PowerPoint PresentationAE-NA-Interiors Group
Black Belt: Juan Delgadillo
Sigma Trac ID # 200705184129
MAKE VISOR – Reduce Scrap on 483N due to Vanity Gap
Project Schedule
Validation: 05/28/08 05/28/08 05/15/08
Instructions for updating blue title bar
Edit the slide master by selecting View>Master>Slide Master
from the PowerPoint toolbar.
Highlight the area of white-on-white text and right click to change
the font to black.
Edit the project’s title (process stated in verb-noun format) and
the Sigma Trac number.
Highlight the new text and right-click to change the font back to
white.
Click Close to save.
Define
Identify what’s important to the customer. Define the scope.
1
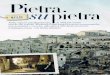
YP= Vanity Lid Angle
Project Statement: Due to vanity Lid Gap we have 3.9% of vanity
assembly rejections and 5.5% of Visor assembly rejections.
Project Objective: Eliminate the scrap due to Vanity Gap
defect.
GAP
*
Determine what to measure (Y) and validate the measurement
system.
2
Measure
# Matched: All appraisers' assessments agree with the known
standard.
The measurement System consist in evaluate visually if there is a
Gap between the Vanity Cover & Frame.
YB= Scrap by month ($)
Process in statistical control.
Avg From Aug’07 to Feb’08: $18 K usd
Acceptable Measurement System
Data from the 3rd Party Containment
*
3
Measure
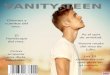
YP= Vanity Lid Angle
Before
Analyze
4
X1 and X2 were within specifications as molded parts. But the Angle
of the inner cover (X2) change by 4 degrees after the Welder
machine process.
Measurement Data Before and After Welder Process
B
E
F
O
R
E
B
E
F
O
R
E
A
F
T
E
R
A
F
T
E
R
Analyze
4
YP
N Mean StDev SE Mean
A 8 30.650 0.555 0.20
A (after Branson) 8 26.450 0.453 0.16
Difference = mu (A) - mu (A (after Branson))
Estimate for difference: 4.200
95% CI for difference: (3.653, 4.747)
T-Test of difference = 0 (vs not =): T-Value = 16.59 P-Value =
0.000 DF = 13
Two-Sample T-Test and CI: A (before Branson), A (after
Branson)
Two-sample T for A (before Branson) vs A (after Branson)
N Mean StDev SE Mean
A (before Branson) 8 30.650 0.555 0.20
A (after Branson) 8 26.450 0.453 0.16
Difference = mu (A (before Branson)) - mu (A (after Branson))
Estimate for difference: 4.200
95% CI for difference: (3.653, 4.747)
T-Test of difference = 0 (vs not =): T-Value = 16.59 P-Value =
0.000 DF = 13
10.unknown
11.unknown
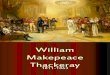
X3 Welder Nest
At the Welder Machine
The nest is bending the inner cover hinge angle, due to excessive
pressure.
This profile was milled 2 mm to release the pressure on the vanity
cover hinge.
X3 Was modified but we still having gap rejections.
Analyze
4
YP
X1
X2
X3
4
Analyze
5
X4
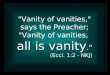
DOE for vanity Lid Angle
Objective: Increase the Vanity Lid Angle to eliminate the Vanity
Gap
Output Measure: Vanity Lid Angle (Degrees)
Specifications
Amplitude 55 – 65 Wave length
*
Analyze
5
X4
Amplitude
Term Effect Coef SE Coef T P
Constant 30.128 0.1311 229.73 0.000
Pressure 0.192 0.096 0.1311 0.73 0.485
Weld Time 0.121 0.061 0.1311 0.46 0.656
Amplitude -2.154 -1.077 0.1311 -8.21 0.000
Pressure*Weld Time -0.194 -0.097 0.1311 -0.74 0.481
Pressure*Amplitude -0.408 -0.204 0.1311 -1.56 0.158
Weld Time*Amplitude -0.059 -0.030 0.1311 -0.23 0.826
Pressure*Weld Time*Amplitude -0.073 -0.037 0.1311 -0.28 0.786
S = 0.524577 PRESS = 8.80578
DOE at Welder Machine
Improve
Determine solutions (ways to counteract causes) including operating
levels and tolerances.
6
The regression equation is
Welder Machine Parameters
AMPLITUDE PARAMETER TOLERANCES
*
*
Improve
Install solutions and provide statistical evidence that the
solutions work.
7
Improve
Two-Sample T-Test and CI: Before, After
Two-sample T for Before vs After
N Mean StDev SE Mean
Before 20 26.25 1.04 0.23
After 30 31.553 0.431 0.079
Difference = mu (Before) - mu (After)
Estimate for difference: -5.306
95% CI for difference: (-5.815, -4.796)
T-Test of difference = 0 (vs not =): T-Value = -21.55 P-Value =
0.000 DF = 23
15.unknown
Control
8
Control
9
Before
Vanity Lid Angle











![Fisica Capitulo 12 Serway 20 Problemas by Maic[1]](https://img.pdfslide.net/doc/110x75/557201884979599169a1cbfe/fisica-capitulo-12-serway-20-problemas-by-maic1.jpg)