Embed Size (px)
Citation preview

Master Semester Project
Cost evaluation of large scale hydrogenproduction for the aviation industry
Paul Stadler
Supervisors:Priscilla CaliandroClaudio LeonardiDr. Jan Van Herle
January 9, 2014
AbstractThe Clip-Air is novel aircraft concept which is based on a single wing design and multiple
passenger and/or cargo vessels. In order to face both economical and environmental issues,the airplane is considered to fly on liquid hydrogen (LH2). The aim of this study is to assessthe daily fuel requirement of a small Clip-Air fleet and to select the most suited solution forits generation. A production plant is finally designed in order to evaluate the different costsrelated to the cryogenic fuel preparation. Since no greenhouse gases should be released duringthe entire cycle, solely conversion methods using renewable energy sources are considered inthis paper.

TABLE OF CONTENTS
Table of contents
1 Introduction 2
2 Fuel assessment 42.1 Scenario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.2 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3 Production technologies 83.1 Fossil fuels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.2 Renewable energies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.3 Technology selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4 H2 Production plant design 184.1 Copper-chloride cycle step number . . . . . . . . . . . . . . . . . . . . . . . . . . 184.2 Four-step copper-chloride cycle . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184.3 Complementary utilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 224.4 Energy requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234.5 Production plant cost . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294.6 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
5 Power supply plant design 335.1 Localization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335.2 Solar irradiation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335.3 Plant setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355.4 Cost evaluation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
6 Delivery costs 436.1 Delivery methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 436.2 Methods selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 446.3 Delivery cost assessment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 456.4 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
7 Conclusion 477.1 Hydrogen cost . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 477.2 Further work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
8 References 49
List of Figures 51
List of Tables 52
Appendix A Fuel assessment iA.1 A320 fuel consumption sheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . i
Appendix B Power plant design iiB.1 Capital cost reference values . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ii
1

1 INTRODUCTION
1 Introduction
Since its beginning in the last half century, commercial air travel has continuously grown allover the globe, developing itself into a safe, comfortable and fast type of transportation. Theeconomic liberalization of the airline industry which has gradually spread through all countriessince the 1980s, has generated an aggressive market with low entry barriers and an extremelyhigh level of competition. The resulting drop in airfares enabled some companies to target awider range of customers, making air travel more accessible for the general public. The followingdemocratization has led to a further strong increase of demand, making air travel one of themost popular means of transportation existing.
Nevertheless, regarding today’s environmental issues, the aviation industry is constrained toreact; increasing political and economical pressure has pushed companies to produce more andmore fuel-efficient planes. Recent designs such as the Boeing 787 Dreamliner or the Airbus 350have shown the improvements feasible by introducing composite materials in most parts of thefuselage and wings.
Nevertheless, these innovative improvements are considered to be insufficient for agenciessuch as NASA and the Advisory Council for Aeronautic Research in Europe (ACARE). Indeed,recent forecasts from the International Air Transport Association (IATA) showed that the futuregrowth in air travel traffic is going to skyrocket1 and therefore, despite the latest efficiencyimprovements, leading to an overall increase of fuel demand. For these ecological and economicalreasons, ACARE has targeted the following objectives for the year 20202 :
• Lower CO2 emissions by 50 %• Lower NOx emissions by 80 %• Increase transport capacity• Increase aircraft safety design• Reduce airline noise pollution by 50 %
Regarding these objectives, the novel aircraft concept Clip-Air has been designed. Unliketraditional airplane designs, it is composed of a single wing under which up to three capsulescan be attached. Due to the lower drag of the wing shape and the high modularity resultingfrom its unique sizing system, significant fuel savings can been made by operating such type ofairplane. Indeed, the aircraft capacity can be instantaneously modified by removing or addinga passenger/cargo capsule just before the flight.
Figure 1.1: The Clip-Air aircraft
1http://www.iata.org/pressroom/pr/pages/2012-12-06-01.aspx2http://infoscience.epfl.ch/record/152404/files/Bilge_AGIFORS_2010.pdf
2

1 INTRODUCTION
In order to further reduce the production of toxic exhaust gases, the Clip-Air project isstudying the feasibility of using liquid hydrogen (LH2) as a substitute to the current Jet-Afuel. Since hydrogen is an unstable element, it still presents strong challenges for many ofits production steps, its transportation and storage. This report reviews the different existingtechnologies for hydrogen generation and tries to give a preliminary cost evaluation for a specificchosen case, when used in the airline industry.
3

2 FUEL ASSESSMENT
2 Fuel assessment
The objective of this paper is to evaluate the costs of hydrogen production for commercialair travel use. Instead of analyzing various existing technologies and processes for hydrogengeneration, a particular scenario and the related fuel consumption has been defined in order toselected the most suitable solution. The aim of this chapter is to assess the daily amount ofliquid hydrogen (LH2) required for a given Clip-Air fleet size and a specific type of operation.
2.1 Scenario
In order to predict the social and economical impact of the Clip-Air concept in the airlineindustry, several scenarios have been developed. Specific simulations made by Atasoy et al. [1]have shown the different types of performances achievable through the Clip-Air system. Byvarying parameters such as the network type, fleet and plane sizes, the study brought to lightsignificant advantages and drawbacks of this novel aircraft concept.
As the Clip-Air plane does not exist yet, major assumption concerning the operating costs(fuel consumption, crew cost, airport and air navigation charges) have been made by consideringsimilarities of an A320 since their fuselages are almost identical. By using the weight differencebetween each Clip-Air configuration and the respective capacity of A320, the proportional fuelconsumption increase/decrease can be defined. As presented in Table 2.1, Clip-Air is lighterthan the respective number of A320 planes when flying with three capsules but heavier when itis flying with less capacity. Similarly to the fuel consumption approximation, the navigation andcrew charges were determined by using analogies with existing cost functions, although they arenot relevant for this study.
Table 2.1: Clip-Air and A320 specific weight [1]
Clip-Air A320
Total seat capacity [-] 450 150Turbofans [-] 3 2Maximum takeoff 1 plane/capsule 139 (+78%) 78weight [mt] 2 planes/capsules 173.5 (+11%) 156
3 planes/capsules 208 (-11%) 234
2.1.1 Data extrapolation
The fuel utilization of a standard A320-100/200 is assessed by using a classical Jet-A consump-tion sheet (Appendix A.1). By selecting significant operation parameters like flight distance,wind speed and landing weight, the required fuel amount can be defined through the differentcurves. Nevertheless, due to the narrow ranges of significant parameters, the application of theseconsumption graphs is quite limited. Indeed, the flight distance is bounded between 1600 and2900 nmi (2963 and 5370 km respectively) whereas the average value in Europe is about 1200nmi [9]. Hence, an extrapolation of the existing consumption curve must be performed in orderto include shorter journeys into the fuel assessment.
In order to approach the lower consumption area, a polynomial function is generated byusing a non-linear least-square fit of the available data. The resulting curve is represented inFigure 2.1, the initial lower bound (gray line) being decreased to 500 nmi. Considering themagnitude of the mean of squared error (Table 2.2), the approximate graph can be validatedfor the desired domain.
4

2 FUEL ASSESSMENT
Figure 2.1: A320-100/200 fuel consumption (FC) graph fitting for the respective flight distance (FD)assuming a landing weight of 57 [mt]
Table 2.2: Fitted function properties
Error analysis
Degrees of freedom 6Sum of squared residuals 4207.46Mean of squared error 701.343
2.1.2 Flight assessment
The A320-100/200 fuel consumption being evaluated, the respective Clip-Air Jet-A utilizationcan be defined by using the relative weight difference between both aircrafts. Since this studyis only considering the European air transport market, the related average flight distance, i.e.1200 nmi (≈1930 km), is selected as a reference value for medium-haul flights. Furthermore,a short-haul flight is defined in order to include domestic and small transnational flights. Therespective length is set to 600 nmi (≈965 km), half of a medium-haul flight. Table 2.3 presentsthe resulting fuel consumption data for each Clip-Air configuration and the respective A320-100/200 seat capacity.
Table 2.3: Fuel consumption of Clip-Air and A320-100/200
Short-haul flight Medium-haul flightA320-100/200 Clip-Air A320-100/200 Clip-Air
Fuel Jet-A 4350 7740 7030 12510 1 plane/capsuleconsumption [kg] 8700 9660 14060 15610 2 planes/capsules
13050 11610 21090 18770 3 planes/capsules
2.1.3 Network type
Since the reference flight distances have been determined, a network structure is selected basedon previous simulation results. Indeed, the Atasoy et al. study [1] compared three different
5

2 FUEL ASSESSMENT
operation types and the resulting economical impact generated by the utilization of a Clip-Air fleet. The peer-to-peer network showed itself to be the most suitable solution in terms ofrevenues, transported passengers and aircraft usage. In this type of network, the airports areconnected pairwise which enables to change the number of capsules after each flight and hence,a more efficient capacity management. Consequently, a profit increase of 4.1% was achieved bycarrying 2.8% more customers with 21.3% less seat capacity.
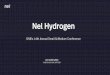
Figure 2.2: Short-haul and medium-haul flight ranges from LSGG
In light of these results, a fleet of five Clip-Air wings operating under a similar networkscheme is considered in this study (Table 2.4). The number of daily destinations is set to10 which corresponds to two return flights, one short-haul and one medium-haul, per aircraftrespectively. Since the airline hub is the Geneva International Airport (LSGG), the selected flightrange enables thus to target most of the Western European cities which are highly popular andprofitable (Figure 2.2). Furthermore, in order to assess the maximum fuel requirements, eachwing is assumed to fly with full seat capacity (i.e. with three capsules) although the demandvaries strongly during the day and between destinations.
Table 2.4: Scenario characteristics
Fleet properties
Number of Clip-air wings [-] 5Number of destinations [day−1] 10
Consumption [mt day−1]
Sum of short-haul return flights [day−1] 5 116.1Sum of medium-haul return flights [day−1] 5 187.7Total Jet-A [day−1] 10 303.8
6

2 FUEL ASSESSMENT
2.1.4 Hydrogen assessment
In order to determine the daily utilization of LH2, an energy balance is performed by using thedefined Jet-A requirements for the given scenario (Table 2.4). Hence, the turbofan engines areassumed to consume the same amount of energy for both fuels although this hypothesis mightbe pretty disputable [12]. Indeed, the performance analogy between cryogenic fuel and standardkerosene combustion jet engines has never been validated. Moreover, the lower density of liquidhydrogen leads to lower total aircraft weight and thus, influences the consumption assessment.However, due to lack of time and information, this assumption is constant throughout the study.The fuel proprieties and hydrogen assessment are presented in Table 2.5.
Table 2.5: Hydrogen assessment
Fuel properties [12]Jet-A LH2
Specific density ρ at boiling point [kg/m3] 790-808 71Specific energy a [MJ/kg] 43.2 120
Fuel consumption Jet-A LH2
Short-haul return flights [mt day−1] 116.1 41.8Medium-haul return flights [mt day−1] 187.7 67.6Total weight [mt day−1] 303.8 109.4Total volume [m3 day−1] 380.2 1540.8Total energy [MWh day−1] 3646
2.2 Conclusion
This chapter presented the different elements and assumptions considered throughout the sce-nario elaboration. Based on various economical simulations, specific parameters such as networktype, operation strategy and fleet size were selected. Consequently, the daily utilization of liquidhydrogen for the resulting model amounts to 109.4 mt. A 10% margin is added to this value inorder to take in account losses due to leakage, transportation and boil-off, hence leading to atotal requirement of 120 mt day−1 (4000 MWh day−1).
7

3 PRODUCTION TECHNOLOGIES
3 Production technologies
Since hydrogen is an extremely abundant element, various feedstocks can be used for its gen-eration. Nowadays, it is mostly generated by using processes involving fossil fuels such as coaland natural gas. Nevertheless, considering both the ecological impact trough greenhouse gasesand the limited amount of available resources, the present production paths are highly unsus-tainable. Consequently, alternative technologies and processes using renewable energy sourcesmust be considered in order to adress both economical and environmental issues.
3.1 Fossil fuels
Presently, most hydrogen is produced by using fossil fuels such as natural gas, coal and otherhydrocarbon fuels. The chemical processes required for hydrogen generation form these feed-stocks are highly developed and well-known today. Due to the mature technology and the strongmarket position of fossil fuel based hydrogen production, the resulting costs are extremely lowrelative to other sources.
3.1.1 Natural gas
In order to convert natural gas (NG) to hydrogen, several different chemical processes can beused [25] such as:
• Steam reforming• Partial oxidation• Autothermal reforming
In steam reforming, methane is combined in an endothermic process with steam in order togenerate a synthetic gas which is largely composed of carbon monoxide and hydrogen (3.1). Theheat required for the methane-steam reaction is often supplied through combustion of some ofthe available natural gas. Finally, the CO present in the syngas is further converted to carbondioxide and hydrogen by using the CO shift reaction (3.2).
CH4 + H2O −−→ CO + 3 H2 (3.1)
CO + H2O −−→ CO2 + H2 (3.2)
Partial oxidation is an exothermic process where methane is partially combusted in a reformer,generating a differently composed synthesis gas. Again, the carbon monoxide is further convertedto CO2 and H2 by using (3.2).
CH4 + 12 O2 −−→ CO + 2 H2 (3.3)
The last conversion method, autothermal reforming, is a combination of steam reforming andpartial oxidation. The complete process is exothermic and hence do not require any externalheat source. The efficiency of the whole process is nevertheless lower since the produced gases(especially the H2) need purifying and thus, involves higher costs [25].
Cost Since methane steam reforming and partial methane oxidation are well-developed pro-cesses, the cost of hydrogen production is highly depend on the cost of natural gas. The followingequation proposed by [26] presents this relationship as follows:
H2[$/kg] = 0.286×NG price[$/MMBtu] + 0.15 (3.4)
Given the NG price of 13.2$/MMBtu (45$/MWh) for 2013 in Switzerland [29], the hydrogenproduction cost reaches 3.93$/kg.
8

3 PRODUCTION TECHNOLOGIES
3.1.2 Coal
Coal can be converted into hydrogen by a variety of endothermic gasification processes; fixedbed, fluidized bed and entrained flow (Figure 3.1). The selection of the appropriated technologydepends on various parameters like the reactor size, the desired gas utilization and quality.Large scale applications such as an IGCC (Integrated Gasification Combined Cycle) power plantrequire a high and stable conversion rate and hence, fluidized bed or entrained flow gasifiersare the most suitable solutions. Furthermore, entrained flow gasification, compared to fixedand fluidized bed gasification, takes place at temperatures above the ash fusion point [24] andconsequently, generates a superior gas quality.
Figure 3.1: Gasification processes for coal [24]
In a typical gasification reaction, the injected fuel and gasification agent are converted into amixture mainly composed of carbon monoxide and hydrogen (3.5). Similarly to steam reforming,the CO can be further processed by using the water-gas shift reaction (3.2) in order to formCO2 and H2.
C + H2O −−→ CO + H2 (3.5)
Cost Hydrogen generation from coal gasification is a mature technology and commerciallyavailable. However, the cost of the different plants varies widely. While sophisticated designssuch as combined cycles (CC) and advanced facilities using solid oxide fuel cells (SOFC) pro-vide the lowest hydrogen cost (especially due to electricity co-production), smaller cycles usingheat recovery steam generators (HRSG) to power the plant require a lower investments costs[3]. In order to reduce greenhouse gas emissions, these plants can be equipped with a carbonsequestration system, increasing further the production costs.
Rutkowski et al. [18] evaluated the hydrogen production cost from coal gasification. In-cluding a sequestration system, the plant investment expenses reach US$ 612.3 millions andproduces 255400 kg/day of hydrogen at a cost of 1.83$/kg.
9

3 PRODUCTION TECHNOLOGIES
3.2 Renewable energies
As the global fossil fuel demand increases, alternatives to the conventional path of hydrogenproduction must be considered in order to face both economical and environmental issues. In-deed, fossil fuel costs are continuously growing while recent technological improvement anddevelopments have decreased the cost of using renewable energy sources. Hence, this sectionpresents and compares the different processes able to use alternative energy sources for hydrogengeneration in order to select the most suitable solution.
3.2.1 Water electrolysis
The electrochemical reaction of water electrolysis (3.6) is a well-established technique whichconsists of splitting water into its single components by using electrical energy. Therefore, if theenergy source produces no carbon compounds for the required power generation, then the entireproduction process is carbon free.
H2O −−→ H2 + 12 O (3.6)
Alkaline electrolysis Alkaline electrolysis is well-developed technology which uses an aqueoussolution (KOH or NaOH) as electrolyte. During the process (Figure 3.2), water at the cathodeconsumes electrons to form hydrogen. Hydroxide ions are migrating through the solution towardsthe anode at which they release electrons and consequently, close the cycle. A diaphragm whichseparates both electrodes and their respective reaction enables to collect the generated gasesafterwards.
The half and overall reactions of the alkaline electrolysis can be written as:
Cathode 2 H2O+ + 2 e− −−→ H2 + 2 OH− (3.7a)
Anode 2 OH− −−→ 12 O2 + H2O + 2 e− (3.7b)
Sum H2O −−→ 12 O2 + H2 (3.7c)
Alkaline electrolysis is a commercially mature technology and globally present on the hydro-gen production market. The high gas production rate, the long stack lifetime and the relativelyhigh efficiency (Table 3.1) make it an interesting candidate for large scale and stationary appli-cations.
OH−
Diaphragm
Anode +Cathode -
H2
2H+
12 O2
Figure 3.2: Operating principle of an alkaline electrolyzer
However, despite these attractive characteristics, some drawbacks are usually associated withalkaline electrolysis [5]. Indeed, the diaphragm is not entirely impermeable to the generated gases
10

3 PRODUCTION TECHNOLOGIES
which highly influences the efficiency of the system since the oxygen will react with the hydrogenpresent at the cathode to form water again. Especially at low operating points, cross-diffusionrepresents a serious safety issue due to the increasing concentration of hydrogen on the anodeside which might reach dangerous levels. A second disadvantage of alkaline electrolysis are thestrong ohmic losses created by the separation membrane and the aqueous electrolytic solution,therefore limiting the current density throughout the stack.
Table 3.1: State of the art for specifications of Alkaline and PEM electrolysis [5]
Alkaline electrolysis PEM electrolysis
Operating temperature [C] 40-90 20-100Current density [mA/cm2] 0.2-0.4 0.6-2.0Cell voltage [V] 1.8-2.4 1.8-2.2Power density [mW/cm2] < 1 < 4.4Voltage efficiency (HHV) [-] 0.62-0.82 0.67-0.82H2 production rate [Nm3/hr] < 760 < 10Lower partial load [-] 0.2-0.4 0-0.1Lifetime stack [hr] < 90,000 < 20,000Lifetime system [y] 20-30 10-20
Polymer electrolyte membrane electrolysis PEM electrolyzer use a solid polymer mem-brane as electrolyte which highly improves the conductivity issues related to the utilization of aliquid electrolyte. During operation (Figure 3.3), the water is decomposed at the anode where itreleases electrons in order to form oxygen and hydrogen ions. After crossing the separation mem-brane, the protons are combined with the supplied electrons to produce the desired hydrogengas which can be easily collected afterwards.
The half and overall reactions of PEM electrolysis can be written as
Cathode 2 H+ + 2 e− −−→ H2 (3.8a)
Anode H2O −−→ 12 O2 + H+ + 2 e− (3.8b)
Sum H2O −−→ 12 O2 + H2 (3.8c)
The positive aspects of PEM electrolysis are mainly related to its solid polymer electrolytetype and thickness [5]. Indeed, compared to alkaline electrolysis, the thin electrolyte providesan excellent proton conductivity and thus, higher achievable current densities which lead to areduction in operating and equipment costs. Furthermore, the low cross-diffusion rate enablesPEM electrolyser to work under a wider range of operating points and to adapt to the actualproduction demand.
However, since the membrane impermeability decreases with pressure, thicker and moreresistant electrolytes are required at higher operating conditions (above 100 bar [5]) whichtherefore increases electrical resistance. Additionally, due to the harsh environment in a PEM,only a few expensive materials can be used for the different cell components, leading to a highersystem cost [5]. With short membrane lifetime and low production capacity (Table 3.1), currentPEM electrolysers are not as developed as alkaline electrolyzers [25] and less attractive for largescale applications.
11

3 PRODUCTION TECHNOLOGIES
H+
Membrane
Anode +Cathode -
H212 O2
H2O
Figure 3.3: Operating principle of a PEM electrolyzer
Solid oxide electrolysis Based on the solid oxide fuel cell principle, solid oxide electrolyzercells (SOEC) operate at high temperature, typically between 973 and 1273 K where the reactionbecomes more reversible [25]. Since the electrical energy required to split water decreases withtemperature (Figure 3.4), part of the heat available for electricity generation can directly be usedby the system. Indeed, the molar Gibbs energy of reaction ∆G falls from 1.23 V at ambientconditions to about 0.96 V at 1123 K [4] which represents a drop of 22%. This important amountof energy can be provided by an available heat source (nuclear, solar, geothermal), avoiding thusa penalizing heat-to-electricity conversion loss
Figure 3.4: Energy of reaction (∆ H, red) and Gibbs energy of reaction (∆ G, gray) in function of thesteam inlet temperature
During the process (Figure 3.5), superheated steam is injected into the cathode side whereit is decomposed into hydrogen and oxide ions. After passing through the electrolyte, generallyyttria-stabilized zirconia [4], the oxide ions release electrons at the anode in order to form oxygen.The half and overall reactions of solid oxide electrolysis can be written as
Cathode H2O + 2 e− −−→ H2 + O2− (3.9a)
Anode O2− −−→ 12 O2 + 2 e− (3.9b)
Sum H2O −−→ 12 O2 + H2 (3.9c)
Since their introduction in the 1980s, solid oxide electrolyzers have gathered much interestaround the world, especially due to their huge potential for hydrogen mass production. Prelim-
12

3 PRODUCTION TECHNOLOGIES
inary lab-scale studies have shown the strong advantages of high temperature water-splitting[5]:
• High efficiency - the electrical-to-hydrogen conversion efficiency can exceed 100% depend-ing on the system operation mode (exothermal, thermoneutral and endothermal) [4]• High pressure operation• No noble materials required
Despite the fact that SOECs are currently available on the market, further research and devel-opment are necessary in order to meet the required performances for sustainable and profitablehydrogen generation. Indeed, issues regarding durability, manufacturing and production costs ofthe different ceramic components still need to be solved [5]. However, considering that the tech-nology is not commercially mature and economies of scale have not been achieved yet, SOECsremain an extremely attractive conversion process in the long term.
O−2
Solid Oxide
Anode +Cathode -
2H2
2H2O
O2
Figure 3.5: Operating principle of a SOEC
13

3 PRODUCTION TECHNOLOGIES
3.2.2 Thermochemical water splitting
Thermochemical water splitting is a thermally driven process which converts water into hydrogen(and oxygen) through different chemical reactions. Since no electrical energy is required, the hightemperature heat source (solar, nuclear) can be directly used for hydrogen generation and hence,improve the overall conversion efficiency of the cycle. Indeed, considering typical electrolyzerand heat-to-electricity efficiency values of 80% and 35% respectively, the conversion heat-to-hydrogen ratio only reaches 28%. Over the last decades, about 200 thermochemical cycles havebeen identified from which three have been the most studied [14]:
• Sulfur - Iodine• Sulfur hybrid• Hybrid copper-chloride
Sulfur - Iodine The sulfur-iodine cycle is composed of three distinct sections and was firstpresented by General Atomics in the 1970s [13]. Based on the HHV of hydrogen, the heat-to-hydrogen efficiency of sulfur-iodine cycles is predicted to reach over 40% (34% if consideringthe hydrogen LHV), depending on peak temperature of decomposition reaction [14]. The mainreactions can be written as:
Section I Bunsen reaction
I2 + SO2 + 2 H2O −−→ 2 HI + H2SO4 ∆HT=373K = −126 kJ/mol (3.10a)
Section II Sulfuric acid decomposition
H2SO4 −−→ SO2 + H2O + 12O2 ∆HT=1123K = 373 kJ/mol (3.10b)
Section III Hydrogen iodine decomposition
2 HI −−→ I2 + H2 ∆HT=723K = 12 kJ/mol (3.10c)
Section I
I2 + SO2 + 2 H2O −−→ 2 HI + H2SO4
Separator
Section II
2 HI −−→ I2 + H2
Section III
H2SO4 −−→ SO2 + H2O + 12O2
H2SO4
SO2, H2O
I2
H2O
H2O, I2, HI
O2
H2
H2O
Figure 3.6: Operating principle of a sulfur-iodine cycle
14

3 PRODUCTION TECHNOLOGIES
The water input is injected into the Bunsen reactor which operates at 100◦C and releasesheat which can be recovered and used elsewhere in the cycle (Figure 3.6). The output stream isthen separated into two streams, the aqueous sulfuric acid flow and the hydrogen iodine solution.In the second section, the sulfuric acid is recycled at 850◦C by being decomposed into sulfurdioxide and water which are then fed into the Bunsen reactor again. Finally, the hydrogen iodineis split into the desired hydrogen and iodine at 450◦C in the last section of the cycle.
Sulfur Hybrid The sulfur acid hybrid thermochemical cycle (SAHT) is composed of only twodistinct sections and was first developed by Westinghouse [14]. The SAHT cycle is ”hybrid” dueto the second production step (3.11b) which consists of an electrochemical reaction. Similarlyto the sulfur-iodine cycle, the SAHT cycle is expected to be very efficient (over 45% based onthe HHV or 38% if considering the LHV of hydrogen [14]) which makes it extremely attractivefor large scale hydrogen production. The main reactions can be written as follows:
Section I Sulfuric acid decomposition
H2SO4 −−→ SO2 + H2O + 12O2 ∆HT=1123K = 373 kJ/mol (3.11a)
Section II Electrochemical hydrogen production
2 H2O + SO2 −−→ H2 + H2SO4 (3.11b)
The water input is injected into the sulfur dioxide electrolyzer which operates at about 373[K] at an overall cell voltage of 0.67 [V] [14]. The required electrical energy is indeed much lowerthan for conventional water splitting through electrolysis (see Section 3.2.1) increasing hence,the hydrogen production efficiency. The generated by-product, sulfuric acid, is then recycled byusing the decomposition reaction in order to form sulfuric dioxide again.
Hybrid Copper Chloride The hybrid copper-chloride cycle is a recent thermochemical cyclewhich exists in various types, depending on the different intermediate reaction steps. Thenumber of steps, which can vary from two to five, highly influences large-scale design challengesand the overall efficiency of the setup. Indeed, multiple studies have shown major economicaland technological advantages and drawbacks related to the increase/decrease of process steps.Based on an idealized process assumption, Lewis et al [16] predicted a five step cycle efficiencyof 50% (LHV). The main reactions occurring in a five step Cu-Cl cycle can be written as:
Step I Chlorination
2 Cu(s) + HCl(g) −−→ 2 CuCl(molten) + H2(g) at 723 K (3.12a)
Step II Disproportionation (electrolysis)
4 CuCl(aq) + 2 Cu(s) −−→ 2 CuCl2(aq) at 303-353 K (3.12b)
Step III Drying
CuCl2(aq) + nfH2O(l) −−→ CuC2l(s) ·nhH2O(s) + (nf−nh)H2O at 303-353 K (3.12c)
Step IV Hydrolysis
2 CuCl2 ·nfH2O(s) + H2O(g) −−→ Cu2OCl2(s) + 2 HCl(g) + nhH2O at 648 K (3.12d)
Step V Decomposition
Cu2OCl2(s) −−→ 2 CuCl(molten) + 12 O at 803 K (3.12e)
15

3 PRODUCTION TECHNOLOGIES
where nf ≥ 7.5 is the amount of water in the aqueous solution of CuCl2 and nh = 0-4 the waterquantity in the dry CuCl2 hydrate.
3.3 Technology selection
The different hydrogen generation processes being presented, the most suited production typeneed to be selected in order to design and evaluate both the thermal and electrical requirementsof the plant. Table 3.2 synthesizes the different benefits and drawbacks of each conversion typedescribed throughout this chapter. Since the production should be entirely driven by renewableenergy sources, conventional conversion processes from fossil fuel based feedstocks, such as coaland natural gas, are not considered in this study.
Table 3.2: Major characteristics for each hydrogen production process
Alkaline electrolysis PEM SOECCommercialized Commercialized Lab-scale/Commercialization
Advantage Long stack lifetime High current densities High efficiencyHigh production rate Wide operating range High operating pressures
High safety No noble materials
Drawback Operating range High material costs High graded heatLow current densities Short stack lifetime Production costs
Low production rate Ceramic manufacturingStack lifetime
Sulfur-iodine cycle SAHT cycle Cu-Cl cycleSmall pilot plant Well developed In development
Advantage No electrical input3 High efficiency Medium graded heatHigh efficiency Safe
Lab-scaledemonstrated
Drawback High graded heat High graded heat Many technologicalLarge flow rates Safety issues challenges
Safety issues Electrolyzer development(Crossover issues)
Given the objective of this paper, following parameters need to be considered during thetechnology selection:
• Large scale production (see Section 2.2)• High efficiency• Long system lifetime• No important safety issues• Low operating and capital costs
Regarding the different characteristics of each conversion process, the copper-chloride ther-mochemical cycle is selected. Indeed, both the sulfur-iodine and the SAHT cycle are rejecteddue to safety issues (large scale handling of hazardous chemicals such as H2SO4, SO4, HI, I2) and
3Power to drive pumps, compressors and other utilities not included
16

3 PRODUCTION TECHNOLOGIES
the high graded heat requirements for the sulfuric acid decomposition. Since only concentratedsolar energy is able to generated these high temperatures (nuclear power does not fall into thecategory of renewable energy sources), a thermal storage utility need to be designed in order toenable ”around-the-clock” operation. However the required temperature exceeds the operationlimit of the nitrate salt (about 570◦C) which are currently used as heat storage medium. Thisissue also applies to the solid oxide electrolysis which requires the preparation of superheatedsteam and hence, SOECs are eliminated from the technology list.
Finally, both alkaline and PEM electrolysis are rejected due to their lower conversion effi-ciency and short stack lifetime respectively. Consequently, solely the Cu-Cl cycle is consideredfor hydrogen production throughout the following chapters. It is important to note that recenttechnologies such as biophotolysis, photolysis, high temperature decomposition and biomass con-version have not being included in the down-selection due to lack of time or/and low potentialfor large scale hydrogen production.
17

4 H2 PRODUCTION PLANT DESIGN
4 H2 Production plant design
The production technology being selected, the hydrogen conversion plant needs to be mod-eled in order to evaluate its minimum energy requirements (MER) and capital expenses. Thischapter presents the different steps and assumptions made during the design process and costcalculations.
4.1 Copper-chloride cycle step number
As presented previously (Section 3.2.2), the copper-chloride cycle exists in different types whichare mainly characterized by the number of major steps and the reaction taking place. Thefive-step cycle (3.2.2) is considered to be the standard form of the Cu-Cl cycle family and oftenused as a baseline for comparison agmong cycles with lower step numbers. The main advantagesand drawbacks of decreasing the step number are [30]:
• Advantages
– Fewer equipment material challenges
– Less steps, less equipment
– Reduced complexity
• Disadvantages
– Higher heat grade and intensity
– More equipment material challenges
– Lower reaction yield (undesirable side products)
– Lower efficiency
Regarding the multiple benefits and drawbacks of varying the step number, only the four-step copper-chloride cycle will be studied throughout the following chapters since it representsthe best trade-off between thermal efficiency and viability. The main reactions occurring in afour-step cycle are presented in Table 4.1.
Table 4.1: Chemical reactions in a four-step Cu-Cl cycle
Step Reaction Temperature [K]
I 2 CuCl(aq) + 2 HCl(aq) −−→ 2 CuCl2(aq) + H2(g) <373.15
II CuCl2(aq) + nfH2O(l) −−→ CuCl2 ·nhH2O(s) + (nf−nh)H2O 303.15-353.15
III CuCl2 ·nhH2O(s) + H2O(g) −−→ Cu2OCl2(s) + HCl(g) + nhH2O(g) 673.15
IV Cu2OCl2(s) −−→ 2 CuCl(molten) + 12 O(g) 823.15
Note: nf > 7.5 and nh = 0-4
4.2 Four-step copper-chloride cycle
The four-step copper-chloride cycle is composed of one electrochemical and three thermochemicalreaction: (I) electrolysis, (II) crystallization, (III) hydrolysis and (IV) oxychloride decomposi-tion. The following section will present each step of the conversion process and their respectivetechnological challenges. Figure 4.1 presents the operating principle of the selected Cu-Cl cycletype.
18

4 H2 PRODUCTION PLANT DESIGN
Section I Electrolysis
2 CuCl(aq) + 2 HCl(aq) −−→ 2 CuCl2(aq) + H2(g)
Section II Crystallizer
CuCl2(aq) + nfH2O(l) −−→ CuCl2 ·nhH2O(s) + (nf−nh)H2O
Section III Hydrolysis
2 CuCl2 · nhH2O(s) + H2O(g) −−→ Cu2OCl2(s) + 2 HCl(g) + nhH2O(g)
Section IV Decomposition
Cu2OCl2(s) −−→ 2 CuCl(molten) + 12 O(g)
CuCl2(aq)
CuCl2(s)
Cu2OCl2(s)
H2(g)
O2(g)
CuCl(s)
HCl(aq)H2O
H2O
Figure 4.1: Operating principle of a four-step copper chloride cycle
4.2.1 Electrolysis
In the first section, hydrogen is produced from an electrochemical reaction of hydrogen chlorideand copper(I) chloride. At the anode, the copper ion Cu(I) is oxidized to Cu(II) while at thecathode, hydrogen ions H+ are reduced in order to form the desired product. The half andoverall reactions taking place in the electrolyzer stack (Figure 4.2) can be written as:
Anode 2 HCl(aq) + 2 CuCl(aq) −−→ 2 CuCl2(aq) + 2 H+(aq) + 2 e− (4.1a)
Cathode 2 H+(aq) + 2 e− −−→ H2(g) (4.1b)
Sum 2 HCl(aq) + 2 CuCl(aq) −−→ 2 CuCl2(aq) + H2(g) (4.1c)
The copper(I) chloride which is dissolved in a hydrogen chloride solution, is pumped to theanode side of the electrolyzer, whereas an aqueous HCl solution is fed to the cathode section.Hydrogen ions migrate through the membrane, from the anode to the cathode where they reactwith the available electrons in order to form hydrogen gas. The produced aqueous CuCl2 is thencollected and send to the crystallization unit.
19

4 H2 PRODUCTION PLANT DESIGN
H+
2e−
Proton conducting membrane
Cathode -Anode +
CuCl2(aq) + H+(aq)
CuCl(aq) + HCl(aq)
H2(g)
2 H+(aq)
Figure 4.2: Operating principle of the CuCl/HCl electrolysis
4.2.2 Crystallization
The anode outlet stream flows from the electrolyzer system to the next section which is the crys-tallization unit. Wand et al. [30] presented the different benefits and drawbacks of two existingdrying methods which are considered for this process step; spray drying and crystallization. Inorder to classify each solution, two important parameters have been identified.
The first variable, the amount of water in the aqueous solution of CuCl2 is represented by nf(Table 4.1) which has a minimum value of 7.5 if the solution is saturated. The second variablenh denominates the hydrate water quantity in the dry copper(II) chloride. It can vary from0, when the CuCl2 exists in anhydrous form after drying, to 4. Obviously, the value of nhhighly depends on major parameters such the drying method and their operating conditions(temperature, carrier gas velocity).
Table 4.2: Heat grade and quantity required for precipitate drying [30]
Parameter Value
Heat required ∆H [kJ/kmol H2] 122Heat grade ∆T [◦C] 30 → 100
Given the lower heat grade and heat amount required, the crystallization technology hasbeen selected for this study. The energy requirements of the desired crystallization unit arereported in Table 4.2.
4.2.3 Hydrolysis
After exiting the crystallizer, the CuCl2 particles are heated up to 673 K and, in addition tosuperheated steam at same temperature level, injected into the hydrolysis reactor (Figure 4.3).Due to the large pressure drop of 23 bar, the CuCl2 stream forms a free jet at the top of thespray reactor. Since the jet expands, it aspirates the superheated steam into the jet and hence,highly improves the heat and mass transfer between both reactants [20]. The solid Cu2OCl2settles at the bottom of the hydrolysis reactor where it is removed afterwards. Finally, thehydrogen chloride and the remaining amount of steam leave the reactor in form of gas beforebeing cooled for separation.
20

4 H2 PRODUCTION PLANT DESIGN
Cu2OCl2
Steam HCl, steam
CuCl (24 bars)
Figure 4.3: Hydrolysis spray reactor [20]
Nevertheless, in order to achieve stoichiometric yield of HCl or Cu2OCl2, the amount ofH2O injected into the hydrolysis reactor must largely exceed the stoichiometric steam quantity.Indeed, past studies [30] have shown that an optimal steam-to-copper (S/Cu) ratio of 17 isrequired in order to reach a conversion yield higher than 95%. Hence, the main objective ofCuCl2 hydrolysis step development is to maximize the copper oxychloride production rate whilereducing as much as possible the steam input. The energy requirements of the hydrolysis unitare reported in Table 4.3.
Table 4.3: Heat grade and quantity required for the hydrolysis reaction [21, 20]
Parameter Value
Heat required ∆H [kJ/kmol H2] 116.6Heat grade T [◦C] 375
4.2.4 Decomposition
The generated copper oxychloride flows from the hydrolysis reactor outlet to the decompositionreactor where it is decomposed into copper(I) chloride and oxygen (Figure 4.4). Before enteringthe reactor, the Cu2OCl2 is heated to 823 K, the temperature at which the decompositionreaction occurs. Similarly to the hydrolysis step, the oxygen leaves the reactor as gas (at thetop) whereas the molten CuCl spills over a weir in order to be collected and send for recyclingafterwards. The energy requirements of the oxychloride decomposition unit are reported inTable 4.4.
Table 4.4: Heat grade and quantity required for the decomposition reaction [21, 20]
Parameter Value
Heat required ∆H [kJ/kmol H2] 129.2Heat grade T [◦C] 550
21

4 H2 PRODUCTION PLANT DESIGN
Cu2OCl2
O2
CuCl
Weir
Figure 4.4: Oxychloride decomposition reactor [20]
4.3 Complementary utilities
In addition to the copper chloride cycle, complementary utilities regarding the water preparationand hydrogen liquefaction need to be included during the energy and cost assessment. Indeed,assuming a free access to a large water source such as the Mediterranean Sea, the water ispumped into a first unit which desalinates and purifies it before sending it to the productionplant (Figure 4.5). After conversion, the generated hydrogen is sent to the liquefaction utilitywhere the product is prepared for shipping.
Overall production plant
H2(g) H2(l)sea
waterpurifiedwater
LiquefactionDesalination Cu-Cl cycle
E+ Q+
CSP plant
Figure 4.5: Plant functional sheet
Finally, a concentration solar power plant is designed next to the production facility in orderto satisfy the electrical and thermal energy requirements of the system. It is important to notethat both the desalination and the liquefaction utilities are not described as precisely as themajor production unit (Section 4.2) since only the related costs are relevant for this study.
Water preparation unit Desalination methods have been heavily studied and are well-knowntechnologies which are commercially available. However, the state of development and therespective costs of each existing process are not similar. Indeed, Wade [19] presents and describesthe energy requirements of three major water preparation methods: multi-stage flash distillation,multiple effect distillation and reverse osmosis. Since the reverse osmosis (with brine booster) hasthe lowest energy consumption of all three processes, it is selected for this study and incorporated
22

4 H2 PRODUCTION PLANT DESIGN
into the overall production plant design. The additional energy requirements are presented inTable 4.5
Table 4.5: Energy requirements for the water preparation unit
Parameter Value
Conversion energy [MJ/m3] [19] 24.2Plant operation [h/day] 24Daily requirements [m3/day] 1072.5Electric power required [kWe] 300.4
Liquefaction unit In order to achieve proper hydrogen storage for large scale applications,two major methods are considered; high compressed gas, generally up to 350-700 bar, or liquidhydrogen (LH2). Both technologies have their respective benefits and drawbacks which havebeen widely defined and described in [12]. Hence, following the selection made during thisprevious study, a liquefaction utility is chosen.
Although the minimum theoretical energy needed for hydrogen liquefaction from almostambient conditions (300 K, 1 atm) is 3.3-3.9 kWh/kg LH2, the real conversion requirementsare much higher [17]. Indeed, actual liquefaction plants required about 10 to 13 kWh/kg LH2depending on the system size. Nevertheless, recent technologies such as active magnetic regen-erative liquefier are predicted to consume much less (Table 4.6) and are thus, highly interestingfor large scale applications. Since this paper evaluates hydrogen production for the long term,this novel conversion method is selected, despite the fact that it is not commercially mature yet.
Table 4.6: Energy requirements for liquefaction unit
Parameter Value
Conversion energy [kWhe/kg LH2] [17] 7Plant operation [h/day] 24Production rate [mt/day] 120Electric power required [MWe] 35
4.4 Energy requirements
The different cycle steps being described, the energy requirements, thermal and electrical, needto be determined in order to assess the MER afterwards. The following section presents thedifferent methods and assumptions used throughout the evaluation.
Thermal requirements In order to assess the MER, a flowsheet is first elaborated whichmodels the main process steps occurring in the considered thermodynamical cycle. Due to lackof information and time, following assumptions have been made:
• The Cu2OCl2 has been modeled as two single compounds, copper oxide CuO and cop-per(II) chloride CuCl2. Obviously, this assumption is disputable. However, since no mul-tiple objective optimization is performed in this study, all energy balances related to thiscompound can be defined by an external code. As the mass balance is not altered, thishypothesis can be hence validated regarding the precision level of the model required forthis study.
23

4 H2 PRODUCTION PLANT DESIGN
• All reactions are assumed to have a conversion yield of 1
• No pressure drops throughout the entire cycle dp = 0
• All turbines and compressors have an isentropic efficiency of ηc = ηt = 0.85
• Similarly, all pumps have a volumetric efficiency of ηp = 0.85
The corresponding composite curves (energy) and Carnot composite curves (exergy) arepresented in Figure 4.6 and 4.7 respectively. The resulting minimum energy requirements (MER)are reported in Table 4.7.
Figure 4.6: Composite curves
24

4 H2 PRODUCTION PLANT DESIGN
Figure 4.7: Carnot composite curves
25

4 H2 PRODUCTION PLANT DESIGN
Fig
ure
4.8
:F
ou
rst
epC
u-C
lcy
cle
26

4 H2 PRODUCTION PLANT DESIGN
Table 4.7: Minimum thermal energy requirements of the production cycle
Parameter Value
High graded heat at 565 ◦C [MWh] 153.397Low graded heat at 100 ◦C [MWh] 86.576Cooling water at 10 ◦C [m3/s] 0.157
Electrical requirements The electrical requirements of the hydrogen production plant andthe complementary utilities are summarized in Table 4.8. It is important to note that theelectrolyzers consumption is not yet reported here since it is defined in the following chapter(Section 4.4.1).
Table 4.8: Minimum electrical energy requirements of the production cycle
Parameter Value
Net cycle consumption [kWh] 17’2324
Water preparation unit [kWe] 300.4Liquefaction unit [kWe] 35’000Subtotal [MWe] 52.53
4.4.1 Electrolyzer requirements
Most of the electrical power required to drive the Cu-Cl cycle is consumed by the first productionstep, the electrolysis. Hence, in order to minimize the energy necessary to run the electrolyzermodules, the cell voltage Ucell must be as low as possible. Additionally, the current densityshould be as high as possible to reduce the cell area and thus, decrease investment costs.
First, the reversible open circuit voltage Uoc across the cell can be expressed as follows
Uoc =∆G
z ·F[V ] (4.2)
where z is the number of electrons transfered, F represents Faraday’s constant and ∆G is thechange in free Gibbs energy of the reaction presented in (4.1), which is defined as
∆G = ∆H − T∆S [kJ/mol] (4.3)
Finally, by adding the sum of all overpotentials required to overcome the different losses through-out the system, the cell operating voltage can be determined (4.4).
Ucell = Uoc +∑i
Uloss,i [V ] (4.4)
Regarding first experimental results generated by [27] (Figure 4.9), the operating voltagedecreases linearly with increasing temperature. Moreover, the slope increases with HCl concen-tration, leading to even lower operating voltages at higher temperatures. The extrapolated datashows that in order to achieve a high current density of 0.5 A/cm2 and a low cell voltage of 0.7V, operating conditions over 90◦C are required.
4Pumps, compressors and turbines power consumption/generation
27

4 H2 PRODUCTION PLANT DESIGN
Figure 4.9: Effect of temperature and HCl concentration on cell voltage [27]
Consequently, given the operating values of 0.7 V at 0.5 A/cm2 proposed by [22], the min-imum power required to drive this first production step reaches 93.07 MWe for a total activecell area of 26’600 m2. It is important to note that this result does not include the power re-quired by the different auxiliary units necessary to drive the electrolyzers (pumps, control, etc.).The following table (Table 4.9) summarizes the total electrical requirements of the hydrogenproduction plant.
Table 4.9: Minimum electrical energy requirements of the production plant
Parameter Value
Electrolyzer requirements [MWe] 93.07Total cell area [m2] 26’600HCl concentration M [mol/l] 11Total plant requirements [MWe] 145.6
4.4.2 Efficiency
In order to evaluate the performance of the hydrogen production plant, the efficiency must bedefined. Hence, based on the first thermodynamic law, the efficiency compares the producedamount of energy in form of hydrogen (based on the LHV) to the energy input of the system(Table 4.7 and 4.9). The following equation describes the efficiency used in this study
ε =mH2LHVH2
1η
∑Ee +
∑Qh
(4.5)
where η=0.36 is the heat-to-electricity efficiency of the power block (Section 5.3.2).
28

4 H2 PRODUCTION PLANT DESIGN
4.5 Production plant cost
4.5.1 Capital cost
The investment costs of each plant unit can be defined by using relationships based on referencedata 4.6 or statistical analysis 4.7 [6]. In both cases, the capital expenses are expressed infunction of an equipment attribute A and the cost index ratio It between the actual and referenceyear.
Cp = Cp,ref
(A
Aref
)γ ItIt,ref
[$] (4.6)
Cp = Cp,refIt
It,ref10k1+k2logA+k3(logA)
2[$] (4.7)
Due to the corrosive environment generated by the Cu-Cl process, the carbon steel equipmentis coated with a porcelain lining and hence, capital costs are assumed to be increased by 20%[15].
Heat exchanger network Since the heat exchanger network (HEN) is not exactly deter-mined, the related costs are computed by using a different relation than the one presentedabove. Indeed, in order to assess the HEN capital expenses, the composite curves are split intomultiple vertical sections for which the corresponding heat capacity cp is constant. After deter-mining the heat exchanger area for each section, the mean heat exchanger area can be definedby summing up all computed areas and dividing them by the number of units. By assumingan equal separation of the area, an overestimation of the HEN investment costs can be finallygenerated.
Electrolyzers The capital expenses related to the electrolyzer modules can be approached byassuming a specific cost factor cel which is multiplied by total active cell area Ael.
Ielectrolyzer = cel ·Ael [$] (4.8)
Regarding the investment cost projections proposed by [15], a specific cost factor cel= 1140 $/m2
is considered in this study.
Complementary utilities Similarly to the HEN cost assessment method, the liquefactionand water preparation plant investment expenses are defined by using a different approach thanpresented above. Indeed, given the results presented by [19] and [2], the capital cost of eachutility is defined by only considering their respective output capacity cout. Consequently, therelated plant costs are solely multiplied by a multiplication factor Fmulti in order to meet thedesired utility size required for the hydrogen production. The different parameter values arepresented in Table 4.10.
Cutility = Fmulti · cout,cost [$] (4.9)
Annualized capital cost After defining the capital expenses Cp for each plant unit, theinvestment is annualized. Considering a given interest rate i and plant lifetime n the annualexpenses I? related to the plant equipment cost can be defined. Finally, in order to include
29

4 H2 PRODUCTION PLANT DESIGN
Table 4.10: Complementary utility investment costs
Parameter Value
Liquefaction plant output cout [LH2 kg/d] 30’000Liquefaction plant output cout,cost [M$] 40Liquefaction plant factor F [-] 4
Preparation plant output cout [m3 /d] 31’822Preparation plant output cout,cost [M$] 37.7Preparation plant factor F [-] 0.034
all additional installation expenditure, the equipment cost is multiplied by a bar module factorFBM .
I?direct = FBMCpi(1 + i)n
(1 + i)n − 1[$/yr] (4.10)
4.5.2 Fixed cost
The fixed expenses are upfront costs which include various indirect capital investments suchas contingency, construction permits, engineering and design. Considering the indirect costassumption established by Kromer et al. [15], fixed expenses can be expressed as function ofdirect capital cost (4.11) where cfixed,total is the sum of all contributing cost factors (Table 4.11).Similarly to the direct capital expenses, the indirect capital investment is annualized afterwards(4.12) in order to be included in the total annual plant cost.
Cfixed = cfixedcap.,totalFBMCp [$] (4.11)
I?indirect = Cfixedi(1 + i)n
(1 + i)n − 1[$/yr] (4.12)
Table 4.11: Indirect capital cost factors [15]
Parameter Value
Project contingency [-] 0.18Upfront Permit cost [-] 0.03Total cfixedcap.,total [-] 0.21
4.5.3 Operating cost
Since the solely plant input is assumed to be sea water (Section 4.3), the operating costs onlyconsist of operation and maintenance (O&M) expenses which incorporate labor, property tax,insurance and replacement costs. Considering the O&M cost assumption defined by Kromer etal. [15], the following expressions are used in this study
• Labor expenses are determined by multiplying the plant personnel number by the averagelabor rate cl,plant. The required staff size can be approached by using [15]
Staff = (6.2 + 31.7P2 + 0.23N)0.5 [−] (4.13)
30

4 H2 PRODUCTION PLANT DESIGN
where P represents the number of steps involving solid particles handling whereas N de-nominates the remaining process step number (Table 4.12). Since no specific processdiagram was generated for the water preparation unit, the labor cost is assumed to be0.126$ per cubic meter of water desalinated [19].
• Property tax, insurance and replacement cost are expressed as a function of the directcapital expenses [15]
Cfixedop. = cfixedop.,totalFBMCp [$/yr] (4.14)
where cfixedop.,total is the sum of all contributing cost factors (Table 4.12).
Considering the high annual output of gaseous oxygen co-generated with the hydrogen pro-duction, a storage system can be designed in order to sell it as a byproduct and hence stronglydecrease the operating expenses . Indeed, regarding the selling price of gaseous oxygen cO2 in2002 of 0.109 $/kg O2
5 and the annual plant production of 346’896 mt O2/yr, a $37.8 millionsincome can be included during the operating cost assessment. It is nevertheless important tomention that the equipment required for pressuring and preparing the oxygen for delivery wasnot included in either the energy bill or the direct investment cost evaluation.
OPEX = Clabor + Cfixedop. − cO2mO2 [$/yr] (4.15)
Table 4.12: Operating cost factors [15]
Parameter Value
Labor rate cl,plant [$/hr] 50Property tax [-] 0.02Insurance [-] 0.06Total cfixedop.,total [-] 0.08
Cu-Cl Cycle Liquefaction unit
Solids handling P [-] 3 0Remaining steps N [-] 12 8
4.5.4 Total annual cost
Finally, the total annual cost Ctotal can be determined by simply adding the annualized directand indirect capital expenses to the operating costs.
Ctotal = I?direct + I?indirect +OPEX [$/yr] (4.16)
5http://ed.icheme.org/costchem.html
31

4 H2 PRODUCTION PLANT DESIGN
4.6 Conclusion
This chapter presented the different steps and assumptions used to make a preliminary design ofa hydrogen production plant based on a four-step hybrid copper-chloride themochemical cycle.Table 4.13 summarizes the different results generated throughout this section.
Table 4.13: MER and investment costs of the overall production plant
Total annual cost MER and efficiencyParameter Value Parameter Value
Preparation utility [M$] 1.3 Total electricity demand [MWe] 145.6Liquefaction utility [M$] 160 High graded heat demand [MWth] 153.4Production plant [M$] 215.5 Low graded heat demand [MWth] 86.6Total direct capital cost [M$] 376.8 Cooling water [m3/s] 0.157Fixed cost [M$] 79.1Interest rate i [-] 0.08Plant lifetime n [yr] 25Operating cost (with O2 selling) [M$/yr] 2.27
Annualized capital cost [M$/yr] 42.7 Cycle efficiency [-] 0.305Total annual cost [M$/yr] 45Hydrogen production cost [$/kg LH2] 1.03 Overall plant efficiency [-] 0.26
It is interesting to note that, as presented above, the computed cycle efficiency is much lowerthan the value stated in the previous chapter (Section 3.2.2). However, Lewis et al. [16] firstassumed an idealized process for the efficiency computation and hence, by increasing the modelcomplexity, his efficiency evaluation decreases to 30% which corresponds to the generated result.Kromer et al. [15] confirmed this value during his assessment.
32

5 POWER SUPPLY PLANT DESIGN
5 Power supply plant design
Since the electrical and thermal energy requirements of the overall production plant have beendefined, the power plant must be designed in order to meet the necessary demands. As the highgrade heat level does not exceed the operating temperature of the thermal storage medium -which was an important decision parameter - a concentration solar power plant is selected. Thefollowing chapter describes the different steps and assumptions made during the design process.
5.1 Localization
Regarding the low direct normal irradiation and high weather factor related to Switzerland, thesolar power plant and the respective conversion plant are assumed to be located elsewhere inorder to achieve a higher efficiency. Therefore, the coastal region near Ben Gardane in Tunisiais chosen. Indeed, the benefits of outsourcing the production to this location are:
• The average yearly solar irradiation is higher than any other location in Europe and hencecapital costs are slightly lower
• The coastal land is very cheap in this region compared to South European coasts whichare well developed and extremely expensive
• The coastal location enables a free access to the plant raw material, sea water. Afterdesalination and deionisation, the water is used for hydrogen generation or solar panelcleaning and hence, the operating costs are much lower.
Obviously, the major drawback of selecting this location are the delivery costs which aresubstantially higher considering the means of transport necessary in this case. It is importantto note that due to lack of time and information, the trade-off between capital and shippingexpenses has not been optimized in this study.
5.2 Solar irradiation
The daily solar irradiation ED at Ben Gardane can be defined by using different parameterssuch as the orbital eccentricity(r
r
)2= 1 + 0.033 cos(2π
D
365) [−] (5.1)
the declination correction factor
δ = 23.45( π
180
)sin(2π
284 +D
365) [rad] (5.2)
leading to
ED = 10.45(rr
)2sin(δ) sin(φ)[HD − tan(HD)] [kWh/m2] (5.3)
where φ is the latitude at which the power plant is located, D the day of the year and HD thehalf day of sunlight expressed as an angle
HD = arccos(− tan(δ) tan(φ)) [rad] (5.4)
33

5 POWER SUPPLY PLANT DESIGN
Figure 5.1: Daily extraterrestrial irradiation ED (red), irradiation including reflection losses ηa (yellow),the weather factor ηw (green) and ground albedo ηg (blue) over the year
Nevertheless, since ED represents the daily extraterrestrial irradiation, correction factors mustbe added in order to take in account the different losses engendered by the atmosphere. Hence,effects due to the atmosphere albedo ηa, the ground albedo ηg > 1 and the weather ηw < 1 areincluded
EDcorrected= ED · ηa · ηg · ηw [kWh/m2] (5.5)
The previous graph (Figure 5.1) represents the daily irradiation (DI) and the correspondinglosses over an entire year. The different values used during the evaluation are presented in Table5.1.
Table 5.1: Solar correction factors and parameters
Parameter Value
Latitude of Ben Gardane [◦] 33.171Atmosphere albedo factor [-] 0.69Weather factor [-] 0.9Ground albedo factor [-] 1.1
Finally, in order to assess the mean yearly irradiation at Ben Gardane, the corrected dailyirradiations are summed for each day
365∑D=1
EDcorrected= EYcorrected (5.6)
leading to a value of EY corrected = 2140.68 kWh/m2 · yr.
34

5 POWER SUPPLY PLANT DESIGN
5.3 Plant setup
Since the temperature potential of parabolic trough plants is limited by the HTF, a tower plantis selected in order to satisfy the high heat grade required by the hydrogen production plant(Section 4.4). Nevertheless, regarding the lower investment cost related to parabolic troughplants, a combination of both technologies is studied in this chapter. Indeed, Augsburger [7]analyzed the thermo-economic performance of a hybrid CSP plant and presented the resultingbenefits through a 100 MWe case study.
5.3.1 Hybrid CSP plant
By combining a parabolic trough and a heliostat field in the same power plant, both efficiencyand investment expenses can be improved [7]. First, medium level heat which is provided bythe trough system is used to satisfy the thermal energy required by the preheater and the firstevaporator. Since the specific cost related to parabolic through fields are lower than heliostatfields, the plant capital expenses are strongly decreased.
Heliostat field
Trough field
565◦C
390◦C
290◦CPreheater
Evaporator I
Evaporator II
Superheater
Condenser
Pump
Turbine &Generator
Figure 5.2: Hybrid tower/through CSP plant
In the second part, the tower system generates the heat required by the second evaporator, thesuperheater and the reheater. Hence, by increasing the inlet temperature of the steam turbine,the cycle efficiency is highly improved. Moreover, in this case, the heliostat field satisfies the highgraded heat requirements of the hydrogen production facility designed in the previous chapter.Figure 5.2 illustrates the power plant layout presented above.
5.3.2 Rankine cycle
Regarding the electrical and thermal power requirements of the hydrogen production plant, theRankine cycle of the combined CSP plant is designed. Therefore, a flowsheet of the power cycleis determined by using following assumptions
• No pressure drops throughout the entire cycle dp = 0 [bar]
• All turbines have an isentropic efficiency ηt = 0.85 [-]
• Similarly, all pumps have a volumetric efficiency of ηp = 0.85 [-]
The different performances and characteristics of the cycle considered in this study are presentedin Table 5.2. Since a substantial fraction of the production plant’s MER is low graded heat(Table 4.7), an extraction system for the low pressure turbine is added to the system. Indeed,steam is withdrawn at desired temperature and condensed in order to satisfy the low level heatrequirements.
35

5 POWER SUPPLY PLANT DESIGN
Figure 5.3: Rankine cycle with LPE flowsheet
Efficiencies The electrical efficiency of the power cycle can be expressed as
ε =E−e
Q+high
(5.7)
where Q+high is the required heat input delivered by the solar concentration field. Regarding
(5.7), the integration of a low pressure extraction (LPE) system obviously decreases the electricalefficiency of the cycle. Nevertheless, since the low graded heat can be satisfied by a heat sourceat lower temperature than the available solar high level heat, the exergetic efficiency is stronglyaffected. Indeed, considering the same electrical and thermal output for both cases (5.8 and 5.9),the overall exergetic heat input is higher when a cycle without LPE is used since the thermaloutput is directly satisfied by the available high graded heat source. Consequently, the exergeticefficiency of the power cycle is higher when a LPE system is included.
ηwith LPE =E−e + E−
qlow,required
E+qwith LPE
(5.8)
ηwithout LPE =E−e + E−
qlow,required
E+qwithout LPE + E+
qlow,required
(5.9)
5.3.3 Cycle integration
The performance and characteristics of the Rankine cycle being presented, the different ther-mal requirements can be determined in order to size both solar concentration fields. Indeed,knowing the high level heat required by the production plant - the low level heat and electricalrequirements being already satisfied by the power cycle - and the thermal power necessary to
36

5 POWER SUPPLY PLANT DESIGN
Table 5.2: Power cycle performance and characteristics
Parameter Value
Electrical output E+e [MWe] 145.6
Thermal output at 100◦C [MWth] 86.58Turbine inlet conditions 500 [◦C] at 175 [bar]Condensation conditions 25 [◦C] at 0.25 [bar]
with LPE without LPE
Cycle heat input Q+high [MWth] 409.79 373.67
Thermal output [MWth] 86.58 -Electrical efficiency [-] 0.36 0.39Exergetic efficiency [-] 0.62 0.55
drive the Rankine cycle, the overall heat amount is defined. Table 5.3 summarizes the thermalenergy requirements of the power cycle.
Table 5.3: Power cycle requirements
Parameter Value
Preheater [MWth] 180.98Evaporator [MWth] 85.07Superheater [MWth] 93.69Reheater [MWth] 50.05High graded heat (production plant) [MWth] 153.397
Figure 5.4: Temperature-enthalpy flow diagram of the molten salt streams (red) and vapor/waterstreams (blue)
37

5 POWER SUPPLY PLANT DESIGN
By using energy integration, the composite curves of the molten salt streams and the wa-ter/steam streams are plotted (Figure 5.4) and hence, the size of each solar concentration fieldcan be defined. Considering a yearly solar operation time of 2500 hr/yr, the thermal storagesize which enables ”around-the-clock” operation and the respective active mirror area of eachCSP plant are finally determined. The following table presents the different energy demands forboth the trough and tower plants (Table 5.4).
Table 5.4: Hybrid CSP plant size
Trough field size Heliostat field size
Production plant [MWth] - 153.397Power cycle [MWth] 243.519 167.818
Total net output [MWth] 243.519 321.215
Field efficiency [-] [7, 11] 0.5374 0.492Tower/receiver efficiency [11] [-] - 0.95Storage [MWh] 4176.52 5509.05Mirror area [km2] 1.854 2.813Spacing factor [-] [8] 3.4 5Field area [km2] 6.3 14.06
38

5 POWER SUPPLY PLANT DESIGN
5.4 Cost evaluation
Since both CSP plants have been designed, the respective investment and operation expensesof each power facility can finally be defined. Similarly to the previous chapter, the capital costsare broken down into different equipment categories and finally evaluated by using referencevalues form literature. The following section presents the different processes and assumptionsused during the cost assessment.
5.4.1 Investment cost
Land In order to assess the land expenses, the same method used by Ausgburger [7] is imple-mented in this study. Hence, the corresponding investment expenses are split into purchasingcosts Ipurchase and land improvements Iimprov which include levelling, roads and other requiredcivil works.
Iland = Ipurchase + Iimprov [$] (5.10)
Considering a specific land cost cpurchase, the purchasing expenses can be defined as follows
Ipurchase = cpurchase ·Aland [$] (5.11)
where Aland is the total field area (Table 5.4). Finally, the land improvement costs are approxi-mated by
Iimprov = I0improv
(AlandA0land
)sland
[$] (5.12)
where A0land and I0improv are the respective area and investment cost reference values and sland
a scaling factor. All baseline parameter values used during the capital expense assessment arereported in Table 5.5.
Table 5.5: Land cost reference values [7]
Parameter Value
Reference improvement cost I0improv [M$] 1.1
Reference field area A0land [km2] 2.8
Reference land specific cost cpurchase [$/m2] 0.5Scaling factor sland [-] 0.3687
Heliostats Similarly to the land cost assessment, the heliostat expenses are computed byusing the correlation defined by Ausburger [7]. Therefore, the heliostat cost can be broken downinto direct purchasing cost Ipurchase, overhead costs Ioverhead which take in account contingencyand corporate oversight expenses and finally indirect costs Iindirect which include engineeringand manufacturing facilities.
Iheliostat = Ipurchase + Ioverhead + Iindirect [$] (5.13)
Regarding the purchasing cost for a single heliostat unit cheliostat, the direct investment expensescan be expressed as
Ipurchase = cheliostat ·Nheliostat [$] (5.14)
where Nheliostat represents the number of heliostat units required for the power plant. Based onreference case values, the purchasing costs can be evaluated as follows
cpurchase =∑i
c0direct,i ·(AhelioA0helio
)shelio,i· pr
log2VhelioV 0helio
i · pii [$] (5.15)
39

5 POWER SUPPLY PLANT DESIGN
where A0helio, c
0direct,i and V 0
helio are the cost reference values for the heliostat area, purchasingcost and production volume respectively. Finally, pr characterizes the progress ratio of thevolume effect, pi is the price index and shelio defines a scaling factor. All baseline parametervalues used during the purchasing cost evaluation are summarized in Table 5.6 and AppendixB.1.1.
Table 5.6: Direct heliostat cost reference values [7] and design parameters
Parameter Value
Reference heliostat area A0helio [m2] 148
Reference volume V 0helio [u] 1625
Heliostat area Ahelio [m2] 120Heliostat Volume Vhelio [u] 23436
The second specific heliostat expenses, the overhead costs Ioverhead, are determined as afunction of the direct investment costs Ipurchase, a progress ration prover and an overhead ratioor. The different reference and ratio values used during the overhead expense assessment arereported in Table 5.7.
Ioverhead = Ipurchase · or · (prover)log2
VhelioV 0helio [$] (5.16)
Table 5.7: Overhead cost reference values [7]
Parameter Value
Progress ratio prover [-] 0.96Overhead ratio or [-] 0.2
Similarly to the direct investment definition (5.15), the last sub-cost related to the heliostats,the indirect expenses Iindirect, are expressed as follows
Iindirect =∑i
I0indirect,i ·(AhelioA0helio
)shelio,i· pr
log2VhelioV 0helio
i · pii [$] (5.17)
where I0indirect,i represents the different indirect cost reference values which are presented inAppendix B.1.1 with their corresponding scaling ratios.
Trough modules The parabolic trough modules expenses are assessed by using the samecorrelations determined during the heliostats cost evaluation. The corresponding reference casevalues required for the direct investment estimation are stated in Table 5.8 and Appendix B.1.2.The remaining sub-cost are computed with the same baseline parameter values as for the he-liostats assessment.
Tower/receiver The capital cost related to the tower/receiver of the heliostat field can beapproached by assuming a scaling factor stower which is multiplied by the field thermal output.
Itower = stower ·Pth,heliostat [$] (5.18)
Regarding the investment projections proposed by Turchi et al. [28], a specific cost factor stower=200 $/kWth is considered in this study.
40

5 POWER SUPPLY PLANT DESIGN
Table 5.8: Direct trough module cost reference values [7] and design parameters
Parameter Value
Reference Trough module area A0trough [m2] 3270
Reference volume V 0trough [u] 156
Trough module area Atrough [m2] 3270Trough Volume Vtrough [u] 567
Thermal storage Similarly to the tower and receiver cost assessment, the storage facilityexpenses can be determined by expressing the capital cost as a function of the overall storagecapacity Estorage and a specific cost factor sstorage.
Istorage = sstorage ·Estorage [$] (5.19)
Regarding the investment projections proposed by Turchi et al. [28], a specific cost factorsstorage= 20 $/kWhth is considered in this study.
Power block The last direct investment expense, the power block, can be evaluated by usingthe following relation
Ipower = spower ·Pel [$] (5.20)
where spower is the power block specific cost factor. Regarding the investment projectionsproposed by Turchi et al. [28], a specific cost factor spower= 1140 $/kWel is considered in thisstudy.
5.4.2 Operating cost
Since the hybrid CSP does not require any fuel input, the operating costs only consist of oper-ation and maintenance (O&M) expenses which incorporate labor, property tax, insurance andreplacement costs. Considering the O&M cost assumption defined by Kromer et al. [15], thefollowing expression are used in this study
• Labor expenses are determined by multiply the plant personnel number by the averagelabor rate cl,power. The required staff size can be approached by using
Staff = 1.6 · 10−5 ·Afield [−] (5.21)
where Afield represents the total field area of the power plant (Table 5.9)
• Property tax, insurance and replacement cost are expressed as a function of the directcapital expenses
Cfixedop. = cfixedop.,totalIcapital [$/yr] (5.22)
where cfixedop.,total is the sum of all contributing cost factors (Table 5.9).
Finally, the total operating cost can be expressed as the sum of the fixed operating expensesand the labor costs.
OPEX = Clabor + Cfixedop. [$/yr] (5.23)
5.4.3 Total annual cost
Finally, the total annual cost Ctotal can be determined by simply adding the annualized capitalexpenses to the operating costs.
Ctotal = I?capital +OPEX [$/yr] (5.24)
41

5 POWER SUPPLY PLANT DESIGN
Table 5.9: Operating cost factors [15]
Parameter Value
Replacement cost [-] 0.005Insurance and property tax [-] 0.01Total cfixedop.,total [-] 0.015
Labor rate cl,power [$/hr] 31Total field area Afield [km2] 20.36Staff size [-] 326
5.5 Conclusion
This chapter presented the different steps and assumption used to design a hybrid CSP plantbased on the minimum energy requirements defined in the previous chapter. Table 5.10 sum-marizes the different results generated throughout this section.
Table 5.10: Investment costs and characteristics of the hybrid CSP plant
Parameter Tower field Through filed
Land expenses Iland [M$] 8.8 4.5Modules expenses Iheliostats/through [M$] 472.1 275.2
Tower/receiver expenses Itower [M$] 64.2 -Storage expenses Istorage [M$] 110.2 83.5Subtotal [M$] 655.3 363.2
Power block Ipower [M$] 178.9Interest rate i [-] 0.08Plant lifetime n [yr] 25Operating cost [M$/yr] 106.5
Annualized capital cost [M$/yr] 112.2Total annual cost [M$/yr] 218.7Hydrogen production cost [$/kg LH2] 4.99
42

6 DELIVERY COSTS
6 Delivery costs
The production and power plants being designed, the shipping methods and related costs mustfinally be evaluated in order to assess the overall cost of hydrogen production for the givenscenario. Since the fleet hub is located in Geneva - Switzerland, three different transportationmeans are analyzed in order to select the less expensive solution afterwards. The followingchapter describes the different steps and assumptions made during the selection and assessmentprocess.
6.1 Delivery methods
6.1.1 Pipelines
Pipelines are a well-developed delivery mode which is widely used for gaseous product distri-bution, especially for natural gas. Nevertheless, since the investments costs are extremely high,this means of transportation is solely economically attractive for very large scale delivery. In-deed, pipeline capital expenses can be separated into two distinct groups; material costs whichdirectly depend on the pipeline size (i.e. diameter) and installation costs which highly vary withvarious parameters (environment, national policies). Yang et al. [31] assessed these expenses inthe following table (Table 6.1)
Table 6.1: Pipeline operating and capital expenses [31]
Parameter Value
Installation cost - rural [$/km] 300’000Installation cost - urban [$/km] 600’000Pipeline capital cost [$/km] 1869 (d6
pipe)2
Fixed operating costs 5% of total capital
6.1.2 Trucking
A second hydrogen transportation type considered in this study is truck transport. The cryogenicfuel is filled into a large cylindrical vessel which is fixed on an undercarriage of a standard sizesemi-truck. The capital and operating costs related to liquid hydrogen trucks are defined byYang et al. [31] and presented in Table 6.2.
Table 6.2: LH2 Truck operating and capital expenses [31]
Capital expenses Operating expensesParameter Value Parameter Value
Truck capital cost [$] 800’000 Driver hours [hr/d] 8Truck capacity [kg H2] 4000 Driver wage [$/hr] 28.75Daily boil-off [kg/d] 0.3% Truck lifetime [yr] 20
Truck fuel [LH2 kg/100 km] 8.2Fixed operating costs [$/yr] 5% of total capital
6Diameter in inches
43

6 DELIVERY COSTS
6.1.3 Shipping
Since LH2 shipping has not being commercialized yet and hence, no information about itscosts are currently available, analogies with LNG carriers have been made. Similarly to trucktransport, shipping expenses can be split into two parts; capital and operating costs.
Capital costs During the last years, LNG tanker prices have highly fluctuated, especially dueto the financial crisis which lead to a decreased demand for new vessels. Indeed, while 170,000m3 vessel prices reached a peak value of $250 millions in 2008, mainly caused by high steel pricesand shipyard’s undercapacity, new vessel costs have sharply fallen to $203 millions by the endof 20107 (Table 6.3).
Operating costs Since LNG tankers are very sophisticated ships, operating costs (Table 6.3)which include manning, insurances and maintenance are much higher than traditional tankerexpenses, reaching $14 millions per year in 20107. In addition to these fixed operating expenses,travel costs which take in account the marine fuel and harbor fees must be added. Nevertheless,in the case of LH2 carriers, the boil-off losses generated during the trip may directly be used topower the vessel engines and hence, strongly decrease the fuel costs.
Table 6.3: LH2 carrier operating and capital expenses
Capital expenses Operating expensesParameter Value Parameter Value
15,000 cbm Vessel cost [M$] [23] 41 Operating costs [M$/yr] 14170,000 cbm Vessel cost [M$] 203 Travel costs [M$/yr] 12
6.2 Methods selection
Regarding the distance between the production and consumption sites (Table 6.4), it is obviousthat the pipeline solution is much more expensive than truck and ship transport. Indeed, thedifferent drawbacks of using such delivery system are:
• The liquefaction plant does not need to be move to Geneva since the pipeline operateswhich gaseous hydrogen. Hence, the objective regarding the production from renewableenergy sources is not altered as the plant is not connected to the national grid.
• Undersea pipelines create additional construction costs which are extremely difficult toassess and therefore, investment costs might be inaccurate.
In light of these results, a combination of truck transport and shipping is selected as deliverymethod. Hence, the produced liquid hydrogen is assumed to be loaded on a LH2 tanker andshipped across the Mediterranean Sea to a European harbor in North Italy, Genoa. Oncearrived, the cryogenic fuel is filled into specific trucks and routed to its final destination at theInternational airport of Geneva.
7http://www.petroleum-economist.com/Article/2801286/LNG-shipping-economics-on-the-rebound.
html
44

6 DELIVERY COSTS
Table 6.4: Transportation data
Parameter Value
Sea distance (Ben Gardane - Genoa) [km] 1300Mean sea travel speed [km/hr] 30Land distance (Genoa - Geneva) [km] 400Mean land travel speed [km/hr] 80
6.3 Delivery cost assessment
6.3.1 Shipping
Given the distance between the production plant and the destination harbor (Table 6.4), oneround trip requires about 5 days, including 33 hours for loading/unloading, maintenance andmaneuvering. Hence, the LH2 tanker capacity should reach 8450 m3 in order to satisfy thehydrogen demand during the voyage. Since LH2 delivery would require additional costs such asthicker insulation and different tank materials, a 15’000 m3 vessel price is assumed to be relevantfor this scenario.
Since the delivered amount exceeds the daily fuel requirements of the Clip-Air fleet, two stor-age facilities, at the production plant and the transfer harbor respectively, must be included inthe investment costs. The capital expenses can be evaluated by using the relationship presentedby [10]:
CAPEXstorage = 1500 ·V [$] (6.1)
where V is the net volume in cubic meter of the storage unit.
Table 6.5: Ship capital and operating expenses
Parameter Value
Vessel Capital expenses [M$] 41Storage capital expenses [M$] 25.36Operating expense [M$/yr] 26
6.3.2 Truck transport
Regarding the technical and geographical information presented in Table 6.2 and 6.4, thirtyLH2 trucks are required in order to delivery the daily hydrogen amount. The loaded trucksare leaving the docks around midday and should arrive at destination in the evening. The nextday, the fleet returns to its starting point in the morning in order to reach the filling station atthe harbor before noon. Similarly to the shipping costs, part of the transported hydrogen maybe used to satisfy the overall energy requirements of the truck during the trip (∼82 kg LH2/round-trip). The total capital and operating expenses are summarized in Table 6.6.
Table 6.6: Truck capital and operating expenses
Parameter Value
Capital expenses [M$] 24Operating expense [$/yr] 4’348’125
45

6 DELIVERY COSTS
6.4 Conclusion
The total investment and operation costs for the hydrogen delivery are summarized in thefollowing table (Table 6.7). As presented, the transportation expenses account for almost 0.89$/ LH2 kg of the overall hydrogen cost.
Table 6.7: Overall capital and operating expenses for hydrogen delivery
Capital expenses Operating expenses
Total capital costs [M$] 90.36Interest rate [-] 0.08Project lifetime [yr] 25Annualized capital costs [M$/yr] 8.46Total operating costs [M$/yr] 30.35
Total annual costs [M$/yr] 38.81Hydrogen delivery costs [$/LH2 kg] 0.89Hydrogen delivery costs [$/kWh LH2] 0.028
46

7 CONCLUSION
7 Conclusion
This study highlighted the different processes and their respective state of development ableto produce hydrogen at large scale, solely by using renewable energy sources. Their analysisled to the conclusion that a hybrid copper-chloride thermochemical cycle is the best tradeoffbetween high efficiency, long system lifetime and technological constraints - especially relatedto high temperature thermal storage - and hence, it was selected for a preliminary design.After determining the MER of the production plant and its auxiliary facilities, a hybrid solarconcentration power plant was designed in order to satisfy the energy demand.
7.1 Hydrogen cost
Regarding the total annual expenses related to the different investment and operating costs,the overall hydrogen price can finally be assessed: $6.91 per kg of LH2 (or $207.3 per MWh).Excluding the transportation costs, the hydrogen production price, $6.02 per LH2 kg, is still upto three times higher than the cost generated when using conventional feedstocks such as coal.The cost breakdown represented below (Figure 7.1) reveals that total annual expenses relatedto the concentration solar power plant (CSPP) are the major contributing cost factor. Sincethe production plant (PP) costs solely account for 15% of the global hydrogen price - 17% whenexcluding the shipping and trucking expenses (S&T) - the generated result shows that the useof renewable energy sources for large scale LH2 production is still highly expensive and remainsless attractive than conventional conversion methods.
Figure 7.1: Hydrogen price (left) and investment cost (right) breakdown
Indeed, the European Jet-A selling price reached $988.88 per metric ton in December 2013which corresponds to an energetic cost of $82.4 per MWh. Thus, the equivalent hydrogen pricepresented previously is 152% higher than the standard aviation fuel. Moreover, since no profitmargin has been assumed during the hydrogen cost assessment, the real price gap between bothfuels should be even stronger. Indeed, if an additional rate of return of 20% is considered, theLH2 price drives up to $8.29 per kg ($7.22 per kg when excluding the transportation expenses)increasing hence the cost difference up to 202%.
In light of these results, LH2 produced from renewable energy sources remains an unattrac-tive fuel replacement for the airline industry in the near term. With growing oil prices anddecreasing specific costs of solar power plants, alternative fuel generation could become increas-ingly interesting in the long term. However, this study gave a first approach of the differentchallenges and impediments related to clean hydrogen production for a small aircraft fleet. Re-garding the total infrastructure and area required to satisfy the daily fuel consumption of solelyfive Clip-Air planes, it is obvious that the current air traffic density is highly unsustainable. In
8http://www.iata.org/publications/economics/fuel-monitor/Pages/price-analysis.aspx
47

7 CONCLUSION
order to achieve environmental friendly air travel in the long term, both mobility and alternativefuels generation cost must decrease.
7.2 Further work
Since this study was a preliminary hydrogen cost assessment, further key elements should beanalyzed
• Regarding the high level heat required for the selected conversion process, a single CSPplant has been designed to satisfy the different energy requirements of the productionfacility. Nevertheless, depending on the plant location, other renewable energy sourcescan be considered during the power plant assessment in order to minimize the total annualexpenses. Indeed, as presented previously, the power generation represents the major costfactor and hence, additional technologies such as photovoltaic systems, wind and/or seaturbines could be analyzed with regard to find the most attractive solutions.
• As mentioned in the previous chapter, the cost tradeoff resulting from outsourcing theLH2 production has not been minimized in this study. A detailed expense analysis shouldindeed be performed in order to define the most attractive location leading to low deliverycost and has high annual solar irradiation.
• A strong limiting factor during the process selection was the high level heat required bymost thermochemical cycles which exceeds the working temperature of current thermalstorage units. Hence, with the introduction of novel storage methods allowing higher heatgrades, a wider range of conversion processes could be considered for continuous LH2production. Further studies related to high temperature storage medium research anddevelopment could then be analyzed.
48

8 REFERENCES
8 References
[1] Birelaire M Leonardi C Atasoy B, Salani M. Impact analysis of a flexible air transportationsystem. EJTIR, 13:123–146, 2013.
[2] Ferguson L Pouresfandiary J Cousins A Hampton T Rosenthal P Chumbley H Ralph HRandom J Barclay J, Oseen-Senda K. Active magnetic regenerative liquefier. DOE hydrogenprogramm, annual progress report, February 2010.
[3] Olson N. K Bartels J. R, Pate M. B. An economic survey of hydrogen production from con-ventional and alternative energy sources. International journal of hydrogen energy, 35:8371–8384, 2010.
[4] Zahid M Brisse A, Schefold J. High temperature water electrolysis in solid oxide cells.International journal of hydrogen energy, 33:5375–5382, 2008.
[5] Mergel J Stolten D Carmo M, Fritz D. L. A comprehensive review on pem water electrolysis.International journal of hydrogen energy, 38:4901–4934, 2013.
[6] Marechal F. Advanced energetics. EPFL semester course, 2012.
[7] Augsburger G. Thermo-economic optimisation of large solar tower power plants. PhDthesis, EPFL, 2013.
[8] Sargent & Lundy LLC Consulting Group. Assessment of parabolic trough and power towersolar technology cost and performance forecasts. National Renewable energy laboratoryNREL, October 2003.
[9] Dr. Berster P Bischoff G Prof. Dr. Ehmer H Dr. Gelhausen M ... Dr. Scheelhaase JGrunewald E, Ayazkhani A. Annual analyses of the European air transport market.Deutsches Zentrum fur Luft- und Raumfahrt (DLR), December 2008.
[10] Werner H. The flexible solution - i.m. skaugen’s fleet of small scale lng carriers. IMS -Innovative Maritime Solutions, June 2007.
[11] Curtin B Wonhas A Boyd R Grima C Tadros A Hall R Naicker K Hinkley T. J, HaywardA. J. An analysis of the costs and opportunities for concentrating solar power in australia.Renewable energy, 57:653–661, 2013.
[12] Amouyal Y Stadler P Ingram J, Nahon J. Cryogenic fuel tanks for the clip-air plane.Bachelor project, EPFL, June 2012.
[13] Revankar T. S Kane C. Suflur-iodine thermochemical cycle: Hi decomoposition flow sheetanalysis. International journal of hydrogen energy, 33:5996–6005, 2008.
[14] Siegel N Kolb G. J, Diver R. B. Central-station solar hydrogen power plant. Americansociety of mechanical engineering, 129:179–183, 2007.
[15] Takata R Chin P Kromer M, Roth K. Support for cost analyses on solar-driven hightemperature thermochemical water-splitting cycles. Final report to the DOE, prepared byTIAX LLC, February 2011.
[16] Masin G. J Lewis M. A. The evaluation of alternative thermochemical cycles - part ii: Thedown-selection. International journal of hydrogen energy, 34:4125–4135, 2009.
49

8 REFERENCES
[17] Gardiner M. Energy requirements for hydrogen gas compression and liquefaction as relatedto vehicle storage needs. Technical report, Department of energy (DOE), October 2009.
[18] Rutkowski M. Current (2005) hydrogen from coal with CO2 capture and sequestration.National Renewable Energy Laboratory, Jun 2005.
[19] Wade N. M. Distillation plant development and cost update. Desalination, 136:3–12, July2000.
[20] David F. T Paul M Michele A. L, Magali S. F. Evaluation of alternative thermochemicalcycles - part iiifurther development of the cu-cl cycle. International journal of hydrogenenergy, 34:4136– 4145, 2009.
[21] Wang Z. L Daggupati V.N Gravelsins R. Naterer G. F, Gabriel K. Thermochemical hy-drogen production with a copper-chlorine cycle. i: oxygen release from copper oxychloridedecomposition. International journal of hydrogen energy, 33:5439–5450, 2008.
[22] Stolberg L Lewis M Wangd Z Dincer I Rosen M.A Gabriel K Secnik E Easton E.B Pioro ILvov S Jiang J Mostaghimi J Ikeda B.M Rizvi G Luf L Odukoya A Spekkens P Fowler MAvsec J Naterer G.F, Suppiah S. Progress of international hydrogen production networkfor the thermochemical cuecl cycle. International journal of hydrogen energy, 38:740 –759,2013.
[23] United Nations. Review of maritime transport 2011. United Nations conference on tradeand development, pages 64–84, 2011.
[24] BINE projecktinfo. Power plant with coal gasification. RWE project description, 2006.
[25] Vie P. J. S Ulleberg O Riis T, Hagen E. F. Hydrogen production and storage. Internationalenergy agency IEA, Paris, 2006.
[26] Penner S. Steps toward the hydrogen economy. Energy, 31:33–43, 2006.
[27] Suppiah S Stolberg L. N, Shkarupin A. Recent advances towards the development ofthe electrolyzer for hydrogen production by the copper-chlorine thermochemical cycle.WHEC2012, Toronto, Ontario, June 2012.
[28] Clifford K. H Kolb J. G Turchi C, Mehos M. Current and future costs for parabolic troughand power tower dystems in the us market. National Renewable energy laboratory NREL,October 2010.
[29] Beuret V. Evolution des marches en energies fossiles 2/2013. Office federale de l’energie(OFEN), Juin 2013.
[30] Gabriel K.S Gravelsins R Daggupati V.N Wang Z.L, Naterer G.F. Comparison of differentcopperchlorine thermochemical cycles for hydrogen production. International journal ofhydrogen energy, 34:3267 – 3276, 2009.
[31] Ogden J Yang C. Determining the lowest-cost hydrogen delivery mode. Internationaljournal of hydrogen energy, (32):268–286, 2007.
50

LIST OF FIGURES
List of Figures
1.1 The Clip-Air aircraft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22.1 A320-100/200 fuel consumption (FC) graph fitting for the respective flight dis-
tance (FD) assuming a landing weight of 57 [mt] . . . . . . . . . . . . . . . . . . 52.2 Short-haul and medium-haul flight ranges from LSGG . . . . . . . . . . . . . . . 63.1 Gasification processes for coal [24] . . . . . . . . . . . . . . . . . . . . . . . . . . 93.2 Operating principle of an alkaline electrolyzer . . . . . . . . . . . . . . . . . . . . 103.3 Operating principle of a PEM electrolyzer . . . . . . . . . . . . . . . . . . . . . . 123.4 Energy of reaction (∆ H, red) and Gibbs energy of reaction (∆G, gray) in function
of the steam inlet temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.5 Operating principle of a SOEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.6 Operating principle of a sulfur-iodine cycle . . . . . . . . . . . . . . . . . . . . . 144.1 Operating principle of a four-step copper chloride cycle . . . . . . . . . . . . . . . 194.2 Operating principle of the CuCl/HCl electrolysis . . . . . . . . . . . . . . . . . . 204.3 Hydrolysis spray reactor [20] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 214.4 Oxychloride decomposition reactor [20] . . . . . . . . . . . . . . . . . . . . . . . . 224.5 Plant functional sheet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 224.6 Composite curves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244.7 Carnot composite curves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 254.8 Four step Cu-Cl cycle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.9 Effect of temperature and HCl concentration on cell voltage [27] . . . . . . . . . 285.1 Daily extraterrestrial irradiation ED (red), irradiation including reflection losses
ηa (yellow), the weather factor ηw (green) and ground albedo ηg (blue) over theyear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
5.2 Hybrid tower/through CSP plant . . . . . . . . . . . . . . . . . . . . . . . . . . . 355.3 Rankine cycle with LPE flowsheet . . . . . . . . . . . . . . . . . . . . . . . . . . 365.4 Temperature-enthalpy flow diagram of the molten salt streams (red) and va-
por/water streams (blue) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 377.1 Hydrogen price (left) and investment cost (right) breakdown . . . . . . . . . . . . 47A1 Fuel consumption sheet of a A320 100/200 powered by two CFM56-5C4 . . . . . i
51

LIST OF TABLES
List of Tables
2.1 Clip-Air and A320 specific weight [1] . . . . . . . . . . . . . . . . . . . . . . . . . 42.2 Fitted function properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.3 Fuel consumption of Clip-Air and A320-100/200 . . . . . . . . . . . . . . . . . . 52.4 Scenario characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.5 Hydrogen assessment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73.1 State of the art for specifications of Alkaline and PEM electrolysis [5] . . . . . . 113.2 Major characteristics for each hydrogen production process . . . . . . . . . . . . 164.1 Chemical reactions in a four-step Cu-Cl cycle . . . . . . . . . . . . . . . . . . . . 184.2 Heat grade and quantity required for precipitate drying [30] . . . . . . . . . . . . 204.3 Heat grade and quantity required for the hydrolysis reaction [21, 20] . . . . . . . 214.4 Heat grade and quantity required for the decomposition reaction [21, 20] . . . . . 214.5 Energy requirements for the water preparation unit . . . . . . . . . . . . . . . . . 234.6 Energy requirements for liquefaction unit . . . . . . . . . . . . . . . . . . . . . . 234.7 Minimum thermal energy requirements of the production cycle . . . . . . . . . . 274.8 Minimum electrical energy requirements of the production cycle . . . . . . . . . . 274.9 Minimum electrical energy requirements of the production plant . . . . . . . . . 284.10 Complementary utility investment costs . . . . . . . . . . . . . . . . . . . . . . . 304.11 Indirect capital cost factors [15] . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304.12 Operating cost factors [15] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 314.13 MER and investment costs of the overall production plant . . . . . . . . . . . . . 325.1 Solar correction factors and parameters . . . . . . . . . . . . . . . . . . . . . . . 345.2 Power cycle performance and characteristics . . . . . . . . . . . . . . . . . . . . 375.3 Power cycle requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 375.4 Hybrid CSP plant size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385.5 Land cost reference values [7] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 395.6 Direct heliostat cost reference values [7] and design parameters . . . . . . . . . . 405.7 Overhead cost reference values [7] . . . . . . . . . . . . . . . . . . . . . . . . . . . 405.8 Direct trough module cost reference values [7] and design parameters . . . . . . . 415.9 Operating cost factors [15] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 425.10 Investment costs and characteristics of the hybrid CSP plant . . . . . . . . . . . 426.1 Pipeline operating and capital expenses [31] . . . . . . . . . . . . . . . . . . . . . 436.2 LH2 Truck operating and capital expenses [31] . . . . . . . . . . . . . . . . . . . 436.3 LH2 carrier operating and capital expenses . . . . . . . . . . . . . . . . . . . . . 446.4 Transportation data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 456.5 Ship capital and operating expenses . . . . . . . . . . . . . . . . . . . . . . . . . 456.6 Truck capital and operating expenses . . . . . . . . . . . . . . . . . . . . . . . . . 456.7 Overall capital and operating expenses for hydrogen delivery . . . . . . . . . . . 46B1 Direct heliostat cost reference values [7] . . . . . . . . . . . . . . . . . . . . . . . iiB2 Indirect heliostat cost reference values [7] . . . . . . . . . . . . . . . . . . . . . . iiB3 Direct trough module cost reference values [7] . . . . . . . . . . . . . . . . . . . . ii
52

A FUEL ASSESSMENT
Appendices
A Fuel assessment
A.1 A320 fuel consumption sheet
Figure A1: Fuel consumption sheet of a A320 100/200 powered by two CFM56-5C4
i

B POWER PLANT DESIGN
B Power plant design
B.1 Capital cost reference values
B.1.1 Heliostat reference values
The reference case values used for the direct and indirect capital cost assessment of the heliostatsare exposed in the following tables (Tables B1 and B2).
Table B1: Direct heliostat cost reference values [7]
Direct cost parameters c0direct [$/u] s [-] pr [-] pi [-]
Foundation 200 0.2274 0.9806 1.0816Pedestal & structure 3777 1.47 0.99 1.807Drives 6000 0.6 0.94 1.3702Mirrors 4996 1.042 0.97 1.0861Control & communications 875 0.2311 0.96 1.2841Wiring 877 0.4479 1 1.0302Shop fabrication 480 0.4264 0.98 1Installation & checkout 450 0.2610 1 1
Table B2: Indirect heliostat cost reference values [7]
indirect cost parameters c0direct [$] s [-] pr [-] pi [-]
Engineering 250’000 0.9551 0.96 1.2623Manufacturing facilities & tooling 800’000 0.9551 0.86 1.146Equipment lease & tooling 200’000 0.9551 0.86 1.146
B.1.2 Trough modules reference values
The reference case values used for the direct capital cost assessment of parabolic trough modulesare exposed in the following table (Table B3).
Table B3: Direct trough module cost reference values [7]
Direct cost parameters c0direct [$/m2] pr [-] pi [-]
Foundation 21 0.8993 1.0958Concentration structure 50 0.9408 1.6869Drives 14 0.8059 1.328Mirrors 40 0.8839 1.0505Receivers 43 0.8753 1.0505Electronics & control 16 0.7169 1.1894Interconnection pipping 11 0.7319 1.2677Header pipping 8 0.8313 1.2677Installation 17 0.8933 1Other 17 0.8665 1
ii