Embed Size (px)
Citation preview

297
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
TO OUR CUSTOMERS . . .
This section of the catalog includes information for many commonly used fasteners.
Other special types may also be available, so be sure to call us with your special needs.
The first seventeen pages pertain to “Fastener Technical Data & Charts”. This information was gathered from reputable sources
and manufacturers in the fastener industry. Although we have tried to be as accurate as possible,
please be sure to read the “Important Disclaimer” below before utilizing any of this information.
FASTENER TECHNICAL DATA AND CHARTS SECTIONIMPORTANT DISCLAIMER
All of the information provided in this section has been assembled with concern for accuracy.
It is intended for advisory purposes only and use of this information is completely voluntary.
We do not guarantee its completeness or validity and assume no responsibility for any loss, claims or damages
resulting from use or application of this information.All information is subject to change without prior notice.
BE SURE TO VERIFY!
We will gladly provide specific product information and certifications prior to your purchase.
Our sales staff can answer most questions and offer suggestions.Remember, if you need an unlisted item, it may be in stock
or we may be able to get it for you quickly.
FASTENER TECHNICAL DATA & CHARTS

298
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
Description
Stainless Steels are broadly defined as Iron alloys containing from 12 to 30% Chromium and from 0 to 20% Nickel. This analysis is further modified by additions of Carbon and other minor elements which contribute specific effects either to control mechanical properties or to improve corrosion resistance. The corrosion resistance of Stainless Steels is attributed to a surface phenomenon, passivity. When oxygen comes in contact with the surface it forms an invisible film which protects the underlying metal from rusting and corrosion under severe environment.
characteristics
The family of Stainless Steels is divided into three general classifications:“Austenitic” Stainless Steels make up the general group of the 18-8 (or 300) series. They are the Chromium-Nickel type containing upwards of 8% Nickel. They are not hardenable by heat treatment, non-magnetic for practical purposes and offer the greatest degree of corrosion resistance.”Martensitic” Stainless Steels contain from 12 to 20% Chromium. They are magnetic and hardenable. Type 410 and 416, common fastening alloys, are Martensitic Stainless Steels.“Ferritic” alloys are also Chromium Stainless Steel alloys. They are magnetic and not hardenable by heat treatment. Type 430 is an example.
Uses
There are almost as many uses for Stainless Steel fastenings as there are problems of corrosion, temperature and strength. Because of its high tensile strength, corrosion resistant qualities and ability to attain a mirror-like finish it is one of the most versatile of all metals. Applications include its use in the petroleum, chemical, food, plumbing, transportation and oil equipment industries to mention just a few. Listed on page 139 are the types of various Stainless Steel alloys which are most frequently used in the manufacture of fastenings.
stainless steel
FASTENER TECHNICAL DATA & CHARTS
NEWMAN ASSOCIATESSupplies All Types Of Steel
In Different Grades And Sizes To Meet Your Specifications
Angles • ChAnnels • I-BeAmsWIde FlAnge BeAms • PlAte . . . And more!
CONTACT YOUR REPRESENTATIVE FOR “FAST DELIVERY”OF ALL YOUR STEEL NEEDS!

299
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
Type 301: Cr. 18, Ni. 8 (18-8 type), austenitic, hardenable by cold work only; t.s., 80-270,000 psi: y.s. 30-240,000 psi.; elongation in 2 in., 40-5%. In rods, bars, billets, wire, sheet, plate, strip and tubing. For parts requiring good corrosion resistance combined with high tensile strength and good ductility.Type 302: Cr. 18, Ni. 8 (18-8 type), austenitic, hardenable by cold work only; t.s. 80-250,000 psi.; y.s. 30-225,000 psi.; elongation in 2 in., 60-5%; fair machinability excellent cold forming and welding properties. Furnished in sheet, strip, plate, bar, rod, forging billets and tube rounds, tubing, cold drawn shapes and structural shapes. For parts in acid handling food and dairy equipment; shafting, bearing plates, heat exchanger tubes, hydraulic tubing, piston rods, plungers, etc.Type 303: Cr. 18, Ni. 8 (18-8 type), austenitic, hardenable by cold work only; t.s., 80-200,000 psi.; y.s. 30-135,000 psi.; elong. in 2 in. 55-10%; good machinability; fair cold forming and welding properties. In sheet, strip, plate, bar, rod, forging billets, tube rounds, tubing, cold drawn and structural shapes. For working parts in pumps and valves which must resist corrosion; screw machine parts requiring strength, good corrosion resistance.Type 304: Cr. 18, Ni. 8 (18-8 type), austenitic, hardenable by cold work only; t.s., 85-250,00 psi; y.s., 30-225,000 psi; elongation in 2 in. 60-5%; slightly better corrosion resistance than Type 302. Furnished in rods, bars, billets, wire, sheet, plate strip, tubing and castings. For parts in chemical equipment such as shafting, bearing plates, heat exchanger tubes, etc.Type 309: Cr. 25, Ni. 12 (25-12 type), austenitic, hardenable by cold work only; t.s., 95-190,000 psi.; y.s. 45-165,000 psi.; elong. in 2 inches, 50-5%; resists scaling to 2000°F, fair machinability, good cold C forming proper-ties, excellent weldability. Furnished in sheet, strip, plate, bar, rod, forging billets, tube rounds, tubing, cold drawn shapes and structural shapes. For parts that must operate continuously at high temperatures; oil burner parts, furnace parts, heat exchangers, air heaters, baffle plates, etc.Type 310: Cr. 25, Ni. 20 (25-20 type), austenitic, hardenable by cold work only; t.s., annealed, 70-155,000 psi.; elong. in 2 in., 55-5% good weld-ability, drawing, stamping properties; fair machinability. In sheet, strip, plate, bar, rod, forging billet, tube rounds, tubing, cold drawn, structural shapes. For parts subject to intermittent heating and cooling; oil burner parts, heat exchangers; dye house, paper mill, chemical equipment.Type 316: Cr. 18, Ni. 12, No. 3 (18-12-3 type), austenitic, hardenable by cold work only; t.s., 80-170,000 psi; y.s., 35-150,000 psi; elong. in 2 in., 55-5% fair machinability; excellent welding, cold forming properties. Best creep strength at high temp. and best corrosion resistance of all grades. In sheet, strip, plate, bar, rod, forging billets, tube rounds, tubing, cold drawn and structural shapes.Type 321: Cr. 18, Ni. 8, Ti. 4 x C min.; austenitic hardenable by cold work only; t.s., 80-170,000 psi.; y.s., 30-145,000 psi.; elong. in 2 in., 55-5%; fair machinability, excellent welding and cold forming proper-ties. In sheet, strip, plate, bar, rod, forging billets, tube rounds, tubing, cold drawn shapes, structural shapes. For welded parts not annealed after welding or which operate at 800-1200°F; aircraft engine exhaust rings, flanges, etc.Type 347: Cr. 8, Ni. 18, Cr. 8 x C min.; austenitic, hardenable by cold work only; t.s. 80-170,000 psi.; y.s., 30-150,000 psi.; elong. in 2 in. 50-5%; fair machinability, excellent welding and cold forming properties. In sheet, strip, plate, bar, rod, forging billets, tube rounds, tubing cold drawn and structural shapes. For welded parts not annealed after welding or which operate at 800-1200°F; aircraft engine exhaust rings, flanges, etc.
Type 410: Cr. 12 (straight chromium type), hardenable by heat treatment; t.s., 60-180,000 psi: y.s.30-160,000 psi.; elong. in 2 in., 30-15%, good machinability, cold forming properties; good welding properties when annealed; most popular forging grade. In sheet, strip, plate, bar, rod, forg-ing billets, tube rounds, tubing, cold drawn and structural shapes. Used where corrosion not severe, for bolts, nuts, shafting turbine blading, valve trim, heat treated parts; where hardness, toughness, desired.Type 416: Cr. 12 (straight chromium type with sulphur or selenium added); excellent machinability; t.s., 70-170,000 psi; y.s., 4-140,000 psi; elong. in 2 in. 30-10%; fair cold forming properties, fair corrosion resistance. In bar, rod, forging billets, wire, cold drawn shapes. For mass production machined parts; Carburetor, instrument and electrical parts; screw machine parts.Type 420: Cr. 13, C. 35; a widely used stainless cutlery steel. In the hardened and tempered condition, it combines an adequate hardness and cutting edge with good flexibility. It retains a bright polished finish and can be hardened io Rockwell C55. Maximum corrosion resistance is obtained in the hardened condition.Type 420F: Cr. 13, C.35; free machining; has sulphur intentionally added to the base Type 420 analysis to make it easier to machine, grind and polish. Type 420°F has practically the same mechanical hardness, and corrosion resisting properties as Type 420.Type 430: Cr. 17 (straight chromium type), non-hardenable by heat treatment; resists scaling to 1500°F; excellent cold heading properties, excellent machinability; does not discolor in atmosphere. t.s., 60-85,000 psi.: y.s. 35-55,000 psi.; elongation in 2 in. 35-20%. Furnished in sheet, strip, plate, bar, rod, forging billets, tube rounds, tubing, cold drawn shapes and structural shapes. For press plates, oil burner parts, screw machine parts, trim for automobiles such as body moldings, hub caps, finishing washers, gas tank caps, etc.; also trim for appliances.Type 430F: Cr. 17 with 0.07 S. or Se.; straight chromium free machining type, non-hardenable by heat treatment; t.s., 60-85,000 psi.: 35-55,000 psi.: elong. in 2 in., 25-10% excellent machinability, fair cold forming properties. In forging billets, hot-rolled and cold-finished bars, wire and polished shafting. Particularly suitable for parts requiring considerable ma-chining and only moderate corrosion resistance; screw machine parts.Type 431: Cr. 16, Ni. 2 (straight chromium type), hardenable by heat treatment: t.s., 110-200,000 psi.; 80-150,000 psi.; elongation in 2 in., 20-15%: good machinability; fair cold forming properties: resists scaling to 1500°F. Best corrosion resistance of all hardenable stainless steels. Furnished in sheet, strip, plate, bar, rod, forging billets, tube rounds, tub-ing, cold drawn shapes, structural shapes. For parts requiring excellent physical properties coupled with high corrosion resistance.type 440 C and 440 A, B and C: Cr. 17, C 1.00 (straight chromium type) hardenable by heat treatment: t.s., 110-285,000 psi; 60-275,000 psi.: elong. in 2 in., 15-21%; fair machinability., cold forming properties. Types A, B, same analysis except for lower carbon content: less hardenable; Type F, free machining. In sheet, strip, plate, bar, rod, forging billets, tube round tubing, cold drawn and structural shapes; needle, ball check valves; ball bearings, scissors, rules, cutlery, etc.Types 501 and 502: Type 501, 4/6 Cr. plus Mo. over .10 C. Type 502, 4/6 Cr. plus Mo., over .10 C. maximum. Both types are recommended for use in the petroleum industry. In refinery equipment, particularly where sour crudes are encountered, a life of four to ten times that of mild steel is not uncommon. These alloys are suitable for use at slightly elevated temperatures, and are more resistant to scaling or oxidation that is mild steel. Scaling temperature about 1150° Fahrenheit.
standard stainless steel specifications
FASTENER TECHNICAL DATA & CHARTS

300
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
inDUstry stanDarDsMost industrial fasteners are covered by two basic standards: one for materials and properties; the other, for dimensions and tolerances. Specifications for materials and properties are published by the American Society for Testing and Materials (ASTM), although other groups such as the Society of Automotive Engineers (SAE) also publish specifications covering these requirements.
Standards for dimensions and tolerances are issued by the American National Standards Institute (ANSI) in cooperation with the American Society of Mechanical Engineers (ASME) and the Industrial Fasteners Institute (IFI).
Where applicable, published specifications covering a particular fastener will be referenced in the section of this booklet dealing with that fastener.
When referring to standards and specifications, we will use only the well-known initials of the above societies-ANSI, ASME, IFI, ASTM and SAE.
Standard fasteners are basic industrial fasteners - square and hex bolts, cap screws, carriage bolts, plow bolts, lag screws, studs, nuts, rivets and others - which have been standardized over the years as to type‘, style, usage, properties, dimensions and tolerances.
These include a vast range of sizes and types stocked by distributors and manufacturers for an almost limitless range of applications: the assembly and maintenance of vehicles, appliances, farm equipment, construction equipment, industrial and plant machinery of all kinds, furniture and toys.
Wherever there’s a need for holding parts together, holding them apart, holding them up, or holding them down, a standard fastener can usually be found to do the job efficiently and economically.
Modern industrial fasteners are manufactured to a variety of standards covering dimensions, tolerances, materials, mechanical properties, testing procedures, etc.
Basic Fastener types
A Bolt is a device with a head on one end of a shank or body and a thread on the other end. Designed for insertion through holes in assembly parts, it is mated with a tapped nut. Tension is normally induced in the bolt to compress the assembly by rotating the nut. This may also be done by rotation of the bolt head.
A Screw is a headed and threaded bolt used without a nut. It is inserted into an internally tapped hole and tension is induced by rotation of the screw head.
A stud is a fastener with no head but it has threads at both ends of the shank. It, like a screw, has one end that screws into a tapped hole. A nut is used on the other end to create tension.
If a stud is threaded its entire shank length and a nut used on both ends to create tension, it serves the function of a bolt and is then classified as a Stud Bolt.
Many variations of thesebasic fastener types are available.
industry standards and specifications
FASTENER TECHNICAL DATA & CHARTS

301
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
terMinoLoGy & MeasUreMents
The diameter of all bolts is measured as the outside of major diameter of the thread. The length of a headed bolt is measured from the largest diameter of the bearing surface of the head to the extreme end of the point in a line parallel to the axis of the bolt. For example, square or hex head bolts are measured from under the head to the end of the bolt; a bolt with a countersunk head is measured overall. The point of a bolt is always included in the measured length.
Headless fasteners such as studs are measured overall, including points, except for continuous-thread alloy studs made to ASTM Specification A193. This type is measured from first thread to first thread.
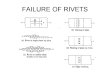
Bolts have various styles of heads. Some of the more popular styles are illustrated above.
styLes oF heaD
heaVy heaDs anD nUtsBolt users may require a bolt head or nut of greater width to compensate for wide clearance in bolt holes or unusually heavy loading. For such needs we offer heavy bolt heads or nut sizes. Heavy nuts are quite common and readily available in various types and sizes but heavy head bolts have more limited availability.
BoLt anD nUt BearinG sUrFacesCold-upset bolts made on a “boltmaker” usually are washer faced but large or very long bolts may have a flat face (not machined). Nuts made on cold “nut-formers” may have double chamfered or washer faces. Large size nuts have hot-forged washer bearing faces, not machined, unless specially ordered.
head shank thread nut point
head gaginglength thread
length
bolt length
Standard hex bolt with hex nut
dia.
Basic Fastener Data
Round Round Countersunk (button) Square Hex
FASTENER TECHNICAL DATA & CHARTS

302
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
Heat treatment covers various techniques that may be used to develop certain end-product characteristics. Customary procedures for fasteners include annealing, stress relieving, case hardening, direct quench and temper, and carbon restoration.
anneaLinG: A thermal cycle involving heating to, and holding at a suitable temperature and then cooling at a suitable rate, for such purposes as reducing hardness, improving machinability, facilitating cold working, producing a desired microstructure, or obtaining desired mechanical or other properties.
stress reLieVinG: A thermal cycle involving heating to a suitable temperature, usually 1000/1200°F, holding long enough to reduce residual stresses from either cold deformation or thermal treatment, and then cooling slowly enough to minimize the development of new residual stresses.
case harDeninG: A term descriptive of one or more processes of hardening steel in which the outer portion, or case, is made substantially harder than the inner portion, or core. Most of the processes involve either enriching the surface layer with carbon and/or nitrogen, usually followed by quenching and tempering, or the selective hardening of the surface layer by means of flame or induction hardening.
QUenchinG anD teMperinG: A thermal process used to increase the hardness and strength of steel. It consists of austenitizing, then cooling at a rate sufficient to achieve partial or complete transformation to martensite. Tempering should follow immediately, and involves reheating to a temperature below the transformation range and then cooling at any rate desired. Tempering improves ductility and toughness, but reduces the quenched hardness by an amount determined by the tempering temperature used.
Standard industrial fasteners are manufactured from either carbon or alloy steels. When strength requirements are moderate, low-carbon steel is used. High-strength fasteners are made from medium-high carbon or alloy steels and are heat treated to develop desired properties. Most fasteners are covered by specifications that define required mechanical properties such as tensile strength, yield strength, proof load, and hardness.
tensiLe strenGth: The maximum tensile stress in pounds per sq. in. which a material is capable of sustaining, as developed by a tension test.
yieLD strenGth: The stress at which a material exhibits a specified deviation from the proportionality of stress to strain. The deviation is expressed in terms of strain, and in the offset method, usually a strain of 0.2 percent is specified.
prooF LoaD: The point to which a material may be stressed without evidence of permanent deformation.
harDness: The resistance of a material to plastic deformation. Usually measured in steels by the Brinell, Rockwell, or Vickers indentation-hardness text methods.
heat treatment and Mechanical properties
HEAT TREATMENT
MECHANICAL PROPERTIES
FASTENER TECHNICAL DATA & CHARTS

303
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
threaD ForMs: Screw threads are spiral grooves produced on the outside of a bolt (external threads) or machined inside a nut (internal threads). Four thread forms have been established by the ANSI: UN (internal and external threads). UNR (external threads only), UNK (external threads only), UNJ (internal and external threads).
cUt Vs. roLL threaDs: The terms “rolled thread” and “cut thread” refer solely to the physical characteristics of commercial bolts or studs, not to the method of thread production. A cut-thread bolt has a shank diameter equal to the threaded diameter; a rolled-thread bolt has a shank diameter less than the threaded diameter.
cLasses oF threaD Fit: Classes of thread fit are distinguished from each other by the amounts of tolerance specified. Classes 1A, 2A, and 3A apply to external threads; Classes 1B, 2B and 3B, to internal threads. Classes 1A and 1B are shown in ANSI standards but are rarely used. Most standard fasteners are produced with a Class 2A fit for bolts and a Class 2B fit for nuts. The Class 2A allowance assures easier assembly of mating parts, minimizes galling and seizing in high-cycle wrench assembly, and can be used to accommodate commercial electroplated finishes. Classes 3A and 3B afford no allowance or clearance for mating parts and are used chiefly for applications where a close tolerance fit is important. Class 5 is a special interference fit which results in an actual overlap of dimensions when threaded parts are fitted together. It is normally used only on the tap-end of studs.
Threading requirements are designated (1) by the number of threads per inch applied to a specific diameter; (2) by the initial letters of the thread standard (UNR or UN); (3) by the letters C, F, or numeral 8 to indicate coarse-, fine-, or 8-thread series; and (4) by the thread fit. The following example illustrates the method of designating a screw thread:
1/2 in. -13 UNRC-2A where
1/2 in. = nominal diameter of thread 13 = number of threads per inch UNR = thread form standard (Unified National Radius-Root) C = coarse-thread series 2A = class of thread fit
The coarse-thread series (UNRC or UNC) is used on the vast majority of bolts and nuts.Number of threads per inch ranges from 20 threads for a 1/4-in.- diameter bolt to 4 threads for a 4-in.-diameter bolt. The fine-thread series (UNRF or UNF) is found mostly in automotive and aeronautical work. Threads per inch range from 28 threads for a 1/4-in.-diameter bolt to 12 threads for a 1-1/2-in.-diameter bolt. There is no fine-thread standard for fasteners over 1-1/2 in.
The 8-thread series (8UNR or 8UN) is used only for sizes over 1 in. in diameter, usually in high-temperature, high pressure service.
screw threads
FASTENER TECHNICAL DATA & CHARTS

304
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
astM and sae standardsspecifications - proof Loads - tensile strengths
Proof tensile grade specification material Bolt and screw load strength marking size Inches psi min psi
SAE-J429 Low or Medium Grade 1 Carbon Steel 1/4 thru 1-1/2 33,000 60,000 ASTM-A307 1/4 thru 4 60,000 SAE-J429 Low or Medium 1/4 thru 3/4 55,000 74,000 Grade-2 Carbon Steel Over 3/4 thru 1-1/2 33,000 60,000 SAE-J429 1/4 thru 1 85,000 120,000 Grade 5 Medium Carbon Steel Over 1 thru 1-1/4 74,000 105,000 Quenched and 1/4 thru 1 85,000 120,000 ASTM-A449 Tempered Over 1 thru 1-1/2 74,000 105,000 Over 1-1/2 thru 3 55,000 90,000 ASTM-A325 Medium Carbon Steel 1/2 thru 1-1/2 85,000 120,000 Type 1 Quenched and Over 1 thru 1-1/2 74,000 105,000 Tempered ASTM-A325 Low Carbon Martensite 1/2 thru 1 85,000 120,000 Type 2 Steel Quenched and Tempered ASTM-A325 Weather Resistant Steel 1-1/8 thru 1-1/2 74,000 105,000 Type 3 Quenched and 1/2 thru 1 85,000 120,000 Tempered ASTM-A354 Low Alloy Steel 1/4 thru 2-1/2 80,000 105,000 Grade BB Quenched and Over 2-1/4 thru 4 75,000 100,000 Tempered ASTM-A354 Alloy Steel 1/4 thru 4 105,000 125,000 Grade BC Quenched and Over 2-1/2 thru 4 95,000 115,000 Tempered Medium Carbon SAE-J429 Alloy Steel GRADE 8 Quenched and Tempered 1/4 thru 1-1/2 120,000 150,000 ASTM-A354 Alloy Steel Grade BD Quenched and Tempered ASTM-A490 Alloy Steel 1/2 thru 1-1/2 120,000 150,000 Type 1 Quenched and Tempered
* Radial lines on Type 1 bolts are optional to manufacturer.* On Type 2 bolts radial lines 60 degrees apart are required.
Bolt Head markings include manufacturers identity symbols.
*
*
BB
BC
identification Markings on Bolt heads
FASTENER TECHNICAL DATA & CHARTS

305
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
measured K (average) Bolt size theoretical 1
K high-point torque mid-point torque 1/4 -20 0.210 0.243 0.267 1/4 -28 0.205 0.216 0.231 5/16 -18 0.210 0.206 0.186 5/16 -24 0.205 0.194 0.183 3/8 -16 0.204 0.200 0.247 3/8 -24 0.198 0.192 0.234 7/16 -14 0.205 0.217 0.224 7/16 -20 0.200 0.194 0.190 1/2 -13 0.201 0.205 0.158 1/2 -20 0.195 0.167 0.205 9/16 -12 0.198 0.194 0.214 9/16 -18 0.193 0.196 0.207 5/8 -11 0.199 0.178 0.196 5/8 -18 0.193 0.183 0.175 3/4 -10 0.194 0.169 0.172 3/4 -16 0.189 0.170 0.180 7/8 - 9 0.194 0.181 0.194 7/8 -14 0.189 0.171 0.178 1 - 8 0.193 0.188 0.204 1 -14 0.188 0.161 0.167 Average 0.198 0.191 0.201
hex Cap screw heavy size hex nut (Finished hex Bolt) hex screw K1 K2 K3 K K K 1/4 -20 0.1055 0.0753 0.0318 0.213 0.213 0.223 1/4 -28 0.1055 0.0786 0.0227 0.207 0.207 0.218 5/16 -18 0.0993 0.0766 0.0284 0.204 0.204 0.213 5/16 -24 0.0993 0.0790 0.0212 0.200 0.200 0.208 3/8 -16 0.0950 0.0772 0.0265 0.199 0.199 0.213 3/8 -24 0.0950 0.0802 0.0176 0.193 0.193 0.207 7/16 -14 0.0980 0.0772 0.0260 0.201 0.196 0.207 7/16 -20 0.0980 0.0800 0.0181 0.196 0.190 0.202 1/2 -13 0.0950 0.0780 0.0245 0.198 0.198 0.208 1/2 -20 0.0950 0.0811 0.0159 0.192 0.192 0.203 9/16 -12 0.0970 0.0781 0.0235 0.199 0.195 0.202 9/16 -18 0.0970 0.0811 0.0157 0.194 0.191 0.197 5/8 -11 0.0950 0.0783 0.0231 0.196 0.196 0.205 5/8 -18 0.0950 0.0816 0.0141 0.191 0.191 0.199 3/4 -10 0.0950 0.0790 0.0212 0.195 0.195 0.203 3/4 -16 0.0950 0.0819 0.0132 0.190 0.190 0.198 7/8 - 9 0.0950 0.0793 0.0201 0.194 0.194 0.201 7/8 -14 0.0950 0.0819 0.0130 0.190 0.190 0.196 1 - 8 0.0950 0.0795 0.0199 0.194 0.194 0.200 1 -14 0.0950 0.0826 0.0109 0.189 0.189 0.194 Average 0.197 0.196 0.205
NOTE: K1 + K2 + K3 = K
tightening torque For screws, Bolts & nuts
NOTE: 1. Computed with coefficient of friction of 0.15 and the dimensions of American National Standard Hex Nut.
FASTENER TECHNICAL DATA & CHARTS
taBLe i - torQUe coeFFicients - K
taBLe ii - torQUe coeFFicients - coMpUteD

306
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
Grade 2
Low-carbon bright1/4 in. to 11/2 in. inclusive, with minimum tensile strength of 74,000 psi in diameters through 3/4 in. and 60,000 psi for diameters over 3/4 in. through 11/2 in.Warning to fine thread users!Grade 2 is not recommended for use with fine threads. We suggest the use of Grade 5 because of superior resistance to stripping during tightening.Grade 2 may be used as an alternate for ASTM A307 Grade A.
GRADE 2 GRADE 5 GRADE 8
sae standard J429 - Grades 2, 5 and 8
Grade 5
Medium-carbon, heat treated in a carbon controlled at-mosphere, 1/4 in. to 11/2 in., inclusive, with minimum tensile strength of 120,000 psi in diameters through 1 in. and 105,000 psi for diameters over 1 in. through 11/2 in.Grade 5 will also meet other specifications such as ASTM A449.
Grade 8
Alloy, heat treated in a carbon controlled atmosphere, 1/4 in. to 1 in., inclusive, with minimum tensile strength of 150,000 psi.Grade 8 will also meet ASTM specification A354 Grade BD.
cap screws
BE SURE TO VERIFY!
We will gladly provide specific product information and certifications prior to your purchase.
FASTENER TECHNICAL DATA & CHARTS

307
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
astM a307 Grade a and B Mechanical properties
heX BoltHEAVY
heX Bolt
SEE NOTESEE NOTE
Bolts - hex and heavy hex
hex bolts are available in two dimensional standards:
• The heavy hex bolt has a head dimension averaging approximately 1/8“ wider across the flats than the standard hex bolt.It is generally used for applications where maximum bearing area is required.
• Hex bolts are offered with UNRC-2A threads in diameters ranging from 1/4” through 2”. Heavy hex bolts with UNRC-2A threads are offered in diameters of 1/2” to 1-1/2” inclusive.
Hex bolts of heat treated carbon or alloy steel are available from cap-screw stock.
SPECIAL NOTE: Hex bolts in a size range from 1/4” thru 3/4” in diameter and in lengths 8” and shorter are often shipped from Cap-screw stock at the Hex bolt price.
However, when ordered as hex bolts there is no guarantee that they will meet all Cap-screw requirements.
DiMensionaL Data For Both types is shoWn on neXt paGe
FASTENER TECHNICAL DATA & CHARTS

308
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
Bolts - hex and heavy hex
heX anD heaVy heX BoLts
heX heaD cap screWs
Width AcrossFlats
Width AcrossCorners
height
Basic Max. min. Basic Max. min. Basicmin.
nominal size
or BasicScrewdia.
1/4 0.2500 0.2450 7/16 0.438 0.428 0.505 0.488 5/32 0.163 0.150 0.750 1.000 5/16 0.3125 0.3065 1/2 0.500 0.489 0.577 0.557 13/64 0.211 0.195 0.875 1.125 3/8 0.3750 0.3690 9/16 0.562 0.551 0.650 0.628 15/64 0.243 0.226 1.000 1.250 7/16 0.4375 0.4305 5/8 0.625 0.612 0.722 0.698 9/32 0.291 0.272 1.125 1.375 1/2 0.5000 0.4930 3/4 0.750 0.736 0.866 0.840 5/16 0.323 0.302 1.250 1.500 9/16 0.5625 0.5545 13/16 0.812 0.798 0.938 0.910 23/64 0.371 0.348 1.375 1.625 5/8 0.6250 0.6170 15/16 0.938 0.922 1.083 1.051 25/64 0.403 0.378 1.500 1.750 3/4 0.7500 0.7410 1 1/8 1.125 1.100 1.299 1.254 15/32 0.483 0.455 1.750 2.000 7/8 0.8750 0.8660 1 5/16 1.312 1.285 1.516 1.465 35/64 0.563 0.531 2.000 2.250 1 1.0000 0.9900 1 1/2 1.500 1.469 1.732 1.675 39/64 0.627 0.591 2.250 2.500 1 1/8 1.1250 1.1140 1 11/16 1.688 1.631 1.949 1.859 11/16 0.718 0.658 2.500 2.750 1 1/4 1.2500 1.2390 1 7/8 1.875 1.812 2.165 2.066 25/32 0.813 0.749 2.750 3.000 1 3/8 1.3750 1.3630 2 1/16 2.062 1.994 2.382 2.273 27/32 0.878 0.810 3.000 3.250 1 1/2 1.5000 1.4880 2 1/4 2.250 2.175 2.598 2.480 15/16 0.974 0.902 3.250 3.500 1 3/4 1.7500 1.7380 2 5/8 2.625 2.538 3.031 2.893 1 3/32 1.134 1.054 3.750 4.000 2 2.0000 1.9880 3 3.000 2.900 3.464 3.306 1 7/32 1.263 1.175 4.250 4.500 2 1/4 2.2500 2.2380 3 3/8 3.375 3.262 3.897 3.719 1 3/8 1.423 1.327 4.750 5.000 2 1/2 2.5000 2.4880 3 3/4 3.750 3.625 4.330 4.133 1 17/32 1.583 1.479 5.250 5.500 2 3/4 2.7500 2.7380 4 1/8 4.125 3.988 4.763 4.546 1 11/16 1.744 1.632 5.750 6.000 3 3.0000 2.9880 4 1/2 4.500 4.350 5.196 4.959 1 7/8 1.935 1.815 6.250 6.500
Bodydia.
Max. min. Max.
For screwlengths≤6 in.
For screwlengths>6 in.Basic
F G H LT (ref)*thread length
E
30°+0°-15°
L T (REF)*
G
FH
E
H
30°+0°-15°
(REF)*L T
EG
F
F G H LT (ref)*
Width AcrossFlats
Width AcrossCorners
heightthread length
Basic Max. min. Basic Max. min. Basicmin.
nominal size
or BasicBoltdia.
1/4 0.260 7/16 0.438 0.425 0.505 0.484 11/64 0.188 0.150 0.750 1.000 5/16 0.324 1/2 0.500 0.484 0.577 0.552 7/32 0.235 0.195 0.875 1.125 3/8 0.388 9/16 0.562 0.544 0.650 0.620 1/4 0.268 0.226 1.000 1.250 7/16 0.452 5/8 0.625 0.603 0.722 0.687 19/64 0.316 0.272 1.125 1.375 1/2 0.515 3/4 0.750 0.725 0.866 0.826 11/32 0.364 0.302 1.250 1.500 5/8 0.642 15/16 0.938 0.906 1.083 1.033 27/64 0.444 0.378 1.500 1.750 3/4 0.768 1 1/8 1.125 1.088 1.299 1.240 1/2 0.542 0.455 1.750 2.000 7/8 0.895 1 5/16 1.312 1.269 1.516 1.447 37/64 0.604 0.531 2.000 2.250 1 1.022 1 1/2 1.500 1.450 1.732 1.653 43/64 0.700 0.591 2.250 2.500 1 1/8 1.149 1 11/16 1.688 1.631 1.949 1.859 3/4 0.780 0.658 2.500 2.750 1 1/4 1.277 1 7/8 1.875 1.812 2.165 2.066 27/32 0.876 0.749 2.750 3.000 1 3/8 1.404 2 1/16 2.062 1.994 2.382 2.273 29/32 0.940 0.810 3.000 3.250 1 1/2 1.531 2 1/4 2.250 2.175 2.598 2.480 1 1.036 0.902 3.250 3.500 1 3/4 1.785 2 5/8 2.625 2.538 3.031 2.893 1 5/32 1.196 1.054 3.750 4.000 2 2.039 3 3.000 2.900 3.464 3.306 1 11/32 1.388 1.175 4.250 4.500 2 1/4 2.305 3 3/8 3.375 3.262 3.897 3.719 1 1/2 1.548 1.327 4.750 5.000 2 1/2 2.559 3 3/4 3.750 3.625 4.330 4.133 1 21/32 1.708 1.479 5.250 5.500 2 3/4 2.827 4 1/8 4.125 3.988 4.763 4.546 1 13/16 1.869 1.632 5.750 6.000 3 3.081 4 1/2 4.500 4.350 5.196 4.959 2 2.060 1.815 6.250 6.500 3 1/4 3.335 4 7/8 4.875 4.712 5.629 5.372 2 3/16 2.251 1.936 6.750 7.000 3 1/2 3.589 5 1/4 5.250 5.075 6.062 5.786 2 5/16 2.380 2.057 7.250 7.500 3 3/4 3.858 5 5/8 5.625 5.437 6.495 6.198 2 1/2 2.572 2.241 7.750 8.000 4 4.111 6 6.000 5.800 6.928 6.612 2 11/16 2.764 2.424 8.250 8.500
E
Body or shoulder dia.
Max. Max.
For Boltlengths≤6 in.
For Boltlengths>6 in.Basic
* BASIC THREAD LENGTH, LT, is a reference dimension, intended for calculation purposes only, which represents the distance from the extreme end of the screw or bolt to the last complete (full form) thread.
FASTENER TECHNICAL DATA & CHARTS

309
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
types of studs
continUoUs threaD stUDs: Continuous-thread studs are threaded from end to end and are often used for flange bolting with two nuts applied.
Type 1 — General purpose. The length of this type is measured from end to end. Threads are UNRC-2A.
Type 2 — Studs for temperature-pressure piping. These studs are made to the dimensional standard requirements of ANSI B16.5 and have a length measurement requirement different from all other studs, i.e., the length is measured from firstthread to first thread, exclusive of points. Points are flat and chamfered. Threads are UNRC-2A for all sizes 1 in. and under and 8UNR-2A for all sizes
over 1 in.
tap-enD stUDs: Tap-end studs have a short thread on one end, called the tap end which is threaded to a Class NC5 or Class UNRC-3A fit. This end is for screwing into a tapped hole. The other or nut end is threaded with a Class UNRC-2A fit. Length of the stud is measured overall. The tap end has a chamfered point, but the nut end may have either a chamfered or round point, at the manufacturer’s option. Tap-end studs are available in four types, as follows:
Type 1 — Unfinished, have a full diameter but no standard body tolerances.Type 2 — Finished, having either an undersize body with rolled threads or a full-size body with cut threads, at the manufacturer’s
option. The body portion will be finished to a minimum Class 2A pitch diameter or maximum basic major diameter of the nut-end thread.
Type 3 — Finished full-body, having tolerances equal to that on major diameter of Class 2A threads.Type 4 — Finished close-body, milled or ground to tolerances specified by the user.
DoUBLe-enD stUDs: Double-end studs have equal-length threads on each end to accommodate a nut and are threaded to a Class 2A fit. Length of stud is measured overall. Both ends have chamfered points, but round points may be furnished on either or both ends at the manufacturer’s option. This style is furnished in the same four types listed for tap-end studs. Double-end studs are used for flange bolting or other applications where torquing from both ends is necessary or desirable.
Most steel grades not heat treated or quenched and tempered can be furnished on special order for production quantities. Only the Type 2 continuous thread studs made to specification ASTM A193 grade B7 are stocked in a full range of sizes. Page 155 lists all the commonly available grades of Alloy steel quenched and tempered studs.
Tap end and double end studs are not available from stock - They are available only on special order.
Type 1
Type 2
FASTENER TECHNICAL DATA & CHARTS

310
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
Commonly used are the following grades of heat-treated alloy steel for high-pressure or extreme temperature service in diameters of 1/2 in. to 2 in., inclusive. Other grades and other diameters are available on special order.
astM a354 - Grades Bc and BDHeat treated alloy steels for applications at normal atmospheric temperatures where high strength is required.
astM a193 - Grade B7A heat treated chromium-molybdenum steel widely used for medium high-temperature service.
astM a193 - Grade B16A heat treated chromium-molybdenum-vanadium steel widely used for high-temperature service.
astM a320 - Grade L7This grade is intended for low-temperature service down to minus 150° F and has a minimum Charpy impact value
of 15 ft-lb at this temperature. Sizes 2-1/2 in. and under.
astM a320 - Grade L43The same properties offered by Grade L7 in sizes up to 2-1/2 in. are obtainable up to 4 in. in Grade L43.
Heat-treated alloy steel bolts and threaded bars are also available in the grades listed above - bolts in diameters of 3/8 in. to 1-1/4 in., inclusive; bars in diameters of 1/2 in. to 2 in., inclusive. These are available only on special order.
heat treated alloy studs, Bolts and threaded Bars
a354 grades Bc, Bd a193 grade B7 chromium molybdenum + see note below (aIsI 4140, 4142, 4145) check check range variation range variation elements percent over percent over or under percent percent Carbon — — •0.38-0.48 0.02 Manganese — — 0.75-1.00 0.04 Phosphorus,max 0.04 0.005 0.04 0.005over Sulphur,max 0.04 0.005 0.04 0.005over Silicon — — 0.20-0.35 0.02 Chromium — — 0.80-1.10 0.05 Molybdenum — — 0.15-0.25 0.02
a193 grade B16, chromium, molybdenum, vanadium check range variation elements percent over or under percent Carbon 0.36-0.44 0.02 Manganese 0.45-0.70 0.03 Phosphorus,max 0.04 0.005over Sulphur,max 0.04 0.005over Silicon 0.20-0.35 0.02 Chromium 0.80-1.15 0.05 Molybdenum 0.50-0.65 0.03 Vanadium 0.25-0.35 0.03
a320 grade L7 a320 grade L43 chromium-molybdenum nickel-chromium (aIsI 4140, 4142, 4145) molybdenum (aIsI 4340) check check range variation range variation elements percent over or under percent over or under percent percent Carbon •0.38-0.48 0.02 0.38-0.43 0.02 Manganese 0.75-1.00 0.04 0.60-0.85 0.03 Phosphorus,max 0.04 0.005over 0.04 0.005over Sulphur,max 0.04 0.005over 0.04 0.005over Silicon 0.20-0.35 0.02 0.20-0.35 0.02 Nickel — — 1.65-2.00 0.05 Chromium 0.80-1.10 0.05 0.70-0.90 0.03 Molybdenum 0.15-0.25 0.02 0.20-0.30 0.02
•Forbarsizesover3-1/2in.to4in.,inclusive,thecarboncontentmaybe0.50pctmax+AnyalloysteelcapableofmeetingthetensilerequirementsofSpecificationA354maybeused
cheMicaL coMpositionheat-treateD, aLLoy steeL stUDs
elon- reduc- min. tensile yield gation tion tempering strength point in 2 in. of area grade diameter, in. temp f min psi min psi min pct min pct
A354GradeBC 2-1/2andunder 850 125,000 109,000 16 50 Over2-1/2to4incl 850 115,000 99,000 16 45 A354GradeBD 1-1/2andunder 850 150,000 125,000 14 35 A193GradeB7 2-1/2andunder 1100 125,000 105,000 16 50 Chromium Over2-1/2to4incl 1100 115,000 95,000 16 50 Molybdenum Over4to7incl 1100 100,000 75,000 18 50 A193GradeB16 2-1/2andunder Chromium Over2-1/2to4incl 1200 125,000 105,000 18 50 Molybdenum Over4to7incl 1200 110,000 95,000 17 45 Vanadium 1200 100,000 85,000 16 45 A320GradeL7 2-1/2andunder — 125,000 105,000 16 50 Chromium Molybdenum A320GradeL43 4andunder — 125,000 105,000 16 50 Nickel Chromium Molybdenum
tensiLe reQUireMentsheat-treateD, aLLoy steeL stUDs
FASTENER TECHNICAL DATA & CHARTS
Not sure?
We’re happy to provide you with Complete Product Literatureand detailed specifications.
Just ask us!

311
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
astM a194 - GraDe 2, 2h, 4 anD 7an stanDarD B18.2.2For high-temperature, high-pressure in combination with alloy studs and bolts.
These nuts are tapped UNC-2B in sizes of 1 in. and under or 8UN-2B over 1 in.
astM a194 - GraDe 2Treated nuts suitable for moderate temperature and pressure conditions.
astM a194 - GraDe 2hQuenched nuts suitable for high-temperature and high-pressure conditions.
astM a194 - GraDes 4 anD 7Heat-treated carbon-molybdenum and chromium
molybdenum steel nuts suitable for severe temperature and pressure conditions.
Chemical Composition
Grade C Mn P S Si M0 Cr 2 and 2H 0.40min — 0.04 max 0.05 max — — — 4 0.40 0.70 0.20 0.20 to 0.50 to 0.90 0.035 max 0.04 max to 0.35 to 0.30
—
7 0.38 0.75 0.20 0.15 0.80 to 0.48 to 1.00 0.04 max 0.04 max to 0.35 to 0.25 to 1.10
hardness requirements
grade Brinell rockwell B rockwell C 2 159 to 352 84 min. — 2H 248 to 352 — 24 to 38 4 and 7 248 to 352 — 24 to 38
Grade 2 Grade 2H Grade 4 Grade 7 ASTM A194 ASTM A194 ASTM A194 ASTM A194
nuts for high-temperature, high pressure service
FASTENER TECHNICAL DATA & CHARTS
iF yoU can’t FinD the Fastener yoUr LooKinG For...
caLL Us - It may be in stock or we can order it for you!

312
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
astM a563 GraDe aDiMensions
Hex nuts are available in diameters ranging from 1/4 in. to 2 in. Double chamfered through the 1 in. size, and washer faced in sizes over 1 in. Heavy hex nuts are available from 1/4 in. to 4 in., washer faced in the full range of sizes, as well as double chamfered in sizes through 1 in.
heAVY heX nUts dImensIons (in.) AnsI B18.22 nominal sizeor Basic majordia. of thread
F - Width g - Width h - thickness Across Flats Across Corners heavy hex nuts Basic max. min. max. min. Basic max. min. 1/4 0.2500 1/2 0.500 0.488 0.577 0.556 15/64 0.250 0.218 5/16 0.3125 9/16 0.562 0.546 0.650 0.622 19/64 0.314 0.280 3/8 0.3750 11/16 0.688 0.669 0.794 0.763 23/64 0.377 0.341 7/16 0.4375 3/4 0.750 0.728 0.866 0.830 27/64 0.441 0.403 1/2 0.5000 7/8 0.875 0.850 1.010 0.969 31/64 0.504 0.464 9/16 0.5625 15/16 0.938 0.909 1.083 1.037 35/64 0.568 0.526 5/8 0.6250 1 1/16 1.062 1.031 1.227 1.175 39/64 0.631 0.587 3/4 0.7500 1 1/4 1.250 1.212 1.443 1.382 47/64 0.758 0.710 7/8 0.8750 1 7/16 1.438 1.394 1.660 1.589 55/64 0.885 0.833 1 1.0000 1 5/8 1.625 1.575 1.876 1.796 63/64 1.012 0.956 1 1/8 1.1250 1 13/16 1.812 1.756 2.093 2.002 1 7/64 1.139 1.079 1 1/4 1.2500 2 2.000 1.938 2.309 2.209 1 7/32 1.251 1.187 1 3/8 1.3750 2 3/16 2.188 2.119 2.526 2.416 1 11/32 1.378 1.310 1 1/2 1.5000 2 3/8 2.375 2.300 2.742 2.622 1 15/32 1.505 1.433 1 5/8 1.6250 2 9/16 2.562 2.481 2.959 2.828 1 19/32 1.632 1.556 1 3/4 1.7500 2 3/4 2.750 2.662 3.175 3.035 1 23/32 1.759 1.679 1 7/8 1.8750 2 15/16 2.938 2.844 3.392 3.242 1 27/32 1.886 1.802 2 2.0000 3 1/8 3.125 3.025 3.608 3.449 1 31/32 2.013 1.925 2 1/4 2.2500 3 1/2 3.500 3.388 4.041 3.862 2 13/64 2.251 2.155 2 1/2 2.5000 3 7/8 3.875 3.750 4.474 4.275 2 29/64 2.505 2.401 2 3/4 2.7500 4 1/4 4.250 4.112 4.907 4.688 2 45/64 2.759 2.647 3 3.0000 4 5/8 4.625 4.475 5.340 5.102 2 61/64 3.013 2.893 3 1/4 3.2500 5 5.000 4.838 5.774 5.515 3 3/16 3.252 3.124 3 1/2 3.5000 5 3/8 5.375 5.200 6.207 5.928 3 7/16 3.506 3.370 3 3/4 3.7500 5 3/4 5.750 5.562 6.640 6.341 3 11/16 3.760 3.616 4 4.0000 6 1/8 6.125 5.925 7.073 6.755 3 15/16 4.014 3.862
F - Width g - Width h - thickness Across Flats Across Corners heavy hex nuts Basic max. min. max. min. Basic max. min. 1/4 0.2500 7/16 0.438 0.428 0.505 0.488 7/32 0.226 0.212 5/16 0.3125 1/2 0.500 0.489 0.577 0.557 17/64 0.273 0.258 3/8 0.3750 9/16 0.562 0.551 0.650 0.628 21/64 0.337 0.320 7/16 0.4375 11/16 0.688 0.675 0.794 0.768 3/8 0.385 0.365 1/2 0.5000 3/4 0.750 0.736 0.866 0.840 7/16 0.448 0.427 9/16 0.5625 7/8 0.875 0.861 1.010 0.982 31/64 0.496 0.473 5/8 0.6250 15/16 0.938 0.922 1.083 1.051 35/64 0.559 0.535 3/4 0.7500 1 1/8 1.125 1.088 1.299 1.240 41/64 0.665 0.617 7/8 0.8750 1 5/16 1.312 1.269 1.516 1.447 3/4 0.776 0.724 1 1.0000 1 1/2 1.500 1.450 1.732 1.653 55/64 0.887 0.831 1 1/8 1.1250 1 11/16 1.688 1.631 1.949 1.859 31/32 0.999 0.939 1 1/4 1.2500 1 7/8 1.875 1.812 2.165 2.066 1 1/16 1.094 1.030 1 3/8 1.3750 2 1/16 2.062 1.994 2.382 2.273 1 11/64 1.206 1.138 1 1/2 1.5000 2 1/4 2.250 2.175 2.598 2.480 1 9/32 1.317 1.245 1 3/4 1.7500 2 5/8 2.625 2.538 3.031 2.883 1 1/2 1.540 1.460 2
2.0000 3 3.000 2.900 3.464 3.306 1 23/32 1.763 1.675
nominal sizeor Basic majordia. of thread
heX nUts dImensIons (in.) AnsI B18.22
HEX NUTSWASHER FACED
ANDdoUBle
CHAMFERED
HEAVY HEX NUTSWASHER FACED
ANDdoUBle
CHAMFERED
nuts - hex and heavy hex
FASTENER TECHNICAL DATA & CHARTS

313
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
Washers and split Lockwashers
Bolt Inches thick- est. Pcs. size I.d. o.d. ness Per 1 lb. 3/16 1/4 9/16 #18 (3/64) 361 1/4 5/16 3/4 #16 (1/16) 149 5/16 3/8 7/8 #14 (5/64) 87 3/8 7/16 1 #14 (5/64) 67 7/16 1/2 1-1/4 #14 (5/64) 41 1/2 9/16 1-3/8 #12 (7/64) 26 9/16 5/8 1-1/2 #12 (7/64) 22 5/8 11/16 1-3/4 #10 (9/64) 13 3/4 13/16 2 #9 (5/32) 9.1 7/8 15/16 2-1/4 #8 (11/64) 6.5 1 1-1/16 2-1/2 #8 (11/64) 5.3 1-1/8 1-1/4 2-3/4 #8 (11/64) 4.5 1-1/4 1-3/8 3 #8 (11/64) 3.8 1-3/8 1-1/2 3-1/4 #7 (3/16) 3 1-1/2 1-5/8 3-1/2 #7 (3/16) 2.6 1-5/8 1-3/4 3-3/4 #7 (3/16) 2.3 1-3/4 1-7/8 4 #7 (3/16) 2 1-7/8 2 4-1/4 #7 (3/16) 1.8 2 2-1/8 4-1/2 #7 (3/16) 1.6 2-1/4 2-3/8 4-3/4 #5 (7/32) 1.2
Uss stanDarD Bolt Inches thick- est. Pcs. size I.d. o.d. ness Per 1 lb. #4 1/8 5/16 #21 (1/32) 1650 #6 5/32 3/8 #18 (3/64) 790 #8 3/16 7/16 #18 (3/64) 585 #10 7/32 1/2 #18 (3/64) 435 #12 1/4 9/16 #16 (1/16) 280 1/4 9/32 5/8 #16 (1/16) 222 5/16 11/32 11/16 #16 (1/16) 192 3/8 13/32 13/16 #16 (1/16) 140 7/16 15/32 59/64 #16 (1/16) 105 1/2 17/32 1-1/16 #13 (3/32) 55 9/16 19/32 1-3/16 #13 (3/32) 43 5/8 21/32 1-5/16 #13 (3/32) 36 3/4 13/16 1-1/2 #10 (9/64) 21 7/8 15/16 1-3/4 #10 (9/64) 16 1 1-1/16 2 #10 (9/64) 12 1-1/8 1-3/16 2-1/4 #10 (9/64) 9.2 1-1/4 1-5/16 2-1/2 #9 (5/32) 6.3 1-3/8 1-7/16 2-3/4 #9 (5/32) 5.25 1-1/2 1-9/16 3 #9 (5/32) 4.25
sae
S.A.E. washers are of smaller O.D. and thinner gauges than their counterpart bolt sizes of
U.S. Standard washers.USS washers were developed
to requirements in the majority of industrial applications in all fields of manufacturing, maintenance and repair.
The O.D., I.D. and thickness specifications meet the
optimum of applications.
MeDiUM spLit heLicaL sprinG LocKWashers
nominal Washer
size
A B W t2 t - 2 Inside outside Washer section diameter diameter Width thickness min. max. max.2 min. min. 2 0.086 0.088 0.094 0.172 0.035 0.020 4 0.112 0.115 0.121 0.209 0.040 0.025 5 0.125 0.128 0.134 0.236 0.047 0.031 6 0.138 0.041 0.148 0.250 0.047 0.031 8 0.164 0.168 0.175 0.293 0.055 0.040 10 0.190 0.194 0.202 0.334 0.062 0.047 12 0.216 0.221 0.229 0.377 0.070 0.056 1/4 0.250 0.255 0.263 0.489 0.109 0.062 5/16 0.312 0.318 0.328 0.586 0.125 0.078 3/8 0.375 0.382 0.393 0.683 0.141 0.094 7/16 0.438 0.446 0.459 0.779 0.156 0.109 1/2 0.500 0.509 0.523 0.873 0.171 0.125 9/16 0.562 0.572 0.587 0.971 0.188 0.141 5/8 0.625 0.636 0.653 1.079 0.203 0.156 3/4 0.750 0.763 0.783 1.271 0.234 0.188 7/8 0.875 0.890 0.912 1.464 0.266 0.219 1 1.000 1.017 1.042 1.661 0.297 0.250 1 1/16 1.062 1.080 1.107 1.756 0.312 0.266 1 1/8 1.125 1.144 1.172 1.853 0.328 0.281 1 3/16 1.188 1.208 1.237 1.950 0.344 0.297 1 1/4 1.250 1.271 1.302 2.045 0.359 0.312 1 1/2 1.500 1.525 1.561 2.430 0.422 0.375
W
TT2 t
FASTENER TECHNICAL DATA & CHARTS

314
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
phiLLips BUGLe heaD Fine threaD - BLacK phosphate
Part Carton Carton Drive Number Size Quantity Weight Size Application
SS 100 B # 6 x 1” 10 M 32 Ibs. # 2 Phillips SS 118 B # 6 x 1-1/8” 10 M 35 Ibs. # 2 Phillips Original and primary application of SS 114 B # 6 x 1-1/4” 8 M 31 Ibs. # 2 Phillips D/W to 20-25 gauge metal studs. SS 158 # 6 x 1-5/8” 5 M 25 Ibs. # 2 Phillips Also known as “all-purpose” screws. SS 200 B # 6 x 2” 3.5 M 20 Ibs. # 2 Phillips SS 214 # 6 x 2-1/4” 3 M 22 Ibs. # 2 Phillips SS 212 B # 8 x 2-1/2” 2.5 M 21 Ibs. # 2 Phillips SS 300 # 8 x 3” 2 M 24 Ibs. # 2 Phillips SS 312 # 10 x 3-1/2” 1 M 23 Ibs. # 2 Phillips Extra length allows user to attach SS 334 # 10 x 3-3/4” 1 M 23 Ibs. # 2 Phillips D/W to 20-25 gauge metal stud SS 400 # 10 x 4” 1 M 24 Ibs. # 2 Phillips used in “scab over” applications.
phiLLips BUGLe heaD coarse threaD - BLacK phosphate
Part Carton Carton Drive Number Size Quantity Weight Size Application
C 100 B # 6 x 1” 10 M 32 Ibs. # 2 Phillips C 114 B # 6 x 1-1/4” 8 M 31 Ibs. # 2 Phillips C 158 B # 6 x 1 -5/8” 5 M 25 Ibs. # 2 Phillips Original and primary application C 200 B # 6 x 2” 3.5 M 20 Ibs. # 2 Phillips of D/W to wood studs. C 214 B # 6 x 2-1/4” 3 M 22 Ibs. # 2 Phillips Also used in many interior wood C 212 B # 8 x 2-1/2” 2.5 M 21 Ibs. # 2 Phillips and fixture fastening applications. C 300 B # 8 x 3” 2 M 24 Ibs. # 2 Phillips C 312 B # 10 x 3-1/2” 1.5 M 27.5 lbs. # 2 Phillips
phiLLips BUGLe heaD LaMinator - BLacK phosphate
Part Carton Carton Drive Number Size Quantity Weight Size Application
L 112 # 10 x 1-1/2” 5 M 39 Ibs. # 2 Phillips Temporary fastening of D/W to D/W in doublewall requirements.
phiLLips pan heaD FraMer - BLacK phosphate
Part Carton Carton Drive Number Size Quantity Weight Size Application
SS 7716 X # 7 x 7/16” 15 M 40 Ibs. # 2 Phillips Light gauge metal stud & track framing.
phiLLips triM heaD “s” point - BLacK phosphate
Part Carton Carton Drive Number Size Quantity Weight Size Application
TH 158 T # 6 x 1-5/8” 5 M 24 Ibs. # 1 Phillips Finish screw for fastening of base TH 214 T # 6 x 2-1/4” 3 M 21 Ibs. # 1 Phillips or trim through D/W to light TH 300 T # 8 x 3” 2 M 23 Ibs. # 2 Phillips gauge metal studs.
DRYWALL AND CONSTRUCTION FASTENERS

315
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
DRYWALL AND CONSTRUCTION FASTENERS
sQUare DriVe triM heaD - BLacK phosphate
Part Carton Carton Drive Number Size Quantity Weight Size Application
THS 158 # 6 x 1-5/8” 5 M 24 Ibs. # 1 Robertson SQ THS 214 # 6 x 2-1/4” 3 M 21 Ibs. # 1 Robertson SQ Finish screw for fastening of base of trim through D/W to light gauge metal studs. THS 300 # 8 x 3” 2 M 23 Ibs. # 2 Robertson SQ
MoDiFieD trUss heaD - BLacK phosphate or Zinc pLateD
Part Carton Carton Drive Number Size Quantity Weight Size Application
W 916 Z # 8 x 9/16” 10 M 35 Ibs. # 2 Phillips For the application of metal lathe to light W 100 Z # 8 x 1 “ 5 M 28 Ibs. # 2 Phillips 20-25 gauge metal studs. Recommended W 114 Z # 8 x 1-1/4” 5 M 34 Ibs. # 2 Phillips drive speed is 2500 rpm.
phiLLips BUGLe heaD - LonG LiFe coatinG
Part Carton Carton Drive Number Size Quantity Weight Size Application
C 114 D # 6 x 1-1/4” 8 M 31 Ibs. # 2 Phillips C 158 D # 6 x 1-5/8” 5 M 25 Ibs. # 2 Phillips C 200 D # 6 x 2” 3.5 M 23 Ibs. # 2 Phillips For any exterior fastening including: C 214 D # 6 x 2-1/4” 3 M 22 Ibs. # 2 Phillips decks, fences, shade structures, Recommended for use in treated C 250 D # 8 x 2-1/2” 2.5 M 24 Ibs. # 2 Phillips yellow pine. C 300 D # 8 x 3” 2 M 25 Ibs. # 2 Phillips C 312 D # 10 x 3-1/2” 1 M 23 Ibs. # 2 Phillips C 400 D # 10 x 4” 1 M 25 Ibs. # 2 Phiilips
seLF piercinG screWsheX Washer heaD - Zinc coatinG
Part Carton Carton Drive Number Size Quantity Weight Size Application 812 HWHSMS # 8 x 1/2” 10 M 31 Ibs. 1/4” Hex For H.V.A.C. or other thin gauge metals. 834 HWHSMS # 8 x 3/4” 10 M 38 Ibs. 1/4” Hex Screws have a needle point for self piercing 8100 HWHSMS # 8 x 1” 8 M 38 Ibs. 1/4” Hex piercing of sheet metal in a range of 1012 HWHSMS # 10 x 1/2” 8 M 33 Ibs. 5/16” Hex 20 - 26 gauge. 1034 HWHSMS # 10 x 3/4” 6 M 32 Ibs. 5/16” Hex 10100 HWHSMS # 10 x 1” 6 M 34 lbs. 5/16” Hex
Part no. size Pkg. Case SD1142* #6 X 1 1/4” 100 8000 SD1582* #6 X 1 5/8” 500 5000 SD1782* #6 X 1 7/8” 500 4000 SD2382* #6 X 2 3/8” 250 3000 SD2582* #6 X 2 5/8” 250 2000 SD3002* #6 X 3” 250 2000
phiLLipsBUGLe heaD
• Zinc Plated
seLF DriLLinG MetaL FraMinG screWs
• Pan Head • Zinc Plated
Part no. size Pkg. Case SD7716X* #7 X 7/16” 100 15,000

316
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
Part Head Drill Drill & Tap Max. MaterialNumber Description Style Point Capacity Attachments Applications1208200 6-20 x 3/8” Pan #2 .036-.100 .100 1210200 8-18 x 1/2” Pan #2 .036-.100 .205 1213200 8-18 x 3/4” Pan #2 .036-.100 .4551218200 8-18 x 1” Pan #2 .036-.100 .705 1196200 8-18 x 1/2” HWH #2 .036-.100 .205 1199200 8-18 x 5/8” HWH #2 .036-.100 .3301200200 8-18 x 3/4” HWH #2 .036-.100 .455 1202200 8-18 x 1” HWH #2 .036-.100 .7051204200 8-18 x 1-1/2” HWH #2 .036-.100 1.205 1107000 10-16 x 3/4” HWH #1 .018-.095 .220 1109000 12-14 x 3/4” HWH #1 .018-.095 .205 1399000 1/4-14 x 7/8” HWH #1 .018-.095 .3801398000 10-16 x 1/2” Pan #3 .036-.175 .1501541000 10-16 x 5/8” Pan #3 .036-.175 .2001224000 10-16 x 3/4” Pan #3 .036-.175 .3251542000 10-16 x 3/4” Oval #3 .036-.175 .3251397000 10-16 x 1/2” HWH #3 .036-.175 .1501127000 10-16 x 5/8” HWH #3 .036-.175 .2001128000 *10-16 x 3/4” HWH #3 .036-.175 .325 1129000 10-16 x 1” HWH #3 .036-.175 .5751544000 10-16 x 1” Oval #3 .036-.175 .575 1544000 10-16 x 1” Pan #3 .036-.175 .5751130000 10-16 x 1-1/4” HWH #3 .036-.175 .8251546000 10-16 x 1-1/4” Oval #3 .036-.175 .825 1131000 *10-16 x 1-1/2” HWH #3 .036-.175 1.0751550000 10-24 x 3/4” HWH #3 .036-.175 .3231551000 10-24 x 1” HWH #3 .036-.175 .575
†1786200 10-24 x 5/8” **HWH #2 .036-.175 .200†1707200 10-16 x 3/4” **HWH #3 .036-.175 .323†1821200 10-16 x 3/4” **HWH #3 .036-.175 .323
• HVAC, electrical trim accessories to steel framing.
• Residential steel frame construction.
• Track to stud.• Hat channel to stud.• Stud splicing.
• Stitching roof deck, wall panel sidelaps or duct work.
• Clips, duct straps, brick ties or accessories to framing.
• Vibration Resistance; HVAC Applications
TEKS® SELF-DRILLING FASTENERS
Part Head Drill Drill & Tap Max. MaterialNumber Description Style Point Capacity Attachments Applications1134000 12-14 x 3/4’’ HWH #3 .036-.210 .270 1136000 12-14 x 1” HWH #3 .036-.210 .520 1120000 12-14 x 1-1/4” HWH #2 .036-.210 .550 1123000 12-14 x 1-1/2” HWH #2 .036-.210 .800 1140000 12-14 x 2” HWH #3 .036-.210 1.450 1553000 12-14 x 2-1/2 HWH #3 .036-2.10 1.9501143000 12-14 x 3” HWH #3 .036-.210 2.450 1146000 12-14 x 4” HWH #3 .036-.210 3.450 1147000 1/4-14 x 3/4” HWH #3 .036-.210 .210 1149000 1/4-14 x 1” HWH #3 .036-.210 .400 1150000 1/4-14 x 1-1/4” HWH #3 .036-.210 .6501152000 1/4-14 x 1-1/2” HWH #3 .036-.210 .9001155000 1/4-14 x 2” HWH #3 .036-.210 1.400 1554000 1/4-14 x 2-1/2” HWH #3 .036-.210 1.9001157000 1/4-14 x 3” HWH #3 .036-.210 2.460 1304000 1/4-14 x 4” HWH #3 .036-.210 3.460 All available with bonded washer.
1586000 1/4-14 x 3/4” *HWH #3 .036-.210 .250 1587000 1/4-14 x 1” *HWH #3 .036-.210 .500 * With serrations under head.
• Roof deck to steel framing.
• Wall panel to girt.
• Duct work to steel framing.
• Accessories to steel framing.
• Clip to steel framing.
• Retrofit framing.
• Commercial overhead steel doors, hinges & latches
• Metal deck, clips, liner panels or accessories to structural steel or bar joist.
• Longer fasteners can be used in retrofit clip and sheet applications.
Part Drill Drill & Tap Max. MaterialNumber Description Style Point Capacity Attachments Applications 1088000 12-24 x 7/8” HWH #4 .125-.250 .325 1414000 12-24 x 1-1/4” HWH #4.5 .125-.375 .575 1006000 12-24 x 1-1/4” HWH #5 .125-.500 .375 1070000 12-24 x 1-1/2” HWH #5 .125-.500 .625 1072000 12-24 x 2” HWH #5 .125-.500 1.125 1074000 12-24 x 3” *HWH #5 .125-.500 2.150 1075000 12-24 x 4” *HWH #5 .125-.500 3.150 1641000 1/4-28 x 5” HWH #5 .125-.500 4.150 1431000 1/4-28 x 6” HWH #5 .125-.500 5.150 1590000 1/4-28 x 8” HWH #5 .125-.500 7.150 All available with bonded washer. * 5/16” Across flats HWH
* Available with Bonded Washer ** With serrations under head ††Electro-zinc finish

317
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
Part Head drill drill & taP Max. Material
NuMber descriPtioN style PoiNt caPacity attacHMeNt aPPlicatioNs
1005000 10-16x3/4” HWH #3 .036-.175 .2051308000 10-16x1-1/2” HWH #3 .036-.175 .9551011000 12-14x1” HWH #3 .036-.210 .4001014000 12-14x1-1/4” HWH #2 .036-.210 .4301404000 12-14x1-1/2” HWH #2 .036-.210 .6801009000 12-14x3/4” HWH #3 .036-.210 .1501016000 12-14x2” HWH #3 .036-.210 1.3301333000 12-14x3” HWH #3 .036-.210 2.3301332000 12-14x4” HWH #3 .036-.210 3.3301416000 1/4-14x7/8” HWH #1 .024-.095 .2601019000 1/4-14x1-1/4” HWH #3 .036-.210 .7801020000 1/4-14x1-1/2” HWH #3 .036-.210 1.2801021000 1/4-14x2” HWH #3 .036-.210 1.3401022000 1/4-14x3” HWH #3 .036-.210 2.3401429000 1/4-14x4” HWH #3 .036-.210 3.3401010000 12-24x7/8” HWH #4 .125-.250 .2001415000 12-24x1-1/4” HWH #4.5 .125-.375 .4501000000 12-24x1-1/4” HWH #5 .250-.500 .2501001000 12-24x1-1/2” HWH #5 .250-.500 .5001002000 12-24x2” HWH #5 .250-.500 1.0001003000 12-24x3” HWH #5 .250-.500 2.1001004000 12-24x4” HWH #5 .250-.500 3.1001647000* 1/4-28x5” HWH* #5 .250-.500 4.1001642000** 1/4-28x5” HWH** #5 .250-.500 4.1001432000* 1/4-28x6” HWH* #5 .250-.500 5.1001619000* 1/4-28x6” HWH* #5 .250-.500 7.100
• Brick tie to steel framing.
• Mansard panel to steel fram-ing.
• Roof panel to purlin.
• Wall panel to girt.
• Stitch roof and wall panels.
• Retrofit panels to structural.
• Roof and wall panel to bar joist or structural.
• Longer fasteners may be used in retrofit applications.
SELF-DRILLING FASTENERS
trUGrip™ Gt MetaL-to-WooD Fasteners
Part Head Drill Drill & Tap Max. MaterialNumber Description Style Point Capacity Attachment Applications1271000 9-15 x 1” HWH Gimlet .012-.048 0-.2501272000 9-15 x 1-1/2” HWH Gimlet .012-.048 0-.7501275000 9-15 x 2-1/2” HWH Gimlet .012-.048 1.000-1.7501276000 9-15 x 3” HWH Gimlet .012-.048 1.500-2.250 1557000 14-10 x 1” 3/8” AF HWH Type 17 .012-.048 0-.445 1558000 14-10 x 1-1/2” 5/16” AF HWH Type 17 .012-.048 0-.750 1277000 12-14 x 3/4” HWH Gimlet .012-.048 --- With 1/2’’ Bonded Washer1262000 9-15 x 1” HWH Gimlet .012-.048 0-.250 1264000 9-15 x 1-1/2” HWH Gimlet .012-.048 0-.7501267000 9-15 x 2” HWH Gimlet .012-.048 .500-1.2501268000 9-15 x 2-1/2” HWH Gimlet .012-.048 1.000-1.7501269000 9-15 x 3” HWH Gimlet .012-.048 1.500-2.2501270000 12-14 x 3/4”* HWH Gimlet .012-.048 --- *With 9/16” O.D. Bonded Washer.
• Wall panel to wood structure.• Panel over insulation to wood.
• Stitching of wall panel.
• Roof and wall panel to wood.• Panel over insulation to wood.
• Stitching of roof and wall panel.
seLF-DriLLinG Fasteners W/ 9/16” BonDeD Washer
* 3/4” Bonded Washer ** 1-1/8” Bonded Washer

318
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
pan heaD Machine screWs sLotteD anD phiLLips Steel • Zinc Plated
dIAmeter - threAdLENGTH 6-32 8-32 1/4-20
1/2 S S S3/4 S S S1 S S S
1-1/4 S S S1-1/2 S S S1-3/4 S S
2 S S SS - Denotes Normally Stocked • Unlisted Items May Be Available
FLat heaD Machine screWs sLotteD anD phiLLips Steel • Zinc Plated
dIAmeter - threAdLENGTH 1/4-20 3/8-16 1/2-13
1/2 S S S3/4 S S S1 S S S
1-1/4 S S S1-1/2 S S S1-3/4 S S S
2 S S S2-1/4 S S S2-1/2 S S S2-3/4 S S S
3 S S SS - Denotes Normally Stocked • Unlisted Items May Be Available
also available in plated and hDG
heX heaD LaG screWs Steel • Plain • Plated
dIAmeter - threAdLENGTH 1/4 3/8 1/2
1 S S1-1/4 S S1-1/2 S S S1-3/4 S S
2 S S S2-1/4 S2-1/2 S S S2-3/4 S S S
3 S S S
S - Denotes Normally Stocked
• Unlisted Items May Be Available
roUnD heaD Machine screWs sLotteD anD phiLLips Steel • Zinc Plated
dIAmeter - threAdLENGTH 6-32 8-32 1/4-20
1/2 S3/4 S1 S
1-1/4 S1-1/2 S1-3/4 S
2 SS - Denotes Normally Stocked • Unlisted Items May Be Available
pan heaD coMBination Machine screWs sLotteD anD phiLLips Steel • Zinc Plated
dIAmeter - threAdLENGTH 6-32 8-32 1/4-20
1/2 S S S3/4 S S S1 S S S
1-1/4 S S1-1/2 S S1-3/4 S
2 SS - Denotes Normally Stocked • Unlisted Items May Be Available
MACHINE SCREWS
HEx HEAD LAG SCREWS
Not sure?
We’re happy to provide you with Complete Product Literatureand detailed specifications.
Just ask us!

319
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
ASTM A307 GRADE B*Mechanical Properties and Characteristics
Material: Low-carbon steel with Phosphorus 0.04% max, sulfur 0.05% maxMechanical Properties: MIN MAX Tensile Strength, psi 60,000 100,000 Hardness, Rockwell B 69 95Threads: Coarse treads-UNRC-2AFinish: Uncoated from stock. Protective coatings - electrogalvanized, hot-dip galvanized available on special order.Head: Washer-faced heavy hex headDimensions: Made to heavy-hex bolt standards of ANSI B18 8.2.1
Intended primarily for flanged joints in piping systems where one or both flanges are cast iron. Will serve well for any general application. The heavy hex head provides maximum bearing area.
Diameter Length (Inches)
1/2 1-1/2 1-3/4 2 2-1/4 2-1/2 2-3/4
5/8 2-1/2 2-3/4 3 3-/14 3-1/2
3/4 2-3/4 3 3-1/4 3-1/2 3-3/4 4 5 5-1/2
7/8 3-1/2 4 4-1/2
1 4-1/2 5 5-1/2 6
1-1/8 4-3/4 5 6-1/2
1-1/4 5 5-1/2 6
1-1/2 6 7
SIZES BEyOND THE RANGEOF THE STOCk SIZES CAN BE
PRODUCED ON SPECIAL ORDER
WHEN ORDERING HEAVy HEXBOLTS - DON’T FORGET
TO ORDER HEAVy HEX NUTS
NUTS ARE NOTNORMALLy PRICED
AND SHIPPED WITH THESE BOLTS
* A193 GRADE B-7 ALSO AVAILABLE - SIZES PRICED UPON REQUEST
Steel • Zinc Plated ASTM A307A • U.S.S. Coarse Thread
Note: Thread Length x 2 Dia. + 1/4” Tap Bolts (Full Thread) Available Upon Request
Dia. Length (Inches)
1/4* 3/4 1 1-1/4 1-1/2 1-3/4 2
3/8* 3/4 1 1-1/4 1-1/2 1-3/4 2 2-1/4 2-1/2 2-3/4 3 3-1/4 3-1/2 3-3/4 4
1/2* 3/4 1 1-1/4 1-1/2 1-3/4 2 2-1/4 2-1/2 2-3/4 3 3-1/4 3-1/2 3-3/4 4 4-1/2
5/8 1-1/2 1-3/4 2 2-1/4 2-1/2 2-3/4 3 3-1/4 3-1/2 3-3/4 4 4-1/2 5 5-1/2 6
3/4 1-1/2 1-3/4 2 2-1/4 2-1/2 2-3/4 3 3-1/4 3-1/2 3-3/4 4 4-1/2 5 5-1/2 6
7/8 2 2-1/4 2-1/2 2-3/4 3 3-1/4 3-1/2 3-3/4 4 4-1/2 5 5-1/2 6
1 3 3-1/4 3-1/2 3-3/4 4 4-1/2 5 5-1/2 6
1-1/8 3 3-1/4 3-1/2 3-3/4 4 4-1/2 5 5-1/2 6 6-1/2 7
1-1/4 3 3-1/4 3-1/2 3-3/4 4 4-1/2 5 5-1/2 6 6-1/2 7
1-1/2 5 5-1/2 6 6-1/2 7 7-1/2* Denotes zinc plated only
HEx HEAD CAp SCREWS
HEAvY HEx bOLTS

320
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
reDUcinG coUpLinGsElectro-Zinc Plated • U.S.S. Thread
LocK Washers Diameter
3/8 1/2 5/8 3/4 7/8 1 1-1/8 1-1/4
HEx NUTS AND COUpLINGS
SizeThreads Per Inch - Coarse
Pkg. Qty.
Bulk* Qty.
1/4 20 100 —5/16 18 100 —3/8 16 100 —1/2 13 50 —5/8 11 50 —3/4 10 50 —7/8 9 — 6501 8 — 5001-1/8 7 — 3501-1/4 7 — 2701-1/2 6 — 1501-3/4 5 — 1002 4-1/2 — 65* Bulk quantities may vary. Call to confirm availability.
heaVy heX nUtsSteel • Zinc Plated
Size & Thread Bulk* Qty.1/4 - 20 10,0003/8 - 16 1,5001/2 - 13 1,5005/8 - 11 1,5003/4 - 10 5007/8 - 9 3501 - 8 25011/8 - 7 20011/4 - 7 20011/2 - 6 150* Bulk quantities may vary. Call to confirm availability.
threaDeD roD coUpLinGsHeavy Duty • Steel • Plated • U.S.S. Thread
Size Size1/4 x 3/8 5/8 x 3/43/8 x 1/2 3/4 x 7/81/2 x 5/8* Bulk quantities may vary. Call to confirm availability.
SizeBulk Qty. (Lbs. / Box)
Pcs. Per 10 Lbs.
1/4 50 1,0003/8 50 6701/2 50 2605/8 50 1303/4 50 907/8 50 681 50 551-1/8 50 451-1/4 50 381-1/2 50 26* Bulk quantities may vary. Call to confirm availability.
FLat WashersSteel • Zinc Plated
Size I.D. O.D.Wgt. Each (In. Lbs.)
1/2 9/32 1-1/4 .033/8 13/32 1-1/2 .031/2 17/32 2 .05
FenDer WasherSteel • Electro Galvanized
WASHERS

321
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
THREADED ROD
Type 304 and 316 Stainless Steel Threaded Rod also available in 1/4” through 1-1/4” sizes - 6’ and 12’ lengths.
All Sizes Stocked In Both Plain And Zinc Finish
Threaded Studs (all grades) cut to request. Other sizes and lengths are priced on application.
This Alloy Steel is heat-treated to provide a unique combination of high strength and high temperature properties. Used extensively in the Power Generation and Petro-Chemical Industries, this is the ultimate in threaded rod. Tensile Strength is not less that 125,000 psi with a yield of not less than 105,000 psi. Can be provided plain or electro-plated zinc / yellow-finish.
In addition to our extensive stock of fully threaded rods, we will quote you for U-Bolts, Anchor Bolts, Studs or Special to your print.
HIGH STRENGTH MATERIALS
WT./ 6’ Per Bdl. 10’ Per Bdl.
SIZE CFT PCS FT. WT. PCS FT. WT.
1/4 (20) 12.0 100 600 72.0 50 500 61 5/16 (18) 20.0 75 450 90.0 25 250 49.8 3/8 (16) 29.0 50 300 88.0 25 250 73.3 7/16 (14) 40.0 25 150 60.3 15 150 60.3 1/2 (13) 54.0 25 150 82.0 13 130 69.3 5/8 (11) 83.0 15 90 72.0 8 80 67.5 3/4 (10) 125.0 10 60 76.0 5 50 61.8 7/8 (9) 170.0 9 54 92.0 5 50 85.3 1 (8) 223.0 6 36 80.0 3 30 67 1 1/8 (7) 281.0 4 24 68.0 BULK 1 1/4 (7) 354.0 4 24 84.0 BULK 1 3/8 (6) 423.0 4 24 102.0 BULK 1 1/2 (6) 512.0 4 24 122.0 BULK 1 3/4 (5) 635.0 BULK BULK 2 (4 1/2) 912.0 BULK BULK
High Strength-Elevated Temperature MaterialsASTM A193 - B7 Alloy
BUNDLED QUANTITIES & WEIGHTS

322
con
tracto
rsU
PPLIesco
ncr
etean
cho
rs
han
ger
s&
strU
tfasten
ers &
th
read
ed r
od
sPecIaLty Items
servIces &
data
safetyPr
od
Ucts
too
Ls &accesso
rIes
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
3⁄8 2 2 390 .12 .19 .25 .31 .37 1⁄2 2 21⁄2 640 .22 .34 .44 .56 .67
Max. Rec.Load/lbs.
6 8 10 124
Wt. Each (in lbs.)
Length D (inches)
Minimum Length
MachineB
CoachC
RodSize
A
FUNCTION: Designed for use as a vertical hanger attachment to wood structures.
ORDERING: Specify rod size, length, finish and figure number.
MATERIAL: Low carbon steel
FINISH: Plain or electro-galvanized
CONCRETE ACCESSORIES
THREADED ACCESSORIES
COIL THREAD
CONCRETE STAKES
Coil Thread Rod is manufactured using high tensile steel and incorporates an easy-flow thread to provide for ease of installation.
Coil Thread Rod is available in 12 ft lengths
Watson Metal will provide the product cut to length at a modest
increase in price. Watson Coil Thread is manufactured in America
from Steel produced in America. We meet all requirements of any
state D.O.T. Imported Hex Nuts are available for all diameters.
Concrete Stakes are used to secure wood or metal forms to the ground. For concrete placement, they can be removed and re-used many times. Manufactured from 1040 steel to withstand the hammer blows, the stakes have numerous nail holes to insure one will line up with the form. The nominal ¾ round stake (0.718” diameter) meets the IFI Specifications and has a paint finish to prolong the life before rust. The stakes are packed in units of ten with plasticated capes, wrapped and palletized by length.
We can offer a nominal 7/8” diameter round stake and a 3/8” thick flat stake. In addition, if demand warrants, we will add a full ¾” diameter. These stakes, imported from India, are very versatile and can be used in a myriad of projects outside of concrete forming.
COACH SCREW ROD

323
con
cret
ean
cho
rs
con
trac
tor
sUPP
LIes
too
Ls &
acce
sso
rIe
ssa
fety
Pro
dU
cts
sPec
IaLt
y It
ems
ser
vIce
s &
dat
ah
ang
ers
& s
trU
tfa
sten
ers
&
thr
ead
ed r
od
T H E C O N S T R U C T I O N S U P P LY S P E C I A L I S T . . . W H E R E S E R V I C E C O M E S F I R S T
( 800) 733-0089 • (781) 329-4000 • FAX: (781) 326-4757
THREADED ACCESSORIES
ANCHOR BOLTS
ANCHOR BOLT KITS
• Plain and hot dip galvanized finish • Packed in boxes with nuts and washers in poly bags
Products listed above are imported.Material is ASTM A36 C-Steel 1018/1020.
SPECIFICATIONS








![Mower County transcript. (Lansing, Minn.) 1897-11-17 [p ].€¦ · cts cts cts cts cts cts cts cts cts JACKETS. Ladies' heavy Boucle Jackets, the latest style, and worth $5.00, only](https://img.pdfslide.net/doc/110x75/5fce2fde3593f56f3c130835/mower-county-transcript-lansing-minn-1897-11-17-p-cts-cts-cts-cts-cts-cts.jpg)