Embed Size (px)
Citation preview

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 1/8
114 Proceedings of The South African Sugar Technologists' Association-March 1965
DALTON-SOUTH AFRICA'S FIRST MILLING DIFFUSION
SUGAR FACTORY
By W. R. BUCK
Introduction
Objection may be taken in some quarters to thistitle and therefore the a utho r hastens to qualify it bypointing out that such title refers strictly to the firstnew sugar factory in South Africa, basically designedto operate the milling-diffusion process. In otherwords, it is not an existing factory t o which a diffuserhas been added to handle part of the throughput, orfor experimental purposes.
General
The history of cane diffusion in Natal has been m ost
ably covered in the current (December 1964) issue ofThe Condenser, the annual house magazine of TheTon gaa t Sugar Com pany. Therefore, it will be assumedthat members of the Association have already readthis extremely interesting acco unt.
Mention is made of the Raabe continuous diffusersupplied by Dun can Stewart for Tinley Man or factoryin 1927. The writer was able t6 g le in a few details ofthis installation when visiting Duncan Stewart's worksmany years ago.
The diffuser was of the cylindrical variety, dividedinto 22 equal chambers, the whole being inclined at4" to the horizontal. ,Th e prepared cane entered a tthe lower en'd, meeting the draft water introduced at
the other, higher end. Each compartment wall con-sisted of slotted brass screens which held the canesufficiently long enough for the juice to penetratethrough . Jt was then wiped off by the wipingarms carried o n a central shaft and deposited into thesucceeding compartment and so on. There were nofewer than 604 "lifting arms", arranged spirally,"comb-arms" and "wiper arms" in the diffuser, whichwas directly adapted from the ten R aabe units builtand supplied to five beet sugar factories in Britain.One was still operating there quite recently. For thatpurpose they were quite satisfactory, but working withcane the apparatus did not receive a fair chance dueto poor cane preparation a nd local prejudice and also
other difficulties and the project was abandoned. Thediffuser, of no mean size, 11 ft. diameter by 84 ft.long, ended its days as scrap.
This was unfortunate and little more or effectiveefforts were made until that South African championof cane diffusion, Mr. R. Saville commenced hisexperiments many years ago, culminating in the forth-coming installation of an immersion type diffuser athis Entumeni factory. It will be extremely interestingto compare the performance of both the Dalton andthe Entumeni installations once they are each workingnormally.
Location of Factory
The new factory is being erected at Dalton in themidlands of Natal, some 85 miles from D urban and35 miles from Pietermaritzburg and will be operated
by a co-operative concern. of which most of the mem -bers are either cane or wattle farmers, or both. Th us,it will become South Africa's second co-operativesugar factory and like Umfolozi, does not undertakethe growing of cane for its own account.
Siting of Plant
The plant is unique in that it is believed to be thefirst sugar factory-cum-wattle extract plant. It adjoinsthe company's wattle extract factory and the terms ofreference for its establishment stipulated that themaximum use be made of the existing wattle extractplant and machinery, where this was suitable.
In practice, it was decided very early in th e projec tthat it was no t a proposition to utilise the autoclaves- orresponding to batch type diffuser cells- f thewattle plant, nor its evapo rators and "finishers" orvacuum pans. Apart from handling difficulties, theircapacity was small, so that further extraction plant,mills or milling-diffusion would have been necessaryanyhow, in order to operate the factory at an econo-mical crushing rate.
However, the factory water tube boilers and powerhouse have been utilised, with suitable additions andalthough certain other adjuncts will serve both manu-facturing purposes, the milling-diffusion house and
the boiling house are completely new buildings.Despite this, the part dual nature of the factory has
resulted in the overall estimate of capital cost for thewhole project not exceeding R2$ million. No second-hand plant is installed with the exception of the twodewatering mills following the diffuser, described later.
Simultaneous operation of both plants is not en-visaged at present, since most of the wattle extractproduction season lies conveniently outside of thenormal cane crushing season.
Description of Factory and Process
Provision has been made in the yard, sidings and
cane gantry layouts for receipt of cane by road andrail. All buildings and equipment have been sized ordesigned, so that the throughput can be readilydoubled from the initial crushing rate of 60 tch to 120tch. For example, the cane gantry is 205 ft. long by80 ft. span and is equipped with a 10 ton cane grabcrane, which outfit is easily capable of handling thecane from b oth ro ad a nd rail vehicles in order to unlo adand store sufficient cane to ensure a n eventual through -put of abo ut 3,000 tons per 24 hours, with the additionof a Hilo unloading carrier.
Cane will be unloaded by grab on to a cross carrieror feeder of 20 ft. width by 40 ft. length, dischargingdirectly into the 72 in. main cane carrier, which is
128 ft. long (centres).The cane carrier follows modern practice in that
no p art of it is accommodated in any insanitary unde r-

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 2/8
?J::Cbb
C L AR I F I E R
MO O TO F\LTCR
IFlLD PRESS WATER
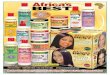
FIG. I. FLOW DIAGRAM - MI LLI NG DIFFUSION PLANT.,

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 3/8
I16 Proceedings of Tlie Soutli African Sugar Technologists' Association-Marc11 1965
ground pit. These pits invariably become flooded atsome stage apart from other objections to them. Wh erepossible pits have been avoided throu gho ut the factoryas being sources of inversion due to flooding andfermentation of the trash which always finds its wayinto them.
Similarly, every effort has been m ade w here possible,to avoid the underground installation of pipes, cablesand other services.
There are two sets of cane knives, each close-pitched,the first being driven by a 275 h.p. motor.
The second knives are driven by a 350 h.p. motor.The knives are included in the diffuser supply so thatcane preparation conforms to the makers' strict re-quirements.
Th e carrier feeds directly to the first or preparationmill, turbo-d riven of 72 in. by 36 in. size, no shredderbeing employed.
The prototype of the diffuser installed, operated
successfully on high tonnages in Egypt for three com-plete seasons, produc ing excellent results and with theminimum of down time due to breakdow ns or proces-sing difficulties. There, over 60% of the juice wasexpressed by this first mill but, the nature of Natalcane varying so much from that of Egypt, it may wellbe that this figure will not be much over 50%.Accordingly and as a prudent measure, it was decidedto extend the diffuser by adding two compartmentsso that there are now nine.
Diffuser
The basic construction and operation of this unitare clearly illustrated in the diagram, Fig. 1.
Th e overall length of the diffuser is 93 ft. 6 in. It is7 ft. 3 in. in width and 19 ft. 9 in. high.
The length of the complete milling diffusion plantfrom cane carrier tail shaft to centre line of bagasseconveyor below the second dewatering mill is 305 ft.6 in., which necessitated a mill house of 275 ft. inlength. This was unavoidable because, due to thelimitations of the site, the mill house width could notexceed 60 ft. so that the diffuser could not be locatedparallel to the mills.
The initial quantity of juice removed by the firstmill is not treated in the diffuser, but is pumped tothe juice scales in the normal manner, via a heatexchanger. It is the remainder of the juice content ofthe cane which is subject to extraction by milling-diffusion or "coffee-pot extraction" to qu ote the termmost aptly applied in the article referred to, "Diffu-sion", in The Condenser, December, 1964.
Reference to Fig. 1 makes the action within thediffuser quite clear. The diffusion time is about 24minutes, but the retention time of the cane within thediffuser is about 40 minutes on average. The draftwater- orresponding to the imbibition water of thenormal milling tandem- mounts to 25 0% on fibreon an assumed basis of 1 4% fibre content on cane (or35 % on cane).
Critics of cane diffusion often aver that the am ountof dra ft water employed is excessive, involving heavysteam consumption at the evaporators. It is difficult
to appreciate this common criticism because, in thehome of the diffusion process, the beet sug ar industry,the average draft water can hardly be described asexcessive, although it was generally higher than ourcorresponding imbibition rates.
To refute this constantly repeated criticism, it ispertinent to point o ut that in Natal, as in many othersugar producing countries, i.e. Australia, the imbibi-tion water % fibre in cane, is often considerably higherthan the am oun t of draft water % fibre, applied in themilling-diffusion process under review. For example,the Na tal average imbibition rate, % fibre in can e was258, for the season 196314, one factory averaging372%. To date, week ended 23rd January, 1965, theaverage is 255%, the highest figure being 371% with-out, it may be said, undue use of additional fuelbecause of the increased amount of water to beevaporated from the juice. Therefore, the allegedexcessive use of water by the cane diffusion processcan be dismissed as having no foundation in fact, atleast, in those p rocesses in successful use a t the presenttime.
All the calculations, including the heat balancesproduced, used a presumed average fibre content ofcane of 14 %. Although it is known tha t much of thecane grown in this area contains somewhat more fibre,it was considered prudent to use this figure, particu-larly as no regular analyses of fibre content of canefrom the Dalton area are carried out, or need be bythe factories at present handling this cane.
Hence, employing this figure, the amount of mixedjuice to the scale will be 132,000 lb./hr. at 60 tch,
equivalent to only 110% on cane weight.The design and construction of the diffuser are
relatively simple and are not based upon that of somecontem porary sugar beet diffuser. It is clearly brough tout in Fig. 1. Mild steel is used entirely for the bodyof the diffuser and for the screens, there being nonecessity to employ stainless steel or brass, unlikesome contemporary designs.
The screens are perforated with conical holes of amean diameter of 9 mm. These screens do not becomeclogged in use and chokeless pumps are used through -out.
Various guarantees are embodied in the diffusersupply contract, involving penalties for their non-fulfilment. Subject to certain contingencies, the extrac-tion will be such that not more than 1.8% sucrosewill remain in the residual bagasse, which may varyfrom 50% to 53% moisture content, depending uponfibre content and milling-diffusion performance.
There is every reasonable expectation of achievingthe 1.8% (or less) sucrose in bagasse and, under theconditions of sale of sugar and purchase of cane inthis country, any increase in extraction which can beobtained over and above the present average %sucrose in bagasse for Natal, is of direct financialadvantage to the miller.
Particularly is this advantage attractive if it can beattained by avoiding the tremendous expense entailed

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 4/8
Proceeclings of The South African Sugar Technologists' Association-March 1965 117
nowadays in the purchase of a milling tandem comprising, at least, a shredder and six mills. True, onefactory in Natal does manage to obtain a very credit-able extraction of 95.2%, and only 1.9% sucrose inbagasse. However, this target is only achieved by anexpensive installation, all requiring some 4,750 totalh.p. in the form of steam turbines for the drives aided
by the application of 371% on fibre imbibition water.There are instances of other factories achieving
over 94% extraction. some of which also burn addi-tional fuel, which of course could be purely coinci-dental.
Many other factories find that they are burningadditional fuel in order to justify high imbibitionwater and extraction rates and obviously, in many ofthese cases a balance must be struck, a point arrivedat where it is no longer justifiable to obtain a fewdecimal points of extra extraction at the cost of anadditional fuel bill and no surplus bagasse on handfor emergencies.
This fact was realised long ago in Cuba and theWest Indies generally, where there was no cheap coalavailable and the price of fuel oil (other than inTrinidad) soared to R18 per ton shortly after the lastwar, so that although scores of factories employed ashredder and seven mills, none attempted to improveextraction by various means to the extent that theywere compelled to burn additional fuel to justify thisachievement. Consequently, their extraction rarelyexceeds 94% with average sucrose at 6.29 % bagasse(Cuba excepted), see B.W.I.S. Association, 1963164season.
The diffuser manufac turers carried ou t experiments
with a tower type diffuser at one of the Caroni Ltd.(Tate & Lyle Group) factories in Trinidad in recentyears, in order to improve upon this position, but theresults were not encouraging. Caroni, having spent agood deal of money on abortive batch-type diffusionsystems in the past were not deterred, but there is norecord of any recent development there. However, themethod of milling-diffusion to be employed at Daltonhas already been well proved elsewhere and is beinginstalled with every confidence in its performance.
The unit is arranged to commence operations bybeing fed with cane a t 60 tch. Subsequently, it can bereadily increased to the optimum rate of 120 tch andit is of interest as to how this is achieved. Within the
diffuser proper, the conveyor chains are speeded up,the thick blanket of bagasse naturally increases indepth and quantity and the amount of juice circulatedby the pumps (see Fig. 1) is correspondingly increased.
This is attained by em ploying a diffuser, eventuallycapable of the desired 120 tch. It is not possible todesign this type of diffuser for 60 tch fixed capacityand subsequently to double this figure to 120 tch,without installing a second such diffuser. Hence anefficient compromise was evolved whereby, althoughthe diffuser has th e final size and capacity for 120 tch,it arrives on the site equipped to han dle 75 + ch andcommencing- ith no disadvantage- t 60 tch.
Steady feed is of the utmost importance so that thewhole cane feeding and milling-diffusion stations arecontrolled from one platform using remote controls.
Carrier speed and the speed of the diffuser are con-trolled by fluid drive torque converter.
The chokeless juice circulating pumps are fitted withimpellers sized for their initial duty and these can bereplaced by larger ones as the need arises, in twostages, if necessary.
Regarding the juice and recirculation heaters, thesuppliers' proposal was that th e optimum size heatersbe installed with certain of the tubes removed or
blanked off, fo r th e earlier stages. This suggestion wasfirmly resisted and the heaters will be replaced orduplicated as necessary.
The cane is rather coarsely prepared, or wouldappear to be so to most of us, accustomed as we areto finely shredded cane. However, because of the closepitched cane knives, very few long pieces of caneappear to pass the first mill.
After the initial juice extraction at th e first mill, thecane is carried along horizontally in the form of acontinuous thick mat, averaging 5 ft. deep at 60 tch,
over the perforated steel screens previously mentioned.Each of the nine compartmen ts is so screened, with
juice collecting hoppers below. The juice, containinga considerable proportion of fine particles of cane insuspension, is removed by means of chokeless pumpsand passed through the recirculation juice heater.
It is recirculated by being discharged on to the topof the thick mat of bagasse above the chamber priorto that from which it was collected. The recirculatedjuice percolates down through the cane mat again,removing more sucrose on the way, largely by theprocess of lixiviation, but partly and only where thecells of the cane are not ruptured, by true diffusion,
that is by osmosis and dialysis. Although this lastprocess only yields a very small proportion of theavailable sucrose, it is contended that, nevertheless,this proportion is higher than when the cane is sub-jected to shredding in addition to the usual prepa-ration.
The thick mat (it would be considerably thicker at120 tch) is carried slowly through the length of thediffuser by the chain and slat conveyor and it will bereadily seen that the process is both simple andcontinuous.
No elaborate thrower or bagasse extraction deviceis necessary where the bagasse leaves the diffuser,since the lower run of the conveyor chain passes
beneath the diffuser shell where, in its slow passage,it is visible and accessible for inspection and repairor adjustment. One set of chains operated for threeseasons in Egypt with only very minor replacementsand no down time whatsoever due to chain failure orrepair.
A most important part of the process, properlyrealised by the makers, is the function of the twodewatering mills following the diffuser. A drag con-veyor hauls the wet bagasse up to a vertical, deepfeed chute supplying the first dewatering mill. Thesecond such mill is similarly fed.
Various terms a re applied to the waters so expressed."Les eaux de Moulinage" is perhaps the most pic-turesque, as used by M. Naudet in Egypt, where thedewatering mills followed their highly successful batch-

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 5/8
118 Proceedings
process of milling diffusion (now superseded). "Miltwaters", "press-water", "wash-w ater" an d "sweelwater" are amon g other terms employed. Press-wateris perhaps th e most suitable and is the one which weemploy.
Tt may be thought th at undu e importance is,attached
to this press water, since it is only of an average 2"Brix. Although th e next point is debatable, it is thewriter's opinion t hat th e proper use of this press-waterensures that tlie total amount of imbibition water em-ployed is kept within reasonable limits and at no timeappro aches th at used in som e factories already referredto which have conventional milling trains.
This water (representing 65% on cane) is pumpedthrough th e press water heater, thence to a n automaticliming plant and then to a clarifier (approximately20 ft. diameter), of conventional design, at 95 to 97" C.For convenience this clarifier has been located along-side the usual clarifier and not in the milling diffusionhouse. Tts effluent mud will no t exceed 2 % on cane
or 1.2 t/hr. The clarified press-water is returned to thediffuser in front of the point at which part of theimbibition water is added.
The diffusion juice is extracted at the head of thediffuser, passed through the juice heater*and thendirectly 011 to the prepared cane as it enters. This isessentially a scalding treatment and maintains thetemperature of the cane in process at a minimum of70" C. (158°F.). This can hardly render the vicinity ofthe diffuser a "comfort zone" and it may be necessaryto insulate it.
It was mentioned earlier that only part of the im-bibition water enters the diffuser. The remainder is
applied between th e two dewatering mills. Th e design-ers are insistent th at its temperature does not exceed30" C. (86" F.), s o th at it cools th e bagasse to someextent, to prevent slip at the dewatering mills.
The available condensate, being considerably hotterthan this permissible figure is accordingly pumpedthrough a heat exchanger in the quantity required, theheat exchanger being supplied with raw juice from thefirst mill (only). This will result in a heat saving onjuice heating and will produce imbibition water of thedesired temperature.
At this stage, it is not proposed to go into longtechnicalities of the design and operation of thediffusers, but it is hoped that its general features and
opcrating principle are now fairly clear.Instead, it is hoped to produce a paper, comparing
the results and collected data of the operation of boththe Dalton and Entumeni diffusers after they havebeen in use for one season.
Steam Consumption. No steam is injected into thediffuser and no steam jackets are employed. The totalsteam consumption of the diffuser (at 60 tch) is14,700 Ib./hr. of vapour at 4 psig which is suppliedfrom the vapour cell first effect, to the two heatersinvolved.
Final Bagasse. The bagasse is not expected to ex-ceed 52% moisture con ten t and 1.8 "/,sucrose con ten t
when its L.C.V. will be 3,140 btu/lb. The two de-watering mills will require replacement when thethroughput exceeds about 65 tch so that, until this
of Tlze South Afvican Sugar Teclznologists' Associatio~i-March 1965
figure is imminent, two secondhand, turbine-drivenmills of modern design and 30 in. by 60 in. size havebeen purchased, the foundations for which arearranged so that two 36 in. by 72 in. mills can besubsequently readily installed.
Steam raising plant. It was only necessary to add
one w/t boiler to the existing range. The new unit is60,000 lb./hr. mcr, the steam conditions being 250psig at 538" F. A de-aerator and feed water treatmentplant are included, all in an extension of the existingboiler house. The position of this boiler house largelydetermined the siting of tlie factory buildings, alrea dyreferred to .
Power Plant. A 1,500 kW back pressure turbo -alternator, taking steam at 235 psig and 535" F. hasbeen added, in the existing power station building.Generating voltage is 380 at 3 phase 50 cycles, to suitthe existing power supply, no long runs of cable beinginvolved and no transformers therefore employed.
Arrangements have been made to synchronise thepresent turbo-alternator in case the throughput ofcane increases before a second set can be installed,but normally the load will not exceed 1,100 kW at60 tch crushing rate so that the existing set will notbe required. The back pressure is 10 psig, that beingthe limit of the turbines driving the dewatering mills.It can be readily increased to 15 psig ifdesired, whenthe larger mills and turbines are installed.
Factory Details. Th e process house is located parallelto and alongside the mill house, between it and theexisting wattle extract factory buildings. It is 84 ft.wide by 165 ft. long. 60 ft. of this length comprisesthe clarification and evaporation house which is 70 ft.
high to the eaves, the pan house section accountingfor the other 105 ft. which is 90 ft. high to the eaves.There is one common ground floor level to all sugarfactory buildings.
The buildings are of the normal steel-framed type,sized and designed so that the whole of the processplant can be readily duplicated or expanded in capa-city. Ventilation is assisted by extractor fans in theroofs.
The cladding, both for roofs and walls, if of flutedsheeting. Dalton is in a hail area and it was decidedto dispense with ordinary windows, fitting insteadcontinuous strip translucent sheeting, thus achievingconsiderably more daylight than the legal minimumlaid down. Below this a con tinuou s range of verticallyhinged, louvre type glazing is fitted.
Process. The diffuser juice passes over vibratoryscreens before joining the first mill juice fro m its h eatexchanger, both then being pumped to the usual auto-matic juice scale. Auto mati c liming is employed, usingtemper lime supplied in pockets, in preference to pre-paring it at the factory. Although technically "cold"liming is intended, in practice, the juice leaving thescales will be a t 135"-140" F., i.e. sim ilar t o that insome factories, which lime after the primary heating.
The primary heater uses vapour at 5 psig from thefirst effect exhaust steam being used for the sec ondary
heater, each being of 1,000 sq. ft. h.s. The primaryheater raises the juice temperature from abo ut 145" F.to 205" F.'The secondary to 215" F., while an evapo-

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 6/8
Proceedings of The So~ith fvican Sugar Technologists' Association-March 1965 119
rator pre-heater was found necessary using exhauststeam and heating the juice to 230' F.
Evaporator. This has been redesigned, following thedecision to remelt certain sugars and to produceexport quality final product. Hence the first vessel,which is also a vapour cell is now of 9,000 sq. ft. h.s.
and takes the form of a semi-Kestner vessel. 76,000Ib./hr. exhaust s team will be required an d 66,000 Ib./hr.goes to this vessel, so that 49,500 Ib./hr. vapour canbe bled off to supply pans, diffuser heaters, primaryheater, steaming out, etc.
The other three vessels of the evaporator effect areeach of 3,000 sq. ft. h.s. giving a total of 18,000 sq. ft.1i.s. an evaporation ratio of 0.764 or 76.4%, 5.68Ib./sq. ft. h.s. or 108,000 lb. water pec hou r from141,200 lb. juicelhr. This will result in a syrup of63.7 brix, which figure, for various reasons is con-sidered satisfactory, although 70.0 would be possible.(The Natal average to date is 58.6 and for last season
58.06, the highest being 62.9).Vacu um Filter. An 8 ft. diameter by 16 ft. rotary
vacuum filter is installed with stainless steel screens,etc. Its capacity is sufficient to include the muds fromthe diffuser press-water clarifier. The filter occupiesa 12 ft. high staging in the evaporator and clarifierhouse, sited for ease of mud disposal and subsequentduplication.
Boiling House. The vacuum pans are all at the 60ft. level. Originally, it was hoped to market all sugarproduced as "golden brown" (or equivalent) and twoalternative heat balances with 3-boiling systems wereproduced. Each involved only 3 pans of 900 cu. ft.
capacity. (Subsequently all the factory's productionwas switched to export quality sugar and a new heatbalance and boiling system became necessary withincreased use of vapour bleeding).
The "C" sugar and part of the "B" sugar are tobe remelted, the remainder of the "B" sugar formingseed for the A pans of which there are now two.Hence four pans w ere required an d they are all of 900cu. ft. capacity, somewhat greater than was called for,but unavoidable in that the first three were alreadyunder construction. The pan ratio is 1.75 in order thatall pans can be heated with vapour.
The pans are 12 ft. 6 in. in diameter by 23 ft. highand w elded construction. Hydraulically operated dis-charge valves and electrically operated, rotatorymassecuite discharge gutters, with selective push-button control for the respective crystallisers, areinstalled.
The crystallisers, numbering 10 in the first instance,ar e all of the familiar "U" type, of 900 cu. ft. capacity.Five are air-cooled, five are water-cooled, all locatedat the 30 ft. level.
The centrifugal station, immediately below, con-sists of five 42 in. by 30 in. semi-automatic machinesfor the A and B massecuites, selective as to speed of1,000 or 1,500 r.p.m. an d op2 rating at 25 cycles perhour. All of the factory's commercial sugar outputemanates from the "A" machines only.
Fo r the "C" machines continuous centrifugals willbe employed, arranged for double-curing, with the
foreworkers located over the afterworkers, if the sizeof the machine pzrmits.
Massecuite quan tities ar e expected to average:A 319.5cu. ft . /hr . Total515cu. ft . /hr .B 123.8 cu. ft./hr. or 8.6 cu. ft./tchC 71.8 cu. ft./hr.1nd 12,363 cu. ft.124 hrs.
Raw sugar will b=,shipped in bulk by rail to theDurban terminal for export.
Economics of the Milling-Diffusion Process
If due to a series of adverse circumstances the ex-traction and sucrose % bagasse of an installation ofthis type were not superior to those of a normalmilling train, those results would still be achieved atconsiderably less capital cost.
For example the diffusion unit described, includingimported ca ne preparation, mills, clarifier, heaters andall auxiliaries, costs abo ut R646,700 delivered Durban .This total includes for 3 new 36 by 72 in. mills alsoimported. Obviously, the total could be somewhat less
if most of these items were of local manufacture.A 36 in. by 72 in. milling tandem, comprising 6
mills, shredder, all turbine driven, gearing and allaccessories is quoted at R760,OOO Dur ba n an d mostof it is locally manufactured. The saving here isR113,300, using the most conservative figures.
However; with the saving thus achieved and theextra profits accruing from successful milling-diffusion,it has been calculated th at an efficient factory wouldbe able to write off the cost of the diffuser in aboutthree years.
In addition, installation costs are considerably lessas are the differences in maintenance costs and the
value of the stock of spare parts required to be keptis less than for the mills and shredder, which thediffuser replaces.
Steam Consumption. The three mills will require anaverage of 22,000 Ib./hr. live steam and the diffuser,14,700 Ib./hr. of vapour, total, including radiationlosses, of 36,700 lb./hr. The maker's informationregarding the same size milling train of 6 m ills an d ashredder, crushing the same tons fibrelhr. is 52,000Ib./hr. live steam .
There is also a sizeable saving in weight. The millingtrain referred to weighs 732 tons complete, whereasthe co rrespo nding m illing-diffusion installation weighs542 tons complete.
Power required. The diffuser requires only a fractionof the power consumed to drive two or three mills.
Conclusions
It c annot yet be said tha t milling-diffusion hasreached its p:ak of pxf ectio n an d undo ubted ly therewill be startling innovations and improvements t o thetypx of plant employed. It also has to be provedconclusively that the percolation type of diffuser issu px ior to the immersion type (or vice versa).
On the other hand it cannot be denied that therehave been no major or significant changes and ad-vances in mill design and construction over the last
twenty years or so. Moreover, the most superiorextraction figures are those achieved by milling tan-dems, consisting of a shredder and six mills, or quite

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 7/8
120 Proceedings o f The Soirtlz African Sugar Technologists' Association-Marc11 1965
often seven mills. They are expensive to purchase,instal and maintain and are heavy power consumers.Yet, in a seven mill tandem, four of the intermediatemills only achieve dilution- poor return on thecapital invested surely?
An obvious conclusion is that diffusers can efficient-
ly replace two, three or even four mills in some cases,in a cheaper, more efficient and profitable ma nner th anthe conventional milling tandem.
Tremendous interest has been aroused by the factthat two full-sized milling-diffusion plants are beinginstalled in our country, one of the companies con-cerned having sufficient confidence to design andbuild their factories around a diffusion plant - s itwere.
The experience obtained by the diffuser suppliersover three seasons has a great deal to do with thisimportant decision. It was obviously no coincidencewhich led them to investigatc and to obtain the licencefor the process perfected there.
Batch typ e diffusion had been successfully practisedthere, in large factories for many years - refinementwas employed following the extraction of the juice,whereby it was limed, rccirculated under the Naudetsystem and clarified within the diffuser cells.
The limed juice, pumped upward through the tallcolumn of bagasse, emerged perfectly bright and clearand required no further treatment other than a finescreening before going direct to the evaporators.
Fo r further information o n this interesting process,there is a full account in the International SugarJournal, 1950, pages 369-370 and 397-399.
Although very rewarding, the process was messy
and entailed far too much labour, apart from thecomplexity of valves and piping, so that considerableresearch was undertaken in the attempt to perfect asimple but efficient continuous process.
This has culminated in the type of diffuser selectedfor Dalton.
Th e road is obviously open not only for comparisonof the results of both installations here, but forresearch and improvement.
Th e ultimate goal should be, I suggest, a continuou sdiffuser wherein the liming and clarification of thejuice can be carried out, as it was in the batch typediffuser employed in Egypt.
It is known that others are engaged upon this typeof research and, in this country, we surely have thebrains and experience to make a substantial contri-bution to this research, which could easily result ina diffusion process capable of revolutionising theentire cane sugar industry.
Acknowledgments
The author wishes to thank the Board and Mana-ging Director of Union Co-operative Bark and SugarCo. Ltd. for permission to print this paper.
References
J. P. N . B. and D. G . C., Diffusion- Coffee Pot" Extraction"The Condenser" published by The Tongaat Sugar Co.
Ltd., Decemb e~1964.Buck, W. R., "The Sugar Industry in Egypt" see The Inter-national Sugar Journal, 1950, pp. 369-370, 397-399.
Dr. Douwes Dekker (in the chair): South Africa islucky in that in a year's time we shall have two fac-tories with milling diffusion plants, each of a different
type.
Diffusion is a process attracting much attention allover the world.
Mr. G . H. Walsh: 1n his paper Mr. Buck mentionedthat the Dalton plant was unique in that it was be-lieved to be the first sugar factory-cum-wattle extractplant. In fact, this is not the case, as for some yearsthe Rhodesia Wattle Co. Ltd., in their Umtali factory,have been producing sugar by slicing the cane in aconventional wattle bark chopper, then using batchdiffusion in a gro up of six autoclaves and evaporatingthe juice and boiling the syrup in their normal wattleextract evaporator and finishers. Admittedly this isonly a very small plant but it is a sugar factory-cum-wattle extract plant and is using its basic equipmentfor both duties. During 1965 it will produce about
1,000 tons of sugar in a very short season.Mr. Buck mentioned th at an imm ersion type diffuser
was about to be installed at Entumeni and it occursto me that some comparison between these two plantsmay be of interest.
As regards the cane preparation, Mr. Buck men-tioned tha t at Dal ton the cane would be rather coarselyprepared. It has been suggested that as this plant em-ploys a chain and slat conveyor to drag the thick matof cane across a perforated plate, there is danger ofthe screens blinding whereas in the Entumeni instal-lation the conveyor is in the form of a moving screenso that finer preparation can be tolerated as the fine
particles do not tend to be forced into the perforationsand, in any event, the screens are washed with highpressure jets from the underside on each revolution.
At D alton the cane will be fed directly from th e firstmill by a scraper conveyor into the diffuser which isin line with the three mills, resulting in an enormouslylong mill house. At Entumeni the diffuser is beingaccommodated parallel to the mills in a mill house150 feet long by only 60 feet wide, yet the dimensionsof the Entumeni diffuser are in fact greater than thosegiven by Mr. Buck for the Dalton plant.
It occurs to me that the reason why the Entumeniplant can be accommodated in the minimum of space
is th at the cane is "flumed" from the first mill intothe diffuser using recirculated heated juice t o pipe th ecane from a hopper, into which it is delivered by aconveyor from the mill. This means that the diffusercan be located in any position convenient to the mills,even outside the mill house. The Dalton plant, beingfed directly from a w ide conveyor, would take up muchmore space as cross conveyors and elevators wouldbe required if it is to be located parallel to the mills.This is an impor tant point i n considering relative costsand particularly so in the case where the diffusionsystem is being applied t o an existing milling plant.
It is interesting to note that the juice and caneretention times are much the same for the two plantsalthough the designers of the Entumeni plant haveguaranteed, also subject to penalties, a much higher

8/7/2019 Dalton-south Africa's First Milling Diffusion
http://slidepdf.com/reader/full/dalton-south-africas-first-milling-diffusion 8/8
Proceedings of The So~~tllfrican Sugar Technologists' Association-
extraction equal to a residual sucrose in the bagasseof 1.25 to 1.5 per cent with imbibition water corres-ponding to only 100 per cent mixed juice on cane.
In the Dalton plant I see that imbibition water isbeing applied before the last mill and also into theend of the diffuser which is most interesting. Can Mr.
Buck tell us what proportion of the total imbibitionis applied before the last mill?
One last point 1 would like to mention is that themilling/diffusion system or the pure diffusion systemsare particularly suited to factories which have a largeoutside electrical load for irrigation and/or drainage.Having a considerably lower power consumption andwith less mixed juice on cane, the factory requiresmuch less live steam and a good deal less exhaust sothat considerable excess generating capacity is avail-able from the bagasse by careful selection of backpressure and condensing power plant.
Mr. Buck: I was quite aw are of the wattle-cum-sugar
factory in Rhodesia, I have in fact visited it, but thispaper refers to South Africa only, as its title implies.
Regarding cane preparation, the manufacturers havetried many different methods, even to chopping up thecane like hay. They insist that a coarse form of pre-paration is to be preferred. The experience of threeseasons in Egypt with this type of diffuser showed thatno screen blinding difficulties were encountered.
If the type of diffuser to be used by Entumeni hadbeen purchased for Da lton it would have been possibleto install it alongside the milling train. But only 62feet width was available and also it would have meanta complicated arrangement of carriers so that it was
decided to place it in line with the mills.
The operation of the D alton a nd Entumeni diffusersis fairly similar, but you say that the makers of theEntumeni unit guarantee a lower sucrose figure infinal bagasse for so mewh at less imbibition. The resultsare awaited with interest.
A cautious but firm guarantee has been given forthe Dalton plant, including a penalty clause which I
hope will never have to be invoked.
The reason for applying imbibition water on thecarrier between the dewatering mills is the extremeheat of the bagasse at that point and it is applied for
cooling purposes and to prevent slip at the mills. Itis possible that water will also be applied to twopoints in the diffuser, to two compartments, but thishas not yet been finally decided.
Dr. Douwes Dekker: Dr. Tantawi in Egypt is ada-mant that cane preparation should no t be too fine andhe does not favour a shredder.
But in Hawaii, where a percolation diffuser of cir-cular type is being installed there is special equipmen tfor cane preparation and it is so fine that the pith isnearly completely separated from the fibre.
The one in Hawaii takes less space than either theDalton or Entumeni type.
We do not know to what extent inversion will takeplace. Fro m evidence available, w here lime is used forclarification of the press water and a pH well over 6is maintained in the diffuser, inversion apparently isnegligible.
A diffuser in Tanganyika does not use lime and itis claimed that there is no inversion, but the pH isso much lower that, particularly with acid juices, onewould expect inversion to take place.
The drop in purity between the first expressed juiceof the first mill and the last expressed juice is probablya little less than in a conventional milling tandem.
This also indicates that inversion is possibly smallerthan in the normal mill.
Mr. Saunders: What will be done with excess ba-gasse ?
Mr. Buck: The factory has been designed so thatat least half a ton an hour of bagasse will be surplusand will be used durin g breakdowns and at week-ends.If a huge surplus did accumulate, it would be baledand used during the off-crop in the processing ofwattle.
Mr. Covas: Would not the guarantee figure of 1.8per cent sucrose have been better given in respect ofmill extraction, as 1.8 per cent sucrose in bagasse ismisleading. With cane at 10 per cent sucrose it mightbe acceptable, but at 17 per cent a figure of 2.2 percent would also be acceptable.
Mr. Buck: I agree, but I am not at liberty to givefurther details about the guarantee.
Mr. Dent: The diffusion operation app ears to incor-porate the starch removal process, so that good sugarshould be produced. The temperature is controlled ata minimum of 158" F.
Dr. Douwes Dekker: We have considered the pointbut we will have to wait for an answer until themachine is operating. For starch destruction by en-
zymes the granules must be dissolved, so that tem-peratures should be high enough to accomplish this.
If the temperatures are too high the enzyme is madeinactive.
The granules might even be retained by the bagassein the filtration.