11) among all the plasticizersstudied.
However, die pressure was very high,and scorch particles were formed withina short time.
Mooney viscosity was also high. Com-pounds with DOA, on the other hand,had the lowest mooney viscosity, goodextrusion speed and medium dieswelling.
So direct substitution of DOP withCNSL was not possible.
Re-refined oil resulted in very lowMh, and even slab making was not pos-sible.
The mixture with MRX also had lowMh-Ml values (Fig 10).
SummaryThis study has presented the effects of
some cost-effective substitutions of plas-ticizers on physical as well as extrudedproperties.
In the case of the EPDM compounds(both 41 percent and 29 percent RHC),even 100 percent substitution of paraf-finic oil by re-refined oil resulted in al-most equal physical and product proper-ties.
Fig. 8. Comparison of rheometer (ODR) properties and compression set in fuelhose.
Fig. 7. Comparison of initial and fuel aged hardness in fuel hose compound.
Fig. 5. Effect of plasticizers on physical properties of EPDM hose (29 percent).
Fig. 6. Comparison of initial and aged tensile strengths (kg/cm2) in NBR fuel hose.
Technical
See Hose, page 18
RPN20120806P017.qxp 8/2/2012 3:03 PM Page 1

18 Rubber & Plastics News ● August 6, 2012 www.rubbernews.com
Moreover both rate of extrusion anddie swelling had slightly improved withre-refined oil.
Product test report, such as, heat ag-ing, coolant aging, oil swelling and low-temperature properties (-40°C) of bothoils were almost the same. Substitutionof both DOP and TP95 with CNSL wasstudied in an NBR fuel hose compound.
Though tensile properties were slight-ly lower, the elongation and volumechange in ASTM No. 1 and No. 3 oils
were superior. Fuel-aged propertieswere also very near.
Low-temperature resistance proper-ties, tested on products, were equal.
In a CSM cover compound, substitu-tion of DOP with CNSL had resulted inhigher tensile strengths, equal hard-
ness, elongation, ASTM oil swelling, lowtemperature and ozone properties.
Extrusion, however, was not success-ful because of high head pressure andscorching.
DOA was found a better substitutewith lower mooney viscosity, equalspeed and low head pressure. Morestudies were needed.
Eventually, in all these substitutions,some cost reduction was achieved. Manysuch alternate plasticizers can be stud-ied and cost reductions can be imple-mented.
References1. J.D. Bernol, “General Introduction, Swelling andShrinking,” A general discussion held at the RoyalInstitution, The Faraday Society, London, 1946,pgs. 1-5.2. A.K. Doolittle, “Mechanism of Plasticization,” inPlasticizer Technology, Paul F. Bruins, Ed., Rein-hold, New York, 1965, Ch 1.3. S.S. Kurtz, J. S. Sweeney and W.J. Stout, “Plasti-cizers for Rubber and Related Polymers,” in Plasti-cizer Technology, Paul F. Bruins, Ed., Reinhold,New York, 1965, Ch 2.4. J.L. O’Brien, “Plasticizers,” in Modern PlasticsEncyclopedia, McGraw Hill, New York, 1988, p.168.5. Ratan Singh and P.S. Bhattacharya, RubberWorld, April 2011.
Products
HoseContinued from page 17
Technical
Fig. 9. Effect of plasticizers on CSM cover compound.
Fig. 10. Effect of plasticizer on Hypalon cover compound.
Fig. 11. Effect of plasticizers on extrusion properties of CSM cover.
The authorP.S. Bhattacharya has worked
in the industry for about 25 years.Bhattacharya is a consultant inrubber compounds with BonyPolymers Pvt. Ltd. in Faridabad,India, as technical director.
Huron says mold releaseagent leaves less build-up
Huron Technologies Inc. is offeringRelease Coating 7882 for flexible foamapplications, such as tractor and off-road vehicle seating.
This water-based release agent wasspecifically formulated for MDI seatingfoam, Huron Technologies said.
Huron said the coating leaves lessbuildup, extending the time betweenmold cleanings and lengthening the timemolds remain in production.
The residue left by the coating is easi-er to clean from molds when cleaning isrequired, and does not require extrastrength cleaning methods, the companysaid.
Wacker releases silicone for food, baby care and auto
Wacker Chemie A.G. said its new Elas-tosil silicone is ideal for food, leisure,baby care and automotive products.
Elastosil LR 3040 is a fast-curing sili-cone rubber, suited for food contact ap-plications and for the notch-resistant sil-icone components, such as baby care andleisure products, according to Wacker.
Wacker also is touting its flame retar-dant liquid silicone rubber grades Elas-tosil LR 3011/50 FR and Elastosil LR
3170/40 as well as the low friction LSRElastosil LR 3065 for connector seals inautomotive electric and electronic appli-cations.
Elastosil LR 3040 features higher re-activity and thus shortens production cy-cles significantly at the same mold tem-perature, compared with standard liquidsilicone rubbers, according to Wacker.
Elastosil LR 3011/50 FR and ElastosilLR 3170/40 meet the top V-0 flammabili-ty rating according to the U.S. Underwrit-ers Laboratories test standard UL 94, andboth exhibit considerably less abrasivebehavior during injection molding.
Molded parts made with Elastosil LR3065 are ideal for automated assemblybecause of their low-friction surface im-mediately after production, Wacker said.
Visit www.wacker.com for more infor-mation.
Momentive SilTrust line for solar modules expands
Momentive Performance MaterialsInc. expanded its SilTrust solutions forsolar module manufacturers.
SilTrust TSE3822-W adhesive sealantis a one-component, oxime-cure siliconeadhesive sealant that cures into elasticrubber at room temperature with expo-sure to moisture in the air.
It has excellent adhesion to most ma-terials used in the photovoltaic industry,
including aluminum frames, back sheetsand glass, without the need for primers,according to the company.
SilTrust TSE3667 potting material is atwo-component, condensation-cure sili-cone rubber developed for electric potting.
It cures at room temperature to form anelastic flame-retardant rubber that ad-heres to materials, including most metals,plastics, glass and ceramics, without theuse of primers, Momentive said.
For details visit www.momentive.com.
Emerald earns NSF HX-1listing for antioxidants
Two antioxidants from Emerald Poly-mer Additives, a division of EmeraldPerformance Materials L.L.C., have re-ceived the NSF HX-1 listing which al-lows for their use as ingredients in lu-bricants with incidental food contact.
Good-Rite 3131 is formulated to pre-vent discoloration/scorch by providingthermo-oxidative stabilization of oils, lu-bricants, polyols, elastomers and adhe-sives, Emerald said.
Good-Rite 3128 features high nitrogencontent and low ash and is ideal for usein a variety of lubricant and grease ap-plications in engines, compressors,gears, hydraulics and turbines, accord-ing to the company.
For more information, visit www.emer-aldmaterials.com.
RPN20120806P018.qxp 8/2/2012 2:58 PM Page 1