Embed Size (px)
Citation preview

________________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
EDUARDO GOMES AMORIM
RODRIGO COSTA GARCIA
MÁQUINA MICROCONTROLADA PARA CORTE DE ARAME.
Garça
2016
________________________________________________________________________________
Faculdade de Tecnologia de Garça “Deputado Julio Julinho Marcondes de Moura”
CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
EDUARDO GOMES AMORIM
RODRIGO COSTA GARCIA
MÁQUINA MICROCONTROLADA PARA CORTE DE ARAME.
Artigo científico apresentado à faculdade de tecnologia de garça - FATEC,
como requisito para a conclusão do curso de tecnologia em mecatrônica industrial,
examinado pela seguinte comissão de professores.
Data da Aprovação:___/___/___
_______________________________
Profº Edson Mancuzo
FATEC - Garça
_______________________________
Profº
FATEC - Garça
_______________________________
Profº
FATEC - Garça
Garça
2016
1
MÁQUINA MICROCONTROLADA PARA CORTE DE ARAME.
Eduardo Gomes Amorim1
Rodrigo Costa Garcia2
Prof. Edson Mancuzo3
Resumo – O equipamento que versa o artigo científico tem por desígnio uma
maquina para desbobinar, endireitar e cortar arames em quantidade e tamanho pré-
estabelecidos. Tais equipamentos são de alto custo e muito específicos e desta
forma difíceis de encontrar no mercado. O controle do equipamento será realizado
por um microcontrolador com uma interface visual em um display de LCD. O
microcontrolador controlará o processo reduzindo o desperdício de material e
mantendo as medidas padronizadas melhorando assim o processo com o corte
automatizado em face do processo manual.
Palavras-chave: Automação. Corte de arame. Microcontrolador.
Abstract - The function of the equipment discussed in the scientific article is to
unroll, straighten, and cut the wires in a pre-established quantity and size. This type
of equipment is rather costly and very specific which explains why it is hard to find it
available for sale. The equipment can be controlled by microcontrollers whose
interface is seen on a LCD display. Unlike the manual process, the microcontroller
will reduce material waste and also storage standard patterns, improving the
automated cutting process.
Keywords: Automation. Wire Cut. Microcontroller
1 Aluno do curso de Tecnologia em Mecatrônica Industrial - FATEC - Garça
2 Aluno do curso de Tecnologia em Mecatrônica Industrial - FATEC - Garça
3 Docente da Faculdade FATEC - Garça
2
1 INTRODUÇÃO
O tema escolhido para o trabalho de pesquisa reflete as exigências do
mercado, o qual determina que a produção possua alta qualidade, redução de
custos e desperdício de matéria prima. Para tanto, a automatização dos
equipamentos utilizados na produção, tornaram-se imprescindíveis, para atender ao
apelo do mercado, neste caminho verifica-se a melhoria da produção diante o
processo manual.
Para Franchi (2010), o primeiro sistema de controle de automatização surgiu
no final do século XIX, em que as primeiras funções de controle foram implantadas,
mediante dispositivos mecânicos, posteriormente por volta dos anos de 1920, os
equipamentos mecânicos foram gradativamente substituídos por relês e contatores.
Porém, foi apenas na década de 1970 que os primeiros computadores comerciais
foram criados, tornando a evolução das tecnologias responsável para que o homem
produzisse maior quantidade com custo menor, interferindo de maneira positiva nos
resultados de produção.
O constante processo de automação ultrapassou os limites das indústrias,
mediante o esforço diário para implementação de técnicas com dispositivos
automáticos, ferramentas organizacionais e matemáticas que direcionaram para a
criação de sistemas complexos aplicáveis para facilitação da vida humana. Desta
forma a automação ora utilizada na indústria passa também a fazer parte de
sistemas de infraestrutura, corroborando assim, para o entendimento de quão
grande pode ser a automatização de um processo, seja ele industrial, empresarial ou
até mesmo doméstico (GUTIERREZ, 2008).
Assim sendo o projeto tem a finalidade imediata de padronizar a produção e
atender a todos os benefícios ocasionados pela automação, principalmente pelo fato
de resguardar o trabalhador, protegendo-o física e psicologicamente, pois lesões por
esforços repetitivos, além de possuírem implicações jurídicas e sociais, podem
causar doenças laborais impedindo-o desenvolver tais atividades. Resumindo,
empresas que empregam tecnologia conseguem maior produtividade com melhor
qualidade técnica e contínua, sem a ocorrência de acidentes de trabalho.
O protótipo é constituído por um módulo que possui 4 funções, sendo a
primeira de receber o arame da bobina e endireitá-lo, composto por um rotor
mecânico e acionado por um motor de indução AC que faz com que o arame seja
3
flexionado para todos os lados com a finalidade de neutralizar as tensões geradas
durante o processo de bobinamento, tornando-o linear.
A segunda parte do sistema possui um moto-redutor DC responsável por
tracionar o arame do sistema enviando-o para um sensor indutivo, que ao ser
acionado, realiza o cisalhamento do arame por meio de um solenóide ligado a uma
lâmina de corte e por fim a parte do equipamento que é responsável pelo controle,
composta por microcontrolador, driver, display de LCD e teclas de controle.
Atualmente no mercado existem tais equipamentos, todavia o custo é muito
elevado, e os fabricantes são escassos e encontram-se em outros países, o que
dificulta e onera excessivamente a aquisição. Tais máquinas por serem muito
específicas normalmente necessitam de uma adaptação ou até mesmo uma
modificação de projeto para atender a necessidade de determinado produto.
Normalmente não é possível encontrar estes equipamentos para os mais
diversos tipos de materiais ficando limitados os automáticos, para barras metálicas
utilizadas na construção civil (vergalhões). Assim, para atender uma necessidade
premente com um custo relativamente baixo decidiu-se lançar mão dos
equipamentos acima mencionados para a confecção do protótipo.
1 REVISÃO DA LITERATURA
1.1 Automação
A automação, talvez seja a maior ferramenta para mudanças revolucionárias
na indústria e até mesmo para o homem, pois através dela foi possível substituir
muitas tarefas que antes eram realizadas manualmente e despediam muito tempo
para sua conclusão.
Segundo Rosario (2009), pode-se definir como automação todo e qualquer
processo que possa realizar atividades de forma autônoma, bem como que possa
auxiliar o homem em suas atividades. Os primeiros sistemas de automação assim
por dizer podem ser considerados os moinhos de vento, as rodas d'água, mesmo
sendo rudimentares, auxiliavam no processo durante o trabalho.
Atualmente o conceito de automação trata da integração de conhecimentos
em que se observa a substituição dos esforços, supervisão e tomadas de decisões
4
humanas por equipamentos mecânicos, eletrônicos, elétricos, dentre outros, os
quais foram idealizados por meio de tecnologias, com o uso de metodologias.
Com o passar do tempo muitos cientistas começaram a pensar em uma
maneira para substituir tais funções até então realizadas pelos homens, por algum
tipo de criação que possibilitasse a realização de tarefas substituindo o trabalho
humano e, além disso, gerar uma melhora nos processos de produção
demasiadamente demorados e ainda, melhorar a qualidade dos mesmos e
agregando também a redução dos desperdícios e minimizando assim o custo no
final do processo.
Este processo de automação começou a ser mais conhecido com o
surgimento da máquina de comando numérico em 1949/50, sendo que esta
realizava algumas operações pré-programadas sem a necessidade da intervenção
direta do operador. Porém, este foi apenas o marco inicial da automação industrial,
sendo que somente após esta fase é que se passou a pensar em formas de
melhorar estes complexos processos que eram numéricos acionados por válvulas a
vácuo.
Após o período embrionário, houve a fase considerada o ápice desta
evolução, qual seja, quando apareceram os primeiros computadores. De fato, estes
melhoraram ainda mais o processo, gerando maior agilidade na execução de tarefas
organizadas através de computadores podendo assim acompanhar em tempo real a
realização das tarefas designadas sem a intervenção no processo, fazendo com que
o operador se torne apenas um observador interferindo apenas se necessário para
correção de eventual erro ou para melhora do processo realizado.
1.2 Resistência dos Materiais – Deformação Plástica .
Segundo, BOTELHO (2008), Beer (2011) e Hibbeler (2011), o regime de
deformação plástica trata-se de uma mudança permanente ocorrida em um
determinado material, este fato ocorre quando os limites da deformação elástica são
excedidos, ou seja, é a deformação que decorre do deslocamento de átomos ou
moléculas para novas posições no reticulado. Nos metais, a deformação plástica
ocorre por dois processos, sendo o primeiro da deformação por escorregamento que
é a deformação resultante dos esforços de cisalhamento, e a deformação por
maclação caracterizada por tensões térmicas ou mecânicas.
5
1.3 Conformação Mecânica
Os processos de conformação mecânica são os que modificam a geometria
do material mediante a aplicação de forças com o emprego de algum tipo específico
de ferramentas, as quais podem variar de matrizes, podendo chegar até grandes
cilindros. O material dependendo de sua temperatura a conformação mecânica pode
ser classificada como trabalho a frio, a morno ou a quente. Sendo que cada um
destes trabalhos fará com que o objeto conformado receba características especiais.
Tais características, estão ligadas diretamente a matéria prima utilizada por conta de
sua composição química e estrutura metalúrgica, bem como das condições impostas
pelo processo, como por exemplo, o grau de deformação, a velocidade de
deformação e sua temperatura.
1.3 Microcontroladores
Historicamente, o primeiro microcontrolador foi criado por dois engenheiros
texanos, Gary Boone e Michael Cochram. Denominado TMS 1000 com 4 bits, RAM
e ROM incorporados (site: O mundo em um clique, 2014).
Sua utilização foi realizada internamente na empresa Texas Instruments em
suas calculadoras, sendo comercializado alguns anos depois após melhorias terem
sido realizadas.
Atualmente os microcontroladores são produzidos para diversas áreas, sendo
que, estão em grande parte dos equipamentos e produtos comerciais, podendo ser
encontrado desde um brinquedo ou até mesmo em sistemas de injeção de
combustível automotivo.
O trabalho tem como parte principal a utilização de um microcontrolador da
empresa Microchip Technology, e segundo Souza (2000), a empresa é responsável
pela fabricação dos microcontroladores da família PIC, com uma estrutura interna do
tipo Havard e o conjunto de instruções tipo RISC, possui um barramento de dados
de 8 bits, sendo que seu barramento de instruções pode ser de 12, 14 e 16 bits
dependendo do modelo. Esta arquitetura permite que se busque uma informação na
memória, ao mesmo tempo em que outra instrução esteja sendo executada,
proporcionando maior velocidade de processamento. Uma das grandes vantagens
encontra-se no fato de seu barramento de instruções ser maior que o barramento de
6
dados, o OPCODE da instrução já inclui o dado e o local onde ela irá operar, ou
seja, apenas uma posição de memória é utilizada em cada uma das instruções
economizando assim a memória do programa.
1.4 Motores
Pode-se marcar o ano de 1886 como sendo o ano de nascimento da máquina
elétrica, vez que, neste período o cientista alemão, Werner Von Siemens conseguiu
criar o primeiro gerador de corrente continua auto-induzido. Este gerador quando
criado revolucionária em pouco tempo todo o mundo, no entanto, esta invenção foi
criada com base em muitos estudos realizados por outros grandes cientistas, e só
assim, é que fora possível chegar a tão brilhante equipamento.
Relevante são os registros históricos que datam os primeiros experimentos
que embasariam mais tarde a concepção de motores. Relata-se que em 641 a.c, o
filósofo grego Tales conseguiu durante uma experiência perceber que ao atritar uma
peça âmbar com pano este adquiriu propriedades capaz de atrair pequenos corpos
apenas com sua aproximação, presenciando o fenômeno da eletricidade estática.
Daí por diante outros cientistas partindo de sua descoberta começaram a
realizar experimentos, descobrindo assim que este fenômeno era devido a uma
força criada pelo atrito e atribuíram a ela o nome de campo magnético. Os estudos
do campo eletromagnético possibilitaram obtenção de energias através de
experiências, porém somente depois de muitos estudos foi possível a criação de um
gerador sem a necessidade de um imã permanente, provando assim que a tensão
para o magnetismo poderia se obter pelo próprio enrolamento do motor, isto significa
que ela se auto excitava criando assim o campo necessário para o motor gerar
movimento, transformando em energia. Ernst Werner von Siemens foi o responsável
pela descoberta do princípio dínamo-elétrico em 1866. Este invento de Siemens
possuía uma potência de 30 Watts e rotação de 1200 rpm, e apesar de ser um
grande avanço para época, sendo considerado cientificamente como o marco para
que a eletricidade pudesse ser usada como uma fonte de energia, consideraram a
época um rendimento pequeno.
No tocante ao funcionamento dos motores a indução AC, existe vários
tamanhos, com potências diversas, contudo o funcionamento de tais equipamentos
segue o mesmo princípio, que nada mais é do que converter uma energia elétrica
7
em um movimento mecânico. Entretanto, no sentido inverso de converter um
movimento mecânico em energia elétrica é realizado por um gerador ou um dínamo.
Com relação a velocidade do motor elétrico de indução é diretamente
proporcional a frequência e inversamente proporcional a quantidade de polos
magnéticos.
Já a velocidade do motor de corrente contínua é proporcional à tensão
inserida em sua entrada, e o binário é proporcional à corrente. A velocidade dos
motores podem ser adquiridas através da utilização de um Tiristor, dependendo da
utilização desses motores podemos fazer esse controle lançando mão de outros
recursos.
Os motores de indução são de fácil construção por isso tem-se considerado
um custo baixo, por se tratar de um rotor autossuficiente, não dependendo de
conexões externas, uma de suas características e quando não se tem nenhuma
carga aplicada o rotor gira ligeiramente mais lento do que a frequência da rede.
2. DESENVOLVIMENTO DO PROTÓTIPO (Procedimento Metod ológico)
O protótipo consiste em um equipamento capaz de endireitar e cortar arames
em tamanhos e quantidades estabelecidas, utilizando um motor de indução
monofásico de 127V para acionar o equipamento de endireitar o arame, um moto-
redutor de corrente contínua (DC) utilizado em vidro elétrico de automóvel que
traciona o arame durante o processo e uma solenóide de 127V (AC) capaz de
realizar o corte mediante o acionamento de uma lâmina em sistema de alavanca,
sendo estes componentes utilizados na estrutura física, todo este sistema é
acionado por um equipamento microcontrolado, e interligado por um drive de relés
opto-acoplados que possuem a função de isolar e proteger o módulo de controle do
modulo de potência.
2.1 - Estrutura do protótipo:
A estrutura do protótipo é confeccionada em aço carbono (ABNT 1020), com
a utilização de uma base em chapa de 2.5mm de espessura, a qual recebe todos os

8
equipamentos fixados, sendo eles um desbobinador, o equipamento de endireitar
arames, e o sistema de tração e corte de arames (figura 1).
Figura 1 (Fonte: os autores)
2.1.1- Equipamento de endireitar arame
Acoplada ao sistema giratório em seu eixo, é capaz de endireitar o arame.
Este módulo mecânico possui duas barras paralelas com cinco (5) traves em seu
seguimento, perfuradas transversalmente e em posições opostas umas das outras,
com exceção das extremidades de entrada e saída do arame que são soldadas a
dois eixos rolamentados e ligados a mancais que estão fixados a um suporte e polia
movida de 100mm de diâmetro, que é acionada por um motor de 1/3 CV, de 1740
rpm, o qual possui uma polia motora de 50mm de diâmetro, atingindo a velocidade
870 rpm, conforme a imagem abaixo (figura 2).
A funcionalidade desta etapa se da pelo fato de que o arame possui uma
deformação plástica, gerada pelo processo de bobinamento, neste momento, o
arame encontra-se com formato de espiras, sendo que, ao passar pelas traves do
sistema será forçado para todas as direções sendo flexionado e conformado de
forma linear na saída.
O equipamento por tratar-se de um protótipo e a visualização de seu sistema
por completo possa ser possível, todavia a normatização trazida pela NR12 retrata
que a partes perigosas dos equipamentos devem estar alocadas dentro de sua
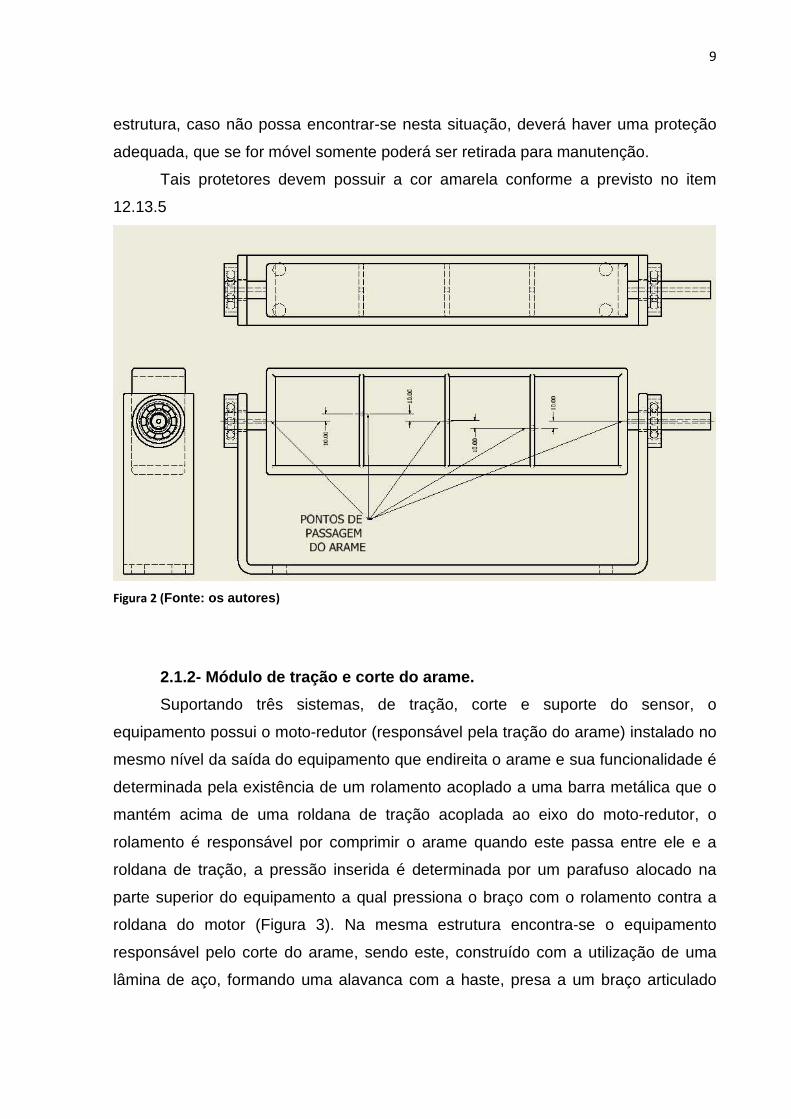
9
estrutura, caso não possa encontrar-se nesta situação, deverá haver uma proteção
adequada, que se for móvel somente poderá ser retirada para manutenção.
Tais protetores devem possuir a cor amarela conforme a previsto no item
12.13.5
Figura 2 (Fonte: os autores )
2.1.2- Módulo de tração e corte do arame.
Suportando três sistemas, de tração, corte e suporte do sensor, o
equipamento possui o moto-redutor (responsável pela tração do arame) instalado no
mesmo nível da saída do equipamento que endireita o arame e sua funcionalidade é
determinada pela existência de um rolamento acoplado a uma barra metálica que o
mantém acima de uma roldana de tração acoplada ao eixo do moto-redutor, o
rolamento é responsável por comprimir o arame quando este passa entre ele e a
roldana de tração, a pressão inserida é determinada por um parafuso alocado na
parte superior do equipamento a qual pressiona o braço com o rolamento contra a
roldana do motor (Figura 3). Na mesma estrutura encontra-se o equipamento
responsável pelo corte do arame, sendo este, construído com a utilização de uma
lâmina de aço, formando uma alavanca com a haste, presa a um braço articulado

10
fixado ao pino do solenóide que ao acionado realiza um movimento de alavanca com
velocidade e força, capazes de realizar o corte do arame (figura 4).
Figura 3 (Fonte: os autores )
Figura 4 (Fonte: os autores )
11
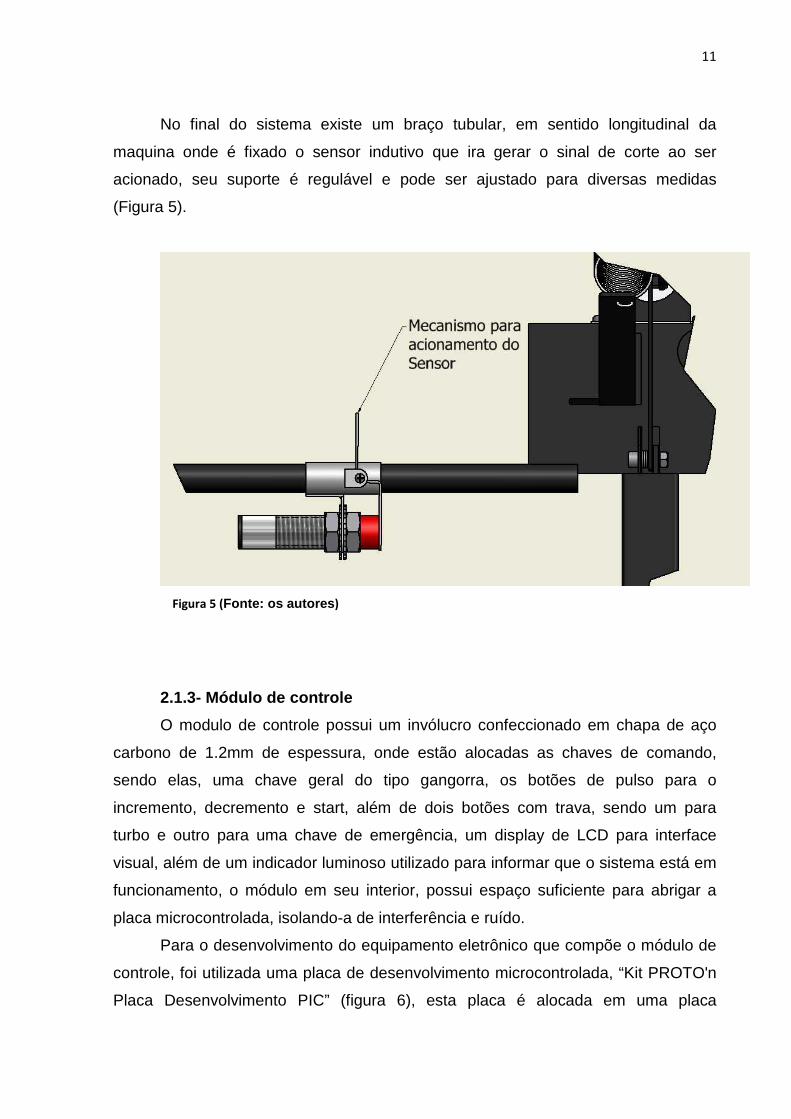
No final do sistema existe um braço tubular, em sentido longitudinal da
maquina onde é fixado o sensor indutivo que ira gerar o sinal de corte ao ser
acionado, seu suporte é regulável e pode ser ajustado para diversas medidas
(Figura 5).
Figura 5 (Fonte: os autores )
2.1.3- Módulo de controle
O modulo de controle possui um invólucro confeccionado em chapa de aço
carbono de 1.2mm de espessura, onde estão alocadas as chaves de comando,
sendo elas, uma chave geral do tipo gangorra, os botões de pulso para o
incremento, decremento e start, além de dois botões com trava, sendo um para
turbo e outro para uma chave de emergência, um display de LCD para interface
visual, além de um indicador luminoso utilizado para informar que o sistema está em
funcionamento, o módulo em seu interior, possui espaço suficiente para abrigar a
placa microcontrolada, isolando-a de interferência e ruído.
Para o desenvolvimento do equipamento eletrônico que compõe o módulo de
controle, foi utilizada uma placa de desenvolvimento microcontrolada, “Kit PROTO'n
Placa Desenvolvimento PIC” (figura 6), esta placa é alocada em uma placa

12
perfurada universal para que sejam realizadas as ligações dos componentes, bem
como entrada e saída de sinais.
Figura 6 (Fonte: www.smartradio.com.br/)
A placa de desenvolvimento para a aplicação didática foi de grande valor,
pois, possui regulador de tensão, cristal de 20MHz, entrada USB, entrada para
alimentação por fonte externa, proteção contra ruídos e botão de reset.
O microcontolador utilizado no equipamento trata-se de um Pic 18F4550 da
Microchip.
Características da placa PROTO'n para PIC
• Dispensa gravador (Bootloader)
• Todos 33 IOs do PIC disponíveis nos conectores laterais
• Alimentação diretamente pela USB ou 7,5 / 24Vdc externo
Características do Microcontrolador PIC 18F4550
• Clock de 48MHz/ 12MIPs
• 35 I/Os
• 13 Entradas Analógicas AD de 10 bits
• 32K de memória Flash de programa
13
Para a melhor utilização do equipamento, este foi alocado em uma placa
perfurada para que as ligações pudessem ser realizadas facilmente com resistores,
modulo opto-acoplado, display de LCD e alimentação.
3 PROGRAMAÇÃO EM LINGUAGEM C
Para a programação do algorítimo, foi utilizado o complilador MikroCPRO for
PIC, sendo disponibilidado com versão de programação limitada e gratuita. O
software utiliza a linguagem C para os microcontroladores da família PIC. Com uma
inteface agradável, possibilita que programadores de diversos níveis possam utilizá-
lo.
Segundo Miyadaira (2011) e Silva (2007), para que se possa gerar um
programa funcional deve-se utilizar alguns comandos básicos, os quais são
imprescindíveis para que o programa execute a tarefa da qual foi projetado.
O algoritmo gerado é capaz de realizar todo o controle do sistema, em que ao
ser energizado o equipamento, inicializará com mensagens no display de LCD (de 2
linhas e 16 colunas) e ao final permitirá que o usuário possa inserir a quantidade de
peças a serem produzidas (limitadas a 9999 peças), os quais serão mostrados no
display por um vetor, e desta forma, o operador do equipamento poderá acompanhar
o que ocorre no sistema, podendo interferir se necessário.
A chave incremento ao ser pressionada tem a finalidade de inserir a
quantidade em valor unitário, a chave decremento será utilizada para redução da
quantidade também de um valor unitário, já a chave turbo quando acionada
juntamente com o incremento ou decremento fará as alterações com a contagem de
dez unidades (tanto para incremento, quanto para decremento) e por fim o botão
start, que aciona o sistema fazendo com que o motor e o moto redutor sejam
acionados.
Durante o processo, quando o sensor for acionado, o moto-redutor será
desabilitado e o solenoide habilitado, para a realização do corte, em seguida o moto-
redutor é religado, o solenoide desabilitado e uma unidade é decrementada no
display de LCD. Quando o valor do mostrado no display de LCD for igual a zero o
motor e o moto-redutor serão desligados, fazendo com que o ciclo de funcionamento
da máquina seja encerrado, sendo que, somente voltará a funcionar após inserida
nova quantidade de peças a ser cortada e a chave de start acionada.
14
Importante ressaltar, que o acionamento do sistema somente será possível,
quando a chave “start” for acionada e ainda dependerá da existência de quantidade
de peças inseridas, este procedimento serve como uma segurança para o operador
durante o manuseio do equipamento.
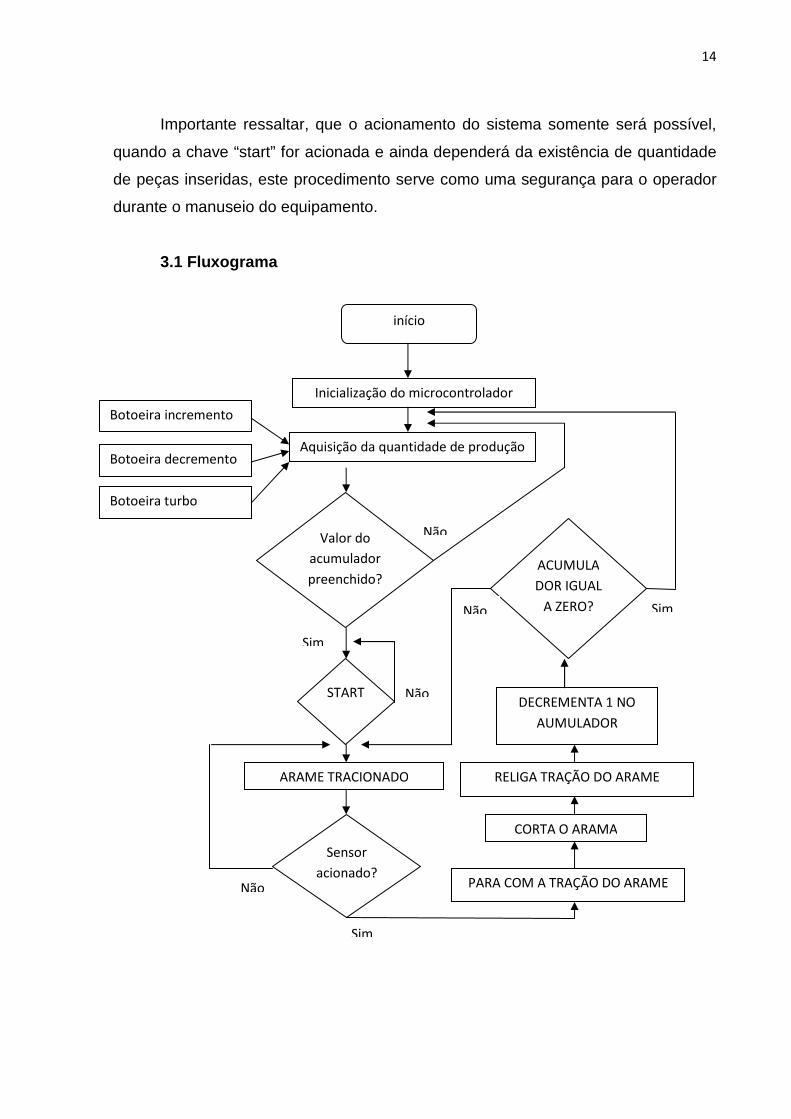
3.1 Fluxograma
início
Inicialização do microcontrolador
Aquisição da quantidade de produção
Botoeira incremento
Botoeira decremento
Botoeira turbo
Sensor
acionado?
START
ARAME TRACIONADO
Valor do
acumulador
preenchido?
PARA COM A TRAÇÃO DO ARAME
CORTA O ARAMA
RELIGA TRAÇÃO DO ARAME
DECREMENTA 1 NO
AUMULADOR
ACUMULA
DOR IGUAL
A ZERO?
Não
Não
Não
Não
Sim
Sim
Sim
15
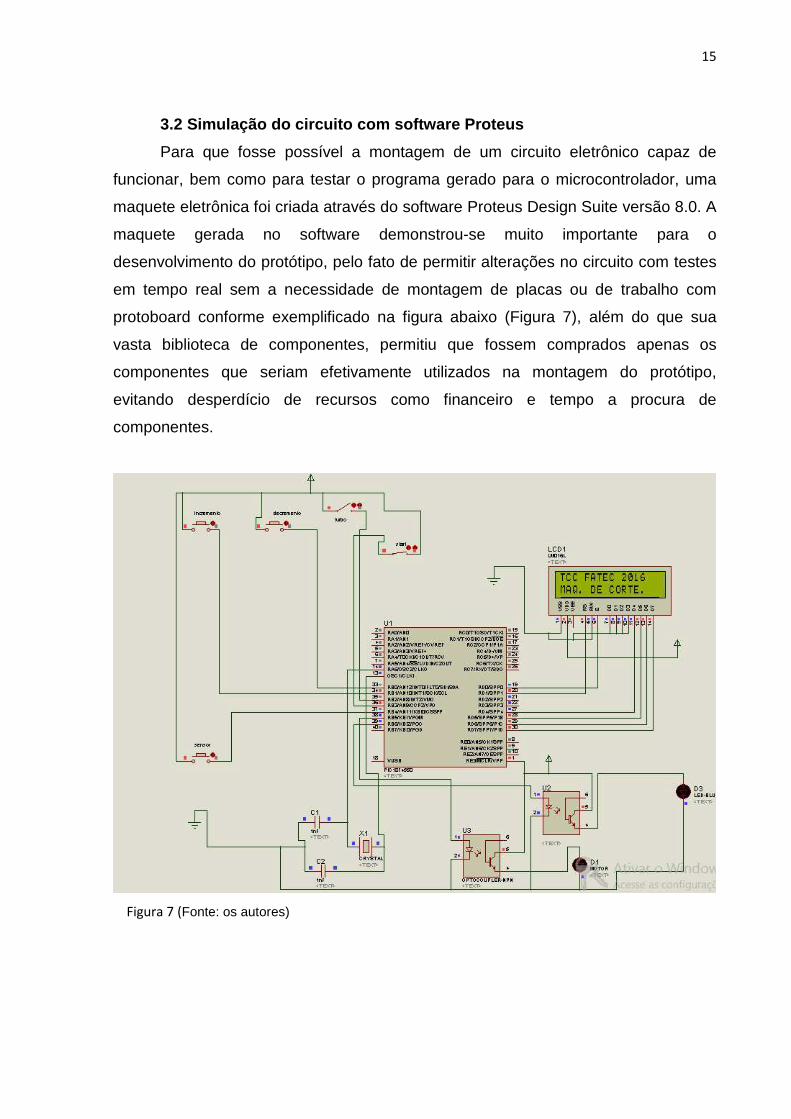
3.2 Simulação do circuito com software Proteus
Para que fosse possível a montagem de um circuito eletrônico capaz de
funcionar, bem como para testar o programa gerado para o microcontrolador, uma
maquete eletrônica foi criada através do software Proteus Design Suite versão 8.0. A
maquete gerada no software demonstrou-se muito importante para o
desenvolvimento do protótipo, pelo fato de permitir alterações no circuito com testes
em tempo real sem a necessidade de montagem de placas ou de trabalho com
protoboard conforme exemplificado na figura abaixo (Figura 7), além do que sua
vasta biblioteca de componentes, permitiu que fossem comprados apenas os
componentes que seriam efetivamente utilizados na montagem do protótipo,
evitando desperdício de recursos como financeiro e tempo a procura de
componentes.
Figura 7 (Fonte: os autores)
16
4. CONSIDERAÇÕES FINAIS
O principal intuito do projeto que foi o desenvolver um equipamento
automatizado para endireitar e cortar armes foi alcançado. O protótipo foi montado
em escala reduzida, a após os testes, foi verificado que ele conseguiu endireitar
arame de 2mm de diâmetro mesmo tendo sido projetada para endireitar arames de
1mm de diâmetro, corroborando assim com a fundamentação teórica e
comprovando que é possível alcançar os objetivos gerais e específicos.
Com relação aos objetivos, estes foram satisfeitos, pois o protótipo
demonstrou claramente o aumento da produtividade, pois no corte automático com o
protótipo o tempo gasto para cortar 100 peças de 120mm foi de 13 minutos e no
corte manual leva-se o tempo de 18 minutos para fazer o corte das mesmas 100
peças, assim pode-se concluir que é possível a criação de um equipamento de
endireitar e cortar arames microcontrolado, com um custo acessível pois para a
confecção do protótipo para uso específico, tendo sido gasto R$618,50 com o
desenvolvimento do protótipo. Com o protótipo, o operador não mais permanece em
situação de risco de eventual lesão causada por movimento repetitivo e com relação
às dimensões do produto cortado, foi possível verificar uma maior perfeição em suas
dimensões, além do que o sistema microcontrolado com a delimitação de peças de
acordo com a necessidade de produção, possibilitou manter o controle da
quantidade de materiais cortados, otimizando assim o estoque de peças.
17
5. REFERÊNCIAS
BOTELHO, M. Henrique Campos. Resistência dos Materiais Para Entender
e Gostar. São Paulo: Blucher, 2008.
MIYADAIRA, Alberto Noburo. Microcontrolador PIC18 : aprenda e programe
em linguagem C. São Paulo: ÉRICA, 2011.
SILVA, Renato A. Programando Microcontroladores PIC Linguagem C. São
Paulo: ENSINO PROFISSIONAL, 2007.
RIBBELER, Russel Charles. Resistencia dos Materiais. São Paulo:
PEARSON, 2011.
ROSARIO, João Maurício. Automação Industrial . São Paulo: BARAÚNA,
2009.
BEER, Ferdiand Pierre et e tal. Resistencia dos Materiais . São Paulo:
PEARSON, 2011.
GUTIERREZ, Regina Maria Vinhais;PAN, Simon shi Koo. Complexo
Eletrônico : Automação do controle industrial. Rio de Janeiro: BNDS SETORIAL,
2008.
FRANCHI, Claiton Moro; CAMARGO, Valter Luís Arlindo de. Controladores
Lógicos Programáveis: Sistemas Discretos. São Paulo: ÉRICA, 2011.
SOUZA, David Jose de et e tal. Desbravando o Microcontrolador PIC18 :
recursos avançados. São Paulo: ÉRICA, 2010.
OPTOACOPLADORES. Disponível em:<
http://www.resumosetrabalhos.com.br/optoacopladores.html > Acesso em: 30 de
maio 2016.
MICROCONTROLADORES. Disponível em :<
http://oincrivelmundonerd.blogspot.com.br/2014/03/a-historia-dos-
microcontroladores.html> Acesso em: 02 de maio 2016.





























