-
8/14/2019 Crude oil refiniring
1/96
CRUDE OIL PROCESSING
AND REFINING
-
8/14/2019 Crude oil refiniring
2/96
Introduction
Why crude oil has to be processed
before it is used?
Because crude oils is just too thick to be of
any use , it also contains many
contaminants that have to be removed.
-
8/14/2019 Crude oil refiniring
3/96
Introduction
Crude oil as it is found in nature consists of
complex mixtures of compounds containing
hydrogen and carbon (hydrocarbons).
In addition to the hydrocarbons, compounds of
sulphur, nitrogen and oxygen are present in
small amounts.
Furthermore; there are usually traces of
metallic compounds.
-
8/14/2019 Crude oil refiniring
4/96
Introduction
These compounds are harmful unless removed
from crude oil by refining.
In this topic we are going to discuss the various
methods of refining crude oils which include
atmospheric distillation, vacuum distillation
and other methods such as solvent extraction,
absorption, adsorption and conversions.
-
8/14/2019 Crude oil refiniring
5/96
Petroleum Refining
What is it?
-
8/14/2019 Crude oil refiniring
6/96
PHYSICALSEPARATION PROCESSES
Physical separation techniques separate a
mixture such as a crude oil without changing
the chemical characteristics of the
components.
The separation is based on differences of certain
physical properties of the constituents such as
the boiling and melting points, adsorptionaffinities on a
certain solid, and diffusion
through certain membranes.
-
8/14/2019 Crude oil refiniring
7/96
The important physical separation processes,
discussed here, are distillation, absorption,
adsorption, and solvent extraction.
PHYSICAL SEPARATION PROCESSES
-
8/14/2019 Crude oil refiniring
8/96
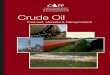
ATMOSPHERIC DISTILLATION
(Primary Fractional Distillation)
Atmospheric distillation separates the crude oil
complex mixture intodifferent fractions with
relatively narrow boiling ranges.
In general, separation of a mixture into fractions
is based primarily on the difference in the
boiling points of the components.
In atmospheric distillation units, one or more
fractionating columns are used.
-
8/14/2019 Crude oil refiniring
9/96
Distilling a crude oil starts by preheating the
feed by exchange with the hot product
streams. The feed is further heated to about
320C as it passes through the heater pipe.
The hot feed enters the fractionators, which
normally contains 3050 fractionation trays.
Steam is introduced at the bottom of the
fractionators to strip off light components.
ATMOSPHERIC DISTILLATION
(Primary Fractional Distillation)
-
8/14/2019 Crude oil refiniring
10/96
The efficiency of separation is a function of the
number of theoretical plates of the
fractionating tower and the reflux ratio.
Reflux is provided by condensing part of the
tower overhead vapors.
Reflux ratio is the ratio of vapors condensing
back to the still to vapors condensing out of
the still (distillate).
ATMOSPHERIC DISTILLATION
(Primary Fractional Distillation)
-
8/14/2019 Crude oil refiniring
11/96
Reflux ratio is the ratio of vapors condensing
back to the still to vapors condensing out of
the still (distillate).
The higher the reflux ratio the better the
separation of the mixture
ATMOSPHERIC DISTILLATION
(Primary Fractional Distillation)
-
8/14/2019 Crude oil refiniring
12/96
Products are withdrawn from the distillation
tower as side streams, while the reflux is
provided by returning a portion of the cooled
vapors from the tower overhead condenser.
From the overhead condenser, the uncondensed
gases are separated, and the condensed light
naphtha liquid is withdrawn to storage.
ATMOSPHERIC DISTILLATION
(Primary Fractional Distillation)
-
8/14/2019 Crude oil refiniring
13/96
Heavy naphtha, kerosene, and gas oil are
withdrawn as side stream products.
The residue is removed from the bottom of the
distillation tower and may be used as a fuel
oil.
It may also be charged to a vacuum distillation
unit, a catalytic cracking or steam cracking
process.
ATMOSPHERIC DISTILLATION
(Primary Fractional Distillation)
-
8/14/2019 Crude oil refiniring
14/96
-
8/14/2019 Crude oil refiniring
15/96
Products of primary distillation
Product name No of C atoms Boiling range in C Uses
Petroleum gas 14 Less than 40 heating, cooking, making
plastics
Naphtha 59 60 - 100 intermediate that will be further processed
to
make gasoline and chemicals
Gasoline 5
12 40
205 motor fuelKerosene 1018 175 - 325 fuel for jet engines and
tractors; starting material
for making other products
Gas oilor Diesel 1420 270 - 350 diesel fuel and heating oil;
starting material for
making other products
Lubricating oil 2050 300 - 370 motor oil, other lubricants
Heavy gasor Fuel oil 20 - 70 370 - 600 industrial fuel; starting
material for making other
products
Residuals- > 70 > 600 coke, asphalt, tar, waxes; starting
material for
making other products
-
8/14/2019 Crude oil refiniring
16/96
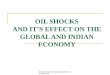
Vacuum Distillation
Vacuum distillation increases the amount of the
middle distillates and produces lubricating oil
base stocks and asphalt.
The feed to the unit is the residue from
atmospheric distillation.
In vacuum distillation, reduced pressures are
applied to avoid cracking long-chain
hydrocarbons present in the feed.
-
8/14/2019 Crude oil refiniring
17/96
Vacuum Distillation
The feed is first preheated by exchange with the
products, charged to the vacuum unit heater,
and then passed to the vacuum tower in an
atmosphere of superheated steam.
Using superheated steam is important: it
decreases the partial pressure of the
hydrocarbons and reduces coke formation inthe furnace tubes.
-
8/14/2019 Crude oil refiniring
18/96
Vacuum Distillation
Products obtained as side streams are vacuum
gas oil (VGO), lube oil base stocks, and asphalt
(bitumen).
Asphalt may be used for paving roads.
-
8/14/2019 Crude oil refiniring
19/96
Vacuum Distillation
-
8/14/2019 Crude oil refiniring
20/96
Absorption and Stripping
Absorption and stripping are processes used to
obtain valuable light products such as propane
and butane from the gasoline vapors that pass
out of the top of the fractionating tower.
In the absorption process gasoline vapors are
bubbled through absorption oil such as
kerosene or heavy naphtha in equipmentresembling a fractionating
column.
-
8/14/2019 Crude oil refiniring
21/96
Absorption and Stripping
The light products dissolve in the oil while dry
gases such as hydrogen, methane, ethane, and
pass through undissolved.
The light products are separated from the
absorption oil in the stripping process.
-
8/14/2019 Crude oil refiniring
22/96
Absorption and Stripping
The solution of the absorption oil and light
products is boiled by steam and passes to
stripping column where the light product
vapor pass upward and are recovered bycondensation by water
cooling under
pressure.
The unvaporised oil passes from the base of thecolumn for
reuse.
-
8/14/2019 Crude oil refiniring
23/96
ADSORPTION PROCESS
Adsorption processes use a solid material
(adsorbent) possessing a large surface area
and the ability to selectively adsorb a gas or a
liquid on its surface.
Examples of adsorbents are silica (SiO2),
anhydrous alumina (Al2O3), and molecular
sieves (crystalline silica/alumina).
-
8/14/2019 Crude oil refiniring
24/96
ADSORPTION PROCESS
Adsorption processes may be used to remove
acid gases from natural gas and gas streams.
For example, molecular sieves are used to
dehydrate natural gas and to reduce its acid
gases.
Adsorption processes are also used to separate
liquid mixtures. For example, molecular sieve
5A selectively adsorbs n-paraffins from a low-
octanenaphtha fraction.
-
8/14/2019 Crude oil refiniring
25/96
ADSORPTION PROCESS
Branched paraffins and aromatics in the mixture
are not adsorbed on the solid surface.
The collected fraction containing mainly
aromatics and branched paraffins have a
higher octane number than the feed.
Desorbing n-paraffins is effected by
displacement with another solvent or by using
heat.
-
8/14/2019 Crude oil refiniring
26/96
Solvent extractionSolvent extraction process is used primarily
for
the removal of constituents that would havean adverse effect on
the performance of the
product in use.
Solvent extraction processes use a liquid solventthat has a high
solvolytic power for certain
compounds in the feed mixture.
For example, ethylene glycol has a greateraffinity for aromatic
hydrocarbons and
extracts them preferentially from a reformate
mixture (a liquid paraffinic and aromatic
roduct from catal tic reformin .
-
8/14/2019 Crude oil refiniring
27/96
Other solvents that could be used for this
purpose are liquid sulfur dioxide and sulfolane
(tetramethylene sulfone). The sulfolane
process is a versatile extractant for producinghigh purity BTX
aromatics (benzene, toluene,
and xylenes).
It also extracts aromatics compounds fromkerosene to produce
low-aromatic jet fuels.
Solvent extraction
-
8/14/2019 Crude oil refiniring
28/96
On the other hand, liquid propane also has a
high affinity for paraffinic hydrocarbons.
Propane deasphalting removes asphaltic
materials from heavy lube oil base stocks.
The asphaltic materials reduce the viscosity
index of lube oils. In this process, liquid
propane dissolves mainly paraffinic
hydrocarbons and leaves out asphaltic
materials.
Solvent extraction
-
8/14/2019 Crude oil refiniring
29/96
Deasphalted oil is stripped to recover propane,
which is recycled.
Solvent extraction may also be used to reduce
asphaltenes and metals from heavy fractions
and residues before using them in catalytic
cracking.
Solvent extraction
-
8/14/2019 Crude oil refiniring
30/96
Solvent extraction is used extensively in the
petroleum refining industry.
Each process uses its selective solvent, but, the
basic principle is the same.
Solvent extraction
-
8/14/2019 Crude oil refiniring
31/96
CONVERSION PROCESSES
(CRACKING)
The separation processes described above are
based on differences in physical properties of
the components of crude oil.
By chemically changing their molecular
structure, it is possible to convert less valuable
hydrocarbon compound into more valuable .
Conversions are therefore chemical processes
which result into new compounds with
different chemical properties as the feed.
Conversion processes in the petroleum
-
8/14/2019 Crude oil refiniring
32/96
Conversion processes in the petroleum
industry are generally used to:
1. Upgrade lower-value materials such as heavy
residues to more valuable products such as
naphtha and LPG. Naphtha is mainly used to
supplement the gasoline pool, while LPG isused as a fuel or as a
petrochemical
feedstock.
Conversion processes in the petroleum
-
8/14/2019 Crude oil refiniring
33/96
2. Improve the characteristics of a fuel. For
example, a lower octane naphtha fraction is
reformed to a higher octane reformate
product.
Conversion processes in the petroleum
industry are generally used to:
Conversion processes in the petroleum
-
8/14/2019 Crude oil refiniring
34/96
3.Reduce harmful impurities in petroleum
fractions and residues to control pollution and
to avoid poisoning certain processing
catalysts. For example, hydrotreatment ofnaphtha feeds to
catalytic reformers is
essential because sulfur and nitrogen
impurities poison the catalyst.
Conversion processes in the petroleumindustry are generally used
to:
-
8/14/2019 Crude oil refiniring
35/96
Conversion (cracking) processes are either
thermal, where only heat is used to effect the
required change, or catalytic, where a catalyst
lowers the reaction activation energy.
The catalyst also directs the reaction toward a
desired product or products (selective
catalyst).
-
8/14/2019 Crude oil refiniring
36/96
Thermal Cracking
In thermal cracking, high temperatures (typically
in the range of 450C to 750C) and pressures
(up to about 70 atmospheres) are used to
break the large hydrocarbons into smallerones.
Thermal cracking gives mixtures of products
containing high proportions of hydrocarbonswith double
bondsalkenes.
-
8/14/2019 Crude oil refiniring
37/96
The three important thermal cracking
techniques are:
coking,
viscosity breaking and
steam cracking
Thermal Cracking
-
8/14/2019 Crude oil refiniring
38/96
Coking processes
Coking is a severe thermal cracking process
designed to handle heavy residues with high
asphaltene and metal contents. These
residues can not be fed to catalytic crackingunits because their
impurities deactivate and
poison the catalysts.
Products from coking processes varyconsiderably with feed type
and process
conditions.
-
8/14/2019 Crude oil refiniring
39/96
Cocking processes
These products are hydrocarbon gases, cracked
naphtha, middle distillates, and coke.
The gas and liquid products are characterized by
a high percentage of unsaturation.
Hydrotreatment is usually required to saturate
olefinic compounds and to desulfurize
products from coking units.
-
8/14/2019 Crude oil refiniring
40/96
-
8/14/2019 Crude oil refiniring
41/96
Viscosity Breaking (Vis-breaking)
Viscosity breaking aims to thermally crack long-
chain feed molecules to shorter ones, thus
reducing the viscosity and the pour point of
the product.
In this process, the feed is usually a high
viscosity, high pour point fuel oil that cannot
be used or transported, especially in coldclimates, due to the
presence of waxy
materials.
-
8/14/2019 Crude oil refiniring
42/96
Wax is a complex mixture of long-chain paraffins
mixed with aromatic compounds having long
paraffinic side chains.
Vis-breaking is a mild cracking process that
operates at approximately 450C using short
residence times. Long paraffinic chains break
to shorter ones, and de-alkylation of thearomatic side chains
occurs.
Viscosity Breaking (Vis-breaking)
-
8/14/2019 Crude oil refiniring
43/96
Steam cracking
Steam cracking is a petrochemical process in
which saturated hydrocarbons are broken
down into smaller, often unsaturated,
hydrocarbons.
It is the principal industrial method for
producing the lighter alkenes (or commonly
olefins), including ethene (or ethylene) andpropene (or
propylene).
-
8/14/2019 Crude oil refiniring
44/96
Steam cracker units are facilities in which a
feedstock such as naphtha, liquefied
petroleum gas (LPG), ethane, propane or
butane is thermally cracked through the use ofsteam in a bank of
pyrolysis furnaces to
produce lighter hydrocarbons.
Steam cracking
-
8/14/2019 Crude oil refiniring
45/96
The products obtained in steam cracking depend
on the composition of the feed, the
hydrocarbon-to-steam ratio, and on the
cracking temperature and furnace residencetime.
Steam cracking
CATALYTIC CONVERSION
-
8/14/2019 Crude oil refiniring
46/96
CATALYTIC CONVERSION
PROCESSES
Catalytic conversion processes include naphtha
catalytic reforming, catalytic cracking,
hydrocracking, hydrodealkylation,
isomerization, alkylation, and polymerization.
In these processes, one or more catalyst is used.
Other important catalytic processes are those
directed toward improving the product qualitythrough
hydrotreatment.
-
8/14/2019 Crude oil refiniring
47/96
Catalytic Reforming
The aim of this process is to improve the octane
number of a naphtha feedstock by changing
its chemical composition.
Octane number (rating )is a value used to
indicate the resistance of a motor fuel to
knock. Octane numbers are based on a scale
on which isooctane is 100 (minimal knock)and heptane is 0 (bad
knock).
-
8/14/2019 Crude oil refiniring
48/96
Hydrocarbon compounds differ greatly in their
octane ratings due to differences in structure.
In general, aromatics have higher octane ratings
than paraffins and cycloparaffins. Similar to
aromatics, branched paraffins have high
octane ratings.
Catalytic Reforming
-
8/14/2019 Crude oil refiniring
49/96
The octane number of a hydrocarbon mixture is
a function of the octane numbers of the
different components and their ratio in the
mixture.
Increasing the octane number of a low-octane
naphtha fraction is achieved by changing the
molecular structure of the low octane numbercomponents.
Catalytic Reforming
-
8/14/2019 Crude oil refiniring
50/96
Many reactions are responsible for this change,
such as the dehydrogenation of naphthenes
and the dehydrocyclization of paraffins to
aromatics.
Catalytic reforming is considered the key process
for obtaining benzene, toluene, and xylenes
(BTX).The BTX are important intermediates for the
production of many chemicals.
Catalytic Reforming
-
8/14/2019 Crude oil refiniring
51/96
Aromatization
The two reactions directly responsible for
enriching naphtha with aromatics are the
dehydrogenation of naphthenes and the
dehydrocyclization of paraffins.
The first reaction can be represented by the
dehydrogenation of cyclohexane to benzene.
-
8/14/2019 Crude oil refiniring
52/96
+ 3H2H = 221 kJ/mol.
Kp = 6 x 105@ 500 C
This reaction is fast; it reaches equilibrium quickly.
The reaction is also reversible, highly endothermic,and the
equilibrium constant is quite large (6 l05@
500C).
It is evident that the yield of aromatics (benzene) is
favored at higher temperatures and lower pressures.
The effect of decreasing H2partial pressure is even
more pronounced in shifting the equilibrium to the
right.
-
8/14/2019 Crude oil refiniring
53/96
Aromatization
The second aromatization reaction is the
dehydrocyclization of paraffins to aromatics.
For example, if n-hexane represents this
reaction, the first step would be to
dehydrogenate the hexane molecule over the
platinumsurface, giving 1-hexene (2- or 3-
hexenes are also possible isomers).
-
8/14/2019 Crude oil refiniring
54/96
This is also an endothermic reaction, and theequilibrium
production of aromatics is favored
at higher temperatures and lower pressures.
However, the relative rate of this reaction is
much lower than the dehydrogenation of
cyclohexanes
CH3(CH2)3CH=CH2 + 3H2
H = 266 kJ/mol.
Kp = 7.8 x 104@ 500 C
-
8/14/2019 Crude oil refiniring
55/96
Isomerization
Reactions leading to skeletal rearrangement of
paraffins and cycloparaffins in a catalytic
reactor are also important in raising the
octane number of the reformate product.
Isomerization reactions may occur on the
platinum catalyst surface or on the acid
catalyst sites. In the former case, the reactionis slow.
-
8/14/2019 Crude oil refiniring
56/96
The example these reactions is the
isomerization of n-heptane to 2-methylhexane.
Isomerization
CH3CH2CH2(CH2)3CH3 CH(CH2)3CH3H3C
CH3
-
8/14/2019 Crude oil refiniring
57/96
Isomerization of alkylcyclopentanes may also
occur on the platinum catalyst surface or on
the silica/alumina.
For example, methylcyclopen-tane isomerizes to
cyclohexane:
CH3
+ 3H2
Isomerization
-
8/14/2019 Crude oil refiniring
58/96
Hydrocracking
Hydrocracking is a catalytic cracking process
assisted by the presence of an elevated partial
pressure of hydrogen gas.
The function of hydrogen is the purification of
the hydrocarbon stream from sulfur and
nitrogen hetero-atoms.
-
8/14/2019 Crude oil refiniring
59/96
The products of this process are saturated
hydrocarbons; depending on the reaction
conditions (temperature, pressure, catalyst
activity) these products range from ethane,LPG to heavier
hydrocarbons consisting mostly
of isoparaffins.
Hydrocracking
-
8/14/2019 Crude oil refiniring
60/96
The following represents a hydrocracking
reaction:
RCH2CH2CH2R' + H2 RCH2CH3 + R'CH3
Bond breaking can occur at any position alongthe hydrocarbon
chain.
Hydrocracking
-
8/14/2019 Crude oil refiniring
61/96
Hydrodealkylation
Hydrodealkylation is a cracking reaction of an
aromatic side chain in presence of hydrogen.
Like hydrocracking, the reaction consumes
hydrogen and is favored at a higher hydrogenpartial
pressure.
This reaction is particularly important for
increasing benzene yield whenmethylbenzenes and ethylbenzene
are
dealkylated.
-
8/14/2019 Crude oil refiniring
62/96
Hydrodealkylation may be represented by the
reaction of toluene and hydrogen.
+ H2 + CH4
CH3
Hydrodealkylation
-
8/14/2019 Crude oil refiniring
63/96
As in hydrocracking, this reaction increases the
gas yield and changes the relative equilibrium
distribution of the aromatics in favor of
benzene.
Hydrodealkylation
-
8/14/2019 Crude oil refiniring
64/96
Catalytic Cracking
Catalytic cracking (Cat-cracking) is a remarkably
versatile and flexible process.
Its principal aim is to crack lower-value stocks
and produce higher-value light and middledistillates.
The process also produces light hydrocarbon
gases, which are important feed stocks forpetrochemicals.
-
8/14/2019 Crude oil refiniring
65/96
Catalytic cracking produces more gasoline of
higher octane than thermal cracking.
This is due to the effect of the catalyst, which
promotes isomerization anddehydrocyclization reactions.
Catalytic Cracking
-
8/14/2019 Crude oil refiniring
66/96
Products from catalytic cracking units are also
more stable due to a lower olefin content in
the liquid products.
This reflects a higher hydrogen transfer activity,which leads to
more saturated hydrocarbons
than in thermally cracked products.
Catalytic Cracking
-
8/14/2019 Crude oil refiniring
67/96
A major difference between thermal and
catalytic cracking is that reactions through
catalytic cracking occur via carbocation
intermediate, com-pared to the free radicalintermediate in
thermal cracking.
Carbocations are longer lived and accordingly
more selective than free radicals.
Catalytic Cracking
-
8/14/2019 Crude oil refiniring
68/96
Alkylation Process
Alkylation in petroleum processing produces
larger hydrocarbon molecules in the gasoline
range from smaller molecules.
The products are branched hydrocarbons havinghigh octane
ratings.
-
8/14/2019 Crude oil refiniring
69/96
Alkylation Process
The term alkylation generally is applied to the
acid catalyzed reaction between isobutane
and various light olefins, and the product is
known as the alkylate.Alkylates are the best of all possible
motor fuels,
having both excellent stability and a high
octane number.
-
8/14/2019 Crude oil refiniring
70/96
Alkylation Process
Either concentrated sulfuric acid or anhydrous
hydrofluoric acid is used as a catalyst for the
alkylation reaction.
These acid catalysts are capable of providing aproton, which
reacts with the olefin to form a
carbocation.
-
8/14/2019 Crude oil refiniring
71/96
-
8/14/2019 Crude oil refiniring
72/96
Th f d b ti f th l t t b t t
-
8/14/2019 Crude oil refiniring
73/96
The formed carbocation from the last step may abstract a
hydride ion from an isobutane molecule and produce 2,2-
dimethylpentane, or it may rearrange to another carbocation
through a hydride shift.
The new carbocation can rearrange again through a
-
8/14/2019 Crude oil refiniring
74/96
The new carbocation can rearrange again through a
methide/hydride shift as shown in the following
equation:
The rearranged carbocation finally reacts with
-
8/14/2019 Crude oil refiniring
75/96
The rearranged carbocation finally reacts with
isobutane to form 2,2,3-trimethylbutane
The final product contains approximately 6080%
2,2-dimethylpentane and varying amounts of
2,2,3-trimethylbutane.
-
8/14/2019 Crude oil refiniring
76/96
Hydrotreatment Processes
Hydrotreating is a hydrogen-consuming process
primarily used to reduce or remove impurities
such as sulfur, nitrogen, and some trace
metals from the feeds.It also stabilizes the feed by saturating
olefinic
compounds.
-
8/14/2019 Crude oil refiniring
77/96
Feeds to hydrotreatment units vary widely; they
could be any petroleum fraction, from
naphtha to crude residues.
In this process, the feed is mixed with hydrogen,heated to the
proper temperature, and
introduced to the reactor containing the
catalyst.The conditions are usually adjusted to minimize
hydrocracking.
-
8/14/2019 Crude oil refiniring
78/96
Reactions occurring in hydrotreatment units are
mainly hydrodesulfurization and
hydrodenitrogenation of sulfur and nitrogen
compounds.In the first case H2S is produced along with the
hydrocarbon. In the latter case, ammonia is
released.
The following examples are hydrodesulfurization
-
8/14/2019 Crude oil refiniring
79/96
The following examples are hydrodesulfurization
reactions of some representative sulfur compounds
present in petroleum fractions and coal liquids.SH + H2 RH +
H2SR
S RR 2H2 2RH H2S+
RS SR 3H2 2RH + 2H2S
+
+
Examples of hydrodenitrogenation of two types of
-
8/14/2019 Crude oil refiniring
80/96
Examples of hydrodenitrogenation of two types of
nitrogen com-pounds normally present in some
light and middle crude distillates are shown asfollows:
l id l i ki ( CC)
-
8/14/2019 Crude oil refiniring
81/96
Fluid catalytic cracking (FCC)
FCC is used to convert the high-boiling, high-
molecular weight hydrocarbon fractions of
petroleum crude oils to more valuable
gasoline, olefinic gases and other productsFCC uses a catalyst
in the form of a very fine
powder which flows like a liquid when
agitated by steam, air or vapour.
FCC
-
8/14/2019 Crude oil refiniring
82/96
FCC process
Feedstock entering the process meets a streamof very hot
catalyst and vaporizes.
The resulting vapours keep the catalyst fluidized
as it passes into the reactor, where thecracking takes place and
where it is fluidizedby the hydrocarbon vapour.
FCC
-
8/14/2019 Crude oil refiniring
83/96
FCC process
The catalyst next passes to a steam strippingsection where most
of the volatilehydrocarbons are removed.
It then passes to a regenerator vessel where it isfluidized by a
mixture of air and the product ofcombustion which are produced as
the cokeon the catalyst is burnt off.
FCC
-
8/14/2019 Crude oil refiniring
84/96
FCC process
The catalyst then flows back to the reactor. Thecatalyst thus
undergoes acontinuous
circulation between the reactor, stripper and
regenerator sections.
P i C d Oil f P i
-
8/14/2019 Crude oil refiniring
85/96
Preparing Crude Oil for Processing
Crude oil often contains water, inorganic salts,suspended
solids, dissolved gases and water-
soluble trace metals.
As a first step in the petroleum refining process,to reduce
corrosion, plugging, and fouling of
equipment and to prevent poisoning the
catalysts in processing units, thesecontaminants must be
removed.
D i
-
8/14/2019 Crude oil refiniring
86/96
Degassing
Degassing is the initial separation of associatedgas from crude
oil.
By removing dissolved gases and hydrogen
sulfide, crude is stabilized and sweetened theprocesses which
diminish safety and corrosion
problems.
Gases are removed by a stabilizer (vacuumpumps or
compressors).
D lti
-
8/14/2019 Crude oil refiniring
87/96
Desalting
Salt in the crude stream presents seriouscorrosion and scaling
problems, and must be
removed.
Salt is dissolved within the remnant brine of thecrude oil.
Desalting removes both salt and the residual
free water.
T f lt i d il
-
8/14/2019 Crude oil refiniring
88/96
Types of salts in crude oil
Salts in the crude oil are mostly in the form ofdissolved salts
in fine water droplets
emulsified in the crude oil. This is called
water-in-oil emulsion, where the continuousphase is the oil and
the dispersed phase is the
water.
The water droplets are so small that they cannotsettle by
gravity.
T f lt i d il
-
8/14/2019 Crude oil refiniring
89/96
Types of salts in crude oil
The salts can also be present in the form of saltcrystals
suspended in the crude oil.
Salt removal requires that these salts be ionized
in the water. Hence wash water is added tothe crude oil to
facilitate the desalting
process.
C lt i d il
-
8/14/2019 Crude oil refiniring
90/96
Common salts in crude oil
The e types of salts mostly found in crude oil areMg, Ca, and Na
chlorides with NaCl being the
abundant type.
These chlorides, except NaCl, hydrolyze at hightemperature to
hydrogen chloride.
HCl dissolves in the water producing HCl acid, an
extremely corrosive acid.
-
8/14/2019 Crude oil refiniring
91/96
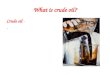
Desalting process
-
8/14/2019 Crude oil refiniring
92/96
Desalting process
Caustic or acid may be added to adjust the pH ofthe water
wash.
Wastewater and contaminants are discharged
from the bottom of the settling tank to thewastewater treatment
facility.
The desalted crude is continuously drawn from
the top of the settling tanks and sent to thecrude distillation
(fractionating) tower.
Pre flashing
-
8/14/2019 Crude oil refiniring
93/96
Pre-flashing
The crude flow rate to the crude distillation unit(CDU)
determines the capacity of the whole
refinery.
The capacity of distillation column is limited bythe vapour flow
rate. The vapor flow rate
increases as the vapors rise from the flash
zone to the overhead.
Pre flashing
-
8/14/2019 Crude oil refiniring
94/96
Pre-flashing
To keep the vapour velocity within requiredlimits, the
pumparounds, which are installed
at several points along the column, extract
heat from the column.This result in condensing the rising
vapours and
reducing their vapor velocity.
Pre flashing
-
8/14/2019 Crude oil refiniring
95/96
Pre-flashing
To expand crude capacity, the most usedtechnique is to introduce
a pre-flash column
before the crude heater.
The crude oil after preheating in the hotproducts and pumparound
heat exchangers is
flashed into a column where the lightest
products are removed.
Pre flashing
-
8/14/2019 Crude oil refiniring
96/96
Pre-flashing
The botoms from the pre-flash column areintroduced into the
crude heater and then to
the crude column.
The amounts of light ends in the crude are nowless, and this
reduces the vapour loading up
the column.