Upload
brandon-glenn
View
249
Download
9
Tags:
Embed Size (px)
Citation preview
STRUCTURAL REPAIR MANUAL
Page 1 51-21-00
Printed in GermanyFeb 01/02
PROTECTIVE TREATMENT
1. General
A. This section is about the surface protection which is given to the air
craft structure. The protective treatments prevent corrosion and a damage
by agressive fluids and provide erosion protection to metallic struc
tures. Composite structures have a surface treatment to protect them
against the effects of lightning strike, ultra violet rays and erosion.
B. General information and the specific procedures of the necessary protec
tive treatments during a repair are given in Paragraph 3. and in the
relevant Chapters as given below:
PROTECTIVE TREATMENT GENERAL INFORMATION/PROCE
DURE
PRETREATMENT (ELECTROCHEMICAL, CHEMI
CAL)
Chapter 51-22-00 Chapter 51-21-11
Chapter 51-23-11
Chapter 51-75-12
PAINT COATINGS (PRIMER, TOP COATS) Chapter 51-23-00 Chapter 51-23-11
Chapter 51-75-00
Chapter 51-75-12
SPECIAL COATINGS (LAQUERS, CORROSION
PREVENTIVE COMPOUND)
Chapter 51-23-00 Chapter 51-23-12
Chapter 51-75-12
Cross References
Table 1
C. The type of the surface protection of the components is related to:
- the material,
- the function,
- the location.
D. When a repair requires the removal of the original surface protection,
the correct surface protection must be applied after the repair is com
pleted (Refer to Chapter 51-23-11).
2. Protective Treatment Areas
A. All external areas have a surface protection. The following areas are
exceptions:
- Leading edges of slats and engine inlet cowl,
- external surfaces of the pylon made of corrosion resistant materials
(stainless steel/titanium),
- scuff plates on passenger and cargo doors,
- APU exhaust,
- equipment components, for example angles of an attached sensor, static
port areas,
STRUCTURAL REPAIR MANUAL
Page 2 51-21-00
Printed in GermanyFeb 01/02
- Cabin Pressurization Control System Outflow Valve (Zone 172).
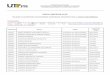
B. The internal area of an aircraft is divided into three main zones. Each
zone has a different surface protection. These zones are devided as fol
lows:
- Zone A: Areas in contact with air and water,
- Zone B: Areas in contact with fuel (including pipes),
- Zone C: Areas where corrosion can be expected because of:
- Contact with hydraulic fluids, lubricants and/or waste water,
- high condensation,
- difficult access, and/or with high risk of accidental damage.
Figures 1 and 2 show these zones in general detail.
3. Types of Surface Protection
A. The protection build-up is not the same in all areas of the aircraft
structure. Some components are manufactured from corrosion-resistant mate
rial and require no surface protection. There are three important groups
of protective treatment:
- Pretreatment,
- paint coatings,
- special coatings.
B. The pretreatment of materials increases corrosion-resistant properties and
gives a good surface for the adhesion of paint coatings. The chemically
or electrochemically applied films passivate the surface and prevent cor
rosion. Primer paint is applied to all general structure to protect
against corrosion. A polyurethane top coat is applied to protect against
chemical or mechanical damage. Corrosion-preventive compound and water-re
pellent protective coating (rust inhibitor) are applied to those aircraft
structures that are more likely to be effected by corrosion (Refer to
Chapter 51-22-00 and Chapter 51-23-12
STRUCTURAL REPAIR MANUAL
Page 3 51-21-00
Printed in GermanyFeb 01/02
Protective Treatment Zones - Fuselage and Stabilizers
Figure 1
STRUCTURAL REPAIR MANUAL
Page 4 51-21-00
Printed in GermanyFeb 01/02
Protective Treatment Zones - Wings
Figure 2
STRUCTURAL REPAIR MANUAL
Page 1 512111Printed in Germany
Feb 01/08
APPLICATION OF PROTECTIVE TREATMENT TO METAL PARTS
1. General
A. The following sections detail the necessary treatments for metal repairparts. The required paint coatings are given in Chapter 512311.
B. The Table Below shows the original protection and choice of alternativesolutions for field repairs only.
NOTE: This table does not cover major part replacement.
NOTE: CAA protection is recommended, especially in areas subject to corrosion, nevertheless chemical conversion coating or wash primer isacceptable although the level of protection is degraded versus CAA.
MATERIAL ORIGINAL PROTECTION FORDETACHABLE REPAIR PARTS
REPAIR ALTERNATIVES PARAGRAPH
Aluminum CAA unsealed + paint Chemical conversion coati i h
2.
Chemical conversion coating + paint
ing + paint or washprimer + paint
SAA unsealed + paint
Protective Treatments on Aluminum
Table 1
If the required treatments are not practicable, refer to the column Repair Alternative. Use the abbreviation CAA for Chromic Acid Anodizingand SAA for Sulfuric Acid Anodizing.
The application of wash primer is preferred in those areas that would bedifficult to clean after the application of chemical conversion coating.This would prevent a chemical product being trapped between parts andsubsequently causing corrosion.
Anodic coating is considered to be the superior protection.
The repair alternatives in Table 1 are not allowed for bonded structure.
STRUCTURAL REPAIR MANUAL
Page 2 512111Printed in Germany
Feb 01/08
MATERIAL ORIGINAL PROTECTION FORDETACHABLE REPAIR PARTS
REPAIR ALTERNATIVES PARAGRAPH
STEEL Cadmium plating Cadmium plating by DALIC process
3.
Cadmium plating + paint Cadmium plating by DALIC or SELECTRON process orwash primer +paint
Phosphating + paint Phosphating or wash primer + paint
Zinc spraying Wash primer + paint
Silver plating None
Chrome plating None
Protective Treatments on Steel
Table 2
If the required treatments are not practicable, refer to the column Repair Alternative. Use the abbreviation CAA for Chromic Acid Anodizingand SAA for Sulfuric Acid Anodizing.
The repair alternatives in Table 2 are not allowed for bonded structure.
MATERIAL ORIGINAL PROTECTION FORDETACHABLE REPAIR PARTS
APPLICATION IN SITU PARAGRAPH
Titanium Anodizing not applicable 4.
Cadmium plating
Nickel plating
Protective Treatments on Titanium
Table 3
2. Aluminum
WARNING: BE CAREFUL WHEN YOU USE CHEMICAL MATERIALS. OBEY THE MATERIALMANUFACTURERS INSTRUCTIONS AND THE LOCAL REGULATIONS. MAKE SURETHAT THERE IS A GOOD FLOW OF AIR THROUGH THE WORK AREA. DO NOTBREATHE THE FUMES. DO NOT SMOKE. DO NOT USE THESE MATERIALS NEARA FLAME, SPARKS OR SOURCES OF HEAT. USE PROTECTIVE CLOTHING,GOGGLES AND GLOVES. IF YOU GET ONE OF THESE MATERIALS ON YOURSKIN OR IN YOUR EYES, FLUSH IT AWAY WITH A FLOW OF CLEAN WATER.IF YOU GET ONE OF THESE MATERIALS IN YOUR MOUTH, GET IMMIEDIATEMEDICAL AID. IN GENERAL, THESE MATERIALS ARE FLAMMABLE, POISONOUSAND SKIN IRRITATING.
WARNING: PUT ON PROTECTIVE CLOTHING. ALL CHEMICAL COMPONENTS CAN CAUSESKIN, EYE AND LUNG DAMAGE.
A. Chromic Acid Anodizing and Sulfuric Acid Anodizing (CAA, SAA, unsealed)
STRUCTURAL REPAIR MANUAL
Page 3 512111Printed in Germany
Feb 01/08
(1) General
(a) CAA and SAA are galvanic procedures in which the surface of metal is given an oxide coating. The treatment increases the corrosion resistance of the material and gives a good surface for theadhesion of subsequent paint coatings.
(b) Make sure that subsequent paint coatings, if required, are applied within 16 hours after this treatment.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR THE MATERIALS WHICHYOU USE FOR THE CLEANING PROCEDURES BEFORE YOU START WITHTHE CAA PROCESS. THESE CLEANING AGENTS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICAL WHICHYOU USE IN THIS PROCEDURE. THESE CHEMICALS ARE POISONOUSAND DANGEROUS.
(3) Procedure
(a) For details of the CAA process and the necessary equipment referto the PMS Chapter 010208.
(b) For details of the SAA process and the necessary equipment referto the PMS Chapter 010209.
B. Application of Chemical Conversion Coating
CAUTION: MAKE SURE THAT YOU REMOVE ALL MASKING MATERIAL FROM REPAIR AREAWHEN WORK IS COMPLETED. ITI IS VERY IMPORTANT TO MAKE SURE THATTHERE IS NO MASKING MATERIAL ON THE PITOT HEADS AND STATICPORTS.
(1) General
WARNING: PRETREATMENT FOR PAINTING (MATERIAL NO. 13002) IS POISONOUS.
(a) The application of the product (Material No. 13002), describedin Paragraph 2.B.(4), is a non electrolytic process. It producesa protective coating and gives a good surface for the adhesionof the subsequent paint coatings. The product can be applied bybrush, swab and immersion procedure. Brush application is suitable to field repairs.
The use of ALODINE PEN 1132 (Material No. 13005) is a nonelectrolytic process driedinplace coating. It can be used as analternative to pretreatment for painting (Material No. 13002) forsmall touch up repairs not exceeding 20000 mm& (31 in.&), referto Paragraph 2.B.(5).
(b) Before you start with this procedure, make sure that the surfaceshows bright metal.
STRUCTURAL REPAIR MANUAL
Page 4 512111Printed in Germany
Feb 01/08
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU USE CLEANINGAGENTS (MATERIAL NO. 11003 AND 11004). THESE CLEANINGAGENTS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU USE CHEMICALCONVERSION COATING (MATERIAL NO. 13002). THIS PRODUCT ISPOISONOUS.
CAUTION: ENSURE THAT ALL MASKING MATERIALS ARE REMOVED FROM THE REPAIR AREA ON COMPLETION OF WORK, PAY SPECIAL ATTENTION TOPITOT HEADS AND STATIC PORTS.
(3) Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
Cleaning agent Material No. 11003, 11004 or 11026 (Refer to Chapter513500)
2 ALODINE 1200 or ALOCROME 1200
Material No. 13002 (Refer toChapter 513500)
3 Concentrated nitric acid 4 Containers Stainless steel or acidresis
tant material5 Masking tape 6 Cotton cloth 7 Softbristle brushes Fiberbristled or nylon8 Hotair dryer 9 SCOTCHBRITE pads ALODINE 1000 or 1500 Material No. 13003 (Refer to
Chapter 513500) ALODINE PEN 1132 Material No. 13005, refer to
Chapter 513500. SCOTCHBRITE pads
Type A fine Local purchase
(4) Application of Chemical Conversion Coating by Brushing
STRUCTURAL REPAIR MANUAL
Page 5 512111Printed in Germany
Feb 01/08
WARNING: PRETREATMENT FOR PAINTING (MATERIAL NO. 13003) IS POISONOUS.
(a) Preparation of Brush Solution
NOTE: Use either Material No. 13002 (CCC yellow) or 13003 (CCCcolorless) in accordance with the areas to be repaired.
Use pretreatment for painting (Material No. 13003) on:
unpainted parts
nonpainted area around static ports
parts where electrical bonding is required
when required in specific repair procedure
WARNING: PRETREATMENT FOR PAINTING (MATERIAL NO. 13002) IS POISONOUS.
1 Mix the powder (Material No. 13002 or 13003)) with deionizedwater in a plastic or stainless steel container at room temperature.
NOTE: Use the applicable proportions as follows:
Material No. 13002 (ALODINE 1200 or ALOCROME 1200)The proportion to mix is 2230 g in 1 liter of demineralized water. Contact time is 35 minutes.
Material No. 13003 (ALODINE 1000 or 15000)The proportion to mix is:
For ALODINE 15001011 g in 1 liter of demineralized water. Contact timeis 13 minutes.
For ALODINE 100033,8 g in 1 liter of demineralized water. Contact timeis 25 minutes.
NOTE: Refer to PMS Chapter 010118 for the definition of demineralized water.
2 Allow the solution to stand for a minimum of 1 hour beforeuse.
NOTE: You can disregard small amounts of insoluble materialwhich may appear.
(b) Preparation Prior to Application
STRUCTURAL REPAIR MANUAL
Page 6 512111Printed in Germany
Feb 01/08
WARNING: PRETREATMENT FOR PAINTING (MATERIAL NO. 13002) IS POISONOUS.
WARNING: PRETREATMENT FOR PAINTING (MATERIAL NO. 13003) IS POISONOUS.
1 Mask all surfaces so that no solution can pass into adjacentsplices, seams or voids.
NOTE: Surfaces which are painted, anodized or have been previously treated with the product (Material No. 13002 or13003) need not to be masked.
2 Abrade the surface to be treated with SCOTCHBRITE pads.
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
3 Clean the area with a clean cotton cloth soaked in cleaningagent (Material No. 11003 or 11004).
(c) Application
WARNING: MATERIALS SOAKED IN CHEMICAL CONVERSION SOLUTION (MATERIAL NO. 13002) CONSTITUTE A FIRE HAZARD.
1 Apply the solution onto the surface of the metal with a brushor lintfree cloth or by immersion procedure. Keep the surfacemoist by successive applications until a golden yellow film isobtained for Material No. 13002 or an iridescent film is obtained for Material No. 13003. Darker powdery deposits willresult in poor paint adhesion.
CAUTION: DO NOT ALLOW THE APPLIED FILM TO BECOME DRY BEFORE ITIS RINSED WITH WATER.
CAUTION: WHEN YOU RINSE AND DRY THE SOFT NEW COATING, EXERCISECARE NOT TO DAMAGE THE FILM.
2 Rinse the area thoroughly with demineralized running clean water (minimum 2 minutes).
3 Dry off the area with hot (maximum 60 C (140 F)), oil freelowpressure air.
4 Apply the required paint coatings as soon as possible butwithin 16 hours (Refer to Chapter 512311).
STRUCTURAL REPAIR MANUAL
Page 7 512111Printed in Germany
Feb 01/08
CAUTION: WEAR PROTECTIVE EQUIPMENT AND OBEY MANUFACTURERS INSTRUCTIONS.
WARNING: PRETREATMENT FOR PAINTING (MATERIAL NO. 13002) IS POISONOUS.
(5) Application of Chemical Conversion by Pen
NOTE: The use of ALODINE PEN 1132 (Material No. 13005) is a nonelectrolytic process driedinplace coating. It can be used asan alternative to pretreatment for painting(Material No. 13002) for small touchup repairs not exceeding20000 mm& (31 in.&).
(a) Preparation prior to application
1 Mask all the surfaces so that no solution can pass into adjacent splices, seams or voids.
NOTE: Anodized areas or areas already treated with ALODINE PEN1132 (Material No. 13005) need not to masked.
2 Abrade the surface to be treated with SCOTCHBRITE pads.
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11026) IS DANGEROUS.
3 Clean the area with a clean cotton cloth soaked in cleaningagent (Material No. 11003, 11004) or 11026).
4 Dry the surface.
(b) Application
1 Activasion of the pen
Remove the cap, hold the pen with the felt tip downwards.Press the tip of the pen against a cotton cloth. This willopen the valve, allowing ALODINE 1132 to reach the applicationtip. A new unit should charge in 30 45 seconds. When theALODINE wets the tip and the cotton cloth, release pressure.Unit is ready to use. The tip shall be not excessively wetprior to its use.
STRUCTURAL REPAIR MANUAL
Page 8 512111Printed in Germany
Feb 01/08
2 Apply ALODINE 1132 to the part with firm, smooth, even andcontinous strokes. Overlap each stroke by 50% to ensure fullcoverage.
NOTE: Do not allow the solution to puddle. If it is the case,it will burn the surface and adhesion loss can occur.
Do not use too much solution. Just wet the surface andthe solution should not run, if the surface is held vertical.
It is recommended that the application start and stopjust outside the bare aluminum area.
Do not rinse. Do note wipe.
No solution breaks must be observed, repeat Paragraph2.B.(5)(a) if solution breaks.
3 Let it dry for 5 minutes and apply a second coat in 90direction as described in Paragraph 2.B.(5)(b)2.
4 Let it dry for 1 hour at ambient temperature.
NOTE: Light brown color is acceptable. Color shades, lines oroverlap marks are acceptable.
5 Apply the required primer within 4 hours maximum.
NOTE: Replace the cap after use. To recharge the pen, repeatthe activasion process. Store the pens head up to avoidleaks.
WARNING: STRUCTURE PAINT (MATERIAL NO. 16020) IS DANGEROUS.
C. Application of Wash Primer (Material No. 16020)
(1) General
(a) The application of wash primer (Material No. 16020) is a chemical pretreatment to increase the corrosion resistant propertiesof the metal and to give a good surface for the adhesion offurther paint coatings.
(b) Wash primer (Material No. 16020) is composed of a polyvinylbutyral basis and a hardener. The product must usually be thinned bya thinner to the appropriate viscosity for spray or brush application.
STRUCTURAL REPAIR MANUAL
Page 9 512111Printed in Germany
Feb 01/08
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU USE CLEANINGAGENTS (MATERIAL NO. 11003 AND 11004). THESE MATERIALS AREDANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU PREPARE ANDAPPLY WASH PRIMER (MATERIAL NO. 16020). DO NOT LET ANY MATERIAL COME IN CONTACT WITH THE SKIN, EYES OR MOUTH. DO NOTINHALE VAPORS. WORK IN WELL VENTILATED AREA.
CAUTION: ENSURE THAT ALL MASKING MATERIALS ARE REMOVED FROM THE REPAIR AREA ON COMPLETION OF WORK, PAY SPECIAL ATTENTION TOPITOT HEADS AND STATIC PORTS.
(3) Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
1 Cleaning agent Material No. 11003 or 11004(Refer to Chapter 513500)
2 Wash primer Material No. 16020 (Refer toChapter 513500)
3 Application tool According to manufacturersinstructions
4 Masking tape and paper 5 Cotton cloth
(4) Procedure
(a) Mask off the area, which is not to be treated, with masking tapeand paper.
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
(b) Clean the area with a cotton cloth, soaked in cleaning agent(Material No. 11003 or 11004).
NOTE: Make sure that the area shows a bright metal surface.
(c) Mix the wash primer solution according to the material manufacturers instructions.
WARNING: STRUCTURE PAINT (MATERIAL NO. 16020) IS DANGEROUS.
(d) Apply wash primer (Material No. 16020) according to the materialmanufacturers instructions.
NOTE: After application subsequent paint coatings must be appliedwithin a period of 16 hours. For the determination of therequired paint coatings refer to Chapter 512311.
STRUCTURAL REPAIR MANUAL
Page 10 512111Printed in Germany
Feb 01/08
3. Steel Alloys
A. Cadmium Plating
(1) General
(a) Cadmium plating is a procedure in which the surface of the material is given a layer of cadmium. If corrosion occurs it willremove the thin layer first. This is referred to as sacrificialcorrosion.
(b) There are two different procedures used to put the cadmium ontothe surface of the material. The first method describes a cadmiumplating procedure, in which the metal parts are put intoseveral immersion baths. The second method describes the DALICProcess, which is suitable for field repairs.
(c) Before you start the cadmium plating procedure, make sure thatthe parts are clean, show a bright metal surface and are freefrom corrosion (Refer to Chapter 517400).
(d) It is recommended that cadmium plating is carried out by trainedand approved personnel.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH MATERIAL WHICHYOU USE FOR CLEANING PROCEDURES BEFORE YOU START THE CADMIUM PLATING. THESE CLEANING AGENTS ARE HARMFUL.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICAL WHICHYOU USE IN THIS PROCEDURE. THESE CHEMICALS ARE POISONOUSAND HARMFUL.
(3) Cadmium Plating (Immersion Procedure)
(a) For details of this cadmiumplating procedure and the necessaryequipment refer to PMS Chapter 010202.
(4) Cadmium Plating (DALIC Process) for steel with a maximum tensilestrength of 1100 N/mm & (159 KSI).
NOTE: Alternative procedures given in Paragraph 3.A.(5) for steels anin Paragraph 3.A.(6) for stainless steeles.
(a) Materials and Equipment
Contact AIRBUS to obtain the reference source for the DALICmaterials.
NOTE: For the power supply you need a DALIC rectifier. Dishesfor the solutions must be made out of glass, polythene orporcelain material. For electrodes use DALIC tampons whichhave to be prepared in accordance with the materialmanufacturers instructions.
STRUCTURAL REPAIR MANUAL
Page 11 512111Printed in Germany
Feb 01/08
(b) Subsidiary Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
1 DALIC cleaning and deoxidi zing solution
2 DALIC cadmium/zinc passivating solution
3 Trichloroethane Material No. 11004 (Refer toChapter 513500)
4 Lintfree cloth 5 DALIC membrane 6 Masking tape 7 Brush or swab 8 Hotair dryer 9 DALIC cadmium alkaline
solution
10 DALIC cadmium acid solution
For all materials refer to theDALIC instruction manual
11 DALIC nickel epais solution
12 DALIC etch/activatorsolution Number 4
13 DALIC etch/activatorsolution Number 3
14 Aluminum oxide powder orScotchbrite pads
(c) How to Obtain the Correct Thickness
The thickness of the deposited metal is controlled by the amperehour meter. It further depends upon the area to be plated andthe specific plating factor. The specific plating factor givesthe number of amperehours required to produce a deposit in mm orinches onto a surface area of square centimeters or square inches.
SOLUTION FACTOR WHEN YOU MEASUREIN mm or cm
FACTOR WHEN YOU MEASUREIN INCHES
Nickel epais solution 1.282 210
Cadmium alkaline solution 0.488 80
Cadmium acid solution 0.488 80
Specific Plating Factor
Table 4 Example: You have to plate an area of 25 cm & with cadmiumalkaline solution. The required thickness is 0.015 mm. The cor
STRUCTURAL REPAIR MANUAL
Page 12 512111Printed in Germany
Feb 01/08
rect amperehours setting is:0.488 x 0.015 x 25 = 0.183 amperehours
Example: You have to plate the same area with the same thickness, but you measure in inches. The thickness is 0.0006 in.and the area has the size of 3.87 sq.in. Determine the correctnumber of amperehours as follows:80 x 0.0006 x 3.87 = 0.183amperehours
(d) Inspection
The cadmium deposit must be fine grain, smooth, and free fromblisters, pitting, burns and other defects. Ensure that the cadmium deposit has good adherence to the metal surface. Check thiswith an adhesive tape. Put a strip of adhesive tape onto thetreated surface and draw it quickly away. The adhesive tape mustbe free from cadmium particles.
(e) Procedure for nonstainless steel
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
1 Remove all grease from the repair area with a clean clothsoaked in trichloroethane (Material No. 11004).
2 When the cleaning agent has evaporated, mask off all areaswhich are not to be treated.
WARNING: CLEANING AND DEOXIDIZING SOLUTION IS HARMFUL.
3 With a prepared tampon apply the cleaning and deoxidizing solution (Item 1 in the Table of Subsidiary Materials). Do this atcathodic plating polarity (see manufacturers instructions) and10 to 12 volts. Move the tampon in contact and over the surface until you get a regular clean surface which is free fromwater breaks. This should take about 5 to 10 seconds persquare inch (6.5 cm & ).
4 Rinse the area with clean cold running water.
WARNING: CADMIUM ALKALINE SOLUTION IS DANGEROUS.
5 With a prepared tampon apply the cadmium alkaline solution(Item 9 in the Table of Subsidiary Materials). Do this at cathodic plating polarity and 8 to 12 volts. Move the tampon incontact with and over the surface until you get the requiredthickness. You should move the tampon at a speed of approximately 1038 cm (415 in.) per second.
NOTE: For unspecified thickness, the deposit must average between 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.). Refer to Paragraph 3.A.(4)(c).
6 Rinse the area with clean cold running water.
STRUCTURAL REPAIR MANUAL
Page 13 512111Printed in Germany
Feb 01/08
7 Abrade slightly the treated surface with a Scotchbrite pad oraluminum oxide and cotton wool. It will brighten the cadmiumdeposit before passivation and improve its appearance.
WARNING: CADMIUM/ZINC PASSIVATING SOLUTION IS HARMFUL.
8 Apply passivation solution (Item 2 in the Table of SubsidiaryMaterials) with a brush or swab to the plated surface. Allowthe solution to remain in contact for 5 to 10 seconds until ayellow or gold appearance is obtained.
9 Rinse the area with clean cold running water.
CAUTION: THE PASSIVATED FILM IS RELATIVELY FRAGILE UNTIL DRY.AVOID TOUCHING BEFORE STEP 3.A.(4)(e)10 IS COMPLETE.
10 Dry the repair area with a hotair dryer at a maximum temperature of 50 C (122 F).
NOTE: If step 3.A.(4)(e)10 is impracticable, rinse with hot water to aid drying and gently dab the surface with softclean tissues or clean cotton wool until the surface isdry.
11 Inspect the treated area as described in Paragraph 3.A.(4)(d).
NOTE: Make sure that the required paint coatings are appliedwithin 16 hours.
(f) Procedure for Stainless Steel
1 Do the steps 3.A.(4)(e)1 to 3.A.(4)(e)4.
WARNING: ETCH/ACTIVATOR SOLUTION NUMBER 4 IS HARMFUL.
2 With a prepared tampon apply the etching solution (Item 12 inthe Table of Subsidiary Materials). Do this at a reversed polarity (anodically, see manufacturers instructions) and 10 to14 volts. Move the tampon in contact with and over the complete surface concerned. Continue until an evenly etched andsmutted appearance is obtained.
3 Rinse the area with clean cold running water.
WARNING: ETCH/ACTIVATOR SOLUTION NUMBER 3 IS HARMFUL.
4 With a prepared tampon apply the etching solution (Item 13 inthe Table of Subsidiary Materials). Do this at a reversed polarity (anodically, see manufacturers instructions) and 10 to12 volts. Move the tampon in contact with and over the complete surface concerned until the surface will not lighten further.
5 Rinse the area with clean cold running water.
STRUCTURAL REPAIR MANUAL
Page 14 512111Printed in Germany
Feb 01/08
WARNING: ETCH/ACTIVATOR SOLUTION NUMBER 4 IS HARMFUL.
6 With a prepared tampon apply the etching solution (Item 12 inthe Table of Subsidiary Materials). Do this at cathodicallypolarity (see manufacturers instructions) and 10 to 12 volts.Move the tampon in contact with and over the complete surfaceconcerned for 2 to 3 seconds per square inch (6.5 cm & ).
WARNING: NICKEL EPAIS SOLUTION IS DANGEROUS.
7 Move the tampon with nickel epais solution (Item 11 in theTable of Subsidiary Materials) over the moistened area at cathodically plating polarity (see manufacturers instructions)and 6 to 10 volts, until 0.0025 mm (0.0001 in.) has been deposited. Refer to Paragraph 3.A.(4)(c).
NOTE: Move the tampon at about 1025 cm (410 in.) per second.
8 Rinse the area with clean cold running water.
WARNING: CADMIUM ACID SOLUTION IS DANGEROUS.
9 With a prepared tampon apply the cadmium acid solution (Item 10in the Table of the Subsidiary Materials). Do this at theplating polarity (see manufacturers instruction) and 8 to 10volts. Move the tampon in contact with and over the surfaceuntil you get the required thickness. You should move the tampon at a speed of approximately 1561 cm (624 in.) per second.
NOTE: For unspecified thickness, the deposit must average between 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.). Refer to Paragraph 3.A.(4)(c).
10 Do steps 3.A.(4)(e)6 thru 3.A.(4)(e)11.
(5) Cadmium brush plating (or pad cadmium plating DALIC process) forsteels (excluding stainless steels) with a maximum tensile strengthof 1420 N/mm2.
NOTE: This process is to be used to repair damaged protectivetreatment film not exceeding 70 cm2. The process is not allowedon any steel with carburized areas
This process must be carried out by trained and approved personnel. An operator training service is available from thesolution suppliers.
(a) Equipment
Power supply: Variable rectifier 30 volt 20 amp minimum fittedwith voltmeter, ammeter, ampere hour meter, reversing switchand on/off switch.
Dishes for solutions glass polyethylene or porcelain flatbottom dishes of convenient size.
STRUCTURAL REPAIR MANUAL
Page 15 512111Printed in Germany
Feb 01/08
Electrodes: Use DALIC or DALIC UK or SIFCO tampons which haveto be prepared in accordance with the material manufacturersinstructions. For optimum deposit speed area and shape of theanode must be determined by the area and the shape of the partto be plated the size should be s/6 < S < s/3 for SIFCOsolution and s/8 < S < s/5 for DALIC solution where "s" isthe area to be treated and "S" the area of the anode.
Hot air drier (oil free)
(b) Repair Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
1 Cleaning Agent AR Material No. 11003, 11004or 11026 (refer to Chapter513500)
2 Lint free cloth, cottonwool
AR Local Purchase
3 Abrasive Paper SiliconCarbide (grade 120)
4 Abrasive Paper AluminumOxide (grade 320 waterresistant) or finer orred SCOTCHBRITE pads
AR Local Purchase
5 masking tape
AR PVC insulating tape or 3M No.470 or aluminum tapeMaterial No. 08052 (refer toChapter 513500)
6 Brush or Swab AR Local Purchase7 Demineralized Water AR8 Aluminium Oxide Powder
(80 microns)AR DALIC Reference CC115
9 Brush Plating Tools(use graphite anode) andBonnets
AR Separate anodes, bonnets andsolution must be used at eachstage of the process .Do notuse steel tools containing morethan 5% of chromium
10 DALIC Cadmium platingSolution 2023
AR Code 11028 from DALICCode DPS6123 from DALIC UK
11 Chromic finish solution AR Passivateur No. 2 Code 10033from DALICCadmium/Zinc Passivating CodeDFS 8010 from DALIC UK
STRUCTURAL REPAIR MANUAL
Page 16 512111Printed in Germany
Feb 01/08
ITEM MATERIAL/REMARKSQTYNOMENCLATURE
12 SIFCO Cadmium LHE Code SPS 5070 from SIFCO13 SIFCO Passivating Solution
Code SSS 3002 from SIFCO
Storage conditions:Keep away from humidity and light at a temperature between 5 C 30 C.Recommended shelf life is three years in original container except dalicsolution 2023 one year.
DALIC41, Rue des Eaux, B.P. 9013935501 VITRE FranceTel: (33) 2.99.75.53.80Fax: (33) [email protected]
DALIC UK LtdSouth Lodge House, 6870 Frogge StreetIckleton (South Cambridge Shire) CB 101 SH UKTel: 0 1799 532 002Fax: 0 1799 532 [email protected]
Storage conditions:2143 C RH 3090, keep away from humidity and light at a temperaturebetween 5 C 30 C. Recommended shelf life is three years in originalcontainer and one year for SIFO5070.
SIFCO applied surface concepts16, rue de la Noue GuimanteLots 22/23PA de la Courtilliere77400 SaintThibault des Vigneswww.electrolyseautampon.com
(c) How to obtain the correct thickness
The thickness of the deposited metal is controlled by theamperehour meter. It further depends upon the area to be platedand the specific plating factor. The specific plating factorgives the number of ampere hours required to produce a depositin mm or inches onto a surface area of square centimeters orsquare inches.
STRUCTURAL REPAIR MANUAL
Page 17 512111Printed in Germany
Feb 01/08
SOLUTION FACTOR FOR MEASUREMENTIN (MM)
FACTOR FOR MEASUREMENTIN (IN.)
DALIC Code 2023 0.4 70
SIFCO SPS 5070 0.4 70
Specific Plating Factor
Table 5
Example 1:
You have to plate an area of 25 cm2 with SPS 5070 cadmium LHEplating solution. The required thickness is 0.015 mm. The correctampere hours setting is : 0.4 x 0.015 x 25 = 0.15 ampere hours.
Example 2:
You have to plate the same area with the same thickness but youmeasure in inches. The thickness is 0.0006 in. and the area hasthe size of 3.87 sq.inch. Determine the correct number of amperehours as follows 70 X 0.0006 X 3.87 = 0.162 amperehours.
(d) Inspection
The cadmium deposit must be fine grain, smooth and free fromblisters, pitting, burns and other defects. Ensure that thecadmium deposit has good adherence to the metal surface. Checkthis with an adhesive tape. Put a strip of adhesive tape ontothe treated surface and draw it quickly away. The adhesive tapemust be free from cadmium particles. For more information referto PMS 010221.
(e) Procedure
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11026) IS DANGEROUS.
1 Remove all grease from the repair area (minimum one inchoutside the repair area) with a clean cloth soaked in cleaningagent (Material No. 11003, 11004 or 11026) and wipe dry witha clean cloth or absorbent paper.
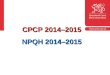
2 Mask as necessary to define the area to be plated. If the areawas already plated with cadmium, the brush plating must overlapthe existing cadmium by about 4mm (0.157 inch). Refer to Figure1.
3 Brush Plating Procedure
STRUCTURAL REPAIR MANUAL
Page 18 512111Printed in Germany
Feb 01/08
Use one of the alternative procedures given in Paragraph3.A.(5)(e)4 and 3.A.(5)(e)5.
4 Using SIFCO solutions
NOTE: Prepare the work place with all the items. Start thepower pack, adjust the voltage to 20 V and the currentto the maximum and ensure the power pack is set inforward polarity. Set the bonnet on the plating tool.Wet it first with demineralised water, squeeze with handand paper, then place the electrode in the cadmium solution.
a Manually abrade the area to be plated using a water wettedabrasive paper (320 grade or finer) or fine SCOTCHBRITE padand water. Feather the edge as shown on Figure 1.
b Rinse with demineralized water. Wipe with a clean wet clothand wipe dry with a clean cloth.
c Before switching on the current, wipe the area to be treatedwith a pad dampened with the plating solution (Item 12) orsoak a tampon with the plating solution and start theappropriate tampon movement over the plating area. Ensure youhave a liquid break free condition otherwise repeat Paragraph3.A.(5)(e)4b.
d Using a prepared tampon move the tampon and apply platingsolution at forward current cathodic plating polarity (partconnected to () terminal and electrode (+) see manufacturers instructions), plate at 1520 V until a visible layer ofcadmium is deposited, then reduce voltage to 814 V. Move thetampon in contact and over the surface and until you get therequired thickness (see the required ampere hours in Paragraph 3.A.(5)(c)) at a speed of approximately 624 m/min or2080 feet per minute. During plating do not allow thesurface to dry and move the tampon to avoid the deposit todarken (burning).
NOTE: For unspecified thickness the deposit must averagebetween 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.). Refer to Paragraph 3.A.(5)(c).
e Rinse the area with clean cold running water.
f Apply passivating solution (Item 13) with a brush or swab tothe plated surface. Allow the solution to remain in contactfor 15 to 30 seconds until a yellow or gold appearance isobtained.
g Rinse the area with clean cold running water.
h Dry the repair area with an air blast or with a hot airdryer at a maximum temperature of 50 C (122 F) or gently
STRUCTURAL REPAIR MANUAL
Page 19 512111Printed in Germany
Feb 01/08
dab the surface with soft clean tissues, absorbent paper orclean cotton wool.
i Inspect the treated areas as described in Paragraph3.A.(5)(d).
NOTE: Make sure that the required paint coatings are appliedwithin 16 hours.
NOTE: Do not return used solutions in original containers. Thesolutions, rinsing water and used bonnets must beprocessed or destroyed by an approved organization.Contaminated packaging if not reused with the sameproduct is also special waste to be sent to an approvedorganization for recycling or disposal.
5 DALIC Solution 2023
NOTE: Prepare the work place with all the items. Start thepower pack, adjust the voltage to 20 V and the currentto the maximum and ensure the power pack is set inforward polarity. Set the cover material on the platingtool. Wet it first with demineralised water, squeeze withhand and paper, then place the electrode in the cadmiumsolution.
a Lightly dry abrade the area to be treated using 120 gradeabrasive paper (around 3 perpendicular cross pattern)
b Reapply aluminium or PVC masking tape.
c Hand abrade area to be cadmium plated using 120 grade paperand water.
d Clean with clean cloth dampened with demineralized water.
e Lightly manually abrade the area using aluminium oxidepowder, water and cotton wool.
f Rinse with demineralized water.
g Clean with clean cotton wool or clean cloth dampened withdemineralized water, ensure that there is no longer blackresidues on the cloth.
h Rinse with demineralized water.
NOTE: Do not swab DALIC cadmium solution on the area to beplated.
i Connect the piece to () terminal and the electrode to (+)terminal (red plug, +) to the power supply pack.
j Plate at 20 V until 12 to 15% of the total current quantitycalculated is reached.
STRUCTURAL REPAIR MANUAL
Page 20 512111Printed in Germany
Feb 01/08
k Repeat Paragraph 3.A.(5)(e)5cthru 3.A.(5)(e)5h to remove thefirst cadmium layer.
l Set to 0 the current quantity meter.
m Plate again at 20 V until 12 to 15% of the total currentquantity calculated is reached then reduce to 11 V until therequired current quantity is reached.
NOTE: Ensure fast electrode movement to prevent burning ofthe deposit (use a speed of around 25 m/min (80 feet /min). Put the electrode on the tape and start to movethe electrode over the surface, sweep the surface veryquickly.
For unspecified thickness the deposit must averagebetween 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.). Refer to Paragraph 3.A.(5)(c).
n Rinse with clean cold running water.
o Remove the masking.
p Rinse with water.
q Dry with hot air dryer.
WARNING: CLEANING AGENT (MATERIAL NO. 11026) IS DANGEROUS.
r Clean with cleaning agent (Material No. 11026).
s Apply passivating solution (Item 11) with a brush or swab tothe plated surface. Allow the solution to remain in until ayellow or gold appearance is obtained.
t Rinse the area with clean cold running water.
u Dry the repair area with an air blast or with a hot airdryer at a maximum temperature of 50 C (122 F) or gentlydab the surface with soft clean tissues, absorbent paper orclean cotton wool.
v Inspect the treated areas as described in Paragraph3.A.(5)(d).
NOTE: Make sure that the required paint coaings are appliedwithin 16 hours.
NOTE: Do not return used solutions in original containers. Thesolutions, rinsing water and used bonnets must beprocessed or destroyed by an approved organization.Contaminated packaging if not reused with the sameproduct is also special waste to be sent to an approvedorganization for recycling or disposal.
STRUCTURAL REPAIR MANUAL
Page 21 512111Printed in Germany
Feb 01/08
Typical surface preparationFigure 1
(6) Cadmium brush plating (or pad cadmium plating DALIC process) forstainless steels with maximum tensile strength of 1100 N/mm2
NOTE: This process must be carried out by trained and approved personnel. An operator training service is available from thesolution suppliers.
(a) Equipment
Power supply: variable rectifier minimum fitted with voltmeter,ammeter, amperehour meter, reversing switch and on/off switch.
Dishes for solutions glass polyethylene or porcelain flatbottom dishes of convenient size.
Electrodes: Use DALIC, DALIC UK or SIFCO tampons which have tobe prepared in accordance with the material manufacturersinstructions. For optimum deposit speed area and shape of theanode must be determined by the area and the shape of the partto be plated. The size should be s/6 < S < s/3 where "s" isthe area to be treated and "S" the area of the anode.
Hot air drier (oil free)
STRUCTURAL REPAIR MANUAL
Page 22 512111Printed in Germany
Feb 01/08
(b) Repair Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
1 Cleaning Agent AR Material No. 11003, 11004or 11026 (refer to Chapter513500)
2 Lint free cloth, cottonwool
AR Local Purchase
3 Abrasive Paper SiliconCarbide (grade 120)
4 Abrasive Paper AluminumOxide (grade 320 waterresistant) or finer orred SCOTCHBRITE pads
AR Local Purchase
5 Masking Tape
AR PVC insulating tape or 3M No.470 or aluminum tapeMaterial No. 08052 (refer toChapter 513500)
6 Brush or Swab AR Local Purchase7 Demineralized Water AR8 Aluminium Oxide Powder
(80 microns)AR DALIC Reference CC115
9 Brush Plating Tools(use graphite anode) andBonnets
AR Separate anodes, bonnets andsolution must be used at eachstage of the process .Do notuse steel tools containing morethan 5% of chromium
10 DALIC Cadmium platingSolution 2023
AR Code 11028 from DALICCode DPS6123 from DALIC UK
11 Chromic finish solution AR Passivateur No. 2 Code 10033from DALICCadmium/Zinc Passivating CodeDFS 8010 from DALIC UK
12 ATTAQUE No. 3 Code 10005 from DALIC orDCN ETCHING Code DPR 5075 fromDALIC UK
13 ATTAQUE No. 2 Code 10004 from DALIC orACTIVATOR/ETCH No. 3 CodeDPR5003 from DALIC UK
14 NICKELAGE EP Code 11028 FROM DALIC orNickel EPAIS Code DPS6340 fromDALIC UK
15 SIFCO Cadmium LHE Code SPS 5070 from SIFCO
STRUCTURAL REPAIR MANUAL
Page 23 512111Printed in Germany
Feb 01/08
ITEM MATERIAL/REMARKSQTYNOMENCLATURE
16 SIFCO Passivating Solution
Code SSS 3002 from SIFCO
17 SIFCO ElectrolyticDegreasing Solution
AR Code SCM 4100 from SIFCO
18 Nickel Plating Solution AR Code SPS 5600 from SIFCO19 ACTIVATOR No. 4 AR Code SCM 4250 from SIFCO20 ACTIVATOR No. 1 AR Code SCM 4200 from SIFCO
Storage conditions:Keep away from humidity and light at a temperature between 5 C 30 C.Recommended shelf life is three years in original container.
DALIC41, Rue des Eaux, B.P. 9013935501 VITRE FranceTel: (33) 2.99.75.53.80Fax: (33) [email protected]
DALIC UK LtdSouth Lodge House, 6870 Frogge StreetIckleton (South Cambridge Shire) CB 101 SH UKTel: 0 1799 532 002Fax: 0 1799 532 [email protected]
Storage conditions:2143 C RH 3090, keep away from humidity and light at a temperaturebetween 5 C 30 C. Recommended shelf life is three years in originalcontainer.
SIFCO applied surface concepts16, rue de la Noue GuimanteLots 22/23PA de la Courtilliere77400 SaintThibault des Vigneshttp://www.electrolyseautampon.com
(c) How to obtain the correct thickness
The thickness of the deposited metal is controlled by theamperehour meter. It further depends upon the area to be platedand the specific plating factor. The specific plating factorgives the number of amperehours required to produce a deposit inmm or inches onto a surface area of square centimeters or squareinches.
STRUCTURAL REPAIR MANUAL
Page 24 512111Printed in Germany
Feb 01/08
SOLUTION FACTOR FOR MEASUREMENTIN (MM)
FACTOR FOR MEASUREMENTIN (IN.)
DALIC Code 2023 0.4 70
SIFCO SPS 5070 0.4 70
NICKEL EP/EPAIS 1.78 290
Nickel SPS 5600 1.5 250
Table 6
Example 1:
You have to plate an area of 25 cm2 with SPS 5070 cadmium LHEplating solution. The required thickness is 0.015 mm, the correctampere hours setting is: 0.4 x 0.015 x 25 = 0.15 amperehours.
Example 2:
You have to plate the same area with the same thickness, butyou measure in inches. The thickness is 0.0006 in. and the areahas the size of 3.87 sq.inch. Determine the correct number ofampere hours as follows: 70 x 0.0006 x 3.87 = 0.162 amperehours.
(d) Inspection
The cadmium deposit must be fine grain, smooth and free fromblisters, pitting, burns and other defects. Ensure that thecadmium deposit has good adherence to the metal surface. Checkthis with an adhesive tape. Put a strip of adhesive tape ontothe treated surface and draw it quickly away. The adhesive tapemust be free from cadmium particles. Refer to PMS 010221 formore information.
(e) Procedure
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
1 Remove all grease from the repair area (minimum one inchoutside the repair area) with a clean cloth soaked in cleaningagent (Material No. 11003 or 11004) and wipe dry with a cleancloth or absorbent paper.
2 Mask as necessary to define the area to be plated. If the areawas already plated with cadmium, the brush plating must overlapthe existing cadmium by about 4mm (0.157 inch). Refer to Figure1.
3 Brush Plating Procedure
STRUCTURAL REPAIR MANUAL
Page 25 512111Printed in Germany
Feb 01/08
Use one of the alternative procedures given in Paragraph3.A.(6)(e)4 and 3.A.(6)(e)5.
4 SIFCO Solution SPS 5070
NOTE: Prepare the work place with all the tools and solutions.
Use a different and identified tool for each solution.
First wet with demineralised water the bonnets set on theplating tools then squeeze with hand and paper and letsoak with solution for a minimum of 2 min.
The treatment must be achieved in totality without interruption.
a Manually abrade the area to be plated using a water wettedabrasive paper (320 grade or finer) or fine SCOTCHBRITE padand water or aluminum oxide powder on a water moistened swab.Feather the edge as shown on Figure 1.
b Rinse with demineralized water.
c Electrolitically clean with deoxidizing solution (Item 27) at1020 volts forward current.
d Rinse with demineralized water ensuring a water break freesurface.
e Anodically etch with solution ACTIVATOR No. 4 SCM 4250 (Item19) at 8 to 15 volts reverse current.
f Rinse with demineralized water.
g Cathodically etch with solution ACTIVATOR No. 1 SCM 4200(Item 20) at 8 to 15 volts forward current.
h Do not allow to dry. Plate without delay a layer of nickelusing plating solution (Item 18) at 6 to 10 volts for theampere minutes required to obtain 5 microns (2 to 7 microns).
i Rinse with demineralized water.
j Do not allow to dry. Before switching on the current, wipethe area to be treated with a pad dampened with the platingsolution (Item 15) or soak a tampon with the plating solutionand start the appropriate tampon movement over the platingarea.
k Using a prepared tampon move the tampon and apply platingsolution at forward current or cathodic plating polarity (part () and tool (+)) see manufacturers instructions (Item15). Plate at 8 V and move the tampon in contact and overthe surface and until you get the required thickness (forrequired amperehours refer to Paragraph 3.A.(6)(c)). During
STRUCTURAL REPAIR MANUAL
Page 26 512111Printed in Germany
Feb 01/08
plating move the tampon at a speed of approximately 624 m/min or 2080 feet per minute. During plating do not allowthe surface to dry and move the tampon to avoid the depositto darken (burning).
NOTE: For unspecified thickness the deposit must averagebetween 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.) refer Paragraph 3.A.(6)(c)).
l Rinse the area with cold running water.
m If required for appearance abrade slightly the treatedsurface with a SCOTCHBRITE pad or aluminum oxide and cottonwool. It will brighten the cadmium deposit before passivation.
n Apply passivating solution (Item 16) with a brush or swabto the plated surface. Allow the solution to remain incontact until a yellow or gold appearance is obtained.
o Rinse the area with clean cold running water.
p Dry the repair area with an air blast or with a hot airdryer at a maximum temperature of 50 C (122 F) or gently dabthe surface with soft clean tissues or absorbent paper orclean cotton wool.
q Inspect the treated area as described in Paragraph3.A.(6)(d).
NOTE: Make sure that the required paint coatings are appliedwithin 16 hours.
NOTE: Do not return used solutions in original containers. Thesolutions, rinsing water and used bonnets must beprocessed within the firm or destroyed by an approvedorganization. Contaminated packaging if not reused withthe same product is also special waste to be sent toan approved organization for recycling or disposal
5 DALIC Solution 2023
NOTE: Prepare the work place with all the tools and solutions.
Use a different and identified tool for each solution.
First wet with demineralised water the bonnets set on theplating tools then squeeze with hand and paper and letsoak with solution for a minimum of 2 minutes.
The treatment must be achieved in totality withoutinterruption.
a Manually abrade the area to be plated using a water wettedabrasive paper (220 grade), feather the edges as shown on
STRUCTURAL REPAIR MANUAL
Page 27 512111Printed in Germany
Feb 01/08
Figure 1. Clean with demineralized water and several clothsor papers without drying the surface.
b Manually abrade the area using a water wetted red abrasivesponge, clean with demineralized water and several cloths orpapers without drying the surface.
c Manually abrade the area using alumina powder and a wettedcotton wool piece, clean carefully with demineralized waterand several cloths or papers without drying the surface. Thesurface in final must be free from residues.
NOTE: Before switching on the current, wipe the area to betreated with a tampon soaked with the indicated solution(Item 12) and start the appropriate tampon movementover the plating area.
d Etch with ATTAQUE No. 3 Solution at 11 V, reverse polarity(part (+) and tool ()), apply 0.25 Ah/dm2 of area to betreated.
e Rinse with demineralized water.
f Etch for cleaning with ATTAQUE No. 2 solution (Item 13) at11 V, reverse polarity (part (+) and tool ()), apply 0.25Ah/dm2 of area to be treated.
g Rinse with demineralised water.
h Plate a nickel under layer with the NICKELAGE EP Solution(Item 24) at 610V, cathodic plating polarity or forwardcurrent (part () and tool (+)), for the ampere minutesrequired to obtain 5 microns (2 to 7 microns).
i Rinse with demineralized water.
j Plate around 3 m cadmium with CADMIUM 2023 solution (Item10) at 6 V, cathodic plating polarity or forward current(part () and tool (+)) then increase to 8 V to achieve therequired thickness (see the required amperehours in Paragraph3.A.(6)(c)). During plating move the tampon at a speed ofapproximately 624 m/min or 2080 feet/minute. During platingdo not allow the surface to dry and move the tampon to avoidthe deposit to darken (burning).
NOTE: For unspecified thickness the deposit must averagebetween 0.015mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.), refer to Paragraph 3.A.(6)(c).
k Rinse the area with clean cold running water.
l Apply passivating solution (Item 11) with a piece of cottonwool. Do soft and regular movements on the plated surface for1530 seconds until a yellow or gold colour is obtained.
STRUCTURAL REPAIR MANUAL
Page 28 512111Printed in Germany
Feb 01/08
m Rinse the area with clean cold running water.
n Dry the repair area with an air blast or with a hot airdryer at a maximum temperature of 50 C (122 F).
o Inspect the repair as described in Paragraph 3.A.(6)(d).
NOTE: Make sure that the required paint coatings are appliedwithin 16 hours.
NOTE: Do not return used solutions in original containers.These solutions, rinsing water and used bonnets must bedisposed by an approved organization. Contaminatedpackaging if not reused with the same product is alsospecial waste to be sent to an approved organizationfor recycling or disposal.
B. Phosphating
(1) General
(a) The phosphorisation is a procedure in which the surface of themetal is given a layer of phosphoric acid solution. You do thiswith a brush when the parts are installed or you can put theminto a phospheric bath.
(b) This protective treatment is necessary after the removal of corrosion or when a repair procedure breaks the original surfaceprotection. All corrosion and the paint coatings must be removeduntil a clean metallic surface is obtained, before you start withphosphating. Before brush phosphating, the corrosion can be removed mechanically. When the parts are phosphated in a bath andstrongly oxidized, the corrosion must be removed by abrasiveblasting (Refer to Chapter 517400).
(c) For the required paint coatings after this treatment refer toChapter 512311.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU USE THE CLEANING AGENT (MATERIAL NO. 11003 AND 11004). THESE CLEANINGAGENTS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU USE THE PHOSPHORIC SOLUTION (MATERIAL NO. 05041 OR 05042). THESE PHOSPHORIC SOLUTIONS ARE DANGEROUS.
(3) Brush Phosphating of Steel Parts in Installed Position
STRUCTURAL REPAIR MANUAL
Page 29 512111Printed in Germany
Feb 01/08
(a) Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
1 Phosphoric solution Material No. 05042 Refer toChapter 513500)
2 Cleaning agent Material No. 11003 or 11004Refer to Chapter 513500)
3 Cheese cloth 4 Brush 5 Masking tape 6 Hotair dryer
(b) Procedure
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
1 Clean and and remove grease from the repair area with a cleancloth, soaked in cleaning agent (Material No. 11003 or11004).
2 Mask all adjacent surfaces on which the phosphoric solution(MaterialNumber 05042) can possibly cause damage.
WARNING: PHOSPHORIC SOLUTION (MATERIAL NO. 05042) IS DANGEROUS.
3 Apply a large quantity of phosphoric solution (Material No.05042) with a brush or a clean cloth. Permit the solution topenetrate for 10 minutes.
NOTE: The surface must, when treated correctly, show a greywhite color. Do the phosphating procedure again if necessary.
4 Clean the surface with a clean cloth, soaked in water.
5 Dry the area with hot air.
6 Apply the required paint coatings (Refer to Chapter 512311).
(4) Phosphating of Steel Parts by Immersion in a Phosphoric Bath
(a) For details of this treatment and the necessary equipment referto PMS Chapter 010110.
C. Hard Chromium Plating
(1) General
(a) Hard chromium plating is a procedure in which the surface of thematerial is given a chromium layer.
STRUCTURAL REPAIR MANUAL
Page 30 512111Printed in Germany
Feb 01/08
(b) Hard chromium plating is required when:
the original chromium layer becomes thinner by friction than ispermitted,
or the material under the chromium layer is corroded.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR THE MATERIALS WHICHYOU USE FOR CLEANING PROCEDURES BEFORE HARD CHROMIUM PLATING.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICAL WHICHYOU USE IN THIS PROCEDURE.
(3) Procedure
For details of hard chromium plating and the necessary equipment refer to PMS Chapter 010211.
D. Silver Plating
(1) General
(a) Silver Plating is a procedure in which the surface of the material is given a layer of silver. You do this with the silverelectrolytic process. Silver plating is used for its electricalconductive properties and its resistance to fretting corrosionunder hot conditions.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR THE MATERIALS WHICHYOU USE FOR CLEANING PROCEDURES BEFORE SILVER PLATING. THESEMATERIALS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICALWHICH YOU USE IN THIS PROCEDURE. SOME OF THESE MATERIALSCONTAIN IRRITANTS.
(3) Procedure
For details of silver plating and the necessary equipment refer toPMS Chapter 010201.
E. Zinc Spraying
(1) General
(a) Zinc spraying is a procedure in which the surface of the metalis given a zinc layer. This can be necessary when the steel repair parts touch aluminum components and galvanic corrosion canoccur.
STRUCTURAL REPAIR MANUAL
Page 31 512111Printed in Germany
Feb 01/08
(b) The zinc layer is a type of sacrificial protection. The corrosioneffects initially damage the zinc layer and not the material below the protective layer.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR THE MATERIALS WHICHYOU USE FOR CLEANING PROCEDURES BEFORE ZINC SPRAYING. THESEMATERIALS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU SPRAY ZINCWITH A SPRAY GUN. THE METALLIC DUST IN THE AIR IS HIGHLYEXPLOSIVE. MAKE SURE THAT YOU DO THE SPRAYING PROCEDURE INA GOOD VENTILATED AREA. USE PROTECTIVE CLOTHES FOR ALLPARTS OF YOUR BODY AND DO NOT INHALE THE METALLIC DUST.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS WHEN YOU USE PROPANE ORACETYLENE GAS. BOTH GASES ARE HIGHLY FLAMMABLE.
(3) Procedure
For details of zinc spraying and the necessary equipment refer toPMS Chapter 010224.
F. Vacuum Cadmium Plating
(1) General
(a) Vacuum cadmium plating is a procedure in which the surface ofthe metal is given a layer of cadmium. This layer of cadmium isa type of sacrificial protection. The corrosion effects initiallydamage the cadmium and not the metal under the protective layer.
(b) This procedure is specially used for hightensile steels with atensile strength more than 1450 N/mm & (210 KSI). Other procedures of cadmium plating are not permitted for hightensile steelbecause of the embrittlement of the material.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR THE MATERIAL WHICHYOU USE FOR THE CLEANING PROCEDURES BEFORE VACUUM CADMIUMPLATING. THESE CLEANING AGENTS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICAL WHICHYOU USE IN THIS PROCEDURE. THESE CHEMICALS ARE POISONOUSAND DANGEROUS.
(3) Procedure
For details of vacuum cadmium plating and the necessary equipmentrefer to PMS Chapter 010238.
STRUCTURAL REPAIR MANUAL
Page 32 512111Printed in Germany
Feb 01/08
4. Titanium
A. Anodizing
(1) General
(a) Anodizing of titanium is a procedure in which the surface of thematerial is given a very thin anodic coating. This protectivetreatment decreases galvanic corrosion when it is used withoutfurther protections. This coating gives a good surface for theadhesion of dry lubricants.
(b) This protective treatment is necessary when titanium touches other metals and galvanic effects have to be prevented.
(c) Make sure that the required paint coatings are supplied within 16hours after this treatment.
(2) Safety Precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR THE MATERIAL WHICHYOU USE FOR THE CLEANING PROCEDURE BEFORE ANODIZING. THESECLEANING AGENTS ARE DANGEROUS.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICAL WHICHYOU USE IN THIS PROCEDURE. THESE CHEMICALS ARE DANGEROUS.
(3) Procedure
For details of anodizing titanium and the necessary equipment referto PMS Chapter 010210.
5. Copper Alloys
A. Cadmium Plating
(1) General
(a) There are two different procedures used to put cadmium onto thesurface of the material. The first method describe a cadmiumplating procedure, in which the metal parts are put into severalimmersion baths. The second method describes the portable platingDALIC process, which is suitable for for field repairs.
(b) Before you start the cadmium plating procedure, make sure thatthe parts are clean, show a bright metal surface and are freefrom corrosion, refer to Chapter 517400.
(c) It is recommended that cadmium plating is carried out by trainedand approved personnel.
STRUCTURAL REPAIR MANUAL
Page 33 512111Printed in Germany
Feb 01/08
(2) Safety precautions
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH MATERIAL WHICHYOU USE FOR CLEANING PROCEDURES BEFORE YOU START THE CADMIUM PLATING. THESE CLEANING AGENTS ARE HARMFUL.
WARNING: OBEY THE MANUFACTURERS INSTRUCTIONS FOR EACH CHEMICAL WHICHYOU USE IN THIS PROCEDURE. THESE CHEMICALS ARE POISONOUSAND HARMFUL.
(3) Cadmium plating immersion procedure
(4) Cadmium brush plating (or pad cadmium plating DALIC process) forcopper alloys
NOTE: This process must be carried out by trained and approvedpersonnel, an operator training service is available from thesolution suppliers.
(a) Equipment
Power supply: variable rectifier minimum fitted with voltmeter,ammeter, amperehour meter, reversing switch and on/off switch.
Dishes for solutions glass polyethylene or porcelain flat bottomdishes of convenient size.
Electrodes: Use DALIC or DALIC UK or SIFCO tampons which have tobe prepared in accordance with the material manufacturersinstructions, for optimum deposit speed area and shape of theanode must be determined by the area and the shape of the partto be plated the size should be s/6 < S < s/3 where "s" isthe area to be treated and "S" the area of the anode.
Hot air dryer (oil free)
(b) Materials
ITEM NOMENCLATURE QTY MATERIAL/REMARKS
1 Cleaning Agent AR Material No. 11003, 11004or 11026 (refer to Chapter513500)
2 Lint free cloth, cottonwool
AR Local Purchase
3 Abrasive Paper AluminumOxide (grade 320 waterresistant) or finer
AR Local Purchase
4 Masking tape
AR PVC insulating tape or 3M No.470 or aluminum tapeMaterial No. 08052 (refer toChapter 513500)
STRUCTURAL REPAIR MANUAL
Page 34 512111Printed in Germany
Feb 01/08
ITEM MATERIAL/REMARKSQTYNOMENCLATURE
5 Brush or Swab AR Local Purchase6 Demineralized Water AR7 SCOTCHBRITE pads red AR Local Purchase8 Aluminium Oxide Powder
(80 microns)AR DALIC Reference CC115
9 Brush Plating Tools(use graphite anode) andBonnets
AR Separate anodes, bonnets andsolution must be used at eachstage of the process .Do notuse steel tools containing morethan 5% of chromium
10 DALIC Cadmium platingSolution 2023
AR Code 11028 from DALICCode DPS6123 from DALIC UK
11 Chromic finish solution AR Passivateur No. 2 Code 10033from DALICCadmium/Zinc Passivating CodeDFS 8010 from DALIC UK
12 Cleaning deoxidizingsolution
DECA Z from DALIC Code 10007
13 ATTAQUE No. 2 Code 10004 from DALIC orACTIVATOR/ETCH No. 3 CodeDPR5003 from DALIC UK
14 SIFCO Cadmium LHE Code SPS 5070 from SIFCO15 SIFCO Passivating Solution
Code SSS 3002 from SIFCO
STRUCTURAL REPAIR MANUAL
Page 35 512111Printed in Germany
Feb 01/08
ITEM MATERIAL/REMARKSQTYNOMENCLATURE
16 SIFCO ElectrolyticDegreasing Solution
AR Code SCM 4100 from SIFCO
17 Etching dismutting solution
AR SCM 4350 from SIFCO
Storage conditions:Keep away from humidity and light at a temperature between 5 C 30 C.Recommended shelf life is three years in original container.
DALIC41, Rue des Eaux, B.P. 9013935501 VITRE FranceTel: (33) 2.99.75.53.80Fax: (33) [email protected]
DALIC UK LtdSouth Lodge House, 6870 Frogge StreetIckleton (South Cambridge Shire) CB 101 SH UKTel: 0 1799 532 002Fax: 0 1799 532 [email protected]
Storage conditions:2143 C RH 3090, keep away from humidity and light at a temperaturebetween 5 C 30 C. Recommended shelf life is three years in originalcontainer.
SIFCO applied surface concepts16, rue de la Noue GuimanteLots 22/23PA de la Courtilliere77400 SaintThibault des Vigneshttp://www.electrolyseautampon.com
(c) How to obtain the correct thickness
The thickness of the deposited metal is controlled by theamperehour meter. It further depends upon the area to be platedand the specific plating factor. The specific plating factorgives the number of amperehours required to produce a deposit inmm or inches onto a surface area of square centimeters or squareinches.
STRUCTURAL REPAIR MANUAL
Page 36 512111Printed in Germany
Feb 01/08
SOLUTION FACTOR FOR MEASUREMENTIN (MM)
FACTOR FOR MEASUREMENTIN (IN.)
DALIC Code 2023 0.4 70
SIFCO SPS 5070 0.4 70
Specific Plating Factor
Table 7
Example 1:
You have to plate an area of 25 cm2 with SPS 5070 cadmium LHEplating solution. The required thickness is 0.015 mm, the correctampere hours setting is: 0.4 x 0.015 x 25 = 0.15 amperehours.
Example 2:
You have to plate the same area with the same thickness, butyou measure in inches. The thickness is 0.0006 in. and the areahas the size of 3.87 sq.inch. Determine the correct number ofampere hours as follows: 70 x 0.0006 x 3.87 = 0.162 amperehours.
(d) Inspection
The cadmium deposit must be fine grain, smooth and free fromblisters, pitting, burns and other defects. Ensure that thecadmium deposit has good adherence to the metal surface. Checkthis with an adhesive tape. Put a strip of adhesive tape ontothe treated surface and draw it quickly away. The adhesive tapemust be free from cadmium particles. Refer to PMS 010221 formore information.
(e) Procedure
WARNING: CLEANING AGENT (MATERIAL NO. 11003) IS DANGEROUS.
WARNING: CLEANING AGENT (MATERIAL NO. 11004) IS DANGEROUS.
1 Remove all grease from the repair area (minimum one inchoutside the repair area) with a clean cloth soaked in cleaningagent (Material No. 11003 or 11004) and wipe dry with a cleancloth or absorbent paper.
2 Mask as necessary to define the area to be plated. If the areawas already plated with cadmium, the brush plating must overlapthe existing cadmium by about 4mm (0.157 inch). Refer to Figure1.
3 Brush Plating Procedure
Use one of the alternative procedures given in Paragraph5.A.(4)(e)4 and 5.A.(4)(e)5
STRUCTURAL REPAIR MANUAL
Page 37 512111Printed in Germany
Feb 01/08
4 SIFCO Solution SPS 5070
NOTE: Prepare the work place with all the tools and solutions.
Use a different and identified tool for each solution.
First wet with demineralised water the bonnets set on theplating tools then squeeze with hand and paper and letsoak with solution for a minimum of 2 min.
The treatment must be achieved in totality without interruption.
a Manually abrade the area to be plated using a water wettedabrasive paper (180 grade) or aluminum oxide powder on awater moistened swab. Feather the edge as shown on Figure 1.
b Rinse with demineralized water.
c Electrolitically clean with deoxidizing solution (Item 16) at1015 volts forward current.
d Rinse with demineralized water ensuring a water break freesurface.
e Before switching on the current, wipe the area to be treatedwith a pad dampened with the etching solution (Item 17) orsoak a tampon with the plating solution and start theappropriate tampon movement over the plating area.
f Anodically etch with solution SCM 4350 at 10 to 15 voltsreverse current.
g Rinse with cold clean running water.
h Do not allow to dry. Before switching on the current, wipethe area to be treated with a pad dampened with the platingsolution (Item 14) or soak a tampon with the plating solutionand start the appropriate tampon movement over the platingarea.
i Using a prepared tampon move the tampon and apply platingsolution at forward current or cathodic plating polarity (part () and tool (+)) see manufacturers instructions (Item14). Plate at 6 20 V and move the tampon in contact andover the surface and until you get the required thickness(for required amperehours refer to Paragraph 3.A.(6)(c)).During plating move the tampon at a speed of approximately624 m/min or 2080 feet per minute. During plating do notallow the surface to dry and move the tampon to avoid thedeposit to darken (burning).
NOTE: For unspecified thickness the deposit must averagebetween 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.) refer Paragraph 3.A.(6)(c)).
STRUCTURAL REPAIR MANUAL
Page 38 512111Printed in Germany
Feb 01/08
j Rinse the area with cold running water.
k Apply passivating solution (Item 15) with a brush or swab tothe plated surface. Allow the solution to remain in contactuntil a yellow or gold appearance is obtained.
l Rinse the area with clean cold running water.
m Dry the repair area with an air blast or with a hot airdryer at a maximum temperature of 50 C (122 F) or gently dabthe surface with soft clean tissues or absorbent paper orclean cotton wool.
n Inspect the treated area as described in Paragraph3.A.(6)(d).
NOTE: Make sure that the required paint coatings are appliedwithin 16 hours.
NOTE: Do not return used solutions in original containers. Thesolutions, rinsing water and used bonnets must beprocessed within the firm or destroyed by an approvedorganization. Contaminated packaging if not reused withthe same product is also special waste to be sent toan approved organization for recycling or disposal.
5 DALIC Solution 2023
NOTE: Prepare the work place with all the tools and solutions.
Use a different and identified tool for each solution.
First wet with demineralised water the bonnets set on theplating tools then squeeze with hand and paper and letsoak with solution for a minimum of 2 minutes.
The treatment must be achieved in totality withoutinterruption.
a Manually abrade the area to be plated using a water wettedabrasive paper (180 grade) or aluminum oxide powder on awater moistened swab. Feather the edge as shown on Figure 1.
b Clean with demineralized water and several cloths or paperswithout drying the surface.
c Cathodically clean with cleaning/deoxidizing solution DECA Zsolution (Item 12) at 1215 volts forward current.
d Rinse with cold clean running water ensuring a water breakfree surface.
STRUCTURAL REPAIR MANUAL
Pages 39/40 512111Printed in Germany
Feb 01/08
e Anodically etch with etch ACTIVATOR solution No. 3 (Item 13)at 1215 volts, reverse polarity (part (+) and tool ()).
f Rinse with cold clean running water.
g Swab cadmium 2023 plating solution and apply to the surfacearea to be treated.
h Saturate tampon with cadmium 2023 solution and apply to thesurface are to be treated.
i Cadmium plate with the cadmium solution (Item 10) at 810 V,cathodic plating polarity or forward current (part () andtool (+)) to achieve the required thickness (for requiredamperehours refer to Paragraph 3.A.(6)(c)). During platingmove the tampon at a speed of approximately 624 m/min or2080 feet/minute. During plating do not allow the surface todry and move the tampon to avoid the deposit to darken(burning).
NOTE: For unspecified thickness the deposit must averagebetween 0.015 mm (0.0006 in.) and a minimum of 0.01 mm(0.0004 in.) refer Paragraph 3.A.(6)(c)).
j Rinse the area with cold running water.
k Apply passivating solution (Item 11) with a piece of cottonwool. Do soft and regular movements on the plated surface for15 30 seconds until a yellow or gold appearance is obtained.
l Rinse the area with clean cold running water.
m Dry the repair area with an air blast or with a hot airdryer at a maximum temperature of 50 C (122 F).
n Inspect the treated area as described in Paragraph3.A.(6)(d).
NOTE: Make sure that the required paint coatings are appliedwithin 16 hours.
NOTE: Do not return used solutions in original containers. Thesolutions, rinsing water and used bonnets must beprocessed within the firm or destroyed by an approvedorganization. Contaminated packaging if not reused withthe same product is also special waste to be sent toan approved organization for recycling or disposal.
STRUCTURAL REPAIR MANUAL
Page 1 51-22-00
Printed in GermanyFeb 01/02
CORROSION PREVENTION
1. General
A. Corrosion is the destruction of metals by chemical or electrochemical
effects. These effects change the metal into different chemical com
pounds, and thus the strength of the aircraft structure may be effected
by corrosion.
B. Corrosion prevention is one of the most important tasks to keep the air
craft in a safe and serviceable condition. The steps which follow are
those which are necessary for a satisfactory control of corrosion:
- regular maintenance,
- clean structure,
- the initial identification of corrosion,
- the complete removal of corrosion when it occurs,
- to regularly examine the applied corrosion protection on the structure
and to rectify any damage immediately.
C. Corrosion resistant materials and protective treatments are used in the
construction. This is done to reduce the possibility of corrosion occur
ing. Some areas, for example under the toilets and galleys, are given
special anticorrosion treatments.
D. This topic is divided into:
- Causes of Corrosion,
- Types of Corrosion,
- Locations of Corrosion,
- Inspection for Corrosion,
- Removal of Corrosion,
- Types and Functions of Corrosion Protection Procedures.
2. Causes of Corrosion
A. Corrosion is an electrochemical reaction of a metal with its environment.
The necessary condition for this reaction is an electrical potential
difference and an electrolyte. Corrosive agents such as:
- Acids,
- Alkalies,
- Salts,
- The atmosphere,
- Water,
- Microorganisms, give the best conditions for corrosion to start when
they come in contact with the metal surface.
B. Corrosive Agents
(1) Acids
Most acids will cause corrosion on most of the alloys which are used
in the construction of an aircraft. But in the list which follows
you are given those acids which can quickly cause corrosion:
STRUCTURAL REPAIR MANUAL
Page 2 51-22-00
Printed in GermanyFeb 01/02
- sulphuric acid (battery acid),
- halogen acids (hydrochloric, hydrofluoric and hydrobromic),
- organic acids such as human and animal waste.
(2) Alkalies
Alkalies do not usually cause corrosion as much as acids. But alumi
num is very sensitive to alkaline solutions which do not contain a
corrosion inhibitor. The list which follows gives you some of the
alkaline solutions to which aluminum alloys are specially sensitive:
- wash soda,
- potash,
- lime.
Not given is alkali-ammonia, to which aluminum alloys are very re
sistant.
(3) Salts
Most salt solutions are good electrolytes and can cause corrosion. On
some stainless steel alloys corrosion does not occur by a salt solu
tion. Aluminum alloys and steels are very sensitive to some solutions
which contain salt.
(4) The Atmosphere
The general atmosphere contains moisture and oxygen, which are the
primary causes of corrosion. Corrosion of ferrous alloys will occur
easily in the general atmosphere, if they have no protection. There
are other gases and contaminants in the atmosphere which also cause
corrosion, for example the atmosphere in industrial and marine areas
can give you special problems.
(a) Industrial Atmosphere
The atmosphere in industrial areas will frequently contain oxi
dized sulphur and nitrogen compounds. When these compounds mix
with moisture they make an acid which easily causes corrosion.
(b) Marine Atmosphere
The atmosphere in marine areas contains predominently sodium
chloride, or droplets of salt-saturated water. Corrosion on alu
minum and magnesium alloys will occur very easily in this type
of atmosphere. This is because a saline moisture is a good elec
trolyte.
(5) Water
Water contains mineral and organic impurities, and dissolved gases,
for example oxygen. The amount of these impurities will alter the
ability of water to cause corrosion. Sea water contains a lot of
salts and will very quickly cause corrosion on an aircraft structure.
Hard water usually contains a lot of alkalines and thus it does not
STRUCTURAL REPAIR MANUAL
Page 3 51-22-00
Printed in GermanyFeb 01/02
easily cause corrosion on most metals. But this sort of water easily
causes corrosion on aluminum and aluminum alloys (Refer to Paragraph
2.B.(2)).
(6) Microorganisms
It is usual to get water in aircraft fuel tanks, this water can
contain iron oxides and mineral salts. This water can support bacte
rial and fungal growth, both of which can increase corrosive attack
by physical, chemical and enzymatic means.
3. Types of Corrosion
Corrosion is an electrochemical effect which changes the metal into oxide,
hydroxide or sulphate compounds. There are two electrochemical procedures:
- the metal oxidizes and changes anodically,
- the corrosive agent reduces and changes cathodically.
Corrosion usually starts on the surface of the material but the initial ef
fects cannot always be found visually. The subsequent paragraphs give exam
ples of the different types of corrosion, which can occur on the aircraft
structure.
A. Pitting Corrosion (Refer to Figure 1)
Pitting corrosion starts on the surface of a material, and then extends
vertically into the material but can then extend radially from the ini
tiation site. This type of corrosion is dangerous because of the verti
cal extension which decreases the material strength. You do not always
get a large indication of this defect on the material surface. This type
of corrosion can be the starting point for intergranular corrosion (Refer
to Paragraph 3.C.).
NOTE: Pitting corrosion should not be confused with shot peening, for ex
ample, as applied to bottom wing skins in some cases. Shot peening
produces an 'orange peel' effect on the surface, and is not always
of a uniform appearance.
STRUCTURAL REPAIR MANUAL
Page 4 51-22-00
Printed in GermanyFeb 01/02
Typical Pitting Corrosion
Figure 1
B. Filiform Corrosion (Refer to Figure 2)
Filiform corrosion occurs in clad aluminum alloy sheets. The corrosion
effects continue thread-like sideways as filiform corrosion and do not go
into the core. This type of corrosion can also start at rivets and ex
tends along the surface of the painted sheet below the paint.
C. Intergranular Corrosion (Refer to Figure 3)
Intergranular corrosion usually goes into the core of the material along
the grain boundaries with little or no indication on the surface. This
type of corrosion can also be seen as a network of corrosion or cracks
on the metal surface. This very dangerous type of corrosion can make the
structure very weak before any visual indication is given. Some high-
strength aluminum alloys are specially sensitive to intergranular corro
sion when the material is stressed.
STRUCTURAL REPAIR MANUAL
Page 5 51-22-00
Printed in GermanyFeb 01/02
Typical Filiform Corrosion
Figure 2
Typical Intergranular Corrosion
Figure 3
STRUCTURAL REPAIR MANUAL
Page 6 51-22-00
Printed in GermanyFeb 01/02
Electrical Potential Serie of Metals
Figure 4
D. Galvanic Corrosion (Refer to Figure 5)
(1) This type of corrosion can occur between two different metals or
some metals and carbon fiber (Refer to Figure 5), when they touch
each other and have moisture between them. The potential difference
of the materials and the dielectric moisture causes the galvanic ef
fects. The intensity of these corrosion effects is not always in
proportion to this difference. Galvanic corrosion can be seen as
white or grey powderlike particles on fittings, overlapping and riv
eted joints, and other structural parts.
(2) Figure 4 shows the electrical potential differences of materials in
relation to Aluminum 2024 Alclad. The greater the difference of the
electrical potential between the materials the higher the risk of
galvanic corrosion. If different materials touch each other the most
anodic one will corrode.
E. Stress Corrosion (Refer to Figure 6)
The simultaneous application of a tensile load and a corrosive environ
ment can cause stress corrosion. This metal defect is known as stress
corrosion cracking. Externally applied operational or structural loads
usually cause these stresses. Pitting corrosion (Refer to Paragraph 3.A.)
can give a local increase to the effect of stress corrosion, and can
cause any cracks which have occured, to extend.
F. Biological Corrosion (Refer to Figure 7)
STRUCTURAL REPAIR MANUAL
Page 7 51-22-00
Printed in GermanyFeb 01/02
A large quantity of microorganisms such as bacteria, fungi and algae
cause this type of corrosion. These microorganisms can usually occur:
- in areas with contaminated fluids,
- in hot and humid climates.
The microorganisms, or the fungi, together with humidity, increase the
electrochemical effects. This will give a polarisation of the cathode
(Refer to Paragraph 2.) which can cause unlimited corrosion.
G. Fretting Corrosion (Refer to Figure 8)
Fretting corrosion is the result of micromovent between two heavily
loaded surfaces, at least one of which must be metallic. With this type
of corrosion the protective surface of the material is damaged and par
ticles of metal are removed from the material surface. These particles
oxidize and increase the abrasive effect between the two surfaces. It is
also possible for this type of corrosion to cause fatigue cracking.
H. Exfoliation Corrosion (Refer to Figure 9)
Exfoliation corrosion is a type of the intergranular corrosion (Refer to
Paragraph 3.C.). It occurs when the corrosion at the grain boundaries
below the surface extends and pushes up the metallic grains on the sur
face. Exfoliation corrosion frequently occurs on extruded sections be
cause the grain density is usually less than in rolled forms.
Typical Galvanic Corrosion
Figure 5
STRUCTURAL REPAIR MANUAL
Page 8 51-22-00
Printed in GermanyFeb 01/02
Typical Stress Corrosion
Figure 6
Typical Biological Corrosion
Figure 7
STRUCTURAL REPAIR MANUAL
Page 9 51-22-00
Printed in GermanyFeb 01/02
Typical Fretting Corrosion
Figure 8
Typical Exfoliation Corrosion
Figure 9
STRUCTURAL REPAIR MANUAL
Page 10 51-22-00
Printed in GermanyFeb 01/02
4. Locations for Corrosion
A. The conditions, which follow, have an influence on where and when corro
sion can occur:
- density of corrosive agents,
- properties of the corrosion protections,
- corrosion resistance of the material.
These conditions are not the same at every location of the aircraft
structure. There are areas where corrosion can be expected earlier than
in others.
B. Chapter 51-21-00, Figures 1 and 2, show you the location of the struc
ture where corrosion may occur sooner than otherwise expected e.g. in
and below galleys, toilets or battery stowage compartments. These areas
are indicated as Category C.
5. Inspection for Corrosion
A. The early identification and removal of corrosion will help to maintain
the serviceability, safety and function of the aircraft. This is only
possible if the inspection for corrosion is done regularly and with a
maximum of precision.
B. Corrosion can be found, for example, by the following methods:
- visual inspection,
- dye penetrant inspection,
- ultrasonic inspection,
- eddy current inspection,
- X-ray inspection.
The applicable procedures are given in the Nondestructive Testing Manual
NTM.
C. The list which follows gives you some of the equipment you can use to
help you to do a visual inspection for corrosion:
- magnifying glass,
- mirrors,
- borescope, fiber optics,
- other equivalent equipment.
D. When you do the inspection on a surface which is painted, you will usu
ally see corrosion as:
- a scaly or blistered surface,
- a change of the color,
- blisters in the paint.
When you have corrosion on a metallic surface you will usually see a
dulled or darkened area and a pitted surface. Usually you will also see
white, grey or red dust or particles.
STRUCTURAL REPAIR MANUAL
Page 11 51-22-00
Printed in GermanyNov 01/02
6. Removal of Corrosion
A. All corrosion which you find must be immediately and fully removed. This
is necessary because corrosion which remains will cause new corrosion and
further decrease the strength of the structure.
The applicable procedures for the verification of corrosion removal are
given in the Non-destructive Testing Manual (NTM) Chapter 51-10-02 Page
Block 601 or 901 and Chapter 51-10-04 Page Block 401 or 901.
B. The applicable procedures and the necessary equipment are given in Chap
ter 51-74-00.
C. After the corrosion is fully removed the extent of the damage must be
examined and compared with the allowable damage limits. Refer to Chapter
51-11-00.
D. Make sure that the repair area is given the correct surface protection
to prevent further corrosion. Refer to Chapter 51-21-00.
7. Types and Functions of Corrosion Protection Procedures
A. General
(1) The maximum possible resistance to corrosion is given to the air
craft, before it is delivered. The good corrosion resistance of the
aircraft structure is the result of the interaction of different
types of corrosion protections. Paragraph 7.B. gives you information
about the different types of protection and is divided into:
- Pretreatments,
- Paint Coatings,
- Special Coatings,
- Sealants.
(2) The subsequent paragraphs give information about:
Paragraph 7.C. - Fastener Installation, Paragraph 7.D. - Special
Conditions of Mating Surfaces, Paragraph 7.E. - Airframe Drainage,
Paragraph 7.F. - Preventive Maintenance.
B. Types of Corrosion Protection
(1) Pretreatments
(a) The pretreatment is the initial treatment of the metal and has
the subsequent functions:
1 To increase the corrosion resistant properties of the metal by
chemical or electrolytical procedures.
2 To give a good surface for the adhesion of the subsequent
paint coatings.
3 One procedure that is used to prevent cor