-
UKHTC2013/Please paste your Paper No here
1
13th UK Heat Transfer Conference, UKHTC2013
2 - 3 September 2013 Imperial College London
THERMAL FLUIDS: THE KEY TO IMPROVING THE
ENERGY EFFICIENCY OF LARGE CHEMICAL SITES
G.T.Polley1 , M. Picon Nunez and E.Tamakloe
1 Department of Chemical Engineering, University of Guanajuato,
Mexico
Abstract
Large factories often contain a mix of processing plants that
are in energy surplus (so only consume cold utility) and
plants that have an energy deficit (and demand hot utility). For
instance, a factory that produces soaps and
detergents may produce its own sulphuric acid in a highly
exothermic reaction. Heat generated in this process could
be used to drive distillation columns used in plants producing
surfactants.
Process integration technology has developed a tool, given the
name site composites, for the analysis of such
factories. However, in applying this tool it is often assumed
that subsequent energy recovery will be undertaken
using steam-mains.
The capital cost of a site energy recovery system is dominated
by piping cost with installed cost of piping being
proportional to the diameter raised to a power 3. Since the
economic diameter of a pipe used to transport steam is
very much larger than that required to transport a liquid, the
use of thermal fluids (e.g. Dowtherm, or pressurised
water) could lead to substantial capital cost savings.
Furthermore, where a factory has heat demands that are at
significantly different temperature levels the use of a
steam main can prove impractical. This is not the case with a
thermal liquid system.
This paper addresses the issues involved in cross-site
integration and presents a case study using a description of a
plant taken from the literature.
Keywords: process design, capital cost saving, energy
efficiency, process integration, heat recovery
1 Introduction
The purpose of this paper is to look at the considerations that
need to be made when evaluating how
the energy efficiency of factories can be improved through
cross-site thermal integration and to
demonstrate how thermal fluids could provide a cost effective
means of achieving this. A thermal
fluid may take the form of a specially prepared hydrocarbon
(e.g. Dowtherm) or a simply be water at
high pressure.
Investment capital is a limited resource. Piping costs form a
major component of investment needs for
cross-site integration projects. Here, the use of thermal fluids
has a major advantage.
Obviously the cost of piping increases with increasing size. The
size of pipe required to transport a
liquid is generally much smaller than that required to transport
a gas. So, investment costs could be
reduced substantially if thermal fluids are used for cross-site
heat transmission.
Our consideration of cross-site integration starts with a
consideration of the design of a new factory.
This is followed by a consideration of how cross-site
integration energy can be used to save energy in
-
UKHTC2013/Please paste your Paper No here
2
an existing factory. Finally, we consider the case of energy
saving in a Fluidised Bed Catalytic
Conversion that has been the subject of previous discussion
[1,2].
2 Utility Profiles
The tool developed for cross-site integration has been given the
name Site Composite Curves.
These are derived from the analysis of the Grand Composite
Curves of the individual processes
operating within the factory.
The Grand Composite Curves indicate the temperature levels at
which heat is in deficit (Figure 1) or
at a surplus (Figure 2). Where a surplus covers a deficit the
deficit can be satisfied using a heat
recovery network.
Figure 1. Demand for Heat Figure 2. Surplus Heat
Figure 3. Utility Demand Profiles
Removing the pockets from the analysis (as proposed by Klemes et
al [3]) we have two individual
utility profiles. Above the pinch we observe how hot utility is
demanded at specific temperature
levels. Below the pinch we see how cold utility is demanded at
specific temperature levels. If the
pinch point for one part is higher than that of another the cold
utility transferred from that plant can
be used to satisfy part or all of the hot utility demand in the
other.
Site Composites are built up by combining the profiles of the
individual plants. The temperature axes
used in the Grand Composite Curve are so called interval
temperatures where the temperature of the
hot streams have been reduced by half of the minimum temperature
approach assumed for the heat
-
UKHTC2013/Please paste your Paper No here
3
recovery and the cold streams have been increased by half of the
minimum temperature approach
assumed for the heat recovery. For cross-site integration the
use of real (rather than interval
temperatures) is more logical. So, the utility profiles are best
converted to real temperatures by
increasing the temperatures on the hot utility line by half of
the assumed temperature approach abd
decreasing those on the cold utility line by this quantity.
Figure 3. Site Composites Figure 4. Integration Using Steam
Mains
If steam generation is the chosen means of transferring heat
across the factory we observe that for this
set of site composites no fewer than five individual mains would
be required.
In Figure 5 we show how a thermal fluid could be used. The full
load could be transferred using a
single recirculation loop. However, temperature approaches would
be less than the specified minimum
at several locations within the system. This can be resolved by
using two individual recycle loops
(Figure 6) or by using a single oil loop and a single steam main
(Figure 7).
Figure 5. Single Loop: Thermal Fluid Figure 6. Two Loop
System
Figure 7. Thermal Fluid plus Steam Main
3 Piping Costs
The quantity of metal used in a straight length of pipe can be
shown to vary with the square of the pipe
diameter. However, bends, tee junctions, valves and most pipe
fittings vary with the cube of pipe
-
UKHTC2013/Please paste your Paper No here
4
diameter. For many projects the relationship between pipe size
and cost will be closer to cubic than
square. So, a 200mm pipe used to transport steam will be over
fifty times more expensive than a
50mm pipe used to transport a liquid.
In 2006 the supply cost of 200mm pipe components were around the
values listed in Table 1.
Installation costs (fitting to existing pipe-bridge) are listed
in Table 2. The capital cost index for 2006
is 500. That for 2011 is 586.
Component Cost
Straight Pipe 37.5 GBP/meter
90 degree bend 50 GBP
Gate Valve 850 GBP
Bolted Connection 60 GBP
Welded Flange 20 GBP
Table 1. Supply Costs
Component Cost
Straight Pipe 46.3 GBP/metere
90 degree bend 180 GBP
Gate Valve 210 GBP
Bolted Connection 90 GBP
Welded Flange 95 GBP
Table 1. Installation Costs
The amount of metal used in a straight pipe is varies
(approximately) with the square of the pipe
diameter. That used in piping components varies with the cube of
the pipe diameter. These
relationships were found to correlate cost data (both supply and
installation) for other pipe sizes.
Using the shell-and-tube heat exchanger purchase cost algorithm
published by Saunders [4] a
comparison can be made between heat exchanger and piping costs.
A typical 100m run of 200mm pipe
was equivalent to an additional one square metre of surface in a
typical industrial heat exchanger.
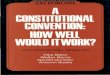
Figure 8. Mapping of Pipe Bridges
X
Y
1
7
2
8
3
11
9
5
10
6
412
13
-
UKHTC2013/Please paste your Paper No here
5
Use of a 50mm pipe, rather than a 200mm pipe, would be
equivalent to an additional 50 square metres
of surface in a typical industrial heat exchanger.
The first step in the consideration of piping needs is the
mapping of the position of the existing pipe
bridges using a set of three dimensional co-ordinates (Figure
8). Pipe lengths and needs for fittings
such as bends and tees can be determined from this map.
4 Examination of Differing Plant Combinations
The length of piping required to transfer heat between
individual plants is obviously a function of
geographical location. Therefore, the closer the plants the
higher the justified heat transmission. Rather
than solely look at the whole factory the analysis should also
be applied to differing combinations of
plant.
This analysis does not require specialist software. A
spread-sheet can be developed for this purpose.
This could contain the following:
1. Temperature-enthalpy information for all of the process
streams present in a given zone
2. Information relating the distances between individual zone
limits
3. A variable that can be used to specify if a given zone is to
be included in the analysis
4. Pipe cost equations
5. Size of pipe to be used to link the individual zones
5 Use of Existing Process Flows
Steam pipes are not the only pipes carry fluids between
individual plants. Products and recovered feed
components are also transferred between geographical zones. In
some situations there will be benefit
in adjusting the temperature at which the transfer is made in
order to reduce the energy consumption in
one of the zones. Tamakloe & Polley [5] presented that
allows the engineer to quickly determine how
transfers between zones are best undertaken.
6 Utility System Stability
Plant throughput can vary on an hourly basis The variation of
feed to two individual crude distillation
units encountered in one large refinery is displayed in Figure
9. This resulted in changes in steam
generation (Figure 10).
0
100
200
300
400
500
600
700
5/1/01 6/8/01 7/16/01 8/23/01 9/30/01 11/7/01 12/15/01 1/22/02
3/1/02 4/8/02
Flow,
MBD
C2+ Feed
C3+ Feed
Combined Feeds
Figure 9. Throughput Changes
-
UKHTC2013/Please paste your Paper No here
6
Boiler Steam Gen
0
500
1000
1500
2000
2500
4/1/2001 5/21/2001 7/10/2001 8/29/2001 10/18/2001 12/7/2001
1/26/2002 3/17/2002
Total
HP
Stm
Gen,
Klb/h
Figure 10. Changes in Steam Demand
This situation leads to individual steam generators being
regularly taken on and off stream. This is
expensive and inefficient. It also leads to variations in fired
heater feed temperatures. When these
temperatures fall the rate of fouling within the fired heaters
increases with further losses in site energy
efficiency and increased generation of both carbon dioxide and
NOx.
Site stability and fired heater inlet temperatures can be
maintained if heat storage is used to cope with
demands resulting from throughput variation. Steam cannot be
stored. However, it can be used to heat
thermal fluid which is easily stored.
7 Case Study
We now consider the case of energy saving in a Fluidised Bed
Catalytic Conversion that has been the
subject of previous discussion [1,2]. The Process Flow Diagram
for the plant is shown in Figure 9.
The plant is large and can be considered to be in two separate
geographic zones: fractionation zone
and gas processing zone. The fractionation zone contains the
main distillation column and the
catalysed bed reactor. The gas processing zone contains the
sponge absorber and all of the other
distillation columns.
The energy consumed in the fractionation zone is just 3.2 MW.
That consumed in the gas processing
zone is 74.1 MW. When energy analysis of the full system is
undertaken (assuming a minimum
practical temperature approach for heat recovery of 10 C) it is
found that the plant requires 36 MW of
heat. Clearly there is significant opportunity to utilise heat
currently rejected to the environment in the
fractionation zone to drive some of the distillation columns
situated in the gas processing zone. The
scope for additional heat recovery is 74.1+3.2-36 = 41.3 MW.
(Since, flue gas is the utility being used in the fractionation
area another possible energy saving
opportunity arises. The flue gas leaves the heater at high
temperature (over 360 C). This could be
matched against thermal fluid in a new heat recovery unit and
transported to the gas processing zone.)
The Grand Composite Curve for the Fractionation Zone is shown in
Figure 12. That for the Gas
Processing Zone is presented in Figure 13.
We observe that 40 MW of heat can be transferred by raising
steam in the fractionation zone and using
this to drive the high temperature re-boiler in the gas
processing zone. The existing re-boiler is already
driven using steam, so the required modification (which would be
checked) is likely to be the
installation of the new steam pipe into the existing steam
supply.
An alternative would be to use a thermal fluid. There would be
significant savings in terms of piping
cost. However, the practicality of using the existing re-boiler
would need to be checked. If the re-
boiler was a horizontal unit (steam being condensed within the
tubes) then it may be possible to use
thermal fluid on the tube-side (with heat transfer being
enhanced through the installation of tube
inserts).
-
UKHTC2013/Please paste your Paper No here
7
Figure 11. Process Flow Diagram of FCC Plant
Figure 12. GCC: Fractionation Zone Figure 13. GCC: Gas
Processing Zone
Finally, we observe that there are additional re-boilers
operating in the gas processing zone. These
operate at the following interval temperatures:
Re-boiler B 130 C Re-boiler C 110 C Re-boiler D 90 C
These units have a combined load of 25 MW.
Assume that this heat can be provided by cross-site
integration.
Factors that need to be considered when integrating re-boilers
have been discussed by Polley et al [5].
One important factor is the temperature at which heat is
provided to the re-boiler. If this is too high
both the thermal performance and operational stability can be
adversely affected. One means of
controlling the local temperature within a supply loop is to
recycle cooled fluid.
-
UKHTC2013/Please paste your Paper No here
8
5 Conclusions
In many factories there is significant scope for improving
energy efficiency by transporting heat across
the site. There are several ways in which this can be achieved
and the designer should be aware of all
of them.
Capital cost considerations are often an over-riding factor.
Suitable cost equations exist for the supply
and installation of pipework are available.
Previous approaches have appeared to favour the use of steam
mains to cross-integrate plants.
However, greater transfer of heat could be achieved through the
use of a thermal fluid. This results
from a better temperature profile (a sloped profile replaces a
number of isothermal steam levels) and
capital cost savings associated with smaller pipe diameters.
Capital cost considerations favour integration of neighbouring
plants. Again, in some cases a steam
main can be used and this is particularly cost effective if
equipment does not need to be modified.
However, even in this situation use of a thermal fluid should be
considered for it is often possible to
modify existing exchangers at relatively low cost.
The conditions of the utility (steam or thermal fluid) and the
resulting behaviour of heat exchangers
should be considered when evaluating integration opportunities.
Super-heated steam should not be
used. The temperature at which thermal liquid enters a re-boiler
can have adverse effect on re-boiler
performance.
References
[1] Al-Riyami B.A., Klemes J & Perry S., Heat integration
retrofit analysis of a heat exchanger
network of a fluid catalytic cracking plant, Appl.Thermal Engng.
2001, vol 21, pp1449-1487
[2] Polley G.T. & Kumana J.D. Energy saving retrofit of an
FCC Plant, paper presented at NPRA
Annual Meeting, 2007, San Antonio, Texas
[3] Klemes J., Dhole V.R., Raissi K., Perry S.J. & Puigjaner
L, Targeting and design methodology
for reduction of fuel, power and CO2 on total sites, Applied
Thermal Engineering, 17,993f,1997
[4] Saunders E.A.D., Heat Exchangers, Longman Scientific &
Technical, Harlow, Essex, UK,
1988
[5] Tamakloe E.K. Simple Procedure for Determining the Scope and
Means of Transferring
Heat Between Zones of Integrity, paper presented at AIChE Spring
Meeting, 2011
[5] Polley G.T., Vazquez Ramirez E.E., Riesco Avila M., &
Jantes Jaramillo D. Thermal Integration
of Re-boilers, Chemical Engineering, April 2012
Acknowledgement
We would like to acknowledge the large contribution made by
J.D.Kumana to this work. The insight
he provided to utility system behaviour and industrial needs was
invaluable.