Embed Size (px)
Citation preview
Cutting Tool DesignTool Materials, Tool Geometry
Tool Design, 3331Dr Simin Nasseri
Southern Polytechnic State University
Sources: Fundamentals of Modern Manufacturing, Groover Fundamentals of Tool Design, SME http://www.feine-klingen.de/PDFs/verhoeven.pdf
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Content
Tool material selection, Tool failure, Properties of tool materials, Tool materials, Tool geometry.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool Materials
The number one error when selecting tooling is calculating monetary
savings based on lowest cost per tool, rather than on maximized
productivity and extended tool life. To effectively select tools for
machining, a machinist or engineer must have specific information about:
the starting and finished part shape
the workpiece hardness
the material's tensile strength
the material's abrasiveness
the type of chip generated
the workholding setup
the power and speed capacity of the machine tool
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Cutting Tool Selection
Different machining applications require different cutting tool materials.
The ideal cutting tool material should have all of the following
characteristics:
harder than the work it is cutting
high temperature stability
resists wear and thermal shock
impact resistant
chemically inert to the work material and cutting fluid
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Three Modes of Tool Failure
Fracture failure: Cutting force becomes excessive and/or dynamic, leading to
brittle fracture
Temperature failure: Cutting temperature is too high for the tool material
Gradual wear: Gradual wearing of the cutting tool (leads to the longest
possible use of the tool )
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool failure modes identify the important properties that a tool material should possess:
Toughness ‑ to avoid fracture failure
Hot hardness ‑ ability to retain hardness at high
temperatures
Wear resistance ‑ hardness is the most important
property to resist abrasive wear
Tool Materials
Tool failure modes identify the important properties that a tool material should possess:
Toughness ‑ to avoid fracture failure
Hot hardness ‑ ability to retain hardness at high
temperatures
Wear resistance ‑ hardness is the most important
property to resist abrasive wear
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool Materials- Most Important Ones
Tools are made of:
High Speed Steel (HSS) Cemented carbides
Non‑steel Cutting Carbide Grades Steel Cutting Carbide Grades
Coated Carbides Cermets Ceramics Synthetic Diamonds Cubic Boron Nitride
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
High Speed Steel (HSS)
One of the most important cutting tool materials An alloyed steel with 14-22% tungsten, as well as cobalt,
molybdenum and chromium, vanadium. The cobalt component gives the material a hot hardness
value much greater than Carbon Steels
Highly alloyed tool steel capable of maintaining hardness at
elevated temperatures (better than high carbon and low alloy
steels)
Two basic types (AISI or American Iron and Steel Institute)
Tungsten‑type, designated T‑ grades
Molybdenum‑type, designated M‑grades
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
High Speed Steel (HSS)
can cut materials with tensile strengths up to 75 tons/sq.in. at speeds of 50-60 fpm
Hardness is in the range of 63-65 C Rockwell cuts 4 times faster than the carbon steels Used in all type of cutters, single/multiple point
tools, and rotary tools; Especially suited to applications involving complicated tool geometries, such as drills, taps, milling cutters
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Cemented Carbides
Class of hard tool material based on tungsten carbide using
powder metallurgy techniques with cobalt (Co) as the binder.
The carbide and coated carbide tools cut about 3 to 5 times
faster than high-speed steels (Speeds up to 300 fpm are
common on mild steels).
Two basic types:
• Non‑steel cutting grades (Used for nonferrous metals and
gray cast iron)
• Steel cutting grades (Used for low carbon, stainless, and
other alloy steels)
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Cemented Carbides – General Properties
High compressive strength but low‑to‑moderate tensile strength High hardness Good hot hardness Good wear resistance High thermal conductivity High elastic modulus ‑ 600 x 103 MPa (90 x 106 lb/in2) Toughness lower than high speed steel
Each type of carbide affects the cutting tool’s characteristics differently.
A higher tungsten content increases wear resistance, but reduces tool strength.
A higher percentage of cobalt binder increases strength, but lowers the wear resistance.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Coated Carbides
Cemented carbide insert coated with one or more thin layers of
wear resistant materials, such as TiC, TiN, and/or Al2O3.
Coating applied by chemical vapor deposition or physical vapor
deposition.
Coating thickness = 2.5 ‑ 13 m (0.0001 to 0.0005 in).
Applications: cast irons and steels in turning and milling
operations.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Usage of Carbide Cutting Tools
Carbide is used in solid round tools or in the form of
replaceable inserts.
Shock-resistant types are used for interrupted
cutting.
Harder, chemically-stable types are required for
high speed finishing of steel.
More heat-resistant tools are needed for machining
the superalloys, like Inconel and Hastelloy.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
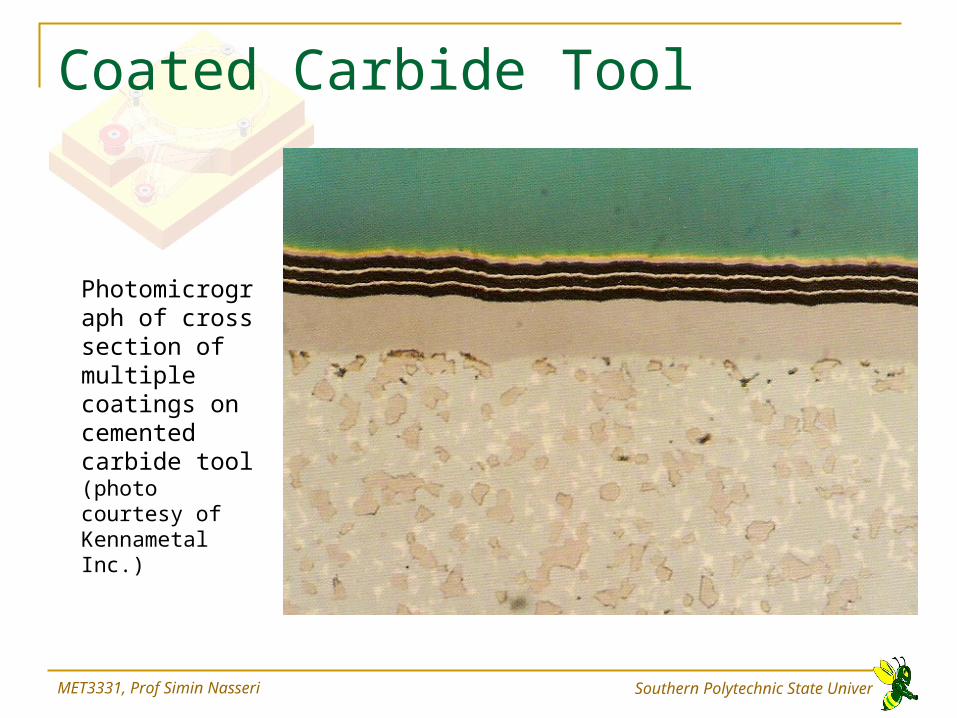
Coated Carbide Tool
Photomicrograph of cross section of multiple coatings on cemented carbide tool (photo courtesy of Kennametal Inc.)
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Cermets
Bonded material containing ceramics and metals, widely used in jet engines and nuclear reactors. Cermets behave much like metals but have the great heat resistance of ceramics.
Tungsten carbide, titanium carbide, zirconium bromide, and aluminum oxide are among the ceramics used; iron, cobalt, nickel, and chromium are among the metals.
Properties: Higher speeds and lower feeds than steel‑cutting carbide grades. Better finish achieved, often eliminating need for grinding.
Applications: high speed finishing and semifinishing of steels, stainless steels, and cast irons
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Ceramics Primarily fine‑grained Al2O3, pressed and sintered at high pressures
and temperatures into insert form with no binder. Ceramic cutting tools are harder and more heat-resistant than
carbides, but more brittle. Applications: high speed turning of cast iron and steel (Mild steels can
be cut at speeds up to 1500 fpm).
Two types of ceramic cutting tools are available:
the alumina-based and the silicon nitride-based ceramics.
The alumina-based ceramics are used for high speed semi- and final-finishing of ferrous and some non-ferrous materials.
The silicon nitride-based ceramics are generally used for rougher and heavier machining of cast iron and the superalloys.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Synthetic Diamonds Sintered polycrystalline diamond (SPD) - fabricated by
sintering very fine‑grained diamond crystals under high temperatures and pressures into desired shape with little or no binder.
Polycrystalline diamond cutting tools can outlast regular carbide by a factor of 100!
Applications: high speed machining of nonferrous metals and abrasive nonmetals such as fiberglass, graphite, and some plastics. Not for steel cutting.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Cubic Boron Nitride
Next to diamond, cubic boron nitride (cBN) is hardest material known.
Fabrication into cutting tool inserts same as SPD, or used as coatings.
Applications: machining very hard ferrous materials like steel and also nickel‑based alloys
SPD and cBN tools are expensive (Their cost can be 30 times that of a carbide insert).
Other Materials
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool Materials
Carbon Steels Limited tool life. Therefore, not suited to mass production Can be formed into complex shapes for small production runs low cost suited to hand tools, and wood working Carbon content about 0.9 to 1.35% with a hardness about 62
HRC Rockwell Maximum cutting speeds about 26 ft/min. dry The hot hardness value is low. This is the major factor in tool
life.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool Materials
Stellite a family of alloys made of cobalt, chromium, tungsten and carbon The material is formed using electric furnaces, and casting technique,
and it cannot be rolled, or worked. The material has a hardness of 60-62°C Rockwell without heat treating,
and the material has good hot hardness properties Cutting speed of up to 80-100 fpm can be used on mild steels The tools that use this method either use inserts in special holders, or
tips brazed to carbon steel shanks
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool Materials
Cemented Oxides
Produced using powder metallurgy techniques
Suited to high speed finishing
Cutting speeds from 300 to 7500 fpm
Coolants are not required
High resistance to abrasive wear and cratering
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Classes of Tool Steel
W. Water hardening tool steels
O: Oil hardening tool steels
A: Air hardening die steels
D: High carbon, high chromium die steels
S: Shock-resisting tool steels
H: Hot-work die steels
T and M: Tungsten and Molybdenum high speed steels
L: Low alloy tool steels
F: Finishing steels
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
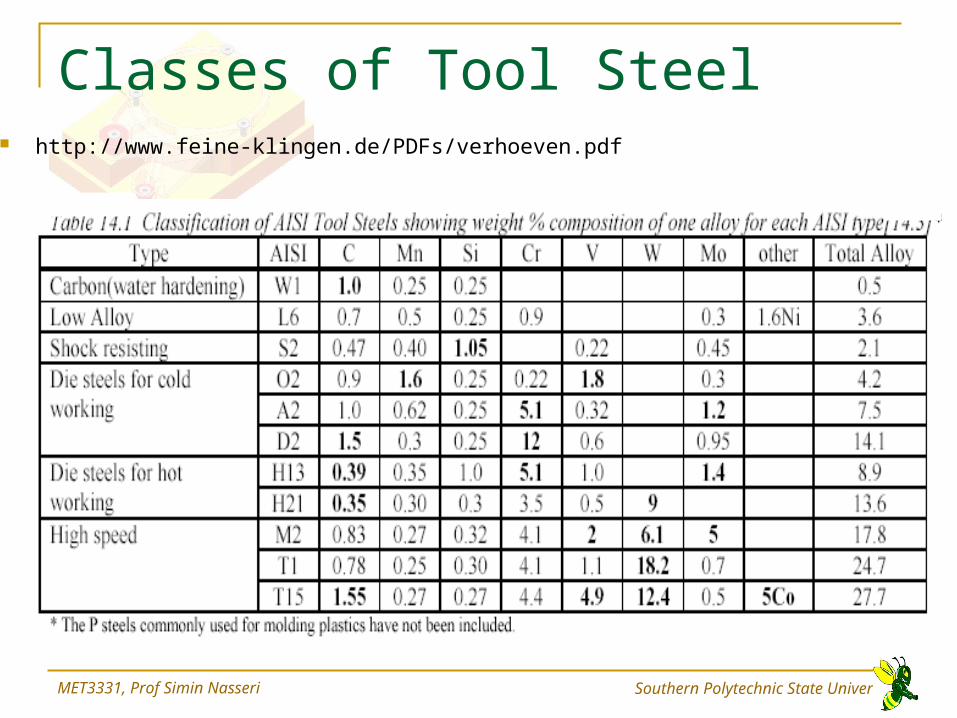
Classes of Tool Steel http://www.feine-klingen.de/PDFs/verhoeven.pdf
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Classes of Tool Steel
In the discussion of steel selection, the major properties of the steels are considered to be:
1. Wear resistance,
2. Toughness
3. Hot hardness.
In the following table a rating of 1 to 10 is used with 10 being the best possible value.
High values of these 3 properties indicate: High wear resistance: More carbides High toughness: Low %C in the steel High hot hardness: More alloy carbides
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
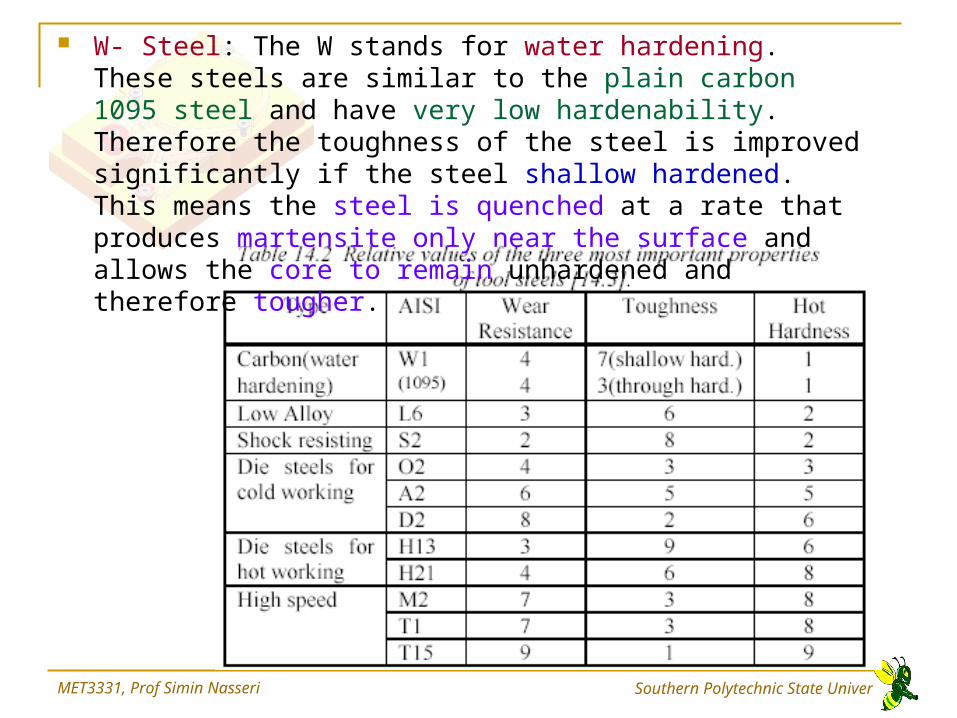
W- Steel: The W stands for water hardening. These steels are similar to the plain carbon 1095 steel and have very low hardenability. Therefore the toughness of the steel is improved significantly if the steel shallow hardened. This means the steel is quenched at a rate that produces martensite only near the surface and allows the core to remain unhardened and therefore tougher.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
L Steel: The L stands for low alloy (composition similar to the AISI alloy steels, (eg L6 is similar to AISI 4340 steel, just the C% is a bit higher).
S Steel: The S stands for shock resisting. The high toughness needed for shock load resistance is obtained by reducing the %C in these steel to low levels (which also results in the low wear resistance and hot hardness of the S steels).
O Steel: The O steel for oil hardening. The key alloying elements are mainly Mn and V. These are responsible for its improved hardenability over the W steels allowing them to generally be oil quenched to through hardness.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
A Steel: The A stands for air hardening. Hardenability of these is improved to the point that they may be air hardened. The key elements are Cr and Mo.
D Steel: These steels are sometimes called High-Carbon, High Chromium steels and the D symbol has no obvious meaning, although usually correlated with the term direct hardening. The steels may be air hardened. They have excellent wear resistance, moderately good hot hardness, but poor toughness.
H Steel: The H stands for hot hardness. These are usually the steels of choice for the die steels of extrusions that are done hot. Here, the combination of low carbon and moderate to high alloy content gives good toughness and hot hardness but only fair wear resistance.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
M and T Steels: The M and T stand for molybdenum and tungsten additions in these high speed tool steels. The carbides of these 2 elements are stable to quite high temperatures. Therefore, the high level of these alloying elements produces large carbide volume fractions which give good wear resistance and hot hardness, but poor toughness.
Tool Geometry
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Tool Geometry
Two categories: Single point tools:
One dominant cutting edge Used for turning, boring, shaping.
Multiple cutting edge tools: More than one cutting edge Used for drilling, reaming, tapping, milling,
broaching, and sawing.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
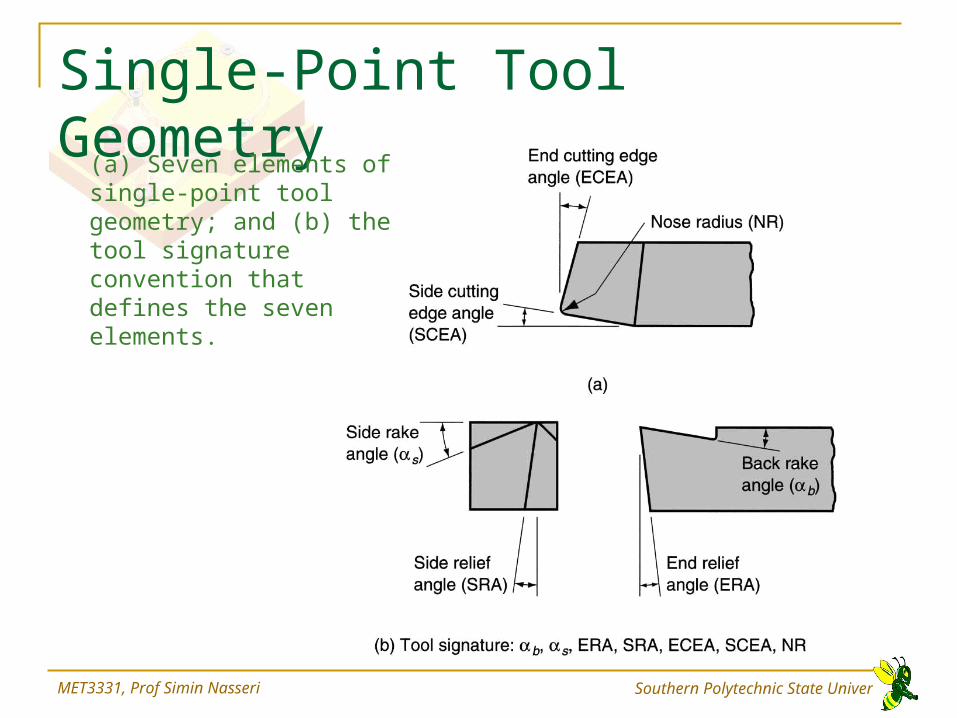
Single-Point Tool Geometry
(a) Seven elements of single‑point tool geometry; and (b) the tool signature convention that defines the seven elements.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
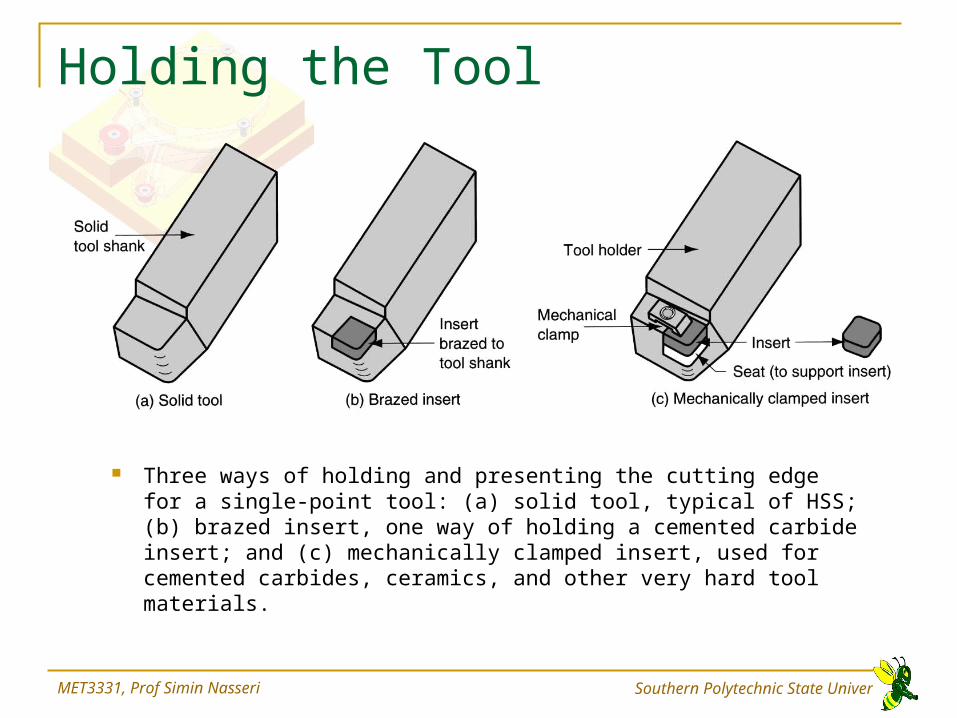
Holding the Tool
Three ways of holding and presenting the cutting edge for a single‑point tool: (a) solid tool, typical of HSS; (b) brazed insert, one way of holding a cemented carbide insert; and (c) mechanically clamped insert, used for cemented carbides, ceramics, and other very hard tool materials.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
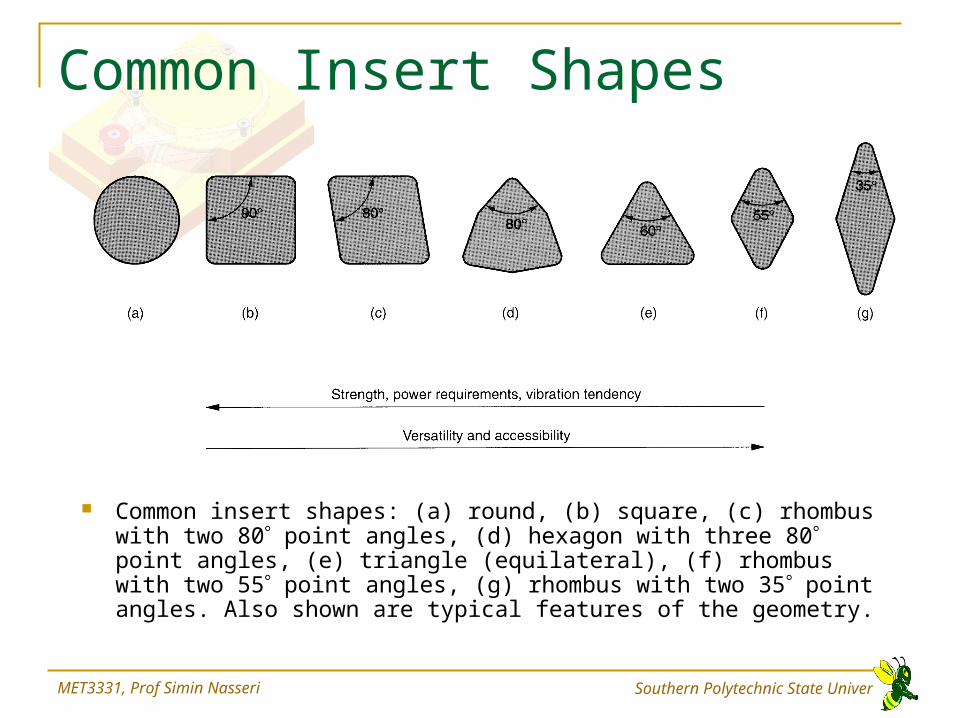
Common Insert Shapes
Common insert shapes: (a) round, (b) square, (c) rhombus with two 80 point angles, (d) hexagon with three 80 point angles, (e) triangle (equilateral), (f) rhombus with two 55 point angles, (g) rhombus with two 35 point angles. Also shown are typical features of the geometry.
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
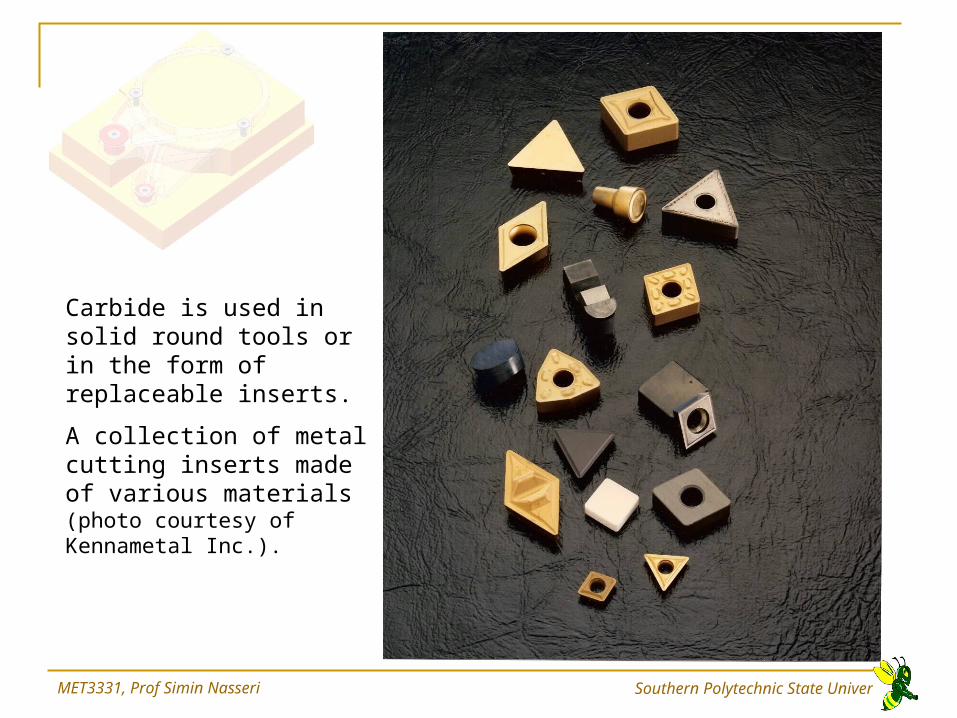
Carbide is used in solid round tools or in the form of replaceable inserts.
A collection of metal cutting inserts made of various materials (photo courtesy of Kennametal Inc.).
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Test yourself!1. High-speed steel cuts faster than carbon steel by a factor of:
a. 2b. 4c. 8d. 10
2. High tungsten content in a carbide tool will:a. increase strength, but decrease wear-resistanceb. increase wear-resistance, but decrease strengthc. allow increased feed speeds while improving heat-resistanced. improve the chemical-resistance of the tool
3. Inconel and Hastelloy require cutting tools that are:a. toughb. wear-resistantc. heat-resistantd. shock-resistant

MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Test yourself!4. Ceramic cutting tools are very:
a. porous for cutting fluid retention
b. shock-resistant
c. resistant to wear
d. brittle
5. Polycrystalline diamond cutting tools can outlast regular carbide by a factor of:
a. 10
b. 20
c. 50
d. 100
6. For machining purposes, cast iron is considered:
a. abrasive
b. hard
c. brittle
d. soft
MET3331, Prof Simin Nasseri
Southern Polytechnic State University
Test yourself!
7. Synthetic diamond tools are suitable for cutting steels: True False
8. More carbides in tool steels indicate: High wear resistance High toughness High hot hardness




























