Embed Size (px)
Citation preview

valid until 30.09.2019
PALBITCUTTING TOOLS
Exclusive Partner
O. RYTTERGAARD VÆRKTØJ A/SFalkevej 13 | 3400 Hillerød |
[email protected] |Tlf.: 36 70 65 55 | www.ryttergaard.com

Established in 1916, Palbit is one of the most experienced tool manufacturers in Europe. Although initially focussed on the mining industry and extracting copper and zinc, as well as the development and production of mining tools, since 1952 the company has concentrated on manufacturing carbide tools. Today, Palbit offers a wide production range, from powder manufacturing and indexable insert pressing, to the manufacture of support tools. As a full-service provider, the company facilitates standard and customer-made special solutions in machining technology.
High-performance tools• Development and production of high-performance tools• ISO standard and special tools• Comprehensive product range including carbide, ceramic,
PKD and CBN• Complete drilling, turning and milling range
Industry solutions• Tool and mould making• Energy and oil industry• Automotive• Aviation and aerospace• Medical technology• General mechanical engineering
Milling
Drilling
Turning
Recessing
Threads
Special tools

Drilling systemVORTEX DRILL
Page 4
High-performance milling cutters LINEPRO 20090 / 20190
Page 13
Turning insertsPHG 115 / PHG 125 Page 19
PRODUCT SELECTION OVERVIEW

DRILLING DEPTH up to 10 x D (modular design)
DIAMETER from 45 to 180 mm
HEAD increased stability and reduced cutting forces
PILOT DRILLHSS-E-PM
INDEXABLE CUTTING INSERTS2 geometries, PVD-coated
GEOMETRIESwide range of applications in steel, stainless steel, cast iron and aluminium alloys
DRILLING SYSTEM
VORTEX DRILL

4
Drilling system VORTEX DRILL
• Machining of bore holes from Ø 45 to 180 mm• Drilling in a single work step without centring and pre-drilling• The modular design allows efficient use through possible diam-
eter bridging of up to 10 mm.• Variable drilling depths of up to 10 x D due to holding fixture
system with pluggable extensions• Internal coolant supply
LL1
D
D1d1
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Drilling head MDO 10D
Designation Dmm
d1mm
D1mm
Lmm
Suitable follower ring Art.no. €
MDS 32115130 32 13 28 115 MDR 1028 104513 1301 123.00 114.00
MDS 32200130 32 13 28 200 MDR 1028 104513 1302 152.50 141.50
MDS 32300130 32 13 28 300 MDR 1028 104513 1303 183.25 170.00
MDS 40125160 40 16 32 125 MDR 1032 104513 1601 137.75 128.00
MDS 40200160 40 16 32 200 MDR 1032 104513 1602 152.50 141.50
MDS 40300160 40 16 32 300 MDR 1032 104513 1603 198.00 184.00
MDS 40148220 40 22 40 148 MDR 1240 104513 2201 152.50 141.50
MDS 40200220 40 22 40 200 MDR 1240 104513 2202 183.25 170.00
MDS 40300220 40 22 40 300 MDR 1240 104513 2203 214.25 199.00
MDS 40168270 40 27 48 168 MDR 1248 104513 2701 183.25 170.00
MDS 40300270 40 27 48 300 MDR 1248 104513 2702 244.00 225.00
MDS 40186320 40 32 58 186 MDR 1458 104513 3201 214.25 199.00
MDS 40300320 40 32 58 300 MDR 1458 104513 3202 244.00 225.00
MDS 50186400 50 40 70 186 MDR 1470 104513 4001 244.00 225.00
MDS 50300400 50 40 70 300 MDR 1470 104513 4002 305.50 280.00
MDS 50184500 50 50 80 184 MDR 1680 104513 5001 275.00 255.001173
Shank MDS• Please note: supplied without drive ring, please order separately!
L
D1 d1 D
Designation Dmm
Working areamm
d1mm
L1mm
Lmm
D1mm
Suitable cartridge Suitable indexable inserts
Number of index-able inserts
Suitable pilot drill
Art.no. €
MDO 04505013 50 45-50 13 50 85 28 MDC 045050-I/O WCKX 030204 2+2 MDP 3510 104503 4550 458.50 425.00
MDO 05005513 55 50-55 13 50 85 28 MDC 050055-I/O WCKX 030204 2+2 MDP 3510 104503 5055 491.25 455.00
MDO 05506016 60 55-60 16 60 100 32 MDC 055060-I/O WCKX 040204 2+2 MDP 3812 104503 5560 524.00 485.00
MDO 06006516 65 60-65 16 60 100 32 MDC 060065-I/O WCKX 050308 2+2 MDP 3812 104503 6065 613.75 569.00
MDO 06507016 70 65-70 16 60 100 32 MDC 065070-I/O WCKX 050308 2+2 MDP 3812 104503 6570 655.00 609.00
MDO 07007522 75 70-75 22 70 115 40 MDC 070075-I/O WCKX 050308 2+2 MDP 3812 104503 7075 655.00 609.00
MDO 07508022 80 75-80 22 70 115 40 MDC 075080-I/O WCKX 06T308 2+2 MDP 4516 104503 7580 682.50 629.00
MDO 08008522 85 80-85 22 70 115 40 MDC 080085-I/O WCKX 06T308 2+2 MDP 4516 104503 8085 723.25 669.00
MDO 08509027 90 85-90 27 70 120 48 MDC 085090-I/O WCKX 06T308 2+2 MDP 4516 104503 8590 723.25 669.00
MDO 09009527 95 90-95 27 70 120 48 MDC 090095-I/O WCKX 06T308 2+2 MDP 4516 104503 9095 723.25 669.00
MDO 09510027 100 95-100 27 70 120 48 MDC 095100-I/O WCKX 06T308 2+2 MDP 4516 104503 9510 776.75 719.00
MDO 10010532 105 100-105 32 80 130 58 MDC 100105-I/O WCKX 050308 3+3 MDP 4520 104503 1005 776.75 719.00
MDO 10511032 110 105-110 32 80 130 58 MDC 105110-I/O WCKX 06T308 3+3 MDP 4520 104503 0511 776.75 719.00
MDO 11011532 115 110-115 32 80 130 58 MDC 110115-I/O WCKX 06T308 3+3 MDP 4520 104503 1015 776.75 719.00
MDO 11512040 120 115-120 40 90 145 70 MDC 115120-I/O WCKX 06T308 3+3 MDP 4520 104503 1520 927.75 859.00
MDO 12012540 125 120-125 40 90 145 70 MDC 120125-I/O WCKX 06T308 3+3 MDP 5625 104503 2025 1036.50 959.00
MDO 12513040 130 125-130 40 90 145 70 MDC 125130-I/O WCKX 06T308 3+3 MDP 5625 104503 2530 1036.50 959.00
MDO 13013540 135 130-135 40 90 145 70 MDC 130135-I/O WCKX 06T308 3+3 MDP 5625 104503 3035 1036.50 959.00
MDO 13514040 140 135-140 40 90 145 70 MDC 135140-I/O WCKX 06T308 3+3 MDP 5625 104503 3540 1036.50 959.00
MDO 14015050 150 140-150 50 100 160 80 MDC 140150-I/O WCKX 080408 3+3 MDP 5625 104503 1415 1254.25 1159.00
MDO 15016050 160 150-160 50 100 160 80 MDC 150160-I/O WCKX 080408 3+3 MDP 5625 104503 1516 1254.25 1159.00
MDO 16017050 170 160-170 50 100 160 80 MDC 160170-I/O WCKX 080408 3+3 MDP 6830 104503 1617 1281.75 1189.00
MDO 17018050 180 170-180 50 100 160 80 MDC 170180-I/O WCKX 080408 3+3 MDP 6830 104503 1718 1635.75 151 9.001173

5
Designation Dmm
d1mm
D1mm
Lmm
Suitable follower ring Art.no. €
MDE 13115280 13 13 28 115 MDR 1028 104514 1301 123.00 114.00
MDE 13150280 13 13 28 150 MDR 1028 104514 1302 129.75 120.50
MDE 13200280 13 13 28 200 MDR 1028 104514 1303 129.75 120.50
MDE 13300280 13 13 28 300 MDR 1028 104514 1304 152.50 141.50
MDE 16115320 16 16 32 115 MDR 1032 104514 1601 129.75 120.50
MDE 16200320 16 16 32 200 MDR 1032 104514 1602 137.75 128.00
MDE 16300320 16 16 32 300 MDR 1032 104514 1603 168.50 156.50
MDE 22113400 22 22 40 113 MDR 1240 104514 2201 137.75 128.00
MDE 22200400 22 22 40 200 MDR 1240 104514 2202 152.50 141.50
MDE 22300400 22 22 40 300 MDR 1240 104514 2203 183.25 170.00
MDE 27113480 27 27 48 113 MDR 1248 104514 2701 152.50 141.50
MDE 27200480 27 27 48 200 MDR 1248 104514 2702 183.25 170.00
MDE 27300480 27 27 48 300 MDR 1248 104514 2703 214.25 199.00
MDE 32186580 32 32 58 186 MDR 1458 104514 3201 198.00 184.00
MDE 32300580 32 32 58 300 MDR 1458 104514 3202 244.00 225.00
MDE 40186700 40 40 70 186 MDR 1470 104514 4001 214.25 199.00
MDE 40300700 40 40 70 300 MDR 1470 104514 4002 275.00 255.00
MDE 40500700 40 40 70 500 MDR 1470 104514 4003 380.50 350.00
MDE 50204800 50 50 80 204 MDR 1680 104514 5001 244.00 225.00
MDE 50300800 50 50 80 300 MDR 1680 104514 5002 335.25 310.00
MDE 50500800 50 50 80 500 MDR 1680 104514 5003 457.00 425.001173
Extension MDE• Please note: supplied without drive ring, please order separately!
L
DD1 d1
Drive ring MDR
L
D1
D3
Designation D3mm
D1mm
Lmm
Art.no. €
MDR 1028 28 13 10 104520 0013 33.75
MDR 1032 32 16 10 104520 0016 33.75
MDR 1240 40 22 12 104520 0022 43.00
MDR 1248 48 27 12 104520 0027 49.50
MDR 1458 58 32 14 104520 0032 68.00
MDR 1470 70 40 14 104520 0040 78.25
MDR 1680 80 50 16 104520 0050 96.503160

6
Designation d1mm
Dmm
D1mm
D2mm
Lmm
Suitable follower ring Art.no. €
MDM 16100130 13 16 28 32 100 MDR 1028 (D1) / MDR 1032 (D2) 104521 1613 127.50 118.50
MDM 22100160 16 22 32 40 100 MDR 1032 (D1) / MDR 1240 (D2) 104521 2216 127.50 118.50
MDM 27100220 22 27 40 48 100 MDR 1240 (D1) / MDR 1248 (D2) 104521 2722 127.50 118.50
MDM 32100130 13 32 28 58 100 MDR 1028 (D1) / MDR 1458 (D2) 104521 3213 159.75 148.50
MDM 32100160 16 32 32 58 100 MDR 1032 (D1) / MDR 1458 (D2) 104521 3216 159.75 148.50
MDM 32100220 22 32 40 58 100 MDR 1240 (D1) / MDR 1458 (D2) 104521 3222 159.75 148.50
MDM 32100270 27 32 48 58 100 MDR 1248 (D1) / MDR 1458 (D2) 104521 3227 159.75 148.50
MDM 40100320 32 40 58 70 100 MDR 1458 (D1) / MDR 1470 (D2) 104521 4032 159.75 148.50
MDM 50080130 13 50 28 80 80 MDR 1028 (D1) / MDR 1680 (D2) 104521 5013 159.75 148.50
MDM 50080160 16 50 32 80 80 MDR 1032 (D1) / MDR 1680 (D2) 104521 5016 159.75 148.50
MDM 50080220 22 50 40 80 80 MDR 1240 (D1) / MDR 1680 (D2) 104521 5022 159.75 148.50
MDM 50080270 27 50 48 80 80 MDR 1248 (D1) / MDR 1680 (D2) 104521 5027 159.75 148.50
MDM 50080320 32 50 58 80 80 MDR 1458 (D1) / MDR 1680 (D2) 104521 5032 159.75 148.50
MDM 50150400 40 50 70 80 150 MDR 1470 (D1) / MDR 1680 (D2) 104521 5040 159.75 148.501173
Reducer MDM
L
D1 d1 D D2
Drilling head cartridges MDC• Internal cartridge MDC-I, external cartridge MDC-O
< Ø 100 mm 2 indexable cutting inserts per cartridge > Ø 100 mm 3 indexable cutting inserts per cartridge
Designation Working areamm
For indexable inserts Number of indexable inserts for boring head MDC-I internal cartridge Art.no. €
MDC-O external cartridge
Art.no. €MDC 045050 45-50 WCKX 030204 2 MDO 04505013 104517 4550 80.75 104518 4550 80.75
MDC 050055 50-55 WCKX 030204 2 MDO 05005513 104517 5055 80.75 104518 5055 80.75
MDC 055060 55-60 WCKX 040204 2 MDO 05506016 104517 5560 80.75 104518 5560 80.75
MDC 060065 60-65 WCKX 050308 2 MDO 06006516 104517 6065 88.25 104518 6065 88.25
MDC 065070 65-70 WCKX 050308 2 MDO 06507016 104517 6570 88.25 104518 6570 88.25
MDC 070075 70-75 WCKX 050308 2 MDO 07007522 104517 7075 88.25 104518 7075 88.25
MDC 075080 75-80 WCKX 06T308 2 MDO 07508022 104517 7580 88.25 104518 7580 88.25
MDC 080085 80-85 WCKX 06T308 2 MDO 08008522 104517 8085 96.50 104518 8085 96.50
MDC 085090 85-90 WCKX 06T308 2 MDO 08509027 104517 8590 96.50 104518 8590 96.50
MDC 090095 90-95 WCKX 06T308 2 MDO 09009527 104517 9095 96.50 104518 9095 96.50
MDC 095100 95-100 WCKX 06T308 2 MDO 09510027 104517 9510 96.50 104518 9510 96.50
MDC 100105 100-105 WCKX 050308 3 MDO 10010532 104517 1005 112.25 104518 1005 112.25
MDC 105110 105-110 WCKX 06T308 3 MDO 10511032 104517 0511 120.50 104518 0511 120.50
MDC 110115 110-115 WCKX 06T308 3 MDO 11011532 104517 1115 120.50 104518 1115 120.50
MDC 115120 115-120 WCKX 06T308 3 MDO 11512040 104517 1520 120.50 104518 1520 120.50
MDC 120125 120-125 WCKX 06T308 3 MDO 12012540 104517 2025 120.50 104518 2025 120.50
MDC 125130 125-130 WCKX 06T308 3 MDO 12513040 104517 2530 120.50 104518 2530 120.50
MDC 130135 130-135 WCKX 06T308 3 MDO 13013540 104517 3035 120.50 104518 3035 120.50
MDC 135140 135-140 WCKX 06T308 3 MDO 13514040 104517 3540 120.50 104518 3540 120.50
MDC 140150 140-150 WCKX 080408 3 MDO 14015050 104517 1415 128.75 104518 1415 128.75
MDC 150160 150-160 WCKX 080408 3 MDO 15016050 104517 1516 128.75 104518 1516 128.75
MDC 160170 160-170 WCKX 080408 3 MDO 16017050 104517 1617 128.75 104518 1617 128.75
MDC 170180 170-180 WCKX 080408 3 MDO 17018050 104517 1718 128.75 104518 1718 128.753160 3160

7
Indexable cutting inserts WCKX
• Carbide indexable cutting inserts, positive 7°• PH6920 - PVD-coated (TiAlN) fine grain carbide for universal applications.
Good toughness and wear resistance.• PH6930 - PVD-coated (TiAlN) superfine grain carbide for applications under unstable
machine conditions at average cutting speeds.• Recommendation: Chip breaker LC specially designed for machining low-carbon steels
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO ISO ISO ISO
ISO designation PH6920 Art.no. €
PH6930 Art.no. €
-LC PH6920 Art.no. €
-LC PH6930 Art.no. €
WCKX 030204 10 124522 0003 7.40 6.80 10 124523 0003 7.40 6.80
WCKX 040204 10 124522 0004 7.40 6.80 10 124523 0004 7.40 6.80
WCKX 050308 10 124522 0005 8.45 7.75 10 124523 0005 8.45 7.75 10 124532 0005 8.45 7.75 10 124533 0005 8.45 7.75
WCKX 06T308 10 124522 0006 8.45 7.75 10 124523 0006 8.45 7.75 10 124532 0006 8.45 7.75 10 124533 0006 8.45 7.75
WCKX 080408 10 124522 0008 9.70 8.90 10 124523 0008 9.70 8.90 1171 1171 1171 1171
-LC
Pilot drill MDP
• Point angle 118°• Cutting material: HSS-E-PM TiN-coated
D
L�
D
L�
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Designation Dmm
Lmm
Illustration for boring head Art.no. €
MDP 3510 10 35 1 MDO 45-55 mm 104519 0010 33.75
MDP 3812 12 38 1 MDO 55-75 mm 104519 0012 43.00
MDP 4516 16 45 1 MDO 75-100 mm 104519 0016 50.50
MDP 4520 20 45 2 MDO 100-120 mm 104519 0020 77.25
MDP 5625 25 56 2 MDO 120-160 mm 104519 0025 98.00
MDP 6830 30 68 2 MDO 160-180 mm 104519 0030 136.753160
-LC

8
• Carbide, coated
PVD grades
PH6920(P10-P35)(M10-M25)(K10-K30)(S10-S30)
PH6930(P20-P40)(M20-M30)(K20-K40)(S20-S40)
PVD-coated (TiAlN), fine grade carbide for universal applications. Good toughness and wear resistance.
PVD-coated (TiAlN) superfine grain carbide for applications under unstable machine conditions at average cutting speeds.
• Note: The recommendation applies to steel, high-alloy steels and heat-resistant steels.
internal: PH6930
external:PH6920
Drilling grades VORTEX DRILL
Grades recommendation for drilling systems
Dc mm2-4 x D 4-6 x D > 6 x D
L7 L6 L7 L6 L7 L6
45-55 1.6 4.0 1.8 4.2 2.0 4.4
55-75 1.8 5.4 2.0 5.6 2.2 5.8
75-100 2.2 6.5 2.5 6.8 2.8 7.1
100-120 2.4 7.7 2.8 8.1 3.2 8.5
120-170 3.2 9.9 3.6 10.3 4.0 10.7
170-180 3.5 12.2 3.9 12.6 4.3 13.0
118º
D
L7
L6
Pilot drill adjustement VORTEX DRILL
c

9
Cutting speeds and feed rates
Output
Coolant recommendation
Bore diameter mm
Driv
e po
wer
P k
W
fn = 0.20 mm/n
fn = 0.10 mm/n
Bore diameter mm
Pres
sure
p b
ar
ISO Materials group Strength/hardnessN/mm2
Material example chemical
Material number
Cutting speed
Vc m/minFeed rates in mm/rev based on the tool diameter in mm
∅ 45-55 ∅ 55-60 ∅ 60-75 ∅ 75-100 ∅ 100-105 ∅ 105-150 ∅ 150-180
P
Machining steel up to 700 9 SMn 28 1.0715 120-180 0.06-0.10 0.07-0.11 0.08-0.12 0.10-0.14 0.14-0.20 0.08-0.12 0.10-0.14Unalloyed structural steel up to 700 St-52 1.0052 120-180 0.06-0.10 0.07-0.11 0.08-0.12 0.10-0.14 0.14-0.20 0.08-0.12 0.10-0.14Structural steel 700-950 Ck45 1.1191 110-170 0.06-0.10 0.07-0.11 0.08-0.12 0.10-0.14 0.12-0.18 0.08-0.12 0.10-0.14Tempering steel 500-950 42 CrMo4 1.7225 110-170 0.06-0.10 0.07-0.11 0.08-0.12 0.10-0.14 0.12-0.18 0.08-0.12 0.10-0.14Cast steel up to 950 GS 40 1.0416 100-160 0.06-0.10 0.07-0.11 0.08-0.12 0.10-0.14 0.14-0.20 0.08-0.12 0.10-0.14Case-hardened steel up to 1200 16 MnCr 5 1.7131 90-130 0.05-0.07 0.05-0.07 0.06-0.08 0.06-0.10 0.09-0.13 0.06-0.08 0.06-0.10Tempering steel 950-1300 43CrMo4 1.3563 90-130 0.05-0.07 0.05-0.07 0.06-0.08 0.06-0.10 0.09-0.13 0.06-0.08 0.06-0.10Nitriding steel 950-1300 31CrMoV9 1.8519 60-100 0.05-0.07 0.05-0.07 0.06-0.08 0.06-0.10 0.09-0.13 0.06-0.08 0.06-0.10Tool steel 950-1400 X 38 CrMoV 5 1 1.2343 60-100 0.05-0.07 0.05-0.07 0.06-0.08 0.06-0.10 0.09-0.13 0.06-0.08 0.06-0.10
MStainless steel, ferr./marten. 500-950 X10 Cr13 1.4006 60-110 0.04-0.07 0.04-0.11 0.06-0.12 0.08-0.14 0.10-0.18 0.06-0.12 0.08-0.14Stainless steel, austenitic 500-950 X5 CrNi 18 10 1.4301 60-110 0.04-0.07 0.04-0.11 0.06-0.12 0.08-0.14 0.10-0.18 0.06-0.12 0.08-0.14Duplex 700-950 X2 CrNiMoN 22-5-3 1.4462 50-100 0.04-0.07 0.04-0.11 0.06-0.12 0.08-0.14 0.10-0.18 0.06-0.12 0.08-0.14
K
Grey cast iron up to 260 HB GG 25 0.6025 120-180 0.07-0.13 0.07-0.15 0.08-0.16 0.10-0.18 0.12-0.22 0.08-0.16 0.10-0.18Alloyed grey cast iron up to 310 HB GGL-NiCr 35 2 0.6678 120-180 0.07-0.13 0.07-0.15 0.08-0.16 0.10-0.18 0.12-0.22 0.08-0.16 0.10-0.18Ductile iron up to 280 HB GGG 60 0.7060 100-180 0.04-0.13 0.07-0.15 0.08-0.16 0.10-0.25 0.12-0.26 0.08-0.16 0.10-0.25Malleable cast iron up to 280 HB GTS 55 0.8155 100-170 0.04-0.13 0.07-0.15 0.08-0.16 0.10-0.25 0.12-0.26 0.08-0.16 0.10-0.25
N
Al. alloys, long-chipping up to 500 AlMg 3 3.3535 180-280 0.04-0.06 0.07-0.12 0.08-0.13 0.09-0.15 0.12-0.20 0.08-0.13 0.09-0.15Al. alloys, short-chipping up to 500 G-AlSi 12 3.2581 180-280 0.04-0.06 0.07-0.12 0.08-0.13 0.09-0.15 0.12-0.20 0.08-0.13 0.09-0.15Copper alloy (bronze), long-chipping up to 1200 CuSn4 2.1016 180-280 0.04-0.06 0.07-0.12 0.08-0.13 0.09-0.15 0.12-0.20 0.08-0.13 0.09-0.15Copper alloy (bronze), short-chipping up to 850 CuNi12Zn24 2.0730 150-270 0.04-0.06 0.07-0.12 0.08-0.13 0.09-0.15 0.12-0.20 0.08-0.13 0.09-0.15Copper alloy (brass), long-chipping up to 600 Cu ZN 20 2.0250 150-270 0.04-0.06 0.07-0.12 0.08-0.13 0.09-0.15 0.12-0.20 0.08-0.13 0.09-0.15Copper alloy (brass), short-chipping up to 600 Cu Zn 39 Pb 3 2.0381 150-270 0.04-0.06 0.07-0.12 0.08-0.13 0.09-0.15 0.12-0.20 0.08-0.13 0.09-0.15
30
20
10
0 40 60 80 100 120 140 160
10
9
8
7
6
5
4
3
2
1
0 25 50 75 100 125 150 175
Minimum
Recommendation
Cutting data recommendations VORTEX DRILL• Please adjust these guideline values according to clamping operation and machine set-up.
• This diagram is based on machining experience of steels with a hardness of 200-250 HB and a cutting speed of 100 m/min.

10
Incorrect Correct Description
No spot drilling is necessary on flat surfaces. For centring holes, the centring drill bit must be smaller than the pilot drill bit.
Boring into an inclined surface is possible up to an 8° incline. Boring through an inclined surface is possible up to a 4° incline. For greater inclines, the incline and/or uneven surface must be face milled in advance.
VORTEX drill bits are not recommended for drilling. Use Integrex drill bits for large diameters. Use solid carbide drill bits for small diameters. The solid carbide drill bit is centred using the centring hole of the pilot drill bit.
VORTEX drill bits are not recommended.Note: material residues are generated when boring through-holes. With a fixed drill bit and rotating workpiece, the centrifugal force can cause these material residues to fly out uncontrolled from the chuck. Use enclosed machines and wear adequate occupational safety equipment.
Machining notes VORTEX DRILL
✔✘
✔✘
✔✘
✔✘

11
Problem Correction
Pilot drill cracking
Use on lathes:• Check tool centring, realign machine if necessary• Check and/or improve workpiece and tool clamping
Insert cracking
• Use tougher model• Reduce feed by 20 %• Check and/or improve workpiece and tool clamping
Excessive pilot drill wear
• Use coated pilot drill bit• Increase pressure and flow of coolant• Reduce speed by 20 %• Choose a more wear-resistant model
Sub-optimal chip breaking
• Increase cutting speed by 20 % and reduce feed by 20 %
Sub-optimal chip removal, poor drill hole quality
• Increase pressure and volume of coolant for better chip removal• Increase speed by up to 20 %
• Note: when drilling through-holes, a disc is created when the drill bit is pulled-out. With a fixed drill bit and rotating workpiece, these can be forced out. Protect the operator and personnel with adequate occupational safety equipment. When the drill bit is pulled-out of the material, a small recess is created as the pilot drill bit is no longer in the cut.
Trouble shooting VORTEX DRILL

12
RIGHT ACROSS WE MANAGE THAT FOR YOU
WITHINEUROPE.
24-HOUR DELIVERY THROUGHOUT EUROPE
THAT’S POWER TO PRODUCE
24 HOURS:
A BRAND OF SARTORIUS WERKZEUGE

13
XPET-MP XPET-LNXPET-LPXPET-HF
LOW CUTTING FORCES
APPLICATION NOTES
13 μmLINEPRO 20090
15 μmLINEPRO 20190
20 μmLINEPRO 20290
Strengthened cutting edges allow
high feed rates
Wiper geometry for improved surfaces
Facing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
Profiling
LINEPRO 20090
HIGH-PERFORMANCE MILLING CUTTERS

14
HIGH-PERFORMANCE MILLING CUTTERS
DESIGN FEATURES
Nickel-plated carrier tool
Greater stability and service life
Stronger milling shanks and large chip
spaces
Larger chip space and
use-related chip breaker
Excellent chip removal
Coolant supply(from shank ≥ Ø10 mm)
Indexable cutting inserts
PVD-coated Carbide metal
18º
Large rake anglemax. +18º
Low cutting forces
Facing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
ProfilingFacing PlungingShouldering Slotting Slanted Shoulder & Chamfer
HelicalInterpolation
Copying Side milling Ramp down Plunging &Recessing
Profiling
LINEPRO 20190

15
• For milling inserts XP.. 0602 • Easy cutting action due to the positive installation position of the indexable insert• Tools deliver smooth milling performance• Internal coolant supply
End milling cutter 90° LINEPRO 20090
D1
LL1
ap
D
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Dmm
D1mm
L1mm
Lmm
Z Suitable indexable inserts
Tightening torque max.N·m
Art.no. €
10 10 16 55 2 XP..0602.. 0.3 260239 1010 152.00 133.50
10 10 25 100 2 XP..0602.. 0.3 260239 0010 146.50 128.50
12 12 17 80 2 XP..0602.. 0.3 260239 0013 178.00 156.50
12 12 30 120 3 XP..0602.. 0.3 260239 0012 152.00 133.50
16 16 20 90 3 XP..0602.. 0.3 260239 0016 183.25 161.00
16 16 20 90 4 XP..0602.. 0.3 260239 1016 214.75 188.00
17 16 35 90 5 XP..0602.. 0.3 260239 0017 246.00 215.00
21 20 35 90 5 XP..0602.. 0.3 260239 0021 251.00 220.002174
• For milling inserts XP.. 0602 • Easy cutting action due to the positive installation position of the indexable insert• Tools deliver smooth milling performance• Internal coolant supply
Screw-in milling cutter 90° LINEPRO 20090
D
apL
MD
D1
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Dmm
D1mm
Lmm
MD Z Suitable indexable inserts
Tightening torque max.N·m
Art.no. €
10 9.8 20 M6 2 XP..0602.. 0.3 260240 0010 141.50 124.50
11 9.8 20 M6 2 XP..0602.. 0.3 260240 0011 146.50 128.50
12 9.8 20 M6 3 XP..0602.. 0.3 260240 0012 152.00 133.50
13 9.8 20 M6 3 XP..0602.. 0.3 260240 1012 152.00 133.50
16 13.0 25 M8 4 XP..0602.. 0.3 260240 0016 157.25 138.00
17 13.0 25 M8 4 XP..0602.. 0.3 260240 0017 157.25 138.00
20 18.0 30 M10 5 XP..0602.. 0.3 260240 0020 194.00 170.00
25 21.0 30 M12 7 XP..0602.. 0.3 260240 0025 251.00 220.00
32 29.0 35 M16 8 XP..0602.. 0.3 260240 0032 308.75 270.002174

16
Milling inserts XPET 0602.. LINEPRO 20090
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO PH 7920 PH 7930
ISO PSteel Vc = 160-250 Vc = 140-230
ISO MStainless steel Vc = 70-220
ISO KCast iron Vc = 120-350 Vc = 100-260
ISO SSuperalloy Vc = 35-65
Vc = [m/min] fz = [mm/Z] ap = [mm]
fz = 0.05-0.07
ap = 1.0-4.0
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. €ISO designation
XPET 060204 PDER-LP PH 7920 10 285276 0150 12.75 10.80
PH 7930 10 285276 0151 12.75 10.80
XPET 060208 PDER-LP PH 7920 10 285276 0250 12.75 10.80
FR
S
I
PH 7930 10 285276 0251 12.75 10.80
XPET 060216 PDER-LP PH 7920 10 285276 0450 12.75 10.80
PH 7930 10 285276 0451 12.75 10.80
2170
XPET-LP milling inserts
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. €ISO designation
XPET 060210 ZER-HF PH 7920 10 285276 0350 12.75 10.80
PH 7930 10 285276 0351 12.75 10.80
FR
S
2170
XPET high feed inserts
ISO PH 7920 PH 7930
ISO PSteel Vc = 160-250 Vc = 140-230
ISO MStainless steel Vc = 120-180
ISO KCast iron Vc = 160-250 Vc = 120-350
ISO SSuperalloy Vc = 35-65
Vc = [m/min] fz = [mm/Z] ap = [mm]
fz = 0.40-0.80
ap = max. 0.3

17
• For milling inserts XP..1003• Easy cutting action due to the positive installation position of the indexable insert• Tools deliver smooth milling performance• Internal coolant supply
End milling cutter 90° LINEPRO 20190
D1
LL1
ap
D
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Dmm
D1mm
L1mm
Lmm
Z Suitable indexable inserts
Tightening torque max.N·m
Art.no. €
16 16 32 85 2 XP..1003.. 1.2 260241 0016 167.50 147.00
16 16 70 150 2 XP..1003.. 1.2 260241 1016 178.00 156.50
17 16 36 150 2 XP..1003.. 1.2 260241 0017 199.00 175.00
20 20 28 90 3 XP..1003.. 1.2 260241 0020 178.00 156.50
20 20 70 150 3 XP..1003.. 1.2 260241 1020 188.25 165.50
22 20 70 150 3 XP..1003.. 1.2 260241 0022 220.00 193.50
25 25 30 95 4 XP..1003.. 1.2 260241 0025 256.75 225.00
25 25 80 180 4 XP..1003.. 1.2 260241 1025 266.75 230.00
27 25 80 150 4 XP..1003.. 1.2 260241 0027 272.00 239.002174
• For milling inserts XP..1003• Easy cutting action due to the positive installation position of the
indexable insert• Tools deliver smooth milling performance• Internal coolant supply
Screw-in milling cutter 90° LINEPRO 20190 D
ap
L
MD
D1
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Dmm
D1mm
Lmm
MD Z Suitable indexable inserts
Tightening torque max.N·m
Art.no. €
16 14 25 M8 2 XP..1003.. 1.2 260242 0016 157.25 138.00
20 18 30 M10 3 XP..1003.. 1.2 260242 0020 194.00 170.50
25 21 35 M12 4 XP..1003.. 1.2 260242 0025 209.25 184.00
32 29 35 M16 5 XP..1003.. 1.2 260242 0032 235.75 205.002174
• For milling inserts XP..1003• Easy cutting action due to the positive installation position of the indexable insert• Tools deliver smooth milling performance• Internal coolant supply
Milling cutter 90° LINEPRO 20190
D
ap
D5D1
L
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
Dmm
Lmm
D5mm
D1mm
Z Suitable indexable inserts
Tightening torque max.N·m
Art.no. €
40 40 36 16 6 XP..1003.. 1.2 260243 0040 282.75 245.00
50 40 42 22 7 XP..1003.. 1.2 260243 0050 319.50 280.00
63 40 52 22 8 XP..1003.. 1.2 260243 0063 350.50 305.002174
18
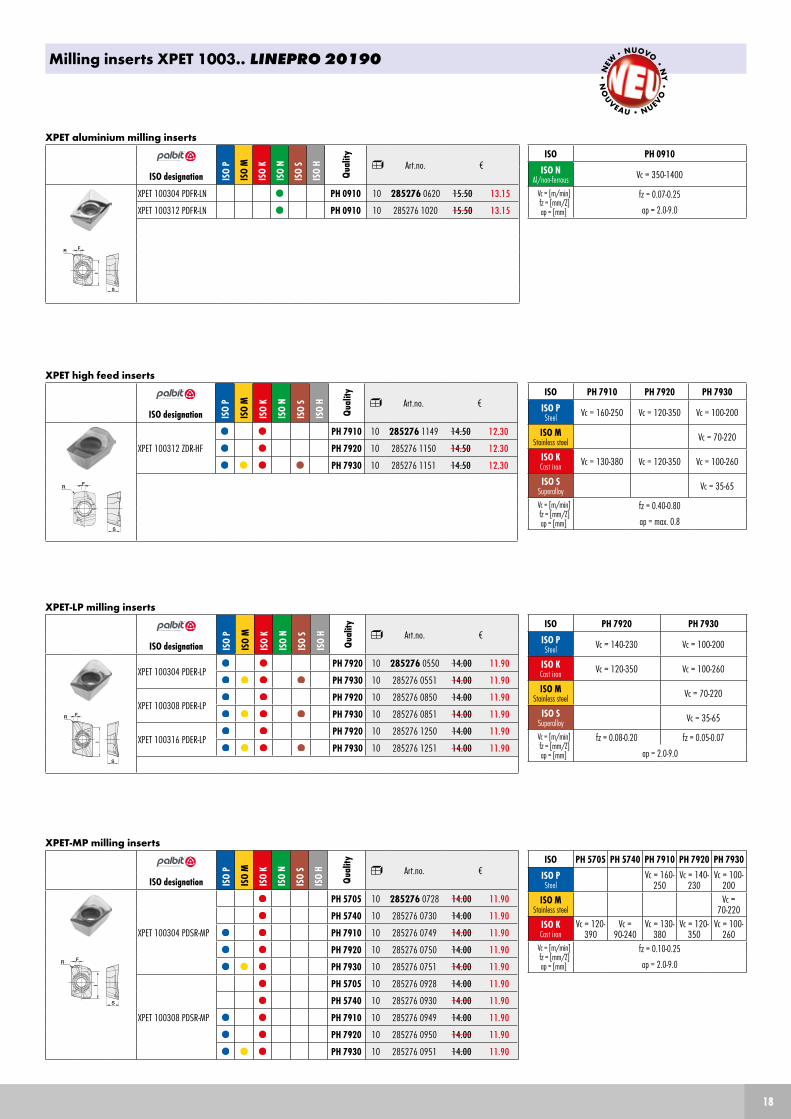
Milling inserts XPET 1003.. LINEPRO 20190
•
NEW
• NUOVO • NY
NO
U
VEAU • N UEVO
•
ISO PH 0910
ISO NAl/non-ferrous Vc = 350-1400
Vc = [m/min] fz = [mm/Z] ap = [mm]
fz = 0.07-0.25
ap = 2.0-9.0
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. €ISO designation
XPET 100304 PDFR-LN PH 0910 10 285276 0620 15.50 13.15
XPET 100312 PDFR-LN PH 0910 10 285276 1020 15.50 13.15
FR
S
I
2171
XPET aluminium milling inserts
ISO PH 7910 PH 7920 PH 7930
ISO PSteel Vc = 160-250 Vc = 120-350 Vc = 100-200
ISO MStainless steel Vc = 70-220
ISO KCast iron Vc = 130-380 Vc = 120-350 Vc = 100-260
ISO SSuperalloy Vc = 35-65
Vc = [m/min] fz = [mm/Z] ap = [mm]
fz = 0.40-0.80
ap = max. 0.8
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. €ISO designation
XPET 100312 ZDR-HF
PH 7910 10 285276 1149 14.50 12.30
PH 7920 10 285276 1150 14.50 12.30
PH 7930 10 285276 1151 14.50 12.30
FR
S
2170
XPET high feed inserts
ISO PH 7920 PH 7930
ISO PSteel Vc = 140-230 Vc = 100-200
ISO KCast iron Vc = 120-350 Vc = 100-260
ISO MStainless steel Vc = 70-220
ISO SSuperalloy Vc = 35-65
Vc = [m/min] fz = [mm/Z] ap = [mm]
fz = 0.08-0.20 fz = 0.05-0.07
ap = 2.0-9.0
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. €ISO designation
XPET 100304 PDER-LP PH 7920 10 285276 0550 14.00 11.90
PH 7930 10 285276 0551 14.00 11.90
XPET 100308 PDER-LP PH 7920 10 285276 0850 14.00 11.90
FR
S
l
PH 7930 10 285276 0851 14.00 11.90
XPET 100316 PDER-LP PH 7920 10 285276 1250 14.00 11.90
PH 7930 10 285276 1251 14.00 11.90
2170
XPET-LP milling inserts
ISO PH 5705 PH 5740 PH 7910 PH 7920 PH 7930
ISO PSteel Vc = 160-
250Vc = 140-
230Vc = 100-
200ISO M
Stainless steel Vc = 70-220
ISO KCast iron
Vc = 120-390
Vc = 90-240
Vc = 130-380
Vc = 120-350
Vc = 100-260
Vc = [m/min] fz = [mm/Z] ap = [mm]
fz = 0.10-0.25
ap = 2.0-9.0
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. €ISO designation
XPET 100304 PDSR-MP
PH 5705 10 285276 0728 14.00 11.90
PH 5740 10 285276 0730 14.00 11.90
PH 7910 10 285276 0749 14.00 11.90
FR
S
I
PH 7920 10 285276 0750 14.00 11.90
PH 7930 10 285276 0751 14.00 11.90
XPET 100308 PDSR-MP
PH 5705 10 285276 0928 14.00 11.90
PH 5740 10 285276 0930 14.00 11.90
PH 7910 10 285276 0949 14.00 11.90
PH 7920 10 285276 0950 14.00 11.90
PH 7930 10 285276 0951 14.00 11.902170
XPET-MP milling inserts

19
CVD-aluminium oxide coating Al2O3
The smooth surface (high-strength aluminium oxide coating) prevents
material weld build-up.
Final coating TiN
The golden TiN coating allows easier detection of wear.
Adhesion layer Ti (C, N)
Wear-resistant TiCN (titanium carbide)
coating with columnar structure
SUBSTRATE
The carbide substrate combines high strength
and toughness.
TECHNICAL FEATURES
NEW MEDIUM TEMPERATURE CVD COATING WITH AL2O
3+TIN
THE MT-TICN ADHESION LAYER IS HARD AND WEAR-RESISTANT
THE GOLDEN TIN COATING ALLOWS EASY DETECTION OF WEAR
HIGH THERMAL RESISTANCE FOR LONG SERVICE LIFE
PHG115 / PHG125TURNING INSERTS

20
Application • External and internal turning • Roughing to finishing • Wet and dry machining
PHG125 • First choice for steel turning applications • Continuous to interrupted cutting
PHG115 • Continuous to slightly interrupted cutting • High cutting speeds • Long machining times• Hard materials
GRADES
SUITABLE FOR HIGH TO MEDIUM CUTTING SPEEDS IN STEEL AND CAST IRON
FIRST CHOICE FOR MOST STEEL TURNING OPERATIONS, ROUGHING TO FINISHING, CONTINUOUS AND INTERRUPTED CUTS
HIGH WEAR RESISTANCE AND LONG SERVICE LIFE
Continuouscut
P15+Vc
-Vc
P25
P35
Slightly interrupted
cut
Significantly interrupted
cut
P
PHG125
PHG115
Turning ISO

21
ISO Turning inserts CCMT
• 80° rhombic, positive 7°
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO PHG 115 PHG 125
ISO PSteel Vc = 110-270 Vc = 100-240
ISO KCast iron Vc = 110-270 Vc = 100-240
Vc = [m/min] f = [mm/rev] ap = [mm]
f = 0.08-0.60
ap = 0.20-3.60
F finishing
M medium
R roughing
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. € – – ISO designation
CCMT 060208-MP PHG 125 10 333501 0165 7.40 5.55
CCMT 09T304-MP PHG 115 10 333501 0264 7.40 5.55
PHG 125 10 333501 0265 7.40 5.55Finishing
0,12
24° 8°
CCMT 09T308-MP PHG 115 10 333501 0364 7.40 5.55
PHG 125 10 333501 0365 7.40 5.55
CCMT 120404-MP PHG 115 10 333501 0464 9.20 6.90
PHG 125 10 333501 0465 9.20 6.90
CCMT 120408-MP PHG 115 10 333501 0564 9.20 6.90
PHG 125 10 333501 0565 9.20 6.903148
Chip breaker MP
ISO Turning inserts CNMG
• 80° rhombic, negative 0°
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO PHG 115 PHG 125
ISO PSteel Vc = 110-270 Vc = 100-240
ISO KCast iron Vc = 110-270 Vc = 100-240
Vc = [m/min] f = [mm/rev] ap = [mm]
f = 0.10-0.65
ap = 0.40-5.50
F finishing
M medium
R roughing
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. € – ISO designation
CNMG 120404-PM PHG 115 10 333607 0164 8.20 6.15
PHG 125 10 333607 0165 8.20 6.15
CNMG 120408-PM PHG 115 10 333607 0264 8.20 6.15
Medium machining
15° 7°
0,25
PHG 125 10 333607 0265 8.20 6.15
CNMG 120412-PM PHG 115 10 333607 0364 8.20 6.15
PHG 125 10 333607 0365 8.20 6.15
CNMG 120416-PM PHG 115 10 333607 0464 8.20 6.15
PHG 125 10 333607 0465 8.20 6.153148
Chip breaker PM
ISO Turning inserts DCMT
• 55° rhombic, positive 7°
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO PHG 115 PHG 125
ISO PSteel Vc = 110-270 Vc = 100-240
ISO KCast iron Vc = 110-270 Vc = 100-240
Vc = [m/min] f = [mm/rev] ap = [mm]
f = 0.06-0.60
ap = 0.20-3.00
F finishing
M medium
R roughing
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. € – – ISO designation
DCMT 070208-MP PHG 115 10 333566 0164 7.40 5.55
DCMT 11T304-MP PHG 115 10 333566 0264 7.40 5.55
PHG 125 10 333566 0265 7.40 5.55Finishing
0,12
24° 8°
DCMT 11T308-MP PHG 115 10 333566 0364 7.40 5.55
PHG 125 10 333566 0365 7.40 5.55
DCMT 11T312-MP PHG 115 10 333566 0464 7.40 5.55
PHG 125 10 333566 0465 7.40 5.553148
Chip breaker MP

22
ISO Turning inserts DNMG
• 55° rhombic, negative 0°
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO PHG 115 PHG 125
ISO PSteel Vc = 110-270 Vc = 100-240
ISO KCast iron Vc = 110-270 Vc = 100-240
Vc = [m/min] f = [mm/rev] ap = [mm]
f = 0.10-0.60
ap = 0.40-7.00
F finishing
M medium
R roughing
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. € – ISO designation
DNMG 150404-PM PHG 115 10 333621 0164 11.75 8.80
PHG 125 10 333621 0165 11.75 8.80
DNMG 150408-PM PHG 115 10 333621 0264 11.75 8.80
Medium machining
15° 7°
0,25
PHG 125 10 333621 0265 11.75 8.80
DNMG 150412-PM PHG 115 10 333621 0364 11.75 8.80
PHG 125 10 333621 0365 11.75 8.80
DNMG 150416-PM PHG 115 10 333621 0464 11.75 8.80
PHG 125 10 333621 0465 11.75 8.80
DNMG 150604-PM PHG 115 10 333621 0564 12.25 9.10
PHG 125 10 333621 0565 12.25 9.10
DNMG 150608-PM PHG 115 10 333621 0664 12.25 9.10
PHG 125 10 333621 0665 12.25 9.10
DNMG 150612-PM PHG 115 10 333621 0764 12.25 9.10
PHG 125 10 333621 0765 12.25 9.103148
Chip breaker PM
ISO Turning inserts WNMG
• 80° trigonometric, negative 0°
• N
EW • NUOVO • N
Y
NO
U
VEAU • N UEVO
•
ISO PHG 115 PHG 125
ISO PSteel Vc = 110-270 Vc = 100-240
ISO KCast iron Vc = 110-270 Vc = 100-240
Vc = [m/min] f = [mm/rev] ap = [mm]
f = 0.10-0.65
ap = 0.50-4.50
F finishing
M medium
R roughing
ISO
P
ISO
M
ISO
K
ISO
N
ISO
S
ISO
H
Qua
lity
Art.no. € – ISO designation
WNMG 080404-PM PHG 115 10 333672 0164 9.45 7.00
PHG 125 10 333672 0165 9.45 7.00
WNMG 080408-PM PHG 115 10 333672 0264 9.45 7.00
Medium machining
15° 7°
0,25
PHG 125 10 333672 0265 9.45 7.00
WNMG 080412-PM PHG 115 10 333672 0364 9.45 7.00
PHG 125 10 333672 0365 9.45 7.00
WNMG 080416-PM PHG 115 10 333672 0464 9.45 7.00
PHG 125 10 333672 0465 9.45 7.003148
Chip breaker PM

0199
00....
4/1
9
A BRAND OF SARTORIUS WERKZEUGE