Embed Size (px)
Citation preview

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND
FRAMEWORKS FOR MAINTENANCE OPTIMIZATION
METHODOLOGIES
Deliverable nº: D2.1
EC‐GA Number: 314031Project full title: Development of a Smart
Framework Based on Knowledge to Support Infrastructure Maintenance Decisions in Railway Corridors

Work Package: WP2
Type of document: Deliverable
Date: 19/03/2013
Transport; Grant Agreement No 314031
Partners: SINTEF (NO), LTU (SE), VIAS (ES) & ADIF (ES)
Responsible: SINTEF (NO)
Title:
D2.1. CHARACTERISTICS OF
DIFFERENT APPROACHES TO AND
FRAMEWORKS FOR MAINTENANCE
OPTIMIZATION METHODOLOGIES
Version: 1 Page: 0 / 61
Deliverable D2.1 CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE
OPTIMIZATION METHODOLOGIES
DUE DELIVERY DATE: M4 ACTUAL DELIVERY DATE: M6

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 1
Document History Vers. Issue Date Content and changes Author
0 18/03/2013 First final version Økland et al.
Document Authors
Partners Contributors
SINTEF Technology & Society Andreas Økland, Andreas Seim, Jørn Vatn, Stian Bruaset,
Hanne Marie Gabriel, Siri Bø Halvorsen, Anandasivakumar
Ekambaram
SINTEF Energy Research Thomas Welte, Luis Aleixo, Maria Catrinu‐Renström, Iver
Bakken Sperstad, Arne Petter Brede, Jan Tore Benjaminsen
Luleå University of Technology
(LTU)
Diego Galar, Roberto Villarejo, Carl Anders Johansson, Behzad
Ghodrati
Dissemination level: PU (Public)
Document Approvers Partners Approvers
SINTEF Technology & Society Arnt Gunnar Lium (chapters 1‐5 and case studies 1, 2 and 3)
VIAS Manuel Menéndez
LTU Diego Galar
ADIF Miguel Rodríguez
CARTIF Gregorio Sainz
OSTFALIA Martin Krone
EVOLEO Pedro Ribeiro

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 2
Executive Summary
Maintenance optimization for railway infrastructure needs to account for regulatory issues as
well as a multitude of operational and economic aspects. In transport corridors crossing
national borders, requirements may differ which makes holistic maintenance management
even more challenging. The intention of this deliverable is to ensure that new methodologies
and tools to be developed in OPTIRAIL encompass best practices from other sectors and
industries tailored and adapted to the particular challenges in railway infrastructure.
Practices in maintenance management, ranging from the overall strategy to the actual execution and
documentation of maintenance activities, have been studied in four industries with high‐criticality,
distributed infrastructure. The four case studies are: Electricity Networks (1), Natural Gas Transport
Infrastructure (2), Infrastructure for Water Distribution (3) and Aerospace (4). This report presents
the findings from the studies.
The case studies have been executed in parallel and with a mix of methodologies. State‐of‐the‐art in
the four industries is based on a literature review and communication with maintenance experts
within the respective domains. This is supplemented by a study of actual practices in companies from
each respective industry. Data on actual practices have been obtained through interviews with
maintenance personnel from the companies.
There are many aspects of maintenance that can be the subject of optimization, including decisions
regarding maintenance intervals, balance of corrective and preventive maintenance, grouping of
maintenance activities, and the timing of maintenance and renewal. Academic literature presents a
range of methods for optimization and decision support for maintenance of critical infrastructure,
but so far, these have rarely been adopted by the studied industries.
An assessment matrix has been developed to summarize the findings from the four cases. It presents
a total of 25 common elements related to maintenance identified over the cause of the case studies.
Tools and methods from the studied industries are presented in the assessment matrix to provide
further inspiration for methods to be adopted and applied to railway infrastructure maintenance.
Each identified element has been allocated to one of five themes; Coordination and Information (1),

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 3
RCM – Maintenance Strategy (2), Data (3), Analysis and Methods (4) and Decision support (5). An
initial ranking of the importance of each element has been proposed. The matrix is intended to be
continuously updated throughout the project based on input from the infrastructure administrators
involved in Optirail.
The four industries in the case studies operate under different frameworks regarding rules and
regulations, ownership and responsibility. The purposes of the infrastructure being maintained share
certain common characteristics; a commodity is transported by the infrastructure (albeit with a slight
variation in the aerospace case study). Although the actors in each industry share certain additional
internal features, huge differences within the industries are present. The main factor introducing the
differences is the organization in the sector and the size of the actors. Generally, larger actors in each
industry tend to be closer to the leading edge in maintenance management. This involves the
development of degradation models based on condition monitoring‐data, and the ranking of
alternative maintenance and renewal projects.
The actors in each industry have adapted to the objectives regarded as most important in their case.
The assessment matrix illustrate that although the relative importance of various objectives related
to maintenance differ between the industries, certain objectives are common in all four studied
industries. Among these are costs incurred by investment, personnel and down‐time, and benefits in
the form of increased safety or risk levels (reduced probability of unwanted incident and/or reduced
effect of incidents) and effects on safety of supply. Effects on the environment may be positive or
negative, depending on the projected.
The case partners have adapted to the objectives regarded as most important in their case. For the
objectives with high importance for rail industry actors, methods from industries where the objective
is efficiently dealt with should be adapted to rail industry and incorporated in the Optirail tool(s). The
direct transferability of tools and methods is most relevant from the gas industry. The organization of
the sector share common features with the rail sector, as does the purpose and topology of the
infrastructure. In the sector, cross‐border and cross‐organizational coordination of maintenance
activities are successfully managed by the infrastructure operator. Maintenance must be planned
well in advance (the year prior to execution) in order to be categorized as "planned", and the various
actors in the gas value chain synchronize their maintenance plans in order to keep system down‐time

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 4
to the minimum. The sector also deals efficiently with opportunistic (shadow) maintenance, e.g.
event driven maintenance where preventive maintenance is carried out at opportunity.
Reliability‐Based Maintenance is adopted in various degrees in all four industries. With the exception
of gas (where RCM is integrated in the industry standards), it is mainly the larger companies that
have integrated RCM in their maintenance management. A general trend in all four case studies is
however an increase in the amount of data made available to contribute to efficient maintenance
management. The increase is the result of new technologies resulting in more detailed data on the
condition of the infrastructure, as well as better routines in registering and storing data. The
representatives interviewed in the case studies share the understanding of the potential for more
effective and efficient maintenance based on use of the available data. There still exists, however, a
high degree of manual input and subjective reasoning on the state of the infrastructure and the
prioritization of maintenance and renewal activities.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 5
TABLE OF CONTENTS 1. INTRODUCTION ......................................................................................................................................... 6
1.1 OBJECTIVES ................................................................................................................................................... 6 1.2 DESCRIPTION OF TASK 2.1 AND TASK 2.2 ............................................................................................... 7 1.3 STRUCTURE OF REPORT ................................................................................................................................ 7
2. MAINTENANCE OPTIMIZATION THEORY ..................................................................................................... 8 2.1 INTRODUCTION TO MAINTENANCE OPTIMIZATION .................................................................................... 8
2.1.1 THE BATH TUB CURVE AND THE FAILURE/HAZARD RATE ...................................................................................... 8 2.1.2 PREVENTIVE MAINTENANCE AND RCM ............................................................................................................... 10 2.1.3 RENEWAL AND LIFE CYCLE COST .......................................................................................................................... 11 2.1.4 RELIABILITY MODELLING ...................................................................................................................................... 11 2.1.5 BASIC MAINTENANCE MODELS ............................................................................................................................ 11
2.2 RELIABILITY CENTRED MAINTENANCE ........................................................................................................ 13 2.2.1 CRITICAL ITEM SELECTION ................................................................................................................................... 15 2.2.2 FAILURE MODE, EFFECT AND CRITICALITY ANALYSIS (FMECA) ............................................................................ 15 2.2.3 SCREENING OF MSI FAILURE MODES ................................................................................................................... 17 2.2.4 MAINTENANCE TASK ASSIGNMENT ..................................................................................................................... 17 2.2.5 INTERVAL OPTIMIZATION .................................................................................................................................... 19 2.2.6 GROUPING OF MAINTENANCE ACTIVITIES ........................................................................................................... 19
2.3 OPTIMISATION OF RENEWAL ..................................................................................................................... 19 2.3.1 LCC CALCULATION CONSIDERATIONS .................................................................................................................. 20
2.4 INTERVAL OPTIMIZATION ........................................................................................................................... 22 2.4.1 THE FOUR BASIC SITUATIONS RELATED TO PREVENTIVE MAINTENANCE ........................................................... 22 2.4.2 COST EQUATION FOR OPTIMIZATION .................................................................................................................. 24
2.5 GROUPING OF MAINTENANCE ACTIVITIES ................................................................................................. 26 2.5.1 DIRECT STATIC GROUPING ................................................................................................................................... 27 2.5.2 INDIRECT STATIC GROUPING ............................................................................................................................... 27 2.5.3 DYNAMIC GROUPING ........................................................................................................................................... 28
2.6 SPARE PART OPTIMIZATION ....................................................................................................................... 30 2.7 RAMS DATA ................................................................................................................................................ 31 2.8 RULE BASED VS RISK BASED MAINTENANCE .............................................................................................. 31
3. METHODS ................................................................................................................................................ 33 4. RESULTS .................................................................................................................................................. 35
4.1 SUMMARY OF CASE STUDIES ..................................................................................................................... 35 4.1.1 CASE STUDY 1: ELECTRICITY NETWORKS .............................................................................................................. 35 4.1.2 CASE STUDY 2: GASS TRANSPORT ........................................................................................................................ 38 4.1.3 CASE STUDY 3: WATER INFRASTRUCTURE ........................................................................................................... 40 4.1.4 CASE STUDY 4: AIRPORT MAINTENANCE ............................................................................................................. 42
4.2 ASSESSMENT MATRIX ................................................................................................................................. 44 4.2.1 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO COORDINATION AND INFORMATIONS SHARING .............. 44 4.2.2 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO RCM AND MAINTENENANCE STRATEGY ........................... 47 4.2.3 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO DATA ................................................................................. 49 4.2.4 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO ANALYSIS AND METHODS ................................................. 51 4.2.5 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO DECICION SUPPORT ........................................................... 54
5. CONCLUSION ........................................................................................................................................... 57 6. LIST OF APPENDICES ................................................................................................................................ 59

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 6
1. INTRODUCTION
Maintenance optimization for railway infrastructure needs to account for regulatory issues as
well as a multitude of operational and economic aspects. In transport corridors crossing
national borders, requirements may differ which makes holistic maintenance management
even more challenging.
The intention of this deliverable is to ensure that new methodologies and tools to be
developed in OPTIRAIL encompass best practices from other sectors and industries tailored
and adapted to the particular challenges in railway infrastructure.
This deliverable, D2.1, addresses the characteristics of different approaches and frameworks
for maintenance optimization methodologies and provides an assessment matrix to
summarize their applicability to railway corridor infrastructure.
1.1 OBJECTIVES
The main objectives of WP 2 (Analysis of the transferability of tools) are:
Describe frameworks and methodologies for maintenance optimization used in other
sectors/industries with comparable infrastructures.
Assess applicability of these methods for maintenance optimization for old railway
infrastructure and, specifically, in railway freight corridors.
Synthesize and adapt methods for use in maintenance optimization for railway
infrastructure.
Reformulation and improvement of these approaches based on fuzzy logic for
subsequent computer based implementation.
This deliverable D2.1 deals with the first and second objective of WP2, presenting the results
from Task 2.1 and Task 2.2 in the OPTIRAIL project.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 7
1.2 DESCRIPTION OF TASK 2.1 AND TASK 2.2
Task 2.1 focuses on characterizing the main elements of multi‐objective maintenance
frameworks and methodologies four separate case studies:
Case 1: Electricity distribution case study.
Case 2: Natural Gas subsea transportation system case study.
Case 3: Water distribution infrastructure case study.
Case 4: Aerospace infrastructure case study.
Task 2.2 deals with the applicability of the elements of the methodologies characterized in
Task 2.1. Task 2.2 is summarized in a matrix. A number of maintenance issues are listed for
five different topics: Coordination and information, RCM – Maintenance Strategy, Data,
Analysis and methods, and Decision support. Relevant practices from each case study are
described for each issue. The matrix is designed so that e.g. railway administrators may score
the importance of 1) the different maintenance issues and 2) the particular practices from the
case studies. As such, the matrix can be used for prioritizing in the development work in
OPTIRAIL. Finally, the assessment matrix is intended to be updated and continuously evolving
throughout the project period.
1.3 STRUCTURE OF REPORT
The main section of this report consists of five chapters:
Chapter 1: Introduction
Chapter 2: General maintenance optimization theory – this forms a theoretical background for
the case studies.
Chapter 3: Methods – detailing the methods of the case studies as well as that of developing the
assessment matrix
Chapter 4: Results – consisting of 1) a synthesis of the case studies and 2) the assessment matrix
Chapter 5: Conclusion – summarizing D2.1
Each cases study report is included as an attachment.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 8
2. MAINTENANCE OPTIMIZATION THEORY
This chapter discusses first important aspects of maintenance optimization in general. This involves
interval optimization of component maintenance, optimum time for renewal of systems, spare part
optimization and other aspects of maintenance optimization.
2.1 INTRODUCTION TO MAINTENANCE OPTIMIZATION
With maintenance we understand “the combination of all technical and administrative actions,
including supervision actions, intended to retain an item in, or restore to, a state in which it can
perform a required function”. With maintenance optimization we understand “balancing the cost
and benefit of maintenance”. There are many aspects of maintenance optimization, and some of
these are:
Deciding the amount of preventive maintenance (i.e. choosing maintenance intervals).
Deciding whether to do first line maintenance (on the cite), or depot maintenance.
Choosing the right number of spare parts in stock.
Preparedness with respect to corrective maintenance.
Time of renewal.
Grouping of maintenance activities.
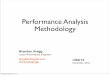
2.1.1 THE BATH TUB CURVE AND THE FAILURE/HAZARD RATE
Most methods and approaches to maintenance analysis involve the concept of hazard rate. Very
often the hazard rate shows a bath tub like behaviour as illustrated in Figure 1. The hazard rate
defines the probability that an item will fail in a small time interval from time t to t + Δt given that
the item has survived up to time t.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 9
FIGURE 1: BATH TUB OR HAZARD RATE FUNCTION
In Figure 1 we have used the word “local time” to emphasize the fact that time is relative to the last
failure (or maintenance point), rather than to the global system time. The bath tub curve indicates
that the number of failures will be reduced if the component is replaced or maintained before we
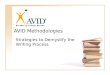
run into the right part of the curve. There exists also another bath tub curve related to the global
system time as shown in FIGURE 2 where we also have illustrated the local bath tub curves.
Local time
Failu
re in
tensit
y/Pe
rform
ance
loss
Local time Local time
Global (system) time
1
23
4
FIGURE 2: GLOBAL SYSTEM TIME
As an example, consider a signalling system with lights, logic’s, relays etc. The local time (time
horizon 1 to 5 years) applies to the light bulbs, the relays etc., whereas the global time (time horizon
30‐60 years) applies when the entire signalling system is considered. Note further that on the y‐axis
the dimension is failure intensity, or performance loss. This reflects that the important issue now is
the number of failures per unit time, or generally loss of performance, independent of what has
happened up to time t.
In FIGURE 2 we have also identified the numbers , , , and , where the following maintenance
situations apply:

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 10
Component maintenance, related to the explicit failure modes of a component. FMEA1 and
RCM2 analysis is relevant. A typical question is “when should we on a preventive basis replace
light bulbs in the signalling system?”
Life extension maintenance. The idea here is to carry out maintenance that prolongs the life
length of the system. A typical example is “rail grinding to extend the life length of rails”.
Maintenance carried out in order to improve performance, but not renewal. A typical example
is “adding ballast to pumping sections to improve track quality and reduce the need for track
adjustment”.
Complete renewal of major components or systems.
2.1.2 PREVENTIVE MAINTENANCE AND RCM
With preventive maintenance (PM) we understand “the maintenance carried out at predetermined
intervals or according to prescribed criteria and intended to reduce the probability of failure or the
degradation of the functioning of an item” (EN 13306). There exist several approaches to determine
a preventive maintenance program. A concept that is becoming more and more popular is the
concept of Reliability Centred Maintenance (RCM). RCM is “a systematic consideration of system
functions, the way functions can fail, and a priority–based consideration of safety and economics
that identifies applicable and effective PM tasks”.
An RCM analysis is usually conducted as a pure qualitative analysis with focus on identifying
appropriate maintenance tasks. However, the RCM methodology does not usually give support for
quantitative assessment in terms of e.g. interval optimization. RCM is further discussed in Chapter 2,
and interval optimization is presented in Chapter 4.
The strength of RCM is its systematic approach to consider all system functions, and set up
appropriate maintenance task for these functions. On the other hand, RCM is not a methodology
that could be used to define a renewal strategy (see in Figure 2). To determine optimal renewal
strategies we will in this course work with Life Cycle Cost modelling (LCC).
1 Failure Mode and Effect Analysis 2 Reliability Centred Maintenance

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 11
2.1.3 RENEWAL AND LIFE CYCLE COST
When the system deteriorates to a certain level, traditional preventive maintenance activities could
not bring the system to a satisfactory state, and renewal of the entire system, or part of the system is
required. However, the cost of renewal is often very large, and we need formalised methods to
determine when to perform renewal. In this course we will present methods for optimum renewal
strategies based on LCC modelling. The following dimensions are included in the LCC model: i) safety
costs, ii) punctuality costs, iii) maintenance & operational costs, iv) cost due to increased residual life
length, and v) project costs. The LCC models apply to , , and in Figure 2. Optimization of
renewal strategies are discussed in Chapter 3.
2.1.4 RELIABILITY MODELLING
Formalized maintenance optimization models rely on system reliability models. These are models
that express the system (reliability) performance as a function of component performance. Further
the component performance is expressed in terms of component reliability models. Some basic
models are:
Reliability block diagram (RBD) and structure functions.
Fault tree analysis (FTA).
Event tree analysis (ETA).
Markov analysis.
Failure Mode and Effect Analysis (FMEA/FMECA).
2.1.5 BASIC MAINTENANCE MODELS
Within maintenance optimization literature it is common to present some basic models such as the
Age Replacement Policy (ARP) model, the Block Replacement Model (BRP) and the Minimal Repair
Policy (MRP). Such models were introduced by Barlow and Hunter (1960) and have later been
generalized in several ways, see e.g. Block et. al. 1988, Aven and Bergman (1986), and Dekker (1992).
There exists also several major (review) articles in this area, e.g. Pierskalla and Voelker (1979), Valdez
Flores and Feldman (1989), Cho and Parlar (1991) and Wang (2002).

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 12
In this presentation we will not discuss these standard models in detail. Our approach aims at
establishing what we denote the “effective failure rate”. This effective failure rate is the failure rate
we would experience if we (preventive) maintain a component at a given level, and mathematically
we let λ = λ(τ), where λ is the effective failure rate, and τ is the maintenance interval. Now there is
two challenges, first we want to establish the relation λ = λ(τ) depending on the (component) failure
model we are working with, then next, we need to specify a cost model to optimize. The cost model
will generally involve system models as fault tree analysis, Markov analysis etc. This enables us to
find the optimum maintenance intervals in a two‐step procedure. Note also that when we use λ =
λ(τ) in the system models we then assume a “constant failure rate” which of course is an
approximation for ageing components. However, if the component is maintained, such an
approximation could be reasonable.
INTRODUCTORY EXAMPLE
Consider a component for which the effective failure rate is given by λ = λE (τ) = τ /100, where τ is
the maintenance interval. Assume that the cost of a component failure is CCM = 10 (corrective
maintenance cost including loss of production during the repair period). Further let CPM = 1 is the cost
per preventive maintenance action carried out at intervals of length τ. The total cost per unit time is
then given by:
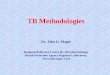
C(τ) = CPM / τ + λE (τ) × CCM = 1 / τ + τ /10 (1)
The interval that mimeses the cost could easily
be found by differentiation, but we could also
graphically plot the cost as a function of the
maintenance interval (τ). The result is shown in
Figure 3, and we see that the optimum
maintenance interval is τ = 3. Very often such a
graphical method is sufficient.
0
0.5
1
1.5
2
0 1 2 3 4 5 6 7 8
PM-CostCM-Cost
Total
FIGURE 3: OPTIMISING MAINTENANCE INTERVAL
The model in equation (1) is reasonable when a simple figure could be established for the preventive
maintenance cost, and one simple figure for the corrective cost. In practice, the cost of a failure is

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 13
more than the corrective maintenance cost. We need to take production losses, punctuality costs,
safety costs etc. into account, and the format of the cost function will be something like:
C(τ) = CPM / τ + λE (τ) × [CCM + production loss + safety cost + material damage + …] (2)
where the situation becomes more challenging since these additional cost categories requires a
much broader understanding of the system configuration in terms of redundancy, buffers and so on.
2.2 RELIABILITY CENTRED MAINTENANCE
Reliability centred maintenance (RCM) is a method for maintenance planning developed within the
aircraft industry and later adapted to several other industries and military branches. A major
advantage of the RCM methodology is a structured, and traceable approach to determine type of
preventive maintenance. This is achieved through an explicit consideration of failure modes and
failure causes. A major challenge in an RCM analysis is to limit the scope of the analysis so that it is
possible to carry out the analysis within the limits of time and budget. Most implementations of RCM
put main focus on the identification of maintenance tasks, but do not carry out explicit optimization
of maintenance intervals. Although RCM cannot be claimed to be an approach for maintenance
optimization, it may form the basis for maintenance optimization. The core of an RCM analysis is the
qualitative structuring of systems, functions and components, and this structuring terminates by the
FMECA analysis and the maintenance task assignment. Typical steps of an RCM analysis is shown in
Figure 4.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 14
Preparations and Data Collection
Functional Analysis
FMECA
System Definition and Breakdown
LowCriticality
MediumCriticality
HighCriticality
Grouping of maintenance tasks
MaintenanceTask
Assignment
No further analysis
Interval optimization
Implementation
FIGURE 4: STEPS OF AN RCM ANALYSIS
In the following we describe some of these steps.
FUNCTIONAL FAILURE ANALYSIS (FFA)
The objectives of the FFA are:
to identify and describe the systems’ required functions,
to describe input interfaces required for the system to operate, and
to identify the ways in which the system might fail to function.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 15
2.2.1 CRITICAL ITEM SELECTION
The objective of this step is to identify the analysis items that are potentially critical with respect to
functional failures identified in the FFA. These analysis items are denoted functional significant items
(FSI). Note that some of the less critical functional failures have been disregarded at this stage of the
analysis. Further, the two failure modes “total loss of function” and “partial loss of function” will
often be affected by the same items (FSIs).
For simple systems the FSIs may be identified without any formal analysis. In many cases it is obvious
which analysis items that have influence on the system functions.
For complex systems with an ample degree of redundancy or with buffers, we may need a formal
approach to identify the functional significant items.
The main reason for performing this task is to screen out items that are more or less irrelevant for
the main system functions, i.e. in order not to waste time and money analysing irrelevant items.
In addition to the FSIs, we should also identify items with high failure rate, high repair costs, low
maintainability, long lead time for spare parts, or items requiring external maintenance personnel.
These analysis items are denoted maintenance cost significant items (MCSI).
The sum of the functional significant items and the maintenance cost significant items are denoted
maintenance significant items (MSI).
In the FMECA, each of the MSIs will be analysed to identify their possible impact upon failure on the
four consequence classes: (S) safety of personnel, (E) environmental impact, (A) production
availability, and (C) economic losses.
2.2.2 FAILURE MODE, EFFECT AND CRITICALITY ANALYSIS (FMECA)
The objective of this step is to identify the dominant failure modes of the MSI identified during the
FFA. In addition to rank the components with respect to their criticality, also basic information will be
revealed during the FMECA which later is used when maintenance intervals are to be optimized. In

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 16
the following we list, and discuss the main fields to be documented in the FMECA. In the discussion
we use the term “item”, whereas the more precise description is maintenance significant item (MSI).
During the FMECA exercise, reliability data is required.
A structuring of the FMECA in terms of predefined failure causes, failure types/characteristics etc.
will often speed up the process, and will also make the assignment of maintenance tasks more
intuitive. Table 1 shows typical failure characteristics to be assigned during the FMECA.
TABLE 1: FAILURE CHARACTERISTICS
Code Description Failure characteristic
OGF Observable, gradual failure progression. It
is possible to detect the failure prior to
failure.
TimeTcrit
Failure
Tmaint
Critical failure progression
Maintenance limit
OFF Observable fast failure progression. The
Point P is the first point in time where it is
possible to reveal an emerging failure.
When the failure progression exceeds a
limiting value, a failure (F) occurs. This
model is often referred to as the PF‐model.
Failu
re p
rogr
essi
on
Time
FailureCritical failure progression
F
PPF-
interval
ADT Aging, defined point of time for an
increasing hazard rate, z(t).
In the Weibull model, we assume an aging
parameter (α) in the order 3 to 4,
AUT Aging, undefined point of time for
increasing hazard rate.
In the Weibull model, we assume an aging
parameter (α) in the order 2.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 17
Code Description Failure characteristic
RF The hazard rate is time independent
(random failures, aging parameter 1). This
is typical for components where a failure is
caused by external shocks, e.g., for some
electrical components.
2.2.3 SCREENING OF MSI FAILURE MODES
Based on the criticality assignment in the FMCA, each failure mode of each maintenance significant
item is grouped into three levels of criticality:
Low criticality
Medium criticality
High criticality
Failure modes of high and medium criticality are undertaken a formal assignment of maintenance
tasks described in Section 2.2.4. Tasks of low criticality are either deliberately assigned a run to
failure strategy, or assigned maintenance tasks as described by the manufacturer.
2.2.4 MAINTENANCE TASK ASSIGNMENT
This phase is the most novel compared to other maintenance planning techniques. A decision logic is
used to guide the analyst through a question–and–answer process. The input to the RCM decision
logic is the dominant failure modes from the FMECA. The main idea is for each dominant failure
mode to decide whether a preventive maintenance task is suitable, or it will be best to let the item
deliberately run to failure and afterwards carry out a corrective maintenance task. There are
generally three reasons for doing a preventive maintenance task:
to prevent a failure
to detect the onset of a failure
to discover a hidden failure
Only the dominant failure modes are subjected to preventive maintenance. To obtain appropriate
maintenance tasks, the failure causes or failure mechanisms should be considered. The idea of

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 18
performing a maintenance task is to prevent a failure mechanism to cause a failure. Hence, the
failure mechanisms behind each of the dominant failure modes should be entered into the RCM
decision logic to decide which of, or combination of, the following basic maintenance tasks that is
(are) applicable:
Continuous on–condition task (CCT)
Scheduled on–condition task (SCT)
Scheduled overhaul (SOH)
Scheduled replacement (SRP)
Scheduled function test (SFT)
Run to failure (RTF)
The RCM decision logic is used to structure the process of identifying relevant maintenance tasks.
The logic is shown in Figure 5, where tasks with a dashed line represent combined tasks.
Does a failure alertingmeasurable indicator
exist?
Is ageing parameter>1?
Is the functionhidden?
Is overhaulfeasible?
Scheduled overhaul(SOH)
Scheduled replacement(SRP)
Scheduled functiontest (SFT)
No
Yes
No
No PM activityfound (RTF)
Yes Is continiousmonitoring feasible?
Scheduled on‐conditiontask (SCT)
Continious on‐conditiontask (CCT)
Does a failure alertingmeasurable indicator exist?
No
Yes Is continiousmonitoringfeasible?
Yes
No
Continious on‐conditiontask (CCT)
Is ageing parameter>1?
Is overhaulfeasible?
Scheduled functiontest (SFT) & Scheduled overhaul
(SOH)
Scheduled functiontest (SFT) & Scheduled replacement
(SRP)
Yes
Yes
No
No
Scheduled functiontest (SFT) & Scheduled on‐
condition task (SCT)
Yes
Increasing rate of «potential» failures?
NoScheduled on‐condition task
(SCT) & Scheduled replacement task (SRP)
No
Yes
No
Yes
FIGURE 5: MAINTENANCE TASK ASSIGNMENT BY USE OF THE RCM DECISION LOGIC

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 19
2.2.5 INTERVAL OPTIMIZATION
For each task, or combination of tasks in in Figure 5 it is required to determine the interval(s) of the
task(s). This step comprises the following steps:
Establishing appropriate model(s) for the failure characteristics involved, e.g., related to
characteristics in Table 1.
Establishing the system models required to establish the objective function to optimize. This
typically involves reliability models like fault tree, reliability block diagram etc.
Minimizing the cost with respect to the maintenance interval. This involves use of numerical
methods.
Interval optimization will be covered in Chapter 2.4.
2.2.6 GROUPING OF MAINTENANCE ACTIVITIES
Grouping of maintenance activities is often based on an idea to execute related tasks with similar
intervals at the same time to save so‐called setup cost. The setup cost is the cost that may be
“shared” between several activities if conducted simultaneously. In many situations no formal
methods are used to form the groups. However, since the optimum interval in the cost equation
depends on the cost of the preventive maintenance, the interval will be influenced by how much set‐
up cost could be saved. The simplest approach for formal grouping is the so‐called direct static
grouping (see Wildeman, 1996). Grouping will be discussed in chapter 2.5.
2.3 OPTIMISATION OF RENEWAL
In this approach the objective is to establish a sound basis for the optimisation of renewal. Since time
between renewals of a system often is in the order of magnitude of decades, it is required to
perform some kind of discounting of future costs. Different “headings” are used for such analysis,
e.g. LCC analysis, Cost/Benefit analysis and NPV (Net Present Value) analysis. In all these situations
the idea is to choose renewal activities in time and space such that costs are minimised in the long
run. The basic situation is that the systems are deteriorating as a function of time and operational
load. This is why the right part of the bath tube curve in FIGURE 2: GLOBAL SYSTEM TIME
is increasing. This deterioration could be transformed into cost functions, and when the costs
become very large it might be beneficial to maintenance or renew the infrastructure. In the following

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 20
we introduce the notation c(t) for the costs as a function of time. In c(t) we include in principal costs
related to i) production/punctuality loss, ii) accident costs, and iii) extra maintenance and operation
cost due to degradation. By a renewal (or execution of a major maintenance project) we typically
reset the function c(t), either to zero, or at least a level significantly below the current value. Thus,
the operating costs will be reduced in the future if we are willing to invest in a maintenance or
renewal project.
Cost
Time
c(t)
Renewal cost
Savings
T
c*(t)
FIGURE 6: COST SAVINGS
Figure 6 shows the savings in operational costs, c(t) ‐ c*(t), if we perform maintenance or renewal at
time T. In addition to the savings in operational costs, we will also often achieve savings due to an
increased “residual life time”.
2.3.1 LCC CALCULATION CONSIDERATIONS
To calculate the various LCC contributions we need to consider three different aspects:
Change in variable costs, c(t).
The effect of extending the life length.
The project costs.
CHANGE IN VARIABLE COSTS
The variable cost contribution from the dimension safety; punctuality and maintenance & operation
could be treated similarly from a methodical point of view. We now let c(t) denote the variable cost if
the project is not executed, and similarly c*(t) if the project is run. See Figure 6 for an illustration. The
LCC contribution from change of e.g., safety, could then be found by:

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 21
[ ] tN
trtctc −
=+×−=Δ ∑ )1()(*)(LCC
0S (3)
where r is the discounting factor, and N is the calculating period which might be infinite, or equal to
the number of years until termination of the activity. Similarly we obtain the change in production
loss/punctuality costs, ΔLCCP and the change in maintenance and operational costs, ΔLCCM&O.
THE EFFECT OF EXTENDING THE LIFE LENGTH.
To motivate for the calculation we show a principal sketch of the need for renewal both if or if not
the proposed project is executed.
Project cost
t = 0 (now)
Renewal cost without the project {RC(t)}
Renewal cost with the project {RC*(t)}
time
Residual lif
e time without project
Residual life time with project
FIGURE 7: RENEWALS IF AND IF NOT THE PROJECT IS EXECUTED
We now let:
{RC(t)} = Portfolio cost of renewals without the project
{RC*(t)} = Portfolio costs of renewals with the project
{T} = Set of renewal times without the project
{T*} = Set of renewal times with the project
The cost contribution related to increased residual life time could now be found by:
RLT{ } { *}
LCC RC( ) (1 ) RC*( ) (1 )t t
t T t T
t r t r− −
∈ ∈
Δ = × + − × +∑ ∑ (4)
THE PROJECT COSTS
The LCC contribution from the project cost, LCCI:, is the net present value of the project cost in the
project period.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 22
TOTAL LCC CONTRIBUTION
The total gain in terms of life cycle costs could then be found by:
ΔLCC = LCCI + ΔLCCS + ΔLCCP + ΔLCCM&O + ΔLCCRLT (5)
And the cost benefit ratio is:
I
RLTMPSLCC
LCCLCCLCCLCCC/B
O& Δ+Δ+Δ+Δ=ρ (6)
Equation (5) may be used to minimize the point of time when it is optimal to execute the project. In
many situations the optimal time has passed due to lack of resources or possibilities for executing
the project. In such cases it might be more appropriate to calculate the cost benefit ratio and use this
ratio as a prioritization criterion for which projects to implement under budget constraints.
2.4 INTERVAL OPTIMIZATION
Within maintenance optimisation literature it is common to present some basic models such as the
Age Replacement Policy (ARP) model, the Block Replacement Model (BRP) and the Minimal Repair
Policy (MRP). Such models were introduced by Barlow and Hunter (1960) and have later been
generalised in several ways, see e.g. Block et. al. 1988, Aven and Bergman (1986), and Dekker (1992).
There exists also several major (review) articles in this area, e.g. Pierskalla and Voelker (1979), Valdez
Flores and Feldman (1989), Cho and Parlar (1991) and Wang (2002). The purpose of the following is
not to present a comprehensive list of models, but rather to present some basic ideas for calculating
the effective failure rate, and set up the cost equation in relation to the failure characteristics
presented in Table 1.
2.4.1 THE FOUR BASIC SITUATIONS RELATED TO PREVENTIVE MAINTENANCE
In OptiRCM there are basically four situations that are treated in the optimization process. These
situations are described in the following.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 23
OBSERVABLE GRADUAL FAILURE PROGRESSION (OGF)
In this situation we assume that it is possible to observe failure progression prior to the final failure
of a component. Consider a pump that is designed to pump 800 litre per minute, and that the pump
system is provided with a flow meter. Further assume that it we required a pump capacity of
minimum 600 litre per minute to ensure full production. A failure is then defined as the point of time
where the capacity of the pump goes below 600 litre per minute. Since we have readings from the
flow meter, it is possible to continuous monitor the failure progression. The situation is illustrated in
the OGF‐row in Table 1.
To prevent unnecessary failures we would replace or overhaul the component at a specific
degradation level. For example when the pump capacity goes below 650 litre per minute we would
overhaul the pump. There are two principal questions related to maintenance in this situation:
What is a reasonable maintenance limit?
How often should we monitor or inspect the system in case of a scheduled on condition task
(SCT)?
The more often we inspect and the lower the maintenance limit is, the lower will the probability of
experience a failure be. However, many inspections and a low maintenance limit will imply a very
high maintenance cost. We will later develop methods for optimising maintenance in this situation.
The failure progression model indicated in the OGF‐row in Table 1 is applicable both for on‐line
(continuous) monitoring and off‐line monitoring (CCT& SCT).
OBSERVABLE “SUDDEN” FAILURE PROGRESSION (PF‐MODEL)
The situation now is similar to the situation in the previous section, but we now assume that the
system could operate for a very long time without any sign of a potential failure, but then at some
point of time a potential failure would be evident as illustrated the OFF‐row in Table 1. Here we have
indicated a “P” for potential failure, i.e., the time where a coming failure is observable. The time
interval from the failure is first observable, and till a failure occurs is very often denoted the PF
interval. We will in the following denote this situation for the “PF” situation because the PF interval
will be central in the understanding of effective maintenance strategies.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 24
NON‐OBSERVABLE FAILURE PROGRESSION (AGING)
Assume we have a situation like those discussed above for observable failure progression, but that
we for some reason could not observe the failure progression. For example in the situation with the
pump we do not have a flow meter available, or consider an item with fatigue, but where we are not
able to monitor a crack due to no available equipment for ultrasonic inspection. Another situation is
wear inside a closed bearing. The situation is illustrated in Figure 8, where we have shown a dashed
line for the failure progression due to the fact that it is not observable.
FIGURE 8: NON‐OBSERVABLE FAILURE PROGRESSION
Since there is ageing phenomenon behind this failure situation, the distribution of the time to failure
will have an increasing failure rate function. An appropriate maintenance action in this situation
would be to replace the component periodically. However, since we are not able to observe failure
progression, the time elapsed since the previous maintenance is the only indicator of a coming
failure. This model corresponds to the ADT and AUT situations in Table 1.
SHOCK
The situation now is similar to the PF interval situation above, but now the PF interval is extremely
short, and there is no possible inspection methods that are able to reveal a potential failure in due
time. In this situation, the time to failure will be approximately exponentially distributed.
2.4.2 COST EQUATION FOR OPTIMIZATION
Above we have presented basic failure characteristics where it is possible to model the relation
between the maintenance effort (maintenance interval and intervention level) and the effective
failure rate and the renewal rate. In order to optimise the maintenance effort, we have to combine
the component performance measures and a system cost model. The system cost model includes

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 25
both a reliability model, and a cost model which is not further discussed here. The maintenance cost
is typically specified by:
CPM Cost per PM activity. A PM activity here is either overhauling, or replacing a component. The
cost figure should include all costs associated with the PM activity.
CI Cost per inspection, i.e. in relation to condition monitoring. If the maintenance limit is
reached, the cost of renewing the component should not be included in CI but specified as
the CPM for this component.
CCM Cost per CM action.
The cost per unit time is now given by:
(7)
where Pe is the conditional probability of a critical event e given component failure, E(Ce) is the
expected cost given that a critical event e occurs, and CE is the set of relevant critical events for the
actual failure mode. λE(τ,l) and rr(τ,l) are the effective failure rate and renewal rate respectively. In
equation (1) we have used τR to denote the maintenance interval in case of periodic overhaul or
replacement, whereas we have used τI to denote the maintenance interval in case of periodic
inspection. We have further used τ without any index in the expression for the effective failure rate,
and the renewal rate. Note that for a condition monitoring activity, τR will usually be infinite (no
scheduled replacement), and for a replacement activity, τI will be infinite.
To find the optimum maintenance interval we could then in principle calculate C(τ) from equation (1)
for various values of the maintenance interval, τ, and then chose the τ‐value that minimises C(τ).
Numerical methods are required.
Note that in the FMEA as part of the RCM procedure, we provide the most essential information to
use for the formal interval optimization. However the following additional information is required for
the optimization:
The cost figures of preventive maintenance, as indicated above
Additional parameters to describe aging models, i.e., PF‐intervals, aging parameter in the
Weibull distribution, and parameters to describe the Markov models.
A more refined value of the barrier probabilities, Pe

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 26
In case of identical redundant items, the voting between the items in terms of a KooN
specification
A common cause factor for dependent failures
Also note that HSE (health, safety and environment) consequences need to be converted economical
values. The conversion principle is to assign the same economic value of a HSE consequence as for
the operational regularity consequence.
2.5 GROUPING OF MAINTENANCE ACTIVITIES
Grouping of maintenance activities is often based on an idea to execute related tasks with similar
intervals at the same time to save so‐called setup cost. The setup cost is the cost that may be
“shared” between several activities if conducted simultaneously. In many situations no formal
methods are used to form the groups. However, since the optimum interval in cost equation (1)
depends on the cost of the preventive maintenance, the interval will be influenced by how much set‐
up cost could be saved. One of the most comprehensive presentations of grouping is the PhD thesis
by Wildeman (1996).
Grouping is often categorized into static and dynamic grouping. In static grouping the activities going
into one group are fixed and will not change during the time horizon considered. This makes this
method easy to implement because it fits into most computerized maintenance management
systems (CMSSs). A major challenge with static grouping is that it is not easy to change the plan and
the groups if the situation changes, e.g., some of the estimates failure rates are updated based on
new statistical evidence, the load on some components change, and/or situations occurs where we
get extra opportunities to conduct maintenance. In the following, we summarize some key feature of
the classical models. In this presentation we stick to a very simple failure model, i.e., represented by
a classical time based replacement model (ADT or AUT in Table 1). In the presentation the following
terms are introduced:
There are altogether n maintenance activities to be carried out
cPi = individual preventive maintenance (PM) cost of activity i (exclusive set‐up cost)
cUi = individual cost upon failure, i.e. corrective maintenance (CM) plus expected system failure
related costs

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 27
S = setup cost, i.e., the part of the PM cost that may be shared if two or more PM activities are
executed simultaneously
λE,i(x) = effective failure rate
2.5.1 DIRECT STATIC GROUPING
In a direct static grouping the maintenance activities are partitioned into m groups. Each group, say
Gj, is a subset of {1,2,..,n}. Further Gj ∩ Gk = Ø, and ∪j Gj = {1,2,..,n}. The activities in each group are
maintained at the same interval, say Tj. Given a partitioning, the total cost per unit time is given by:
C(T) = Σj=1:m {S/Tj + Σi∈ Gj [cPi /Tj + cUi λE,i(Tj )] } (8)
where T = [T1,T2,…,Tm]. Given the partitioning, Gj, j = 1,..,m, it is straight forward to minimize equation
(8). A proposed heuristic to find the overall minimum is:
Find individual maintenance interval τi, i.e., minimize C(τi) = (S+ cPi )/τi + cUi λE,i(τi)
Sort the intervals in increasing order, i.e., τ(1) < τ(2) < …
Look for clusters in the intervals, and let these forms groups G1, G2,…
Given this partitioning, Gj, j = 1,..,m, minimize equation (8). wrt T
GoTo 3 and vary the groups slightly to check if a better solution may be obtained
2.5.2 INDIRECT STATIC GROUPING
In indirect static grouping we assume that there is an occasion for preventive maintenance every T
time units. T is to be determined later on. Each activity is carried out every liT time unit, i.e., every li
maintenance occasion is utilized for activity i. The challenge now is to obtain T and li, i = 1,..,n that
minimizes total cost given by:
C(T,l) = S/T + Σi=1:n [cPi /(liT)+ cUi λE,i(liT )] (9)
The problem to minimize equation (9) is a mixed continuous‐integer programming problem which is
a very difficult problem to solve even with fast computers. A proposed heuristics is:
Choose an initial value of T that corresponds to the smallest individual maintenance interval τi,
i.e., minimizing C(τi) = (S+ cPi )/τi + cUi λE,i(τi)
Choose li ≈ τi /T

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 28
Keep li fixed and minimize equation (9) wrt to T
Vary li slightly and GoTo 3 to check if a better solution may be obtained
2.5.3 DYNAMIC GROUPING
In dynamic grouping the groups are not fixed. The idea is to establish the groups “on the fly” which
will enable us to update the strategy when new information becomes available, e.g., new failure rate
estimates. Further we may reschedule the plan if opportunities arise, e.g., upon a failure there will be
an opportunity for advancing the next planned preventive maintenance. Dynamic grouping also
enable us to take into account that the usage of a component is not fixed. The dynamic grouping is
more intractable from a modelling point of view, and also from an implementation point of view. But
if these problems may be overcome, the cost per unit time is usually lower than for static grouping.
The proposed heuristic goes as follows:
Step 0 ‐ Initialization
Step 1 ‐ Tentative plan
Step 2 ‐ Establish the candidate groups
Step 3 ‐ Optimize execution time for each candidate group, and choose the candidate group with
the lowest cost
Step 4 ‐ Proceed with the next group, and GoTo Step 1
STEP 0 ‐ INITIALIZATION
In the presentation we assume that there is a one to one match between components and activities.
We therefore use the term component maintenance where it would be more correct to use the term
‘activity’. Let Φi(x,k) = (S/k+ cPi )/x + cUi λE,i(x) be the expected cost per unit time associated with
component i when it is maintained together with k‐1 components, where x is the interval length. The
value of x that minimises Φi(x,k), say xi,k* is found for appropriate values of k. Use the most
“reasonable” value of k to obtain the overall average best interval for component i, and denote the
interval by xi*, and the corresponding average cost per unit time is denoted Φi*. Notational we use x
as local time since last maintenance.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 29
STEP 1 ‐ TENTATIVE PLAN
We now use t to denote global time, e.g., calendar time. To make a tentative plan for the coming
maintenance we let ti denote the (global) point of time when component i was last maintained. We
may then find tentative due dates for all components, say ti*, according to the formula ti*= xi* + ti.
STEP 2 ‐ESTABLISH THE CANDIDATE GROUPS
When tentative due dates are found by ti*= xi* + ti, we may sort the ti*’s, say t(i)*. Let now Kk =
{(1),(2),…,(k)} be the set of the first k due activities. The procedure is now to find k that gives the
optimal first group of activities to be executed. As we add more activities to the 1st candidate group
we save set‐up cost. However, there are penalties of shifting each individual point of execution. At
some point these penalties exceeds the savings in set‐up cost. At this point we stop adding more
activities to the 1st candidate group. Note that we also have to stop searching for further candidate
groups if one activity tentatively is repeated twice within the range of the interval for the candidate
group.
STEP 3 ‐OPTIMIZE EXECUTION TIME
For a given candidate group, Kk we find the next execution time, t*, by minimizing the following cost
elements:
Set‐up cost
Component specific preventive maintenance cost
Deterioration cost from now to t
Average maintenance and deterioration cost from t to T = planning horizon
Now, let Mi(x) = cUi λE,i(x) x be the deterioration cost in the period [0,x]. Then we may derive the total
average cost associated with all activities if we execute activities in Kk at time t, and subsequent
activities at their “average optimum” time by:
(10)

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 30
which is minimized by numerical methods with respect to t. The optimal solution is denoted t* and
correspondingly we let ck* be the minimum value. The first candidate group is now found by the k‐
value having the lowest ck*‐value.
STEP 4 ‐ PROCEED WITH THE NEXT GROUP
We now update the clock by we now set the clock: t* → t0, and proceed with to Step 2 until the time
horizon T is reached. Note that we at a given point of time when actually following such a grouping
regime can determine how many subsequent groups to form. We always need to plan the next
group. However the reasons to plan more than one group a head is to see the need for resources.
Since new information might become available, future groups are always subjected to possible
changes.
2.6 SPARE PART OPTIMIZATION
Spare part optimization is challenging from a modelling point of view because we need to base our
models on queue theory, which usually becomes so complex that Monte Carlo simulation methods
are required. In some situations we may derive simple analytical results. First recognize that the cost
equation (1) does not explicitly address spare part issues. The starting point for analysing the impact
of spare parts is to link spare part strategies to the downtimes, i.e., MTTR. A very simple model now
comprises the following steps:
Assess the value of MTTR for two situations, MTTRS equal the MTTR if a spare is available upon a
failure, and MTTRS* if no spare part is available
Identify the relation between the MTTR and E(Ce) in equation (1) for relevant critical events
(typically production related events)
For each level of spare parts considered, SL, calculate the probability that a spare part is
available upon a component failure. If we don’t plan for spare parts, this probability equal 0, but
will increase with the number of spare parts in the stock.
Find the yearly capital cost associated for each level, SL, and then calculate the cost per unit
time, CSL
In the cost equation (1), optimize the maintenance interval for each value of SL, and compare
the minimum value of equation (1) plus CSL in order to find the spare part level that minimizes
the overall cost.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 31
The approach is rather simple compared to those given in the literature where queue theory is
applied to model so‐called backorders explicit. Also note that a complicating factor will be to treat
that there might be different stocks, for example one central stock, one stock at maintenance depot
A, and another stock at maintenance depot B.
2.7 RAMS DATA
Collection and analysis of reliability data is an important element of maintenance management and
continuous improvement. There are several aspects of utilizing experience data and we will in the
following focus on:
Learning from experience. That is, when a problem occurs, the failure and maintenance
databases can be searched for events which are similar to the current problem. If the database is
properly updated, we might then find information about solutions that proved to be efficient,
and also solutions that did not proved to be efficient in the past.
Identification of common problems. By producing “Top ten”‐lists (visualised by Pareto diagrams)
the database can be used to identify common problems. For example which component
contribute most to the total downtime (cost drivers), what are the dominate failure causes etc.
“Top‐ten” lists are used as a basis for deciding where to spend resources for improvements.
A basis for estimation of reliability parameters. Important parameters to use in RAMS analyses
are the Mean Time To Failure (MTTF), ageing parameters, P‐F intervals and repair times.
With respect to maintenance optimization the main use of data will be the basis for parameter
estimation. The standard approach to parameter estimation is the application of the maximum
likelihood principle (MLE). In many situation there is a limit amount of data available, and the use of
Bayesian methods is recommended where both systematic use of expert statements in combination
with use of statistical data is used to assess the reliability parameters of interest.
2.8 RULE BASED VS RISK BASED MAINTENANCE
The main idea behind maintenance optimization is to balance cost of executing maintenance with
the benefit achieved by the maintenance. Due to the random nature of the problem at hand, we

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 32
denote maintenance optimization methods as risk based methods. Historically the maintenance
effort has not been decided by formal optimization methods, but based on experience or judgement
by engineers. Often such non formal approaches to determine the maintenance have been
implemented as a rule based regime, where interval of tasks, and maintenance intervention limits
have been stated as either company internal rules, or even rules stated in national laws and
regulations.
If a rule based regime for maintenance is followed, the rules tend to be “ideal rules” assuming that
sufficient resources for maintenance are available. This is generally a big challenge, since in reality
there are limitations in resources for maintenance, and then the rules are not suitable for prioritizing
available resources.
The strength of risk based methods is their capabilities to also consider extra risk by exceeding
maintenance limits or maintenance intervals, thus giving stronger decision support in case where it is
impossible to follow the “optimal” strategy because it is possible to prioritize among maintenance
tasks.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 33
3. METHODS
The case studies have been executed in parallel and with a mix of methodologies. State‐of‐
the‐art in the four industries is based on a literature review (including scientific journal
articles, industry journals, textbooks, regulations and current applicable standards) and
communication with maintenance experts within the respective domains.
This is supplemented by a study of actual practices in companies from each respective
industry. Data collection in these case companies was conducted by semi‐structured
interviews in cases 2, 3 and 4 (gas, water and aerospace). The interviews have been
conducted with the same interview guide as a basis (se appendix A5). A total of six interviews
have been conducted, two for each case study. The Interviewees received the interview guide
prior to the interviews taking place, to be given the opportunity to search for additional input
to questions not directly linked to their role in the organization. The interviewees were asked
if they would like to receive the case‐study reports for review and validation prior to
submission of the deliverable. The case‐study reports state in which cases the interviewees
reviewed the case‐study report.
No oral interviews were conducted in case 1: Electricity distribution, where the interviews
instead were carried out by e‐mail. Two actors (a distribution network and a transmission
network owner and operator) in the industry were involved in case 1. The questions and the
industry actors' answers are included in the case‐study report.
The assessment matrix was developed based on results from each of the four case studies.
First, we identified areas of particular interest from one or more case studies. These areas
were Coordination and information, RCM – Maintenance Strategy, Data, Analysis and
methods, and Decision support. We then identified a list of more specific issues within each
area where the case studies illustrated interesting practices. For each issue within each area,
we then described relevant practices documented in each of the case studies. The matrix was
designed so that e.g. railway administrators may score the importance of 1) the different
maintenance issues and 2) the particular practices from each case study. The resulting
assessment matrix has been revised by maintenance experts from the domains of the case

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 34
studies as well as maintenance experts with knowledge of railway infrastructure
maintenance. The matrix can be used as a tool in future work in OPTIRAIL, and is intended to
be updated throughout the project period.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 35
4. RESULTS
4.1 SUMMARY OF CASE STUDIES
4.1.1 CASE STUDY 1: ELECTRICITY NETWORKS
Case study 1 describes frameworks and methodologies used in maintenance of electricity networks.
To provide an introduction to readers that are not familiar with the electricity network system, the
system – including its purposes, characteristics and properties – is described in the first two chapters
of the report (Appendix A1).
The purpose of an electricity network is to transport electric energy from the production units to the
end users. The energy should be transported with minimal losses. The end users should be supplied
with continuous power at all time with the required quantity and quality.
The electricity network can basically be divided into transmission and distribution networks: A
transmission network transports electricity over large distances and a distribution network
distributes the electricity further to the end users. This report covers both transmission and
distribution networks. Interconnection networks connecting the electricity networks of different
countries or regions can be viewed as part of the transmission network.
The electricity network system can be characterized by different aspects like voltage level, frequency,
component hierarchy and topology. Interconnection of electricity networks across borders makes the
system vulnerable to blackouts on international scales. This is one reason why cross‐border
coordination and cooperation on operation and maintenance is important. In Europe, network codes
are developed by the European Network of Transmission System Operators for Electricity (ENTSO‐E)
to facilitate such coordination.
The main objectives of maintenance of electricity networks are to ensure reliable, safe and secure
power supply in a cost‐effective manner. Since operation of electricity networks usually is strictly
regulated, rules and regulations play an important role in determining the overall thinking of the
system operation. The RCM (Reliability Centered Maintenance) framework is adapted to some

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 36
degree by larger companies, such as transmission system operators, but not by smaller companies,
such as most of the distribution system operators.
Technical‐economic analyses are often used to identify the most cost‐effective maintenance projects,
but detailed cost‐benefit analyses are made only by the larger system operators. In such analyses,
safety, health, environment and reputation are given high priority in addition to cost‐effectiveness. A
Cost of Energy Not Supplied (CENS) is introduced to quantify the end users’ costs of interruptions of
the electricity supply. A national collection of interruption data is usual in many countries. However,
the use of the data for maintenance purposes is usually limited, because the data is usually not
collected for that purpose, but rather to get an overview over the number of outages and the
disturbances in the system. The academic literature presents many failure and degradation models
and other models (e.g. from the field of artificial intelligence) for failure prediction, lifetime
estimation and maintenance modelling. Such methods are, however, to a very limited extent applied
by the system operators. Multi‐criteria decision analysis (MCDA) has also been investigated for
supporting decision on maintenance and renewal in the electricity network.
For most components found in electricity networks, a large number of different condition monitoring
techniques exists. Condition‐based maintenance is mostly done on the basis of scheduled inspections
with inspection intervals chosen according to the results from an RCM analysis or according to
regulations. Assessments of technical condition often involve a significant element of subjective
evaluation. This report includes a state‐of‐the‐art description of maintenance strategies based on
interviews of the Norwegian transmission system operator (Statnett) and a Norwegian distribution
system operator (TrønderEnergi Nett).
There are analogies between cross‐border electricity transmission networks and the main railway
corridors in Europe, but electricity can much more quickly and easily be rerouted in the case of
maintenance. The cooperation between European transmission system operators may nevertheless
be relevant for European railway corridors. Regulatory aspects and technical‐economic concepts
such as the cost of energy not supplied may also be of relevance.
Many parts of the electricity distribution network are not critical with respect to vulnerability, since
these parts only supply few customers. Nevertheless, these parts must be maintained because the
network operators must provide all end users an adequate supply of electricity. For such network

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 37
parts, it is difficult to carry out cost‐beneficial maintenance. Another important aspect influencing
the maintenance of electricity networks is that the system operators may vary considerably in size:
Only the larger system operators may have the competence needed to apply more advanced
methods for maintenance planning.
RELEVANCE OF CASE FOR RAILWAY INFRASTRUCTURE
The electrical transmission networks can be compared with the main railway corridors in Europe,
whereas the electrical distribution network can be compared with the commuter and local services.
The power frequency of the electrified railway systems can be different in different countries (e.g. 50
Hz and 60 Hz), whereas the frequency in the electricity network is always 50 Hz (even though the
frequency is not synchronized in all countries).
An advantage of electricity networks is (compared with railway) that equipment must not physically
cross borders, but only the electricity itself (i.e. electrons). Since electricity transport is fast, long
distances are not a problem. That means that "rerouting" of electricity over many hundreds of
kilometres is possible without any time delay (e.g. in case of maintenance), as long as enough
network capacity is available and the transport losses are acceptable and can be compensated by
increased production.
Since both the electricity network and the electrified railway network consist of much of the same
type of high‐voltage equipment, experience in maintaining and operating this equipment could be
exchanged, e.g. use of condition monitoring methods. Another area which might be interesting for
the operation of European railway corridors is the cooperation between European transmission
system operators through ENTSO‐E.
Since network operation is subject to much regulation, regulatory aspects and methods (such as Cost
of Energy Not Supplied ‐ CENS) might be of interest for railway as well. In addition, vulnerability is a
very relevant topic in electricity networks. Thus, methods applied in this field might be of interest for
railway.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 38
4.1.2 CASE STUDY 2: GASS TRANSPORT
Gassco's was established in 2001 to manage the Gassled infrastructure transporting gas from the
Norwegian Continental Shelf to European customers. The gas infrastructure is an integrated network,
connected to the producers of natural gas and to the European distribution network. The
infrastructure operated by the company consists of 7 975 kilometres of transmission pipes, 6
processing plants in Norway, 6 receiving terminals and 3 platforms. The case study focuses on
maintenance management and maintenance coordination in the gas value chain.
There are a range of stakeholders in the gas value chain, and regulations from the Norwegian
Government, European Governments and the EU affect the company. The company adapts to the
regulations by adapting to industry practices proposed in the Industry standards, such as NORSOK
and recommended practices.
The maintenance strategy applied is Reliability Centered and risk‐based. Every item (or "tag") in the
system must be allocated a consequence class based on a consequence classification. Development
of maintenance programs for new equipment at the terminals are based on generic methods when
the equipment is considered to be well‐known or similar to equipment already in use. For new
equipment where the GMCs not are applicable, maintenance concepts are developed based on an
FMEA, FMECA or RBI‐analysis, or a combination of them. The maintenance management is supported
by using SAP software, which provides maintenance plans and schedules.
Successful maintenance management and cross‐organizational, cross border coordination of
maintenance activities contribute to the company achieving regularity measure of 99.17 % and
quality measure of 99.99 %. Communication with up‐ and downstream actors, by meetings and
integration of systems is essential to achieve efficient use of the network.
Several elements in the organization of maintenance may inspire or be adapted by the railway
industry. Amongst these are the coordination of maintenance activities and attitude to opportunistic
maintenance and information sharing considered to be most relevant.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 39
RELEVANCE OF CASE STUDY VS RAILWAY INFRASTRUCTURE
There are quite a few obvious parallels between the Gassled gas transport network and the rail
network. Both the gas industry and railways are tightly regulated, both use a distributed
infrastructure and the systems have a common purpose; transport. The two industries also share a
common attitude regarding safety; safety concerns will trump production and delivery of transport
services in case of conflict between the two.
The intention in establishing Gassco was to introduce a neutral party in the management and
development of the transportation network and to manage the allocation of capacity in the system,
much like the idea behind the organization in the railway sector in Europe. Investments in the
infrastructure are not financed by the infrastructure operator, but the operator play a central part in
planning and leading further development of the infrastructure, as well as being responsible for its
condition.
Some basic differences stand out as well though, a case in point being that as long as the agreed
volumes of gas with correct quality is delivered at an exit point from Gassco's receiving terminals the
shippers are satisfied. The same flexibility does not apply to rail infrastructure. In Gassco's case, the
maintenance intensive parts of the infrastructure is concentrated at the various facilities rather then
spread evenly across the network.
The most important finding in the case study (in the case study authors' view) does not deal with the
overall maintenance strategy or tools and models used in the industry. Instead it deals with
coordination of maintenance and transparency in the planning process. There seem to be a well‐
functioning manner of dealing with opportunistic (or shadow) maintenance, e.g. in case of temporary
and un‐planned shutdowns, both upstream and downstream actors are informed early, and are able
to carry out maintenance when the opportunities occur, and hence possibly saving the system from
future shut‐downs. It is not, however, based on formalized guidelines or regulations. This kind of
short term maintenance is possible due to continuously focus on optimization in the network by
closely monitoring and dialog between Gassco and the operators of the production fields and
terminals.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 40
4.1.3 CASE STUDY 3: WATER INFRASTRUCTURE
The purpose of the water infrastructure is to provide safe drinking water at a satisfactory pressure to
the end‐customers. The system is composed of a drinking water source, intake, treatment and
transmission/distribution system. The infrastructure considered in the case study either governed
and owned by private companies, or by local municipalities (and then managed by public utilities),
depending on the country. Focus is on the infrastructure of European countries, and interviews have
been conducted with Swedish and Norwegian water public utilities. This case study focuses on water
transmission and distribution systems from the treatment facilities to the customer.
There is no industry‐wide maintenance strategy that is prevalent in the water industry. There are,
however, some characteristics that are typical for maintenance management of water infrastructure:
Amongst these are focus on safety, security of supply and long term planning of investment and
renewal of the infrastructure.
Traditionally, maintenance management of water infrastructure has been reactive (or corrective).
The water infrastructure is for the most part invisible during operation under normal operating
conditions. New technologies have, however, made it possible to investigate the condition of the
water infrastructure without digging, by the use of inserting 'intelligent' probes in the infrastructure,
or by increased use of censoring. The extent of use of such methods is still limited though, and
failures like leaks or ruptures can still go undiscovered unless the costumers report a problem like
discoloured water or lack of pressure.
It is a general trend in the industry that the companies or public utilities dealing with water supply
gather and store more data concerning the infrastructure, providing better foundation for decision
making in maintenance management. The data includes operational data of incidents (leaks,
ruptures), map data, and pipe properties. Some municipalities are experimenting with model‐ and
data driven maintenance management, although mostly when dealing with prioritizing renewal of
pipe sections with high risk of failure.
RELEVANCE VS RAILWAY INFRASTRUCTURE
Both rail infrastructure and water infrastructure provide transport of a high criticality commodity by
means of a distributed network. The planning horizon for development of the transport systems are

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 41
long, as is the useful life of properly constructed and maintained infrastructure. The investment costs
are considerable in case of renewal of existing, and in constructing new infrastructure. In exchange,
the effective life of the infrastructure may be over 100 years in both cases.
Rail and water infrastructure represent significant value invested over time, and the replacement
value of either is significant. Still, both have suffered from a lag of investment in maintenance for
long periods. This may be caused by the infrastructures being regarded as 'basic' by the public and as
it has been around for such a long time. As the networks develop and grow, so does the need for
maintenance. Yearly expenditure on maintenance may hence gradually increase as a result of (at
least) two factors; aging of the infrastructure and the addition of new sections of the networks. On
the other hand, new techniques being developed contribute to maintenance being more efficient in
both sectors.
Some differences between the two types of infrastructures stand out as well, though. Whereas rail
infrastructures have been nationalized in most European countries, water has in most cases been a
municipal or private issue. The state of the water infrastructure, and the challenges faced in
maintenance management, therefore differ significantly within countries. It further implies that the
cross‐border aspects of OptiRail to a small degree apply to water infrastructure. Another significant
difference is the fact that infrastructure delivering water, under normal circumstances, is to a large
extent invisible to the end‐customers. The transmission and distribution pipes are buried
underground and are hard to access for inspection purposes. The infrastructure may appear to
function well, even in case of significant leaks from the system, given that no contamination enters
the system and no water is visible on the surface.
The development in maintenance management of both rail and water infrastructure is towards more
'intelligent' infrastructure, and data supported maintenance management. The primary findings in
the case study as to where the rail infrastructure domain may learn from water are in the authors'
point of view: The long perspective taken on investment (100 years), deciding the rate of renewal of
the existing infrastructure, and the cross‐European approach to developing tools to support the long
term planning of renewal.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 42
4.1.4 CASE STUDY 4: AIRPORT MAINTENANCE
Airport and aircraft maintenance can be considered a Multi‐Criteria Decision Making process.
Integration is possible thank to some enablers in the industry like the concept of eMaintenance
which perform data integration, cleaning, fusion and mining. In fact the mixed application of
different methodologies like Prognostics & Health Management (PHM) and MSG‐3 has been a great
success to achieve maximum operability.
Increased airport capacity and security requires a more proactive maintenance concept where
advanced maintenance planning and preparation based on prognostics will be one of the key
enablers.
On top of that, increased aircraft operability requires also a more proactive maintenance concept
where most of the maintenance planning and preparation is carried out during uptime and where
prognostics will be one of the key enablers. The introduction of Condition Based Maintenance and
condition monitoring in the aviation sector but in a harmonized manner and not as an individual and
isolated practice can be considered a high success to lift up the whole sector and its key performance
indicators like operability, capacity or punctuality.
For that purpose, better diagnostic capability and smarter maintenance have been identified as
performance drivers to run proper both unscheduled and scheduled maintenance. However the
deployment of these technologies cannot be arbitrary and definition of the requirements for PHM
must be performed through a rigorous application of existing agreed standards, i.e MSG‐3 to acquire
the capability of Condition‐Based Maintenance, which could contribute to maintainability allocation
in an effective way from a life cycle perspective. This would lead to an improved maintainability
performance of the system through the inclusion of new and innovative technologies for PHM.
Hence, to fulfill KPI objectives, new methodologies like PHM have been introduced but within the
framework of existing agreed methodologies like MSG‐3.
At the end of the day, operators and airport managers are aiming for right maintenance decisions but
they should be provided in agreed format and time to be understandable by all international
stakeholders due to the close interaction between facilities. To this end, it is crucial to collect and

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 43
analyse the large amount of operational data related to reliability, maintainability, and maintenance
support. The information gained from these analyses provides a basis for making decisions.
Collecting and analysing operational data are time consuming, error‐prone and costly processes. In
this regard, incorporation of e‐Maintenance solutions is providing real‐time data collection, analysis,
and provision of decision alternatives. This lack of data harmonization is the main obstacle for
railway industry where the disagreement is obvious even in the signalling systems.
Maintenance in aviation has also the advantage of detailed description of needed resources and
capabilities. In order to realize a higher level of achieved availability performance, the maintenance
support organization in aviation sector has developed a detailed description of the resources that are
required to support the system. Such resources may include maintenance personnel quantities and
skill levels, spares and repair parts and associated inventory requirements, tools and test equipment,
transportation and handling requirements, facilities, technical data, computer software, and training
requirements. Following this approach, the operational and business requirements of the air carriers
and airport managers can be fulfilled due to the common language spoken by all of them in order to
achieve aircraft operability and fleet performance.
RELEVANCE VS RAIL INFRASTRUCTURE
The conclusion of this case study in summary is a paradox. Aircraft and airport industry are investing
huge amount of money in maintenance of planes and infrastructure due to the safety constrains for
passengers, workers and surrounding areas. However, there are no miracles in this process. Aviation
sector is strongly harmonized with International aviation organizations like ICAO which define
minimum sets of maintenance practices in order to get the permission to operate within the
international network.
Unfortunately this harmonization does not exist in the railway sector. The international associations
like UNIFE or UIC comprise of manufacturers mostly, being a good point for the technical
development of the industry and from a market point of view. In this scenario, there are no
international authorities who dictate maintenance practices for railway infrastructure and therefor it
mostly depend on local or national authorities who adapt existing standards already succeeded in
somewhere else.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 44
Therefore, comparing methodologies and technologies, one can conclude that technologies like
thermography or systematic maintenance are not new practices at all but they guarantee the quality
of the service when deployed in a harmonized and agreed manner worldwide.
4.2 ASSESSMENT MATRIX
The assessment matrix has been developed as a tool to summarize the findings from the four case
studies that have been executed in the course of task 2.1. The matrix consists of a total of 25
columns each representing an element of maintenance. These include elements relating to the
planning, coordination, execution and documenting of maintenance activities. The 25 columns have
further been separated in five groups based on underlying themes, resulting in five assessment
matrix segments.
In the following chapters each segment of the assessment matrix is presented along with an initial
table that presents the maintenance elements (the column headings) belonging to the segment. A
brief explanation to the intended input under each heading is included in the tables.
4.2.1 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO COORDINATION AND INFORMATIONS SHARING
The elements of the assessment matrix dealing with coordination of maintenance activities (including
long‐ and short term planning) are presented in the following assessment matrix segment. The
elements deal with internal factors, as transparency in the planning of maintenance and renewal,
and cross‐border information flow. In this context, cross‐border may refer to national borders,
regional/municipal borders and organizational borders.
Informing the end‐customer of effects of maintenance activities is important in all the studied
industries. Informing the end‐customer may directly affect the company's image and reputation.
Transparency in planning of maintenance and renewal is achieved in the studied industries by sharing
of long‐ and short term maintenance and renewal plans.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 45
TABLE 2: IDENTIFIED MAINTENANCE ELEMENTS RELATED TO COORDINATION AND INFORMATION
Coordination and information
Column Heading Explanation of intended input in cell Information flow to end‐customers of
effects of scheduled or on‐going
maintenance
Description of means to contact end‐customers, and specification of
information provided.
Organizational cross‐boundary or cross‐
border information flow concerning
temporary capacity reductions
Description of means and methods to achieve information flow/sharing with
other organizations or actors in the value chain, including actors and
stakeholders in other countries. Specification of the information/data
shared.
Methods to achieve transparency in
maintenance planning: maintenance
concepts/programs
Specification of methods used to achieve predictability, openness and
accountability in the development and execution of maintenance concepts
and maintenance programs and its consequences with regards to capacity or
production
Methods to achieve transparency in
maintenance planning: large renewal
projects
Specification of methods used to achieve predictability, openness and
accountability in the planning of large renewal projects, including the
projects effects on capacity or production during and after project execution
Methods to achieve transparency in
maintenance planning: small renewal
projects
Specification of methods used to achieve predictability, openness and
accountability in the planning of small renewal projects, including the
projects effects on capacity or production during and after project execution

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 46
ASSESSMENT MATRIX SEGMET 1: COORDINATION AND INFORMATION
Coordination and information
Information flow to end‐customers of effects of scheduled or on‐going
maintenance
Organizational cross‐boundary or cross‐border information flow concerning temporary capacity
reductions
Methods to achieve transparency in maintenance planning: maintenance
concepts/programs
Methods to achieve transparency in
maintenance planning: large renewal projects
Methods to achieve transparency in
maintenance planning: small renewal projects
Importance rating: high medium medium low medium
Case 1: Electricity
Private customers: Via companies' websites or
add in the local newspaper, some
companies started so send SMS to their customers
According to regulations (grid codes) by ENTSO‐E (case study,
section 2.3.2)
Pre‐defined maintenance periods scheduled in the CMMS and long term plans ‐ ‐
Case 2: Water
Information posted on the internet, text ad voice messages on mobile phones to affected
customers
Rarely relevant in case partners casePre‐defined maintenance periods. Decade long principal plans with main goals and strategies.
Sharing of yearly maintenance plan.
Decade long principal plans often with main projects identified.
Publication of development on the
internet.
Information sharing with affected parties late in the process, publication of development on the
internet
Case 3: Gas
Information posted on the internet
(www.flow.gassco.no), including duration and effects on capacity and
supply of gas
Information posted on the internet, direct contact with directly affected up‐ and down‐stream stakeholders (weekly meetings with producers concerning planned production)
Pre‐defined maintenance periods (…‐…), sharing of yearly maintenance plan with affected up‐ and down‐stream stakeholders, booking based on
capacity given planned maintenance
Information sharing with affected parties from early planning, publication of development on the
internet
Information sharing with affected parties from early planning, publication of development on the
internet
Case 4: Aerospace
Information flow to the customers by internet,
SMS in the mobile phone, websites and in the
facilities through voice.
Information is given by different ways, giving the information about the modifications in the capacity of
the airports.
Pre‐defined maintenance periods. Sharing principal plans with main goals and strategies for the maintenance. Put the information of yearly
maintenance plan.
Sharing main projects identified. Publication of development by internet,
newspaper...
Sharing main projects identified. Publication of development by internet,
newspaper...

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 47
4.2.2 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO RCM AND MAINTENENANCE STRATEGY
Reliability‐Centered Maintenance is adapted to a varying degree in all four studied sectors. As the
sizes of the actors vary, so does the extent of which RCM has been integrated. It is only in the Oil and
gas sector of the industries being studied, that RCM is integrated in the applicable industry
standards. In the Oil and gas industry, RCM is combined with RBM – risk based maintenance.
A full RCM‐analysis (explicit analysis) is resource intensive, and is mainly executed by the larger
actors in each industry. The generic approaches demands less resources and can be carried out
significantly faster. Adaptions of the results from the generic approaches may however be necessary
to provide reasonable results.
TABLE 3: IDENTIFIED MAINTENANCE ELEMENTS RELATED TO RCM AND MAINTENANCE STRATEGY
RCM – Maintenance strategy
Column Heading Explanation of intended input in cell
Use of RCM: Integration in
organization
Is RCM a part of company governing documents or company directives?
Is RCM‐methodologies integrated in company routines in relation to planning and
executing maintenance activities?
Alternative maintenance
strategies commonly used in
the industry
Are there other prevailing maintenance management strategies in the industry?
Use of RCM: Explicit analysis of
every component or generic
approach?
When developing maintenance concepts or maintenance programs for equipment and
systems, do(es) the company(‐ies) carry out analysis for each component or use the
same maintenance concepts for similar components?
Use of RCM: Adaption to local
conditions in case of generic
approach
When developing maintenance concepts/maintenance programs for equipment and
systems, do(es) the company(‐ies) adapt the resulting maintenance concepts to local
conditions (e.g. working conditions)

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 48
ASSESSMENT MATRIX SEGMET 2: RCM ‐ MAINTENANCE STRATEGY
RCM – Maintenance Strategy
Use of RCM: Integration in organization Alternative maintenance strategies commonly used in the industry
Use of RCM: Explicit analysis of every component or generic approach?
Use of RCM: Adaption to local conditions in case of generic
approach
Importance rating: low low high high
Case 1: Electricity
Depending on the size of the company: Integrated part of maintenance planning in large companies (e.g. transmission system operators), but not in small distribution
companies
‐ Generic approach for same type/design/class of component
Yes, if any need for adjustments are identified
Case 2: Water
Very dependent upon municipality/organization. Bigger organizations have more available resources and thus RCM
are more often integrated in the O&M planning. RCM not widely used in the case studies.
‐
Both component based RCM and generic approach are widely applied, depending on the size of the company and its resources. Generic approach is
most relevant for case studies.
In case of generic approach, adaptation to local conditions is applied by grouping the assets according to their attributes and
sometimes conditions. This is applied in both case studies.
Case 3: Gas
RCM integrated in the current standards for operations in the industry on the Norwegian Continental Shelf. RCM integrated in company
guidelines
RBM integrated in the current standards for operations in the industry on the
Norwegian Continental Shelf.
Combination based on consequence classification. Less important
components (low criticality for safety and production) based on generic
approach
Adaption based on expert opinion (internal&external)
Case 4: Aerospace
RCM integrated in the current maintenance operations in the airports. RCM is integrated in
every airport of Swedavia company RCM is widely applied for all of its
resources and airports The maintenance concept is adapted
to local conditions.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 49
4.2.3 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO DATA
The identified elements related to data deals with three aspects of information gathering. The first
column deals with the collection of failure rates and other important data concerning items and
equipment in the respective infrastructures. The data can be crucial in developing effective and
efficient maintenance programs. The second column deals with direct methods for condition
monitoring of infrastructure. The column is intended to include continuous monitoring and interval‐
based condition assessment, as well as both intrusive and non‐intrusive methods.
The last two columns deal with indirect condition monitoring. Indirect condition monitoring may
sound counter intuitive. It may however provide useful data on loads, stress and incidents that affect
the infrastructure.
TABLE 4: IDENTIFIED MAINTENANCE ELEMENTS RELATED TO DATA
Data
Column Heading Explanation of intended input in cell
Sources for failure rates/other data for
components
What sources exist and what sources are generally used to obtain failure rates
and other significant data used in developing maintenance concepts and
maintenance programs,
Method(s) for condition monitoring of
infrastructure (direct)
Are direct methods for condition monitoring the norm in the industry?
Specification of methods and type of equipment monitored. Are the methods
intrusive or non‐intrusive?
Indirect methods for condition
monitoring: monitoring of external
environment
Are indirect methods for condition monitoring of external factors the norm in
the industry?
Specification of methods of indirect monitoring and subject being monitored.
Indirect methods for condition
monitoring: infrastructure usage
Are data on use of infrastructure used as input to condition monitoring of state
of infrastructure?

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 50
ASSESSMENT MATRIX SEGMET 3: DATA
Data
Sources for failure rates/other data for
components Method(s) for condition monitoring of
infrastructure (direct)
Indirect methods for condition monitoring: monitoring of external
environment
Indirect methods for condition monitoring: infrastructure usage
Importance rating: high high high low
Case 1: Electricity
Mostly judgment based on experience. For large companies: own data/experience.
Eventually literature or databases like FASIT (see section 4.2.2).
many; see chapter 5 in the case study
Some parameters monitored/observed, e.g. air temperature, weather forecast (storms etc.) or lightning activity, mainly
for operational purpose to avoid disturbances and for emergency
preparedness
Monitoring of many parameters many places in the electrical grid (voltage, frequency, current, …) mainly for
operational purpose, not for maintenance purpose. No. of operations for switchgear
is registered.
Case 2: Water
Each company/municipality has an individual database. No common database for all national companies exists. Data is collected through inspections, strategic work and through customer complaints.
Visual inspection, electromagnetic inspection, acoustic inspection,
ultrasonic testing, radiographic/thermographic testing and
various sensor technologies
‐ Measurement of volume of water passing key sections in network
Case 3: Gas
OREDA database/handbook and data from suppliers/producers of components
Monitoring of chemical compositions (medium being transported), various process parameters, inspection,
corrosion probes, ultrasonic equipment, intelligent pigs,‐ for more details see
chapter 4 in case study
Currents and vibrations, ship traffic, land movement
Monitoring of chemical compositions (medium being transported), various
process parameters
Case 4: Aerospace
Each airport has an individual database due to that everyone has different conditions. Data is collected through inspections, strategic work and through customer complaints. Data is compared between
airports.
The direct condition monitoring performed on the infrastructure is measurement of the friction on the
Runway. Other direct measurements are temperature, wind and snow depth.
Scheduled arrivals and departures control when and what measurements to be
made.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 51
4.2.4 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO ANALYSIS AND METHODS
Columns dealing with analyses and methods are by no means limited to the assessment matrix
segment analysis and methods. The case is rather that columns dealing with methods and analyses
that are more closely related to the themes being treated by other matrix segments have been
allocated to the other segments.
Among the columns in the current segment of the matrix three deals with economic analysis, albeit
one being somewhat turned; focus is on how the studied industries handle the non‐monetized
factors. The three other columns deal with methods for classification.
TABLE 5: IDENTIFIED MAINTENANCE ELEMENTS RELATED TO ANALYSIS AND METHODS
Analysis and methods
Column Heading Explanation of intended input in cell
Method(s) for criticality or consequence
classification (decision criteria)
Do(es) the company(‐ies) carry out criticality classifications as input in
maintenance management?
Specifications on (or reference to) the methods used for criticality
classification
Methods for risk assessment Specification on methods used in the industry and the company(ies) to
perform risk assessment(s)
Grouping of elements/components Specification on decision criteria when grouping components in the
development of maintenance concepts/maintenance programs
Economic analyses of maintenance
programs
Specification of the economic analyses executed to provide decision
support in the development of maintenance concepts/programs
Examples of factors commonly included (or considered) in cost/benefit
analyses in the industry.
Economic analyses of renewal projects
Specification of the economic analyses executed to provide decision
support in the planning phase of renewal projects.
Examples of factors commonly included (or considered) in cost/benefit
analyses in the industry.
Non‐monetized factors included in the
analysis of maintenance programs and
renewal projects
Examples of non‐economical or non‐monetized factors included in the
planning or analyses executed in order to develop maintenance programs
and planning renewal projects.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 52
ASSESSMENT MATRIX SEGMET 4: ANALYSIS AND METHODS
Analysis and methods
Method(s) for criticality or
consequence classification (decision criteria)
Methods for risk assessment
Grouping of elements/components
Economic analyses of maintenance programs
Economic analyses of renewal projects
Non‐monetized factors included in the analysis of maintenance programs and
renewal projects Importance
rating: low medium high high high ‐
Case 1: Electricity
Classification of probability/frequency and
consequences (criteria: Safety, environment, reputation,
costs/economy)
Risk and vulnerability analysis by check lists, analysis schemes and
risk matrices as described in NVE‐guideline 2‐2010
According to design (same type of material, technical
solution, etc.)
Economic analysis on cost/benefit of different
maintenance concepts/programs not usual
Cost‐benefit‐analysis done in larger companies (transmission system operators) to some
degree (often rather cost analysis than cost‐benefit
analysis)
‐
Case 2: Water
Described in Techneau report D.4.1.3, Generic Framework and Methods for Integrated Risk
Management in Water Safety Plans. Applied occasionally in either case study. Security of personnel is
ensured through local guidelines and instructions.
Described in Techneau report D.4.1.3, Generic
Framework and Methods for Integrated Risk Management in Water Safety Plans.
Applied occasionally in either case study.
Grouping based on material, diameter, failure rates, age (production and construction period) ,
geography
Maintenance intervals and programs are based upon risk, operational data and available
budget. No economic analysis on cost/benefit of different
maintenance concepts in the case studies, although this can
be performed.
Maintenance programs investment based on
expert analysis model for long term planning. This is
applied in both case studies. LCC models can also be applied in order to
find the right time to renew an asset.
‐

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 53
Analysis and methods (...continues from previous page)
Method(s) for criticality or consequence classification
(decision criteria)
Methods for risk assessment
Grouping of elements/components
Economic analyses of maintenance programs
Economic analyses of renewal projects
Non‐monetized factors included in the analysis of maintenance programs and
renewal projects Importance
rating: low medium high high high ‐
Case 3: Gas
RCM/RBI‐ analyses (including FMEA/FMECA
analyses)
RBI‐ analyses, development of a risk matrix consisting of
probability of event(s) and consequence of
events
Safety‐critical components have got given testing intervals/ maintenance
intervals. Production‐critical
components/systems have predefined maintenance
concepts based on experience with similar
components/systems (some 100‐140 various)
No economic analysis on cost/benefit of
different maintenance concepts
Conducts cost‐benefit analyses for renewal
projects to present to the infrastructure owners
‐
Case 4: Aerospace
According to the relation between failure and consequences (Safety,
environment, reputation, costs/economy)
‐ See maintenance chapter 3 See maintenance chapter 3
See maintenance chapter 3

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 54
4.2.5 IDENTIFIED MAINTENANCE ELEMENTS RELATED TO DECICION SUPPORT
The final segment of the assessment matrix deals with some of the essential aspects of multi‐
objective maintenance optimization. Formal optimization is not commonly applied in any of the
studied industries. The column "optimization criteria" does however point out the central objectives
being balanced in maintenance planning and management in the respective industries. The second,
fourth and fifth columns deal with single aspect of maintenance optimization. As it deals with
optimization of a limited area of optimization, one may expect the relative balance between included
factors to be different from the overall optimization criteria.
TABLE 6: IDENTIFIED MAINTENANCE ELEMENTS RELATED TO DECICION SUPPORT
Decision support
Column Heading Explanation of intended input in cell
Optimization criteria in maintenance
optimization (included factors)
Is some form of formal maintenance optimization the norm in the industry?
Specification of factors considered in the optimization, or the factors considered
in maintenance management/maintenance planning
Decision criteria optimization of
inspection/preventive maintenance
intervals
Is optimization of maintenance inspections intervals or preventive maintenance
intervals the norm in the industry?
Specification of factors included when carrying out optimization of maintenance
inspection intervals and/or preventive maintenance intervals.
LCC‐‐based decision support for
technical solution
Are Life cycle costs (LCC) used as decision support when choosing technical
solutions (such as type of materials or methods) for maintenance projects or the
development of maintenance concepts?
Methods for handling "opportunistic
maintenance"
Specification of methods to coordinate "on‐the‐fly" maintenance when
opportunities occur (such as unscheduled shut‐downs).
(Also known as "shadow maintenance")
Methods for spare‐parts optimization Specification of methods for spare‐parts optimization, such as re‐order level and
batch sizes.
Methods for prioritizing use of capacity
in cases of reduced capacity
Specification of methods for capacity management and prioritizing capacity
distribution in case of temporary reduced capacity

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 55
ASSESSMENT MATRIX SEGMET 5: DECICION SUPPORT
Decision support
Optimization criteria in
maintenance optimization (included factors)
Decision criteria optimization of
inspection/preventive maintenance intervals
LCC‐‐based decision support for technical
solution
Methods for handling "opportunistic maintenance"
Methods for spare‐parts optimization
Methods for prioritizing use of capacity in cases of reduced capacity
Importance rating: medium high medium low low medium
Case 1: Electricity
Formal optimization not common. Factors included in
cost‐benefit analysis are: Cost of project (incl. material,
personnel, cost of energy not supplied, etc.) and gains
(reduced failure probability, increased efficiency, reduced maintenance costs, etc.), SHE‐aspects and reputation usually
assessed separately
Maintenance interval optimization not
common
Hardly applied, but LCC or simplified similar approaches for major investments or before
investing in new technology
No formal methods, responsibility of maintenance planner and maintenance
personnel (person‐to‐person information sharing),
scheduled tasks in the CMMS will probably be checked and immediately be carried out
Not common to optimize spare parts.
Cost of energy not supplied (CENS, see section 4.2.3 in case study) is an important
measure to prioritize customers
Case 2: Water
Safety of supply, secure and safe water, life cycle cost, reduce water losses and production costs, reduce the risk of the
system
Failure rates, expert experience, data
available about pipes, consequence
classification, risk classification.
Optimization of pipe materials for use in the drinking water network can be based upon LCC and environmental
impact analysis where strength of the material, transport length etc. can
be included.
When pipes are shut down for renewal, work can sometimes be coordinated with sewer
pipe renewal. When roads are being renewed, one often takes the opportunity to
renew water pipes under the road at the same time.
Components are mostly chosen based on past experiences. No standard or specific
procedure.
Water pipes have capacity or no capacity at all, no reduced
capacity in periods of maintenance. Use prioritized for use in such instances are
based on consequence analyses.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 56
Decision support (...continues from previous page)
Optimization criteria in
maintenance optimization (included factors)
Decision criteria optimization of
inspection/preventive maintenance intervals
LCC‐‐based decision support for technical
solution
Methods for handling "opportunistic maintenance"
Methods for spare‐parts optimization
Methods for prioritizing use of capacity in cases of reduced capacity
Importance rating: medium high medium low low medium
Case 3: Gas
Safety (human &environment), cost of lost capacity, cost of carrying out project, potential
future capacity gains
Consequence classification, failure
rates ‐
The actors in the gas value chain aspire to be transparent when incidents occur (un‐planned shut downs) to perform opportunistic
maintenance. Largely based on person‐to‐person information sharing.
Traditional inventory management to assess re‐order level and order sizes, case by
case evaluation based on risk assessment for capital spare parts.
‐
Case 4: Aerospace ‐ Maintenance interval
optimization not usual ‐ ‐ ‐ ‐

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 57
5. CONCLUSION
The four industries in the case studies operate under different frameworks regarding rules and
regulations, ownership and responsibility. The purposes of the infrastructure being maintained share
certain common characteristics; a fundamental commodity is transported by means of the
infrastructure (albeit with a slight variation in the aerospace case study). Although the actors in each
industry share certain additional features, huge differences within the industries are present. The
main factor introducing the differences is the organization in the sector and the size of the actors.
Generally, larger actors in each industry tend to be closer to the leading edge in maintenance
management. This involves the development of degradation models based on condition monitoring‐
data, and the ranking of alternative maintenance and renewal projects. Academic literature presents
a range of methods and tools for maintenance management of critical infrastructure. The adaptions
by industry of these methods and tools are howeverver very limited.
Regulations and industry standards contribute to making maintenance management more uniform in
each industry. The level of detail at which policymakers and independent actors control the
maintenance management varies between the industries. In the case of electricity and water,
regulations and standards provide specifications on the medium being transported, as well as on the
introduction of barriers to unwanted incidents (such as cascading black‐outs in electricity
transmission and distribution). For the oil and gas industry standards specify details regarding
maintenance strategies and methods, resulting in larger degree of uniformity in the industry in the
question of maintenance management.
The case studies reveal that although the relative importance of various objectives related to
maintenance differ between the industries, certain objectives are common in all four studied
industries. Among these are costs incurred by investment, personnel and down‐time, and benefits in
the form of increased safety or risk levels (reduced probability of unwanted incident and/or reduced
effect of incidents) and effects on safety of supply. Effects on the environment may be positive or
negative, depending on the projected.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 58
The case partners have adapted to the objectives regarded as most important in their case. For the
objectives with high importance for rail industry actors, methods from industries where the objective
is efficiently dealt with should be adapted to rail industry and incorporated in the Optirail tool(s).
The direct transferability of tools and methods is most relevant from the natural gas industry. The
organization of the sector share some characteristics with the rail sector, as does the purpose and
topology of the infrastructure. In the sector, cross‐border and cross‐organizational coordination of
maintenance activities are successfully managed by the infrastructure operator. Maintenance must
be planned well in advance (the year prior to execution) in order to be categorized as "planned", and
the various actors in the gas value chain synchronize their maintenance plans in order to keep system
down‐time to the minimum. The sector also deals efficiently with opportunistic (shadow)
maintenance.
The assessment matrix is intended to summarize the findings from the case studies. It presents a
total of 25 common elements related to maintenance identified over the cause of the case studies.
Tools and methods from the studied industries are presented in the assessment matrix and may
provide further inspiration for methods to be adopted and applied to railway infrastructure
maintenance. Additional details regarding the proposed solutions based on each industry are
available in the appendix 1‐4. The matrix allows for the ranking of the different elements by the rail
infrastructure administrators. It is intended to be updated throughout the project, and serve as input
to the definition of the "Smart Maintenance Framework" of Optirail. An initial ranking is presented
based on the view of Jernbaneverket (the Norwegian infrastructure owner).
Reliability‐Based maintenance is adopted in various degrees in all four industries. With the exception
of gas (where RCM is integrated in the industry standards), it is mainly the larger companies that
have integrated RCM in their maintenance management. A general trend in all four case studies is
however an increase in the amount of data made available to contribute to efficient maintenance
management. The increase is the result of new technologies resulting in more detailed data on the
condition of the infrastructure, as well as better routines in registering and storing data. The
representatives interviewed in the case studies share the understanding of the potential for more
effective and efficient maintenance based on use of the available data. There still exists, however, a
high degree of manual input and subjective reasoning on the state of the infrastructure and the
prioritization of maintenance and renewal activities.

CHARACTERISTICS OF DIFFERENT APPROACHES TO AND FRAMEWORKS FOR MAINTENANCE OPTIMIZATION METHODOLOGIES Page 59
6. LIST OF APPENDICES
Appendix 1: Case study 1 – Electricity Networks
Appendix 2: Case Study 2 – Gas Transport Infrastructure
Appendix 3: Case Study 3 – Infrastructure for Water Distribution
Appendix 4: Case Study 4 – Airport maintenance
Appendix 5: Assessment Matrix (excel‐file)
Appendix 6: Interview Guide for case studies

CASE
Deliv
E STUDY
erable n
Y 1 – E
nº: D2.1
LECTRI
1.1
EC‐GAProjec
CITY N
A Numberct full title:
ETWOR
r: 31403DeveloFrameKnowlInfrastDecisio
RKS
31opment owork Bedge totructure ons in Railw
of a SmaBased o SuppoMaintenan
way Corrido
art on ort nce rs

D2.1.1. CAS
Transp
Partne
Respon
Title:
SE STUDY 1/4 –
ort; Grant A
rs: S
nsible: S
D
ELECTRICITY NE
Agreement
INTEF
INTEF Energ
D2.1.1
TWORKS
No 314031
gy Research
W
Ty
D
h
Work Packag
ype of docu
ate:
Version:
ge: W
ument: Ca
15
1.1
WP2.1
ase study re
5/03/2013
Page
Page 3
eport
e: 3 / 72

D2.1.1. CAS
Docu Vers.
1.0
1.1
Docu
Partner
SINTEF
SE STUDY 1/4 –
ument H
Issue Date
26/02/2013
15/03/2013
ument A
rs
Energy Rese
ELECTRICITY NE
History
C
3 Fi
3 M
a
Authors
earch
TWORKS
ontent and c
irst final vers
Minor change
nd few new
Contributo
Thomas W
Bakken Spe
changes
sion
es/correction
text added
ors
Welte, Luis
erstad, Arne
Author
T. Welt
ns T. Welt
Aleixo, Mar
Petter Brede
e et al.
e, M. Catrinu
ria Catrinu‐R
e, Jan Tore B
u‐Renström
Renström,
Benjaminsen
Page 4
Iver

D2.1.1. CAS
ExecuThis repo
provide
system –
of this re
The purp
end user
with con
The elec
transmis
distribut
distribut
countrie
The elec
compon
system
coordina
are deve
to facilit
The mai
power s
regulate
system
degree b
such as m
Technica
but deta
safety, h
SE STUDY 1/4 –
utive Suort describes
an introduc
– including it
eport.
pose of an e
rs. The energ
ntinuous pow
ctricity netw
ssion netwo
tes the elec
tion network
es or regions
ctricity netwo
ent hierarch
vulnerable
ation and co
eloped by th
ate such coo
n objectives
supply in a c
ed, rules and
operation. T
by larger com
most of the d
al‐economic
ailed cost‐be
health, enviro
ELECTRICITY NE
ummarys framework
ction to read
ts purposes,
lectricity net
gy should be
wer at all tim
work can ba
ork transpo
ctricity furth
ks. Intercon
can be view
ork system c
hy and topolo
to blackout
operation on
e European
ordination.
s of mainten
cost‐effective
d regulations
The RCM (R
mpanies, suc
distribution s
analyses are
enefit analys
onment and
TWORKS
y ks and metho
ders that ar
characterist
twork is to tr
e transporte
e with the re
asically be d
rts electricit
her to the
nection net
ed as part of
an be charac
ogy. Intercon
ts on intern
n operation a
Network of
nance of elec
e manner. S
s play an im
Reliability Ce
ch as transm
system oper
e often used
ses are made
reputation a
odologies us
re not famili
tics and prop
ransport ele
d with minim
equired qua
divided into
ty over lar
end users.
works conn
f the transm
cterized by d
nnection of e
national sca
and mainten
Transmissio
ctricity netw
Since operat
mportant role
entered Ma
mission syste
rators.
to identify t
e only by th
are given hig
ed in mainte
iar with the
perties – is d
ctric energy
mal losses. T
ntity and qua
transmissio
rge distance
This report
ecting the e
ission netwo
different asp
electricity ne
ales. This is
nance is imp
on System Op
works are to
ion of elect
e in determ
intenance) f
em operators
he most cost
e larger syst
gh priority in
enance of ele
electricity n
escribed in t
from the pro
The end user
ality.
on and distr
es and a d
covers bot
electricity ne
ork.
ects like volt
tworks acros
one reaso
ortant. In Eu
perators for
ensure relia
ricity netwo
ining the ov
framework
s, but not by
t‐effective m
tem operato
addition to
ectricity netw
network sys
the first two
oduction un
rs should be
ribution netw
distribution
th transmis
etworks of
tage level, fr
ss borders m
on why cros
urope, netwo
Electricity (E
able, safe an
orks usually
verall thinkin
is adapted
y smaller co
maintenance
ors. In such
cost‐effectiv
Page 5
works. To
stem, the
chapters
its to the
supplied
works: A
network
sion and
different
equency,
makes the
ss‐border
ork codes
ENTSO‐E)
nd secure
is strictly
ng of the
to some
mpanies,
projects,
analyses,
veness. A

D2.1.1. CAS
Cost of E
the elect
the use
collected
disturba
and oth
estimati
by the s
supporti
For most
techniqu
with ins
regulatio
evaluatio
interview
system o
There ar
corridors
mainten
be relev
such as t
Many pa
these pa
network
parts, it
the main
Only the
methods
SE STUDY 1/4 –
Energy Not S
tricity supply
of the data
d for that p
nces in the
her models
on and main
system oper
ing decision
t componen
ues exists. Co
spection inte
ons. Assessm
on. This rep
ws of the No
operator (Trø
re analogies
s in Europe,
ance. The co
vant for Eur
the cost of e
arts of the e
arts only sup
k operators m
is difficult t
ntenance of
e larger sys
s for mainten
ELECTRICITY NE
Supplied (CE
y. A national
a for mainte
purpose, but
system. The
(e.g. from
ntenance mo
rators. Mult
on maintena
ts found in e
ondition‐bas
ervals chose
ments of tec
port includes
orwegian tra
ønderEnergi
s between c
, but electri
ooperation b
opean railw
nergy not su
lectricity dis
pply few cus
must provid
to carry out
electricity n
stem operat
nance plann
TWORKS
NS) is introd
l collection o
enance purpo
t rather to g
e academic li
the field o
odelling. Such
ti‐criteria de
ance and ren
electricity ne
ed maintena
en according
chnical cond
s a state‐of‐t
ansmission s
Nett).
ross‐border
city can mu
between Eur
way corridors
upplied may
stribution ne
stomers. Nev
e all end us
cost‐benefic
networks is t
tors may ha
ing.
duced to qua
of interruptio
oses is usua
get an over
iterature pre
f artificial i
h methods a
ecision analy
newal in the
etworks, a lar
ance is most
g to the res
dition often
the‐art desc
system opera
electricity t
uch more qu
ropean trans
s. Regulator
also be of re
etwork are n
vertheless, t
sers an adeq
cial mainten
that the syst
ave the com
antify the en
on data is us
ally limited,
rview over t
esents many
ntelligence)
are, however
ysis (MCDA)
electricity ne
rge number
ly done on th
ults from a
involve a s
cription of m
ator (Statne
ransmission
uickly and ea
smission sys
ry aspects a
elevance.
ot critical w
hese parts m
quate supply
nance. Anoth
tem operato
mpetence ne
d users’ cos
sual in many
because the
the number
y failure and
for failure
r, to a very li
has also be
etwork.
of different c
he basis of s
n RCM anal
ignificant el
maintenance
tt) and a No
networks a
asily be rero
tem operato
nd technica
ith respect t
must be mai
of electricit
her importan
rs may vary
eeded to ap
sts of interru
y countries. H
e data is us
of outages
degradation
prediction,
imited exten
een investig
condition m
cheduled ins
lysis or acco
lement of s
strategies b
orwegian dis
and the main
outed in the
ors may nev
l‐economic
to vulnerabil
intained bec
ty. For such
nt aspect in
considerabl
pply more a
Page 6
ptions of
However,
ually not
and the
n models
lifetime
nt applied
gated for
onitoring
spections
ording to
ubjective
based on
stribution
n railway
e case of
ertheless
concepts
lity, since
cause the
network
fluencing
ly in size:
advanced

D2.1.1. CAS
1. Descrip1.1 SY
2. Descrip2.1 NE
2.12.1
2.2 NE2.3 NE
2.32.32.3
2.4 PO2.4
2.5 O2.52.5
2.6 VU2.6
2.7 AN2.72.72.7
3. Mainte3.1 FR3.2 M3.3 M
4. Techni4.1 OV4.2 EX
4.24.24.24.2
4.3 EX4.3
5. Condit5.1 CO5.2 AS
5.25.2
6. State‐o6.1 ST
6.16.2 TR
6.27. Discuss8. Conclu9. Refere
SE STUDY 1/4 –
ption of systeYSTEM FUNCTption of systeETWORK SYST1.1 NETWORK S1.2 COMPONENETWORK TOPETWORK OPE3.1 ELECTRICITY3.2 EUROPEAN C3.3 NETWORK AOWER QUALIT4.1 POWER QUAPERATIONAL S5.1 OPERATIONA5.2 LIFETIME OFULNERABILITY6.1 RISK AND VUNCILLARY SYST7.1 ICT SYSTEM 7.2 PROTECTION7.3 EMERGENCYenance strateRAMEWORK AMAINTENANCEMAINTENANCEical‐economicVERALL THINKXAMPLES OF M2.1 FAULT STAT2.2 COST OF EN2.3 FAILURE AN2.4 MULTI‐CRITEXAMPLES OF M3.1 COMMERCIAtion monitorinONDITION MOSSESSMENT O2.1 TECHNICAL C2.2 GUIDELINES of‐the‐art in mTATNETT .......1.1 ANSWERS FRRØNDERENER2.1 ANSWERS FRsion: Relevanusion .............ences ............
ELECTRICITY NE
em purpose aTIONS .............em characteriTEM AND COMYSTEM HIERAR
NT HIERARCHY .OLOGY ..........RATION AND Y MARKET ........CROSS BORDERANALYSIS .........TY AND OPERAALITY AND NETWSTRESSES ANDAL STRESSES ...F NETWORK COY .....................ULNERABILITY ATEMS ....................................N SYSTEM ........Y BACKUP POWegies and maiAND OVERALLE ORGANIZATIE BACKLOG ANc analyses of mKING ..............METHODS ANISTICS .............ERGY NOT SUPD LIFETIME MOERIA DECISION MAINTENANCALLY AVAILABLng .................ONITORING MOF TECHNICALCONDITION STAFOR ASSESSMEmaintenance ......................ROM STATNETTGI NETT .........ROM TRØNDERnce vs rail infr..........................................
TWORKS
TABLE
nd functions .......................stics and propMPONENT HIERCHY ..............................................................RESPONSIBIL........................R OPERATION A........................ATIONAL LIMIWORK CODES..D LIFETIME OF........................MPONENTS ..........................ANALYSIS ...............................................................................
WER SYSTEMS ...ntenance org THINKING ....ON ................ND REINVESTMmaintenance ......................D APPROACH........................PLIED (CENS) ...ODELS ..............AID .................
CE PLANNING E SERVICES AND.....................METHODS ....... CONDITION .ATES ................ENT OF TECHNIin Norwegian......................T ............................................RENERGI NETT .astructure ..............................................
E OF CONT
.....................
......................perties ..........ERARCHY .............................................................................ITIES .....................................
AND COOPERAT........................ITS .........................................F COMPONEN............................................................................................................................................................................................ganization ..................................................MENT NEEDS .projects .............................ES USED IN T................................................................................................AND SCHEDUD TOOLS ...................................................................................................ICAL CONDITIOn network com...........................................................................................................................................................
TENTS
......................................................................................................................................................................................................TION ......................................................................................NTS ........................................................................................................................................................................................................................................................................................................................................ECHNICAL‐ECO................................................................................................LING ............................................................................................................................N ....................mpanies .................................................................................................................................................................
.....................
......................
.....................
............................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................ONOMIC ANA...............................................................................................................................................................................................................................................................................................................................................................................................................................................
........................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................ALYSES .....................................................................................................................................................................................................................................................................................................................................................................................................................................................
Page 7
............. 9
............ 13
........... 14
............ 14
............. 14
............. 15
............ 17
............ 18
............. 20
............. 24
............. 26
............ 27
............. 27
............ 28
............. 28
............. 29
............ 30
............. 31
............ 31
............. 32
............. 32
............. 33
........... 35
............ 35
............ 37
............ 38
........... 40
............ 40
............ 43
............. 43
............. 44
............. 45
............. 46
............ 47
............. 48
........... 50
............ 50
............ 53
............. 53
............. 53
........... 55
............ 55
............. 56
............ 59
............. 60
........... 64
........... 66
........... 68

D2.1.1. CAS
Acronym
AC
CENS
CMMS
DC
DSB
DSO
ENTSO‐E
ERP
FASIT
GIS
HV
ICT
IT
LV
MV
NIS
NVE
RCM
SCADA
TSO
VHV
SE STUDY 1/4 –
ms
Alternat
Cost of E
(KILE – K
Comput
Direct C
Norweg
(Direkto
Distribu
E Europea
Enterpri
Data bas
(Feil‐ og
Geograp
High Vo
Informa
Informa
Low Vol
Medium
Network
Norweg
(Norges
Reliabilit
Supervis
Transmi
Very Hig
ELECTRICITY NE
ting Current
Energy Not S
Kostnad Ikke
terized Maint
urrent
ian Directora
oratet for Sam
tion System
an Network o
ise Resource
se on faults a
g AvbruddSta
phic Informa
ltage
tion and Com
tion Techno
tage
m Voltage
k Informatio
ian Water Re
Vassdradgs‐
ty Centered
sory Control
ssion System
gh Voltage
TWORKS
Supplied
Levert Energ
tenance Man
ate for Civil P
mfunnsikkerh
Operator
of Transmiss
e Planning
and outages
atistikk I Tota
tion System
mmunication
logy
n System
esources and
‐ og Energidi
Maintenanc
and Data Ac
m Operator
gi)
nagement Sy
Protection
het og Bered
ion System O
in the Norw
alnettet)
ns Technolog
d Energy Dire
irektorat)
ce
cquisition
ystem
dskap)
Operators fo
wegian electr
gy
ectorate
r Electricity
icity networ
rk
Page 8

D2.1.1. CAS
1. DES
The elec
Still, it re
power to
History
Over a h
happene
system m
were se
transmis
of existi
provide
Generat
The elec
Gen
imp
prod
rene
plut
Tran
mor
Use
elec
pow
SE STUDY 1/4 –
SCRIPTION
ctrical powe
elies on a ve
o customers
hundred yea
ed in 1882 a
made up of 4
eparate syste
ssion grids h
ng systems,
better acces
tion – Transp
ctrical power
neration/pro
ly large uni
ducing only
ewable reso
tonium).
nsport – Tra
re details.
(consumpti
ctrical energ
wer system.
ELECTRICITY NE
N OF SYSTE
r system is o
ery simple pr
).
ars ago, the
and the obje
400 lamps, e
ems supplyi
ave develop
and throug
ss to reliable
port ‐ Consum
r system can
duction – Th
ts with prod
a few kW.
ources like
nsport of el
on) – Electri
y to work a
TWORKS
EM PURPO
one of the m
rinciple: gene
first power
ective of the
ach one of 8
ing major in
ped through
gh the interc
sources of p
mption
be roughly d
he generatio
duction capa
The primary
water, biog
ectricity inc
icity use incl
and/or opera
OSE AND
most comple
eration, tran
plant came
e power pla
83 Watts, in a
ndustrialized
the continue
connection o
power.
divided in th
n part is wh
acity of sev
y sources o
gas and win
ludes both t
ludes all equ
ate and rece
FUNCTIO
ex systems c
nsport and co
into service
nt was to s
a 1.5 km rad
d towns. Th
ed addition o
of regional a
ree major pa
ere all electr
veral hundre
f energy ca
nd until fos
transmission
uipment, obj
eives energy
NS
conceived an
onsumption
e in Pearl St
upply power
ius area. The
e continent
of higher vo
and national
arts as also il
rical energy
ds of MW d
n also be ve
sil and ato
n and distrib
jects or appl
y from the t
nd designed
(i.e. deliver
treet, New Y
r to a public
e first power
tal‐scale high
oltage system
systems in
llustrated in
is produced.
down to sm
ery diversifi
mic fuels (
bution; see b
lications tha
transport pa
Page 9
by man.
electrical
York. This
c lighting
r systems
h‐voltage
ms on top
order to
Figure 1:
. This can
mall units
ed, from
coal and
below for
at require
rt of the

D2.1.1. CAS
The elec
Tran
amo
that
"hig
(VHV
up t
Dist
end
(also
Another
network
countrie
them. Th
as backu
between
generati
SE STUDY 1/4 –
FI
ctrical netwo
nsmission –
ounts of ene
t feed the d
ghway system
V) networks
transformers
tribution – T
‐user. In the
o known as d
type of net
ks, is the in
es, regions o
his increases
up instead o
n networks i
on compani
ELECTRICITY NE
IGURE 1 – THE
rk can basica
The transm
ergy over larg
istribution n
m" for elect
. The large p
s and feed po
The objective
e last few yea
distributed g
tworks, whic
nterconnecti
or different n
s the reliabili
of relying so
n an open m
es connected
TWORKS
E ELECTRICAL
ally be divide
mission netw
ge distances
network. Thu
tricity trans
production u
ower into the
e of distribu
ars, this netw
generation); s
ch is usually
on network
network ope
ty of the inte
olely on the
market, allow
d to neighbo
L POWER SYST
ed into trans
works are re
s from major
us, the tran
port. Theref
units are con
e grid of the
ution networ
work is also u
see Figure 1
considered
k. These ne
erators, and
erconnected
eir own) and
wing clients
ouring netwo
TEM – AN ILLU
smission and
sponsible fo
r generation
smission net
fore, these
nected to th
transmissio
rks is to tran
used for con
.
as part of t
etworks esta
they allow
d networks (s
d increases
from one n
orks.
USTRATION [1
distribution
or the transp
the load ce
twork can b
networks ar
he transmissi
n lines.
nsport and d
nection of sm
he distributi
ablish the c
transport of
since both ne
the comme
etwork to b
1].
n networks:
port of con
entres via su
be interprete
re very high
ion network
deliver energ
mall‐scale ge
ion and tran
connection
f electricity
etwork use t
ercial trade
uy electric e
Page 10
siderable
bstations
ed as the
h voltage
via step‐
gy to the
eneration
nsmission
between
between
the other
potential
energy to

D2.1.1. CAS
The inte
same sy
with diff
systems
regards t
FIGUR
SE STUDY 1/4 –
erconnection
ynchronised
ferent synch
in different
to synchroni
RE 2 – SYNCHR
ELECTRICITY NE
n of power s
frequency a
ronisms thro
t countries
ism.
RONOUSLY IN
TWORKS
systems req
t all time. In
ough direct c
in Europe a
NTERCONNECT
quires that a
nterconnect
current (DC)
are interconn
TED SYSTEMS
all interconn
ion is also p
interconnec
nected and
S WITHIN THE
ected powe
possible betw
tions. Figure
how they a
E ENTSO‐E AR
er systems s
ween power
e 2 shows ho
are coordina
REA (ENTSO‐E
Page 11
share the
r systems
ow power
ated with
2011))

D2.1.1. CAS
The leng
km (NVE
network
shown in
To give a
transfor
there w
voltages
in the tr
number
20 000 f
2005).
1 person
SE STUDY 1/4 –
gth of cables
E 2010) wh
k in Norway
n the Figure
FIGUR
an impressio
mer stations
were approxi
s above 20 kV
ansmission a
of transfor
for voltages
al communic
ELECTRICITY NE
s and overhe
ereof the m
is approxim
3.
RE 3 – THE TR
on of orders
s and switch
imately 3 50
V1. This num
and distribut
mers is pro
above 145 k
cation with L
TWORKS
ead lines in t
major part is
mately 11 000
RANSMISSION
of magnitud
gear (see se
00 transform
mber includes
tion parts. If
bably more
kV and more
L. Lundgaard
the Norweg
s distributio
0 km. A map
N NETWORK IN
de for other
ection 2.1.2 f
mer stations
s stations in
one also inc
than 100 00
e than 120 0
d, SINTEF Ene
ian electricit
n network.
p of the No
N NORWAY (M
r component
for definition
s in the No
the product
cluded low‐v
00. The num
000 for the v
ergy Researc
ty network is
The length
rwegian tran
MELD. ST. 14,
ts, we also m
n of these co
orwegian ele
tion part of t
oltage distri
mber of swit
voltage levels
h, February
s more than
of the tran
nsmission ne
, 2012)
mention num
omponents).
ectricity net
the system a
bution netw
tchgears lie
s around 20
2013.
Page 12
n 300 000
nsmission
etwork is
mbers for
. In 2008,
work for
as well as
works, the
s around
0 kV (NVE

D2.1.1. CAS
Delimita
In this re
of electr
are of im
Section 2
transmis
1.1 SYST
The mai
producti
should b
at all tim
In order
should s
transmis
Power q
various e
regulato
adopt ad
SE STUDY 1/4 –
ations and sc
eport, we wi
ricity are not
mportance fo
2.7 provides
ssion and dis
TEM FUNCTI
in function o
ion (generat
be transporte
me with the r
r to maintai
start up and
ssion system
quality refers
equipment (
ors are defini
dequate tech
ELECTRICITY NE
cope
ll focus on e
further disc
or the descrip
a short desc
stribution sys
ONS
of electrical
tion) locatio
ed with mini
required qua
n continuou
d shut down
operator, se
s to distortio
(both on pro
ng requirem
hnical solutio
TWORKS
lectricity tra
ussed here,
ption and un
cription of an
stem.
networks is
ons to the f
imal losses. T
ntity and qu
us power sup
n in a coord
ee section 2.
ons in the e
oduction and
ments for qua
ons to reduce
nsmission an
apart from w
nderstanding
ncillary syste
s to ensure
final custom
The custome
uality.
pply of requ
inated mann
.3, is respons
electrical pow
d supply side
ality of electr
e distortions
nd distributio
when aspect
g of the elect
ems that are
the transpo
mer and con
er should be
uired quanti
ner, depend
sible for this
wer supply.
e) that is con
ric energy an
s.
on. Electricit
s of generat
ricity netwo
related to o
ort of electri
sumption lo
supplied wi
ty and qual
ing upon th
coordinatio
These disto
nnected to th
nd impose th
ty generation
ion and cons
rk.
or used to co
ical energy
ocations. Th
ith continuo
ity, product
he supply ne
n).
rtions are c
he network.
he involved p
Page 13
n and use
sumption
ontrol the
from the
e energy
us power
ion units
eeds (the
aused by
National
parties to

D2.1.1. CAS
2. DES
In this ch
to differ
Netw
Netw
Netw
Pow
Vuln
In additi
in the las
2.1 NETW
2.1.1 NET
Two imp
Tran
Volt
These tw
have alre
are restr
Voltage
The volt
The netw
Low
Med
2 Voltage l
SE STUDY 1/4 –
SCRIPTION
hapter, the c
ent aspects:
work system
work topolo
work operat
wer quality an
nerability
on, ancillary
st section of
WORK SYSTE
TWORK SYSTE
portant aspe
nsmission an
tage level
wo aspects a
eady been in
ricted to the
level
age level of
work voltage
w Voltage (LV
dium Voltage
evels boundari
ELECTRICITY NE
N OF SYSTE
characteristi
m and compo
gy
tion and resp
nd operation
y systems tha
f this chapter
EM AND COM
M HIERARCH
cts of system
nd distributio
are closely re
ntroduced a
aspect of vo
a network i
e levels are c
V) – if the rat
e (MV) – if th
ies vary from co
TWORKS
EM CHARA
ics and prop
onent hierarc
ponsibilities
nal limits
at are require
r.
MPONENT H
Y
m hierarchy a
on
elated to eac
nd explained
oltage level.
s often a go
lassified in th
ed voltage in
he rated volt
ountry to count
ACTERIST
perties of the
chy
ed for the op
HIERARCHY
are:
ch other (see
d in the prev
ood guidance
he following
n the networ
tage of the n
try. Values pres
TICS AND P
e electricity
peration of t
e below). Sin
vious chapte
e to determi
g classes2:
rk is up to 1 k
etwork is ov
sented are the o
PROPERTI
network are
he network
nce transmis
r, the descri
ne the hiera
kV
ver 1 kV up to
ones applied in
IES
e described a
are briefly p
ssion and dis
iptions in thi
archy of the
o 35 kV
n Norway
Page 14
according
presented
stribution
is section
network.

D2.1.1. CAS
High
Very
Whereas
range of
Higher‐v
the trans
of custo
impacts
The len
bellowde
2.1.2 COM
All comp
they hav
its requi
In the fo
network
SE STUDY 1/4 –
h Voltage (HV
y High Voltag
s the higher
f 220 kV), the
voltage netw
smission net
omers throu
less than an
gths of the
ebajo de.
MPONENT HIE
ponents in t
ve to fulfil. A
red function
ollowing tabl
k are briefly d
ELECTRICITY NE
V) – if the ra
ge (VHV) – if
r voltage lev
e lower volta
works are mo
twork implie
ughout a vas
hundred cu
e Norwegian
TABLE 1
IN THE NO
N
ERARCHY
he network
A failure occu
ns.
e, the const
discussed.
TWORKS
ted voltage o
f the rated vo
els are used
age levels are
ore importan
s a failure to
st area, wh
stomers in a
n networks
– LENGTHS O
ORWEGIAN P
Network volt1 – 2
33 – 1150 – 4
have a purp
urs when the
ruction and
of the netwo
oltage of the
d for transm
e used for th
nt and critica
o supply of h
ile an outa
a reasonably
on differen
OF DIFFERENT
POWER SYSTE
tage (kV) 2 32 420
pose, i.e. the
e component
main functio
ork is over 35
e network is o
ission (main
he distributio
al than lowe
undreds of M
ge in the lo
confined are
nt voltage
T VOLTAGE NE
M (MELD. ST.
Length (km98 84218 68711 062
ey have one
t is no longe
ons for the m
5 kV up to 23
over 235 kV
ly VHV, in so
on network (
r‐voltage net
MW, which c
ow‐voltage d
ea.
levels are s
ETWORKS
. 14, 2012)
m)
or more req
r able to per
most relevan
35 kV
ome cases H
HV, MV and
tworks. An o
can impact th
distribution
shown in t
quired funct
rform one or
nt componen
Page 15
HV in the
LV).
outage in
housands
network
he table
ions that
r more of
nts in the

D2.1.1. CAS
CompoOverh
Line
Cabl
Transfo
Switch
Capaci
Induct
(react
coil
Insula
SE STUDY 1/4 –
onent Funhead
es
Tra
pow
les Tra
pow
rmers Tra
ene
con
hgear Con
line
inte
trig
itors Cap
to s
to t
tors
tors,
s)
Ind
ban
con
from
ators Insu
pro
sup
diff
cha
ELECTRICITY NE
TABLE 2
nction nsport elect
wer
nsport elect
wer
nsfer electro
ergy at specif
nditions
nnect or disc
es and comp
errupt curren
ggered by a s
pacitor banks
supply reacti
the network
uctors in rea
nks are used
nsume reacti
m the netwo
ulators are u
ovide mechan
pport and sep
ferently volta
arged compo
TWORKS
2 – MAIN COM
rical
rical
omagnetic
fied
connect
onents, or
nt when
signal
s are used
ive power
actance
to
ve power
ork
used to
nical
parate
age
onents
MPONENTS AN
DescriptionOverhead l
with the in
physically a
adjacent co
Cables are
favourable
and/or ope
A transform
numerous
the magne
insulating
The switch
a moving).
magnetic s
existing co
switchgear
and gas‐fill
A capacitor
store energ
consists of
separated
An inducto
stores ener
conductor
the coil is w
Insulators c
insulators h
of glass or
have a com
polymer ho
ND THEIR FUN
n line consists
sulation and
and electrica
onductors w
used instead
due to envi
erating reliab
mer is a com
parts from w
etic core, the
material.
gear is form
The moving
pring that, o
ntacts. There
r, such as sw
ed switchge
r is a passive
gy in an elect
at least two
by an insulat
or is a passive
rgy in a mag
line wound i
wound aroun
can be ceram
have an insu
porcelain, w
mposite insul
ousing
NCTIONS
of the condu
d support to
ally separated
ith different
d of overhea
ronmental, e
bility concern
mplex structu
which the mo
e windings (c
ed by two co
element is c
once activate
e are differe
itch breakers
ar.
e electrical co
tric field. A c
electrical co
tor.
e electrical co
netic field. A
in a coil. For
nd an iron co
mic or polym
lating part m
whereas polym
ating part co
uctor itself t
keep the con
d from groun
voltage.
ad lines wher
economic, sp
ns.
ure, consistin
ost importan
conductor) an
ontacts (a sta
connected to
ed, separates
nt types of
s, circuit‐bre
omponent us
capacitor usu
onductors
omponent th
An inductor is
some induct
ore.
meric. Cerami
manufacture
meric insulat
onsisting of a
Page 16
ogether
nductor
nd and
re this is
patial
ng of
nt are
nd the
atic and
o a
s the
eakers
sed to
ually
hat
s a
tors,
c
d either
tors
a

D2.1.1. CAS
2.2 NETW
The netw
and it af
Rad
in a
of a
poin
Mes
mor
prep
This
the
Ring
ring
ope
case
The desc
FIGURE
SE STUDY 1/4 –
WORK TOPO
work topolog
ffects how th
ial – Radial n
common po
a failure, this
nt.
shed – Mesh
re than one
pared to wit
s is the topo
more expen
g network w
g network is
rated as a r
e of line fault
cribed basic
4 – NETWOR
ELECTRICITY NE
OLOGY
gy usually de
he power sys
networks sta
oint. Typicall
s topology ca
hed network
line in orde
thstand the t
logy that off
sive to build
with radial us
a large mes
radial netwo
ts or disconn
network top
K POSSIBLE TO
TWORKS
epends on th
stem is opera
art on a singl
y, the startin
annot supply
ks are netwo
er to form c
transport of
fers more re
due to incre
se – A good
shed networ
ork. The lines
nection of th
pologies are i
OPOLOGIES W
RADIA
he number a
ated. Basic n
e point and
ng point will
y customers
orks where g
closed mesh
f the rated p
liability in th
eased numbe
compromise
rk with switc
s disconnect
e main lines
illustrated in
WITH (A) RAD
AL USE (PAIVA
and types of
etwork topo
spread out i
be a genera
for the area
generation a
es. All the l
power in case
he transport
er of lines.
e between r
ch breakers
ted by the s
.
n Figure 4.
DIAL, (B) MESH
A 2005)
customers t
ologies are:
nto several l
ation unit or
as that are lo
and custome
ines in this
e the other
of electrical
radial and m
that ensure
switch break
HED AND (C) R
he network
lines that ne
a substation
ocated after
ers are conn
kind of netw
line is out o
l energy and
meshed netw
e that the ne
kers act as b
RING NETWO
Page 17
connects
ever cross
n. In case
the fault
nected by
work are
f service.
it is also
works, the
etwork is
backup in
RK WITH

D2.1.1. CAS
Because
network
delivery
Topology
and mai
cost due
could be
sustaine
mainten
some cu
2.3 NETW
As the
operatio
system o
Although
own the
whole in
Transmi
Transmis
the mai
developm
the safe
TSOs are
traders,
and tran
indepen
power e
SE STUDY 1/4 –
the product
k is usually
if any fault s
y has an imp
intenance co
e to the dupl
e expected
ed through o
ance and hig
stomers.
WORK OPER
electricity n
onal respons
operators an
h in Europe t
e generation,
nfrastructure
ssion System
ssion System
in high volt
ment of the
operation (s
e the ones p
suppliers, d
nsparent ru
dently from
xchange (EN
ELECTRICITY NE
tion and loa
based on a
situation occ
pact on the
osts. For exa
lication of co
in operation
other lines. A
gh costs in o
RATION AND
network is
sibility for t
d distributio
the electricit
, networks a
e in still owne
m Operators
m Operators
tage electric
grid infrast
system balan
providing grid
distributors a
les. In the
the other e
NTSO‐E 2012)
TWORKS
d areas are
meshed ne
curs.
network reli
ample, a me
onnections b
n since a fau
A radial netw
operation du
D RESPONSIB
divided into
he network
n system ope
ty infrastruct
nd retail bus
ed by state‐o
(TSOs) are re
c networks.
ructure. In o
ncing and con
d access to t
and directly
European U
electricity ma
).
normally se
etwork in or
iability, as w
eshed netwo
between the
ult in a com
work has low
e to the cost
BILITIES
o a transmi
k is usually
erators.
ture is decen
sinesses), th
owned vertic
esponsible f
In many c
order to ens
ngestion ma
the electricit
connected
Union, inter
arket players
eparated by
rder to mai
well as on the
ork has a hig
several netw
mponent can
wer building
ts that may
ission and a
shared betw
ntralized (th
ere are coun
cally integrat
or the bulk t
countries, T
ure secure s
nagement) a
ty market pla
customers)
rnal electric
s, but provid
large distanc
ntain sufficie
e network in
gh investme
work points
n be isolated
g costs, but
result from i
a distributio
ween, respe
ere are sepa
ntries around
ted compani
transmission
SOs are als
supply, the T
and mainten
ayers (i.e. ge
according to
city market
ding informa
ces, the tran
ent redunda
nvestment, o
ent and main
although low
d and suppl
it has some
interrupted s
on system,
ectively, tran
arate compa
d the world
es.
n of electric p
so in charge
TSOs must g
nance of the
enerating co
o non‐discri
TSOs are o
ation and su
Page 18
nsmission
ancy and
operation
ntenance
wer costs
y can be
e costs in
supply to
also the
nsmission
nies who
were the
power on
e of the
uarantee
system.
mpanies,
minatory
operating
pport for

D2.1.1. CAS
Distribut
Distribut
network
Ownersh
Many TS
Germany
transmis
DSOs ar
around 1
having m
Regulati
Since th
revenue
electricit
efficient
exploitin
discrimin
In Norw
network
which in
supply (t
of the to
The inco
own cos
The inco
with res
SE STUDY 1/4 –
tion system
tion system
ks which dist
hip
SOs are state
y) where tra
ssion networ
e usually ow
160 DSOs – m
more than 10
ion of transm
he TSOs and
s, which ar
ty network,
manageme
ng their mo
natory and o
ay, the Norw
k company (
nfluence the
through CEN
otal annual p
ome cap of th
ts, depreciat
ome of distrib
pect to all o
ELECTRICITY NE
operators
operators (D
ribute electr
e (publicly) o
ansmission n
rk is operate
wned by the
most of them
00 000 custo
mission and
d DSOs hav
e the basis
are regulate
ent and deve
onopoly pos
objective tari
wegian Wate
OED 2008).
network cos
NS – cost of
permitted inc
he Norwegia
tion and grid
bution comp
other DSOs in
TWORKS
DSOs) are re
ricity to all cu
owned, altho
etworks are
d by several
e local autho
m being rath
mers (OED 2
distribution
e the mono
for funding
ed by the a
elopment of
itions, i.e. t
ffs and that
er and Energ
The income
sts, such as:
energy not s
come.
an TSO (Statn
d capital in th
panies is base
n Norway. To
esponsible fo
ustomers con
ough there a
partly privat
TSOs, for ex
orities and t
her small hav
2012).
networks
opoly on el
g of operat
uthorities. T
f the networ
to ensure t
t all custome
gy Directorat
e regulation
climate, top
supplied) is d
nett) is settle
he previous t
ed on an eva
o properly e
or maintainin
nnected to t
re countries
tely owned.
xample Germ
he state. In
ving less than
ectricity tra
ion, mainte
The scope o
rk and to pr
that networ
ers have acce
te (NVE) det
scheme tak
pography and
directly take
ed every yea
two years.
aluation of h
evaluate the
ng and opera
hese networ
(Denmark, B
In some Eur
many has fou
Norway, for
n 5 000 custo
nsport, the
nance and
f the regula
revent netw
k services a
ess to the pow
termines an
kes into acco
d network to
en into accou
ar and is bas
ow each indi
efficiency of
ating the dis
rks.
Belgium, Ne
ropean coun
r TSOs.
r example, t
omers, with
network o
developmen
ation is to e
work compan
are offered
wer market.
income cap
ount relevan
opology. Reli
unt in the ca
sed on the co
ividual DSO
f each TSO,
Page 19
stribution
therland,
tries, the
there are
only few
perators’
nt of the
nsure an
nies from
at non‐
for each
nt factors
iability of
alculation
ompany’s
performs
NVE uses

D2.1.1. CAS
the DEA
compan
By redu
scheme
when m
And sho
energy n
Funding
A netwo
regulate
the netw
The netw
electricit
compon
transmis
vary wit
income i
In additi
use. The
retailer
owning t
2.3.1 ELEC
In count
and reta
structure
SE STUDY 1/4 –
A method (d
ies such as g
cing grid co
gives the c
aking operat
rt interruptio
not supplied,
ork company
ed level. All n
work.
work tariffs
ty the user f
ent. This pa
ssion of an e
h energy us
in relation to
ion to netwo
e price for th
(or market t
the network
CTRICITY MAR
tries where t
ail operate a
e of a liberal
ELECTRICITY NE
data envelop
geographic an
ompanies’ in
ompanies a
tional or inve
ons (duratio
, Langset et a
y’s income,
network use
are made up
feeds into (i
rt of the tar
extra kWh (t
sage and inc
o the income
ork tariffs, th
his is decided
trader) whic
they are con
RKET
the power in
s separate b
ized electric
TWORKS
pment analy
nd climatic d
comes in th
n incentive
estment dec
n under 3 m
al. (2001) an
which deriv
rs (both gen
p of two ma
nput) or tap
riff reflects t
he marginal
ludes all cha
e cap
he consumer
d on the ma
ch may or m
nnected to.
ndustry is ve
businesses. F
ity system as
ysis) to take
differences.
he event of
to take cus
cisions. Both
minutes) are c
d Kjølle et al
es from tari
neration and
ain compone
ps (consump
the cost of t
loss rate). T
arges in the
rs of electric
arket (see se
may not be
ertically unbu
Figure 5, fro
s it exists for
into accoun
delivery int
tomer inter
long interru
considered (
l. (2008)).
iffs, must no
d consumers
ents. One of
tion) from t
the change
The second c
tariff that a
city must als
ection 2.3.1)
the same as
undled gene
m IRGC (200
r example in
nt relevant
terruptions,
ruption cost
ptions (dura
see also sect
ot be higher
) must pay a
these varies
he grid, and
in power los
component o
are intended
o pay for th
. They buy t
s the local d
ration, trans
06), illustrate
Europe and
differences
the CENS re
ts into cons
ation over 3 m
tion 4.2.2 on
r than the m
a tariff for th
s with the am
d is called th
ss resulting
of the tariff
d to ensure s
he actual ene
this electricit
distribution
smission, dis
es the organ
North Amer
Page 20
between
egulation
ideration
minutes).
n costs of
maximum
he use of
mount of
he energy
from the
does not
sufficient
ergy they
ty from a
company
stribution
nizational
rica.

D2.1.1. CAS
Producti
indepen
the elec
energy q
While pr
transmis
would n
distribut
the netw
discusse
users, an
optimal
FIGURE 5
3 Nord Poo
SE STUDY 1/4 –
ion units can
dent produc
ctricity is tra
quantities an
roducers and
ssion networ
not be profi
tion of elect
works (TSOs
ed above, th
nd to achiev
way.
5 – ORGANIZA
ol Spot website
ELECTRICITY NE
n be owned
cers is an imp
ded on soph
nd prices (see
d consumers
rks are consi
table for th
ricity) and a
and DSOs ‐
e responsib
ve this, they
ATIONAL STRU
e: http://www.n
TWORKS
by different
portant prem
histicated m
e for exampl
s can be com
dered natur
he society to
re therefore
transmissio
ility to main
have to buil
UCTURE OF A
nordpoolspot.c
t companies
mise for mar
market arrang
e Nord Pool
mpetitive bu
al monopoli
o have com
e under regu
n and distrib
ntain quality
d, maintain
LIBERALIZED
om/About‐us/
and the exi
rket liberaliza
gements wh
Spot websit
usiness (mark
es (i.e. due t
mpeting infra
ulatory state
bution syste
and continu
and operate
(UNBUNDLED
stence of a
ation. In mos
hich may go
e3).
ket players),
to the large i
astructures f
e control. Th
m operators
uity of elect
e the system
D) ELECTRICIT
sufficient nu
st of these c
up to hour
, the distribu
infrastructur
for transmis
e entities co
s/managers)
tricity supply
m in a socio‐e
TY SYSTEM (IR
Page 21
umber of
countries,
ly traded
ution and
re costs it
ssion and
ontrolling
have, as
y to end‐
economic
RGC 2006)

D2.1.1. CAS
The who
parallel
control,
The cro
mainten
between
The basi
Prod
Elec
Limitatio
impact o
during t
transmis
regions o
is greate
countrie
which ha
the bott
with ele
TSOs ma
made in
Limitatio
or even
time sys
SE STUDY 1/4 –
ole electricity
information
see section
oss border
ance issues
n countries a
c operation
duction = co
ctricity is trad
Bilateral co
and some m
The day ahe
The reserve
'Instant' ho
ons in the ca
on the tradi
the hours w
ssion capaci
or countries.
er than loca
es (and regio
ave usually a
tleneck occu
ctricity defic
ay need to d
advance.
ons in the tr
by planned
tem operatio
ELECTRICITY NE
y infrastruct
and comm
2.7 for more
transmission
is influenci
and by the el
principles of
nsumption +
ded in advan
ontracts – us
main industri
ead‐biding
e market
urly power e
apacity of tr
ng in the po
with peak co
ty due to t
. In these sit
l generation
ons). The TSO
a higher ma
urred. Bottle
cit. In rare sit
disconnect sp
ansmission c
maintenanc
on or betwe
TWORKS
ure is suppo
unication te
e details.
n of electri
ng and it is
ectricity mar
f the electric
+ losses at all
nce through:
sually long t
al users/reta
exchange
ransmitting p
ower marke
onsumption
the imbalan
uations, ther
n plus the im
Os may then
rginal price
enecks will t
tuations, if t
pecific custo
capacity can
ce – if the m
en TSOs.
orted by a ra
echnology (IC
icity and co
very much
rket (where
ity market a
l times. The T
erm, fix pric
ailers)
power betw
et and on m
during the
nce between
re may be re
mport throug
need to dis
comparing w
hus contribu
there are no
omers, at a c
n also be cau
maintenance
apidly increa
CT) infrastru
ooperation
influenced
it exists, bet
re:
TSOs are res
ce‐fix quanti
ween regions
arket prices
day), bottle
n generation
egions or cou
gh transmiss
spatch local r
with what w
ute to short
locally avail
cost – agree
used by failu
e plans are n
sing (in size
ucture for sy
between sy
by the way
ween differe
sponsible for
ty contracts
and countr
. For examp
necks may
n and consu
untries wher
sion intercon
reserves of g
was establishe
term price
lable reserve
ments with
res and unp
not well corr
and comple
ystem opera
ystem oper
y electricity
ent countries
r this balance
s between p
ries can have
ple, at times
exist in the
umption in
re the power
nnections w
generation c
ed on marke
increases in
es on short t
these custo
planned main
related with
Page 22
exity) and
ation and
ators on
is traded
s).
e.
producers
e a great
s (usually
physical
different
r demand
ith other
capacities
et before
n regions
term, the
mers are
ntenance
h the real

D2.1.1. CAS
SE STUDY 1/4 – ELECTRICITY NETWORKS
Page 23

D2.1.1. CAS
2.3.2 EUR
To give a
on Europ
between
organiza
of succe
(six) pred
FIG
ENTSO‐E
the EU (4
and for a
need for
and man
ensure c
transmis
SE STUDY 1/4 –
ROPEAN CROS
an example
pe. Figure 6
n different co
ations betwe
essful TSO co
decessor ass
GURE 6 – TRA
E (The Europ
41 TSOs from
all their tech
r increased c
naging effect
coordinated
ssion system
ELECTRICITY NE
SS BORDER OP
on cross bo
illustrates th
ountries in E
en the coun
oordination
sociations in
NS‐BOUNDAR
pean Networ
m 34 Europe
hnical and m
cooperation a
tive and tran
and sufficie
.
TWORKS
PERATION AN
rder cooper
he relatively
Europe which
tries TSOs (E
was taking f
Europe.
RY PHYSICAL
rk of Transm
an countries
arket issues
and coordina
nsparent acc
ently forward
ND COOPERAT
ration betwe
y high degree
h historically
ENTSO‐E 200
further by E
ENERGY FLOW
mission Syste
s) and others
(ENTSO‐E 20
ation in crea
cess to the t
d‐looking pla
TION
een transmis
e of intercon
y lead to vari
09). After the
ENTSO‐e in 2
WS (GWH) IN
em Operator
s connected
006). ENTSO
ting network
transmission
anning and s
ssion system
nnection and
ous coopera
e EU was crea
2009 which
EUROPE IN 2
rs) represent
to their netw
‐E has been
k codes: regu
networks a
sound techn
operators,
d exchange o
ation agreem
ated, the lon
unified/repl
2005 (UCTE 20
ts all electric
works, for al
established
ulations for p
cross borde
nical evolutio
Page 24
we focus
of energy
ments and
ng history
aced the
006)
c TSOs in
l regions,
from the
providing
rs and to
on of the

D2.1.1. CAS
ENTSO‐E
Code on
study. T
for ensu
applicab
Dete
coo
effic
Dete
tran
The code
the resp
or seve
coordina
relevant
mainten
specific c
Accordin
coordina
aspects t
Each reg
a) A
a
b) A
a
t
c) A
SE STUDY 1/4 –
E has recent
n Operationa
his network
ring coheren
ble. This code
ermining co
rdinated ana
cient functio
ermining co
nsmission an
e is applicab
ponsibility to
ral outage
ated mainten
t network co
ance, grid d
conditions fo
ng to the Op
ation regions
that may aff
gion will ope
All transmiss
areas;
All transmiss
availability s
through a m
All critical ne
ELECTRICITY NE
tly (7 Novem
al Planning a
code define
nt and coord
e focuses on
ommon time
alysis for rea
ning of the E
onditions to
d distributio
ble to all TSO
elaborate a
planning re
nance works
omponents,
developmen
or execution
erational Pla
s within Euro
fect the netw
rate with a c
sion and dis
sion and dist
status impac
ethodology
etwork elem
TWORKS
mber 2012) i
and Schedul
es the minim
inated prepa
cross‐borde
e horizons,
al time oper
European int
o plan outa
n system op
Os and DSOs
nd update fo
egions (parts
s having imp
containing
t, reparation
of the outag
anning and S
ope. The TSO
work operatio
common list
tribution ne
tribution net
cts another T
commonly a
ents.
issued for p
ing (ENTSO‐
mum operat
aration of re
er network is
methodolo
ration to ma
ternal electri
ages allowi
perators.
s as well as s
or each time
s of the Eu
pacts on cros
information
n or combin
ge and restit
Scheduling co
Os in each re
on, including
of relevant n
twork eleme
twork eleme
TSOs respon
agreed
ublic consul
‐E 2012) wh
tional planni
eal‐time oper
sues aiming
ogies and p
aintain oper
icity market;
ng works
significant ne
e horizon, a c
uropean Ne
ss border po
on: outage
ned, works
tution time.
ode, the TSO
egion have t
g maintenanc
network elem
ents connect
nts of a TSO
nsibility area
tation the D
ich is the m
ng and sche
ration of the
at:
rinciples all
ational secu
required by
etwork users
coordinated
etwork). The
ower flows. T
e dates, outa
to be done
Os have to de
he obligation
ce schedulin
ments includ
ting differen
responsibili
to a thresh
Draft of the
most relevan
eduling requ
e transmissio
owing to c
urity and sup
y power pr
s. Each TSO
outages pla
ese plans w
The plans wi
age reasons
e on the eq
efine relevan
n to coopera
ng.
ding for exam
nt TSOs resp
ity area for w
hold level est
Page 25
Network
t for this
irements
on system
carry out
pport the
roducers,
will have
n for one
will allow
ill list the
s such as
uipment,
nt outage
ate on all
mple:
onsibility
which the
tablished

D2.1.1. CAS
The info
should in
a) T
g
b) S
c) T
O
2.3.3 NET
A numb
network
commer
mainly u
parts of
N‐1 crite
Most po
probable
the inter
of consu
accomm
regime
consump
predicta
TSOs mo
system
computa
power s
TSOs aff
SE STUDY 1/4 –
rmation abo
nclude at lea
The reason f
grid develop
Specific con
relevant net
Time requir
Operational
TWORK ANALY
er of metho
k (i.e. analy
rcially availa
used for ope
the network
erion
ower grids a
e single even
rconnected o
umption. The
modate the a
caused by t
ption in their
ble and loca
onitor the N
(their own
ations for ris
ystem to an
ected.
ELECTRICITY NE
out the netw
ast:
for every un
pment, repar
nditions that
work elemen
ed to restor
Security.
YSIS
ods and too
ysis of cons
ble tools are
eration of th
k. The tools a
are operated
nt leading to
operation, th
e remaining
additional lo
the initial fa
r own area o
lly limited“ (
N‐1 criterion
system and
sk analysis.
n N‐1 compli
TWORKS
ork compon
available sta
ration or com
t need to b
nt and
re service o
ls exist for
equences fo
e integrated
e network, e
are also used
d according
a loss of a p
at is, trigger
network el
ad or chang
ailure. It is
on condition
UCTE 2004a
n for their o
some defin
After a con
iant conditio
ents which s
atus of a rele
mbined work
e fulfilled b
f a relevant
power flow
or the netw
part of the
e.g. for mak
d to check if t
to the N‐1
power system
r a cascade o
lements, wh
ge of genera
acceptable
that this am
)
own system
ned parts o
tingency oc
on and, in ca
shall be prov
evant netwo
ks;
before execu
t network e
study and f
work if a c
e network op
king decision
the N‐1 crite
security crit
m element sh
of trippings o
ich are still
ation, voltag
that in som
mount is com
through ob
f adjacent s
curs, each T
ase of any d
ided by each
rk element s
uting an una
lement if ne
failure analy
component
perating syst
on connect
erion is fulfille
terion which
ould not end
or the loss of
in operation
e deviation
me cases, T
mpatible with
servation of
systems) an
TSO works to
delay, immed
h TSO to the
such as main
available sta
ecessary to
ysis in the e
fails). Some
tems. Such
tion/disconn
ed.
h specifies t
danger the se
f a significan
n, should be
or transient
TSOs allow a
h a secure o
f the interco
d carry out
o rapidly re
diately infor
Page 26
ENTSO‐E
ntenance,
atus of a
maintain
electricity
e of the
tools are
ection of
that “any
ecurity of
t amount
e able to
t stability
a loss of
peration,
onnected
security
estore his
ms other

D2.1.1. CAS
The N‐1
more th
deficits,
2004b).
2.4 POW
Low qua
system a
defined
several p
In the pu
with the
with sinu
The curr
(electric
limits are
equipme
under vo
withstan
compon
some lo
frequenc
2.4.1 POW
Power q
the netw
dangero
the netw
Norwegi
SE STUDY 1/4 –
criterion ap
an one failu
inappropria
WER QUALITY
ality of the s
and even pu
by the regu
parameters (
ublic power
e continent o
usoidal wave
rent limits i
ity flow gene
e defined by
ent in/conne
oltage will in
nd large var
ent and its c
oads and ge
cy.
WER QUALITY
quality is a ve
work charact
ous for all eq
work. This is
ian regulator
ELECTRICITY NE
pproach is a
re or of mor
ate applicati
Y AND OPER
upplied elec
ut the safety
ulators of ea
(frequency a
system, the
or region, be
e shape with
in a power
erates heat)
y the insulati
ected to the
crease the c
riations of c
characteristic
enerators st
Y AND NETWO
ery importan
teristics and
quipment con
why Norway
r (NVE 2004)
TWORKS
determinist
re complex f
ion of the N
RATIONAL LIM
ctric power c
y of people a
ach country,
nd voltage li
electric pow
eing, for exa
a certain am
system are
in the trans
on capacity a
network. Ov
current which
current and
cs), the powe
tarting to d
ORK CODES
nt issue whe
its operation
nnected to t
y for exampl
).
tic approach
failure comb
N‐1 has cle
MITS
can damage
at risk. The
, who estab
imits) of the
wer is suppli
ample, 50 H
mplitude.
typically de
sport networ
and thermal
vervoltage w
h can lead to
voltage for
er system is
disconnect a
en looking at
n. Lack of po
the network
le has a very
h which doe
inations. In a
arly contrib
and/or dest
quality requ
lish the max
electric pow
ed in a dete
z in Europe
efined by th
rk like transf
limits of the
will destroy t
o overcurren
r short perio
very intolera
at variation
t electrical n
wer quality
and cause p
y strict powe
s not addres
addition to s
uted to ma
roy equipme
uirements fo
ximum disto
wer.
ermined (rate
and 60 Hz i
he thermic l
ormers, lines
e component
the equipme
nt. While the
ods of time
ant to freque
s of 2% ov
networks and
standards ca
personal dam
r quality cod
ss the occur
some metho
ajor blackou
ent connecte
or electric en
ortion accep
ed) frequenc
in the Unite
limit of com
s and cables
ts in the netw
ent/compone
e power syste
e (depending
ency deviati
ver/under th
d greatly dep
an potentiall
mage to peo
de set forwa
Page 27
rrence of
odological
ts (UCTE
ed to the
nergy are
ptable for
cy (varies
d States)
mponents
s. Voltage
work and
ent while
em might
g on the
ons, with
he rated
pends on
y be very
ple using
rd by the

D2.1.1. CAS
The netw
and req
network
operator
In addit
(Statnett
the netw
keeping
In a Eur
Europea
becomes
operatio
2.5 OPER
2.5.1 OPE
Network
network
short pe
Regardin
common
surge), t
to the ne
The mec
equipme
short‐cir
installed
SE STUDY 1/4 –
work operato
uirements,
k. This means
rs' duty to re
ion to the
t 2012). The
work. It helps
the power q
ropean pers
n transmiss
s even more
on rules of th
RATIONAL S
ERATIONAL ST
k componen
k component
eriods of time
ng electrical
n reasons fo
emporary ov
etwork or sw
chanical stre
ent can be su
rcuit lasts, th
d in open ai
ELECTRICITY NE
ors are the m
although th
s that if anyo
equire the ne
power qual
e FIKS regula
s to assure t
quality a conc
spective, the
ion network
e important
he transmissi
STRESSES AN
TRESSES
nts can be
ts are occas
e) due to ope
stress, com
or voltage str
vervoltages (
witching equi
ess refers to
ubdued to e
he more like
r, like overh
TWORKS
main respons
is responsib
one connect
eed of equip
ity code, th
tes the netw
the participa
cern among
ere is also a
k is used by
that there
ion network.
ND LIFETIME
exposed to
ionally opera
erational req
ponents can
resses are lig
(resulting fro
ipment like s
o forces and
electromecha
ely it is for e
head lines, a
sible for the
bility is to b
ted to the ne
ment to hind
here is also
work operati
tion of powe
all.
an effort in
countries to
are commo
. These rules
OF COMPON
electrical, m
ated to thei
quirements a
n suffer from
ghtning surg
om connectio
switch break
d physical st
anical forces
equipment t
are also exp
compliance
be shared by
etwork cause
der the caus
the networ
ion and the
er generatin
harmonizing
o transport
n rules to e
s are defined
NENTS
mechanical
r limits (and
and demand
m voltage st
ges (lightning
on or discon
kers) and pow
trains. In th
s during shor
to become d
posed to win
with the pow
y all of thos
es disturban
e of those di
k code, nam
connection o
g units and n
g the netwo
electric pow
nsure the sa
by ENTSO‐E
or environm
d sometimes
s or due to e
ress or curr
g hitting a li
nection of h
wer frequenc
e power sys
rt‐circuits pe
damaged). N
nd and ice.
wer quality
se connecte
ces, it is the
isturbances.
med FIKS in
of generator
network ope
ork codes. S
wer across E
ame connec
E (see section
mental stres
s over their
external reas
rent stress. T
ine creates a
igh power co
cy voltages.
stem, almos
eriods (the lo
Network com
Ice for exam
Page 28
demands
ed to the
network
Norway
r units to
erators in
Since the
Europe, it
ction and
n 2.3.2).
sses. The
limits for
sons.
The most
a voltage
onnected
st all the
onger the
mponents
mple can

D2.1.1. CAS
accumul
addition
originate
expansio
Environm
This gro
Compon
specifica
isolation
in salt‐re
using eq
and may
parties.
2.5.2 LIFE
Table 3
numbers
can be s
practical
stresses
Thus, the
There is
In addit
realistic
in Table
T
SE STUDY 1/4 –
late on over
al mechanic
ed by huma
on due to he
mental stres
up of stress
nents and eq
ally designed
n in cables an
esistant con
uipment in a
y lead to in
TIME OF NET
shows estim
s in the table
seen that the
l experience
on the com
e lifetime es
a need for c
ion, stresses
lifetime esti
4.
TABLE 3 – EST
ELECTRICITY NE
head lines a
cal strains to
an actions (
at or during
ss depends o
ses includes
quipment ins
d to operate
nd insulators
tainers, etc.
aggressive en
stallation fa
WORK COMP
mates for th
e are based o
e expected l
e shows the
mponents are
timates in Ta
condition mo
s on the ind
imate. The in
IMATED LIFET
Type oOve
Tra
TWORKS
nd their stru
o the compo
cuts or inap
specific ope
on location,
corrosion, w
stalled in env
in that envi
s, equipment
. The lack o
nvironments
ilure and in
PONENTS
he expected
on NVE (200
ifetime of m
real lifetim
e very differe
able 3 canno
onitoring (se
dividual com
nfluence of d
TIMES FOR DI
of componenterhead lines
Cables
ansformers
Breakers
uctures, incre
onents. Othe
ppropriate h
erating condi
for instance
which is a p
vironmentall
ronment. Fo
t installed n
of considerat
s will decreas
creased safe
lifetime of
05, Table 2) a
most of the c
e varies qui
ent, depend
ot be used as
e chapter 5)
mponent mu
different fac
IFFERENT TYP
t Estimat
easing the o
er mechanic
handling of
tions.
e industrial e
particularly i
ly aggressive
or example:
ear coastal a
tion regardin
se the equip
ety risk to m
components
and are best
components
ite much, be
ding on wher
s basis for ma
to reveal th
ust be consid
ctors on the
PE OF COMPO
ted lifetime [y35‐45
40‐70
40‐50
35‐45
verall weigh
al stresses c
equipment)
environment
mportant iss
e locations a
the oil indus
areas may be
ng environm
ment and/o
maintenance
s in the elec
estimates pr
is around 40
ecause oper
re the comp
aintenance s
he componen
dered to co
lifetime of c
ONENTS (NVE
years]
ht, and this c
can be due
and or to
ts and coast
sue in coast
are often pre
stry uses oil‐
e hermetical
mental stress
r componen
e personnel
ctricity netw
rovided by e
0‐50 years. H
rational and
ponents are
scheduling.
nts' individua
ome up with
components
2005, TABLE
Page 29
can cause
to errors
material
tal areas.
tal areas.
epared or
‐resistant
lly sealed
ses when
t lifetime
or third‐
work. The
experts. It
However,
external
installed.
al health.
h a more
is shown
2)

D2.1.1. CAS
TABL
TypcompOverhe
Ca
Transf
Bre
Importance1 Factor has2 With regar3 Mechanica4 Ambient te5 Number of
2.6 VULN
The elec
critical b
as well
disruptio
criticality
internat
Vulnerab
Hofmann
ability to
Analyses
a combin
min
ove
malf
syst
SE STUDY 1/4 –
E 4 – FACTOR
pe of ponent ead lines
bles
formers
akers
e of lifetime influe
s some importanc
rd to how long th
al stresses, e.g. m
emperature. Env
f operations.
NERABILITY
ctric power s
because pow
as for the
ons of electr
y is high as
ional), magn
bility has tw
n et al. 2012
o recover aft
s of recent b
nation of fac
or single eve
r an overhea
function of
tem automat
ELECTRICITY NE
RS THAT INFLU
Operational
(e.g. current,
number of op
○ 1 ● ● 5
encing factor:
ce, but much less
he equipment is s
movement. Climat
ironmental stres
system is a c
wer supply is
functioning
ricity supply,
s the impac
nitude (major
wo important
2), i.e. the se
er an undesi
blackouts rev
ctors (related
ents ‐ fall of
ad line, or ov
critical equi
tion insufficie
TWORKS
UENCE THE LIF
stresses
voltage,
erations)
○ some i
s than environme
subject to environ
te may be import
ses for transform
omplex, larg
very import
g of other
at least not
ct of a failu
r) and effect
t aspects: Su
ensitivity of
ired event.
vealed that t
d to suscepti
a tree (due t
verload of a l
pment (pos
ent to cope w
FETIME OF DI
Lifetime Environmenta
external stress
wind, snow/
humidity, ligh
● ○ 3 ● 4 ●
mportance
ental and externa
nmental and exte
tant for (cable) te
mers mounted on
ge, extensive
tant for man
vital infrast
t over a wide
ure, loss or
s of time (im
usceptibility
the system
the blackout
bility), as for
to inadequat
ine
sibly as a re
with several
IFFERENT COM
influencing faal and
es (e.g.
/ice,
tning)
C
o
●high imp
l stresses.
ernal stresses.
erminations.
power poles.
e and vulnera
ny social and
tructures. M
e area and a
unavailabili
mmediate) (IR
and coping
to be affect
causes are s
r example:
te vegetation
esult of inad
cascading ev
MPONENTS (N
actorhanges in opera
(e.g. increase
operation, overl
load cycles)
● ● ● ○
portance
able infrastr
economic a
Modern soci
long time p
ty is high i
RGC 2006).
capacity (H
ed by undes
systemic in n
n maintenan
dequate diag
vents
NVE 2005, TA
ration
ed
load,
)
ructure. It qu
activities and
ieties canno
period. The d
n scope (po
Hofmann et
sired events,
nature and r
nce and bad
gnostic tech
Page 30
BLE 1)
Age
○ 2 ○ ●
ualifies as
d services
ot afford
degree of
otentially
al. 2011,
, and the
represent
weather)
niques) ‐

D2.1.1. CAS
the
ade
hum
pote
Operato
prepared
case sce
interrup
personn
high eco
In order
analyses
2.6.1 RISK
In Norw
power sy
hazards,
reducing
reducing
(NVE 201
2.7 ANC
Electricit
working
guarante
substatio
system,
SE STUDY 1/4 –
system is
quate transm
man‐related
entially far‐r
ors of the e
d to re‐estab
enario in elec
tion of elect
el or third p
onomic losse
r to avoid su
s, and they e
K AND VULNE
ay, the natio
ystem: NVE
, threats an
g measures,
g measures a
13).
CILLARY SYST
ty networks
behind it to
ee the qualit
ons, but the
the protectio
ELECTRICITY NE
operated to
mission capa
economic a
eaching failu
lectricity ne
blish the pow
ctricity distri
tricity supply
parties, even
s.
uch events a
stablish plan
RABILITY ANA
onal regulato
(2010) and
nd undesired
present the
and emergen
TEMS
are not jus
o ensure the
ty of the ene
ey can also
on system an
TWORKS
o its limits
acity
and contextu
ures and of s
twork must
wer supply w
ibution netw
y. Other und
ts that lead
and to be p
ns for emerge
ALYSIS
or, NVE, pro
NVE (2012).
d events, as
e results (e
ncy prepared
t overhead
e optimal op
ergy that flo
be found alo
nd the emer
– inadequat
ual factors –
hort‐term em
avoid that
when it is int
works is a m
desired even
to environm
repared, the
ency prepare
ovides guidel
The suggest
ssess the ri
.g. in risk m
dness. Emer
lines and ca
peration of t
ows in the ne
ong other p
rgency backu
te investme
– lack of bo
mergency pr
the power
errupted du
ajor black ou
ts are event
mental dama
e companies
edness.
lines for risk
ted method
sk (probabi
matrices) and
rgency prepa
ables, but th
the network
etwork. Thes
points in the
up power sys
ents in upgr
oth of situa
reparedness
supply stop
e to extraord
ut leading to
ts that comp
ages, or othe
s carry out r
k and vulnera
is based on
lity/consequ
d finally est
aredness is a
hey have ma
k, maintain s
se systems a
e network. T
tems.
rades to ac
ational awar
ps and/or sh
dinary cases
o long and a
promise the
er events tha
risk and vuln
ability analy
a process to
uences), ide
tablish plans
also regulate
any ancillary
system reliab
are usually p
They include
Page 31
hieve an
reness of
hould be
. A worst
area‐wide
safety of
at causes
nerability
sis in the
o identify
ntify risk
s for risk
ed by law
y systems
bility and
resent at
: the ICT

D2.1.1. CAS
2.7.1 ICT S
Informat
the seve
from op
in opera
The ICT
real‐time
of switch
be used
locations
2.7.2 PRO
The netw
of the e
between
Today, p
relays, w
failure s
can be s
The pro
operates
from th
insulator
voltage
method
typical o
installed
SE STUDY 1/4 –
SYSTEM
tion and com
enties. The i
erational cen
tional centre
system is b
e measurem
hgear. The t
copper lines
s with very d
OTECTION SYS
work protect
energy flow
n metallic pa
protection sy
which makes
ituations tha
aid to repres
otection syst
s. The groun
he ground t
rs, etc.). The
differences
used greatly
of short‐circu
d in the netw
ELECTRICITY NE
mmunication
introduction
ntres. Today
es, to which
ased on sup
ments from e
ypical suppo
s (in older pa
difficult acces
STEM
tion system
wing through
arts and the
ystems are
s them mor
an the previ
sent the netw
tem is also
nding can be
that suppor
e purpose o
that may ap
y influences
uits, thereby
work.
TWORKS
n technology
of ICT allow
y, the entire
real‐time me
pervisory con
quipment an
ort for the IC
arts of the n
ss).
is present in
h the netwo
surrounding
highly autom
re reliable, e
ious electro‐
work brain, a
very depen
e roughly ex
rts the phys
of grounding
ppear in the
the values o
y defining th
y (ICT) starte
wed networ
network is a
easurements
ntrol and da
nd compone
CT network t
etwork) and
n the entire s
ork. Fault c
gs that may b
mated and r
effective and
‐mechanical
and the brea
dent on the
xplained as
sical structu
g is to remo
e case of sh
of the short‐
he type of e
ed to be inte
rks to be co
automatized,
s from large
ata acquisitio
ents in the ne
today is fibre
d wireless sat
system and g
urrents to e
be a hazard
rely on auto
d faster in s
relays. In th
akers represe
e type of g
how the net
ures of the
ove or reduc
ort circuits
‐circuit curre
equipment a
grated in th
ontrolled and
, and the op
parts of the
on (SCADA)
etwork and a
e optics, alth
tellite comm
guarantees t
earth cause
to humans a
omatized pro
short‐circuit
he protectio
ent the netw
rounding in
twork is con
network (
ce the dang
or ground fa
ents and volt
nd compone
e power net
d operated
eration is ce
network con
systems tha
allow remot
hough there
munication (i
the safety an
e voltage dif
as well as to
ogrammed e
and other
on system, t
work muscle.
which the
nnected and
poles, trans
gerous effect
aults. The g
tage rise phe
ents that ne
Page 32
tworks in
remotely
entralised
nverge.
t receive
e control
can also
n remote
nd quality
fferences
animals.
electronic
network‐
he relays
network
d isolated
sformers,
ts of the
rounding
enomena
eed to be

D2.1.1. CAS
2.7.3 EME
As techn
energy s
generato
continue
substatio
compon
backed w
continue
the safe
reconne
The typi
(up to a
power s
UPS for
to 10 se
than 20
systems
4 UPS stan
SE STUDY 1/4 –
ERGENCY BAC
nical system
supply they
ors and even
e their norm
ons in the
ents are sel
with emerge
e active durin
ety of equip
ction.
cal emergen
couple of da
upply (up to
the first seco
econds, depe
millisecond
are capacito
nds for Uninterr
ELECTRICITY NE
CKUP POWER
ms become m
become as
n UPS4, can b
mal operatio
network wi
lected (acco
ency backup
ng blackout
pment and
ncy backup s
ays) and UPS
o 1 day). The
onds while t
ending on its
ds, supports
or banks, ine
ruptable Power
TWORKS
SYSTEMS
more depen
well. There
be seen inst
on even wh
ll not requi
ording to the
systems. Th
situations so
people are
systems are
S systems su
ese two type
the diesel ge
s size, and d
the loads.
rtia drivers a
r Systems
ndent on ele
efore, emerg
alled in subs
hen there i
ire the nee
eir importan
his allows m
o that upon t
already op
diesel gene
upported by
es of emerge
enerators sta
during that t
Other equip
and simple b
ectronics an
gency backu
stations to e
is a power
d of emerg
nce for the
measuring sys
the reconnec
perating in
rators, used
batteries, us
ency power
art. Starting o
time the UPS
pment typic
batteries.
nd ICT, the
p systems, w
ensure that a
failure. Alt
gency power
network no
stems and p
ction, all the
case there
for medium
sed for very
are usually a
of a diesel ge
S, which can
cal of emerg
more depen
which includ
all electronic
though mos
r, key locat
ormal operat
protection sy
e systems tha
is a fail du
m term powe
short and sh
associated, b
enerator can
n be activate
gency backu
Page 33
ndent on
de diesel
c systems
st of the
ions and
tion) and
ystems to
at ensure
uring the
er supply
hort term
being the
n take up
ed in less
up power


D2.1.1. CAS
3. MAI
3.1 FRAM
Mainten
making‐
the elect
personn
The mai
obliged (
The main
Reli
Cost
Envi
Safe
Secu
Rep
The pro
network
not very
this situ
benefit a
for decis
Due to t
generally
group of
such as f
good ba
SE STUDY 1/4 –
INTENANC
MEWORK AN
nance activit
up a large p
tricity netwo
el and third
n driver for
(by law) to s
n objectives
ability: Avoid
t‐effective
ironmental‐f
ety: For perso
urity/vulnera
utation
blem for m
k consists of
y critical (e.g
uation, the p
analyses and
sion support
the vast am
y groups of
f componen
failures, maj
lance betwe
ELECTRICITY NE
CE STRAT
ND OVERALL
ties are an
percentage o
ork. In additio
parties, and
maintenance
upply the cu
of maintena
d failures an
friendly: Imp
onnel/third
ability: Impa
any networ
many compo
. due to few
prioritizing o
d extensive m
and mainten
mount of com
assets. The
nts, e.g., tec
jor storms o
en preventiv
TWORKS
EGIES AND
L THINKING
important p
of operation
on, maintena
d it has a po
e is the secu
stomers wit
ance and rein
d outages an
pact on envir
parties
ct of weathe
k operators
onents and t
w customers
of maintena
maintenance
nance execu
mponents in
e strategy in
hnical condi
r heavy snow
ve maintenan
D MAINTE
part of the
costs, and t
ance is vital
otential sign
urity of supp
h electricity.
nvestment ca
nd provide re
ronment as l
er and climat
is (especial
that some pa
supplied by
nce may be
e programs a
ution are req
n the distrib
ndicates wha
ition, operat
wfall). A cha
nce (and rein
ENANCE O
managemen
triggering a
for the safet
ificant impa
ly, because t
.
an be summ
eliable electr
ow as possib
te and terror
lly for the d
arts of the ne
the networ
ecome chall
are not possi
uired.
ution system
at should tri
tion conditio
allenge for di
nvestments)
ORGANIZA
nt of electri
majority of t
ty of the netw
ct on the co
the operator
arised as:
ricity supply
ble/necessary
rists
distribution c
etwork (and
k part). If a c
enging, beca
ble. In this c
m, maintena
gger mainte
ons, timing (
istribution co
and correct
ATION
icity networ
the reinvest
work compa
ompany’s re
rs of the net
to customer
y
companies)
the compon
company oft
ause extens
case, simple
ance strateg
enance for a
(after specia
ompanies is
tive mainten
Page 35
rk assets,
tments in
any’s own
putation.
twork are
rs
that the
nents) are
ten faces
sive cost‐
methods
ies cover
a specific
al events,
to find a
ance.

D2.1.1. CAS
Role of r
Since th
operatio
Some ex
are:
Reg
199
Reg
Reg
Reg
Reg
201
Reg
(FOR
Reg
201
Reliabili
The RCM
network
detailed
required
When R
optimiza
mainten
requirem
predictiv
In 2001,
publishe
provides
SE STUDY 1/4 –
rules and reg
e electricity
on and maint
xamples of r
ulation of pr
0‐12‐07‐959
ulation of in
ulation of sy
ulation of se
ulation of p
2‐12‐07‐115
ulation of s
R‐2006‐04‐2
ulation of re
1‐03‐10‐263
ty Centered
M methodolo
k operators.
RCM analys
d), most of th
CM is carrie
ation of ma
ance is sch
ments for fur
ve models to
an IEEE rep
ed (Endrenyi
s a good ove
ELECTRICITY NE
gulations
network is
tenance is su
regulations t
roduction, tr
9)
stallations fo
ystem respon
ecurity of sup
preventive se
57)
afety at wo
8‐458)
equirement
3)
Maintenanc
ogy is to a qu
Whereas pr
sis (mostly g
he smaller di
ed out, the
aintenance
heduled ins
rther actions
o estimate m
port on the p
et al. 2001).
erview of the
TWORKS
one of the
ubject to regu
that are of m
ansforming,
or electric po
nsibility in th
pply in the po
ecurity and e
rk in electri
of compete
ce (RCM)
uite different
robably all t
generic analy
stribution sy
RCM‐decisio
or inspectio
pections at
s, additional
aintenance n
present stat
The work fo
e status in th
most import
ulation by th
major impor
transmissio
ower supply
he power sys
ower system
emergency
c installatio
ence etc. at
t degree imp
transmission
ysis of group
ystem operat
on logic is q
on intervals
t fixed time
corrective ac
needs (e.g. d
us of mainte
or this report
he power in
tant infrastr
he authoritie
rtance for th
n, trade, dist
(FOR‐2005‐1
tem (FOR‐20
m (FOR‐2004‐
preparednes
ns and at o
installation
plemented in
system ope
ps of equipm
tors do not u
uite often t
s is hardly
e intervals.
ctions are sc
dependent o
enance strat
t was carried
dustry at th
uctures in m
s.
he network o
tribution and
12‐20‐1626)
002‐05‐07‐44
‐11‐30‐1557)
ss in the ele
peration of
and area co
the mainten
erators carry
ment with sp
use RCM.
he last step
performed.
If the ins
heduled and
n loading etc
tegies in the
d out 1995‐1
e end of the
modern socie
operators in
d use of ene
48)
)
ectricity supp
electric inst
oncessionair
nance routin
y out a mor
pecific adjust
in the anal
. Most part
pections re
d initiated. T
c.) is not usu
e power indu
999. Thus, th
e 1990s. The
Page 36
eties, the
n Norway
rgy (FOR‐
ply (FOR‐
tallations
res (FOR‐
nes of the
re or less
tments if
lysis. The
t of the
veal the
he use of
ual.
ustry was
he report
e focus in

D2.1.1. CAS
the repo
a numbe
industry
mainten
The stat
or in a m
Only in
conditio
monitor
vibration
Accordin
nearly h
least par
"as need
Even tho
valid (to
Live‐line
Live‐line
the equ
electricit
mainten
under op
under m
3.2 MAI
The net
managem
work is e
SE STUDY 1/4 –
ort is on mai
er of compan
. The resul
ance strateg
us in 2001 w
modified form
a few case
n‐based ma
ing was app
n, bearing te
ng to the sur
alf of the co
rt of the ma
ded" or only
ough the res
some degre
e working
e working is
ipment is u
ty supply, liv
ance tools
peration. Liv
maintenance
NTENANCE O
twork oper
ment depar
either carrie
ELECTRICITY NE
ntenance of
nies in order
lts of this
gy for differe
was that ma
m where add
es, the exclu
intenance n
plied for sur
mperature);
rvey, RCM w
orresponden
intenance. H
for special te
sults in the I
ee), especiall
the executio
under operat
ve‐line work
have been d
ve‐line work
execution m
ORGANIZAT
rators have
rtment respo
d out by the
TWORKS
generators,
r to get an o
survey indi
ent companie
ny utilities o
ditional corre
usive use of
eeds, period
rveillance of
see Endreny
was not gene
nts considere
However, the
ests, while o
IEEE report a
y for smaller
on of mainte
tion. Since t
king has incr
developed t
requires goo
may have fata
ION
usually an
onsible for
e network op
, transforme
overview ove
cated that
es.
only did sche
ective action
f predictive
dic inspectio
f some spec
yi et al. (200
rally used at
ed its introd
ere was a di
others contra
are approx.
r distribution
enance wor
the network
reasingly be
to allow for
od procedure
al consequen
n operation
maintenance
perator’s ow
rs and break
er the curren
there was
eduled maint
ns are taken
maintenan
ns were mo
cific conditio
01) for furthe
t that time. H
uction. It wa
fference to
act out major
15 years old
n system ope
k at high vo
k operators
en in use in
maintenanc
es and well‐t
nces.
nal departm
e and reinv
n maintenan
kers. A quest
nt practice o
a consider
tenance (at
if required b
ce was repo
ost often car
on paramete
er details.
However, it w
as quite usu
what degree
r maintenanc
d, many of t
erators.
ltage electri
want to av
n the last ye
ce work whi
rained perso
ment and a
estment pla
nce teams (th
tionnaire wa
of maintenan
rable spread
fixed time in
by inspectio
orted. For d
rried out. Co
ers (e.g. oil
was pointed
ual to contra
e: some utili
ce work.
them seem t
ical equipme
void interrup
ears. Special
ile the equi
onnel, becau
a maintenan
anning. Main
hat are eithe
Page 37
as sent to
nce in the
d in the
ntervals),
n results.
detecting
ontinuous
leakage,
d out that
ct out at
ties do it
to be still
ent while
ptions of
types of
pment is
use errors
nce/asset
ntenance
er part of

D2.1.1. CAS
the com
provider
Outsour
Outsour
mainten
mainten
required
executio
Norwegi
compete
regulatio
Energy D
In Norw
are often
requirem
Internat
See sect
3.3 MAI
In gener
network
investme
Low
an i
Intro
exam
5 REN – Rdescriptio
SE STUDY 1/4 –
mpany or a
rs.
rcing
cing of mino
ance is onl
ance person
d. In some ot
on of most o
ian authorit
ence (i.e. out
on of requir
Directorate (
ay, a collect
n used by ele
ments for ma
tional coope
ion 2.3.2 abo
NTENANCE B
ral, large bac
k operators
ents in the n
w investment
ncrease of th
oduction of
mple due to
Rasjonell Elektrns are called "R
ELECTRICITY NE
subsidiary
or or major
ly outsource
nnel is not su
ther compan
of the mainte
ies if outso
tsourcing of
ements of c
NVE 2011).
tion of stand
ectricity dist
aintenance w
ration
out ENTSO‐E
BACKLOG AN
cklogs of ma
in Norway.
network. This
ts in existing
he reinvestm
f new techn
risk NettvirksomRENblad" (REN
TWORKS
of the com
parts of the
ed occasion
ufficient, or
nies, the net
enance activ
urcing may
work is acce
competence
dardized wo
ribution net
work that is o
E.
ND REINVEST
intenance w
However, t
s has several
g electricity n
ments in the f
nologies req
mhet (rational paper)
pany), or t
e maintenan
nally, e.g. in
for some sp
twork operat
vities is outs
lead to rep
epted, but n
was prepar
rk descriptio
work operat
outsourced.
TMENT NEE
work seems n
here is an
reasons:
network infr
future years
quiring a red
(i.e. effective)
he work is
nce work is q
n periods w
pecific activit
tor plans the
ourced. The
placement o
not outsourc
red by the N
ons is publis
tors as stand
DS
not to be a m
increased ne
astructure a
; see NVE (20
design and
) electric netw
outsourced
quite usual.
where the c
ties where sp
e maintenan
latter has b
of own com
ing of comp
Norwegian W
hed by REN5
dardized desc
major proble
eed for rein
nd ageing co
005).
upgrading o
work operation)
to externa
In some co
capacity of
pecial comp
nce activities
been criticize
petence by
etence). Thu
Water Resou
5. These des
criptions of t
em for the e
nvestments
omponents
of the netw
), www.ren.no
Page 38
al service
mpanies,
the own
etence is
, and the
ed by the
external
us, a new
urces and
scriptions
tasks and
electricity
and new
requiring
work, for
, the work

D2.1.1. CAS
The inve
billion N
there wa
producti
industry
electricit
6 Investmhttp://ww
SE STUDY 1/4 –
Introductio
Changing in
Changing of
scale produ
estment nee
NOK in the n
as a large inc
ion and elec
will stay at
ty will furthe
ments in inww.ssb.no/ener
ELECTRICITY NE
on of more IC
n consumptio
f production
uctions in sm
eds in the No
next 10 year
crease in inv
ctricity trans
this high le
er increase, w
ndustry, minigi‐og‐industri/s
TWORKS
CT in networ
on behaviour
(increase in
all hydro pow
orwegian ele
rs (2012‐202
vestments in
sport). It is e
vel, mainly b
whereas inve
ng and elestatistikker/kis/
rk operation
r (smart met
n distributed
wer stations
ectricity net
21), (Sanderu
n the electric
expected tha
because inve
estments in p
ectricity indu/kvartal/2013‐0
tering, electr
generation o
s or by wind t
work has be
ud 2012). Ac
city industry
at the gener
estments in
production o
ustry, Statistic03‐04
ric vehicles, e
of electricity
turbines and
een estimate
ccording to t
in recent ye
ral investme
transmissio
of electricity
cs Norway,
etc.)
y, i.e. many n
d solar panel
ed to be aro
the official s
ears 6 (both e
ents in the e
n and distrib
will decreas
retreived 2
Page 39
new small
s)
ound 100
statistics,
electricity
electricity
bution of
e.
2013‐03‐14,

D2.1.1. CAS
4. TEC
Today,
structure
the com
utilize di
In Norw
required
4.1 OVE
The mai
cost‐effe
overhau
new equ
The gene
aspects
Some ty
Cost
Con
Loss
Effic
Fina
Cost
Cost
In the an
cost‐ben
(LCA/LCC
calculate
SE STUDY 1/4 –
HNICAL‐E
only the la
ed technical
mpanies cond
ifferent elem
way, many co
d by the regu
RALL THINK
n objective
ective projec
l of a netwo
uipment.
eral approac
(both on the
pical cost dr
ts of mainten
sequences o
ses due to ou
ciency of equ
ancial costs
ts related to
ts due to los
nalyses of m
nefit analysi
C/LCP). It is
ed.
ELECTRICITY NE
CONOMIC
argest netwo
l‐economic a
duct a simpl
ments of such
ompanies ca
ulator, see se
ING
in technical
cts. A projec
ork compone
ch in such an
e cost and th
ivers relevan
nance projec
of failures
utages (Cost
uipment
safety, heal
s of reputati
maintenance
is and life‐
quite usual t
TWORKS
C ANALYS
ork operato
analyses of m
ified analysi
h analyses.
arry out risk
ection 2.6 for
‐economic a
ct can, for e
ent), a new m
alyses is to e
he benefit si
nt for networ
ct
of Energy N
th and envir
on
projects are
cycle assess
that all costs
SES OF MA
ors (mainly
maintenance
is (e.g. cost
k and vulner
r more detai
analyses of
example, be
maintenance
establish a co
de) of maint
rk operators
ot Supplied,
ronment (SH
e therefore p
sment/life‐cy
s are discou
AINTENAN
transmissio
e projects in
analysis wit
rability analy
ls.
maintenance
e a specific m
e strategy or
ost model th
tenance dec
s are:
see section
E)
principles ap
ycle cost a
nted and tha
NCE PROJE
n system o
n a systemat
hout calcula
yses, becaus
e project is
maintenance
r the investm
hat takes into
isions and m
4.2.2)
plied that ar
nalysis/life‐c
at the net p
ECTS
operators) c
tic manner.
ating cost‐be
se such ana
to identify t
e task (like
ment in upg
o account all
maintenance
re commonly
cycle profit
resent value
Page 40
carry out
Some of
enefit) or
lyses are
the most
repair or
rading or
l relevant
projects.
y used in
analysis
e (NPV) is

D2.1.1. CAS
Main dri
Econom
Included
technica
solutions
failure m
with the
econom
analysis.
mainten
that hav
mainten
Safety, h
SHE aspe
Neverth
own per
to the as
Reputat
Some m
positive
Rules an
Rules an
mainten
Norway
Protectio
replacem
(decreed
SE STUDY 1/4 –
ivers for carr
y
d in this gro
al condition
s. Old equip
may lead to
e economic
ically benef
. Some relev
ance action
ve higher e
ance costs).
health and e
ects may mo
eless, such p
rsonnel or m
spect of repu
ion
maintenance
public reput
nd regulation
nd regulatio
ance tasks a
are the insp
on – require
ment of tra
d by law by D
ELECTRICITY NE
rying out ma
up are for e
and replace
pment and e
an outage. T
consequenc
icial at som
vant models a
is often also
efficiency (le
environment
otivate for s
projects are s
may have pos
utation; see
projects ar
tation even t
ns
ns largely in
and projects
pection freq
s that overh
nsformers in
DSB ‐ the No
TWORKS
intenance an
example the
ment of equ
quipment w
The econom
es of the fa
me time. Mo
and method
o given when
ess electrica
t (SHE)
some project
sometimes c
itive influen
below.
re carried o
though it can
nfluence the
must be car
uency of ov
ead lines are
nstalled on
orwegian Dire
nd reinvestm
e repair or r
uipment due
with poor tec
mic risk due t
ailure make
odelling the
s are discuss
n replacing o
al losses) o
ts even thou
carried out if
ce on the en
ut by netw
nnot be prov
e maintenan
rried out if re
erhead lines
e thoroughly
power pole
ectorate for
ment projects
eplacement
e to availabi
chnical condi
to increasing
usually a re
economic r
sed in sectio
old and ineff
or reduce o
ugh the econ
f they, for ex
nvironment.
ork compan
ven that the p
nce work of
equired by th
s (DSB ‐ the
y inspected m
es operated
Civil Protect
s in the elect
of ageing e
ility of new
ition is usua
g probability
placement o
risk is a cha
n 4.2. An eco
fective equip
ther costs
nomic benef
xample, incre
Such project
nies because
projects are
network co
he authoritie
e Norwegian
minimum ev
from pole
tion).
tricity netwo
equipment w
and better
lly replaced
y of failure c
of ageing eq
allenging pa
onomically b
pment with
(e.g. operat
fit cannot be
ease the safe
ts are usuall
e they contr
cost effectiv
ompanies. O
es. Some exa
n Directorate
very 10th yea
mounted p
Page 41
orks are:
with poor
technical
before a
combined
quipment
rt in the
beneficial
solutions
tion and
e proven.
ety of the
y related
ribute to
ve.
Obviously,
amples in
e for Civil
ar) or the
platforms

D2.1.1. CAS
Some of
reputatio
been use
by such
Importa
Industria
different
private h
rely on a
services.
importan
TAB
(B
SE STUDY 1/4 –
f the cost d
on are diffic
ed to suppo
aspects; see
nce of powe
alized societ
t areas and
households,
an increasing
. Thus, a w
nt for the we
BLE 5 – DEVEL
BASED ON TAB
Areas oPrivate
HeatHot wLightHousElect
Energy‐ElectMechCont
Other iMechVarioContHeat
ServiceHeatCooliVentLightTech
Other cTelecOil aWateBankHealt
TranspoCharDriviNot
ELECTRICITY NE
drivers, esp
cult to quant
rt the makin
4.2.4 for mo
er supply and
ies rely on r
for differen
all types of
g part of "el
ell‐dimensio
ealth and de
LOPMENT OF
BLE 2.1 PRESE
of and purpos customers (hoting water t sehold appliancestric equipment ‐intensive indutrolysis/smelting hanical equipmenrol systems ndustries hanical equipmenous processes rol systems ting sector ting ing ilation t nical equipment critical industriecommunication nd fuel er supply king sector th ort ging (cars/ferriesng and movemenused:
TWORKS
ecially those
tify in econo
ng of decisio
ore informat
d investmen
reliable pow
nt purposes
industries a
lectrification
oned, robust
velopment o
USE OF ELECT
ENTED IN A RE
ses for electriousehold)
s (fridge, washing
ustries plant nt
nt
es
s) nt (train and railw
Used
e influencin
omic terms.
ons on maint
tion.
nts in the ele
wer supply. A
s increased
and service s
n" in order to
t and reliab
of a modern
TRICITY FOR D
EPORT BY THE
icity use
g machine, etc.)
way) d:
g social asp
Thus, multi‐
tenance proj
ectricity netw
As shown in
much during
sectors, criti
o produce th
le power sy
society.
DIFFERENT AP
EMA CONSUL
1900
Most used:
pects and a
‐criteria deci
ects that are
work
Table 5, the
g the last c
cal infrastru
heir product
ystem and e
PPLICATIONS A
LTING GROUP
1950
:
spects like
ision aid (M
e strongly in
e use of elec
century. Tod
uctures and t
ts or to prov
electricity ne
AND CUSTOM
P (THEMA 201
2010
Page 42
SHE and
CDA) has
nfluenced
ctricity in
day, both
transport
vide their
etwork is
MERS
13))

D2.1.1. CAS
Accordin
for reinv
beneficia
overload
having t
will usua
4.2 EXAM
4.2.1 FAU
Many ut
equipme
collectio
problem
they lea
outages
mainten
compon
FASIT
FASIT (F
system u
are oblig
Statnett
informat
(Energy
to the ne
The aim
system.
switchge
SE STUDY 1/4 –
ng to an ana
vestments an
al. It is con
ding and coll
oo marginal
ally always b
MPLES OF M
ULT STATISTIC
tilities and o
ent. Howeve
ons. A good
m of most ex
ad to an out
and disturb
ance purpos
ents is not d
Feil og Avbru
used to regi
ged to repo
and the N
tion must fo
Norway 201
etwork with
of the data
However, i
ear/breakers
ELECTRICITY NE
lysis perform
nd new inves
cluded that
lapses result
capacity. Th
e beneficial f
METHODS AN
S
organization
er, there are
overview of
isting fault s
tage or dist
bances are
ses. Anothe
etailed enou
uddsStatistik
ster faults a
ort operatio
Norwegian W
ollow the ru
2). Productio
voltage leve
a collection
if a failure
s) or an inte
TWORKS
med by the T
stments in t
it is better
ting in shutd
hus, investm
for the socie
ND APPROAC
ns in the wo
e currently n
f different s
statistics is, t
urbance in
not register
r problem is
ugh for main
kk I Totalnet
and outages
nal disturba
Water Resou
ules and met
on plants are
el > 33 kV.
is to get an
doesn’t lea
rruption, it m
Thema Consu
he Norwegia
r to have so
downs and la
ments in the
ety.
CHES USED I
orld have es
no standards
statistics is g
that compon
electricity s
red. This lim
s often that
tenance pur
ttet ‐ Fault
in the Norw
ances and in
urces and E
thods descr
e also oblige
n overview o
ad to a dist
must not be
ulting Group
an electricity
ome free ca
arge consequ
electricity n
N TECHNICA
stablished fa
s generally a
given in an
nent failures
upply. This
mits the valu
t the inform
rposes.
and outage
wegian powe
nterruptions
Energy Direc
ibed in the
d to report,
over disturba
turbance (u
e reported. T
(Thema 201
y network wi
apacity in th
uences for th
etwork to fu
AL‐ECONOMI
ault statistic
accepted for
ELFORSK‐rep
s are usually
means that
ue of the ex
mation about
statistics in
er system. A
that occur
ctorate (NVE
FASIT requi
but only if th
ances and o
sually ident
Thus, the FAS
13), the exist
ill be socio‐e
he network
he society, in
ulfil this req
IC ANALYSES
cs for electr
r data recor
port by He (
y first report
failures not
xisting datab
t type and d
n the total g
All network o
in their ne
E). The repo
irement spe
he plant is co
outages in th
tified by tri
SIT system h
Page 43
ting plans
economic
to avoid
nstead of
uirement
S
ic power
rding and
(2010). A
ted when
t causing
bases for
design of
grid) is a
operators
twork to
orting of
cification
onnected
he power
pping of
has some

D2.1.1. CAS
limited v
FASIT, b
the FASI
system (
the next
4.2.2 COS
Custome
insignific
homes c
interrup
Network
consider
CENS (C
network
in previo
the CEN
improve
The CEN
minutes
notified
installati
users at
energy
(Heggset
CENS is
event of
industry
nation‐w
SE STUDY 1/4 –
value for ma
ecause they
T data can b
(optimistic es
t years to ma
ST OF ENERGY
er costs that
cant if the a
can be upset
tion affects a
k companies
ration the qu
Cost of ener
k companies’
ous years (La
NS arrangem
ements in the
NS arrangem
). Short inte
and non‐no
ions > 1 kV.
all network
not supplied
t et al. 2009)
an expressi
f interruption
, Public sec
wide survey
ELECTRICITY NE
aintenance,
never resul
be used to e
stimates). Be
ake it more a
Y NOT SUPPLIE
t result from
ffected cust
tting, but us
a financial da
s are increas
uality of sup
rgy not sup
’ revenue ca
angset et al.
ent provide
e developme
ment came in
erruptions (
otified inter
The arrange
levels > 1 kV
d, according
).
on of the to
ns. The end‐
ctor, Agricult
performed i
TWORKS
because no
ted in a dist
stablish roug
ecause of the
applicable for
ED (CENS)
m a power s
tomer is resi
ually brings
ata centre th
ingly being
pply (CEER 2
plied; Norw
ps are adjust
2001, Kjølle
the distribu
ent and oper
nto force in
≤ 3 minute
rruptions res
ement is bas
V and a stand
g to the No
otal costs to
users are div
ture, Reside
n the period
ot all failures
turbance or
gh estimates
e limitations
r other purp
supply interr
idential (a o
no costs) to
hat processe
subjected to
011). One e
wegian: "KILE
ted in accor
e et al. 2008)
ution netwo
ration of thei
2001, but
es) are incor
sulting from
sed on the m
dardized met
orwegian FA
o the Norwe
vided in six c
ential. The c
d 2001 – 20
s that occur
interruption
s of failure r
s mentioned,
oses.
ruption even
one‐minute p
o many thou
s real‐time o
o regulatory
xample is th
E ‐ Kostnad
dance with t
). Penalty sch
ork compani
ir networks.
only with re
rporated fro
m planned a
mandatory re
thod for esti
ASIT standar
egian econom
ustomer gro
current cost
03 (Kjølle et
in the syste
s in power s
ates for equ
, it is planned
nt can vary
power supply
sands of eur
operations.
regimes tha
he Norwegia
ikke levert
the custome
hemes or fin
es with ince
egard to lon
om 2009. C
and forced o
eporting of in
mation of in
rd for reliab
my incurred
oups: Industr
figures use
t al. 2008). B
em are regi
supply. Neve
uipment in th
d to improve
hugely, from
y interruptio
ros per minu
at explicitly
an regulation
energi") w
ers’ interrupt
nancial incen
entives for
ng interrupti
ENS compri
outages in
nterruptions
terrupted po
bility data c
by end use
ry, Commerc
ed are based
Based on thi
Page 44
stered in
ertheless,
he power
e FASIT in
m almost
on in our
ute if the
take into
n scheme
here the
tion costs
ntives like
reliability
ions (> 3
ses both
electrical
s for end‐
ower and
collection
ers in the
cial, Large
d on the
is survey,

D2.1.1. CAS
cost func
of interr
interrup
interrup
account
interrup
cost from
CENS co
mainten
4.2.3 FAIL
The ben
equipme
failure p
standard
Failu
Deg
Stre
Physical
mechani
2001). M
7 Different(2009) and
SE STUDY 1/4 –
ctions are es
ruption dura
tion of vary
tion should
of duration
tion cost is h
m the refere
osts as a m
ance project
LURE AND LIF
efit of many
ent that is m
probability, d
d models are
ure models
Constant fa
Failure time
Time‐/age d
Counting pr
gradation mo
Markov pro
al. 2005, W
Degradation
ess‐strength
models ha
ism, e.g. the
Methods from
t ways of repred Abeygunawar
ELECTRICITY NE
stablished fo
ation. These
ying duratio
be calculate
n and time
handled thro
ence cost (K
major input
ts for quantif
ETIME MODE
y maintenan
aintained, a
different stoc
e applied, suc
ilure rates
e distribution
dependent fa
rocesses
odels
ocesses 7 (En
elte et al. 20
n path mode
models (Gus
ve been ap
e Arrhenius
m the field o
senting degradrdane and Jirut
TWORKS
or each of the
costs are re
on occurring
ed using the
of occurren
ough correct
Kjølle et al. 2
parameter
fying the eco
ELS
ce projects i
nd thus the
chastic failur
ch as:
ns (e.g. Chris
ailure rates e
drenyi et al.
006)
el (Li et al. 20
stavsen et al.
pplied for li
equation fo
of artificial i
ation and mainitijaroen (2011)
e six groups
eferred to a
g on a wor
e cost functi
nce of the
tion factors
2009). Norw
in risk ana
onomic effec
is given by t
reduction of
re and lifetim
stodoulou et
e.g. (Bertling
1998, Ande
005)
. 2002)
ifetime and
or ageing of
ntelligence (
ntenance by Ma).
as normalize
a reference s
king day in
ions valid fo
interruption
based on th
wegian electr
alyses and
cts of outage
he reduction
f the future e
me models c
al. 2009)
g 2002)
ers 1990, End
degradatio
insulation in
(e.g. Bayesia
arkov models h
ed costs in N
scenario wh
January. T
or the refere
n. The time
e informatio
ricity networ
technical‐ec
es.
n of the failu
economic ris
can be used.
drenyi and A
n modelling
n transforme
an belief net
as been subjec
NOK/kW as a
hich is a hyp
The cost of
ence scenari
dependenc
on about dev
rk operators
conomic ana
ure probabili
sk. For estim
. Usually, we
Anders 2006,
g for specifi
ers (Lundgaa
tworks, fuzzy
ct of discussion
Page 45
function
pothetical
a single
o, taking
cy in the
viation in
s use the
alyses of
ity of the
ating the
ell known
, Black et
ic failure
ard et al.
y logic or
; see Welte

D2.1.1. CAS
neural n
Castro (
example
The refe
applicati
referred
The case
co‐opera
are furth
theoreti
4.2.4 MUL
Multi‐Cr
multiple
disciplin
assisting
MCDA ca
abundan
At comp
compon
mainten
At strate
groups b
optimiza
mainten
cost), an
compon
SE STUDY 1/4 –
etworks) hav
(2005), Cast
es.
erences prov
ions on pow
to standard
e studies and
ation with ut
her applied b
cal work pre
LTI‐CRITERIA
riteria Decisi
conflicting
e provides m
g the whole d
an be used a
nt literature
ponent level
ent and the
ance or inve
egic level, M
by allocating
ation has be
ance by con
nd the maint
ents, structu
ELECTRICITY NE
ve also been
tro and Mir
vided for the
wer system
d text books.
d application
tilities. It is o
by the comp
esented in th
DECISION AID
on Analysis
criteria can
methods and
decision proc
at different l
on this topic
MCDA can h
risks it may
estment cost
CDA can als
g budgets an
een propose
nsidering cu
tenance cost
ure, and avai
TWORKS
n applied in s
rinda (2005)
e methods p
components
ns presented
often uncerta
anies in thei
e literature a
D
(MCDA) incl
n be formall
d techniques
cess, to mult
evels in elec
c.
help (Catrinu
y induce by i
s, cost of int
o help in ma
nd company
ed for findi
stomers’ de
t for the DSO
lable resour
some case st
), Hathout (
presented in
s. For more
in the litera
ain if the me
ir daily work
and the appl
udes metho
ly incorpora
s that vary fr
ti‐objective m
ctricity system
2007) in str
ts failure: co
terruption, e
aking decisio
y resources
ing the opt
emands for p
O (costs are
ces).
tudies in the
(2006) and
this section
e information
ature are mo
ethods appli
k. There is ob
lication of th
ods and proc
ated into th
rom problem
mathematica
m maintena
ucturing and
ondition, env
tc.
ons on how t
(Catrinu 200
imal balanc
power deliv
e closely rela
power indus
Nordgård a
n are related
n regarding
ostly carried o
ed remain a
bviously a ga
he models in
edures by w
e decision m
m structuring
al optimizatio
nce planning
d using the in
vironmental
to maintain
08). At this l
e of preven
ery (total cu
ted to the a
stry; see Mir
and Sand (2
d to case stu
general the
out by resea
case study
ap between t
the utilities.
which concer
making proc
g and model
on models.
g as suggeste
nformation a
stress, safet
different co
level, multi‐
ntive and c
ustomer inte
analysed net
Page 46
rinda and
2008) for
udies and
eory it is
archers in
or if they
the more
.
rns about
cess. The
building,
ed by the
about the
ty issues,
mponent
objective
corrective
erruption
twork, its

D2.1.1. CAS
Uncertai
2010).
Howeve
limited a
(CIGRE 2
4.3 EXAM
In severa
been de
they we
systema
analysed
The ana
informat
Approac
with cas
(2010) a
A tool fo
research
principle
mainten
drawbac
(2009) a
Note tha
found in
presente
models r
SE STUDY 1/4 –
inty and risk
r, the pract
and includes
2012)
MPLES OF M
al SINTEF pr
eveloped. Th
ere later als
tic aggregat
d. All costs/i
alysis results
tion e.g. be f
ches with foc
se studies on
nd Catrinu &
or asset ma
h group in Ca
es for cost‐
ance. The
cks in applica
nd Abeygun
at a huge n
n the scienti
ed. However
remain in the
ELECTRICITY NE
k in mainten
ical applicab
at most sim
MAINTENANC
ojects, tools
e tools were
so used for
tion of all c
ncomes due
s allow for
found in Heg
cus on risk a
n componen
& Nordgård (
anagement o
anada, see A
‐benefit ana
Markov mo
ations where
awardane &
umber of d
fic literature
r, only a few
e case study
TWORKS
nance plann
bility of thes
mplistic decis
CE PLANNING
s for cost‐ben
e originally d
similar ana
cost drivers
e to benefits
comparing d
ggset et al. (2
assessment
nts in the ele
2010).
of componen
Anders et al.
alysis, and a
odel has lat
e condition‐b
Jirutitijaroe
ifferent mod
e. Together
models are
status.
ning has also
se methods
ion support
G AND SCHE
nefit analysi
designed for
lyses in the
and benefi
are discoun
different ma
2010) or Heg
have also be
ectricity netw
nts in the e
(2001) or En
a Markov m
ter been im
based maint
en (2011).
dels for mai
with these
later applied
o been cons
at electrici
(graphical a
EDULING
s of mainten
applications
e electricity
ts associate
nted and the
aintenance
ggset et al. (2
een develop
work can e.g
electricity ne
ndrenyi & An
model is us
mproved, sin
enance is m
ntenance pl
models, a la
d by compan
idered in th
ty network
id) for high‐l
nance and re
s in power p
network. Th
ed with the
e net presen
and renewa
2007).
ped in SINTE
g. be found
twork has b
ders (2006).
sed to mod
nce it appea
odelled, see
anning and
arge number
nies in their d
he literature
companies
level decisio
enewal proje
production, h
he tools allo
project alt
nt value is ca
al alternative
EF projects. E
in Nybø & N
been presen
. The tool is
del degrada
ared to ha
e discussions
optimizatio
r of case stu
daily work, a
Page 47
(Catrinu
is rather
n making
ects have
however,
ow for å
ernatives
alculated.
es. More
Examples
Nordgård
nted by a
based on
tion and
ve some
in Welte
n can be
udies are
and many

D2.1.1. CAS
4.3.1 COM
Differen
operator
assessm
or Kinect
Insp
Failu
Asse
Pred
Calc
Some an
sections
In additi
(load‐flo
are avail
DSOs an
ERP
NIS
CMM
This IT
informat
SE STUDY 1/4 –
MMERCIALLY
t consulting
rs in the fie
ent. Many o
trics) offer to
pections and
ure analysis
essment of a
diction of co
culation of co
nalysis tools
, such as tec
on, consultin
ow, power sy
lable. Some
d TSOs are:
system (Ent
For managi
(Network In
For managi
network, as
connections
The NIS is u
MS (Comput
For managi
The CMMS
support ma
tion is scat
ELECTRICITY NE
AVAILABLE SE
g companies
eld of condit
of the bigger
ools and ana
condition m
asset conditio
ndition deve
osts and risk
s and metho
hnical condi
ng services a
ystem stabili
of the tools
terprise Reso
ng company
formation Sy
ing all data
s well as com
s between th
usually based
terized Main
ng maintena
is often inte
ay lead to
ttered in d
TWORKS
ERVICES AND
provide va
tion monitor
internationa
alysis service
monitoring se
on
elopment un
ods are bas
tions states/
and software
ity, etc.). He
can be part o
ource Plannin
finances, et
ystem)
related to n
mponents in
hem)
d on or integr
tenance Man
ance and fau
grated part o
challenges f
ifferent sys
D TOOLS
arious servic
ring, conditi
ally acting co
s on:
ervices
der different
sed on tech
/health indic
e tools are o
ere, different
of the SCADA
ng)
tc.
network ope
the networ
rated in a GI
nagement Sy
lts
of the NIS or
for the netw
stems. For
ces to distrib
on assessme
ompanies (su
t maintenan
niques pres
ces and Mark
offered for th
t methods a
A system. Ot
ration, and
k (e.g. comp
S (Geograph
ystem)
r ERP system
work opera
instance, co
bution and
ent, asset m
uch as DNV K
ce strategies
ented in the
kov models.
he problem o
nd tools are
ther systems
design and
ponents and
hical Informa
m
tors (Schne
ommercial/f
transmission
management
KEMA, EA Te
s
e previous/f
of network o
e developed
s commonly
construction
their prope
ation System
ider 2006),
financial dat
Page 48
n system
and risk
chnology
following
operation
that also
in use by
n of such
rties, the
)
because
ta about

D2.1.1. CAS
equipme
groups (
operatio
Geograp
often st
managem
conditio
Potentia
Today, t
informat
makes it
might b
tempera
conserva
etc.). Ho
been ful
SE STUDY 1/4 –
ent can be f
(e.g. voltage
on and maint
phical data a
tored in se
ment tools
n monitoring
al use of GIS
the network
tion about t
t in principle
be of intere
ature, precip
ation areas,
owever, the l
ly utilized by
ELECTRICITY NE
found in ge
levels) and
tenance cost
are found in
parate data
for the eva
g.
information
k operators m
opography)
possible to
est for ma
pitation, etc.)
etc.) or dista
arge scale ex
y the electric
TWORKS
neric ERP sy
not related
ts are usually
n GIS/NIS sys
abases (e.g.
luation of m
n for mainten
mainly extra
from the GI
automatical
intenance p
), vegetation
ances to oth
xtraction of G
city network
ystems, but
to single (sp
y not related
stems, while
the CMMS
maintenance
nance purpo
act geograph
S systems. H
ly extract fro
planning, fo
n and enviro
her places of
GIS‐based in
operators ye
the data is
pecific) equip
d to the spec
e maintenan
S). On top
e strategies,
oses
hic informat
However, the
om any othe
or example,
onmental asp
f interest (dis
nformation fo
et.
often subd
pment and c
ific equipme
nce‐related d
of these, t
network ca
ion (location
e integration
er GIS additio
climatic fa
pects (type o
stance to sho
or maintenan
ivided in on
components
ent being ma
data and rep
there are a
alculations o
n of compon
n of the NIS
onal informa
actors (wind
of vegetation
ore, roads, b
nce purpose
Page 49
nly a few
. Internal
aintained.
ports are
additional
or on‐line
nent and
with GIS
ation that
d speed,
n, nature
buildings,
es has not

D2.1.1. CAS
5. CON
A large
electricit
accordin
results f
requeste
In additi
(potentia
frequenc
stable p
time).
5.1 CON
A good
presente
of differe
Ove
Cab
Tran
Swit
Cap
Surg
Insu
Inst
Gas
In additi
example
SE STUDY 1/4 –
NDITION M
number of
ty network
ng to a calen
from an RC
ed from the a
on to condit
al) failures, c
cy, etc.) is us
ower system
NDITION MO
overview of
ed by Skjølbe
ent methods
erhead lines
les
nsformers
tching equip
acitors
ge arresters
ulators
rument tran
‐insulated su
ion, the repo
e is presented
ELECTRICITY NE
MONITOR
different co
(see section
ndar‐based s
M analysis
authorities).
tion monitor
continuous m
sed in the wh
m operation
NITORING M
f condition
erg (2007) in
s for the follo
ment
sformers
ubstations
ort classifies
d.
TWORKS
RING
ndition mon
n 5.1). Cond
chedule whe
or accordin
ring method
monitoring o
hole electric
and regulat
METHODS
monitoring
a comprehe
owing main n
s the method
nitoring met
ition monito
ere the insp
g to public
s for the pu
of different e
ity network.
tion of the s
methods fo
ensive report
network com
ds according
thods exist f
oring and in
ection interv
regulations
rpose of rev
electrical qua
The main pu
system (to e
or componen
t. The report
mponents:
g to differen
for the main
spection are
vals are e.g.
(if minimu
ealing techn
antities (such
urpose of th
ensure good
nts in the e
t briefly desc
nt aspects; se
n componen
e mainly ca
chosen acco
m requirem
nical degrada
h as voltage,
ese measure
power qua
electricity ne
cribes a large
ee Table 6 w
Page 50
nts in the
rried out
ording to
ments are
ation and
, current,
ements is
lity at all
etwork is
e number
where an

D2.1.1. CAS
The aim
diagnost
network
compon
methods
Use of h
In recen
helicopt
infrared
inspectio
difficult
.
8 As an estin an interperson yea
SE STUDY 1/4 –
m of the rep
tic methods
k. It presents
ents. The re
s are establis
helicopter
nt years, the
ers are equi
cameras o
ons is that it
topography.
timate of the erview (http://wars of manual w
ELECTRICITY NE
ort by Skjøl
used to as
s the results
eport only c
shed and to w
e use of hel
ipped with h
r sensors re
t is a very tim
.
effectiveness ofwww.bt.no/tv/?work (going alo
TWORKS
berg (2007)
ssess the co
from a litera
considers co
what degree
icopters for
high‐resoluti
egistering e
me‐effective
f the method, tid=18339): inspng the lines)
) is to give
ondition of
ature study
ommercially
e they are us
inspection
ion cameras
lectromagne
e method fo
the following nupection of appr
a comprehe
high voltage
and intervie
available m
sed can vary.
of overhead
and can ad
etic radiatio
r inspection
umbers were gox. 2000 km of
ensive and c
e componen
ews with exp
methods, alth
d lines beca
dditionally be
n. The adva
of overhead
iven by a helicooverhead line
compact ove
nts in the e
perts on the
hough how
me quite us
e equipped
antage of h
d lines8, esp
opter inspectioin 2‐3 weeks, i
Page 51
erview of
electricity
different
well the
sual. The
with e.g.
helicopter
pecially in
on operator nstead of 5

D
M
VinC(ghe
ODE
ODS
…RFMEDInTofjoJoRM…12345
67
2.1.1. CASE STUDY 1/4
TABLE 6 – OVERHE
Method Condes
Visual nspection of Conductor ground or elicopter)
Concorrinteexte
OHL Corrosion Detector –
ddy current
Intecorr
OHL Corrosion Detector –
teel Core
Intecorr
… Radio
requency / Microwave
mission Detector
Winindudam
nfra Red hermography f conductor
oints
Conjoin
oint Resistance Measurer
Conjoin
… ) On‐line or off‐line) If measurements ) Qualification of op) Reference. Note: ) Application of medetailed analyses
) The line must be o) ACSR: Aluminium
4 – ELECTRICITY NETWO
EAD LINE (OHL) INS
ndition scriptor
Measureparamete
nductor rosion –
ernal and ernal
Visible siof conduccorrosion
ernal rosion
Resultanmagneticwhen eddcurrents ainduced
ernal rosion
Electromic pulses
nd uced mage
Corona pattern
nductor t defects IR radiati
nductor t defects
Resistanjoint
e method (i.e. if theare performed on aperator, G: Generareferences shown iethod. It is distingus, (C) Methods thatoff‐line if measuremm Conductor Steel R
ORKS
SPECTION METHOD
ed er Criteria
gns ctor
n.
Bulging, corrbetween the corrosion prooxide etc.
t c field dy are
A disturbed mindicates an galvanising.
agnet
The steel crois measured and receivingsecond. Losscorrosion pro
Irregular coroindicate defeelements.
ion Temperaturelower than ththe conducto
ce of Increased regreen/red LEdefect joints.
e method can be apa continuous or perl component knowin the table are notuished between A‐,t are rarely used; sements are to be takReinforced, AACSR:
DS. THE TABLE BELO
rosion products strands, external
oducts, copper
magnetic field attack of the
oss sectional area by generating
g 2000 pulses per s of steel indicates oblems.
ona pattern can ective line
e of joint should be he temperature of or.
esistance or EDs indicate .
pplied while the equriodical basis: C: Coledge, H: High knot listed in this repor, B‐ and C‐methodsee Skjølberg (2007) ken far up from the Aluminium Alloy C
OW IS AN (INCOMP
1) 2) 3)
On-line 6)
P H
On-line (< 400 kV)
P H
Off-line P H
On-line P H
On-line P H
On-line/ Off-line P G
uipment is under opntinuous, P: Periodowledge of componrt but only in Skjølbs: (A) Simple methofor more details ground onductor Steel Rein
PLETE) EXTRACT FRO
Comments
Simple and importacorrosion problems
Quantitative. Additiperformed to determstrength of conductoptical cable has be
Sufficient sensitive [4]. Additional (destperformed to determstrength of conductoptical cable has be
Not very sensitive tstage. Additional mare required.
Quick and simple mincrease will be medependent. Must bereadings. More direct than IRbad joints. Time coIR survey.
peration (on‐line) odical nent, S: Specialist eerg (2007) ods that are comm
nforced
OM THE FULL TABL
ant method, but will nos at an early stage.
ional (destructive) testmine the extent of cortor. Cannot be used ween wrapped on the e
to indicate very smalltructive) tests should bmine the extent of cortor. Cannot be used ween wrapped on the e
to conductor wear in amethods (e.g. visual ins
method. Only severe reeasured. Load and wee aware of sources to
R. Will not easily deteconsuming. Can be use
r not (off‐line))
expertise
mon practice, (B) M
LE PRESENTED IN S
Compapplic
ot detect Condu
ts should be rrosion and where an earth wire.
ACSRAACScondu
steel losses be rrosion and where an earth wire.
ACSRAACScondu
an early spections) Condu
esistance ather erroneous
Condujoints
ct “medium” d to confirm Condu
joints
ore advanced meth
Page 52
KJØLBERG (2007).
ponent cations 4) 5
uctor 1, 4 A
R, 7)
SR uctors
12 B
R, , 7) SR uctors
4 B
uctor 4 C
uctor 4
B
uctor 4
hods used for more
)
A
B
B
C
B
e

D2.1.1. CAS
5.2 ASSE
Assessm
monitor
monitor
interpret
feeling,
the tech
exist als
rules and
5.2.1 TECH
A quite
(discrete
different
failure m
conditio
Example
al. (2006
5.2.2 GUID
In Norw
compon
Con
EBR
REN
9 http://ww10 http://w11 http://w
SE STUDY 1/4 –
ESSMENT OF
ment of tech
ing. The res
ing methods
tation and c
i.e. the main
hnical condit
o a number
d guidelines
HNICAL COND
usual appro
e) technical
t, because t
mechanism
ns) or in a ve
es of technica
6) and Welte
DELINES FOR
ay and othe
ents’ conditi
dition monit
R standards10
N guidelines11
ww.energinorgwww.svenskenewww.ren.no
ELECTRICITY NE
F TECHNICAL
hnical condi
ults must be
s are applied
combination
ntenance tec
ion somewh
r of more st
or by means
DITION STATE
oach for de
condition st
he states ca
and failure
ery aggregat
al condition
& Skjølberg
ASSESSMENT
er countries,
ion have bee
toring handb0, Swedenerg1, REN, Norw
ge.no/energiakaergi.se/sv/Vi‐ar
TWORKS
L CONDITION
tion is usua
e interprete
, the results
is a topic of
chnician carr
here betwee
tructured ap
s of other, m
ES
escription an
ates. The de
an either be
mode on a
ed way (a wh
states and th
(2010).
T OF TECHNIC
a number o
en published
books9, Energ
gy, Sweden
way
ademiet/ betar‐med/Nat
N
ally based o
ed, and in ca
from these
f subjective
rying out ins
en as good a
pproaches w
more advance
nd classificat
efinition and
applied in a
a given com
hole system
heir applicat
CAL CONDITIO
of guidelines
d. Examples o
gy Norway, N
t/EBR/
on results f
ases where s
methods mu
evaluations
spection or a
s new and v
where the co
ed methods.
tion of cond
d meaning o
a quite stric
mponent wit
subject to d
tion can be fo
ON
s for conditio
of such guide
Norway
from inspec
several inspe
ust be combi
based on ex
a maintenan
very poor/fa
ndition is as
dition assess
f such a stat
t and detaile
th known d
ifferent failu
ound in War
on monitorin
elines are:
ctions and c
ection and c
ined. Most o
xperience an
nce engineer
ailed. Howev
ssessed acco
sment is th
te can be so
ed way (one
esign and o
ure modes).
reing (2005),
ng and asse
Page 53
condition
condition
often, the
nd/or gut
assesses
ver, there
ording to
e use of
omewhat
e specific
operating
Welte et
ssing the

D2.1.1. CAS
Inte
(200
SE STUDY 1/4 –
ernational sta
08)
ELECTRICITY NE
andards, e.g
TWORKS
for analysis of gas in traansformer oil: IEC 60599
(1999), IEEE
Page 54
E C57.104

D2.1.1. CAS
6. STA
COMP
The stat
chapter.
Trønder
Norway.
compan
6.1 STAT
Statnett
voltage e
voltage t
responsi
regional
Statnett
responsi
correct
electric
Nordic T
Statnett
To ensu
whether
control s
lines, etc
12 Informdoes/NatioOperation
SE STUDY 1/4 –
TE‐OF‐TH
ANIES
te‐of‐the art
A questionn
Energi, the o
. The main f
ies for maint
TNETT
is Norway’s
electricity tra
transmission
ible for the
distributors
is also appo
ibility of coo
balance bet
power exch
TSOs.
is also respo
ure a long‐te
r the networ
systems, syst
c. 12
mation retrievonal‐main‐grids/
ELECTRICITY NE
E‐ART I
t in mainten
naire was se
operator of t
focus was o
tenance plan
s national ma
ansmission i
n lines as we
generation o
and thereby
ointed the ro
ordinating t
ween supply
hange with o
onsible for n
erm satisfac
rk capacity c
tem protect
ved from St‐owner/ a
TWORKS
N MAIN
nance in Nor
ent to Statne
he distributi
n well‐estab
nning and op
ain grid own
n Norway. T
ell as numer
of electricity
y the end‐us
ole as Norwa
he operatio
y and dema
other nation
ecessary dev
ctory transm
can cater fo
ion, acquisit
tatnett's homand http://
NTENANC
rwegian net
ett, the Norw
on system in
blished meth
ptimization.
er and oper
The main grid
rous transfo
y itself, but
er at all time
ay’s Transmi
on of the co
and at all tim
nal TSOs abr
velopment o
mission netw
r market de
ion, disposa
mepage: http/www.statnett
E IN N
twork compa
wegian trans
n Trondheim
hods that are
ator, and is f
d consists of
rmer and co
for ensuring
es.
ission System
ountry’s elec
mes. In doin
road, primar
of the main e
work adequa
emands – fo
l, modernisa
://www.statne.no/en/About‐S
NORWEGI
anies is brie
smission syst
and the sou
e used in ev
first of all re
approximate
onnector stat
g that the el
m Operator (
ctric power
ng so, Statne
rily involving
electricity ne
cy, Statnett
r example, n
ation of subs
tt.no/en/AboutStatnett/What‐
AN NET
efly describe
tem operato
uthern part o
very day wo
esponsible fo
ely 10 000 km
tions. Statne
lectricity rea
(TSO) with a
system, ma
ett also reg
g those of t
etwork infras
t continually
new power
stations, tran
t‐Statnett/Wha‐Statnett‐does/
Page 55
TWORK
ed in this
or, and to
of Central
ork in the
or all high
m of high
ett is not
aches the
an overall
aintaining
ulates all
the other
structure.
y reviews
lines and
nsmission
at‐Statnett‐/Main‐Grid‐

D2.1.1. CAS
6.1.1 ANS
1. Wh
As la
use
thro
the
mai
mon
othe
part
such
2. Mai
Stat
with
Mai
base
3. Mai
a.
b.
c.
d.
SE STUDY 1/4 –
SWERS FROM
at are the ov
aid down by
of energy e
ough good m
overall str
intenance s
nitoring as a
ers, based o
ticularly imp
h as addition
intenance or
tnett has a
h responsibili
intenance gr
ed on RCM),
intenance pl
When are c
Component
condition is
Does Statn
their comp
Statnett is n
for followin
oil‐/gas ana
gas‐filled sw
How is top
componen
place A com
operationa
Local adapt
How are di
ELECTRICITY NE
STATNETT
verall princip
Act relating
etc. (Energy
maintenance.
rategy of S
trategy con
a result of R
n availability
portant insta
nal maintena
rganization,
central main
ity for princip
roups plan a
corrective m
lanning and o
components
ts are repla
poor.
ett use a con
ponents?
not classifyin
ng up conditio
alysis of tra
witchgear, th
pology taken
ts in the net
mpared to w
al stresses.)
tations are m
fferent envir
TWORKS
ples for main
to the gener
Act), Statne
. The main d
tatnett. The
nsisting of
RCM. The ex
y demands g
allations can
ance actions
departments
ntenance de
ples and inst
and carry ou
maintenance
optimization
maintained/
aced when t
ndition index
ng technical
on developm
nsformer oil
hermography
n into accou
twork; the s
when installe
made accordi
ronmental st
ntenance pla
ration, conve
ett is to pro
driver is the
e maintenan
time‐based
xtent and sco
given by the
n get a mor
and/or short
s and respon
epartment (w
tructions, an
ut appointed
and other a
n:
/replaced?
they are wo
x, health ind
condition. Bu
ment and for
l, testing of
y, etc.)
unt in main
same compo
ed at place B
ing to the RC
tresses (wind
nning in Stat
ersion, trans
ovide availab
security of s
nce philosop
actions, vis
ope of the m
e network op
e intense pr
ter maintena
nsibilities:
which is own
d for follow‐
d maintenan
ctions within
orn‐out (age
ices, etc. to
ut Statnett h
maintenanc
f circuit‐brea
tenance pla
onent may b
B. Different l
CM analysis.
d, ice, corros
tnett?
mission, trad
ble electricity
supply, whic
phy is base
sual inspect
maintenance
peration cont
reventive ma
ance interval
ner of the m
up of these.
nce (accordin
n their area o
eing/wear)
classify the t
has some ind
ce analyses a
akers, pressu
nning? (Tha
e more critic
ocation may
sion) taken in
ding, distribu
y transport
ch is deeply r
ed on a pr
tions and c
e is adjusted
trol. This me
aintenance p
ls.
maintenance
ing the annu
of responsibi
or if their
technical con
dicators that
and assessme
ure measure
at is, the loc
cal when ins
y also cause
nto account?
Page 56
ution and
corridors
rooted in
reventive
condition
d, among
eans that
program,
process)
ual order
ility.
technical
ndition of
are used
ents (e.g.
ments of
cation of
stalled at
different
?

D2.1.1. CAS
e.
f.
g.
h.
i.
j.
k.
l.
4. Risk
SE STUDY 1/4 –
They are tak
Is continuo
defined for
Continuous
filled switch
cases, thre
pressure ch
Which cond
We use vari
Do criteria
We categor
Methodolo
Statnett ha
traditional
and risk an
requiremen
Long term
All mainten
which is ou
planning to
decisions fo
portfolio pla
Tools and m
IFS is Statne
value calcul
RCM – W
componen
Statnett us
adjustment
Calculating
This has not
k analysis:
ELECTRICITY NE
ken into acco
ous monitor
r the monito
monitoring
hgear and fo
shold values
anges in tran
dition monit
ious trend an
for categori
rize equipme
ogy for maint
as recently b
managemen
nd vulnerabi
nts of mainte
/ short term
nance (yearly
ur enterprise
ool for adm
or system de
an.
methods for
ett's ERP sys
lations are u
hich compu
ts, or only fo
ses Bi‐cycle f
ts (see also a
g remaining l
t been develo
TWORKS
ount as a pa
ing used, an
red value re
is used for p
r temperatur
s are used.
nsformers.
toring / diagn
nalyses on re
zation of equ
ent by type, a
tenance/asse
been certifie
nt loop based
ility analyses
nance.
planning:
y plans and f
e resource p
ministration
evelopment
maintenanc
stem which a
sed, as well
ter program
or groups of
for RCM an
nswer 3c).
ifetime (tool
oped to any
art of the RCM
nd to which
sulting in a w
pressure me
re and gas m
There are
nosis techniq
esponse time
uipment for
age, and con
et managem
ed according
d on the De
s are today
four‐week p
planning (ER
of projects
(new constr
ce/asset man
also is used
as cost‐bene
m is used fo
components
alysis. RCM
ls, methods
great extent
M analysis.
extent (mu
warning sign
easurements
measuremen
also test pr
ques does St
es, motion, te
maintenanc
dition.
ment:
g to PAS 55
ming cycle (
the most im
plans) is plan
RP) system.
and for po
ructions) are
nagement:
for mainten
efit analysis a
or the analy
s / selected c
is carried o
(e.g. stochas
t.
ch / not mu
al if the thre
(for detectin
ts in transfor
rojects on o
atnett use?
emperature a
e/replaceme
. Statnett w
(PCDA – plan
mportant me
nned and ad
In addition,
ortfolio main
e based on
ance manag
and power n
ysis? Is RCM
components?
out for all e
stic methods
uch)? Are th
eshold is cros
ing gas leaks
rmers. For bo
online moni
and gas qua
ent exist?
works accord
n‐do‐check‐a
ethods to co
dministered u
n, we use a
ntenance. Lo
the use of
germent. Ne
network simu
M carried ou
?
equipment w
s etc.))?
Page 57
hresholds
ssed?
s) in gas‐
oth these
toring of
ality.
ding to a
act). RCM
omply to
using IFS,
n overall
ong‐term
a project
t present
ulations.
ut for all
with local

D2.1.1. CAS
a.
b.
c.
5. Fau
a.
b.
6. Log
a.
SE STUDY 1/4 –
Is risk ana
different ri
We do both
in different
adaptations
Does Statn
say the risk
is probably
We do not
down on a
planning. H
(Norwegian
Other risk a
Risk matric
improveme
ult analysis:
Individual f
Statnett has
Fault statis
The FASIT‐s
Based on FA
analyses are
gistics:
Are metho
manageme
etc.)? The
maintenan
example th
at right pla
from far n
avoided).
There are n
coordinated
ELECTRICITY NE
alysis done
sk) or is this
h. First repre
t categories,
s for the spec
ett have a (a
k for the tra
y also related
have a syst
reas/lines th
However, we
n acronym: R
analysis met
ces are use
nt and use of
fault analysis
s its own fau
stics (fault an
system exist
ASIT, annual
e carried out
ods or tools i
ent (availabl
background
ce tasks an
hat maintena
ace at right
north to so
no specific m
d taking into
TWORKS
for individu
done for com
esentative sp
, after whic
cific location
aggregated)
nsmission ne
d to vulnerab
tem that ag
hat have be
e do calcula
ROS).
hods: Which
ed as part
f additional
s (e.g. after a
ult analysis g
nalysis for gro
ts in Norway
fault statisti
t if required.
in use for op
le spare pa
d for the qu
d work ove
ance person
time (and t
uthern part
methods or
o account da
al compone
mponent gro
pecialist grou
ch RCM ana
ns.
risk measure
et is increasi
bility. Is the v
ggregates ris
en carried o
te overall ri
h other meth
of RCM. T
method at S
an item has f
group.
oups of com
y (obligatory
ics are publis
ptimisation o
arts, mainte
uestion is th
er the whol
nnel, machin
that bottlen
ts of the co
tools used f
aily maintena
ents (becaus
oups (compo
ups perform
alyses are d
e for the who
ing or decrea
vulnerability
sk, but we d
out by those
isk based on
hods/tools do
There are a
Statnett.
failed):
ponents / th
y for all net
shed. Apart f
of logistics a
nance perso
hat Statnett
e country w
es/tools/veh
ecks/restrict
ountry and
for this, but
ance, reinves
se different
onents of sam
analyses of
done locally
ole transmiss
asing – due t
of the netwo
do have risk
e who do th
n risk and v
oes Statnett
lready activ
he whole net
work compa
from these a
spects in ma
onnel, mach
probably al
which must
hicles and m
tions and un
immediately
t all our act
stments and
location m
me design/ty
f equipment
with the n
sion net? (in
to some rea
ork changing
assessment
he network e
vulnerability
use?
vities and p
twork):
anies, see se
activities, onl
aintenance a
hines/tools,
lways have
be coordin
aterials are
nnecessary t
y back to n
tivity is plan
d new installa
Page 58
ay cause
ype)?
classified
necessary
n order to
son) This
g?
ts broken
extension
analyses
plans for
ection 0).
ly specific
and asset
vehicles,
on‐going
ated, for
available
transport
north are
nned and
ations. In

D2.1.1. CAS
7. O
a.
b.
c.
8. Oth
a.
b.
6.2 TRØ
Trønder
construc
Trondhe
SE STUDY 1/4 –
addition, th
parts, and b
Operating an
Responsibi
border? (bo
We are resp
at the bord
boundary is
(Cross‐bord
coordinate
routines (w
works requ
Common pl
ENTSO‐E (E
recently pu
How and to
ENTSO‐E's w
Network Co
important s
hers question
Are metho
The mainten
Does Statn
Statnett us
preventive m
is focus on d
NDERENERG
Energi’s subs
ction, opera
eim area and
ELECTRICITY NE
here are exte
backup equip
nd maintaini
lity: Who ha
oth TSOs, ea
ponsible for
der line, in o
s set at the p
der) effect o
ed analysis
what and wh
uired by pow
lanning carri
European N
ublished sev
o which degr
work does to
ode on Opera
standard for
ns:
ds/principles
nance in Sta
ett have (ma
ses a KPI po
maintenance
developing th
GI NETT
sidiary Trønd
tion and m
in the Sør T
TWORKS
ernal and in
pment.
ng cross‐bor
as responsib
ach for the pa
what we ow
other cases
oint where t
of faults: Wh
of faults? C
en informati
wer producer
ed out by Sta
etwork of T
veral guideli
ree will ENTS
o a large deg
ational Plann
Statnett's m
s such as Wo
tnett is base
aintenance r
ortal that c
e, delays of p
his further in
derEnergi Ne
aintenance
røndelag cou
nternal requi
rder connect
bility for, for
art until the
wn. In most c
it is at the
the cable ent
hat methodo
Coordination
ion is exchan
rs, transmissi
atnett as res
Transmission
nes/standar
SO‐E's work i
gree influenc
ning and Sch
maintenance
orld Class Ma
ed on the WC
related) key p
covers unfor
preventive m
n 2013.
ett AS is resp
of the regi
untry, Centra
irements for
tions, interna
r example, a
border line;
cases, this m
middle of th
ters the onsh
ologies and
n of planne
nged betwee
ion and distr
sponsible ope
System Op
ds (network
influence Sta
ce the work t
heduling ‐ NC
work.
aintenance (
CM principle.
performance
reseen corre
maintenance
ponsible for p
onal and lo
al Norway.
emergency
ational coord
line or a ca
or one for th
means that th
he cable. Fo
hore terminal
principles a
ed maintena
en TSOs) to p
ribution syste
erator of the
erators for
k codes) for
atnetts work
that has cros
C OPS (ENTSO
WCM), 5S, e
e indicators (
ective maint
e, backlog of
power distrib
ocal distribut
preparedne
dination:
able that cro
he whole lin
he responsib
or subsea ca
l.
re used to c
ance: What
plan outages
em operator
e system.
Electricity):
the Europe
k?
ss‐border eff
O‐E 2012) is
etc. used?
(KPIs)?
tenance, pro
f critical erro
bution, as w
tion networ
Page 59
ess, spare
osses the
e/cable)
bility ends
ables, the
carry out
are the
s allowing
rs?
ENTSO‐E
an TSOs.
fects. The
the most
ogress of
ors. There
ell as the
rk in the

D2.1.1. CAS
6.2.1 ANS
1. Wh
The
prin
with
supp
2. Mai
The
proj
asse
3. Mai
a.
b.
c.
d.
SE STUDY 1/4 –
SWERS FROM
at are the ov
overall prin
nciple for all
h health, saf
ply and risk a
intenance or
asset mana
ject departm
embly depart
intenance pl
When are c
Maintenanc
and correct
Does Trøn
condition o
Such indices
How is top
componen
place A com
For many ty
to potentia
differentiat
i. Differe
ii. How a
We ar
expose
maint
Is continuo
defined for
For examp
maintenanc
ELECTRICITY NE
TRØNDEREN
verall princip
nciple is risk‐
maintenanc
fety and env
associated w
rganization,
agement dep
ment is resp
tment is resp
lanning and o
components
ce planning i
tive strategie
derEnergi u
of their comp
s are not use
pology taken
ts in the net
mpared to w
ypes of comp
al conseque
e maintenan
ent location
are different
re in the pro
ed to (high
enance. An e
ous monitor
r the monito
le, the tem
ce purposes,
TWORKS
ERGI NETT
ples for main
‐based main
ce measures
vironmental
with reputatio
departments
partment is r
ponsible for
ponsible for p
optimization
maintained/
involves elem
es.
se a condit
ponents?
ed as of now,
n into accou
twork; the s
when installed
ponents, com
ences of the
nce of such co
may also cau
environmen
ocess of class
h, medium,
example of s
ing used, an
red value re
mperature of
but only for
ntenance pla
ntenance: Th
s. TrønderEn
factors, risk
on.
s and respon
responsible f
r planning o
performing t
n
/replaced?
ments from b
ion index, h
, but there a
unt in main
same compo
d at place B.
mponents are
eir failure
omponents.
use different
ntal stresses
sifying comp
or low) an
uch stresses
nd to which
sulting in a w
f transforme
the purpose
nning in Trø
e need to co
ergi conside
ks associate
nsibilities:
for decisions
of maintena
the maintena
both time‐ba
health indice
re plans to e
tenance pla
onent may b
)
e classified a
(as quantifi
t operationa
(wind, ice, c
ponents by t
nd will use
is the tempe
extent (mu
warning sign
ers is moni
e of adjustme
nderEnergi?
ontrol or red
rs economic
d with secur
s and procur
ance and re
ance.
ased, age‐ba
es, etc. to c
employ them
nning? (Tha
e more critic
s high, medi
ied by CEN
l stresses.
orrosion) tak
the level of t
this to gui
erature of tra
ch / not mu
al if the thre
itored, but
ent and recon
duce risk is
c risk, risk as
rity of the e
rement/orde
enewal proje
ased, conditi
classify the
m in the future
at is, the loc
cal when ins
ium, or low a
NS). This is
ken into acco
the stresses
ide the inte
ansformers.
uch)? Are th
eshold is cros
his is not
nnection.
Page 60
the basic
ssociated
electricity
ering. The
ects. The
on‐based
technical
e.
cation of
stalled at
according
used to
ount?
they are
ensity of
hresholds
ssed?
used for

D2.1.1. CAS
e.
f.
g.
h.
i.
j.
SE STUDY 1/4 –
Which cond
A number o
chapter 5.1
Do criteria
There is ext
this guides
dimensions
of stresses,
i. Are th
of the
There
of net‐
Methodolo
Maintenanc
question 1)
also follow
companies,
large degre
standards c
used.
Long‐term
The kind of
from that, m
longer time
Tools and m
For major r
carried out
principle. M
maintenanc
maintenanc
Is TrønderE
No, RCM an
ELECTRICITY NE
dition monit
of methods
in the repor
for categori
tensive use o
the intensi
such as the
as mentione
here plans fo
line?
are no very
‐present‐valu
ogy for maint
ce in Trønde
). Guidelines
wed (for ex
TrønderEne
ee what ma
contain recom
/ short‐term
f long‐time p
maintenance
e scales woul
methods for
renewals at
t. These are
Methods such
ce managem
ce managem
Energi carryi
nalyses are n
TWORKS
toring / diagn
are in use f
rt.)
zation of equ
of categoriza
ity of maint
importance f
ed previously
or whether o
formal meth
ue analysis f
tenance/asse
erEnergi is
from the N
ample on r
ergi develope
aintenance s
mmendation
m planning:
plan is effecti
e decisions a
d have to be
maintenanc
main parts
typically (m
h as fuzzy log
ment system.
ment system (
ng out RCM‐
ot carried ou
nosis techniq
for a numbe
uipment for
ation in “arch
tenance. Com
for electricit
y.
one replaces
hods in use,
for this quest
et managem
driven by ri
Norwegian W
risk and vu
ed their own
trategy is u
ns on mainte
tively determ
are restricted
e based purel
ce/asset man
of the grid,
more or less
gic are not u
. NetBas is a
(CMMS).
‐analyses?
ut.
ques does Tr
er of differe
maintenanc
hetypes” acco
mponents ar
ty supply (as
e.g. the ent
but Trønder
tions
ment:
isk‐based co
Water Resou
ulnerability
n "maintena
used for diffe
nance and in
mined by an e
d to a time ho
ly on assump
nagement:
, relatively d
s detailed) a
sed. Trønder
a GIS‐based
ønderEnergi
nt types of
e/replaceme
ording to com
re also cate
quantified b
ire line or ju
rEnergi start
onsiderations
rces and En
analysis). T
ance standar
erent types
nspection int
estimated ye
orizon of five
ptions.
deep and th
analyses bas
rEnergi uses
NIS‐system
i use?
equipment.
ent exist?
mponent de
egorized alo
by CENS) and
st some com
ted to emplo
s (cf. the an
nergy Directo
Together wi
rds" that def
of compone
tervals. PAS 5
ear of renew
e years, as p
horough ana
sed on the
Powel NetB
that also in
Page 61
(Cf. also
sign, and
ng other
d the level
mponents
oy a form
nswer to
orate are
ith other
efine to a
ents. The
55 is also
wal. Apart
lans over
alyses are
life‐cycle
as as our
ncludes a

D2.1.1. CAS
k.
4. Risk
a.
b.
c.
5. Fau
a.
b.
6. Log
SE STUDY 1/4 –
i. If so, is
compon
A RCM‐
(“arche‐
Calculating
Stochastic m
components
component
mean lifetim
and conditio
k analysis:
Is risk ana
different ri
Risk analysi
Does Trønd
order to sa
reason) Th
changing?
TrønderEne
to the lack o
Which othe
Risk matric
event trees
ult analysis:
Individual
happened
The departm
Fault statis
data for FA
companies
this area?
Unfortunate
gistics:
ELECTRICITY NE
RCM carried
nents?
like methodo
‐“)types of e
g remaining l
methods are
s. The renew
has an exp
me. Howeve
on specific in
alysis done
sk) or is this
is is done for
derEnergi ha
ay the risk f
his is probab
ergi plans to
of data.
er methods/
ces are used
are not used
fault analys
in the netwo
ment of netw
stics (fault an
ASIT is must
s). And annua
ely not, altho
TWORKS
d out for all c
ology is emp
quipment, b
ifetime (tool
e not used.
wal year is f
pected lifetim
er, the renew
nformation fr
for individu
done for com
r component
ave a (aggre
for the trans
bly also relat
introduce su
/tools for risk
d quite exten
d.
sis: TrønderE
ork and on co
work operatio
nalysis for gr
t be collecte
al fault statis
ough Trønde
components,
ployed to dev
ut the metho
ls, methods
A (determin
first estima
me. Thus, th
wal year is u
from inspecti
al compone
mponent gro
t groups.
gated) risk m
smission net
ted to vulne
uch a measu
k analysis do
nsively, but
Energi is pr
omponents?
on control is
oups of com
ed (obligator
stic reports a
erEnergi has
, or only for
velop mainte
od is not a fo
(e.g. stochas
nistic) "year
ted based o
he renewal y
updated whe
ions is availa
ents (becaus
oups (compo
measure for
t is increasin
erability. Is t
ure, but it ha
es TrønderE
quantitative
robably carr
? Is there a d
responsible
mponents/ th
ry to report
are publishe
big ambition
groups of co
enance stand
ormal RCM.
stic methods
of renewal"
on rough ass
year is the y
n the compo
able.
se different
onents of sam
the whole t
ng or decrea
the vulnerab
as not yet be
nergi use?
methods su
ying out an
epartment/g
for fault ana
e whole netw
for all netw
d. Is there a
ns.
omponents /
dards for the
s etc.))?
" is estimate
sumptions t
year of insta
onents beco
location m
me design/ty
transmission
asing – due
bility of the
een impleme
uch as fault
nalysis of fa
group doing
alysis.
work): We k
work and pr
nything else
Page 62
/ selected
different
ed for all
that each
allation +
me older
ay cause
ype)
n net? (in
to some
network
ented due
t trees or
ults that
this?
now that
roduction
e done on

D2.1.1. CAS
a.
7. Ope
netw
a.
8. Oth
a.
b.
SE STUDY 1/4 –
Are metho
manageme
etc.)?
We do not h
are conting
procured. T
network (an
delivery of s
erating and
work compa
Coordinatio
TrønderEne
operators t
shut downs
transmissio
regional ne
hers question
Are metho
The networ
Does Trønd
A clear idea
but they ha
data require
ELECTRICITY NE
ods or tools i
ent (availabl
have compe
gency plans
The NIS prov
nd that coul
spare parts)
maintaining
anies or the t
on of planne
ergi is conn
that are sup
s are coord
n network o
tworks, and
ns:
ds/principles
rk manageme
derEnergi (m
a of relevant
ave not yet b
ed for being
TWORKS
in use for op
le spare pa
tence on log
for, e.g., th
vides an ove
ld be used a
has been ou
lines/cables
transmission
ed maintenan
ected to a
pplied by Trø
dinate with
operated by
maintenanc
s such as Wo
ent policy is
maintenance
KPIs exist (a
been implem
able to calcu
ptimisation o
arts, mainte
gistics on a h
he case tha
erview of ina
as spare par
utsourced.
s and compo
n net.
nce:
number of
ønderEnergi'
these. In
Statnett, the
ce and shut d
orld Class Ma
based on PA
related) key
a report on r
ment as Trøn
ulate the KPI
of logistics a
nance perso
igh formal o
t a large nu
active comp
rts). The logi
onents which
f (minor) ne
's regional n
addition to
e network is
downs are co
aintenance (
AS 55.
performanc
relevant KPIs
nderEnergi is
Is.
spects in ma
onnel, mach
or academic l
umber of tr
onents that
istics functio
h are connec
eighbouring
network. Ma
being conn
s also connec
ordinate wit
WCM), 5S, e
ce indicators
was establis
still working
aintenance a
hines/tools,
level. Howev
ransformers
are availab
on itself (sto
cted to neig
distribution
aintenance w
nected to t
cted to neig
th these as w
etc. used?
(KPIs)?
ished in earli
g on establis
Page 63
and asset
vehicles,
ver, there
must be
ble in the
rage and
hbouring
n system
work and
the main
ghbouring
well.
ier work),
shing the

D2.1.1. CAS
7. DISC
The requ
need of
consume
special c
other tr
borders,
is basica
kilometr
alternati
can be c
Since re
electricit
topology
section
network
network
that is o
(because
bottlene
transmis
electricit
responsi
correct b
scheduli
carried o
The elec
whereas
The pow
SE STUDY 1/4 –
CUSSION:
uirement for
f transport o
ers (apart fr
characteristi
ransport sys
, but only the
ally not a p
res (e.g. in
ive network
ompensated
routing of e
ty network w
y (which is
2.2), if the
k part can be
k loading is lo
off). Howeve
e the n‐1 crit
ecks in the re
ssion networ
ty marked
ibility of coo
balance betw
ng of the e
out in a coor
ctrical transm
s the electric
wer frequenc
ELECTRICITY NE
RELEVAN
r both the ra
of, respectiv
rom passeng
c of the “tra
stems) that
e electricity
problem. Th
case of mai
capacity is
d by increase
electricity is
will usually n
usual for t
network is
e tolerated (
ow (i.e. part
er, a shutdo
terion is not
emaining net
rks – are coo
disturbance
ordinating th
ween supply
electricity ne
dinated and
mission netw
cal distributio
cy of the elec
TWORKS
NCE VS RA
ailway infras
vely, goods
ger transpor
ansport syst
equipment
itself. Since
hat means t
intenance) i
available an
ed productio
usually poss
not lead to co
ransmission
operated ac
see section
s in the netw
own will usu
fulfilled duri
twork). Thus
ordinated to
es. Since th
e operation
y and deman
etwork in ge
predictable
works can be
on network
ctrified railwa
AIL INFRAS
structure and
and electric
rt which is t
em” electric
is not phys
electricity tr
that "rerout
s possible w
nd as long as
n.
sible, the sh
onsequence
networks a
ccording to
0), and if th
work have a
ually lead to
ing the down
s, planned sh
o reduce the
he transmis
of the coun
nd at all tim
eneral, and
manner acc
e compared
can be com
ay systems c
STRUCTUR
d the electric
city, from t
the second m
city network
sically trans
ransport is fa
ting" of elec
without any
s the transp
hutdown of
s for custom
and intercon
the N‐1 cri
e shutdown
vailable capa
consequenc
ntime) or hig
hut downs –
e probability
ssion system
ntry’s electri
mes, they are
of cross bo
ording to the
with the m
pared with t
can be differ
RE
city network
he places o
main functio
s is (compar
ported over
ast, transpor
ctricity over
time delay,
ort losses ar
lines or oth
mers if the ne
nnections cr
terion wher
is planned i
acity that ca
ces such as
gher electrici
– especially in
for potentia
m operators
c power syst
e interested
rder connec
e rules given
main railway
the commute
ent in differe
k infrastructu
of productio
on of the ra
red with rai
r distance o
rt over long d
r many hun
, as long as
re acceptabl
er equipme
etwork has a
rossing bord
re unavailab
in periods w
an substitute
higher vuln
ity prices (be
n the interco
al conseque
s have the
tem and ma
in that main
ction in part
n by ENTSO‐E
corridors in
er and local
ent countrie
Page 64
ure is the
n to the
ilway). A
lway and
or across
distances
dreds of
s enough
e and/or
nt in the
a meshed
ders; see
bility of a
where the
e the part
nerability,
ecause of
onnected
nces and
e overall
aintaining
ntenance
ticular, is
E.
n Europe,
services.
s (e.g. 50

D2.1.1. CAS
Hz and 6
frequenc
Since bo
type of
exchang
interesti
transmis
Since ne
of Energ
very rele
railway.
not with
SE STUDY 1/4 –
60 Hz), whe
cy is not sync
oth the elect
high‐voltage
ed, e.g. use
ng for the o
ssion system
etwork opera
gy Not Suppl
evant topic in
(Note: meth
hin the main
ELECTRICITY NE
reas the fre
chronised in
tricity netwo
e equipment
of condition
operation of
operators t
ation is subje
ied ‐ CENS)
n electricity
hods related
focus of this
TWORKS
quency in th
all countries
ork and the e
t, experience
n monitoring
f European r
hrough ENTS
ect to much r
might be of
networks. Th
to vulnerab
s report; the
he electricity
s).
electrified ra
e in maintain
g methods (c
railway corr
SO‐E (netwo
regulation, r
interest for
hus, method
bility are not
references i
y network is
ailway netwo
ning and op
chapter 4.3.1
ridors is the
rk codes, see
regulatory as
railway as w
ds applied in
t much desc
n section 2.6
s always 50
ork consist o
erating this
1). Another
cooperation
e section 2.3
spects and m
well. In addit
this field mi
ribed in this
6 may provid
Hz (even th
of much of t
equipment
area which
n between E
3.2).
methods (suc
tion, vulnera
ight be of int
s report, bec
de more info
Page 65
ough the
the same
could be
might be
European
h as Cost
bility is a
terest for
ause it is
rmation)

D2.1.1. CAS
8. CON
The elec
in all pa
critical (
custome
though a
Thus, su
with e.g
problem
The com
small an
others –
extensiv
France) w
national
2000 em
This me
planning
type of c
advance
must rel
more ad
In gener
in the lit
(mostly
research
13 2011‐fighttp://abo
SE STUDY 1/4 –
NCLUSION
ctricity netwo
rts of the ne
(e.g. parts i
ers). The netw
a cost‐benef
uch parts of
. an inspecti
ms are report
mpanies oper
nd have only
– especially
ve network a
which has 37
public budg
mployees invo
eans that th
g and metho
company. M
ed (mathema
ly on comm
dvanced met
ral, there is a
terature. In t
scientifically
h institutions
gures for the out‐us.edf.com/
ELECTRICITY NE
N
ork consists
etwork must
n the elect
work operat
ficial way to
the network
ion every 10
ed for furthe
rating the ele
few employ
the transm
and an own
7.7 million cu
get of the No
olved in rese
he current s
ds applied fo
Many (especia
atical) metho
ercially avai
hod.
a large gap b
the scientific
y motivated)
s (sometimes
whole EDF‐gr/profile/key‐fig
TWORKS
of a huge am
t be maintai
ricity netwo
tors are – by
operate and
k must be m
0th year whe
er following
ectricity netw
yees, some t
ission syste
R&D depar
ustomers wo
orwegian sta
earch13.
tatus on m
or condition
ally smaller)
ods and deve
lable tools a
between met
c literature, o
case studie
s in more or
roup (generatiogures‐43669.htm
mount of dis
ned, even th
ork – especi
law – oblige
d maintain su
maintained a
ere minor pr
up.
work are of q
thousand cu
m operator
rtment. One
orldwide, sal
ate) and rese
aintenance
monitoring
utilities do
elop comput
and consulta
thods applie
one can find
es. These stu
less cooper
on, transmissiml, retrieved 10
stributed com
hough, parts
ially in rura
ed to deliver
uch network
ccording to
roblems are
quite differen
stomers and
s – are very
example of
les of 65.3 b
earch budget
strategies,
is quite diffe
not have th
ter tools bas
ation by ext
ed by the com
d a quite larg
udies are oft
ation with n
on, distributio0.02.2013
mponents. A
s of the netw
l areas – th
electricity to
parts is mor
a minimal m
immediately
nt size. Some
d a small, loc
y large com
f the latter i
illion € (whic
t of 518 mill
methods us
erent, depen
e in‐house c
ed on these
ernals if the
mpanies, and
ge number o
en carried o
etwork oper
n, trading, en
All these com
work will no
hat supply
o all custom
re or less im
maintenance
y repaired a
e companies
cal network,
mpanies with
is EDF (Elect
ch is close to
lion € and m
sed for main
ndent on the
competence
methods. T
ey want to i
d methods d
of methods a
out by unive
rators). How
ngineering and
Page 66
mponents
t be very
only few
ers, even
mpossible.
e strategy
nd larger
s are very
whereas
h a huge
tricité de
o ½ of the
more than
ntenance
e size and
to apply
hus, they
ntroduce
described
applied in
ersities or
wever, the
d services),

D2.1.1. CAS
results a
of new m
challeng
SE STUDY 1/4 –
and the meth
methods in a
ge.
ELECTRICITY NE
hods describ
an existing o
TWORKS
bed remain o
organizationa
often in a ca
al structure a
ase study sta
and building
age, because
in‐house co
e the implem
ompetence is
Page 67
mentation
s a major

D2.1.1. CAS
9. REF
Abe
mai
And
Bert
doct
Stoc
Cast
tran
Catr
dist
Dist
Catr
netw
Catr
in e
app
Czec
Catr
Rein
to P
CIGR
Tran
CEE
Ene
Chri
Oiko
eval
of P
Ene
Vers
SE STUDY 1/4 –
ERENCES
eygunawarda
ntenance mo
ders, G.J. (199
tling, L. (20
toral dissert
ckholm.
tro, A.R.G.; M
nsformer fail
rinu, M., No
ribution sys
tribution, CIR
rinu, M., Ny
works, The 8
rinu, M., Nor
electricity dis
lications: pro
ch Republic,
rinu, M.D.,
nvestment D
Power System
RE (2012),
nsmission, CI
R (2011), 5t
rgy Regulato
istodoulou,
onomou, D.S
luation of th
Performance
rgy Norway
sion 2012'], E
ELECTRICITY NE
ane, S.K., J
odels", IEEE
90), Probabi
002), Reliabi
ation, Royal
Miranda, V.
ure diagnosi
rdgård, D. E
stem asset
RED, paper 05
ybø, A, Nord
8th Nordic Ele
rdgård D.E. (
stribution sy
oceedings of
7‐10 Septem
Nordgård,
Decisions”, Pr
ms (PMAPS 2
Asset Man
IGRE Workin
th Benchmar
ors, http://w
C.A.; Ekon
S.; Harkiolak
e wood pole
of Construct
(2012), FAS
Energy Norw
TWORKS
irutitijaroen
Trans. Powe
lity concepts
ility centred
Institute of
(2005), "Kno
s", IEEE Tran
E., Sand, K, N
managemen
588.
dgård, D.E. (
ectric Distrib
(2010), “Inco
ystem asset
f the Europea
mber 2009.
D.E., (2010
roceedings In
010), pp. 37
nagement D
ng Group C1.
rking report
ww.energy‐r
nomou, L.;
kis, N.; Chat
es which sup
ted Facilities,
SIT kravspesif
way, Oslo.
, P. (2011
er Sys., vol. 2
s in electric p
d maintenan
Technology
owledge disc
ns. Power Sys
Norhagen, J‐
nt”, The 19
2008), “Rein
bution and As
orporating ris
managemen
an Safety an
), “Method
nternational
2‐377, IEEE.
Decision M
25.
on the qual
regulators.e
Stefanou,
tzarakis, G.E
pport the Hel
, vol. 23, no.
ifikasjon. Ver
), "New st
6, no. 4, pp.
power system
ce for elect
(KTH), Depa
covery in neu
s., vol. 20, no
‐K (2007), “M
9th Internat
nvestment s
sset Manage
sk analysis a
nt”, in Reliab
d Reliability
ology for R
Conference
Making and
lity of electri
u.
K.A.; Fotis,
E.; Stathopul
llenic electric
5, pp. 314‐3
rsjon 2012 [
ate diagram
2207‐2213.
ms, Wiley, Ne
tric power d
artment of E
ural network
o.2, pp. 717‐
Multi‐criteria
tional Confe
trategy mak
ement Confer
nd multi‐crit
bility, risk an
Conference,
Risk‐Informed
on Probabili
Risk Indica
icity supply,
, G.P.; Kar
los, I.A. (200
cal distributi
319.
['FASIT requir
ms for pro
ew York.
distribution
Electrical Eng
ks with appli
‐724.
a decision su
erence on E
king for dist
rence, NORD
teria decisio
nd safety; th
ESREL 2009
d Maintena
istic Method
ators for E
Council of E
ramousantas
09) "Life ex
ion network"
irement spec
Page 68
obabilistic
systems,
gineering,
cation to
upport in
Electricity
ribution”
DAC.
n making
eory and
9, Prague,
ance and
ds Applied
Electricity
European
s, D.Ch.;
xpectancy
", Journal
cification.

D2.1.1. CAS
End
mai
End
equ
pp.
End
Dial
Nitu
of m
Sys.
ENT
Tran
ENT
wor
code
Tran
Gus
Sand
Dist
He,
ELFO
Heg
of re
Heg
Too
Hilb
Mai
Hof
and
Dec
Hof
vuln
SE STUDY 1/4 –
renyi, J.; An
ntenance on
renyi, J.; And
ipment heal
59‐67.
renyi, J., Abo
ynas, E.N., F
u, P., Rau, N.
maintenance
, vol. 16, no.
TSO‐E (2011)
nsmission Sy
TSO‐E (2012)
rk still on‐go
e‐developme
nsmission Sy
tavsen, B.,
dvik, H., Tho
tribution Ove
Y. (2010), S
ORSK, Stockh
ggset, J., Kjøl
eliability dat
ggset, J., Nor
l Box Version
ber, P., Miran
ntenance Po
mann, M., G
d framework
ember 2011
mann, H.,
nerabilities in
ELECTRICITY NE
nders, G.J.; L
n reliability ‐
ders, G.J. (20
th and exten
oresheid, S.,
Fipper, M., F
, Reppen, N.
e strategies a
. 4, pp. 638‐6
, Factsheet
ystem Operat
, Network co
oing, check
ent/operatio
ystem Operat
Rolfseng, L.,
omassen, H.
erhead Lines
Study and An
holm.
le, G.H., Sag
a”, in Proc. 2
rdgård D.E.,
n 2, report n
nda, V., Mat
olicy for Elect
Gjerde, O., Kj
k for vulnera
.
Kjølle, G.H
n power syst
TWORKS
Leite da Silva
An applicatio
006), "Aging,
nding equipm
Allan, R.N.,
Fletcher, R.H
.D., Salvader
and the imp
646.
2011, https
tors for Elect
ode on opera
latest status
onal‐planning
tors for Elect
, Andresen,
(2002), “Sim
”, IEEE Trans
nalysis of Di
en, K. (2009
2009 Int. Con
Solvang E.,
o. 319.2011,
tos, M.A, Be
trical Netwo
ølle, g.H. (20
ability indica
., Gjerde,
ems”, Proce
a, A.M. (199
on", IEEE Tra
, maintenan
ment life ", I
Anders, G.J
H., Grigg, C.,
ri, L., Schneid
act of maint
s://www.ent
tricity, Bruss
ational plann
s here: http
g‐scheduling
tricity, Bruss
Ø., Christe
mulation of W
sactions on P
istribution E
), ”FASIT – a
nf. on Electric
Welte T. (2
, Energy Nor
ertling, L. (20
orks, IEEE Tra
011), Vulnera
ators, SINTEF
O. (2012),
edings PSAM
98), "Probab
ans. Power S
ce, and relia
IEEE Power &
., Asgarpoor
, McCalley, J
der, A., Singh
tenance on
tsoe.eu/, EN
sels.
ning and sch
s://www.ent
g/, ENTSO‐
sels.
nsen, H., Fa
Wood‐Pole R
Power Delive
Equipment Re
a tool for col
city Distribut
2011), User’s
way, Oslo.
007), Multio
ansactions on
ability in elec
F Energy Re
“Developm
M11 & ESREL
ilistic evalua
ys., vol. 13, n
ability ‐ Appr
& Energy Ma
r, S., Billinton
J., Meliopou
h, Ch. (2011)
reliability", I
NTSO‐E – Eu
eduling (NC
tsoe.eu/maj
E – Euro
alch, B., Jan
Replacement
ery, vol. 17, n
eliability Dat
lection, calcu
tion (CIRED),
s Guide to O
objective Opt
n Power Syst
ctric power g
search, Tech
ment of ind
2012, Helsin
ation of the
no. 2, pp. 57
roaches to p
agazine, vol.
n, R., Chowd
ulos, S., Miel
), "The prese
IEEE Trans. o
uropean Ne
OPS), draft a
or‐projects/
opean Netw
kila, K.A., M
t Rate: Appli
no. 4, pp. 10
ta, report n
ulation and r
, Prague.
Optimal Main
timization A
tems, Vol. 22
grids. State o
hnical repor
dicators to
nki, June 201
Page 69
effect of
76‐583.
reserving
4, no. 3,
dhury, N.,
lnik, T.C.,
ent status
on Power
twork of
available,
network‐
work of
Myhr, M.,
cation to
50‐1056.
o. 10:33,
reporting
ntenance
pplied to
2, No. 4.
of the art
rt A7120,
monitor
12.

D2.1.1. CAS
IEC
inte
Elec
IEEE
Tran
IRGC
criti
Kjøl
inte
no.
Kjøl
Dep
Elec
Lang
mod
Ams
Li, Y
path
Ame
Lund
tran
Oslo
Mel
abo
parl
Mira
with
250
Nor
elec
Barn
Proc
SE STUDY 1/4 –
60599 (199
erpretation o
ctrotechnical
E C57.104 (
nsformers, IE
C (2006), W
ical infrastru
le, G. H., S
erruptions an
3, 1030‐103
le, G.H., Sa
pendency of
ctricity Distrib
gset, T., Tren
del for qualit
sterdam.
Y., Yeddanap
h model for
erican Power
dgaard, L.E.
nsformers w
o.
d. St. 14 (2
ut the deve
liament "Sto
anda, V., Ca
h knowledge
9‐2516.
dgård, D.E.,
ctricity distri
nett, J. (ed
ceedings of t
ELECTRICITY NE
9), Mineral
of dissolved
l Commission
(2008), Guid
EEE standard
White Paper N
ctures, The I
amdal, K., S
nd voltage p
8.
amdal, K.,
Interruptio
bution (CIRE
ngereid, F., S
ty of supply
pudi, S., McC
r wood pol
r Symposium
., Linhjell, D
inding", rep
012), "Vi by
elopment of
rting"'], Mel
astro, A.R.G.
e extraction f
, Sand, K. (
bution syste
.), Safety, R
the joint ESR
TWORKS
oil‐impregn
d and free
n (IEC).
de for the
d, IEEE.
No.3 on Ma
nternationa
Singh, B., an
roblems: me
Brekke, K.
n Costs in C
D), Prague.
Samdal, K., a
regulation” i
Calley, J.D., C
e asset ma
m, pp. 275‐28
D., Hansen,
port no. 43‐
ygger Norge
the power
d. St. 14. Ro
(2005), "Im
from neural
(2008), "App
em maintena
Reliability a
REL 2008 and
nated electr
gases ana
Interpretati
anaging and
l Risk Govern
nd Kvitastei
ethodology a
(2009) "Inc
Continuity o
nd Heggset,
in Proc. 2001
Chowdhury,
nagement",
80.
W., Anker
‐2001, Norw
– om utbyg
grid'], Meld
oyal Norwegi
mproving the
networks", I
plication of
ance manag
and Risk An
d SRA‐Europe
rical equipm
alysis, intern
ion of Gass
reducing so
nance Counc
n, O.A. (200
and results,”
corporating
of Supply Re
J. (2001), ”Q
1 Int. Conf. o
A.A., Moore
in Proceed
, M.U. (200
wegian Elect
gging av str
ding til Storti
ian Ministry
e IEC table f
IEEE Trans. P
Bayesian n
ement", in
nalysis: Theo
e conference
ment in serv
national sta
ses Generat
ocial vulnera
cil (IRGC), Ge
08), “Custom
” IEEE Trans.
Short Inter
eg.", in Proc
Quality adjus
on Electricity
ehead, M. (2
ings of the
01), Ageing
ricity Indust
ømnettet" [
inget ['Repo
of Petroleum
for transform
Power Delive
etworks for
Martorell, S.
ory, Method
e, pp. 2561‐2
vice ‐ Guide
ndard, Inte
ted in Oil‐Im
abilities from
eneva.
mer costs re
. Power Sys.
rruptions a
c. 2009 Int.
sted revenue
y Distribution
2005), "Deg
37th Annu
and restor
try Associatio
['We build N
ort to the No
m and Energy
mer failure d
ery, vol. 20, n
r risk assess
., Guedes So
ds and App
2568.
Page 70
e to the
rnational
mmersed
m coupled
elated to
, vol. 23,
nd Time
Conf. on
e caps – a
n (CIRED),
radation‐
ual North
ration of
on (EBL),
Norway –
orwegian
y.
diagnosis
no. 4, pp.
sment in
oares, C.,
plications,

D2.1.1. CAS
NVE
pow
http
NVE
rein
rein
NVE
(kom
conc
and
NVE
vuln
Ene
NVE
colle
Wat
NVE
(ber
elec
Wat
Nyb
elec
OED
http
eng
OED
http
Paiv
Sand
regi
Schn
(200
643
SE STUDY 1/4 –
E (2004), For
wer system
p://www.lov
E (2005), Al
vesteringer
vestments'],
E (2011), Fo
mpetansefor
cessionaires
Energy Dire
E (2010), Veil
nerability ana
rgy Directora
E (2012), Eks
ection risk a
ter Resource
E (2013), Fo
redskapsfors
cticity suppl
ter Resource
bø, A., Nordg
ctricity distrib
D (2008) Fa
p://www.reg
D (2012) t
p://www.reg
va, J. P. S. (20
derud, P. (20
me'], presen
neider, J., G
06), “Asset m
‐654.
ELECTRICITY NE
rskrift om lev
m'], Norwe
data.no/for/
ldersfordelin
['Age distrib
, report no. 8
rskrift om
rskriften) ['Re
(competenc
ectorate (NVE
ledning i risi
alyses for po
ate (NVE).
sempelsamli
and vulnerab
es and Energy
orskrift om
skriften) ['Re
ly (Emergen
es and Energy
gård, D.E. (20
bution asset
cts 2008 :
gjeringen.no/
he Official
gjeringen.no/
005), Redes
012), “Nye fø
ntation at En
Gaul, A.J., Ne
management
TWORKS
veringskvalit
egian Wat
/sf/oe/oe‐20
g for kom
bution of com
8‐2005, Norw
krav til kom
egulation of
ce regulation
E).
ko‐ og sårba
ower supply']
ing Risiko‐
bility analyse
y Directorate
m forebygge
gulation of
ncy prepare
y Directorate
010), Princip
s
Energy and
/upload/OED
site of th
/nb/dep/oed
de Energia E
øringer for fr
ergy Norway
eumann, C.,
t techniques
tet i kraftsyst
ter Resour
0041130‐155
mponenter i
mponents in
wegian Wate
mpetanse m
f requiremen
n)'], FOR‐20
arhetsanalys
'], guideline
og sårbarh
es for power
e (NVE).
ende sikke
preventive s
dness regul
e (NVE).
ples for main
d Water Res
D/pdf%20file
he Norweg
d/dok/NOU‐e
Eléctrica ['Ele
remtidens ne
y’s Winter Co
Hogräfer, J
s”, Electrical
temet ['Regu
rces and
57.html.
kraftsystem
n the power
er Resources
mv. hos anl
t of compete
011‐03‐10‐26
er for kraftfo
no. 2‐2010,
etsanalyser
r supply'], gu
rhet og b
security and
lation)'], FO
ntenance an
sources in
er/Faktahefte
gian Ministr
er/2012/nou
ectric energy
ettregime” [
onference, 2
J., Wellßow,
Power and E
ulation of qu
Energy
met – Leve
system – Li
and Energy
eggs‐ og o
ence etc. at
63, Norwegia
orsyningen [
Norwegian W
for kraftfo
uideline no.
beredskap
emergency
OR‐2012‐12‐0
d reinvestme
Norway. Th
et/EVfakta08
ry of Petro
u‐2012‐9/14/
networks'],
'New guidan
23 March 201
W., Schwan
Energy System
uality of supp
Directorate
vetid og be
ifetime and
Directorate
områdekonse
installation
an Water R
['Guideline in
Water Resou
orsyningen [
18‐2012, No
i energifor
preparedne
07‐1157, No
ents manage
e transmiss
8/EVFacts08_
oleum and
/1.html?id=6
IST Press, Lis
nce for the fu
12, Warsaw.
n, M., Schn
ms, vol. 28, n
Page 71
ply in the
(NVE),
ehov for
need for
(NVE).
esjonærer
and area
Resources
n risk and
urces and
['Example
orwegian
rsyningen
ess in the
orwegian
ement of
sion grid.
_kap06_
Energy,
675589
sbon.
uture net
ettler, A.
no. 9, pp.

D2.1.1. CAS
Skaa
Dire
Skjø
tech
Elec
Stat
syst
The
imp
UCT
(UCT
UCT
Italy
War
indi
Wel
and
Prob
Wel
IEEE
Wel
XLP
(CIR
SE STUDY 1/4 –
ansar, E. (ed
ectorate (NV
ølberg, J. (20
hniques and
ctricity Indus
tnett (2012)
tem'], Statne
ma (2013), P
ortance for v
TE (2004a), O
TE).
TE (2004b), F
y, Union for t
reing, B. (20
ces, Instituti
lte, T.M., Va
renewal of
babilistic Me
lte, T.M. (20
E Trans. Pow
lte, T.M, Skj
E undergrou
RED 2010), Pr
ELECTRICITY NE
d.) (2010), En
E).
007), Conditi
evaluation o
try Associati
, Funksjonsk
ett, Oslo.
På nett med
value creatio
Operational H
Final Report o
the Co‐ordin
005), Wood
on of Electri
tn, J., Heggs
hydro powe
ethods Applie
09), "Using s
wer Sys., vol. 2
ølberg, J. (2
und cables”,
raha.
TWORKS
nergistatus ['
ion assessme
of methods,
ion), Oslo.
krav i krafts
framtida – K
on'], report n
Handbook, U
of the Invest
nation of Tra
pole overhe
cal Engineer
set, J. (2006)
r component
ed to Power S
state diagram
24, no. 1, pp
010), “Deter
Proceedings
'Energy statu
ent of electr
report no. 2
systemet (FI
Kraftnettets
nr. THEMA R
Union for the
tigation Com
nsmission of
ead lines, Ch
rs.
), "Markov s
ts", in Proce
Systems (PM
ms for mode
p. 58‐66.
rioration an
s 20th Intern
us'], Norweg
rical grid com
260‐2007, En
KS) ['Functio
betydning fo
2012‐34, Th
e Co‐ordinat
mittee on th
f Electricity (
hapter 13: C
state model
edings of the
MAPS).
elling mainte
d failure pro
national Conf
gian Water R
mponents –
nergy Norway
onal require
or verdiskapi
hema Consult
tion of Trans
he 28 Septem
UCTE).
ondition ass
for optimiza
e 9th Interna
enance of de
obability of w
ference on E
Resources an
Survey of d
y (former No
ements in th
ng ['The pow
ting Group,
smission of E
mber 2003 Bl
sessment an
ation of main
ational Confe
eteriorating s
water tree d
Electricity Dis
Page 72
nd Energy
diagnostic
orwegian
he power
wer grid's
Oslo.
Electricity
ackout in
nd health
ntenance
erence on
systems",
degraded
stribution

CASE STUDY 2: GAS TRANSPORT INFRASTRUCTURE
Deliverable nº: D2.1.2
EC‐GA Number: 314031Project full title: Development of a Smart
Framework Based on Knowledge to Support Infrastructure Maintenance Decisions in Railway Corridors

Work Package: WP2.1
Type of document: Case study report
Date: 19.02.2013
Transport; Grant Agreement No 314031
Partners: SINTEF Technology and Society
Responsible: SINTEF Technology & Society
Title: D2.1.2 Version: 1 Page: 0 / 44

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 1
Document History Vers. Issue Date Content and changes Author
0 19.02.2013 First final version Økland et al.
Document Authors
Partners Contributors
SINTEF T&S Andreas Økland, Hanne Marie Gabriel, Anandasivakumar
Ekambaram & Siri Bø Halvorsen

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 2
Executive Summary Gassco's was establihsed in 2001 to manage the Gassled infrastructure transporting gas from the
Norwegian Continental Shelf to European customers. The gas infrastructure is an integrated network,
connected to the producers of natural gas and to the European distribution network. The
infrastructure operated by the company consists of 7 975 kilometers of transmission pipes, 6
processing plants in Norway, 6 receiving terminals and 3 platforms. The case study focuses on
maintenance management and maintenance coordination in the gas value chain.
There are a range of stakeholders in the gas value chain, and regulations from the Norwegian
Government, European Governments and the EU affect the company. The company adapts to the
regulations by adapting to industry practises proposed in the Industry standards, such as NORSOK
and recommended practices (DNV).
The maintenance strategy applied is Reliability Centred and risk‐based. Every item (or "tag") in the
system must be allocated a consequence class based on a consequence classification. Development
of maintenance programs for new equipment at the terminals are based on generic methods when
the equipment is considered to be well‐known or similar to equipment already in use. For new
equipment where the GMCs not are applicable, maintenance concepts are developed based on an
FMEA, FMECA or RBI‐analysis, or a combination of them. The maintenance management is supported
by using SAP software, which provides maintenance plans and schedules.
Successful maintenance management and cross‐organizational, cross border coordination of
maintenance activities contribute to the company achieving regularity measure of 99.17 % and
quality measure of 99.99 %. Communication with up‐ and downstream actors, by meetings and
integration of systems is essential to achieve efficient use of the network.
Several elements in the organization of maintenance may inspire or be adapted by the railway
industry. Amongst these are the coordination of maintenance activities, attitude to opportunistic
maintenance and information sharing considered to be most relevant.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 3
TABLE OF CONTENTS 1. DESCRIPTION OF SYSTEM PURPOSE AND CRITICAL FUNCTIONS .................................................................. 5
1.1 INTRODUCTION ............................................................................................................................................ 5 1.1.1 INTRODUCTION TO THE GAS PRODUCTION AND TRANSPORTATION SYSTEM ...................................................... 5 1.1.2 ACTORS AND STAKEHOLDERS IN THE INDUSTRY ................................................................................................... 7 1.1.3 INDUSTRY STANDARDS FOR PETROLIUM ACTIVITIES ON THE NORWEGIAN CONTINENTAL SHELF ....................... 9 1.1.4 DELIMITATION AND SCOPE .................................................................................................................................. 11
1.2 PURPOSE(S) ................................................................................................................................................ 12 1.3 CRITICAL FUNCTIONS .................................................................................................................................. 13 1.4 VULNERABILITY ........................................................................................................................................... 14
2. DESCRIPTION OF SYSTEM CHARACTERISTICS AND PROPERTIES ................................................................. 15 2.1 NETWORK CAPACITY AND CAPACITY MANAGEMENT ................................................................................ 15 2.2 TOPOLOGY AND SYSTEM HIERARCHY ........................................................................................................ 16 2.3 THRESHOLDS AND OPERATIONAL LIMITS................................................................................................... 20
3. MAINTENANCE STRATEGIES AND MAINTENANCE ORGANIZATION ........................................................... 25 3.1 OBJECTIVE OF MAINTENANCE .................................................................................................................... 25 3.2 ORGANISATION OF MAINTENANCE ............................................................................................................ 25 3.3 FRAMEWORK AND OVERALL THINKING ..................................................................................................... 28
3.3.1 RELIABILITY CENTERED MAINTENANCE AND GENERIC MAINTENANCE CONCEPTS ............................................. 28 3.3.2 RISK BASED MAINTENANCE APPROACH FOR OIL AND GAS INSTALLATIONS ....................................................... 30 3.3.3 INTEGRITY MANAGEMENT OF THE SUBMARINE PIPELINE SYSTEM ..................................................................... 32 3.3.4 MAINTENANCE MANAGEMENT AT GASSCO ........................................................................................................ 33 3.3.5 TECHNICAL/ECONOMICAL ANALYSES OF MAINTENANCE PROJECTS ................................................................... 34
3.4 EXAMPLES OF MAINTENANCE PLANNING AND SCHEDULING .................................................................... 35 4. CONDITION MONITORING ....................................................................................................................... 37 5. DISCUSSION: RELEVANCE VS RAIL INFRASTRUCTURE ................................................................................ 39 6. CONCLUSION ........................................................................................................................................... 40 7. REFERENCES ............................................................................................................................................ 41

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 4
Acronyms
BUP boiler upgrade project CoF consequence of failure CUP compressor upgrade project DNV det norske veritas FMEA Failure mode and effect analysis FMECA failure mode, effect and criticality analysis GMC generic maintenance concept HSE health, safety and environment IM integrity management IMP integrity management process IMS integrity management system KEP kårstø expansión project LNG liquefied natural gas LPG liquefied petroleum gas NCS Norwegian Continental Shelf NGL natural gas liquids NPD Norwegian Petroleum Directorate PoF probability of failure PSA the petroleum safety authority RBI risk based inspection RCM reliability centred maintenance SDFI norwegian state’s direct financial interest in petroleum activities SIL safety integrity level TSP technical service providers

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 5
1. DESCRIPTION OF SYSTEM PURPOSE AND CRITICAL FUNCTIONS
1.1 INTRODUCTION
A vast network of pipelines has been developed in the North Sea since Frigg and Norpipe first started
transporting natural gas from the Norwegian Continental Shelf (NCS) to European customers in 1977.
This case study focuses on the organization of maintenance of the infrastructure that supplies some
20 percent of European gas consumption.
The company responsible for the transport of gas from the Norwegian continental shelf since 2002 is
Gassco. Some 90 billion standard1 m3 are transported yearly through the system, resulting in
regularity measure2 of 99,17 % and quality measure3 of 99,99 % for 2011. Gassco is a neutral,
independent operator of the gas transport system Gassled. Gassled is a joint venture with 11
different owners, whereof Petoro4 is the largest with a 46 % stake.
System operation entails planning, monitoring, coordination and management of the product
streams from the fields, through the transport network to gas terminals abroad. Another important
part of the system operation is coordination of maintenance of pipelines and facilities on the
Norwegian continental shelf (Norwegian Petroleum Directorate, 2012).
1.1.1 INTRODUCTION TO THE GAS PRODUCTION AND TRANSPORTATION SYSTEM
About 30 installations (platforms or production ships)
produce natural gas on the Norwegian continental shelf.
Rich gas (a blend of dry gas and Natural Gas Liquids, NGL)
from the fields is transported by pipelines from the fields to
facilities on shore for treatment.
1 150C and pressure of 1, ,01325 bar 2 Regularity is measured as the volume delivered from the transport system (Gassled area D) in relation to shipper orders. 3 Quality standards are specified in Gassled’s terms and conditions, and are measured in relation to the gas quality delivered from the transport system (Gassled area D). 4 The company managing the Norwegian State’s Direct Financial Interest in the petroleum sector

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 6
NGL, Liquified Natural Gas (LNG) and Liquified Petroleum Gases (LPG) are transported by ship from
the facilities (and will not be treated further in the following text), whereas dry gas (mainly methane)
is transported through the pipelines to receiving terminals.
The owners of natural gas transported through the pipelines are known as "shippers". The majority
of the shippers are owners of stakes in the gas fields, but may also be traders of natural gas. All
shippers are treated equally, independently of the volumes of gas they wish to transport.
At the receiving terminals pressure is reduced to meet the specifications of the national grid for
further transport to the customers.
Overall, the gas transportation system consists of 22 pipelines with a total length of 7 975 kilometers.
In addition to the pipelines, the system consists of 3 riser/compressor platforms, 6 processing plants
on the Norwegian shore and 6 receiving terminals, 2 on the British Isles and 4 on the European
continent. For the Gjøa pipeline and receiving terminals in continental Europe and in Easington in the
UK, daily operation and maintenance is performed by Gasscos own organization. For the remaining
part of the network daily operation and maintenance managed according to agreements with Statoil,
Total and ConocoPhillips who serve as Technical service providers (TSPs).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 7
FIGURE 1 EXISTING AND PROJECTED PIPELINES (NORWEGIAN PETROLEUM DIRECTORATE, 2012)
1.1.2 ACTORS AND STAKEHOLDERS IN THE INDUSTRY
Licensees: Defined by the Norwegian Petroleum Directorate (NPD) as "A physical or legal person, or
several such persons, who, under the terms of the Norwegian Petroleum Act or earlier jurisdiction,
has a license to search for, recover, transport or utilize petroleum. If a license is awarded to several
such persons together the expression licensee can cover both the licensees combined and the
individual participant". NDP further states that "a production license gives a monopoly to perform
investigations, exploration drilling and recovery of petroleum deposits within the geographical area
stated in the license. The licensees become owners of the petroleum that is produced. A production

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 8
license may cover one or more blocks or parts of blocks and regulates the rights and obligations of
the participant companies with respect to the Government".
Operators: Defined by NPD as "The agent who, on behalf of the licensee, is in charge of the day‐to‐
day management of the petroleum activity". All the major international oil companies are present on
the Norwegian continental shelf. During the past decade one has seen an increase in the number of
small to medium sized companies establishing themselves to develop mature and less profitable
fields, making the total number of operators present on the Norwegian continental shelf about 50.
The dominant operator is Statoil.
TSPs: Companies serving as technical service providers (TSPs) on a company's behalf are responsible
for daily operation and maintenance of plants and installations in the production, treatment or
transport system. Pursuant to its operator agreement and Norway’s Petroleum Activities Act,
however, the parent company retains overall responsibility for safe and efficient operation.
Suppliers: The petroleum value chain can be split in three main phases: search, development,
operation and decommissioning/removal. Every phase has a number of suppliers. The Norwegian
supplier industry was non‐existing 40 years ago, but has grown to be a technology exporter in the
petroleum sector. The supply companies are situated in every part of the country and have a mix of
national and international ownership.
Personnel/Employees: About 20 000 people are directly involved in the Norwegian petroleum
sector, a number which increases to about 80 000 when employees of the suppliers are included.
Shippers: Owners of gas to be transported through the pipelines operated by Gassco.
Gassled: The joint venture owning the gas Transportation System on the Norwegian continental
shelf.
Petoro: Petoro serves as the licensee for the Norwegian state’s direct
financial interest (SDFI) in petroleum activities.
The Norwegian State/Government: The Norwegian state provides the foundation for all activity on
the Norwegian continental shelf through legislation and concessions (by The Ministry of Oil and

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 9
Energy, and the Petroleum Directorate). The Norwegian state is also involved through ownership of
licenses (SDFI handled by Petoro), and in operators and supply companies.
1.1.3 INDUSTRY STANDARDS FOR PETROLIUM ACTIVITIES ON THE NORWEGIAN CONTINENTAL SHELF
The petroleum activity in Norway is regulated by the Petroleum Law of 29th of November 1996.
Issues regarding safety and security is regulated by the PSA Regulation of 31th of August 2001
"Regulations relating to Health, Environment and Safety in the petroleum activities" (known as "the
Framework Regulations").
International (developed by ISO) and European standards (developed by CEN) form the basis of all
activities in the petroleum industry. Most of the international standardisation activities are organized
in ISO/TC 67 "Materials, equipment and offshore structures for petroleum, petrochemical and
natural gas industries". By third quarter 2011 154 standards are published of which 52 are in revision
and 43 new work items are proposed. A total of 60 countries participate or observe the activities.
However, Norwegian safety framework and climate conditions may require own standards, or
additions and supplements to International Standards (ISO) and European Standards (EN). The
NORSOK standards are developed by the Norwegian petroleum industry to ensure adequate safety,
value adding and cost effectiveness for petroleum industry developments and operations. The
standards are owned by the Norwegian petroleum industry represented by The Norwegian Oil and
Gas Association and The Federation of Norwegian Industry. The standards are administrated and
published by Standards Norway (available for free download from www.standard.no). Furthermore,
NORSOK standards are as far as possible intended to replace oil company specifications and serve as
references in the authorities regulations (standard.no, 2013).
The NORSOK standards are intended to cover all aspects of petroleum activities on the Norwegian
continental shelf, of which the case study will focus on maintenance activities of the gas transport
infrastructure. The primary NORSOK standard considered in the case study is hence the NORSOK Z –
008: Risk based maintenance and consequence classification ‐ Rev. 3, June 2011. It consists of 12
sections and four annexes organized as presented in Figure 2.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 10
FIGURE 2: STRUCTURE OF NORSOK STANDARD Z‐008: RISK BASED MAINTENANCE AND CONSEQUENCE
CLASSIFICATION (NORSOK, 2011)5.
The additional normative standards and guidelines for the NORSOK Z‐008 are:
TABLE 1: ADDITIONAL NORMATIVE STANDARDS FOR THE NORSOK Z‐008 :RISK BASED MAINTENANCE
(NORSOK, 2011)
API RP 580, Risk‐Based Inspection DNV RP‐F‐206, Riser Integrity Management DNV RP‐F‐116, Integrity Management of Submarine Pipeline System DNV RP‐G‐101, Risk Based Inspection of Topside Static Mechanical Equipment IEC 60300‐3‐11, Dependability Management Part 3‐11: Application guide – Reliability centred
maintenance IEC 61508, Functional safety for electrical/electronic/programmable electronic safety‐related
systems IEC 61511, Functional Safety – Safety instrumented systems for the process industry sector ISO 17776, Petroleum and natural gas industries – Offshore production installations – Guidelines
on tools and techniques for hazard identification and risk assessment ISO 208151, ISO 13702,
Petroleum, petrochemical and natural gas industries – Production assurance and reliability management Petroleum and natural gas industries – Control and mitigation of fires and explosions on offshore production installations – Requirements and guidelines
ISO 14224, NORSOK S‐001,
Petroleum, petrochemical and natural gas industries – Collection and exchange of reliability and maintenance data for equipment Technical safety
5 Section 1 and 2 are not included in Figure 2 as they comprise the introduction to the standard and the list of normative and informative standards presented in Table 1 and Table 2.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 11
NORSOK Z‐013, Risk and emergency preparedness analysis OLF 070, Guidelines for the Application of IEC 61508 and IEC 61511 in the petroleum activities
on the continental shelf OLF 122, Life extension guideline
In addition to the normative standards given in Table 1, the following standards are presented as
informative:
TABLE 2: ADDTIONAL INFORMATIVE STANDARDS TO NORSOK Z‐008 (NORSOK, 2011)
BS 3811, Glossary of terms used in terotechnology EN ISO 12100, Safety of machinery – General principles for design – Risk assessment and risk
reduction EN 13306,
Maintenance – Maintenance terminology Maintenance
EN 15341, Maintenance Key Indicators NORSOK Z-DP-002,
Coding System
1.1.4 DELIMITATION AND SCOPE
The scope of this case study is to describe how maintenance work is planned and coordinated by
Gassco. In addition to the responsibility for maintenance on the infrastructure of which Gassco is the
operator, the company plays a central role in coordinating maintenance work on other parts of the
gas supply chain. The methods and experiences used in coordinating maintenance work of other
actors are as central in the report as the maintenance management of the infrastructure of which
Gassco is the operator.
The petroleum activity on the NCS is regulated by Norwegian law, in the form of acts and regulations.
In addition, The Norwegian Petroleum Directorate publishes guidelines based on the acts and
regulations. The industry has developed standards that propose solutions based on the guidelines,
fulfilling the requirements in the acts and regulations. The case study draws heavily on information
found in the NORSOK standard Z‐008: Risk based maintenance and consequence classification, the
DNV recommended practice (2009). The information contained in the standard and the
recommended practices apply to both oil and gas industry on the Norwegian Continental Shelf, and
are hence not limited to Gassco and the gas infrastructure. Interviews with maintenance and
operations management personnel at Gassco at Bygnes have been performed. The interviewed
personnel are involved in maintenance coordination for the transport system and maintenance

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 12
management for the receiving terminals on continental Europe and in Easington. The information
referred for the interviews has been reviewed by the interviewees at Gassco.
1.2 PURPOSE(S)
The purpose of the pipeline network is to ensure secure transport of gas with correct quality to the
European market. To fulfil that purpose, Gassco depends on the production of natural gas from the
gas fields on the Norwegian Continental Shelf, the processing plants, its riser/compressor platforms
and it's receiving terminals, in addition to the pipelines.
The processing plants treat rich gas and condensate to separate dry gas, which goes into the
transport pipelines, from liquefied petroleum gases (LPG) naphtha and stabilized condensate which
are transported by ships. The dry gas pass through compressors as it enters the pipeline, as the
transport takes place under high pressure. Statoil is TSP for the processing plants at Kårstø and
Kollsnes.
The riser platforms serve as transportation hub in the pipeline network. Gas from various parts of the
North Sea has varying quality, and mixing may be necessary to achieve the agreed quality to be
delivered. The platforms also serve to monitor the gas pressure, volume and quality. The compressor
platform serves as a compressor station on the Norpipe line to Emden. Statoil is TSP for the Draupner
S/E platform and HRP. ConocoPhillips is TSP for the B11 platform.
The dry gas continues by pipeline to receiving terminals in continental Europe and the UK. Receiving
terminals receives and processes gas from the North Sea fields. The terminal is responsible
for transporting offshore gas to shore, receiving the gas onshore, processing the gas to National Grid
specifications, delivering the gas to shippers and ensuring a balance between supply and demand.
Gassco operates the terminals in continental Europe and in Easington, while Total UK is TSP for the
terminal in St. Fergus.
The pipelines serve transport and storage (by line pack) purposes.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 13
1.3 CRITICAL FUNCTIONS
As the medium being transported is a flammable gas under high pressure, one will find a range of
safety barriers in the system. All functions that directly influence safety, are considered critical
(system or sub‐system is hence classified as safety critical). Systems, sub‐systems and components
shall have a defined a main function, and the consequences of failure to perform the main function
form the basis of the consequence classification of the system, sub‐system, and components.
In the regulations and NORSOK standard details concerning demand for redundancy and testing of
safety critical equipment are presented. The regulations are less detailed for equipment and systems
regarded as production critical. The terms and conditions agreed with the shippers may however still
result in need for redundancy of production critical equipment to make the company able to deliver
agreed volumes of gas. The consequence classification may define systems as production critical.
Some examples of critical functions(safety‐ or production critical) are given Table 3.
TABLE 3: EXAMPLES OF CRITICAL FUNCTIONS
Processing plants (must be able to):
Contain gas
Detect leaks of gas
Separate dry gas for transportation by
pipeline
Provide high pressure (via compressors) to
enable the gas transport
Measure quality, pressure and volume of
transported gas
Riser platforms (must be able to):
Redirect gas under transport
Detect leaks
Mix gas from various gas fields to provide gas
with correct quality/composition
Measure quality, pressure and volume of
transported gas
Receiving terminals (must be able to):
Measure quality, pressure and volume of
transported gas
Reduce pressure for further transport by
downstream operators
Regulate gas temperature
Remove hydrogen sulphide
Remove residual liquids
Compressor platform (must be able to):
Measure quality, pressure and volume of
transported gas
Detect leaks
Provide high pressure (via compressors) to
enable the gas transport

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 14
Remove residual solids
Detect leaks
Pipelinges (must be able to):
Contain and transport dry gas to the receiving terminals
Contain and transport dry & wet gas and condensate to the processing plants
Withstand high pressure (inner and outer)
Withstand changes in pressure
1.4 VULNERABILITY
The total volume of gas delivered to Gassco's receiving terminals in Europe during 2011 was 94.2
billion standard cubic metres. This is approximately 20% of the gas consumption in Europe. The
significant market share means it is essential that the market can rely on gas deliveries from the
Norwegian Continental Shelf.
The nature of gas transport will however always include certain vulnerability. The medium being
transported is explosive and safety concerns will trump production in case incidents occur.
International (EU), national and company policies aim at reducing the vulnerability of the system
both in regards of safety and production.
The distributed network does also introduce vulnerability as a result of the dependence on several
components (such as valves) in the network operating in series. Each valve may, for example, have a
small probability of each of the failure modes "failure to close on demand" or "failure to open on
demand". The probability of such incidents occurring when one regards the overall system is
considerably larger than for single components. A failure to open or close on demand for a valve may
result in the system not being able to deliver agreed volumes of gas.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 15
2. DESCRIPTION OF SYSTEM CHARACTERISTICS AND PROPERTIES
The Gassco gas transportation network covers long distances, and consists of components both on
shore, offshore (on platforms) and submarine. It is an integrated system, connected to the gas
producers on the one end, and the European gas distribution network on the other. The gas
transportation network is the largest of its kind in the world.
The system consists of both active and passive components. The pipelines are passive components,
whilst the active components include various equipment including valves (block valve stations),
regulator stations, compressor stations and a number of field devices for monitoring (flow, pressure,
temperature etc). The field devices are connected to a remote terminal unit which communicate
with the main control room.
At the processing plant and the receiving terminals equipment and the maintainable items are
available for inspection and interaction. The situation is somewhat different for the submarine pipe
network where maintenance action requires a long planning period and the infrastructure is hard to
access.
2.1 NETWORK CAPACITY AND CAPACITY MANAGEMENT
Gassco is responsible for capacity management of the gas transportation network. Capacity is
booked by shippers on long, medium, short, and day‐terms. The shippers may trade capacity in the
online secondary market, resulting in efficient use of the available capacity in the transport system.
The terms and conditions for transporting gas in Gassled (the gas transportation system) specify
demands to shippers and specify Gassco's commitment concerning planning and execution of
maintenance on the infrastructure (Gassco, 2011).
Due to restrictions in the transport system, the bookable capacity is not equal to the total capacity of
the network (illustrated inFigure 3). Unplanned shut downs may to a certain degree be handled by
the flexibility in the system (the ability to increase production from other fields to compensate for
shut downs of parts of the system).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 16
A round‐the‐clock operation of the integrated transport network is run from the control centre at the
company`s head office. The main duties are to manage the gas flow through constant monitoring,
regulate quality and ensure that the gas blend is correct. The control room is also involved in
planning maintenance and short term shutdowns (Gassco, 2012b).
FIGURE 3: CAPACITY OF NETWORK (HENDRIKS, 2011)
2.2 TOPOLOGY AND SYSTEM HIERARCHY
The network topology of the transport system has over time developed from having being radial
(start point to end point) to being a meshed network with several inlets, hubs and potential
endpoints. The processing plants and the riser platforms serves as "hubs" in the network, where gas
can be redirected and gas from various fields can be mixed to obtain the particular quality agreed
with the shippers.
In the following tables a description of the infrastructure is provided.
Table 4 gives a description of all the pipelines which constitute Gassled, the gas transportation
system. Gassco is the operator of all the pipelines except from Flags pipeline that is operated by
Shell, and or the Ormen Lange and Troll Gas pipe, which is operated by Statoil (Gassco, 2012c).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 17
TABLE 4 PIPELINES IN NORWAY GAS TRANSPORT SYSTEM (GASSCO, 2012C)
Name From To Length Diameter Haltenpipe Heidrun Tjeldbergodden 250 km 16"
Europipe Draupner E Dornum/Emden 620 km 40"
Norne Gas Transport Norne Heidrun 128 km 16"
Franpipe Draupner E Dunkerque 840 km 42"
Åsgard Transport Åsgård Kårstø 707 km 42"
Norpipe Ekofisk Emden 440 km 36"
Statpipe Rich Gas Statfjord Kårstø 308 km 30"
Vesterled Heimdal St. Fergus 360 km 32"
Statpipe Kårstø/
Draupner S/ Heimdal
Draupner S/ Ekofisk Y/ Draupner S
228/ 203/ 155 km 28"/ 36"/ 36"
Oseberg Gas Transport Oseberg Heimdal 109 km 36"
Zeepipe Sleipner Zeebrugge 813 km 40"
Zeepipe 2 A Kollsnes Sleipner 299 km 40"
Zeepipe 2 B Kollsnes Draupner E 301 km 40"
Langeled North Nyhamna Sleipner 627 km 42"
Langeled South Sleipner Easington 543 km 44"
Europipe 2 Kårstø Dornum 658 km 42"
Tampen Link Statfjord FLAGS 23 km 32"
Kvitebjørn gas export Kvitebjørn Kollsnes 147 km 30"
Gjøa gas pipeline Gjøa FLAGS 131 km 28"
FLAGS6 ‐ ‐ 450 km 36"
Ormen Lange7 Ormen Lange Nyhamna 120 km 30"
Troll Gas pipe8 Troll Kollsnes 133 km 36"
Table 5 gives a description of Gassco's six receiving terminals, located on the European Continent and
the British Isles. The following descriptions are collected from (Gassco, 2012C).
6 Operated by Shell 7 Operated by Statoil 8 Operated by Statoil

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 18
TABLE 5 RECEIVING TERMINALS IN NORWAY GAS TRANSPORT SYSTEM (GASSCO, 2012C)
Location Description
Dornum
(ERF)
The Europipe receiving facilities (ERF) at Dornum on the north German coast reduce the pressure of the gas
and heat it up. After metering, the gas enters the Netra downstream transport system.
Dunkerque The receiving terminal in north‐east France removes possible liquid residues and solid particles from gas
arriving in the Franpipe line. Gas pressure and temperature are adjusted before metering and quality
control.
Emden
(EMS)
The Europipe metering station (EMS) at Emden checks gas quality and meters its volume before transferring
it to the downstream transport operators. This station is remotely‐operated from the control room at the
Europipe receiving facilities (ERF), 48 kilometres away.
Emden
(NGT)
Gas pressure and temperature are regulated at the terminal before it passes through a treatment plant to
remove hydrogensulphide. After metering and quality control, the gas is delivered tothe transport operators
downstream of the terminal.
Easington The southern leg of Langeled is a 44‐inch pipeline from the Sleipner East hub to the receiving terminal at
Easington on the English east coast.
After arriving at the terminal, the gas is regulated to the correct pressure and temperature before being
passed to the downstream transport operator.
This part of the system became operational on 1 June 2006.
St. Fergus The receiving terminal at St. Fergus in Scotland stands 61 kilometres north of Aberdeen and became
operational in 1977. It receives lean gas through the Vesterled system as well as rich gas from the British
Frigg pipeline. Gassled owns and uses part of the technical installations at the facility. Total UK is TSP for the
Gassled part of the facility.
Zeebrugge The Zeepipe receiving terminal stands in the port area of Zeebrugge in Belgium, about five kilometres from
the landfall.
This facility removes possible residual liquids and solids, and regulates gas pressure and temperature. In
addition, it meters volume and checks quality before the gas continues to the transport operator
downstream of the terminal.
The Zeepipe terminal also remotely operates the Franpipe receiving terminal at Dunkerque in France.
Table 6 gives an overview of each of the six processing plants connected to the network. These are
located at Kollsnes, Kårstø, Nyhamna, Sture, and Tjeldbergodden in Norway. Gassco is the operator
of Kollsnes and Kårstø, while Statoil operates Mongstad, Sture, and Tjeldbergodden. Shell operates
Nyhamna. The following descriptions are collected from (Gassco, 2012c).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 19
TABLE 6 PROCESSING PLANTS IN NORWAY GAS TRANSPORT SYSTEM (GASSCO, 2012C)
Location Description
Kollsnes The processing plant north‐west of Bergen receives rich gas from Troll, Kvitebjørn and Visund
in the North Sea for separation into gas, natural gas liquids and condensate. After dewatering
and compression, the gas is exported by pipelines. Vestprocess pipeline transport NGL to the
Mongstad refinery. Statoil is TSP.
Kårstø The Kårstø processing plant north of Stavanger in Norway, separates rich gas arriving in the
Statpipe and Åsgard Transport pipelines. Kårstø also receives unstabilised condensate
through a pipeline from the Sleipner area of the North Sea. Dry gas transported to the
customers by pipelines. Natural gas liquids and condensate are exported by ship. Statoil is
TSP.
Mongstad The industrial plant at Mongstad north of Bergen currently comprises an oil refinery, the
Vestprosess fraction plant for natural gas liquids and crude from shuttle tankers. The plant is
the receiving terminal for oil pipelines from North Sea fields. Statoil is Operator.
Nyhamna The processing plant at Nyhamna in mid‐Norway dewaters and compresses gas from Ormen
Lange in the Norwegian Sea before piping it on through the Langeled system to Easington on
the English east coast Condensate is also treated at Nyhamna. Shell is Operator
Sture The terminal north‐west of Bergen receives oil and natural gas liquids from the Norwegian
continental shelf. A plant for recovering volatile organic compounds has been installed. In
addition, a fractionation plant produces LPG mix for export by ship or delivery to Vestprosess
at Mongstad by pipeline. Statoil is Operator.
Tjeldbergodden The Tjeldbergodden facility in mid‐Norway receives gas from the Heidrun field in the
Norwegian Sea through the Haltenpipe system. It comprises four plants, for gas reception,
methanol, air gas and gas liquefaction respectively. Statoil is Operator. Gassco is operator for
the Haltenpipe inlet facilities, and Statoil is TSP.
Table 7 gives a description of the riser and compressor platforms in the transport system. Draupner
S/E, Heimdal riser, and B11 are all operated by Gassco. The following descriptions are collected from
(Gassco, 2012c).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 20
TABLE 7 RISER/COMPRESSOR PLATFORMS IN NORWAY GAS TRANSPORT SYSTEM (GASSCO, 2012C)
Location Description Draupner
S/E
The Draupner S and E platforms in the North Sea form a key hub in Norway's network of submarine gas
pipelines, with pressure, volume and quality monitoring of gas flows as their most important functions
Draupner S was installed in 1984 as part of the Statpipe system. It tied the Statpipe lines from Heimdal and
Kårstøtogether for onward transmission of dry gas to Ekofisk.
The first gas flowed through the platform in April 1985. Draupner E was installed in 1994 as part of the
Europipe I gas trunkline system from the Sleipner fields to Emden in Germany.
With seven risers measuring 28 to 42 inches in diameter and associated manifolds, these installations
occupy an important place in Norway's gas transport system to continental Europe. Statoil is TSP.
Heimdal
Riser
The Heimdal Riser platform (HRP) in the North Sea is tied back to, and operated as an integrated part of, the
Heimdal platform.
It serves as a hub for the allocation of gas from the Oseberg Gas Transport line, as well as from Huldra,
Heimdal and Vale, between Statpipe and Vesterled.
These systems run to continental Europe and Britain respectively. The platform will also export gas to
provide pressure support for oil production from the Grane field. Statoil is TSP.
B‐11 The B‐‐11 compressor platform stands in the German sector of the North Sea, south‐east of the Ekofisk
centre, and serves as a compressor station on the Norpipe gas line to Emden. ConocoPhillips is TSP.
2.3 THRESHOLDS AND OPERATIONAL LIMITS
Thresholds and operational limits may be related to either the equipment and infrastructure, or the
products being transported. In the following, focus is on the products transported in Gassled.
The gas transportation infrastructure is divided into areas A to F. The dry gas transportation network
considered in the case study consists of Area D with 7 entry points and 10 exit points.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 21
FIGURE 4: OVERVIEW OF AREA A TO AREA I OF THE GAS TRANSPORTATION INFRASTRUCTURE (HENDRIKS,
2011)
Entry specifications for the gas entering Area A and Area B are presented in Table 8.
TABLE 8: SPECIFICATIONS FOR GAS INTRODUCED FOR TRANSPORT IN AREA AND AREA B (GASSCO, 2011)
Designation and unit Spec. for gas entering transportation system in Area A
Spec. for gas entering transportation system in Area B
Maximum operating pressure (barg) 1679 21010
Minimum operating pressure (barg) 120 112 Maximum operating temperature (°C) 50 60 Minimum operating temperature (°C) ‐ ‐10 Maximum cricondenbar pressure (barg) 110 105 Maximum cricondentherm temperature (°C) 40 40 Maximum water content (mg/Sm3) 40 ‐18 Maximum carbon dioxide (mole %) 2.0011 2.0012,13
9 Based on maximum operating pressure at Statfjord B 10 Calculated at the Entry Point B1. 11 Subject to article 4.4.2 the maximum sum of hydrogen sulphide and COS is 20 ppm(vol). 12 For Gas processed at Åsgard B maximum carbon dioxide is 2.30 mole %.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 22
Designation and unit Spec. for gas entering transportation system in Area A
Spec. for gas entering transportation system in Area B
Maximum hydrogen sulphide and COS (ppm vol) 2.514 2.015, 16 Maximum O2 (ppm vol) 2.0 2.0 Max. daily average methanol content (ppm vol) 2.5 2.5 Max. peak methanol ‐ 20 Max. daily average glycol content (litres/MSm3) 8 8
Entry specifications for the gas entering Area D are presented in Table 9.
TABLE 9: SPECIFICATIONS FOR GAS ENTERING THE TRANSPORTATION SYSTEM IN AREA D (GASSCO, 2011)
Entry Point Maximum operating pressure
[barg]
Maximum operating
temperature [°C]
Minimum operating
temperature [°C]
D3 (Oseberg) 170 70 -20 D4A (Heimdal) 151.8 50 -10 D4B (Heimdal) 149 50 -20 D6 (Jotun) 151.8 50 -10 D7A (Sleipner) 149 60 -10 D7B (Sleipner) 1491 60 -10 D8 (Ekofisk) 120 49 -5 D9 (Nyhamna) 248 50 -10 Designation and unit Specification Hydrocarbon dewpoint (°C at 50 barg) < - 10 Water dew point (°C at 69 barg) -18 Maximum carbon dioxide (mole %) 2.50Maximum oxygen (ppm vol) 2 Maximum hydrogen sulphide incl. COS (mg/Nm3) 5Maximum mercaptans (mg/Nm3) 6.0 Maximum sulphur (mg/Nm3) 30
13 Subject to articles 4.4.1 and 4.5.1 the maximum carbon dioxide is 6.00 mole % 14 Subject to articles 4.4.1 and 4.5.1the maximum carbon dioxide is 6.00 mole % 15 Subject to article 4.4.2 the maximum sum of hydrogen sulphide and COS is 50 ppm (vol). 16 For Gas processed at Åsgard B maximum hydrogen sulphide including COS is 2.5 ppm (vol). 17 Current maximum operating pressure at Entry Point D7A/B (Sleipner) limited to 149 barg due to maximum operating pressure at Sleipner A. Maximum pipelineoperating pressure is 151.8 barg. 18 For the commingled stream of PL018 Gas, PL006 Gas and PL033 Gas at the Entry Point D8 (Ekofisk) the maximum carbon dioxide is 2.60 mole %. Subject to article 4.5.2 the maximum carbon dioxide is 6.00 mol %. 19 For the comingled stream of PL 018 Gas, PL 006 Gas and PL 033 Gas at the Entry Point D8 (Ekofisk) the maximum hydrogen sulphide excluding COS is 15 mg/Nm3. Subject to article 4.5.3 the maximum hydrogen sulphide is 36 mg/Nm3 for the commingled stream of PL 018 Gas, PL 006 Gas and PL 033 Gas at the Entry Point D8 (Ekofisk) and 15 mg/Nm3 for all other Entry Points.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 23
Entry Point Maximum operating pressure
[barg]
Maximum operating
temperature [°C]
Minimum operating
temperature [°C]
Gross Calorific Value (MJ/Sm3) 38.1 – 43.7 Gross Calorific Value (MJ/Nm3) 40.2 – 46.0 Gross Calorific Value (kWh/Nm3) 11.17 – 12.78 Wobbe Index (MJ/Sm3) 48.3 – 52.8 Wobbe Index (MJ/Nm3) 51.0 – 55.7 Wobbe Index (kWh/Nm3) 14.17 – 15.47
Exit specifications for gas being redelivered from Area D are precented in Table 10.
TABLE 10: EXIT SPECIFICATIONS FOR GAS BEING REDELIVERED FROM AREA D (GASSCO, 2011)
Exit Point Minimum contractual
pressure [barg]
Maximum operating
temperature [°C]
Minimum operating
temperature [°C]
D1 (Snurrevarden) D2 (Dornum) 84 30 2 D3 (EMS) 45-49 30 2 D4 (Norsea) 45-49 18 4 D5 (Zeebrugge) 80 32 2 D6 (Dunkerque) 60 32 2 D7 (St. Fergus) 41 1 D8 (Grane) 130 50 -20 D9 (Rogass) 50 -10 D10 (Easington) 70 38 1 D11 (Naturkraft) 50 -10 Designation and unit for all Exit Points Specification Hydrocarbon dewpoint (°C at 1 – 69 barg) < -3 Maximum water dew point (°C at 69 barg) -12 Maximum carbon dioxide (mole %) 2.50Maximum oxygen (ppm vol) 2Maximum H2S incl. COS (mg/Nm3) 5Maximum mercaptans (mg/Nm3) 6.0 Maximum sulphur (mg/Nm3) 30
20 For the Entry Point D8 (Ekofisk) the maximum total sulphur is 150 mg/Nm3 (120mg/Nm3 annual average). 21 For the Exit Point D7 (St. Fergus) the maximum carbon dioxide is 4.00 mole %. Maximum carbon dioxide at the Exit Point D4 (Norsea) for PL018 Gas, PL006 Gas and PL033 Gas is 2.60 mole %. For the Exit Point D11 (Naturkraft) the maximum carbon dioxide is 3.00 mole %. 22 O2 specification Exit Points D7 and D10 (St. Fergus and Easington) is 10.0 ppm. 23 Maximum H2S excl. COS at the Exit Point D10 (Easington) is 5 mg/Nm3.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 24
Exit Point Minimum contractual
pressure [barg]
Maximum operating
temperature [°C]
Minimum operating
temperature [°C]
Gross Calorific Value (MJ/Sm3) 38.1 – 43.7 Gross Calorific Value (MJ/Nm3) 40.2 – 46.0 Gross Calorific Value (kWh/Nm3) 11.17 – 12.78 Wobbe Index (MJ/Sm3) 48.3 – 52.824 Wobbe Index (MJ/Nm3) 51.0 – 55.724 Wobbe Index (kWh/Nm3) 14.17 – 15.4724
Incomplete Combustion Factor (ICF) ≤ 0.4825 Soot Index (SI) ≤ 0.6025
24 Wobbe Index specification the Exit Points D7 and D10 (St. Fergus and Easington) is max. 51.41 MJ/Sm3, 54.23 MJ/Nm3, 15.06 kWh/Nm3. 25 Only applicable for Exit Points D7 and D10 St. Fergus and Easington.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 25
3. MAINTENANCE STRATEGIES AND MAINTENANCE ORGANIZATION
Maintenance strategy for companies in the oil and gas sector operating on the Norwegian
Continental shelf must be in accordance with national regulations. The NORSOK standards provide
guidelines for a risk‐based and reliability centered maintenance strategy. Recommended practices
from DNV provide further details of maintenance organization for various types of equipment and
systems. DNV recommended practice referred to in this text includes "Risk‐based inspection of
topside static mechanical equipment" (DNV, 2009) and "Integrity Management of Submarine Pipeline
systes" (DNV, 2010).
In the following chapter further details are provided.
3.1 OBJECTIVE OF MAINTENANCE
Maintenance management is carried out to balance different concerns including safety, production
capabilities, financial/economical, environmental and company reputation. Safety of personnel and
the environment is the primary concern for companies operating on the Norwegian continental shelf.
Risk based methodology is fundamental in the organization of maintenance and development of
maintenance concepts, and the overall maintenance strategy is reliability‐centered (RCM).
Maintenance is defined as "combination of all technical, administrative and managerial actions
during the life cycle of an item intended to retain it in, or restore it to, a state in which it can perform
the required function" (see EN 13306).
There are a number of regulations that apply to Gassco concerning maintenance. The Management
regulation, Activities regulation, and Facilities regulation all apply indirectly and directly to
maintenance. §§ 45‐51 in the Activity regulation applies directly to maintenance management
(Petroleum Safety Authority Norway, no date, Øien and Schjølberg, 2008).
3.2 ORGANISATION OF MAINTENANCE
Maintenance activities in Gassco are organized by the unit "Asset management". In addition to
maintenance management, the unit plays a central role in continuous development of the transport

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 26
system. As part of Gassco's role as special operator of the gas transport and the gas transport
infrastructure, the company also plays crucial role in coordinating maintenance activities on the
various gas fields on the Norwegian Continental Shelf, in addition to maintenance activities on the
processing plants and receiving terminals. Operation and Maintenance are where relevant
performed by the various TSPs according to the TSPs own internal work processes.
Maintenance that affects fields' capabilities to produce and deliver gas in accordance to plan must be
balanced in the transportation infrastructure. Reductions in gas production from a field may be
compensated for by increased production from other fields, although gas quality varies and mixing
may be necessary to obtain gas with correct quality.
The terms and conditions for transport of gas in Gassled states:
"The Operator shall each calendar year during the period between May and December discuss with
the Shipper the maintenance plan for the following calendar year. The decision on the duration of and
the reduction in Transportation Services during the Maintenance Period(s) shall be made solely by the
Operator. However, when deciding upon the Maintenance Period(s) the Operator shall inter alia take
into account;
a) that the Maintenance Period(s) shall be determined with the objective to minimize disruption
to the Transportation Services to the extent possible,
b) the need for maintenance of the Fields,
c) the need for maintenance of the Transportation System, any downstream receiving
terminal(s) and/or other adjacent transportation systems,
d) the need for maintenance of facilities used for onshore transportation of Gas.
The Operator shall before 16 December in each calendar year submit a notice to the Shipper stating
the Maintenance Period(s), any possible quality implications and the transportation capacity
available to the Shipper on each Day of the Maintenance Period(s) in the following calendar year."
"Planned maintenance" is planned at least the year prior to the projects are carried through. Detailed
planning is necessary to give the various actors time to adjust their plans accordingly. Conflicting
interests as to when maintenance work is carried out are normally settled by consensus. The
maintenance plan will go through several revisions over the course of being developed and carried
out. Information concerning planned maintenance is made public on the company's web pages and is

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 27
available for everyone who takes an interest. Maintenance projects limiting the systems capabilities
to deliver gas to European customers may influence the market price of gas, and is therefore of great
interest to the public. Gassco's systems communicate with up‐ and downstream actors and send
detailed information about maintenance work to the shipper that has the license for the block where
the maintenance will be carried out. The company strives to obtain the maximum transport capacity
available at all times. It is essential that maintenance activities do not introduce avoidable limitations
(e.g. bottlenecks) to the system, thereby reducing the capabilities to deliver specified volumes of gas.
The Terms and conditions states the following concerning the duration of planned maintenance:
"Gassled shall each Year for reasons of planned maintenance of the Transportation System have the
right to reduce (if necessary down to 0) the Transportation Services (the “Maintenance Period”).
The Maintenance Period shall be within the Months of April through September. The Maintenance
Period shall be determined by the Operator in accordance with the Operations Manual article 2.7. The
Operator shall use all reasonable efforts to minimize the duration of the Maintenance Period and to
coordinate the Maintenance Period for each Area in order to minimize the disruption to the
Transportation Services. The Maintenance Period shall for26:
• Area D be limited to 20 consecutive Days on each Exit Point, provided, however, that the total
reduction in the Transportation Commitment on each Exit Point during the Maintenance
Period 1 July 2011 Terms and Conditions for Transportation of Gas in Gassled Page 13 of 30
shall not exceed the sum of the Booked Exit Capacity at such Exit Point for the 12 Days during
the Maintenance Period that the Shipper has its largest Booked Exit Capacity at such Exit
Point;
Information concerning un‐planned maintenance and shut‐downs is also made public as they occur.
Gassco receives weekly updated plans for production of natural gas from the various gas fields,
specifying production for each day of the following week, providing the information necessary for
short term capacity management.
26 Areas A‐C and E‐I are not part of the case study, and is hence not included in the text. The format of the specification on limitations on the extent of consecutive days with maintenance is of the same format as for Area D.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 28
In case of shut downs on parts of the system, Gassco will inform affected parties of expected time‐
span in which actors can carry out opportunistic (or shadow) maintenance, thereby avoiding the
need to shut down the system at some later stage to carry out maintenance activities.
Companies serving as technical service providers (TSPs) on Gassco’s behalf are responsible for daily
operation and maintenance of plants and installations in the transport system (Gassco, 2012f).
3.3 FRAMEWORK AND OVERALL THINKING
The oil and gas industry has generally adopted Reliability Centered Maintenance and Risk‐based
maintenance concepts. The Petroleum Safety Authority Norway (PSA) is the regulatory authority for
technical and operational safety and have an important role in the work of updating the status of
maintenance management and maintenance routines in the petroleum industry on the Norwegian
Continental Shelf (Øien and Schjølberg, 2008).
3.3.1 RELIABILITY CENTERED MAINTENANCE AND GENERIC MAINTENANCE CONCEPTS
The classical way of establishing a maintenance program is using Reliability centered maintenance,
RCM. However, the NORSOK standard calls for using generic maintenance concept (GMC) in
combination with more detailed RCM methods.
According to the NORSOk standard, GMC is "a set of maintenance actions, strategies and
maintenance details, which demonstrates a cost efficient maintenance method for a defined generic
group of equipment functioning under similar frame and operating conditions" (NORSOK, 2011).
When developing GMC's one may perform a RCM‐analysis or an FMECA (Failure Mode, Effects and
Criticality Analysis)for the GMC, and hence spare the effort going through the RCM/FMECA for every
item. The GMC must abide by all defined HSE‐regulations, production, cost and other operating
requirements. The concept shall include relevant design and operating. A generic concept should be
seen as a collection of best practices for maintenance of a category of items, and as such should be
maintained and updated as new experience and technology becomes available.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 29
In cases where GMC is applicable or the purpose of the study requires more in‐depth evaluations,
NORSOK recommend that an RCM, Risk Based Inspection (RBI), or Safety integrity level (SIL) analysis
is carried out according to IEC 60300‐3‐11 and DNV RP‐ G‐101 (NORSOK, 2011). Identification of
relevant failure modes and estimation of failure probability should primarily be based on operational
experience of the actual equipment, and alternatively on generic failure data from similar operations.
Risk assessment, in the form of the consequence classification, shall be used as the guiding principles
for all maintenance decisions according to the NORSOK standard. Depending on the outcome of the
consequence classification, one may either use applicable GMCs, or in case when more in‐depth
evalutations are required, explicit analysis should be carried out in form of an FMECA, RCM or RBI
analysis.
Consequenceclassification
Explicit analysis (FMECA/RCM/RBI Use of GMC
FIGURE 5: RELATION BETWEEN CONSEQUENCE CLASSIFICATION, GMCS AND EXPLICIT ANALYSIS
NORSOK states that goals should be established that commit the organization to a realizable level of
performance. It further states a range of elements and activities that shall be carried out when
conducting maintenance planning and carrying out maintenance work. This elements and activities
include:
Developing a maintenance program with written procedures for maintenance, testing and
preparing the various components within the plant.
The plant shall do planning of activities, procedures, resources and the time required to carry
out maintenance.
Systems and equipment conditions shall be reported before and after repair for continuous
improvement.
Maintenance data shall be collected, quality assured and presented to maintenance
departments, and management in form of maintenance indicators. Risk level can be measured

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 30
as Health, safety and environmental (HSE) performance, barrier reliability status or related
indicators.
Analysis of historical maintenance data, and unwanted incidents related to maintenance shall be
carried out. E.g. trend analysis, root cause failure analysis.
The organization shall have an organized management team taking responsibilities in
implementing the principles and verifying the results.
3.3.2 RISK BASED MAINTENANCE APPROACH FOR OIL AND GAS INSTALLATIONS
Risk‐based Inspection (RBI) can be defined as "A decision making technique for inspection planning
based on risk‐comprising the probability of failure and consequence of failure"(NORSOK, 2011). It
comprises the consequence of failure27 (CoF) and probability of failure28 (PoF). RBI is a formal
approach designed to aid the development of optimized inspection, and provides recommendations
for monitoring and testing plans for items, equipment and production systems (DNV, 2010).
The DNV RP‐G‐101 standard describes a method for establishing and maintaining a RBI plan for
offshore pressure systems. Moreover, it provides guidelines and recommendations which can be
used to customize methods and working procedures that support the inspection planning process.
Figure 6 shows the deliverables of an RBI assessment to the inspection program.
FIGURE 6: DELIVERABLES OF AN RBI ASSESSMENT (DNV, 2010)
27 DNV (2010) notes that consequence of failure (CoF) is evaluated as the outcome of a failure given that such a failure will occur. CoF is defined for the three consequence types: Safety consequence, economic consequence and environmental consequence. 28 DNV (2010) defines probability of failure (PoF) as the probability of an event occurring per unit time (e.g. annual probability.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 31
The intention of using a risk‐based approach is that the activities (inspection, monitoring and testing)
are selected and scheduled on the basis of their ability to explicitly measure and manage threats to
the system being studied, and ensure that associated risks are managed to be within acceptable
limits (Det Norske Veritas et al., 2009). The inspection intervals developed will depend on a range of
prediction models, such as models for; Corrosion rate, Erosion rate, Crack growth, and estimation of
probability of incidents.
The probability of failure and the consequence of failure can be combined in a risk, or qualitative
assessment matrix, as presented in Figure 7 (DNV 2010).
FIGURE 7 EXAMPLE OF RISK MATRIX (DNV, 2010)

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 32
The matrix has probability of failure on the vertical axis, and the consequence of failure on the
horizontal axis. The risk level at the intersections between a given probability and consequence of
failure is classified as:
Low (green, action only necessary to ensure that the risk level remains low )
Medium (yellow, functional tests or condition monitoring should be taken to ensure the risk
remains at the current level)
High (red, unacceptable risk level and action must be taken to reduce the risk).
3.3.3 INTEGRITY MANAGEMENT OF THE SUBMARINE PIPELINE SYSTEM
Integrity management of high pressure oil and gas pipelines is recognized world‐wide as the primary
means of ensuring that the pipelines are operated safely (Francis et al., 2009). The IM‐process is a
continuous process applied throughout design, construction, installation, operation and
decommissioning phase to ensure that the system is operated safely DNV et al. (2009) present a set
of recommended practices for integrity management of submarine pipeline systems applicable to the
Norwegian Continental Shelf. The full report is available on:
http://exchange.dnv.com/publishing/Codes/ToC_edition.asp#Recommended_Practices. The
recommendations state that the Integrity Management System consists of at least a minimum of the
following elements:
TABLE 11: ELEMENTS IN THE INTEGRITY MANAGEMENT SYSTEM
The Integrity Management Process: The core of the IMS and consist of;
a) Risk assessment and IM planning
b) Detailed planning and performance of Inspection, Monitoring and Testing activities
c) Integrity assessment
d) Performance of needed Mitigation, Intervention and Repairs activities.
Company policy: The company has an overall policy for pipeline integrity management, setting the values and beliefs that
the company holds.
Organisation and personnel: The roles and responsibilities of personnel involved with integrity management of the pipeline
system is clearly defined.
Reporting and communication: A plan for reporting and communication to employees, management, authorities,
customers, public and others has been established and is maintained. This covers both regular reporting and
communication, and reporting in connection with changes, special findings, emergencies etc.
Operation controls and procedures: Operational controls and procedures are made by the company and covers:
‐ start‐up, operations and shutdown procedures
‐ procedures for treatment of non‐conformances

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 33
‐ instructions for cleaning and other maintenance activities
‐ corrosion control activities
‐ monitoring activities
‐ procedures for operation of safety equipment and pressure control systems.
All safety equipment in the pipeline system, including pressure control and over‐pressure protection devices, emergency
shutdown systems and automatic shutdown valves, are periodically tested and inspected. The purpose of the inspection is
to verify that the integrity of the safety equipment is intact and that the equipment can perform the safety function as
specified.
Management of change: Management of change addresses the continuing safe operation of the pipeline system. When the
operating conditions are changed, a re‐qualification of the pipeline system is carried out.
Contingency plans: Plans and procedures for emergency situations are established and maintained based on a systematic
evaluation of possible scenarios.
Audits and review: Audits and reviews of the pipeline integrity management system is conducted regularly. The frequency
shall be defined by the responsible for the operation of the pipeline system. The focus in reviews should be on:
‐ effectiveness and suitability of the system
‐ improvements to be implemented.
Information management: A system for collection of historical data is established and maintained for the whole service
life, including documents, data files and databases.
3.3.4 MAINTENANCE MANAGEMENT AT GASSCO
Maintenance management at Gassco is based on regulations from the Petroleum Safety Authority
(PSA), and abide by the PSA guidelines and the standards based on these regulations and guidelines,
of which the NORSOK standards are the most important.
In addition to providing regulations and guidelines, PSA are also conducting monitoring activities in
which they state what they find as aberration from the regulations, and improvement areas within
maintenance management (Dørum, 2009). The companies themselves are also required to monitor
their own maintenance systems and performances (Øien and Schjølberg, 2008).
The maintenance management of Gassco is risk based according to the prinsiples described in
section 3.3 and is supported by utilizing SAP software.
The software provides maintenance programs for equipment and systems. The maintenance
programs is based on risk based principles, use of GMC, experience, venders' recommendations, etc
as described in section 3.3. The software incorporates incident reporting in addition to maintenance
management. Incidents are hence logged and serve as input to reporting and follow‐up and the

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 34
identification of need for improvements of maintenance programs. To simplify the development of
maintenance concepts for familiar equipment and components, Gassco uses generic maintenance
concepts.
The consequence classification is fundamental in every aspect of the Gassco's maintenance
management. Consequence classification expresses what effect loss of function can have on HSE,
production and cost. The classification is done according to a consequence scale which is a part of
the risk model (Standard Norway, 2011). The NORSOK standard provide provisions for how the
classification is carried out, how to apply risk analysis to establish and update PM programmes and
spare part evaluations.
In corrective maintenance, Gassco operates with a classification scheme for failures. The
classification is based on failure impact. The failure impact and consequence classification is used to
prioritise the corrective maintenance.
TABLE 12 FAILURE IMPACT SCALE (NORSOK, 2011)
3.3.5 TECHNICAL/ECONOMICAL ANALYSES OF MAINTENANCE PROJECTS
Gassco is a non‐profit organization financed through transport tariffs collected from the shippers.
The tariffs are set by Government regulations. As operator of the gas transportation network, the

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 35
company is responsible to present recommendations and investment proposals based on an overall
assessment of development needs and resource management.
The annual transport plan forms the foundation which the feasibility studies, conceptual design and
development plans are based on. To ensure the participation of and objectivity in treating the
various stakeholders, Gassco has defined a work process for the development of the annual
transport plan. The work process ensure the availability of relevant information for continuous
improvement of the gas transport network. The work process is intended to secure economically and
efficient and commercial infrastructure development, and ensure neutrality and confidentiality in all
phases of such activities (Gassco, 2012d).
The investment costs in new services or increased capacity are normally covered by investor groups
formed by interested shippers, and later merged into Gassled. Thorough cost‐benefit analyses form
the basis for decisions concerning further development of the network.
3.4 EXAMPLES OF MAINTENANCE PLANNING AND SCHEDULING
Gassco has a number of running projects related to maintenance and upgrading of the infrastructure.
The following projects and desciptions are presented on the company's web pages:
Compressor upgrade Project (CUP): Involves upgrading compressors at the Kårstø and Kollsnes
processing plants in western Norway in order to safeguard their technical integrity. The expected
total cost is just over NOK 400 million, with the work scheduled for completion during 2013 (Gassco,
2012a).
Kårstø expansión Project (KEP): is a collective designation for a number of programmes designed to
upgrade the plant to meet future standards of safety and reliability. “Control systems with cabling
and other components are approaching the end of their useful lives. Therefore, Gassco aim to
modernising the whole plant by exchanging and converting parts of the technical installations,
instead of replacing them bit by bit." In this Project; The sensors in the fire and gas alarm system will
be replaced. The process management and the process shutdown facility will be split into two
separate systems. Emergency generators will be moved to a new housing in a more secure área.
The fire and gas detection system, as well as the rebuilding of T100 Statpipe and T300 Sleipner, will

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 36
be completed. The facilities used for fiscal metering of liquid products exported from Kårstø are also
being upgraded (Gassco, 2012d).
In regard to the Kårstø expansion project (KEP), a number of major contracts have been awarded in
connection with KEP, including civil works, road construction and concrete work. In addition come
the electrical and instrumentation contract, mechanical installation, scaffolding, and engineering
design and management. Projects covered by KEP are due to be executed in 2008‐12, and 700 people
was employed on the upgrading programme at peak. The total investment is estimated at NOK 7.7
billion, including NGL and the cross‐over between Åsgard and Statpipe (Gassco, 2012e).(Gassco,
2012e).
Boiler Upgrade Project (BUP): shall upgrade the Foster Wheeler A and C‐boilers, and associated
instrument safety systems at Kårstø. The upgrade will extend the boilers life with 10 years, and will
help to maintain regularity in the future. The upgrade will also have a positive effect on maintenance
work, which will be performed safer and more efficient. Almost all pipelines in the boilers are to be
replaced with new ones. The entire upgrade should be completed by the end of 2014.Estimated total
cost is NOK 760 million (Gassco, 2012a).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 37
4. CONDITION MONITORING
Condition monitoring is defined as "continuous or periodic measurement and interpretation of data
to indicate the degraded condition (potential failure) of an item and the need for maintenance"
(NORSOK, 2011). NORSOK states further: "Condition monitoring is normally carried out with the item
in operation, in an operating state or removed, but not subject to dismantling". DNV (2009) states:
"Inspection and monitoring is defined as condition monitoring activities carried out to collect
operational data and other type of information indicating the condition of a component".
By introducing condition monitoring where it is suitable and as new monitoring techniques become
available, maintenance turn may turn more efficient. Successful condition monitoring may dispose of
unnecessary preventive maintenance and production shut‐downs due to failure and to conduct
"unnecessary" inspection.
Inspection generally refers to physically monitoring the state of a component directly (e.g. wall
thickness, damage to the pipeline). Monitoring describes the collection of relevant process
parameters which indirectly can give information upon the condition of a component (DNV 2009).
Monitoring is further classified as being intrusive (demanding direct access to the medium being
measured by e.g. a whole in the pipe wall) or non‐intrusive. Some factors monitored in Gassco's
infrastructure are presented in Table 13:
TABLE 13: CONDITION MONITORING EXECUTED BY GASSCO
Monitoring of the infrastructure External factors monitored
Chemical composition of medium in the system
Process parameters (pressure, temperature, flow)
External and internal corrosion
Internal erosion (due to sand)
Leak detection
Current and vibrations
Ship traffic and fishing activity
Land movement
Corrosion monitoring is of special interest on Gassco's infrastructure, as corrosion may be
problematic on submarine pipelines. Pipes are normally protected from external corrosion by the use
of coating (passive protection) and by cathodic protection (active protection). Internal corrosion
must be monitored by the use of corrosion probes (e.g. electrical resistance probes, weight loss

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 38
coupons, and linear polarisation resistance probes). In addition, intelligent inspection pigs will
provide a range of data depending on the pig. DNV (2009) describe a range of pigs in use:
Magnetic Flux Leakage ‐ A MFL‐pig measures changes in wall thickness from the inside of a pipeline
made of a ferro‐ magnetic material. The method detects metal losses caused by e.g. pitting or gen‐
eralised corrosion. An MFL pig detects the change in magnetic response from the pipe in connection
with metal loss. The MFL inspection pig can detect both external and internal metal loss defects. MFL
pigs are available in HR (high resolu‐ tion) and XHR (extra high resolution) versions
Ultrasound Technology ‐ Ultrasound Technology (UT) is used as a pigging tool to measure the
absolute thickness of the wall. The technique can differentiate between external and internal metal
loss. An UT‐pig can be run for all types of pipeline materials (i.e. both ferrous and non‐ferrous). The
method also detects cracks.
Laser‐optical inspection tool ‐ The laser‐optic instrument records a visual image of the inner wall of
pipelines carrying transparent fluids. Features are visualised giving valuable information for
evaluating and interpretations of the features. The image can be processed and animated adding a
3D grid and the feature can be positioned and sized, for defects the clock and KP‐position, width,
length and depth can be provided.
Geopig ‐ Geopig is a pig that measures the global curvature based upon gyro‐technology. A geopig
can measure the global curvature with a high accuracy. The distance is measured by a tracking
odometer. The tool cannot measure a radius above its threshold value.
Calliper ‐ A calliper pig measures the pipe out‐of roundness. Simple calliper tools indicate pipeline
damage (e.g. a dent, a buckle) without giving information regarding its location. More advanced
callipers can scan the cross section along the route and report the shape of the pipe.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 39
5. DISCUSSION: RELEVANCE VS RAIL INFRASTRUCTURE
There are quite a few obvious parallels between the Gassled gas transport network and the rail
network. Both the gas industry and railways are tightly regulated, both use a distributed
infrastructure and the systems have a common purpose; transport. The two industries also share a
common attitude regarding safety; safety concerns will trump production and delivery of transport
services in case of conflict between the two.
The intention in establishing Gassco was to introduce a neutral party in the management and
development of the transportation network and to manage the allocation of capacity in the system,
much like the idea behind the organization in the railway sector in Europe. Investments in the
infrastructure are not financed by the infrastructure operator, but the operator play a central part in
planning and leading further development of the infrastructure, as well as being responsible for its
condition.
Some basic differences stand out as well though, a case in point being that as long as the agreed
volumes of gas with correct quality is delivered at an exit point from Gassco's receiving terminals the
shippers are satisfied. The same flexibility does not apply to rail infrastructure. In Gassco's case, the
maintenance intensive parts of the infrastructure is concentrated at the various facilities rather then
spread evenly across the network.
The most important finding in the case study (in the case study authors' view) does not deal with the
overall maintenance strategy or tools and models used in the industry. Instead it deals with
coordination of maintenance and transparency in the planning process. There seem to be a well‐
functioning manner of dealing with opportunistic (or shadow) maintenance, e.g. in case of temporary
and un‐planned shutdowns, both upstream and downstream actors are informed early, and are able
to carry out maintenance when the opportunities occur, and hence possibly saving the system from
future shut‐downs. It is not, however, based on formalized guidelines or regulations. This kind of
short term maintenance is possible due to continuously focus on optimization in the network by
closely monitoring and dialog between Gassco and the field/terminals.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 40
6. CONCLUSION
Gassco's management of the gas transportation network has contributed to Norway's position as has
a stable supplier of gas to the European market since its founding in 2001. Successful maintenance
management and cross‐organizational, cross border coordination of maintenance activities
contribute to the company achieving regularity measure of 99.17 % and quality measure of 99.99 %.
Communication with up‐ and downstream actors, by meetings and integration of systems is essential
to achieve efficient use of the network.
The infrastructure of which Gassco is operator, is an integrated network, connected to the producers
of natural gas and to the European distribution network. In addition, the network comprises six
processing plants, three offshore platforms and six receiving terminals. There are a range of
stakeholders in the gas value chain, and regulations from the Norwegian Government, European
Governments and the EU affect the company. The company adapts to the regulations by adapting to
industry practises proposed in the Industry standards, such as NORSOK and recommended practices
(DNV).
The maintenance strategy applied is Reliability Centred and risk‐based. Every item (or "tag") in the
system must be allocated a consequence class based on a consequence classification. Development
of maintenance programs for new equipment at the terminals are based on generic methods when
the equipment is considered to be well‐known or similar to equipment already in use. For new
equipment where the GMCs not are applicable, maintenance concepts are developed based on an
FMEA, FMECA or RBI‐analysis, or a combination of them. The maintenance management is supported
by using SAP software, which provides maintenance plans and schedules.
Several elements in the organization of maintenance may inspire or be adapted by the railway
industry. Amongst these are the coordination of maintenance activities, attitude to opportunistic
maintenance and information sharing considered to be most relevant.

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 41
7. REFERENCES
DET NORSKE VERITAS, CNOOC, DONG ENERGY, ENI GROUP, GASSCO, FRANCE, G. D., NORSKE
SHELL, STATOILHYDRO & SINTEF 2009. Integrity Management of Submarine Pipeline systems.
Recommended Practice. Det Norske Veritas,.
DNV 2010. Risk based inspection of offshore topsides static mechanical equipment.
Recommended practice. Oslo: DNV.
DØRUM, K.‐G. 2009. Tilsynsrapport ‐ Tilsyn med styring av vedlikehold i Gassco. Stavanger:
Petroleum Safety Authority Norway.
FRANCIS, A., MCCALLUM, M. & JANDU, C. 2009. Pipeline life extension and integrity
management ‐ Based on optimized use of above ground survey data and inline inspection
results. Strength of Materials, 41, 1‐492.
GASSCO 2011. Terms and Conditions for Transport of Gas in Gassled.
GASSCO. 2012a. Compressor Upgrade Project (CUP) [Online]. Gassco. Available:
http://www.gassco.no/wps/wcm/connect/gassco‐en/gassco/home/var‐
virksomhet/projects/cup/compressor+upgrade+project [Accessed December 2012].
GASSCO. 2012b. CONTROL ROOM AND SYSTEM OPERATIONS [Online]. Kopervik. Available:
http://www.gassco.no/wps/wcm/connect/Gassco‐EN/Gassco/Home/var‐
virksomhet/kontrollromogsystemdrift/ [Accessed December 2012].
GASSCO. 2012c. Gas transport system [Online]. Gassco. Available:
http://www.gassco.no/wps/wcm/connect/Gassco‐EN/Gassco/Home/norsk‐gass/gas‐transport‐
system/ [Accessed December 2012].
GASSCO. 2012d. Infrastructure development [Online]. Gassco. Available:
http://www.gassco.no/wps/wcm/connect/Gassco‐EN/Gassco/Home/var‐
virksomhet/utviklingavinfrastruktur/ [Accessed December 2012].
GASSCO. 2012e. Kårstø Expansion Project [Online]. Gassco. Available:
http://www.gassco.no/wps/wcm/connect/gassco‐en/gassco/home/var‐
virksomhet/projects/kep/13032012 [Accessed December 2012].
GASSCO. 2012f. Partners [Online]. Gassco. Available:
http://www.gassco.no/wps/wcm/connect/Gassco‐
EN/Gassco/Home/teknologi/partners/partners [Accessed December 2012].
HENDRIKS, P. 2011. Gas transport from Norway to Europe. In: GASSCO (ed.).

D2.1.2. CASE STUDY 2/4 – GAS TRANSPORT Page 42
NORSOK, T. N. O. I. A. O. A. T. F. O. N. I. 2011. NORSOK Z‐008: Risk based maintenance and
consequence classification. Standards Norway.
NORWEGIAN PETROLEUM DIRECTORATE. 2012. Pipelines and onshore facilities [Online]. Harstad:
Norwegian Petroleum Directorate, . Available: http://www.npd.no/en/publications/facts/facts‐
2012/chapter‐14/ [Accessed December 2012].
PETROLEUM SAFETY AUTHORITY NORWAY. no date. Guidelines [Online]. Petroleum Safety
Authority Norway,. Available: http://www.ptil.no/guidelines/category218.html?lang=en_US
[Accessed December 2012].
STANDARD NORWAY 2011. NORSOK STANDARD. Risk based maintenance and concequence
classification. Lysaker, Norway: Standard Norway.
STANDARD.NO. 2013. NORSOK Procedures and Templates [Online]. Available:
http://www.standard.no/en/sectors/petroleum/norsok‐procedures‐and‐templates/ [Accessed
07.02.2013 2013].
ØIEN, K. & SCHJØLBERG, P. 2008. Vedlikehold som virkemiddel for å forebygge storulykker; ‐
Vedlikeholdsstatus og utfordringer i den forbindelse. Trondheim: SINTEF.

CASE STUDY 3: INFRASTRUCTURE FOR WATER
DISTRIBUTION
Deliverable nº: D2.1.3
EC‐GA Number: 314031Project full title: Development of a Smart
Framework Based on Knowledge to Support Infrastructure Maintenance Decisions in Railway Corridors

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 2
Work Package: WP2.1
Type of document: Case‐study report
Date: 22.02.2012
Transport; Grant Agreement No 314031
Partners: SINTEF Technology and Society
Responsible: SINTEF Technology and Society
Title: D2.1.2 Version: 1 Page: 2 / 48

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 3
Document History Vers. Issue Date Content and changes Author
0 22.02.2012 First final version Stian Bruaset et al
Document Authors
Partners Contributors
SINTEF Technology and
Society
Stian Bruaset, Andreas Økland and Siri Bø Halvorsen

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 4
Executive Summary The purpose of the water infrastructure is to provide safe drinking water at a satisfactory pressure to
the end‐customers. The system is composed of a drinking water source, intake, treatment and
transmission/distribution system. The infrastructure considered in the case study either governed
and owned by private companies, or by local municipalities (and then managed by public utilities),
depending on the country. Focus is on the infrastructure of European countries, and interviews have
been conducted with Swedish and Norwegian water public utilities. This case study focuses on water
transmission and distribution systems from the treatment facilities to the customer.
There is no industry‐wide maintenance strategy that is prevalent in the water industry. There are,
however, some treats that are typical for maintenance management of water infrastructure:
Amongst these are focus on safety, security of supply and long term planning of investment and
renewal of the infrastructure.
Traditionally, maintenance management of water infrastructure has been reactive (or corrective).
The water infrastructure is for the most part invisible during operation under normal operating
conditions. New technologies have, however, made it possible to investigate the condition of the
water infrastructure without digging, by the use of inserting "intelligent" probes in the infrastructure,
or by increased use of censoring. The extent of use of such methods is still limited though, and
failures like leaks or ruptures can still go undiscovered unless the costumers report a problem like
discolored water or lack of pressure.
It is a general trend in the industry that the companies or public utilities dealing with water supply
gather and store more data concerning the infrastructure, providing better foundation for decision
making in maintenance management. The data includes operational data of incidents (leaks,
ruptures), map data, and pipe properties. Some municipalities are experimenting with model‐ and
data driven maintenance management, although mostly when dealing with prioritizing renewal of
pipe sections with high risk of failure.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 5
TABLE OF CONTENTS 1. DESCRIPTION OF SYSTEM PURPOSE AND CRITICAL FUNCTIONS .................................................................. 7
1.1 PURPOSE(S) .................................................................................................................................................. 7 1.2 CRITICAL FUNCTIONS .................................................................................................................................... 7 1.3 DEFINING AN ACCEPTABLE LEVEL OF SERVICE – CRITICAL LEVELS OF WATER QUALITY AND QUANTITY .... 8
1.3.1 WATER QUALITY..................................................................................................................................................... 8 1.3.2 WATER QUANTITY .................................................................................................................................................. 9
2. DESCRIPTION OF SYSTEM CHARACTERISTICS AND PROPERTIES ................................................................. 11 2.1 TOPOLOGY AND SYSTEM HIERARCHY ........................................................................................................ 11 2.2 THRESHOLDS AND OPERATIONAL LIMITS................................................................................................... 13
3. MAINTENANCE STRATEGIES AND MAINTENANCE ORGANIZATION ........................................................... 15 3.1 FRAMEWORK AND OVERALL THINKING ..................................................................................................... 15 3.2 DEVELOPMENT OVER TIME ........................................................................................................................ 16 3.3 STATE OF THE ART ROUTINES FOR OPERATION AND MAINTENANCE OF DRINKING WATER NETWORKS 17
3.3.1 GENERAL OVERVIEW OF O&M ROUTINES ........................................................................................................... 17 3.3.2 REHABILITATION OF PIPES ................................................................................................................................... 19 3.3.3 REHABILITATION/RENEWAL PLANNING PROCESS ............................................................................................... 21 3.3.4 FLUSHING AND CLEANING OF WATER NETWORKS .............................................................................................. 22
3.4 EXAMPLES OF MAINTENANCE PLANNING AND SCHEDULING .................................................................... 26 3.4.1 NORRVATTEN ....................................................................................................................................................... 26 3.4.2 TRONDHEIM BYDRIFT........................................................................................................................................... 28
3.5 TECHNICAL ECONOMICAL ANALYSES OF MAINTENANCE PROJECTS .......................................................... 31 4. CONDITION MONITORING ....................................................................................................................... 34
4.1 USE OF CONDITION MONITORING DATA FOR CONDITION ASSESSMENT .................................................. 34 4.1.1 THE RESUSPENSION POTENTIAL METHOD AS CONDITION MONITORING OF WATER QUALITY .......................... 36 4.1.2 CUSTOMER COMPLAINTS – CONDITION MONITORING OF WATER QUALITY ...................................................... 37
5. DISCUSSION: RELEVANCE VS RAIL INFRASTRUCTURE ................................................................................ 38 6. CONCLUSION ........................................................................................................................................... 40 7. References .............................................................................................................................................. 41 8. APPENDIX 1: FURTHER DETAILS ON WATER FLUSHING ............................................................................. 43

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 6
Acronyms O&M Operations and maintenance
RP Resuspension potential
RPM The resuspension potential method

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 7
1. DESCRIPTION OF SYSTEM PURPOSE AND CRITICAL FUNCTIONS
1.1 PURPOSE(S)
The purpose of the drinking water distribution network and system is to provide the customers with
a sufficient amount of clean and safe tap water at a satisfactory pressure level. The distribution
network is an intricate system of pipes in the ground which task is to transport the drinking water
safely from the treatment plants to the customers. The water is transported from the treatment
plants to the distribution pipes (which delivers the water to the houses/customers) through
transmission lines/pipes.
1.2 CRITICAL FUNCTIONS
In order for the distribution system to fulfill its task, it must be able to execute its critical functions.
The distribution systems further depend on the rest of the water supply system to be intact and be
able to execute their critical functions. The water supply infrastructure is in the following split in
several parts, presented below with a short description of their critical functions:
Water source: the water source must have high enough capacity to deliver the necessary
amounts of water and it must be protected against contamination and pollution.
Water treatment: The treatment plant(s) will include the last hygienic barrier(s) before the water
is delivered into the transmission and distribution system.
Transmission lines: transmission lines are large‐diameter water pipes which are responsible for
the transmission of water. The pipes must be able to contain large amounts of flowing water (i.e.
withstand considerable pressure) with minimal leaks and serve as a barrier from pollution and
unhygienic penetrants from the external environment (contamination from ingress).
Pumps: areas downstream of pumps are dependent upon the continual running of pumps to
uphold necessary positive pressure in the distribution area (i.e. pumps must be able to provide
sufficient downstream pressure). In addition, the pumps must serve as a barrier from pollution
from the environment.
Water storage tanks: in some distribution systems storage tanks for water are installed in order
to increase the security of supply and to provide emergency water supply. Storage tanks are
often located in the middle of the distribution pipe system or on the opposite side of the

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 8
distribution system as opposed to the transmission line from the treatment facility. If the
transmission line should break and the water supply thus be interrupted, water can be supplied
from the water storage tank. In such instances the storage tanks are vital to the security of the
water supply.
Valves: Different types of valves are part of every distribution system and serve several purposes
such as closing off pipes, reduce pressure and control the flow of water. Valves are essential to
the operation of the distribution network.
Distribution pipes: The pipes must be able to contain flowing water with minimal leaks and serve
as barrier to pollution from the surrounding environment (contamination from ingress). The
pipes must further be able to withstand mechanical stress and tension. These pipes are essential
in distributing and delivering safe and clean drinking water to the customers.
Manholes and fire valves: Manholes are used as an entry point to the drinking water pipes in the
ground and are therefore an important part in operation of the network. Fire valves are access
point for the fire department to extract water for fire extinguishing.
1.3 DEFINING AN ACCEPTABLE LEVEL OF SERVICE – CRITICAL LEVELS OF WATER QUALITY AND
QUANTITY
1.3.1 WATER QUALITY
Treated water must be wholesome and clean at the time of supply to all consumers. Wholesomeness
can be defined broadly as being of sufficient quality that does not cause any adverse effects on public
health or have any undesirable tastes and odours. Traditionally, this has been achieved by complying
to regulations governing drinking water quality. In member states of the European Union, the quality
of drinking water is currently governed by Council Directive 98/83/EC of 3 November 1998 on the
quality of water intended for human consumption (European Drinking Water Directive). This
Directive sets standards that apply in all member states. The requirements laid down in the Directive
are transposed into national regulations by each state. The Directive allows an individual member
state to adopt additional or more stringent regulations depending on the particular circumstances in
their country. The Directive is currently undergoing revision and it is likely that a new regime for
safeguarding water quality will be adopted which incorporates a risk‐based approach to operating
and managing drinking water supply systems in line with WHO’s Water Safety Plan concept.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 9
Other requirements are placed on water utilities within the overall framework of the Drinking Water
Directive. For example, materials used in contact with water intended for human consumption must
be approved before use. Member states have tended to develop their own national requirements
which specify the method of testing for a particular purpose and define acceptable performance
criteria. A European Acceptance Scheme (EAS) was proposed for construction products used with
water intended for human consumption. It was originally envisaged that this scheme would replace
existing national regulatory schemes and harmonize standards across member states.
Customer perceptions of an acceptable water quality also need to be taken into account when
setting an acceptable level of service. These relate largely to aesthetic rather than health aspects,
and are associated mainly with undesirable changes in color, clarity, taste and odour of the water.
They tend to fall into the following categories:
Discolored water, with or without particulate matter.
Particulate matter, such as particles of rust, grit or sediment.
Staining of laundry or bathroom fittings.
Tastes and odours.
Cloudy, milky or chalky water.
Presence of small animals such as worms, insects, etc.
Scale deposits within domestic plumbing.
Unsuitability for specific industrial purposes.
Alleged illness due to contamination of water.
1.3.2 WATER QUANTITY
Water is essential for maintaining hygiene in households and safeguarding public health. Until this
decade, there was no guidance on the quantity of water that should be provided to individuals to
meet their sanitary requirements. A review by WHO (Howard and Bartram, 2003) established a value
for an acceptable minimum to meet the needs for consumption (hydration and food preparation)
and basic hygiene. A minimum of 7.5 litres per capita per day was seen as necessary to meet the
needs of most people under most conditions, and assumes that its quality does not compromise
public health. This figure was based on estimates of requirements of lactating women engaging in
moderate physical activity in above‐average temperatures. This quantity did not take into account
provision for health and well‐being‐related demands outside normal domestic use such as water use

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 10
in health care facilities, food production, economic activity, amenity use or fire‐fighting. Developed
countries tend to use a much larger volume per capita per day (between 150‐200 liters) due to high
use of water in the homes for food production, toilet flushing, washing of clothes, dishwasher etc.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 11
2. DESCRIPTION OF SYSTEM CHARACTERISTICS AND PROPERTIES
The following chapter will introduce the water supply system and provide some background
information intended for readers not already familiar with the system.
2.1 TOPOLOGY AND SYSTEM HIERARCHY
Figure 1 illustrates the water supply system from water source to the water tap. In this report the
elements of distribution and elements within are investigated with regards to operation and
maintenance. Tanks, manholes, valves and pumps are elements in the distribution system. However,
the transmission and distribution pipes will be the main group for discussion in this report.
FIGURE 1: ILLUSTRATION OF WATER SUPPLY FROM SOURCE TO TAP WITH EMPHASIS ON DISTRIBUTION
Catchment: The catchment is the area around the drinking water source in which the rainwater
falls. From where the rain falls it drains from the catchment and into the source.
Source/reservoir: The most common drinking water source is surface water (lakes, rivers etc) or
ground water. A reservoir is a man‐made drinking water source, made possible by the
construction of a dam.
Treatment: The water treatment plant is the principal entity establishing hygienic barriers in the
water supply. In the treatment plant the water is treated according to its characteristics so that
clean water can be delivered to the pipe network.
Transmission system: The transmission pipes are large diameter pipelines that transport the
water from treatment plant to the "city gates" of the distribution system (and in some cases
from the source to the treatment plant).

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 12
Distribution/Tanks: The distribution network is compiled of distribution pipes (with large and
small diameters), pumps, valves, pressure reducing valves, manholes, storage tanks and service
connections. Its task is to transport the drinking water safely from the treatment plant to the
customer/tap.
Buildings: In the buildings we have internal pipes and the taps. The pipe systems within buildings
are normally not accounted for as part of the municipal drinking water system.
For operations and maintenance (O&M) of the distribution system the integrity of the system is
important. The integrity of the distribution system can briefly be divided into the following three
groups according to:
1) Physical integrity,
2) Hydraulic integrity and
3) Water quality integrity
Physical integrity (1) refers to the distribution system as a physical barrier preventing external
contamination to occur. Examples of physical barriers in the distribution system are water tanks and
pipes. These barriers should be operated and maintained for safeguarding the condition of the
barrier. E.g. the barrier is maintained by action aimed at minimizing external and internal corrosion.
Internal corrosion might be reduced by introducing efficient flushing and cleaning of the network. If
the physical barrier is compromised the drinking water supply will become exposed to
contamination. This means that it is very important to have good practices for installation, repair and
rehabilitation.
Hydraulic integrity (2) refers to maintaining adequate water pressure in the network. Low or no
pressure might result from large withdrawals of water, pipe breaks, large leakages, pressure
surge/water hammer, pump or valve failures etc. These events might increase the risk of
contamination from ingress. An important factor related to hydraulic integrity is flow velocity since
this influence the level of sedimentation in the network which again later might influence the
potential for discoloration.
Water quality integrity (3) refers to maintaining treated water delivered into the network by
preventing internal deterioration of water quality due to biofilm growth and internal corrosion.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 13
2.2 THRESHOLDS AND OPERATIONAL LIMITS
The task of the of the distribution system, as described in chapter 1, is to provide the customers with
a sufficient amount of clean and safe tap water at a satisfactory level of pressure. Whenever these
fundamental requirements are not fulfilled, one may assume that some of the systems' thresholds
and/or operational limits have been breached. For each of the quality factors of the drinking water
system, the following factors may introduce limitations to the systems' ability to deliver satisfactory
quality:
TABLE 1. QUALITY FACTORS AND LIMITING FACTORS TO SYSTEMS CAPABILITIES TO DELIVER SATISFACTORY
Quality factor Limiting factors (introducing limiting factors and operational
thresholds – the actual thresholds will be site specific)
Sufficient amount
of drinking water
Insufficient capacity of drinking water sources (for example in times
of drought)
Distribution pipe breaks (only local influence)
Transmission line break and storage tanks out of operation
Pumps out of operation
Leakage levels too high
Clean and safe
drinking water
Treatment plant or steps in the treatment process are out of
operation or operate with reduced capacity
Drinking water network has insufficient pressure (increased risk of
ingress into system)
Pumps out of operation
Pipe breaks lead to negative pressure in the network.
Satisfactory level of
pressure
Pumps out of operation
Distribution pipe breaks
Transmission line breaks
Storage tanks out of operation
Higher water consumption than estimated in areas with low
pressure

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 14
Apart from this, the drinking water system is expected not to disturb or create dangerous situations
for its surroundings. Yet another threshold is when pipe breaks lead to visible water on the ground,
gushing water up from ground or erosion of earth below the ground surface to create pits.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 15
3. MAINTENANCE STRATEGIES AND MAINTENANCE ORGANIZATION
The following chapter deals with the predominant strategies and overall thinking concerning
maintenance of water distribution networks. The distinction between renewal of pipes and general
maintenance of the pipes is presented, as is the planning process of renewal action, and some
techniques for preventive maintenance of the pipes by flushing.
3.1 FRAMEWORK AND OVERALL THINKING
The norm in Europe is that each municipality or private company is responsible for their drinking
water system infrastructure. The conditions of which the utilities responsible for the infrastructure
operate under vary significantly, and a common industry framework regarding maintenance has not
been developed. Some utilities are experimenting with model‐driven management of maintenance,
as the CARE‐W EU‐project, and increasing amounts of data about the infrastructure (including water
quality and statistics on leaks/failures) may further contribute to the development. In most cases
though, focus is on efficient handling of corrective maintenance, and prioritizing the right sections
(with highest risk of failure or rupture) for renewal work.
Generally, the motivation for renewal planning maintenance of the water infrastructure is to:
Improve or maintain water quality
Reduce water losses
Increase or maintain security of supply
Reduce the vulnerability/risk of the system.
Maintain or increase the value of the system
State of the art operation and maintenance strategies related to these topics are based on mainly
preventive O&M and renewal planning and action (the exchange of old pipes for new ones). In the
last decade the focus of operation and maintenance has changed from reactive to proactive
planning, where the goal is to rehabilitate the right pipe at the right time for the lowest possible
overall cost, thus also minimizing the risk of the system.
Operation and maintenance is defined differently from country to country and even between
utilities. In the UK, maintenance is defined as a general term and the distinction is made between

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 16
operational and capital maintenance. In general, operation can be regarded as the daily routine
efforts to secure the water supply, while maintenance is the intermittent efforts to maintain the
performance and serviceability, as seen in Table 2.
TABLE 2. OPERATION AND MAINTENANCE ACTIVIES
3.2 DEVELOPMENT OVER TIME
Modern drinking water systems where the pipes are laid in the ground in order to supply customers
with drinking water have been applied for over 150 years. However, the large problems occurring in
the pipes and with the pipes in the ground have not been in focus until the last couple of decades.
Also, in the last decades, the quality and the precision of operation and maintenance planning and
execution have been improved.
In the first two decades after the Second World War the focus in several European countries was to
build fast, ignoring the quality of the construction. Such is often the case with the drinking water
pipes. They were laid fast and often in not suitable ground conditions, thus affecting the lifetime of
the pipe material and break rates in a negative way.
In later decades focus throughout the European Union has shifted more and more towards
establishing good service levels and securing clean and safe water. Through EU projects like
TECHNEAU and PREPARED work has been done on risk analysis, operation and maintenance and

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 17
water quality, which are all contributing to optimizing the operation and maintenance of the drinking
water networks. As part of this it has become very important that the quality of the water is intact
from treatment to tap. A significant step in keeping the water clean and safe has been the
improvement of condition monitoring of the water infrastructure and the assessment methods,
cleaning techniques and tools for rehabilitation planning.
The EU projects CARE‐W and CARE‐W (see Saegrov, 2005 and Saegrov, 2006 for further information)
had the slogan "from re‐active to pro‐active". Before the 2000s, a lot of operation and maintenance
had largely been done on a reactive basis, meaning that leaks, bursts and failures in the network had
been repaired and pipes had been rehabilitated when the damage had occurred. This is, off course,
also the case today, but with the introduction of the tools designed in the CARE projects, the
rehabilitation part of operation and maintenance was focused on the pro‐active approach. The CARE
project resulted in a box of tools which aids the network owners in a pro‐active way to choose the
pipes with the highest probability for failures, or with the highest consequence on the distribution of
water, for rehabilitation. This way, these pipes can be rehabilitated before an unwanted incident is
likely to occur (like failure, water leak, distribution shutdown etc.).
3.3 STATE OF THE ART ROUTINES FOR OPERATION AND MAINTENANCE OF DRINKING WATER
NETWORKS
3.3.1 GENERAL OVERVIEW OF O&M ROUTINES
Operation and maintenance (O&M) of drinking water distribution networks are considered to involve
the daily routines to manage the networks. It includes operational planning and the year on year
maintenance to ensure the quality of the pipes, such as rehabilitation (including renovation of pipes
with trenchless technologies).
The O&M routines are directed to counteract different factors contributing to the degradation of
water quality during the transportation in the water distribution pipelines. Thus they will include
actions to prevent ingress of contaminated water and to handle ingress if it should occur. They will
also include actions to prevent in‐pipe processes, such as corrosion, biofilm growth and particle flow.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 18
INGRESS OF CONTAMINATED WATER
Ingress may occur when in‐pipe pressure is very low or absent or during pressure transitions
(negative pressures, i.e. water flowing in the opposite direction of what is intended). This may
happen during major failures (bursts) in pipeline, major tapping, (e.g. fire fighting) or during periods
with especially large consumption (e.g. garden watering). Apparent actions are minimization of
bursts by systematic rehabilitation planning and execution of corresponding projects, plus assuring
sufficient flow capacity for extreme consumption situations.
Ingress is likely to occur at joint water and sewer manholes and by backflow from service pipes.
Those critical points should be identified and actions taken to minimize or rather eliminate
probability of interaction between polluted water and drinking water for supply. Additionally
precautions should be taken by pipe repair. If possible by minor repairs a certain pressure should be
kept in pipeline.
Obviously a reliable and stable pressure is very important. Continuous monitoring, documenting and
rapid fixing of leakages is a common priority. Control of pipe condition (e.g. pipe scanner or similar)
can be applied to further facilitate the gathering of information on the condition of the system.
In spite of any preventive action, incidents that may cause hazard to drinking water cannot be totally
avoided. When situations occur, good communication with customers is important to ensure minimal
risk of loss of life or injuries to people.
IN‐PIPE PROCESSES
The in‐pipe processes corrosion, biofilm growth and particle flow needs to be counteracted by water
treatment to avoid particle inflow to water and to avoid corrosion of the pipes.
The in‐pipe processes lead to production of biofilm layers and sediments. The biofilm may release
from pipe wall and sediments may be re‐suspended. To avoid this, cleaning of pipes may be
necessary. Cleaning procedures are discussed in the following chapter.
Most water utilities have routines for pipe cleaning, but lack the knowledge concerning which
frequency and at which locations it is sensible to take action. In general the capacity (water available)
for flushing and the consequence of flushing with respect to flow and pressure in nearby network can

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 19
be analysed by hydraulic models. The re‐suspension potential can be analysed by a special designed
method (Resuspension Potential Method, RPM, see later chapter) that shows where particles build
up (and thus identifies potential for discoloured water) and how a flushing programme can be
designed.
Clean water flushing needs to be organised with a “clear water front” upstream that will not bring
particles to the section being analysed. When flow capacity is limited, more sophisticated methods
based on a body pressed through the pipeline (pigging) may be applicable.
The network may be redesigned by permanently opening/closing valves to obtain a better flow
regime (higher flow rates) and thereby avoid sedimentation/re‐ suspension of particles. This may
reduce the capacity for water supply under extreme events (may reduce flow capacity), and needs to
be analysed carefully before being introduced.
Routines for disinfection need to be considered as a part of water network cleaning procedures.
3.3.2 REHABILITATION OF PIPES
The term rehabilitation includes all methods to improve the performance of an existing pipe, both
structurally and hydraulic, including regular operation and maintenance measures and routines.
Renovation includes all methods which employ the existing pipe in order to improve the
performance through installation type of measures, but does not include daily operation and
maintenance routines
In general, rehabilitation options provide higher performance over longer time than O&M. The water
industry has been very innovative in developing new methods, and there is not necessarily a clear
distinction between methods that fall into the category ‘Operation and Maintenance’ and
‘Rehabilitation’. ¡Error! No se encuentra el origen de la referencia. shows in principle how an asset
performs with no maintenance (upper, left), with one essential maintenance or rehabilitation (upper
right), basic maintenance only (lower, left) and one essential maintenance in addition to basic
maintenance (lower, right).

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 20
FIGURE 2: ILLUSTRATION ASSET PERFORMANCE FOR DIFFERENT MAINTENANCE SCENARIOS (KONG, 2003)
The mix of maintenance and rehabilitation should be selected in order to meet the targeted
performance of an asset. Examples of O&M problems for drinking water pipes which can be reduced
by rehabilitation options are:
Internal corrosion
Leakages from the network, with positive effects on:
Reduction of the production costs for water (treatment and supplying water)
Safeguarding water pressure in the system,
Use of less water resources
Ingress of water during low pressure situations can be reduced because of possible points of
entrance into the network via holes in the pipes are being reduced
Reduction of pipe breaks leading to:
Fewer repairs and thereby fewer events where the pipeline is at risk of contamination.
Fewer pipe breaks will also reduce the cost of repair and will also improve the quality of the
customer service.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 21
3.3.3 REHABILITATION/RENEWAL PLANNING PROCESS
A systematic approach to renewal planning is of high importance, as Europe's water infrastructure is
aging. Several EU‐projects have been dealing with renewal of water infrastructure, including AWARE
and CARE‐W.
The EU project CARE‐W developed the model LTP (Long Term Planning) (also called KANEW) to
provide support in renewal planning. The program helps analyze the rehabilitation needs for pipes
(Sægrov, 2005). The model calculates the residual life and the expected future annual renewal
requirements for pipelines, based on input data consisting of pipe material, year of construction and
section lengths. Data on the diameter of pipes will further enhance the analysis. The program will
adapt to the data available and the preferred renewal methods used by the utility.
Renewal planning is a never‐ending process. The condition of the water infrastructure will change
over time, depending on different factors influencing the network. Regulatory requirements may
change and set higher standards than those previously accepted. This explains the importance of
continuously monitor the condition of the systems (see chapter 4), implement measures and assess
the impact of the measures. Renewal planning will normally be conducted with different planning
horizons for strategic, tactical and operative planning. These are characterized by:
Strategic level – long term planning: Is an integrated part of the overall planning of the
development of the municipality. The long term planning typically aims at keeping renewal rates
equal or higher than the rate of decay. It is useful to operate with two horizons when dealing
with strategic planning of renewal of the water infrastructure: One being the very long
perspective (20‐100 years), which reflects useful life of the water pipes, and one shorter (yet
long) perspective of (10‐20 years).
Tactical level – medium term planning: Is based on decisions made on the strategic level. On the
tactical level detailed plans are developed including which pipes, manholes or other to be
prioritized for maintenance or renewal for the coming years. Projects are identified and
prioritized. These plans will normally have a time horizon of 3‐5 years. The tactical planning uses
methods and models (or a combination of several of these) to create a list of lines that should be
prioritized for renewal in a given year. The plans are normally updated annually or semi‐
annually.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 22
Operational or technical level: Is based on decisions made on the tactical level, and it is on this
level the plans are put into action. On the operational level yearly plans are developed, and
revised several times during the year. On this level detailed assessments concerning the
methods and technologies for rehabilitation or renewal of the pipess are carried out and the
final choices are made.
3.3.4 FLUSHING AND CLEANING OF WATER NETWORKS
Reprint of sections of chapter 5 of (Vreeburg, 2007), with the permission of the author. The second
part of chapter 5 of (Vreeburg) provides further details on flushing, and is included in Appendix 1.
The chapter introduces the water quality measure "turbidity" which is a measure of the amount of
solid particles dispersed in the water. Flushing and cleaning of the pipes are part of operations and
maintenance activities directed at achieving sufficient water quality (reducing the amount of solid
particles in the drinking water that may lead to discoloration and customer complaints), and to
ensure that the effective pipe diameter is kept at its original level.
Aesthetic water quality problems, such as discoloured water, occur when loose sediments in the
drinking water distribution system resuspend and reach the customer in concentrations that can be
visually observed with the naked eye and subsequently may lead to complaints. One of the actions to
prevent complaints is to limit the amount of resuspendable sediment in the network. This is done by
regularly removing the layer of loose sediments in the pipes. Usually these problems are dealt with by
cleaning the networks using such techniques as unidirectional flushing, pigging or water/air scouring
aimed at removing the accumulated sediments from the pipes (Antoun, Dyksenet al., 1999).

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 23
FIGURE 3: EFFECTS OF CLEANING AND IMPROVED TREATMENT ON THE DISCOLORATION RISK OF DRINKING
WATER
If the sediment layer is removed, but other particle‐related processes in the network are left
unchanged, the build up will start again and cleaning will be necessary within a certain period of
time. This is shown graphically in Figure 3, in which the vertical axis is the discolouration risk that can
be determined with the RPM (Resuspension potential Method) and the horizontal axis, the time. The
effect of cleaning is such that the layer of sediment is removed and no or much less loose sediment is
available for resuspension. The (re)charging of the system with particles continues, however, and
after a while cleaning is necessary again. Limiting the recharging of the system by improved
treatment, for instance, will result in a lower cleaning frequency (dotted line in Figure 3).
Though cleaning the network is a good method to manage the sediment layer in the network, it has a
bad operational image. The reasons for this could well be the problems that are associated with
conventional flushing as a customer inconvenience, seemingly a waste of water and sometimes
adverse effects resulting in increased customer complaints. Without proper pre‐ and post‐assessment
of the need for cleaning and the effect of cleaning, it is easy to misinterpret the recurrence of
complaints. This recurrence may be caused by insufficient cleaning leaving the discolouration risk at
the same or only slightly lower level. It can also be caused by a rapid recharging due to insufficient
treatment.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 24
In this chapter the operational requirements and possible effects of several cleaning methods are
described and discussed. The efficiency of the methods and the relevance of the operational
requirements are illustrated by some experiments. For analysis of the discolouration risk, the RPM
was applied. In the earlier experiments only continuous turbidity measurements were used because at
that time the RPM was not yet developed.
CLEANING METHODS
To clean pipes, several techniques are used that share the same historical development based on
practical experience and a subjective appreciation of the results. Three methods are most commonly
used in pressurised drinking water distribution systems:
Flushing with water: Water is flushed through a pipe with a certain high velocity. The increased
sheer stress resuspend the loose sediments and removes them with the flushed water;
Water/air scouring (flushing with water and injected air) Pressurised air is injected into the water
flow causing extra turbulence and thus extra sheer stress to resuspend the loose material that is
removed with the water;
Pigging: Soft or hard pigs with a diameter equal to or slightly larger than the diameter of the pipe
to be cleaned are introduced into the pipe and pushed through the pipe with water pressure. The
pig scrapes the loose sediment off the wall and carries it to the outlet. Often more than one pig is
used.
Other methods, like high pressure jetting or mechanical scraping, are used in pipes that are taken out
of service and are not pressurised. These methods are not widely applied to remove sediments on a
regular base and thus fall out of the scope of this study that concentrates on practical methods.
The cleaning of networks involves skilled labour rather than scientific analysis. Despite this, however,
there is little awareness of common operational conditions under which the methods are most
effective. Extensive research incorporating a water company enquiry in the UK and USA (Friedman et
al., 2002) learned that not all companies had a regularly scheduled flushing program: 20 out of 23
responses in the USA and 9 out of 15 responses in the UK responding in having one. Of those
companies responding, 17 in the US and 5 in the UK evaluated the results of the flushing. There was
also a wide range in how the cleaning programs were conducted. This confirms that there is little
shared knowledge about the optimal operational conditions to get efficient removal of sediments.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 25
Also in evaluating the removed deposits, as is done by various researchers (Gauthier, Barbeau et al.,
2001; Zacheus, Lehtola et al., 2001; Torvinen, Suomalainen et al., 2004; Barbeau, Gauthier et al.,
2005; Carriere) there is no uniformity in sampling methods with respect to velocity and volume flow
to obtain the deposits. The lack of insight in the operational requirements led to an underestimation
of the complexity of flushing and a negative image of flushing, because of problems that resulted
from what is called‘conventional flushing’ (Antoun et al., 1997). The problems are the increased
number of customer complaints during and immediately after the flushing and a minimal short‐lived
water quality benefit, but also a potential for increased coliform occurrences. WATER FLUSHING
Water flushing is the most common and longest applied method for cleaning networks (Antoun,
Dyksen et al., 1999; Friedman, Martle et al., 2003). The principle of the method is that an increased
water flow causes an increased velocity in the pipe which leads to an additional sheer stress on the
loose deposits in the pipes. These loose deposits are whirled up and removed by the flushed water.
The extra flow is most commonly induced by opening a hydrant and blowing off the extra water.
Despite the long history, there is little known about the operational requirements for effective
flushing. Conventional flushing is the approach used by most utilities in the UK and USA (Friedman,
Martle et al., 2003). This was also the method mostly applied in the Netherlands until 1990.
Conventional flushing isdefined as opening hydrants in a specific area of the distribution system until
pre‐selected water quality criteria are met, mostly by a visual assessment of the turbidity. Though this
seems to be a clear definition, in practice there is little uniformity in the application of conventional
flushing. This makes that it hardly can be seen as a standard method. There are even examples that
the end point of a flushing, expressed as a certain turbidity of the water, is reached by slowly
decreasing the velocity of flushing by gradually closing the hydrant, even compromising the little
operational criteria. This makes conventional flushing an ineffective method resulting in the problems
mentioned in the previous section.
In the 1990s at several locations the conventional flushing was refined to unidirectional flushing
(Oberoi, 1994; Slaats, Rosenthal et al., 2002). Advantage of the unidirectional flushing is that a more
clear operational guideline is applied that leaves less room for ambiguity. The basic characteristic of
unidirectional flushing is that the flush flow is directed in one direction through manipulation of
valves aimed at reaching a maximal velocity. Sometimes dedicated flushing points are applied instead

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 26
the hydrants flows pipes. The unidirectional flushing is that it requires careful planning to meet the
operational parameter of unidirectional flow.
The intended effect of flushing is the increase in flow resulting in increased sheer stress that
resuspends the sediments. Effective flushing requirements must be linked to the velocity and the
amount of water flushed. Next to that also requirements should be set on the planning of the order of
flushing to prevent recontamination of cleaned pipes. In other words: Water used for flushing should
be conveyed of clean pipes. These requirements are described in appendix 1.
3.4 EXAMPLES OF MAINTENANCE PLANNING AND SCHEDULING
The following chapters will present the state‐of‐the‐art of planning and scheduling maintenance in
the two case partners, the Swedish Norrvatten and the Norwegian Trondheim Bydrift.
3.4.1 NORRVATTEN
Norrvatten is a water company with about 50 employees north of Stockholm in Sweden. The
company produces and distributes drinking water to 14 municipalities (about 500 000 people). These
municipalities are all members of the Norrvatten Company. The drinking water network is about 300
km long while the water supply is based upon 4 ground water sources.
As examples of successful operation routines the representatives of Norrvatten mention that all
valves in the entire network are visited and tested with an interval of two years. This reduces the
vulnerability of the network and increases the readiness for example in case of needing to shut down
parts of the network or in case fire valves need to be used. They also point out that the company
routinely control and test the watertightness of entire pipe stretches in order reduce leakages and
reduce vulnerability of the system. Norrvatten states that one of the most positive effects of the
operation and maintenance work in the company is increased knowledge about the network and
knowledge on the actual condition of the network (which can be used in further planning of
operation and maintenance).
The companies are doing strategic planning with the KANEW/CARE‐W LTP tool on a time horizon of
10 years. The time horizon of tactical planning in the company is 3‐10 years, while it for operational

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 27
planning is 1‐3 years. Normally, in a municipality, the tactical planning is on a shorter time horizon (2‐
5 years), so Norrvatten is looking very far ahead when they are pinpointing and planning tactical
operations in the drinking water network. Every year, as part of the operational planning, they have a
detailed plan for the operation, maintenance and rehabilitation of the network for the next year.
Norrvatten have some proactive strategies, like the control of the watertightness of the network to
see if pipes are intact. They are also in the process of testing methods and equipment for internal
inspection of water pipes, as a condition monitoring tool. Norrvatten approaches the problems in the
network by gradually becoming more and more proactive and implementing proactive actions and
strategies in their company. Another part of their strategy is to prepare principal plans (master plans)
which normally have a time span of about ten years. The work with a principal plan started in 2012
and will be completed in 2013. It will be updated every year during the spring so a budget can be
determined in August. The main topics in the principal plan are related to inquiries into problems and
defects within the areas of hydraulics, materials, health and operation. Results from the tool CARE‐W
LTP will also be used in the principal planning stage, where the estimation of necessary renewal of
specific pipe groups is a proactive way of handling deterioration in the pipe network.
The necessary scope and size of annual rehabilitation is partly decided through the results of CARE‐W
Long Term Plan. Norrvatten has an internal group/commission of personnel from operation and
inquiry which carries out investigations and suggests scope and localization of operation and
maintenance for the operation and maintenance planning. Some principles from reliability centered
maintenance (RCM) are used in the sense that they base their decisions on inquiries in the network,
like the testing of the current leak‐level of pipes. Their planned future use of internal condition
assessment will also be used in this regard. They are thus expanding the use of methods which will
help them make decisions which are part of reliability centered maintenance. Norrvatten does to
some extent perform condition assessment today and plan to do so on all individual pipes before any
decisions on actions are taken in the future.
Operational data like failures on the drinking‐ and wastewater pipes are registered daily in database.
The network hydraulics is also calculated and monitored by applying a hydraulic model. The
operational data and the hydraulic model data are used to plan actions and interventions in the
network, for example based on failure rates for pipes.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 28
The company focuses on improving single pipe‐ and the network performance, for example within
water quality, security of water supply and vulnerability. Pro‐active operation and maintenance
activities are essential in this regard, for example through focus on reducing humic substances in the
water and their problems, increasing the redundancy of supply for all parts of the network. The
company is also carrying out analyses to complete the search for a backup water supply. Both
condition‐ and frequency‐based operation‐ and maintenance actions are applied. Operational data
are for example used to identify problema areas, which are followed up more closely along with
projects operated on an interval basis. Norrvatten does not apply models in a comprehensive way,
but do apply the CARE‐W LTP model and hydraulic modelling of their network. The CARE‐W LTP
model is the basis for which groups of pipes they should focus operation, maintenance and renewal
on in the coming decade. Knowledge obtained through operation and maintenance are not fully
exploited as input to optimizing the next steps of the operation and maintenance yet.
Risk and consequence analyses are performed to some extent. Hydraulic simulations are used to
analyze and increase the hydraulic reliability of the network. Norrvatten plans to do a risk analysis in
the near future for their water pipe network. The analysis will first and foremost be based on
grouping of pipes in classes based on the pipe‐material. Critical functions in the network, risk and
security are important factors for planning and executing operation and maintenance strategies and
actions. Part of this work is practices and exercises on different levels in the company and in the
network system related to risk. Part of the risk analysis includes the customer perspective of
delivering drinking water. They work both proactively and reactively to uphold customer service and
customer satisfaction levels. Contact with the customers is managed by the member municipalities,
which have direct contact with the end users.
Norrvatten owns, maintains and renews the pipe network, and cooperates with local entrepreneurs
to carry though the renewal of pipes (construction on the network). The work with operation and
maintenance, and especially routines concerning proactive maintenance have been expanded and
evolved since 2011.
3.4.2 TRONDHEIM BYDRIFT
The utility in Trondheim (Norway), called Trondheim Bydrift, is municipality‐based and supplies about
176 000 inhabitants with drinking water. The water section of the municipality is split into two
departments, one responsible for the principal and long term planning, management and

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 29
administration, and a second department responsible for the operation and maintenance of the
water network.
One of the most successful operation and maintenance projects the municipality has carried out on
the water network is on the reduction of leakages. The work is still ongoing. Since they started the
strategic work to reduce the leakages in the 80's, the leakage percent in the network has dropped
from 50 % to 20 %. Focus has been, and still is, on Sulphate Reducing Bacteria (SRB) corroding pipes
which causes leakages through corrosion holes. There is a strategic goal to get rid of all these pipes
over the coming years, as they form what is regarded as "the worst pipes in the network". They
rehabilitate about 6 km pipes every year (about 7 % of the network). Of the rehabilitated pipes, 1‐2
km are SRB corroding pipes. While working on the leak reduction there has been close cooperation
between planners and operating personnel. The most positive effects of this strategic maintenance
work is less need for shutoff of individual pipes or sections of the system, thus providing less risk of
health hazard, higher service levels, and increased socio‐economic influence.
Trondheim Bydrift is relatively free to prioritize the different aspects of operations and maintenance
of the water network, as long as they stay within their budgetary frames. Planning is conducted on
the strategic, tactical and operational level. They have started to implement strategic planning with
the KANEW/CARE‐W LTP tool with a planning horizon of 10‐20 years. The planning horizon of tactical
planning in the company is normally 1 year. This admittedly is short, but they are in the stage of
making more comprehensive planning in the tactical stage where models will be used to assess the
need for operation and maintenance within the next 1‐5 years. Operational planning is done every
year along with the tactical planning and is often outsourced to external entrepreneurs who carry
out the work. The company has a general agreement with an entrepreneur in order to reduce
overhead in operations.
Trondheim Bydrift have worked and is still working with proactive leakage reduction through
establishment of leakage zones in the entire city and constant surveillance of water flow in and out
of each zone. They are also working on implementing results from models like CARE‐W LTP, failure
forecasting and hydraulic reliability models of the drinking water network. The planning department
of the municipality outlines and makes master plans which are strategic and normally have a time
horizon of about 10 years. The operational department makes and carries out the tactical and
operational actions. These are based on the master plan.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 30
The scope of maintenance and rehabilitation is set in the master plan and is based on a combination
of the CARE‐W LTP results, general experience and other data sources (demographic change, climate,
and city development etc). The prioritization is mostly done by the operational department as they
are the ones who are close on the network and best knows the actual state of the infrastructure.
They prioritize the projects and develop annual plans (tactical and operational). The plans lay out
details on maintenance intervals, state the amounts of certain items (e.g. manholes) that are to be
renewed over the coming year, and specify testing of other components in the system (e.g. flow
meters are tested each year).
The strategic planning and the development of the master plan ensures a holistic approach to
maintenance with emphasis on water quality, security of supply, risk vulnerability etc. In the annual
plans (tactical and operational) focus is to improve the performance of individual pipes, or sections of
the network that are known to be potential trouble spots at the current time or in the near future
(e.g. with high failure rates, high leakage rates etc.). When pipes are to be renewed, the company
cooperates with the sewer‐ and road authorities (other departments in Trondheim Bydrift). The
communication is mainly via informal routines, as the involved personnel in each department know
the personnel at the other actors. Coordination is hence mainly by information sharing though direct
communication, but also via informative websites operated by each department. Coordination and
cooperation may reduce the involved costs for each participant. A website is being introduced to
communicate and coordinate actions between different infrastructures.
Trondheim Bydrift continuously updates a list of the worst pipes with regards to failure rates which
serves to prioritize them for rehabilitation. The list also puts the company in a position carry out
opportunistic maintenance. They are also planning on implementing results from failure forecasting‐
and hydraulic reliability models in the future in an attempt to become more proactive with
maintenance activities. The company has developed routines for registering operational data from
the network on a daily basis, using pen and paper. The administration of the operational department
converts the data from paper onto a digital format. The experience with this routine is positive. They
also apply the knowledge gained from the data a collection and operation and maintenance in the
next steps for operation and maintenance as part of prioritizing their routines and actions. For
example will experience on pipe materials, failure rates, problem areas etc. be used to plan further
operation and maintenance actions.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 31
The municipality does not yet perform extensive risk analyses but use consequence assessments
before certain actions are decided. Critical functions and security of supply is taken into account,
especially in the principal plans as they look at the overall performance of the drinking water system.
The operating department says that they would like to have more exchange of experience with other
municipalities in order to make use of experience that is obtained and methods that are developed in
other water facilities across the country.
Maintaining good customer service is part of their daily duty, and the company strives to keep the
negative consequences of maintenance activities minimal. Examples are by maintaining water
pressure in homes even during repairs (by rerouting), and by avoiding digging in the same area
several times during a short period. The company has had good experiences with carrying out
extensive renewal projects changing the pipe network in a complete district, instead of only changing
individual pipes, and point out that this may become more the norm in the future.
Operation and maintenance strategies have improved significantly over the past 20‐30 years. As an
example of the development is the reduction of leakage rates from 50 to 20 % after a comprehensive
leakage reduction plan was implemented in the municipality in the 80s. Other effects of the leakage
reduction project were increased digitalization of data both for pipe network maps and for
operational data, facilitating future planning of operations and maintenance of the network.
3.5 TECHNICAL ECONOMICAL ANALYSES OF MAINTENANCE PROJECTS
A primary element of uncertainty in decision making concerning the water infrastructure is the
balancing of rehabilitating (repairing) the system and the renewal of the infrastructure by replacing
old components with new. Good data is fundamental in identifying the need for intervention.
Decisions on what action to take and when to carry them through can have a large impact on the
costs and the function of the system.
Making the right decision on whether to replace or maintain an asset can be extremely difficult. It is
commonly stated that good asset management is rehabilitating the right pipe at the right time, with
the right technique at the lowest possible cost. This is the essence of rehabilitation optimization.
Finding the right pipe may be manageable, but finding the right time and technique is by many

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 32
regarded as an art. Obviously rehabilitating an asset too early is bad economy; rehabilitating it too
late on the other hand, can be even worse. The task is finding the best balance point between
reactive and a preventive maintenance. The core of asset management deals with identifying this
balance point by evaluating a range of factors including the condition of the asset, maintenance
costs, environmental costs, cost of not delivering expected quality and quantity.
The decision whether to replace or repair a pipe should take into account the balance between three
interlink levers: expected level of service, the investment costs and the total budget over the asset's
life (life‐cycle cost, LCC). If maintaining the pipe is less expensive than replacing the pipe, the
infrastructure owner may decide to maintain it to extend the life of the pipe. This must be balanced
in relation to other concerns, as it may decrease the level of service or the quality of the service due
to frequent leaks, odors, or repetitive service interruptions to perform O&M works.
A point of consensus in the discussion is that all water utilities should put in place a process which
minimizes life cycle costs for main assets while delivering according to (or exceeding) customer
service levels. The life‐cycle cost (LCC) is the total cost of owning, operating, maintaining, and
(eventually) disposing of an asset over a given period of time (usually related to the life of the
project) with all cost discounted to reflect todays value of future income and costs. But the LCC of
one asset has little value by itself. It is most useful when it can be compared to the LCC of other
design alternatives which can perform the same function, in order to determine which alternative is
the most cost effective for this purpose.
In later years the focus in rehabilitation planning has shifted form focusing on stretches of pipes
(from manhole to manhole) to focusing on single pipe lengths. With the use of a pipe scanner
(condition assessment equipment), the focus on each single pipe can be made easier in that it gives
meter by meter information of the pipe located underground. Pipe scanners may provide
information of both internal and external condition of the pipe wall. Detailed information can thus be
gained on single pipe level and rehabilitation and maintenance decisions can therefore be made on
the single pipe level instead of the level of pipe stretches.
Hathi (2012) states that the unit cost (in Oslo, Norway) for using a pipe scanner is over 90 % lower
than replacing a pipe and about 90 % lower than fully structural No‐dig methods. Costs for coating
the inside of the pipe is about 30 – 50 % lower than replacing the pipe or carry out renewal by no‐dig.
In order to use inside coating one needs to know whether the pipe has external corrosion or not. If a

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 33
pipe has external corrosion it is not advised to use coating on the inside of the pipe as a renovation
method because it is not a structural or semi‐structural method and does therefore hold no strength
by its own. If a pipe perforates the pipe thus holds no structural strength at that point. If the pipe is
found to be suitable for applying coating, the cost savings can be extensive. The total unit cost for a
pipe scanner and coating is about 45 % cheaper than No‐dig and about 60 % cheaper than replacing
the pipe (These are estimate numbers for Oslo, but the site‐specific numbers for different areas
within Oslo is of the same magnitude).
Since the pipe scanner can separate between internal and external corrosion, it can be used to
decide whether to rehabilitate the pipes, renovate the pipes with coating, or repair the pipes. In
order to use coating, the existing pipe must not have external corrosion. As the pipe scanner can
identify exactly where in a pipe stretch (from manhole to manhole) problems with corrosion and
pitting occur, problem sections along the entire stretch can be identified. When planning
rehabilitation, this information is used to decide what part of the pipe stretch will be rehabilitated
(with no‐dig or replacing of pipe) and what part will be renovated with lining or coating. The pipe
scanner, and the data collected be its use, has significantly enhanced the possibilities to optimize
rehabilitation decisions.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 34
4. CONDITION MONITORING
Condition monitoring of critical assets has been adopted by a range of industries to ensure the
proper functioning of equipment and to enhance the precision of maintenance activities. Traditional
interval‐based maintenance activities risk sub‐optimal use of maintenance resources (as
maintenance activities on items and equipment take place before they actually are needed), and
increased probability of failures (as improperly executed maintenance may introduce additional
failures).
Ugarelli (2009) states that "Condition assessment is performed to identify assets that are under‐
performing, determine the reason for the deficiency, predict when failure is likely to occur, identify
failures mode and determine what corrective action is needed and when." Ugarelli further present
three reasons for adopting a program of condition monitoring of water infrastructure:
1. Verify and confirm supposed condition of the asset since the decision makers do not really
know where to start rehabilitation actions.
2. Provide information and data necessary to develop a rational cost effective strategy for asset
management.
3. Determine the most appropriate form of renovation or replacement of a pipeline; more
specifically to allow selection of the maintenance / repair / rehabilitation strategy that will be
most capital cost – effective, least disruptive and have the minimum externality costs.
4.1 USE OF CONDITION MONITORING DATA FOR CONDITION ASSESSMENT
The following paragraphs are taken from Ugarelli (2009) with the permission of the author:
The purpose of a preventive maintenance inspection program is to identify operational and structural
defects. The condition assessment component of the inspection ranks observed defects in a way that
allows a numeric comparison of assets. Assigning defect numbers enables priority ranking of O&M
activities, as well as rehabilitation and replacement.
The use of this information will be crucial for making repair, replacement, and rehabilitation
decisions. These decisions are predicated on the knowledge of the condition of the assets and how the

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 35
condition affects performance. Correlation of attribute information with system performance is used
to establish maintenance schedules that optimize field crews and equipment usage.
The expected outcomes of the establishment of a preventive inspection program with condition
assessment and monitoring are a ranking of assets/pipes in condition classes reflecting the structural
and operational performance of the assets, with the additional opportunity to;
predict the probability of transition from one class to another in the future
spread the information collected from the inspected pipes to the not inspected pipes with
opportune criteria.
The results of the inspection have to be objective, e.g. not depend on the operator's interpretation. It
must hence be standardized, e.g. a coding system for monitored information has to be developed in
order to use a unique terminology to address defects, and to compare results from different pipes or
inspections. Finally, the reporting of the detected information has to be readily available.
For a thorough presentation of various tools, techniques and methods for condition monitoring of
water infrastructure, see (EPA, 2012). The tools, techniques and methods can be categorized as
follows:
1. Visual inspection (e.g. manual entry, CCTV, 3D optical scanning etc)
2. Electromagnetic Inspection (e.g. Magnetic flux leakage, Eddy current, ground penetrating
radar etc)
3. Acoustic Inspection for structural Condition (e.g. Sonar, acoustic emission etc)
4. Acoustic inspection for leak detection
5. Ultrasonic testing
6. Radiographic/thermographic testing
7. Sensor technologies (e.g. corrosion rate sensor, stress sensoring etc)
Methods for continuous monitoring of the state of pipes are normally limited to surveying the
volumes passing measuring points along the network. Although the integration of wireless sensor
devices in water pipes to monitor condition is possible, it is not yet regarded as cost effective.
Instead, detected changes in leakage levels or customer tips or complaints will trigger inspection
action.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 36
4.1.1 THE RESUSPENSION POTENTIAL METHOD AS CONDITION MONITORING OF WATER QUALITY
Measurements of the resuspension potential can be used as condition monitoring of the water
infrastructure. By repeatedly performing measurements at certain locations in the network, the
measurements will reveal the rate of sediment buildup in the system. Sediments may be introduced
by the flow of water from the source, but will also be the result of in‐pipe processes or ingress.
Operations and maintenance activities like flushing and cleaning of pipes are aimed at keeping the
turbidity level of the water in the network below certain thresholds (these thresholds vary between
areas and countries). Increases in measured turbidity levels may be the result of normal fluctuations,
but may also indicate that the adopted operations and maintenance programs are not sufficient to
keep up with sediment buildup in the pipes. Turbidity is measured by a turbidity meter inserted in
the water pipeline. The resuspension potential method is further explained in the following
paragraphs taken from Vreeburg, 2007 (with the permission of the author).
The principle of the resuspension potential method (RPM) is based on the phenomenon of
resuspension of particles caused by a hydraulic disturbance. The method is primarily a relative
method that is in origin used to compare the presence and mobility of sediment pre and post an
intervention in the network. An intervention is for instance a cleaning action. The method is
developed to be applied in distribution networks with typical small diameter pipes in the range from
50 to 200 mm. The majority of the pipes tested in practice is in the range of 100 to 125 mm.
The RPM consists of a controlled and reproducible increase in the velocity within a pipe. The reaction
of the turbidity on this hydraulic disturbance is measured and translated to a value for the
Resuspension Potential. An increase of 0.35m/s, in addition to the actual velocity at the time of
measuring, was determined empirically (Vreeburg et al., 2004). Main reasoning is that this increase in
velocity is mild compared to the increase of velocity as result of a pipe failure or the full use of a fire
hydrant. The full use of a fire hydrant with a two sided supply on a 100 mm pipe would increase the
velocity with at least 0,6 m/s. The hydraulic shear stress as a result of the increase in velocity of 0,35
m/s causes particles to mobilise, affecting the turbidity of the water. The method is mainly applied in
100‐150 mm pipes; hence the absolute difference in shear stress caused by the uniform velocity
increase is not very large. The turbidity effect is monitored and translated into a ranking for the
Resuspension Potential. This Resuspension Potential has an obvious relation with the actual
discolouration risk, but not necessarily with actual discolouration events. For a discolouration event,
next to the presence of mobile sediment (as measured with the RPM) also a hydraulic disturbance is

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 37
necessary. In hydraulically quiet networks, meaning networks without large disturbances caused by
failures and other unusual high demands, a high RPM can stay without complaints. On the other hand
a moderate RPM in a network with a few disturbances can lead to customer complaints.
4.1.2 CUSTOMER COMPLAINTS – CONDITION MONITORING OF WATER QUALITY
Water utilities are in the lucky position of having their performance continuously monitored by every
inhabitant connected to their network. The importance of water in peoples' everyday life results in a
stream of complaints when water quality negatively deviates from expectations.
Normally, customer complaints are either related to a loss of water pressure (which may indicate
large leaks or pipe bursts) or discolored water. The levels of deviation from expected performance
levels at which customers register a complaint vary among the population. The activity involving
water use will also influence the likelihood of registering a complaint. Discoloration events will for
example be harder to detect when a customer uses running water (e.g. washing hands or watering
garden plants) than in the case of filling a glass of water to drink or filling a bathtub to take a bath.
The most serious type of complaint is from customers who claim to have been exposed to illness due
to contaminated drinking water. A well‐designed water hygiene test scheme will provide the utilities
with the ability to warn the public before risk‐levels become significant.
Vreeburg (2007) states that the manner of registering and dealing with customer complaints often is
insufficient. The following paragraph describes the challenges in handling complaints concerning
discoloration:
The recording of water quality complaints done by copanies are not always reliable and
consequential. The following paragraph describes the challenge: "A classic example is a large pipe
burst with a lot of complaints; after a while the customer service centre releases the message that the
cause of the problems is known and that everything is being done to solve the problem as quickly as
possible; at that point the complaints are usually not recorded any more. Relatively small companies,
especially, record the complaints around large incidents insufficiently. A good customer complaints
registration records every complaint and passes it on to the relevant department in the company.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 38
5. DISCUSSION: RELEVANCE VS RAIL INFRASTRUCTURE
Both rail infrastructure and water infrastructure provide transport of a high criticality commodity by
means of a distributed network. The planning horizon for development of the transport systems are
long, as is the useful life of properly constructed and maintained infrastructure. The investment costs
are considerable in case of renewal of existing, and in constructing new infrastructure. In exchange,
the effective life of the infrastructure may be over 100 years in both cases.
Rail and water infrastructure represent significant value invested over the last centuries, and the
replacement value of either is enormous. Still, both have suffered from a lag of investment in
maintenance for long periods. This may be caused by the infrastructures being regarded as "basic" by
the public and as it has been around for such a long time. As the networks develop and grow, so does
the need for maintenance. Yearly expenditure on maintenance may hence gradually increase as a
result of (at least) two factors; aging of the infrastructure and the addition of new sections of the
networks. On the other hand, new techniques being developed contribute to maintenance being
more efficient in both sectors.
Some differences between the two types of infrastructures stand out as well, though. Whereas rail
infrastructures have been nationalized in most European countries, water has in most cases been a
municipal or private issue. The state of the water infrastructure, and the challenges faced in
maintenance management, therefore differ significantly within countries. It further implies that the
cross‐border aspects of OptiRail to a small degree apply to water infrastructure. Another significant
difference is the fact that infrastructure delivering water, under normal circumstances, is to a large
extent invisible to the end‐customers. The transmission and distribution pipes are buried
underground and are hard to access for inspection purposes. The infrastructure may appear to
function well, even in case of significant leaks from the system, given that no contamination enters
the system and no water is visible on the surface.
The development in maintenance management of both rail and water infrastructure is towards more
"intelligent" infrastructure, and data supported maintenance management. The primary findings in
the case study as to where the rail infrastructure domain may learn from water are in the authors'
point of view: The long perspective taken on investment (100 years), deciding the rate of renewal of

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 39
the existing infrastructure, and the cross‐European approach to developing tools to support the long
term planning of renewal.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 40
6. CONCLUSION
The purpose of the water infrastructure is to provide safe drinking water at a satisfactory pressure to
the end‐customers. It is composed of a gathering system, treatment and transmission/distribution
system. Traditionally, maintenance management of water infrastructure has been reactive (or
corrective); as the infrastructure is for the most part invisible under normal operating conditions.
Failures, like leaks or ruptures may go undiscovered unless the costumers report a problem like
discolored water or lack of pressure.
There is no industry‐wide maintenance strategy that is prevalent in the water industry. There are,
however, some treats that are typical for maintenance management of water infrastructure:
Amongst these are focus on safety, security of supply and long term planning of investment and
renewal of the infrastructure. Some municipalities are experimenting with model‐ and data driven
maintenance management, although mostly when dealing with prioritizing renewal of pipe sections
with high risk of failure.
The case studies have not revealed any obvious tools or methods being applied in maintenance of
water infrastructure that may be directly transferred to maintenance of rail infrastructure. Both
industries are however moving in a similar direction when it comes to dealing with maintenance.
Tools like pipe scanners contribute to more detailed information on the state of the infrastructure,
facilitating the planning and execution of rehabilitation and renewal actions. The input from tools like
pipe scanners may further provide input to optimization models of renewal and rehabilitation of the
water system. Hydraulic models and degradation models are commonly used in the industry,
although the case studies reveal that in practice, employees' tacit knowledge concerning the network
plays a more significant role.
It is a general trend in the industry that the companies or public utilities dealing with water supply
gather and store more data concerning the infrastructure, providing better foundation for decision
making in maintenance management. The data includes incidents (leaks, ruptures), map data, and
pipe properties. Aspects of RCM are being introduced where sufficient data is available, and may
become the norm in the future.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 41
7. REFERENCES
Antoun, E. N., T. Tyson and D. Hiltebrand (1997). Unidirectional flushing: a remedy to water
quality problems such as biologically mediated corrosion. AWWA Annual Conference 1997,
Denver, CO.
Antoun, E. N., J. E. Dyksen and D. Hiltebrand (1999). Unidirectional flushing: A powerful tool.
Journal American Water Works Association 91(7): 62‐71
Barbeau, B., V. Gauthier, K. Julienne and A. Carriere (2005). Dead‐end flushing of a distribution
system: Short and long‐term effects on water quality. Journal of Water Supply: Research and
Technology ‐ Aqua 54(6): 371‐383
Blokker, E. J. M., J. H. G. Vreeburg and A. J. Vogelaar (2006). Combining the probabilistic demand
model SIMDEUM with a network model. 8th annual water distribution system analysis
symposium, Cincinnati, Ohio, USA.
Boxall, J. B., P. J. Skipworth and A. J. Saul (2003). Aggressive flushing for discolouration event
mitigation in water distribution networks. Water Science and Technology: Water Supply 3(1‐2):
179‐186
Brashear, K. (1998). Distribution water quality problems created by upgraded water treatment
plants. 1998 AWWA WQTC, San Diego, USA.
Carriere, A., V. Gauthier, R. Desjardins and B. Barbeau (2005). Evaluation of loose deposits in
distribution systems through unidirectional flushing. J Am Water Works Assoc 97(9): 82‐92
EPA 2012. Condition Assessment Technologies for Water Transmission and Distribution Systems.
United States Environmental Protection Agency.
Friedman, M., G. J. Kirmeyer and E. N. Antoun (2002). Developing and implementing a
distribution system flushing program. Journal AWWA 94 (7(july 2002)): 48‐56
Friedman, M. J., K. Martle, A. Hill, D. Holt, S. Smith, T. Ta, C. Sherwin, D. Hiltebrand, P.
Pommenrenk, Z. Hinedi and A. Camper (2003) Establishing site‐specific flushing velocities, Report
number, 6666 West Quincy Avenue, Denver, CO,
Gauthier, V., B. Barbeau, R. Milette, J.‐C. Block and M. Prevost (2001). Suspended particles in the
drinking water of two distribution systems. Water Science and Technology: Water Supply 1(4):
237‐245
Geudens, P. J. J. G. (2006) Water Supply Statistics 2005, Report number, Rijswijk, The
Netherlands

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 42
Hathi, C. Condition monitoring of the water network in Oslo. Lecture at the Norwegian University
of Science and Technology (NTNU), 08.11. 2012.
Howard G, Bartram J. Domestic water quantity, service level and health. Geneva, World Health
Organization, 2003 (WHO/SDE/WSH/03.02).
http://whqlibdoc.who.int/hq/2003/WHO_SDE_WSH_03.02.pdf
Kong JS, Frangopol DM. Life‐cycle reliability‐based maintenance cost optimization of
deteriorating structures with emphasis on bridges. J Struct Engng 2003;129(6):818–28.
Oberoi, K. (1994). Distribution flushing program: Benefits and results. AWWA Annual
Conference, New York, AwwaRF
Slaats, N., L. P. M. Rosenthal, W. G. Siegers, M. v. d. Boomen, R. H. S. Beuken and J. H. G.
Vreeburg (2002) Processes involved in generation of discolored water, Report number: KOA
02.058, American Water Works Association Research Foundation / Kiwa, The Netherlands.,
Saegrov, S. (editor), 2005. CARE‐W – Computer Aided Rehabilitation of Water Networks. IWA
Publishing.
Saegrov, S. (editor), 2006. CARE‐S – Computer Aided Rehabilitation of Sewer and Storm Water
Networks. IWA Publishing.
Torvinen, E., S. Suomalainen, M. Lehtola, I. Miettinen, O. Zacheus, L. Paulin, M. Katila and P.
Martikainen (2004). Mycobacteria in water and loose deposits of drinking water distribution
systems in Finland. Applied And Environmental Microbiology 70(4): 1973‐1981
Ugarelli, R. 2009. Theoretical background of pipes condition assessment (Importance and
limitations for the application of the PipeScanner in the asset management set of procedures).
SINTEF report.
Vreeburg, J. H. G., P. Schaap and J. C. van Dijk (2004). Measuring discolouration risk:
Resuspension potential method. IWA Leading Edge Conference, Prague, IWA.
Vreeburg, J. H. G. (2007), "Discolouration in drinking water systems: a particular approach",ISBN:
Delft University of Technology
Vreeburg, J. H. G., Q. Wang and J. C. van Dijk (2007b). Composition and hydraulic behaviour of
drinking water distribution systems sediments. Journal of AWWA Submitted 2007
Zacheus, O. M., M. J. Lehtola, L. K. Korhonen and P. J. Martikainen (2001). Soft deposits, the key
site for microbial growth in drinking water distribution networks Water Research 35(7): 1757‐
1765

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 43
8. APPENDIX 1: FURTHER DETAILS ON WATER FLUSHING
Reprint of the second half of chapter 5 of (Vreeburg, 2007), with the permission of the author. This
part of the chapter provides further details on flushing. The information is presented to complement
the sections presented in chapter 3.3.4 "Flushing and cleaning of water networks", although the
information is of limited use for railway infrastructure.
Minimum velocity
The value set as minimum velocity in several studies is 1,5 – 1,8 m/s (Brashear, 1998; Slaats,
Rosenthal et al., 2002). The reasoning behind this is partly the theoretical approach based on Shields’
and Stokes’ equations, though this leads to lower velocities than 1,5 m/s e.g. (Boxall, Skipworth et al.,
2003). For the other part, the value of 1,5 m/s is based on practical experience that these velocities
are significantly above the normal daily maximum velocities. With 1,5 m/s all the sediment that could
cause discolouration would then be removed. Finally the velocity of 1,5 m/s is well attainable, taking
into account a number of valve manipulations. The flow resistance of a hydrant‐standpipe‐hose combination often limits the maximum capacity to
60 to 90 m3/h. At this flow the resistance approaches the available head in the network. Typically, the
hydrants are installed on 100 mm pipes and a 60 m3/h flow pushes 2,1 m/s through those pipes.
Normally the velocity in those pipes are in the order of a few centimetres per second (Blokker,
Vreeburg et al.,2006).
Apart from the theoretical approach looking at the possibilities of obtaining a velocity of 1.5 m/s, a
practical approach is to see what happens if the velocity is not reached. The adverse effects of low
velocity are best demonstrated by the negative effects of conventional flushing (with velocities lower
than 1.5 m/s) as mentioned by (Antoun, Tyson et al., 1997): the increase of complaints after flushing.
This effect can be explained with the results of turbidity measurements during an experiment with
two flushing velocities (Figure 4). In this experiment in a 3 inch cast iron pipe first a
flushing/disturbance was applied with a velocity of 0,4 m/s. The pipe was isolated by closing a valve
near the hydrant that was located in such a way that a unidirectional flushing was caused. Turbidity
was monitored with the Sigrist KT65, earlier described with a measuring frequency of 10 minutes. The
experiment was performed in 1998.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 44
FIGURE 4: INFLUENCE OF FLUSHING VELOCITY ON SEDIMENT MOBILITY; FIRST FLUSHING ON 21/9 WAS WITH
VELOCITY LESS THAN 1,5 M/S (AT LEAST 0,4 M/S), SECOND FLUSHING WITH AT LEAST 1,5 M/S.
The monitoring started on 20 September and there was a distinct difference between the turbidity at
the treatment plant and at the research location in the network. This difference indicated that the
network was being loaded with particles (settling of particles between the two measuring points). The
turbidity at the monitoring location was stable until the disturbance/flushing on 21 September. The
stability in turbidity indicated that the layer of sediment was not mobile under normal flow
circumstances. In the early afternoon of 21 September, a disturbance/flushing took place with a flow
of 6,5 m3/h. Because the pipe was an old 3” unprotected cast iron pipe the velocity is at least 0,4 m/s,
but presumably higher because the effective flow area can be decreased by corrosion products.
The turbidity following the disturbance is higher than the turbidity prior to the disturbance. It took
almost 24 hours before the turbidity resided again, though not to the starting level. After that, the
turbidity pattern had more variation than the pattern before the disturbance. In the afternoon of 24
September the hydrant was opened again, but now intentionally causing a unidirectional flushing
with a velocity of at least 1,5 m/s (flow is 27 m3/h) under the same unidirectional conditions as the
original flushing. The total amount flushed during the second flushing was three times the pipe
content and the water was conveyed through clean pipes (a clear water front was used). The turbidity
during the opening of the hydrant was high, but only for a short period. Directly after closing the

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 45
hydrant, the turbidity dropped again to the initial level and stayed stable. This indicates that the
flushing/disturbance with a lower velocity mobilised the sediment without actually removing it
completely. During the disturbance, though, a part of the sediment was removed. The flushing with
high velocity removed the sediment instantaneously and limited the customer inconvenience resulting
from the flushing to the actual flushing time.
These results lead to the conclusion that the velocity of 1,5 m/s is sufficient to remove the drinking
water sediments in this case, while the lower velocity had an adverse effect. Though this is only one
experiment, the results make the adverse effects of conventional flushing understandable: Too low
velocity disturbs and mobilises the sediment without actually removing it. The operational
requirement for velocity in water flushing is set on 1,5 m/s amongst others based on this experiment.
It must be noted that lower velocities could also effectively remove sediment, but with the experience
gained over the years it can be said that it is universally applicable for many network and treatment
combinations. Moreover, the awareness those too low velocities can have adverse effects because of
the mobilisation of the sediment, attributed to the acceptance of this requirement for minimum
velocity for flushing.
Flushed volume
The materials that must be removed from the pipe are the loose particles. With a sufficient increase in
velocity, the relevant particles will resuspend and be flushed out with the water flow. In principle all
particles will be resuspended immediately after the sheer stress from the increased velocity is
exercised. The depth of the particle layers is in the order of some micrometers or millimeters
(Vreeburg, Wang et al., 2007) that would indicate that a scouring effect is only necessary during a
short period. The velocity profile over the cross‐section of a pipe with a turbulent flow is not linear.
These two effects make that if just a bit more than the volume of the pipe is flushed no additional
sediment would be removed and that the minimal flushed volume should be more than one time the
volume of the pipe to be cleaned
An example of many experiments in pipes in the Netherlands is presented in Figure 5. It shows that
the nature of the sediment removed was actually loose deposits that resuspended immediately and
completely when the sheer stress was increased. Figure 5 shows the measurements of the turbidity of
the flushed water during a flushing of a 400 mm AC pipe with a velocity of 1,5 m/s. The distance
between the flushing point and the clear water front is 3600 meter and the flushing is unidirectional
from the clear water front to the flushing point. Turbidity is measured with a Dr Lange Ultraturb

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 46
described earlier with a measuring frequency of 1 minute. The theoretical first turnover was around
40 minutes, which was confirmed during the experiment with the sharp decay of turbidity. The
exponential further decay can be explained by the non‐linear velocity distribution: the lower turbidity
is the mixing of the fluid layers closer to the wall that move slower than the bulk of the fluid.
The drop in turbidity after ten minutes of flushing and gradual increase again after 25 minutes of
flushing are probably caused by the irregular nature of the deposits in the pipe. The layer of sediment
is not distributed evenly over the complete pipe. What causes this irregularity cannot be explained by
the experimental results. It is speculated that this could be caused by the horizontal level profile of the
pipe that can have a slight ‘top’ half way the pipe. The pipe is laid in a flat terrain, but underground
level differences of a few tens of centimetres could have caused this.
FIGURE 5: TURBIDITY MEASUREMENTS AT THE FLUSHING POINT OF A 300 MM AC PIPE, LENGTH 3600
METERS, VOLUME FLOW 680 M3/H (1,5 M/S). HORIZONTAL AXIS IS THE TIME ELAPSED AFTER THE START OF
THE EXPERIMENT.
As said these kind of observations (a sharp drop in turbidity after one turnover of the pipe) is observed
in many experiments of which this is one example. It leads to the second operational condition for
water flushing to remove the sediment effectively that the flushed volume should be at least two
times the content of the pipe to overcome the velocity dispersion. In the Netherlands the first set of
operational requirements stated a refreshment rate of 3, but in practice it was sufficiently proven

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 47
with measurements as presented in Figure 5 that two turnovers are enough as the water clears fairly
well after two refreshments.
Clear water front
The turbidity trace in Figure 5 shows the effect when the water used for flushing itself is not clear
enough. First, this clouds the effective end point of a flushing when this is defined in the form of a
turbidity threshold. Carriere et al. (2005) explicitly reports a stop criterion for flushing of 1 FTU, but
that on several locations, values below 5 FTU could not be reached. Probably the effective removal of
sediment from the pipe has stopped, but the water used for flushing has a turbidity of 5 FTU. The
second effect is that with the flushing ‘up‐stream‐sediment’ is carried to the flushing location, already
partly loading the pipe with velocities lower than the threshold velocity of 1,5 m/s, with effects as
shown in Figure 4. This sets the third operational requirement to effective water flushing: the water
used to flush the pipes should come from pipes with no resuspendable sediment. This concept is called
“Working from a clear water front.”
Discussion of water flushing
The effect of water flushing has long been underestimated because of the negative effects of the so‐
called conventional flushing. Much of the negative effects mentioned by (Antoun, Tyson et al., 1997),
such as an increased number of customer complaints during and immediately after implementation
of flushing and a minimal, short‐lived water quality benefit, can be explained when the operational
requirements are considered, or rather the lack of operational requirements. The complaints during
and immediately after the actual flushing could be caused by the low velocities that are the result of
randomly opening fire hydrants. The effects of the increased velocity can be felt in the vicinity of the
flushed hydrant, but also in more remote areas where the sediment is disturbed. The mobilisation of
sediment, as shown in Figure 4, explains the complaints that are seemingly delayed. Unidirectional
flushing is recognised as a good technique, but guidelines are mainly driven by “good management
practices” (Friedman et al., 2002) to minimise the costs of a flushing program rather than to
maximise the effect.
The operational requirements should all three be met for an effective cleaning of the network.
Moreover, it forces the operators to make minute plans for the flushing involving valve exercising.
Implementation of the three requirements gives a relatively simple framework to make flushing plans.

D2.1.3. CASE STUDY 3/4 ‐ INFRASTRUCTURE FOR WATER DISTRIBUTION Page 48
A widespread misunderstanding is that water flushing uses large amounts of water. However, a good
flushing plan uses only at maximum three times the volume of the network. For example, in the
Netherlands this volume can roughly be related to the yearly demand in a network. The total length
of the network in the Netherlands is 110.000 km (Geudens, 2006). There are no sufficient data on the
diameter distribution in the network, but a fair estimation would be an average diameter of 150 to
200 mm. The average daily consumption in the Netherlands is 3,0*106 m3. This gives an average
residence time of 15 to 27 hours. Three times the volume of the network is equal to 45 hours of
average demand or 0,53 to 0,94% of the total yearly demand. A complete flushing program once
every 3 years would add 0,18 to 0,31% to the Unaccounted For Water on a yearly basis.

CASE
Deliv
E STUDY
erable n
Y 4 ‐ AI
nº: D2.1
RPORT
1.4
EC‐GAProjec
T MAIN
A Numberct full title:
TENAN
r: 31403DeveloFrameKnowlInfrastDecisio
NCE
31opment owork Bedge totructure ons in Railw
of a SmaBased o SuppoMaintenan
way Corrido
art on ort nce rs

Transpo
Partner
Respon
Title:
ort; Grant Ag
rs: LT
sible: LT
D
M
greement No
TU
TU
D2.1.4 CASE
MAINTENANC
o 314031
E STUDY 4
CE
W
Ty
D
4 ‐ AIRPO
Work Package
ype of docum
ate:
ORT Version
e: W
ment: Ca
18
n: 1 Page:
WP2.1
ase study rep
8/03/2013
: 0 / 89
port

D2.1.4 CAS
Docu
Vers.
1
Docu
Partner
LTU
SE STUDY 4/4 ‐ A
ument H
Issue Date
18/03/2013
ument A
rs
AIRPORT MAINTE
History
C
3 Fi
Authors
ENANCE
ontent and c
irst version
Contributo
Diego Gala
Ghodrati
changes
ors
r, Roberto V
Author
Villarejo, Carll Anders Johansson, Beh
Page 1
zad

D2.1.4 CAS
1. AIRCR
1.1 Ge
1.2 Op
1.3 Ai
1.3.
2. Maint
2.1 Du
and IM
2.1.
2.1.
2.1.
2.2 Av
2.3 Av
2.3.
2.3.
2.3.
2.3.
2.3.
2.3.
2.3.
3. Descri
3.1 An
4. Condit
4.1 Co
SE STUDY 4/4 ‐ A
RAFT TRANSP
eneral overv
perators and
rport Admin
1 Airport Ad
tenance strat
uality of airp
M relation ....
1 Airport Op
2 Airport Ru
3 Airport Mi
viation Aircra
viation Airpo
1 Paved and
2 Runway Pa
3 Runway Lig
4 Runway Ed
5 Fence mai
6 Maintenan
7 Maintenan
iption of syst
n Overview o
tion monitor
ondition mon
AIRPORT MAINTE
PORTATION .
iew of aeron
d Infrastructu
istration .....
ministrative
tegies and m
port mainten
....................
perational Pr
les and Regu
nimum Stan
aft Maintena
ort Maintena
non‐paved
avement Ma
ghting .........
dge Markers
ntenance ....
nce in the dr
nce of signbo
tem characte
of Airport Sta
ring and NDT
nitoring of el
ENANCE
TABLE
....................
nautics .........
ure manager
....................
Structure ....
maintenance
nance and air
....................
ocedures an
ulations ........
dards ..........
ance .............
nce ..............
Runways .....
rkings ..........
....................
....................
....................
ainage syste
oards ............
eristics and p
andard Proce
T techniques
lectric parts:
E OF CONT
....................
....................
rs: ................
....................
....................
organization
rcraft mainte
....................
d Schedules
....................
....................
....................
....................
....................
....................
....................
....................
....................
em ................
....................
properties ...
edures .........
s as an altern
Thermograp
TENTS
....................
....................
....................
....................
....................
n ...................
enance: issu
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
native to cor
phy ..............
....................
....................
....................
....................
....................
....................
es and challe
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
rective and r
....................
....................
....................
....................
....................
....................
....................
enges of an
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
reactive met
....................
Page 2
............ 4
............ 4
............ 5
............ 6
............ 6
............ 8
operator
.......... 10
.......... 10
.......... 10
.......... 11
.......... 13
.......... 16
.......... 18
.......... 18
.......... 19
.......... 22
.......... 22
.......... 23
.......... 24
.......... 25
.......... 25
thods . 27
.......... 27

D2.1.4 CAS
4.2 Co
4.3 Or
4.3.
5. State
5.1 Int
5.2 Sn
5.3 M
5.4 Ch
5.5 Th
5.6 Ru
5.7 Ai
6. Descri
6.1 Ch
6.2 Cli
6.3 Se
6.4 sp
6.4.
6.4.
6.4.
6.4.
6.4.
7. Discus
7.1 SU
7.2 Re
8. Conclu
9. REFER
SE STUDY 4/4 ‐ A
ondition mon
rganization a
1 Database o
of the art air
troduction ...
now plan ......
echanical eq
hemicals for
hermal de‐ici
unway surfac
rcraft de‐icin
iption of sele
haracteristic
imate ...........
ervices provid
pecial mainte
1 WINTER ER
2 CONDITIO
3 The runwa
4 WILD LIFE
5 Environme
ssion ............
UMMARY OF
elevance of B
usion ...........
RENCES ........
AIRPORT MAINTE
nitoring of ci
and planning
organization
rport mainte
....................
....................
quipment for
runway de‐i
ing ...............
ce monitorin
ng ................
ected case st
of the Kirun
....................
ded and desc
enance action
RGONOMICS
NS FOR AIRP
ay conditions
PROTECTION
ental care tec
....................
BEST PRACT
BP versus rai
....................
....................
ENANCE
vil infrastruc
g ...................
: CMMS and
enance in ext
....................
....................
r snow remo
cing .............
....................
ng .................
....................
tudy .............
a Airport .....
....................
cription of fa
ns performe
S FOR OPERA
PORT VEHICL
s at Kiruna ai
N ..................
chnologies fo
....................
TICES (BP) IN
l infrastructu
....................
....................
cture: Runwa
....................
d CM data, di
treme weath
....................
....................
oval and ice c
....................
....................
....................
....................
....................
....................
....................
acilities ........
d in kiruna ..
ATORS ..........
LES ...............
irport ..........
....................
or de‐icing ..
....................
N AIRPORT AN
ure ..............
....................
....................
ay friction m
....................
isparate mai
her condition
....................
....................
control .........
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
ND AIRCRAFT
....................
....................
....................
onitoring ....
....................
ntenance inf
ns .................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
T MAINTENA
....................
....................
....................
....................
....................
formation so
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
....................
ANCE ...........
....................
....................
....................
Page 3
.......... 30
.......... 33
ources 33
.......... 35
.......... 35
.......... 36
.......... 40
.......... 47
.......... 52
.......... 53
.......... 55
.......... 62
.......... 62
.......... 64
.......... 65
.......... 67
.......... 67
.......... 71
.......... 73
.......... 76
.......... 77
.......... 78
.......... 78
.......... 79
.......... 81
.......... 82

D2.1.4 CAS
1. AIRC
1.1 GEN
The airli
and best
requirem
improve
expect a
Punctua
with an
maintain
continuo
one of th
led to a c
Changing
between
and the
include
Unreliab
that can
a compa
reputatio
high stan
To this e
operator
for both
capabilit
owner m
passenge
SE STUDY 4/4 ‐ A
CRAFT TRA
ERAL OVERV
ne business
t‐in‐class se
ments and g
ements in air
an affordable
lity has beco
airline. This
ning the sati
ously under
he requests
change in de
g attitudes
n stakeholde
extensive c
a high cost
ble services m
create serio
any can rapid
on for reliab
ndards of saf
end, aircraft o
rs. Therefor
h aircraft and
ties, and pre
money every
ers. Therefo
AIRPORT MAINTE
ANSPORT
VIEW OF AER
is large, inte
rvice has be
gaining a g
rline and air
e service whi
ome one of
s has made
isfaction of
pressure to
of the passe
emand.
and behavio
ers. When d
competition,
t of operati
may also lead
ous problem
dly be brand
ble services
fety and relia
operability a
re, the ident
d airports w
event the det
minute of e
re, it is expe
ENANCE
TATION
RONAUTICS
egrated, aut
ecome a stra
global comp
port safety a
ch is on sche
f the most s
the on‐tim
current cust
improve the
engers but ne
ours imply n
ealing with t
the conseq
on, a loss
d to annoyan
s regarding t
ed as unrelia
takes a long
able services
and airport m
tification and
ill reduce pr
terioration o
every day, bu
ected that th
tomated and
ategic issue
etitive adva
and services
edule.
significant fa
e performan
tomers and
eir punctuali
ew generatio
new services
the complex
quences of u
of productiv
nce, inconve
the company
able after pr
g time. Ther
s, while optim
management
d implement
remature rep
of a system a
ut makes mo
he aircraft w
d complex, in
for air carr
antage. Ove
have taken
actors for de
nce of an a
attracting n
ity and prov
ons of trave
s with new
x technical s
unreliable se
vity, inciden
enience and a
y’s marketpl
roviding poo
refore, it is c
mizing their
t are conside
tation of an
placement c
and its items
oney only wh
will have to b
n which prov
iers, in orde
r the past
place. How
efining a pas
irline’s sche
ew ones. Th
ide on‐time
llers and cha
and more c
systems invo
ervices beco
nts, and exp
a lasting cus
ace position
or services, w
critical for ai
profits.
ered as majo
appropriate
osts, mainta
s. In addition
hen it is flyin
e in service
viding a safe
er to meet c
decades, s
ever, passen
ssenger’s sat
edule a key
herefore, air
performanc
anging attitu
complex int
olved in air t
ome critical
posure to a
stomer dissat
n. This is cruc
whereas build
ir carriers to
r requireme
e maintenan
ain stable pr
n, an aircraft
g with freigh
as much as
Page 4
e, reliable
customer
ignificant
ngers still
tisfaction
factor in
rlines are
ce. This is
udes have
eractions
transport
and may
accidents.
tisfaction
cial, since
ding up a
o achieve
nts by air
ce policy
roduction
t costs its
ht and/or
possible.

D2.1.4 CAS
Hence, w
safety, r
mainten
the worl
This repo
infrastru
will be c
In summ
Looking
In many
approac
relation.
with the
direct co
In Europ
sector (m
network
a radica
different
develope
1.2 OPER
There a
passenge
infrastru
provide
mainten
SE STUDY 4/4 ‐ A
with increas
reliability, an
ance of air a
d.
ort focuses o
ucture manag
onsidered a
mary, one c
at previous
y other coun
hes. It is es
. Indeed, mu
e other com
ontrol of airp
pe and USA,
manufacture
k was not con
al new techn
t cultures an
ed differentl
RATORS AND
re two mai
ers or freigh
ucture mana
the logistic
ance (preve
AIRPORT MAINTE
sing awarene
nd availabili
assets has b
on best pract
gers suitable
key factor p
could say th
statement, i
ntries, this
sential to u
uch of the d
ponents of
port manage
, these comp
ers and airw
nsciously pla
nology that
nd different
ly.
D INFRASTR
n stakehold
ht traffic. The
gers (airport
c support f
ntive or corr
ENANCE
ess of the f
ty of the sy
ecome a foc
tices for airp
e to be transf
art of an air
hat airports+
t's apparent
harmony is
nderstand t
ay to day w
the air trans
rs.
ponents of t
ways) and (2
nned; rather
grew rapid
forms of go
UCTURE MA
ers in the a
ey own or re
t managers)
for operatio
rective action
fact that ma
ystem, but
cus of the st
port mainten
ferred. For t
transportati
+ planes (o
that these c
achieved b
he operatio
work of airpo
sportation n
the network
) the nation
r, it represen
ly in the pa
overnment;
ANAGERS:
aviation. On
ent the aircra
. On other h
on (landing,
ns).
aintenance n
also creates
trategic thin
nance in orde
his purpose,
on network.
perators an
components
y governme
n of airport
ort professio
network, com
k are owned
nal governm
nts the uniqu
ast century.
consequent
n one hand,
afts and buy
hand, airport
take off,
not only ens
s value in th
king of man
er to find sim
airports as l
d manufact
must work t
ental owners
s and their
nals is orien
mponents w
and operate
ent (airports
ue response
Other parts
ly, their avia
operators
time slots a
ts that own
taxi and gr
sures a high
he business
y companies
milarities wit
logistic infra
urers)= air
together in h
ship or mon
role in this
nted toward
which are ou
ed by (1) th
s). This air t
of western s
s of the wo
ation indust
(i.e. air car
and services
the infrastru
round servi
Page 5
h level of
process,
s all over
h railway
structure
network.
harmony.
nopolistic
complex
relations
tside the
e private
transport
society to
orld have
ries have
riers) for
from the
ucture to
ces) and

D2.1.4 CAS
The Airp
servicea
occasion
fulfil its p
Managin
number
with his
stakehol
airport. O
1.3 AIRP
The term
perform
airports
A hallm
competi
airports.
sizes mu
manner;
degrade
and ope
ensure f
have litt
effective
1.3.1 AIRP
The Airp
person r
Airports
SE STUDY 4/4 ‐ A
port manag
ble conditio
nally solicited
primary func
ng airport is a
of stakehold
s/her own
lders’ positio
Operating a
PORT ADMIN
m “airport a
ance measu
should be op
ark of the
tion in effic
. Subject to
ust be able
; an inappro
d market sh
erated as a b
flexibility in r
le activity, a
e business un
PORT ADMIN
port Manage
reports dire
on an as‐ne
AIRPORT MAINTE
gement has
on for air tr
d at airports
ction.
an importan
ders, ranging
interests an
ons and to
successful a
NISTRATION
administratio
res and ope
perated like
aviation ind
ciency and
local, region
to respond
opriate delay
are, and a lo
business. It
responding t
and are remo
nit.
ISTRATIVE ST
er has the da
ectly to the
eded basis.
ENANCE
thee mand
ravellers and
, they shoul
t and compl
g from local
nd agendas.
effectively b
irport is muc
on” can enc
rational requ
a business.
dustry is co
profitability
nal, national,
to market
y in respond
ower level o
is critical th
to market de
ote, they mu
RUCTURE
ay‐to‐day res
Aviation Di
date to mai
d operators
d not conflic
ex responsib
pilots and n
A critical
balance thes
ch like mana
compass a w
uirements co
ompetition.
drives all
, and interna
conditions
ing to evolv
f service. Giv
hat airport m
emands. Whi
ust still be op
sponsibility o
rector and
ntain and o
. While oth
ct with or ha
bility. The Air
eighbours to
challenge is
se interests
ging a succe
wide range o
ommon to a
In both co
aspects of
ational mark
and demand
ving conditio
ven this real
management
ile local/regi
perated and
of operating
is supported
operate airp
her activities
amper the ab
rport Manag
o state and f
s to recogn
in the long‐
ssful busines
of organizat
ny type of o
mmercial an
the aviation
ket considera
ds in a dec
ons could res
lity, an airpo
t be designe
onal airports
administere
g and manag
d by various
ports in a
s are permi
bility of an a
ger is respon
federal offic
nize and un
‐term intere
ss.
tional design
organization.
nd general
n industry,
ations, airpo
isive and im
sult in ineffi
ort must be
ed and posit
s are genera
ed as an effic
ging the syst
s other mem
Page 6
safe and
tted and
airport to
sible to a
ials, each
derstand
st of the
n factors,
In short,
aviation,
including
orts of all
mmediate
iciency, a
managed
tioned to
ally small,
cient and
em. That
mbers of

D2.1.4 CAS
Good re
makes p
requiring
organiza
SE STUDY 4/4 ‐ A
ecord keepin
possible the
g prompt c
ation problem
AIRPORT MAINTE
ng is essentia
detection of
correction.
ms.
ENANCE
al to contro
f employee f
It may als
lling operati
fraud, mate
so pinpoint
ing results. I
rial waste, e
employee
nternally, a
errors, spoila
skill deficie
good recor
age, and oth
encies and
Page 7
d system
her losses
internal

D2.1.4 CAS
2. MAI
Mainten
during t
perform
vital to i
that can
preventi
predeter
of failur
preventi
in advan
which re
determin
The iden
affects t
the dem
stems f
developm
which h
perform
The occ
problem
plans an
contains
growth s
congeste
is obvio
consequ
SE STUDY 4/4 ‐ A
INTENANC
nance is the
he life cycle
the require
dentify the m
n cause fun
ive, and pr
rmined inter
re or the de
ive maintena
nce. Mainten
estores an it
nation of con
ntification of
he operation
mands as pla
rom the co
ment. There
ighly influen
only the pre
urrence of u
m cannot be r
nd leads to l
s four scena
scenario, the
ed, the top 2
ous that a
uences in futu
AIRPORT MAINTE
CE STRAT
combinatio
of an item
ed function (
maintenance
nctional fail
roactive ma
rvals or acco
egradation o
ance tasks is
nance tasks
tem to or m
ndition.
f an effective
nal regularity
nned. In fac
onsequences
efore, the pr
nce both the
eventive mai
unscheduled
rectified in a
ess effective
rio‐based fo
e annual dem
20 airports b
n operation
ure than tod
ENANCE
EGIES AND
on of techni
and intende
(SS‐EN 13306
e strategies t
ure. There
aintenance.
rding to pre
of the funct
termed “sch
are actions o
maintain an
e maintenan
y and the ca
ct, a large p
s of decisio
reventive an
e system dep
intenance ac
d maintenan
timely mann
e maintenan
orecasts of a
mand rises u
eing saturate
nal disrupti
ay.
D MAINTE
cal, adminis
ed to retain
6). In order
that are nee
are differen
Preventive
escribed crite
tioning of a
heduled mai
or set of act
item in serv
nce program
pability of th
ortion of th
ons made d
nd corrective
pendability a
ctions which
nce can intro
ner. The occ
nce policies.
air traffic de
up to 21 mill
ed at least e
ion would
ENANCE O
strative, and
it in, or rest
to preserve
eded to man
nt maintena
maintenan
eria and is in
an item . Th
intenance pr
tions require
viceable con
me is a critic
he aircraft fl
e maintenan
during the i
e maintenan
and the LCC
are absolute
oduce costly
urrence of a
A report re
emand for th
ion flights a
ight to ten h
have deep
ORGANIZA
managerial
tore it to, a
the function
age the asso
ance strateg
ce strategy
tended to re
he complete
rogramme”,
ed to achiev
ndition, inclu
cal issue in a
eet and airp
nce‐related
initial maint
ce and inspe
, have to be
ely necessary
y delays and
ny unexpect
leased by EU
he next 20 y
year with m
hours a day. G
per operatio
ATION
l actions ca
state in whi
n of the sys
ociated failur
gies, e.g. co
y is carried
educe the pr
e collection
which are s
ve a desired
uding inspec
aviation, as i
port facilities
Life Cycle C
tenance pro
ection requi
e defined in
y and cost‐ef
d cancellatio
ted events u
UROCONTRO
years. In the
more than 60
Given this fo
onal and e
Page 8
rried out
ich it can
tem, it is
re modes
orrective,
out at
robability
of these
cheduled
outcome
ction and
t directly
s to meet
ost (LCC)
ogramme
rements,
order to
ffective.
ons if the
psets the
OL (2004)
e highest
0 airports
orecast, it
economic

D2.1.4 CAS
Moreove
focus th
decrease
ambitiou
The maj
maintain
availabil
mainten
serves a
many m
developm
On the
may affe
disasters
been the
which an
jack scre
Since th
affect ai
reductio
the fact
SE STUDY 4/4 ‐ A
er, the dow
eir attention
e maintenan
us and very c
jority of avi
nability and
ity performa
ance should
and supports
anufacturers
ment of effic
other hand,
ect the safe
s. There hav
e major cont
n intuitive de
ew, which res
e decisions
rcraft safety
on, in order t
t that deci
AIRPORT MAINTE
wnward press
n on controll
nce costs is
challenging o
ation stakeh
maintenanc
ance, safety
d be conside
s flight prod
s, air operato
cient and eff
improper m
ety of the s
ve been a n
tributing fact
ecision on po
sulted in a lo
FIGU
made for de
y, it is crucia
to fulfil the s
sions on m
ENANCE
sure on reve
ling mainten
to improve
objectives.
holders are
ce can provi
y requiremen
ered as an im
duction. The
ors and airpo
fective aircra
maintenance
ystem nega
umber of ac
tor. One exa
ostponing lu
oss of aircraf
RE 1: ILLUSTR
eveloping or
l to consider
safety requir
maintenance
enues has l
nance and pe
e the sched
showing co
ide to a com
nts, and tot
mportant pa
erefore, in t
ort manager
aft/airport sc
e decisions o
tively, and
ccidents in w
ample is the
ubrication tas
ft longitudina
RATION OF AC
adjusting sc
r the effectiv
rements and
e task deve
ed many ca
ersonnel cos
duled mainte
ncern over
mpany, due
tal cost‐effe
rt of the air
the move to
rs are realizin
cheduled ma
or incorrectl
thereby con
which incorr
accident tha
sks led to da
al control an
CCIDENT IN A
cheduled ma
veness of m
d assure safe
elopment or
rriers and a
sts. However
enance prog
the compet
to their role
ctiveness at
r transport b
owards worl
ng that there
intenance pr
y performed
ntribute to e
rect mainten
at hit Alaska
amage to the
d finally a cr
LASKA
aintenance p
aintenance t
operation.
r adjustmen
airport autho
r, an effectiv
gramme and
titive advant
e in keeping
t high levels
business pro
d–class com
e is a critical
rogramme.
d maintenan
extensive lo
nance decisio
Airlines Fligh
e horizontal
rash.
programmes
tasks in term
Moreover, in
nts to main
Page 9
orities to
ve way to
d setting
tage that
g aircraft
s. Hence,
cess that
mpetition,
need for
nce tasks
osses and
ons have
ht 261, in
stabilizer
s strongly
ms of risk
n view of
ntenance

D2.1.4 CAS
program
optimal
interacti
taken int
2.1 DUA
OF AN O
2.1.1 AIRP
The Airp
system.
ensure t
managed
informat
• Airp
• Airp
2.1.2 AIRP
An airpo
of the ai
any activ
Any such
docume
worker,
While an
an indivi
TABLE 1P
SE STUDY 4/4 ‐ A
mmes may a
maintenanc
ion between
to considera
ALITY OF AIR
OPERATOR A
PORT OPERAT
port Manage
Additionally
that the airp
d airport, w
tion on the f
ort Rules an
ort Minimum
PORT RULES A
ort rules and
irport for th
vity that mig
h document
nt is geared
it should be
ny rules and
idual airport
1. QUALITY FAPartial Listing
AIRPORT MAINTE
affect the ai
ce programm
n operators
ation.
PORT MAIN
AND IM RELA
TIONAL PROC
r is expected
y, the Airpor
port is opera
while meeting
following:
d Regulation
m Standards
AND REGULAT
regulations
e benefit of
ht interfere
will include
to the ever
easy to read
regulations
, several are
ACTORS AND g of Focus Po
ENANCE
rcraft availa
mes. Howev
and airport
TENANCE AN
ATION
CEDURES AND
d to apply, u
t Manager s
ated and ma
g certain ne
ns
TIONS
document is
its users, bo
with safe an
administrat
ryday airport
d and referen
document sh
as should alw
LIMITING FACoints for Airp
ability perfo
ver, the des
managers a
ND AIRCRAF
D SCHEDULES
use, and enfo
should emplo
aintained to
eeds specific
s designed to
oth tenants
nd orderly us
tive, operatio
t user, such
nce.
hould be dev
ways be incl
CTORS TO SYSport Rules an
rmance and
sign of mai
as a part of
FT MAINTEN
orce all polic
oy appropria
a level cons
to that airp
o facilitate th
and custome
e.
onal and saf
as an aircra
veloped to m
uded. Some
STEMS CAPABnd Regulation
d the LCC, i
ntenance is
more comp
ANCE: ISSUE
cies of the st
ate airport m
sistent with t
port. This se
he safe, orde
ers. It is also
fety rules an
ft owner or
meet the uniq
are listed in
BILITIES TO DEns
it is crucial
s complex s
plex system
ES AND CHA
tate‐manage
management
the policies
ection provid
erly, and effi
o intended t
d regulation
airport main
que circums
the followin
ELIVER SATISF
Page 10
to apply
since the
must be
ALLENGES
ed airport
t tools to
of state‐
des more
cient use
o restrict
ns. As the
ntenance
tances of
ng table.
FACTORY

D2.1.4 CAS
P
A
B
C
D
E
F
G
At a min
where t
interfere
unrestric
2.1.3 AIRP
State‐ma
minimum
minimum
By defin
owner/o
aeronau
without
available
airport.”
standard
SE STUDY 4/4 ‐ A
Partial Listing
A Airport
and accB Descrip
informa
behavioC Descrip
traffic
D Descrip
(includiE Descrip
forest
F Airport
G Descrip
paveme
nimum, the
the general
ence with a
cted rights a
PORT MINIMU
anaged airpo
m standards
ms.
nition, minim
operator as t
tical activity
unlawful d
e airport lan
” In essence
ds level the
AIRPORT MAINTE
g of Focus Po
manageme
countability)ption of st
ation and p
our; insuranption of airc
patterns, de
ption of grou
ng vehicularption of oth
firefighting
Security Pla
ption of airpo
ent maintena
rules and re
public is n
airport ope
nd access (i.
UM STANDAR
orts do not c
s is provided
mum standa
the minimum
y on the airp
iscrimination
nd and/or im
, by establis
playing field
ENANCE
oints for Airp
nt and asso
.tandard air
periods of
ce and liabicraft operati
etails of the
nd vehicular
r requiremener specific
g operation
n, based on
ort maintena
ance etc )
egulations do
ot allowed
rations. It
e., airport ro
RDS
currently hav
d herein to
rds are the
m requireme
ort.” Their p
n, to all ap
mprovements
shing minim
d. If consiste
port Rules an
ociated roles
rport opera
operation;
lity requiremional areas
e surroundin
r operational
nts).standard ai
ns, emerge
airport temp
ance program
ocument sho
free access
should also
oads, public p
ve any minim
suggest wa
“qualificati
ents to be m
purpose is “t
pplicants to
s and engag
mum entry‐le
ently applied
nd Regulation
s (including a
ations (incl
standards o
ments and wand standa
ng terrain, w
l areas and s
rport opera
ncy medic
plate.
ms (including
ould give a c
s because o
o distinguish
parking area
mum standa
ys to develo
ons that ma
met as a cond
to provide a
qualify, or
ge in authori
evel requirem
d and enfor
ns
authority, re
uding prim
of tenant a
wavers; and rd procedur
weight limit
tandard pro
tions (includ
al operatio
g mowing, sn
clear descrip
of safety co
h areas wh
s, public term
ards. Basic in
op, amend a
ay be estab
dition for the
fair and rea
otherwise c
ized aeronau
ments (or th
ced, these s
esponsibilitie
mary contac
and operato
security anres (includin
tations, nois
cedures
ding fuelling
ons, vertica
now remova
ption of airp
ncerns and
here the pu
minals).
nformation r
and update
blished by a
e right to co
sonable opp
compete, to
utical activit
hresholds), m
standards pe
Page 11
es
ct
or
d ng
se
g,
al
al,
ort areas
possible
ublic has
elated to
adopted
n airport
onduct an
portunity,
o occupy
ties at an
minimum
ermit the

D2.1.4 CAS
airport s
decision
Minimum
provider
individua
current
users see
Where c
• Ensu
• Esta
• Mini
serv
• Addr
• Assu
Minimum
individua
informat
A minim
also an a
P
A
B
C
D
E
F
G
SE STUDY 4/4 ‐ A
sponsor to m
‐making crit
m standards
rs who wan
al circumsta
and future r
eking to ope
consistently a
ure safe, effic
blish a temp
imize exposu
ices and the
ress environ
ure that pros
m standards
al providers
tion.
mum standard
appropriate p
TABPartial Listing
A Applica
B Genera
C Insuran
D Genera
E Genera
F Aviation
G Tenant
AIRPORT MAINTE
maintain a hig
eria to poten
s establish
nt to operat
nces of an a
roles in the
erate in the a
applied, min
cient, and qu
plate for safe
ure to claim
ir users.
mental liabil
spective tena
s can serve a
. Some airp
ds documen
place for the
LE 2. PARTIALg of Typical M
tion Process
l Contractua
nce
l Operationa
l Airport Bus
n Specialty S
Options
ENANCE
gh level of se
ntial tenants
a set of t
te in a stat
airport, inclu
aviation syst
airport adher
imum standa
uality service
airport ope
s of discrim
lity.
ants are trea
as a deterre
orts charge
t will include
e items listed
L LISTING OF TMinimum Sta
s
al Provisions
al Requireme
siness Activit
Services
ervice to the
s.
threshold re
te‐managed
uding its exis
tem. Once e
re to them.
ards will hel
e.
rations.
ination or u
ted equally.
nt to illegal
a minimal a
e a formal a
d in the follow
TYPICAL MINIandards Inclu
and Permits
ents
ties
e public whil
equirements
airport. Ide
sting and fu
established,
p the airport
nfair treatm
business an
annual fee t
pplication pr
wing table.
IMUM STANDusions
s
e offering co
for activiti
eally, they s
ture develop
minimum st
t achieve the
ent by prov
nd help the a
to update th
rocess for in
DARDS INCLUS
onsistent, pr
ies, tenants
should cons
pment, as w
tandards req
e following:
viders of aer
airport keep
he airport’s
nterested par
SIONS
Page 12
edictable
s, and/or
sider the
well as its
quire that
onautical
p track of
provider
rties. It is

D2.1.4 CAS
Finally,
specifica
2.2 AVIA
A comm
operatio
For mos
the equi
Evidence
ownersh
profitabi
mainten
size, age
operatin
As a com
in Main
schedule
continuo
compon
part wit
Airworth
and indu
for new
basis fo
subject t
MRBR be
In the co
methodo
SE STUDY 4/4 ‐ A
an airport
ally for aeron
ATION AIRCR
mercial aircra
on, maintena
st equipment
pment. A sig
e shows that
hip. In the co
ility. Taking
ance costs r
e, and usag
ng costs has n
mmon practic
tenance Rev
ed maintena
ous airwort
ents of a giv
th the main
hiness. Throu
ustry work t
aircraft and
r each ope
to the appro
ecome a bas
ommercial a
ology to dev
AIRPORT MAINTE
minimum s
nautical use.
RAFT MAINT
aft costs as m
ance, and su
t, 80 to 85%
gnificant part
t maintenan
ompetitive a
into consid
ange typical
ge. In fact, t
not been red
ce in aviatio
view Board
nce and insp
thiness mai
ven aircraft ty
ntenance ins
ugh the MRB
together to d
d/or on wing
rator to de
oval of its re
sis on which
aviation indu
velop an initi
ENANCE
standards do
TENANCE
much as €15
pport throu
% of the tota
t of the LCC
nce costs also
airline indust
deration the
ly from 10 to
the contribu
duced signific
n, the initial
(MRB) Rep
pection requ
ntenance p
ype. The MR
struction re
B process, m
develop the
g power plan
velop its ow
gulatory aut
each air carr
ustry, increa
al scheduled
ocument sh
50 million, a
ghout its ec
al LCC is spe
is spent on m
o make a sig
try, low Dire
e estimation
o 20% of the
ution of the
cantly over t
scheduled m
ports (MRBR
uirements to
programme
RBR is genera
equirements
manufacturer
initial sched
nt. It is inte
wn continuo
thority. Afte
rier develops
sing emphas
d maintenan
hould includ
and an addit
conomic life,
nt during th
maintenance
gnificant con
ect Operatin
ns reported
e aircraft‐rela
e maintenan
the past two
maintenance
R). The MRB
be used in t
for the ai
ated as an ex
for develo
s, regulatory
duled maint
nded that th
ous airworth
r approval, t
s its own ind
sis is now b
ce programm
de applicatio
tional €1.5 b
which is aro
e operation
e alone
ntribution to
ng Costs (DO
by the air
ated DOC, de
nce costs to
decades.
e tasks and in
BR outlines
the developm
rframe, eng
xpeditious m
ping Instruc
y authorities
enance/insp
he MRB repo
hiness maint
the requirem
ividual maint
eing placed
me for the pu
on forms d
billion is req
ound 20 to
and mainte
o an aircraft’
OC) are key t
rline compa
epending on
o the averag
ntervals are
the initial m
ment of an a
gines, syste
means of com
ctions for C
s, vendors, o
pection requ
ort will be u
tenance pro
ments outlin
tenance pro
on using th
urpose of de
Page 13
eveloped
uired for
25 years.
enance of
’s cost of
to airline
nies, the
the fleet
ge direct
specified
minimum
approved
ems and
mplying in
ontinued
perators,
irements
used as a
ogramme
ed in the
gramme.
he MSG‐3
eveloping

D2.1.4 CAS
an MRB
minimum
continue
effort in
incorpor
to justify
criteria t
Reliabilit
the polic
item in
preventi
achieve
mainten
of equip
In fact, R
the best
establish
informat
effects, f
a system
mainten
This tech
develope
preventi
product/
In contr
methodo
• A sy
and
SE STUDY 4/4 ‐ A
report. The
m scheduled
ed airworthin
volving man
rated the pri
y task develo
to audit and
ty‐Centred M
cies needed
a given ope
ive mainten
its inherent
ance progra
ment is a fun
RCM is a me
t overall pr
hment of a
tion derived
frequency, a
matic approa
ance progra
hnique is be
ed, produce
ive mainten
/process imp
ast to earlie
ology is base
ystem level a
bottom‐up a
AIRPORT MAINTE
e reason is t
d maintena
ness promul
nufacturers,
inciples of th
opment, but
substantiate
Maintenance
to manage f
erating cont
ance and in
t reliability
amme. The m
nction of the
ethodology f
rogramme f
a cost‐effec
d from Failu
and criticality
ach to the d
mme and co
est initiated d
ed, and de
nance progr
provement.
er methodol
ed on:
and top‐dow
approach.
ENANCE
that it is a c
nce require
gated by mo
regulatory a
he Reliability
stopped sho
e the initial ta
e (RCM) is a
failure mode
text. The RC
nspection re
where, inhe
methodology
e design and
for evaluatio
or preventiv
ctive preve
re Mode Eff
y of failure, a
developmen
ontrol plan fo
during the e
ployed. How
rammes for
logies suppo
wn approach
common me
ements with
ost of the reg
uthorities, o
y Centred Ma
ort of fully im
asks being d
well‐structu
es that could
CM methodo
equirements
erent reliabi
y is based on
the built qu
on of the sys
ve (schedule
ntive maint
fect and Cri
and compen
nt of a focu
or a system o
early system
wever, the
existing sy
orting maint
for function
eans of com
hin the fram
gulatory aut
operators. Th
aintenance (
mplementing
efined.
red, logical d
d cause the
ology is use
of equipme
ility can be
n the assump
ality.
stem, in term
ed) mainten
tenance pr
ticality Anal
nsation throu
sed, effectiv
or product.
design proc
technique
ystems, wit
tenance prog
n identificatio
mpliance for
mework of
horities. MS
he MSG‐3 m
RCM) philos
g reliability‐c
decision pro
functional fa
ed to develo
ent in its o
achieved b
ption that th
ms of the life
nance. The
ogramme b
ysis; i.e. an
ugh preventi
ve, and cost
cess and evo
can also be
h the obje
gramme dev
on, instead o
the develop
the instruct
SG‐3 was a c
ethodology
sophy (funda
centred main
ocess used to
ailure of any
op and opti
operating co
by using an
he inherent
e cycle, to d
emphasis is
based on
alysis of the
ive maintena
t‐efficient pr
olves as the s
e used to
ctive of co
velopment,
of a compon
Page 14
pment of
tions for
combined
implicitly
amentals)
ntenance
o identify
y physical
mize the
ntext, to
effective
reliability
etermine
s on the
reliability
e modes,
ance. It is
reventive
system is
evaluate
ontinuous
the RCM
nent level

D2.1.4 CAS
• Cons
• Func
avai
• A tas
a ma
The ava
mainten
which th
objective
system.
• Sche
• Sche
item
that
• Sche
befo
• Sche
hidd
failu
perf
MSG‐3
mainten
plants, w
tasks an
requirem
accumul
mainten
• To e
• To re
SE STUDY 4/4 ‐ A
sequence‐dr
ction preser
lability of pro
sk‐oriented
aintenance p
ailable failu
ance tasks s
hey are desig
e of these ta
The four bas
eduled on‐co
eduled resto
m at or befor
provides a t
eduled disca
ore a specifie
eduled failur
den failure ha
ure that has
ormance of
outlines the
ance requir
with the inte
nd intervals
ments, inten
ated, additio
ance. The ob
nsure realiza
estore safety
AIRPORT MAINTE
riven approa
rvation inste
otective dev
approach ins
programme.
re managem
selected on
gned to prot
asks is to pre
sic forms of p
ondition insp
ration (rewo
e a specified
tolerable pro
rd (or hard t
ed age limit r
re finding in
as occurred.
s already o
normal dutie
e general o
ements initi
ent of maint
developed b
nded to go
onal adjustm
bjectives of e
ation of the i
y and reliabil
ENANCE
ch, to assure
ead of failur
ices.
stead of a m
ment strate
the basis o
tect, and the
event deterio
preventive m
pection: a sch
ork or hard t
d interval (ag
obability of s
time discard
regardless of
nspection: a
The objectiv
occurred, bu
es.
rganization
ially projecte
taining the i
become the
overn its in
ments may b
efficient sche
inherent safe
lity to their i
e controls of
re preventio
maintenance
egies offere
of the actual
ey are perfo
oration of th
maintenance
heduled task
time): a sche
ge limit), reg
urvival to th
d): a schedul
f its conditio
scheduled
ve of a failu
ut is not e
and decisio
ed for prese
inherent saf
e basis for t
itial mainte
be made by t
eduled main
ety and relia
nherent leve
the risk of fa
on, to assur
process‐orie
ed by RCM
l reliability c
ormed at fixe
he inherent s
offered by R
k used to det
eduled task t
ardless of its
e end of ano
led task that
n at the time
task used t
re finding in
evident to t
on process
erving the li
fety and reli
he first issu
enance polic
the operato
tenance of a
ability levels
els when det
ailure.
re the syste
ented approa
consist of
characteristic
ed, predeter
safety and re
RCM include
ect a potent
that restores
s condition a
other specifie
t entails disc
e.
o determine
spection is t
the operatin
for determ
fe of the ai
ability levels
e of each a
cy. As oper
r to maintain
aircraft are:
of the aircraf
erioration ha
em function
ach to prepa
f specific s
cs of the eq
rmined inter
eliability leve
:
tial failure.
s the capabi
at the time, t
ed interval.
carding an it
e whether a
to detect a fu
ng crew du
ining the s
ircraft and/o
s of the airc
airline’s main
rating expe
n efficient s
ft.
as occurred.
Page 15
and the
aration of
cheduled
quipment
rvals. The
els of the
lity of an
to a level
tem at or
a specific
unctional
uring the
cheduled
or power
craft. The
ntenance
rience is
cheduled

D2.1.4 CAS
• To o
relia
• To a
resu
The ana
certificat
• Main
• The
failu
• Sele
o
o
The main
• Lubr
• Ope
• Insp
• Rest
• Disc
• Com
• Rede
2.3 AVIA
Airport
accomm
followed
removal
periods
SE STUDY 4/4 ‐ A
obtain the in
ability proves
ccomplish th
lting failures
alysis proce
ted operatin
ntenance‐Sig
MSI analys
ure causes),
ction of mai
o Evaluatio
o Selection
analysis)
ntenance str
rication/Serv
rational/Visu
ection/Funct
toration
ard
mbination of t
esign (for a s
ATION AIRPO
maintenanc
modate aircra
d to provide
procedures
of inclement
AIRPORT MAINTE
nformation
s to be inade
hese goals at
s.
ss identifies
ng capabilitie
gnificant Item
is process (
ntenance act
on of the fai
n of the spe
)
rategies reco
vicing
ual Check (fo
tional Check
tasks (for saf
safety effect)
ORT MAINTE
e refers to
aft operation
e users wit
s allow the
t winter wea
ENANCE
necessary fo
equate.
t a minimum
s all the sc
es. The analy
m (MSI) selec
identificatio
tions using d
lure consequ
ecific type o
ommended b
or hidden fai
k
fety categori
)
ENANCE
all mainten
ns. Proper ru
h the safes
airports tha
ather. Finally,
or design im
m total cost,
cheduled ta
sis steps incl
ction,
on of functio
decision logic
uence (level
of task(s) ac
by MSG‐3 inc
lures)
ies )
nance activ
nway gradin
st possible
t are open
along with p
mprovement
including ma
asks and int
lude:
ons, functio
c, which inclu
1 analysis)
cording to t
clude:
ities directly
ng, marking,
operating e
year‐round
providing run
of those ite
aintenance c
tervals base
nal failures,
udes:
the failure c
y related to
and lighting
environment
to maintain
nway access
ems whose
costs and the
ed on the
failure effe
consequence
o airport ar
guidelines s
t. Additiona
n operations
s, aircraft par
Page 16
inherent
e costs of
aircraft's
ects, and
e (level 2
reas that
should be
lly, snow
through
rking and

D2.1.4 CAS
wind con
and tran
All main
must com
the aircr
Typically
airports
mainten
Mainten
• Start
• Land
• Fenc
bagg
• Build
• Park
• Rada
• Equi
• Equi
icing
• Own
• Own
• docu
out
• Pers
Since m
number
docume
This sect
SE STUDY 4/4 ‐ A
ne maintena
nsient custom
ntenance and
mply with al
raft parking a
y maintenan
it can be
ance is perfo
nance is requ
t and runway
ding lights, m
ces, gates, s
gage, access
dings includi
king spaces, p
ars, commun
ipment for fi
ipment for a
g, etc.
n machines fo
n instrument
ument and p
sonnel and a
uch of the m
of national
nted and fol
tion address
AIRPORT MAINTE
ance help to
mers.
d repairs sh
l applicable
areas should
nce work is
performed
ormed by ex
uired by:
ys with asso
markup, wind
surveillance
s control, ala
ng heating, v
parking mete
nication equi
re protectio
ccess to airc
or snow rem
ts and equipm
procedures t
ny subcontra
maintenance
l and intern
lowed up ac
es the follow
ENANCE
maintain a s
ould be not
airport rules
have the ne
assigned in
by the sam
ternal comp
ciated acces
d indicators,
cameras, s
arms, etc.
ventilation, l
ers, lawns, ac
ipment, met
n and fire fig
craft, loading
moval, deicing
ment for use
hat describe
actors skills a
e directly aff
national regu
cording to cu
wing mainten
afe and effe
ted in the a
s and regulat
ecessary light
n different
me personne
panies.
s roads, park
lights etc.
security syst
ighting, com
ccess roads,
teorological m
ghting
g and unload
g, friction me
e in maintena
e how both o
and certifica
fects the saf
ulations, it
urrent regula
nance areas
ctive airfield
irport maint
tions. For ex
ts and warni
areas of re
el. It is not
king areas, la
tems for th
mputers and n
lighting, etc
measuring e
ding of bagga
easurement,
ance
operation an
tion
fety of the a
is essential
ations.
of concern:
that meets
tenance log.
ample, vehicl
ng signals.
sponsibility
t uncommon
awns, etc.
e screening
networks, fir
.
quipment et
age and carg
, etc.
d maintenan
airport and h
that the bu
the demand
. Maintenan
les operating
although at
n that som
g of passeng
re protection
tc.
o, inspection
nce should b
hence gover
usiness is o
Page 17
ds of local
ce crews
g beyond
t smaller
e of the
gers and
n etc.
n and de‐
be carried
ned by a
rganized,

D2.1.4 CAS
• Pave
• Runw
• Runw
• Runw
• Fenc
• Drai
• Main
2.3.1 PAV
Airports
fertilized
mixtures
given to
More th
irrigated
adjusted
harmful
Most of
program
mainten
the mon
yearly in
(includin
2.3.2 RU
Runway
threshol
based on
SE STUDY 4/4 ‐ A
ed and non‐p
way Paveme
way Lighting
way Edge Ma
ce
nage system
ntenance of
VED AND NO
can be divid
d to maintain
s containing
longevity of
han one seed
d helps pilot
d to ensure
materials th
f the runwa
m is to prov
ance progra
ney spent. Pa
nspections an
ng crack seal
NWAY PAVEM
pavement m
ds, edges) a
n the require
AIRPORT MAINTE
paved Runwa
ent Markings
g
arkers
ms
signboards
N‐PAVED RUN
ded in two la
n height unif
nitrogen, ph
f plants, resis
ding season
s identify ai
proper turf
hat would inh
ys in comm
vide a safe
am provides
aved runway
nd following
ing, paveme
MENT MARKI
markings are
nd are usual
ements of th
ENANCE
ays
s
NWAYS
arge categor
formity, using
hosphoric ac
stance to tra
may be spe
rports. Give
growth. Th
hibit the grow
mercial airpo
and operab
enough info
ys at state‐m
g the airport’
nt marking, f
NGS
e comprised
ly painted ev
e Pavement
ies: Turf and
g standard co
cid, and wate
affic and ero
ecified, if ap
n the seaso
he water mu
wth of grass
rt are pave
ble paveme
ormation to
managed airp
’s Pavement
fog sealing, s
of anything
very three to
Manageme
d paved. Tu
ommercial fe
er soluble po
sion, and att
propriate. K
nal fluctuati
ust be free o
.
d. The goal
nt at the le
assess how
ports are ins
t Manageme
slurry sealing
painted on a
o five years.
nt Plan and a
urf runways
ertilizers supp
otash. Due co
traction of b
eeping the r
ons, sprinkle
of oil, acid,
of any pav
east possibl
to obtain th
pected annu
nt Plan, prev
g, etc.) is sch
a runway (e.
This schedul
any associate
should be
plied separa
onsideration
birds or large
runway turf
er schedules
alkali, salt,
vement main
e cost. An
he greatest r
ually. Based
ventive main
heduled.
.g., runway n
le can be acc
ed maintena
Page 18
regularly
tely or in
n must be
e animals.
properly
s may be
or other
ntenance
effective
eturn for
on these
ntenance
numbers,
celerated
ance.

D2.1.4 CAS
2.3.3 RU
Runway
Elevated
exposed
Note th
manufac
Manage
noted in
2.3.3.1
Verificat
marking
SE STUDY 4/4 ‐ A
NWAY LIGHT
lighting fixt
d light fixtur
electric wiri
at replacem
cturer’s tech
r or a qualifi
the mainten
MAINTENAN
tion actions
of buoys of
AIRPORT MAINTE
FIGURE 2:
TING
tures wheth
es are more
ing may crea
ment light b
hnical specif
ed person id
nance log.
CE OF ELEVAT
are describe
edge, thresh
ENANCE
: EXAMPLE FO
er elevated
e easily susc
ate a hazard
ulbs at all s
ications. Add
dentified by t
TED LIGHTS
ed next to d
hold and aim
OR RUNWAY
or in‐pavem
ceptible to b
to airport us
state‐manag
ditionally, in
the Airport M
do on the hi
m of track, ap
PAVEMENT M
ment, requi
being run ov
sers.
ged airports
nspections ca
Manager. Fin
igh lights tha
pproach and
MARKINGS
re a high le
ver or damag
must meet
an be condu
ally, repairs
at correspon
edge of taxiw
evel of main
ged. Broken
t the lightin
ucted by the
and replace
nd to the sy
way.
Page 19
ntenance.
n glass or
ng fixture
e Airport
ment are
ystems of

D2.1.4 CAS
Daily ver
• Acco
with
prog
• Chec
Monthly
• Chec
• Align
prev
• Cont
of jo
Semeste
• Cont
• Cont
pain
Annual v
• Test
• Cont
• Clea
• Verif
SE STUDY 4/4 ‐ A
rifications
omplishment
h low intens
gram its mon
cking the sta
y verification
cking of the d
nments, leve
viously.
trol in the cl
oints if it is ne
er verification
trol for the h
trol of the b
ting, etc.
verifications
ing the inten
trol of each a
ning the con
fication of al
AIRPORT MAINTE
FIGU
t of a visual
ity, extingui
nthly correct
ate of the lam
s
direction in a
elling and ali
eaning, suita
ecessary.
ns
height of the
base of the
nsity, beam h
accessory in
ntacts and fix
ll connection
ENANCE
URE 3: ELEVAT
inspection t
shed and w
ion.
mps and clea
all the lamps
gnments of
able working
lights.
upper beaco
hole and dire
the depth lig
xation of the
ns.
TED LIGHT. CO
to the dusk o
with alignmen
aning if it’s ne
s.
problems id
g and humid
ons, humidit
ection of ligh
ght.
e lamp.
OURTESY BY A
or at night. T
nt defects a
ecessary.
entified in t
ity absence
ty, lack of fi
hts.
AENA
The objective
and to realiz
he daily insp
in the conne
xed element
e is to ident
ze the chang
pection and
ections. Rep
ts, corrosion
Page 20
ify lamps
ges or to
not done
lacement
n, lack of

D2.1.4 CAS
• Cont
2.3.3.2
The veri
marking
streets o
Daily ver
• Acco
obje
corre
Weekly v
• Fix t
Monthly
• Verif
Bimonth
• Chec
Semeste
• Test
SE STUDY 4/4 ‐ A
trol of joints
MAINTENAN
ification acti
of buoys of
of fast exit, a
rifications
omplishment
ective is to
ection.
verifications
he elements
y verification
fication of th
hly verificatio
cking of the
er verification
of intensity,
AIRPORT MAINTE
and replace
CE OF EMBED
ions that th
axis, edge, t
xis and edge
FIGUR
t of a visual
identify lam
s identified d
s
he state of th
ons
pair of tighte
ns
, beam hole
ENANCE
e if they are b
DDED LIGHTS
ey are did i
threshold an
e of taxiway a
RE 4. EMBEDD
l inspection
mps with low
during inspec
he lamps and
ens of the su
and directio
bad.
in the embe
nd aim of tra
and lights of
DED LIGHTS. C
during the
w intensity o
ction daily.
d cleaning if
ubjection in t
on of lights.
edded lights,
ack, approach
f shut‐down
COURTESY BY
dusk or at
or extinguis
it is necessa
the beacons.
, correspond
h, taking of c
rods.
Y AENA
night (darkn
hed and to
ry.
ds to the sy
contact, indi
ness conditio
program it
Page 21
ystems of
ication of
ons). The
s weekly

D2.1.4 CAS
• Cont
• Cont
The figur
123
45678911
2.3.4 RU
Runway
along th
should b
markers
markers
replacing
2.3.5 FEN
Procedu
the mov
SE STUDY 4/4 ‐ A
trol of the ba
trol of joints
re below dep
1. Inspe2. Chec3. Perfo
align
4. Reali5. Clean6. Chec7. Chec8. Inspe9. Chec10. Chec11. Remo
NWAY EDGE
edge marke
e edge of a
be used for t
functional
are during
g runway ed
NCE MAINTEN
res must de
vement area.
AIRPORT MAINTE
ases of the e
and replace
picts runway
TABL
ect for outagck cleanlinessorm photom
ment and or
gn lights as nn fixtures anck light elevack for moistuect fixture fock lamp fittinck gaskets. ove snow a
MARKERS
ers differ from
runway, wh
turf runways
and easily v
routine air
ge markers o
NANCE
scribe the ac
.
ENANCE
embedded be
e damaged on
y lighting pre
LE 3: PREVENT
ges; repair ass of lenses. metric testin
rientation.
needed. d sockets. tion. re in lights.or rust and deg and clean
and/or vege
m pavement
ile the latter
s where pav
visible to air
rport inspec
on a case‐by
ctions to do
eacons.
nes.
ventative m
TIVE MAINTEN
s necessary.
ng and che
eterioration.contacts.
etation from
t markings in
r are simply
vement mark
rport users
ctions. The A
y‐case basis.
on the fence
aintenance p
NANCE PROCE
XX
eck light
.
m around
n that the for
paint on pav
kings are no
increases th
Airport Man
e area which
procedures.
EDURE
Daily
Weekly
Mon
thly
X X
X
X
rmer are ind
vement. Not
t possible. K
he level of s
nager determ
h limits the a
Semi Ann
ual
Annu
al
hd
ld
X
X XX X X X X X
ividual units
te that edge
Keeping runw
safety. Thes
mines guide
access to any
Page 22
Unsched
uled
X
X X
X
installed
e markers
way edge
e airfield
elines for
y point in

D2.1.4 CAS
Daily che
• Acco
closi
Monthly
• Verif
• Verif
mov
2.3.6 MA
Several m
area of t
can be f
areas).
SE STUDY 4/4 ‐ A
ecking
omplishment
ing of the ac
y verification
fication of th
fication that
vement area,
AINTENANCE
maintenance
traffic. All ac
found in the
FI
AIRPORT MAINTE
t of one visu
cess doors.
s
he correct op
t the differe
, such as grat
IN THE DRAIN
e actions are
tivities that
e standard E
GURE 6 DRAI
ENANCE
FIGURE 5 FE
ual inspectio
peration in th
ent devices
tes or walls m
NAGE SYSTEM
e described b
must be per
EN 1433 (EN
NEGE IN RUN
ENCE BARCELO
on to verify
he doors and
from fence
maintain the
M
below in ord
rformed in o
1433 ‐ Dra
NWAY ACCOR
ONA AIRPORT
the continu
d padlocks.
in canalizat
eir integrity.
er to mainta
rder to main
inage chann
DING TO STA
T
ity of the fe
ions and tu
ain the system
ntain drainag
nels for vehic
NDARD EN14
ence and th
unnels that c
ms of draina
ge systems in
cular and pe
433
Page 23
e correct
cross the
age in the
n airports
edestrian

D2.1.4 CAS
Weekly v
• Chec
zone
• Chec
Monthly
• Chec
• Chec
• Chec
• Cont
2.3.7 MA
The verif
Daily ver
• Acco
with
Monthly
• Verif
• Repa
SE STUDY 4/4 ‐ A
verifications
cking of the
es.
cking of the c
y verification
cking the cap
cking the sta
cking the str
trol of the oi
AINTENANCE
fication actio
rifications
omplishment
h little intens
y verification
fication of th
airs of eleme
AIRPORT MAINTE
capacity for
condition in
s
pacity for the
ate of wells a
eams and dr
il separators
OF SIGNBOAR
ons in the illu
t of a visual
ity or exting
s
he state of th
ents identifie
ENANCE
water evacu
the canals lo
e evacuation
nd chests of
rains waters
.
RDS
uminated sig
FIGU
inspection to
uished to do
he panels an
ed through d
uation of the
ocated in pav
n of roadside
f drainage.
under the ai
gnboards are
URE 7 SIGNBO
o the dusk o
o the exchan
d cleaning if
daily inspecti
e system, ev
ved zones in
e ditches, scu
irport.
e:
ARDS
or at night. T
ge or to sche
f so needed.
on and not p
aluating the
the traffic a
uppers and p
The objectiv
eduled mont
performed ye
existence o
area.
pipes.
ve is to ident
thly correctio
et.
Page 24
f flooded
ify lamps
on.

D2.1.4 CAS
3. DES
3.1 AN O
Safety is
the case
justificat
It is, of
commun
The nee
after W
Organisa
air trans
have bee
Within IC
• AWO
cond
• VAP
• OCP
Other pa
• ARC
• HOP
The conc
the stat
Standard
airports,
SE STUDY 4/4 ‐ A
CRIPTION
OVERVIEW O
s the overrid
e of airports
tion for diffe
course, nec
nity.
ed to agree
World War I
ation (ICAO)
sport. These
en regularly
CAO there ar
OP All Wea
ditions
Visual Aids P
Obstacle Cle
anels have b
P Aerodrom
P Helicopter O
clusions reac
es for comm
ds and Reco
, and amplify
AIRPORT MAINTE
N OF SYSTE
OF AIRPORT
ing requirem
, it is standa
erences is to
cessary for t
common req
I. The most
.It provides
standards co
amended an
re panels tha
ther Operat
Panel–visual
earance Pan
een formed
e Reference
Operations P
ched by the
ments. Each
ommended
ying them as
ENANCE
EM CHARA
STANDARD
ment in aviat
ardization of
match the ty
the standard
quirements
t relevant a
the required
ontain inform
nd suppleme
at have been
tions Panel–
aids of airpo
el
to consider a
Code Panel–
Panel–opera
panels are
of the ICA
Practices re
necessary.
ACTERIST
PROCEDURE
tion. Standar
f facilities, g
ypes of aircr
ds to be app
for airports
authority fo
d set of stan
mation for pl
ented accord
n dedicated t
–issues of o
orts
a specific on
–method for
tion of helico
reported in
O member
egulating the
TICS AND P
ES
rdization is o
ground equip
raft that may
propriate an
used by air
or standards
ndards for ae
lanning, desi
ing to techn
to several sp
operations u
e‐off proble
r interrelatin
opters.
the form of
states is ob
e points in
PROPERTI
one of the m
pment and p
y be expecte
nd to be agr
r carriers be
s is Interna
erodromes u
igning and o
ology evolut
ecific issues
under restri
m, e.g.
g specificatio
working pa
bliged to iss
question fo
IES
means to achi
procedures.
d to use the
reed by the
ecame more
ational Civil
used by inte
perating airp
tion.
for a long ti
icted meteo
ons of airpor
pers that ar
ue a nation
or their inte
Page 25
ieve it. In
The only
airports.
aviation
pressing
Aviation
rnational
ports and
me, e.g.:
orological
rts
e sent to
al set of
rnational

D2.1.4 CAS
If there
Recomm
different
• Stan
perf
ensu
cann
the n
• Reco
conf
as d
mem
natio
reco
cons
SE STUDY 4/4 ‐ A
is a need, th
mended Prac
t levels of ob
ndards conta
ormance, pe
ure safety o
not accept th
national stan
ommendatio
figuration, m
esirable in t
mber states s
onal regulat
ommendatio
sidered helpf
AIRPORT MAINTE
he member s
ctices if it file
bligation and
ain specifica
ersonnel or
r regularity
he standard,
ndard and th
ons include
materials, per
the interest
should ende
tions. The m
ns and the
ful to do so,
ENANCE
state may ad
es the differ
d relevance:
ations for s
procedures.
of internati
, it is compu
he binding pr
e specificat
rformance, p
of safety, re
avour, in co
member stat
e national S
provided suc
dapt some o
rences with
some physic
. Their unifo
ional air nav
lsory to not
rovision.
tions refer
personnel or
egularity or e
ompliance wi
tes are not
Standards a
ch a provisio
f the provisi
ICAO. The p
cal characte
orm accepta
vigation. In
ify the ICAO
rring to o
r procedures
economy of
ith the Conv
obliged to
and recomm
on is importa
ons in its na
rovisions in
ristics, conf
nce is uncon
the event t
Council of a
other phys
s. Their acce
internationa
ention, to in
notify the d
mend practi
ant to the saf
ational Stand
the Annex h
figuration, m
nditional in
that a memb
a difference
sical charac
eptance is co
al air naviga
ncorporate t
differences
ices. Howev
fety of air tra
Page 26
dards and
have two
materials,
order to
ber state
between
cteristics,
onsidered
tion. The
hem into
between
ver it is
ansport.

D2.1.4 CAS
4. CON
CORRE
Airport f
Last one
critical p
• The
bott
• The
oper
oper
Therefor
friction
thermog
which ca
and thei
4.1 CON
The obje
equipme
inspectio
visible at
airport e
• Dete
mea
• Diag
• If th
revis
SE STUDY 4/4 ‐ A
NDITION M
ECTIVE AN
facilities per
e is mainly fo
points which
runway. W
leneck for th
lights and
rate with alm
rations.
re two techn
coefficient
graphy for ill
an produce a
r procedure
NDITION MO
ective of the
ent mainly f
on is its non
t a glance by
electrical syst
ection of th
asures.
gnosis and ne
e correction
sion in order
AIRPORT MAINTE
MONITOR
ND REACTI
rform preven
ocused in con
must be pro
Where the m
he capacity a
electric equ
most no visib
nologies hav
of the pave
umination a
a sudden bla
of applicatio
NITORING O
thermograp
for electrica
n‐intrusivene
y the operato
tems are des
he defect b
ecessary acti
n indicated i
r to observe t
ENANCE
RING AND
IVE METH
ntive, correc
ndition of in
operly monito
mechanical c
and security o
uipment rela
bility but stil
e been ident
ement in o
nd other rela
ckout, and c
on are explai
OF ELECTRIC
phy inspectio
l systems w
ess i.e. can b
ors and tech
scribed in de
y means of
on for its co
n the previo
the obtained
D NDT TEC
HODS
ctive, and sy
frastructure
ored and lat
condition of
of the airpor
ated to the
ll lights are e
tifies as succ
order to gua
ated electric
compromise
ined below.
PARTS: THE
on is to dete
which exhibit
be performe
nicians. Proc
etail below:
f the electr
rrection if al
ous section t
d results.
CHNIQUES
ystematic an
and electric
er on mainta
f the pavem
rt, especially
illumination
essential in m
cessful ones
arantee the
c assets in ord
airport safet
RMOGRAPH
ect and to ev
t abnormal h
ed without s
cedure steps
rical infrared
lowed unde
takes place,
S AS AN A
d condition
c assets. In fa
ained:
ment in term
y in harsh clim
n. Nowadays
many infrast
in airports:
desired sa
der to predic
ty conditions
HY
valuate defec
heating. Ma
hutdown an
s to perform
d thermogra
r existing circ
it is again c
ALTERNAT
based main
act airports
ms of frictio
mate.
s many airp
tructures for
Measureme
afety condit
ct abnormal
s. These tech
ctive elemen
ain advantag
nd shows fai
a thermal re
aphy and n
cumstances,
come to the
Page 27
TIVE TO
ntenance.
have two
on is the
ports can
r airplane
ent of the
ions and
behavior
hnologies
nts in the
ge of this
lures not
evision of
necessary
,
e thermal

D2.1.4 CAS
• In ca
mus
whe
The resu
color ph
a defect
has been
The exist
is grante
place. Th
exist and
Said this
of the re
SE STUDY 4/4 ‐ A
ase the oper
t be schedu
n some safe
ult from the t
otograph loc
has been de
n realized.
tence of a “h
ed to him. Th
he criteria fo
d procedures
s, the rules o
eal temperat
AIRPORT MAINTE
rating charac
led and per
ty barriers m
thermograp
cated to the
etected. On t
hot spot” wi
his “hot spot
or correction
s to follow fo
on which the
ure on the “
ENANCE
cteristics or
formed acco
must be take
FIGUR
hy inspectio
left which p
this photogra
th an abnor
” will stay or
n of the defe
or such corre
e qualificatio
hot spot” an
other condit
ording to the
n down or as
RE 8. TERMOG
n is seen in t
purpose is to
aphy those p
mal tempera
r increase if t
ect, is based
ections for th
on of the def
nd the actual
tions do not
e existing pr
sset must sh
GRAPHY
the picture t
help in the l
points are m
ature is inde
the element
on the spec
he element in
fect is based
l load at the
t allow the c
rocedure. Th
utdown.
to the right.
ocation of th
arked in whi
pendent of t
is not correc
cifications an
n which the
depends on
time of the e
corrective ac
his normally
It correspon
he elements
ich the meas
the qualifica
cted in whic
nd special no
hotspot take
n the measur
evaluation.
Page 28
ction, this
happens
ds to the
s in which
surement
ation that
h it takes
orms that
e place.
red value

D2.1.4 CAS
The qual
Tm= Me
•
•
•
•
When it
element
measure
docume
SE STUDY 4/4 ‐ A
lification rule
asured temp
If Tm‐Tn > 10
o Very
cond
com
o Imm
inten
If Tm‐Tn > 65
o Serio
cond
com
o If (Tm
If Tm‐Tn > 30
o Low
If Tm‐Tn < 30
o No r
t is consider
ts, as well as
ement and e
nted in a sep
AIRPORT MAINTE
es can be as
perature, Tn=
00º C:
y serious. It
ditions of th
mprises.
mediate corr
nsity withou
5º C:
ous. It is a s
ditions of th
mprises.
m‐Tn) > 75º
0º C:
w risk. Overhe
If (Tm‐Tn
If (Tm‐T
(30) day
0º C:
risk. Overhea
red that the
s of electrica
evaluation i
parate repor
ENANCE
follows:
= Normal tem
is a risk fo
e element t
ection need
t previous co
small risk fo
e element t
C: Urgent co
eat that, if no
n) > 50º C: C
n) < 50º C:
s.
at that does
heating de
al resistance
s needed to
t.
mperature
r a change
that affects
ded. In no c
orrection of
or a change
that affects
orrection. In
ot correcting
Correction so
Correction i
not affect th
efect is not
of contact,
o determine
in the mate
the operatio
case load th
the defect.
in the mate
the operatio
a maximum
g itself, can b
oon. In a max
n limited ter
he correct op
related to c
or by other
e the cause
erial‐, mecha
on of the eq
he element
erial‐, mecha
on of the eq
term of seve
become serio
ximum term
rm. In a max
peration of th
onditions of
reasons, an
of the hea
anical‐, and
quipment of
with the m
anical‐ and
quipment of
en (7) days.
ous.
of fifteen (1
ximum term
he equipmen
f design of
n additional
ting. This sh
Page 29
electrical
f which it
maximum
electrical
f which it
15) days.
of thirty
nt.
electrical
electrical
hould be

D2.1.4 CAS
Other ty
lighting
Harmon
4.2 CON
The runw
The frict
• Text
• Hum
• Spee
• The
• Pres
• Tem
FIGURE
Measure
of techn
operatio
The tech
the mac
SE STUDY 4/4 ‐ A
ypical param
are: Voltage
ic distortion
NDITION MO
way surfaces
tion coefficie
ture of the su
midity.
ed.
type of tire:
ssure of infla
mperature: en
E 9. LTU EQUI
ements of ro
nology is per
ons in frozen
hniques used
hine that it i
AIRPORT MAINTE
meters to be
e (V), Curren
of voltage a
NITORING O
s can be mea
ent depends
urface.
materials, d
tion of the ti
nvironmenta
IPMENT FOR
oad grip are i
rforming rese
surfaces.
d for these m
s used. The t
ENANCE
measured i
nt (A), Powe
nd Harmonic
OF CIVIL INFR
asured, obtai
on:
rawing, diam
ire.
al, of the trac
FRICTION ME
ROAD FR
important fo
earch about
measuremen
types that w
in the electr
r (w, active
c distortion o
RASTRUCTUR
ining indices
meter, width
ck, the tire.
EASUREMENT
ICTION GROU
or the Swedis
t friction in c
nts are descr
we can use ar
rical facilitie
and reactive
of current.
RE: RUNWAY
s of quality fo
, tread.
T IN ROADS AN
UP AT LTU.
sh Transport
cold climate
ribed in the
e:
s to assure
e), Crest fac
Y FRICTION M
or the friction
ND RUNWAYS
t Administrat
due to the
next part. Th
the depend
ctor in curre
MONITORIN
n bearing.
S. COURTESY
tion. Lulea U
criticality of
he result dep
Page 30
ability of
nt signal,
NG
OF THE
University
f airplane
pends on

D2.1.4 CAS
• Dece
• Brak
• Mea
• Mea
• Mea
• Mea
• Desl
• Mea
The Tap
consists
“g”. The
The mea
braking
vertical
automob
The phy
must be
The mea
the meth
giving a
The gras
of which
The valu
one of c
11% less
The roug
of tread
SE STUDY 4/4 ‐ A
elerometer,
ke‐dynanome
asuring of Ta
asuring of the
asuring of fric
asuring of fric
izometer (Sk
asuring of gra
ley measure
in one devic
methodolog
asurer of the
with two w
force, and a
bile, and pro
sical charact
between 0.5
asurers of fri
hodology. Th
continuous r
sping measu
h is of smoot
ues that they
coefficient µ
s, and break
gh character
with bitume
AIRPORT MAINTE
DEC
eter, BRD
pley, APT
e coefficient
ction in track
ction in surfa
kiddometer),
asping or it t
er, it can be e
ce with an o
gy of the me
e coefficient
wheels to 15
a tank dunk
ovides a cont
teristics of t
5 and 0,7.
ction in trac
hey have one
registry.
rer is the lig
h band with
y are given fo
gives less ar
dynamomet
ristics of the
ens modified
ENANCE
µ (mu Mete
k (Runway Fr
ace (Surface
, SKH or SKL
akes hold (G
electronic or
oil shock abs
asurement is
µ consists in
º. One third
ing the surf
tinuous mea
he apparatu
k, surface an
e rolls to eva
htest device
slip of 15% t
or the deslizo
round 7%; th
ter, a lower 1
tracks can b
d, placing cem
er), MUM
riction Teste
Friction Test
Griptester), G
r mechanic.
sorber, that
s like in the p
n a small cart
d allows the
face with a
asurement o
us vary accor
nd deslizome
aluate the fri
e of the men
that is the on
ometer and
he one of fri
18%.
be obtained
ment mortar
r), FRT
ter), SFH or S
GRIP.
Electronic, a
registers the
previous cas
t of 300 kg t
e sensible su
lamina of 1
of the values
rding to mod
eter are simi
ction by mea
ntioned ones
ne that carrie
the measure
iction in trac
by means o
rs of up to 5
SFL
also called “f
e magnetic v
es.
hat measure
upport. A m
mm is thro
of the fricti
dels. The val
lar to previo
ans of the ap
. It consists
es out the m
er in surface,
ck and the Ta
f discontinuo
mm of thick
friction pend
variation in a
es the force
ass of 78 kg
own by mea
ion until 130
lue of the co
ous in dispos
pplied pair o
of three wh
measurement
, they are sim
apley of the
ous mixture
ness or one
Page 31
dulum”, it
a scale in
of lateral
g gives a
ans of an
0 a km/h.
oefficient
sition and
f torsion,
eels, one
t.
milar; the
order of
s in layer
castrates

D2.1.4 CAS
dripped,
with cam
Device
Locked
Side‐fo
Fixed‐
Variab
F
Equipme
Measuri
value
Measuri
SE STUDY 4/4 ‐ A
, using in all
mouflage aim
Te Type
d‐wheel test
orce testers
‐slip testers
ble‐slip teste
FIGURE 10. MA
ent for the te
ing tow of
ing vehicle
AIRPORT MAINTE
the barren
ms.
TABLE 3. TYPESampli
ters Spot M
Contin
Contin
Contin
rs Contin
AINTENANCE
est
the Mu
of
ENANCE
cases heavy
E DEVICES FOng Provided
Measurement
uous record
uous record
uous record
uous record
ACTIVITIES A
TABLE 4. VATire of test
Type (kPa
A 70
A 70
B 210
. In military
OR THE MEASUAvail
t Dece
Traile
Traile
Traile
Fifth
Traile
Instr
ACCORDING T
ALUES FOR THt Speed
oftest
(km/h)a)
65
95
0 65
airfields one
UREMENT OF lable Configu
elerometer m
er with locke
er towed by
er towed by
wheel in veh
er towed by
umented wh
O LEVELS OF T
HE FRICTION.Depth
ice in te
1,O
1,O
1,O
e has been u
THE FRICTIONurations
mounted in a
ed wheel tow
vehicle
vehicle
hicle
vehicle
heel under a
THE FRICTION
of the
est (mm)
A
m
0
0
0
used mortars
N.
vehicle
wed by vehicl
truck body
N COEFFICIEN
Anticipated
maintenance
0,52
0,38
0,60
Page 32
s colored
le
T.
level of
e

D2.1.4 CAS
Equipme
the frict
Superfic
4.3 ORG
4.3.1 DAT
Records
many k
managem
efficient
Airports
mainten
informat
All recor
understo
SE STUDY 4/4 ‐ A
ent for the te
ion in the su
ial texture o
TA
Values
Texture
GANIZATION
TABASE ORGA
are the wo
kinds of val
ment is to co
ly and econo
are efficie
ance manag
tion is the ne
rds, including
ood and con
AIRPORT MAINTE
est
urface
f airstrips
ABLE 5. LEVELSMain
Rege
textu
of
e (mm)
Betw
0,760
N AND PLANN
ANIZATION: CM
rking tools o
luable infor
ontrol the re
omically as p
ent organiza
gement in ord
ecessary fou
g those of an
trolled as pa
ENANCE
Tire of test
Type (kPa
B 210
S OF SUPERFICntenance
neration
ure in a year
ween
0 y 0,400
NING
MMS AND CM
of managem
rmation nee
ecords and c
possible.
ations in re
der to take h
ndation.
n airport, fol
art of an act
t Speed
oftest
(km/h)a)
0 95
CIAL TEXTURE
Regener
texture i
months
Between
0,400 y 0
M DATA, DISP
ment, the me
eded to ma
create a syst
ecord manag
have an opti
low a similar
ive records
Depth
ice in te
1,O
E MAINTENAN
ration
in six
n
0,250
PARATE MAIN
emory of an
ake busines
em that serv
gement. RM
mum decisio
r path or cyc
managemen
of the
est (mm)
A
m
0
NCE OBJECTIV
Regeneratio
texture in tw
months
< 0,250
NTENANCE INF
organizatio
ss decisions
ves the need
M is also a
on making pr
cle. Each step
t program. I
Anticipated
maintenance
0,47
VES
on
wo
FORMATION
n, and the s
s. The chal
ds of the com
an essential
rocess since
p in the path
In the course
Page 33
level of
e
SOURCES
source of
lenge to
mpany as
part of
trustable
h must be
e of their

D2.1.4 CAS
life cycle
returned
In the ta
aircraft a
anomalie
related t
is essent
P
A
B
C
D
E
F
SE STUDY 4/4 ‐ A
e, records a
d to storage
able below, c
activity with
es happen. H
to maintena
tial to optimi
Partial Listing
A Land ac
documeB Legal do
C Mainte
volunteD Constru
drawingE Plannin
shouldF Purchas
AIRPORT MAINTE
are (1) creat
or destroyed
common airp
h landings, ta
However ma
nce decision
ize the main
TABLE 6. g of Records
cquisition re
ents.ocuments, in
nance docu
eer documenuction docu
gs, etc. (6 yeng documen
relevant envse orders, ag
ENANCE
ted, (2) clas
d.
port records
ake offs etc.
any of the re
ns where a p
tenance and
PARTIAL LISTto be Maint
ecords shoul
ncluding leas
umentation,
ntation, etc. (umentation,
ars).tation, inclu
vironmentalgreements, p
ssified, (3) s
are enumer
This data a
ecords (C,D, E
proper know
d conservatio
TING OF RECOtained
ld be kept p
ses, agreeme
including
(6 years).including
uding studie
data/permitpayments, et
stored, (4) r
ated. Most o
re preserved
E and F) are
ledge manag
on of airport
ORDS TO BE M
permanently
ents, etc. .
contracts,
contracts,
es should b
tting, etc. (? ytc. (6 years).
retrieved wh
of these reco
d as juridica
information
gement and
facilities.
MAINTAINED
as should r
logs, purch
specificatio
be kept per
years).
hen needed,
ords are the
l records jus
n directly or i
documenta
relevant lega
hase order
ons, as‐bui
rmanently a
Page 34
, and (5)
proofs of
st in case
indirectly
ry access
al
s,
lt
as

D2.1.4 CAS
5. STA
CONDI
5.1 INTR
The cont
the airp
flight sch
with clea
• prov
• prov
When c
environm
A layer o
• resis
dens
spee
• incre
by th
• decr
cont
take
Icing on
flight pe
sensors
Therefor
The effe
on sever
SE STUDY 4/4 ‐ A
TE OF T
ITIONS
RODUCTION
tamination o
ort’s operat
hedules, resu
aring the sno
vide an effec
vide regular f
clearing ice
ment must b
of snow on t
stance acting
sity and thic
ed and weigh
ease of drag
he wheels, p
rease of bra
tamination is
eoff.
the aircraft,
erformance;
can cause
re, before ta
ct of contam
ral factors, in
AIRPORT MAINTE
THE ART
of an airport
ion. Icing on
ulting in lost
ow and ice. T
tive snow pl
flight operat
by chemic
be minimised
he runway s
g on the air
ckness of th
ht of the airc
and decreas
particularly th
aking effec
s ice, increas
particularly
it can block
the pilot t
ake‐off all ice
mination on t
n particular:
ENANCE
AIRPORT
’s movemen
n the aircraf
t revenue for
Therefore, ea
an
ion in the wi
al means,
d.
urface cause
rcraft’s whee
e snow laye
craft
se of lift of th
he nose whe
ct from th
sing the poss
y on the liftin
or impair flig
to receive w
e must be re
the moveme
T MAINT
nt areas with
ft and its dis
r the airport
ach airport m
inter despite
the negativ
es:
els during ta
er, character
he aircraft du
eel
he runway
sibility of exc
ng surfaces, c
ght controls
wrong infor
moved.
ent areas of t
ENANCE
snow and ic
spersal may
ts and airline
must:
e adverse me
ve impact o
ake‐off run;
ristics of the
uring the tak
surface
ceeding the
changes the
and increas
rmation abo
the airport o
IN EXTR
ce may requ
decrease ut
es and increa
eteorological
of chemical
the magnit
e aircraft un
ke‐off run du
friction, pa
available dis
aerodynami
e the weight
out speed o
on the aircraf
REME WE
ire limiting o
tilisation an
ased costs co
l conditions.
substances
ude depend
dercarriage,
ue to snow th
articularly w
stances for la
ic characteri
t of the airc
or engine c
ft operation
Page 35
EATHER
or closing
d disrupt
onnected
s on the
ds on the
and the
hrown up
when the
anding or
istics and
raft. Iced
ondition.
depends

D2.1.4 CAS
• air te
• runw
• spec
The high
been de
crystals.
• Dry
relea
• Wet
Spec
• Com
com
com
• Slus
will b
The easi
weigh it
aircraft’s
perform
cleared.
5.2 SNO
Snow, sl
leaving r
The snow
and nece
SE STUDY 4/4 ‐ A
emperature
way tempera
cific density o
her the air te
efined accor
snow: Snow
ase. Specific
t snow: Snow
cific weight i
mpacted sno
pression an
pacted snow
h: Water‐sat
be displaced
iest way to a
t. The higher
s wheels. A
ance of an a
By way of co
OW PLAN
ush and ice
residue to e
w plan of an
essary chem
AIRPORT MAINTE
ature
of snow.
emperature,
rding to spe
w which can b
c weight of d
w which, if c
s from 350 k
ow: Snow w
d which will
w is above 50
turated snow
d with a splat
ascertain spe
r the specifi
layer of slu
aircraft, and
omparison, t
must be rem
nsure the sa
n airport sho
icals and the
ENANCE
the higher t
cific weight
be blown if l
ry snow is u
compacted b
kg.m‐3 up to
which has b
l hold togeth
00 kg.m‐3.
w which, wit
tter. Specific
ecific weight
c weight of
sh on the r
if the slush
the runway m
moved from
afe operatio
ould specify
e co‐ordinati
he specific w
; slush is no
loose, or if c
p to but not
by hand, will
but not inclu
been compre
her or break
th a heel‐an
c weight of sl
t is by taking
snow or slu
runway of a
h layer is abo
must be clos
the movem
n of aircraft
the organisa
ion of work w
weight of the
ot a snow b
ompacted b
including 35
stick togeth
uding 500 kg
essed into
k into lumps
nd‐toe slapd
ush is from 5
g a sample o
ush, the high
pproximately
ove 13 mm,
ed if a layer
ment areas of
. Economic f
ation and pr
with air traff
e snow. Thre
but a mixtu
y hand, will
50 kg.m‐3.
her and tend
g.m‐3.
a solid mas
s if picked u
own motion
500 kg.m‐3 u
of a certain
her the resis
y 4 mm is e
the runway
of dry snow
f the airport
factors must
ovision of th
fic control.
ee kinds of sn
ure of water
fall apart ag
d to form a s
ss resisting
up. Specific w
n against the
up to 800 kg.
volume of s
stance actin
enough to a
y must be clo
is 5 cm thick
t quickly and
t also be con
he airport eq
Page 36
now have
r and ice
gain upon
snowball.
further
weight of
e ground,
.m‐3.
snow and
ng on the
affect the
osed and
k.
d without
nsidered.
quipment

D2.1.4 CAS
Preparat
equipme
the mov
perfect c
The train
• Radi
radio
• Proc
the r
• Ope
any
• Airp
can o
Many w
coordina
mainten
represen
When pr
climatic
physical
Priorities
the wint
air traffic
• runw
• taxiw
• apro
• hold
• othe
SE STUDY 4/4 ‐ A
tion of the
ent, training
vement area
condition su
ning of work
iotelephonic
o station; the
cedures for r
runways in u
ration of equ
weather by d
ort. The wor
operate at n
workers from
ate their wo
ance will in
ntatives of a
reparing the
conditions,
characterist
s for clearin
ter plan. The
c control. Pr
way(s) in use
ways serving
on
ding bays
er areas.
AIRPORT MAINTE
whole airpo
new worke
as. The bas
ufficiently in
ers who per
c procedures
ey must be f
emoving of s
use.
uipment. Eac
day or night
rkers must k
ight or durin
m various de
rk. The snow
clude airpor
irlines.
e snow plan,
airport loca
tics of airpor
g snow and
ey can be cha
iorities for cl
e
g the runway
ENANCE
ort for winte
rs and retra
ic requireme
advance of
form the win
. The worke
familiar with
snow and ice
ch worker m
without affe
now the layo
ng low visibil
partments p
w co‐ordinat
rt managem
it is necessa
ation, types
rt movement
ice from va
anged, but o
learing move
y(s) in use
er is very im
ining full tim
ent is that
adverse we
nter mainten
rs must hav
the transmi
e. The proce
must control
ecting safety
out of all pa
ity condition
participate in
tion commit
ment, meteor
ary to consid
of aircraft u
t areas.
rious parts o
only after an
ement areas
mportant. It
me personne
the airport
ather condit
nance should
e the necess
tter and kno
dures are dif
properly the
y of operation
rts of the m
ns.
n winter ma
tee controlli
rological ser
der a numbe
using the air
of movemen
agreement b
s are as follow
includes the
el, as well as
and all equ
tions.
d include:
sary qualifica
ow the radio
fferent for ea
e assigned te
n.
ovement are
intenance a
ing individua
rvices, air tra
r of factors,
rport, densit
nt areas mus
between the
ws:
e full prepa
s the mainte
uipment mu
ations to ope
phraseology
ach kind of s
echnical equi
ea so that th
nd it is nece
al activities o
affic control
such as top
ty of operati
st also be en
e airport ope
Page 37
ration of
enance of
ust be in
erate the
y.
snow and
pment in
he airport
essary to
of winter
llers, and
pography,
ions, and
ntered in
rator and

D2.1.4 CAS
FIGURE
In addit
antenna
sensitive
operatio
arises.
Because
When cl
first sno
usually s
the cent
The proc
snow (d
runway
control o
possible
SE STUDY 4/4 ‐ A
11. AB – RUN
ion to the
s, radio nav
e and could
onal possibili
snow is hy
learing is be
ow flakes, th
still possible
re.
cedure for th
ry, wet, com
is cleared is
on the basis
to open the
AIRPORT MAINTE
NWAYS USED
above areas
vigation equ
d be distort
ties, other m
ygroscopic, it
ing planned,
he clearing
to allow a
he first clear
mpacted, or
s usually spe
of the mete
e airport for
ENANCE
BY VERY LAR
VERY
s, attention
ipment, and
ted by a la
movement a
ts weight ca
, it is necess
of snow sho
few more a
ring of the ru
slush) spee
ecified by th
eorological f
r operations
RGE AIRCRAFT
Y LARGE AIRC
has to be
d the glide p
ayer of sno
reas and acc
an grow qui
sary to this i
ould already
aircraft move
unway depe
ed and direc
he airport du
forecast. If c
within a rel
T (SUCH AS –
RAFT)
paid to clea
path ILS ante
w. Dependi
cess roads w
ckly when t
nto account
y be started
ements befo
ends on the
ction of the
uty manage
critical snow
atively short
– RUNWAYS U
aring snow
enna, the sig
ng on weat
will be cleare
the tempera
. Therefore,
in key area
ore the runw
available eq
wind, and o
r in co‐oper
banks are n
t time. If sn
USED BY OTHE
from the v
gnal of whic
ther condit
ed as the opp
ature is arou
, with the fa
as. At this p
way is closed
quipment, th
other factor
ration with a
not formed,
ow continue
Page 38
ER THAN
icinity of
ch is very
ions and
portunity
und zero.
all of the
oint, it is
d to clear
e kind of
s. Which
air traffic
it will be
es to fall,

D2.1.4 CAS
further c
during a
after the
are tired
If two ru
snow fro
enables
use norm
It is not
predicte
aircraft o
Although
that the
and from
agricultu
Mechan
areas.
SE STUDY 4/4 ‐ A
closure and
a snowstorm
e snowstorm
d and the eq
unways are
om the other
the snow to
mal procedu
economicall
d weather.
operators ar
h keeping th
e airside and
m the airpo
ural compani
ical, chemic
AIRPORT MAINTE
clearing of t
; the snow w
m is over, th
quipment ne
available, it
r. If the airpo
o be cleared
res of cleari
y realistic to
Therefore, i
re informed o
e airport mo
d landside r
rt. It is sen
ies or constr
cal, or therm
ENANCE
the runway
will be blow
he airport h
eds replenis
t may be ad
ort has only o
at high spe
ng snow and
o maintain a
n extreme co
of current co
ovement are
roads and p
sible to con
uction comp
mal means c
will become
wn onto the r
has to be op
shing and in
dvantageous
one runway,
eed. For othe
d ice, or less
sufficient q
onditions, th
onditions.
eas open has
arking place
ntract‐out th
panies, since
can be used
e necessary.
runway as fa
pened as qu
spection.
to open on
, it is often n
er areas wit
used areas c
uantity of eq
he airport wi
the highest
es are availa
he clearance
their equipm
d to remove
It is no use
ast as it is re
uickly as pos
ne runway a
ecessary to u
h lower prio
can be temp
quipment to
ill have to be
priority, it is
able to perm
e of such ar
ment is little u
snow and
clearing the
emoved. In
ssible, but p
nd continue
use equipme
ority, it is po
porarily close
o cope with t
e closed. In t
s necessary t
mit transpor
reas, for exa
used in the w
ice from m
Page 39
e runway
addition,
personnel
e to clear
ent which
ossible to
ed.
the worst
this case,
to ensure
rtation to
ample to
winter.
ovement

D2.1.4 CAS
5.3 MEC
The use
chemica
impact.
mechani
action by
SE STUDY 4/4 ‐ A
CHANICAL EQ
of mechanic
l or thermal
Mechanica
ically to trea
y sanding th
AIRPORT MAINTE
QUIPMENT F
cal equipmen
l methods. I
l equipment
at a layer of i
e ice layer.
ENANCE
FIGURE 1
FOR SNOW R
nt for snow a
Its primary a
t is used mo
ice but unde
12 SNOWTAM
REMOVAL AN
and ice clear
advantages a
ostly for sno
er certain con
M FORMAT
ND ICE CONT
ring from the
are lower co
ow clearing.
nditions, it is
TROL
e runway su
sts and negl
There is litt
s possible to
rface is pref
ligible enviro
tle that can
o improve the
Page 40
erable to
onmental
be done
e braking

D2.1.4 CAS
The spe
extent o
operator
• scop
• capit
• dime
• avai
• clim
At small
day, it m
possible
Airport m
equipme
is flat an
terrain b
snow lay
SE STUDY 4/4 ‐ A
ed and qua
on the numb
r must consi
pe of operati
tal and oper
ensions of ai
lability of sp
atic conditio
airports wit
may be best
to close the
manoeuvring
ent, which en
nd the runwa
behind the r
yer on the a
AIRPORT MAINTE
lity of snow
ber and capa
der a numbe
on
ating cost of
rport areas
are parts and
ons.
th general av
t to outsour
e airport for a
FIGURE 13
g areas have
nables faster
ays are wide.
runway edge
irport runwa
ENANCE
w clearing fro
acity of the e
er of factors
f the equipm
d possibility
viation opera
rce snow cle
a few hours o
3 SNOW REM
e different ph
r and higher
. The runway
e lights, whic
ay is usually
om moveme
equipment.
:
ment
of repairs
ations or wit
earing. Alter
or even days
MOVAL IN SPA
hysical chara
quality clea
y usually has
ch is often n
not deep, b
ent areas of
When selec
th only a few
rnatively, if
s.
IN. COURTESY
acteristics fro
ring of the ru
s inset lights
not paved, m
but the time
the airport
cting the eq
w scheduled
it snows on
Y OF AENA
om roads, so
unway surfac
protruding a
must also be
for clearing
t depends to
quipment, th
traffic move
nly occasion
o they requir
ces. The air
above its sur
e cleared. Fin
the runway
Page 41
o a great
e airport
ements a
ally, it is
re special
port area
face. The
nally, the
y must be

D2.1.4 CAS
substant
selecting
The num
height o
surfaces
worthwh
one sno
equipme
The snow
used for
service
tempera
special ty
a plough
taken int
Other w
ploughs,
SE STUDY 4/4 ‐ A
tially shorter
g the mechan
mber of piece
of snow cove
which are t
hile to equip
owfall with a
ent and vehic
w accumula
r this. The
equipment
ate climates
ype of ploug
h has to be
to account.
winter service
, sand/aggre
AIRPORT MAINTE
r than for ro
nical snow re
es of equipm
er, average a
to be cleare
p airports ha
a great num
cles.
ted at the e
performance
and vehicle
and only a
gh which rem
considered
e vehicles a
egate trucks,
ENANCE
oads. All thes
emoval equi
ment for win
amount of s
d, and the t
ving a total
mber of exp
edge of the
e of the sno
s; it is also
small layer o
moves snow a
separately f
FIGURE 14
nd equipme
chemical sp
se are chara
pment.
nter service
snow falling
type and int
snowfall be
pensive and
runway mus
ow blower i
o the most
of snow cov
at high speed
for each cas
CASTING TYP
ent used in
preaders, tan
cteristics wh
can be spec
within one
ensity of the
low 40 cm a
high perfor
st be remov
s a critical p
expensive e
ver a year, it
d, rather tha
e, because s
PE PLOUGHS
larger airpo
nkers, and lo
hich have to
ified on the
snowfall, are
e air operati
a year and up
rmance piec
ved. Snow b
parameter in
equipment.
t is sometim
n a snow blo
several othe
rts include a
aders.
be consider
basis of the
ea of the m
ions. It is us
p to 5 cm of
ces of winte
blowers are
n the fleet o
At some ai
mes possible
ower. The us
er factors ha
air blower m
Page 42
red when
e average
ovement
sually not
f snow in
er service
normally
of winter
rports in
to use a
e of such
ave to be
machines,

D2.1.4 CAS
When re
they wil
surface o
brush be
There ar
at 4.5 m
each bei
an inset
material
blades, t
low wei
Howeve
expensiv
An airpo
snow blo
m. At a
removal
the main
25 perce
SE STUDY 4/4 ‐ A
emoving sma
ll clean the
of the runw
eing excessiv
re many type
m and more
ing separate
light, the ap
s, which hav
their friction
ght of the
r, special w
ve and its pu
ort with regu
owers capab
airports with
of a 2.5 cm
n runway w
ent more tim
AIRPORT MAINTE
all layers of s
surface of
ay is electro
vely worn.
es of special
. The blade
ely spring or
ppropriate se
ve three mai
coefficient
blade and l
winter maint
urchase at s
ular air trans
ble of throwin
h regular com
snowfall fro
ith the apro
e than clearin
F
ENANCE
snow, it is b
the runway
onically contr
ploughs for
e portion of
hydraulically
ection will lift
in advantage
with the sur
ow friction
tenance equ
maller airpo
sportation sh
ng snow with
mmercial tra
m the main r
on. It has bee
ng a runway
FIGURE 15 PLO
est to use a
y properly.
rolled so as
airport use.
f some airpo
y loaded. If
t. Modern b
es. They are
rface of the r
coefficient
uipment de
orts with mo
hould be eq
h a specific w
ansport, ther
runway and
en shown th
of comparab
OUGHING COS
ir blower ma
The height
to clean the
The widest
ort ploughs
the blade co
blades are pr
substantially
runway is low
contribute t
spite its hig
oderate traffi
quipped with
weight of 400
re should be
from the tw
hat clearing a
ble area.
STS/DISTANC
achines to sw
of the rota
e runway tho
are wider th
is divided in
ontacts an o
oduced of lig
y lighter tha
w, and they
to decrease
gher produc
ic must be ca
h one or mo
0 kg.m‐3 a d
e sufficient e
o most used
a taxiway re
E
weep the sno
ary brush ab
oroughly wit
han any road
nto several
obstacle, for
ght composit
an the comm
do not corro
d fuel cons
ctivity is al
arefully cons
re high perf
distance of at
equipment t
d taxiways co
quires appro
Page 43
ow, since
bove the
thout the
d plough,
sections,
example,
te carbon
mon steel
ode. The
umption.
so more
sidered.
formance
t least 30
to ensure
onnecting
oximately

D2.1.4 CAS
Pavemen
the main
of air tra
• 40 0
• 10 0
• 6 00
• 6 00
Two plo
should c
Similarly
include v
from on
apron. T
weight 4
• 40 0
• 6 00
• 6 00
poss
SE STUDY 4/4 ‐ A
nt surface co
n runway an
ansport mov
000 and more
000 to 40 000
00 to 10 000
00 and less at
ughs should
orrespond to
y, the equipm
vehicles and
e runway, t
The airport s
400 kg.m‐3 a
000 and more
00 to 40 000
00 and less m
sible.
AIRPORT MAINTE
onditions are
d from the t
ements (atm
e atm, the sn
0 atm, the sn
atm, the sno
tm, the snow
be included
o the perform
FIG
ment for a g
d equipment
he taxiway
should be eq
t least 15 m
e movement
movements:
movements:
ENANCE
e also a conce
two taxiways
m):
now should b
now should b
ow should be
w should be r
d in the work
mance of the
GURE 16 SNO
general aviat
for winter o
connecting
quipped with
. The snow
ts a year: the
: a year the s
a year the
ern. A 2.5 cm
s within the
be removed
be removed w
e removed w
removed wit
k group in fr
e snow blowe
W BLOWER S
tion airport,
operations th
the runway
h one snow b
layer 2.5 cm
e snow shoul
snow should
snow should
m thick layer
following tim
within 30 m
within one h
within two ho
thin two hou
ront of each
er.
SELECTION CA
which serve
hat ensure t
with the ap
blower capa
thick must b
ld be remove
be removed
d be remove
of snow sho
me limits wit
inutes
hour
ours
urs, where po
snow blowe
ARD
es aircraft up
he removal o
pron, and fro
ble of throw
be removed
ed within tw
d within four
ed within fo
uld be remo
th the stated
ossible.
er; their perf
p to 5 700 kg
of 2.5 cm sn
om 20 perce
wing snow of
as follows:
wo hours
r hours
our hours, w
Page 44
ved from
d number
formance
g, should
now layer
nt of the
a specific
here it is

D2.1.4 CAS
The airp
value tha
The perf
which m
the snow
relations
For the
The perf
and in m
real con
capacity
The perf
affected
SE STUDY 4/4 ‐ A
ort should h
an 2.5 cm m
FIGURE 1
formance of
must be remo
w is to be re
ship is linear
example giv
formance da
most cases th
nditions unle
of the snow
formance of
by the same
AIRPORT MAINTE
ave at least
ust be used
17 SNOW BLO
f winter serv
oved from th
emoved dete
r.
en in table 6
ata of snow
hey are opti
ess referenc
w blower can
other equip
e factors.
ENANCE
one plough
at airports w
OWER IS USUA
vice vehicles
he movemen
ermines the
6, the snow
blowers give
mistic. The
es can be o
be 40 to 50
pment must
with a perfo
with extreme
ALLY THE MO
s and equipm
t areas. The
capacity of w
blower mus
en by the pr
performanc
obtained fro
percent low
be higher th
ormance equ
e weather co
ST EXPENSIVE
ment must m
e location of
winter servic
st remove at
roducers mu
ce must be v
om other air
wer than the g
hat of the sn
al to that of
onditions.
E WINTER EQ
match the to
the moveme
ce vehicles a
t least 4,400
st be consid
verified by a
rport operat
given capaci
ow blower,
f the blower.
QUIPMENT
otal volume
ent areas fro
and equipme
0 t of snow p
dered as app
a practical te
tors. In prac
ity.
but their se
Page 45
A higher
of snow
om which
ent. The
per hour.
proximate
est under
ctice, the
lection is

D2.1.4 CAS
1M
P
T
T
In some
small gra
resort w
Sand is
kind of s
does not
material
and the
SE STUDY 4/4 ‐ A
1Main runway
Parallel taxiw
Two connect
Total area to
Snow
group o
Tempera
Snow de
3Snow vol
Snow ma
Snow blo
countries, th
ain of sand
when it is not
used primar
sand must be
t guarantee
, which doe
leading edge
AIRPORT MAINTE
TABLE 7
P ty
way with con
tor taxiway
o be cleared
removal
of airports)
ature
ensity
Determlume
ass
ower capacit
he use of san
can damage
possible to
rily at very
e carefully ch
braking, and
s not get th
es of propell
ENANCE
. DETERMINA
t t b
nnectors
time (
mination of s
y per hr
nd is permitt
e an engine
use other ch
low tempera
hecked. Fine
d it can be e
rough a siev
er blades.
ATION OF SNO
l d3 000 x
3 000 x
400 x 2
1st 30 min.
‐ 4 ° C
400 k
snow blowe222 00
5 500 x
ted to impro
blade if suck
hemical or m
atures, whe
sand which
easily blown
ve with 4.76
OW BLOWER
x 45 m
x 23 m
23 m
kg.m‐3
r capacity0 x 0.025
x 400
ove braking a
ked into it, s
mechanical m
n the use o
can fall thro
off the runw
mm mesh c
CAPACITY
135 000
69 000
9 200 m
4 800 m
4 000 m
222 000
5 550 m3
2 200 000
4 400 000
ction on the
so sand shou
means to rem
f chemicals
ough a sieve
way surface
an damage t
0 m2
m2
m2
m2
m2
0 m2
0 kg
0 kg
e runway. Ho
uld be used
move the ice.
is not effec
with 0.297 m
by the wind
the jet engin
Page 46
owever, a
as a last
ctive. The
mm mesh
d. Coarse
ne blades

D2.1.4 CAS
Individua
enough
contain
crushed
To incre
individua
the temp
• heat
• melt
• spra
After the
and vacu
5.4 CHEM
Chemica
number
neither t
environm
over the
action is
only on
thermal
Chloride
effective
countrie
damages
SE STUDY 4/4 ‐ A
al sand part
to minimise
small rocks,
limestone w
ease braking
al grains of s
peratures ar
ting the sand
ting the ice s
ying water o
e grains of s
uumed. The
MICALS FOR
als used for
of often co
the aircraft s
ment must b
e remaining
s practically
the kind a
condition of
es cannot be
e. Sodium c
es. But if it i
s the pavem
AIRPORT MAINTE
icles must b
e the damag
impurities,
with knife‐ed
g action and
sand must b
e well below
d before dist
sprinkled wit
on ice sprinkl
sand have be
runway has
R RUNWAY D
removing ic
nflicting req
structure nor
be minimal.
sheet of ic
zero. Finally
nd concentr
f the runway
e used for
chloride may
s applied in
ent surface.
ENANCE
be sufficientl
e of the me
salts and ot
dges.
d at minimis
be embedded
w zero and ca
ributing it
h sand by bu
led with sand
een embedd
to be cleane
DE‐ICING
ce or to pre
quirements.
r the runway
After de‐icin
ce. Such a
y, the time n
ration of the
y and the thi
de‐icing be
y be used
its solid sta
ly hard to re
etal surface o
ther corrosiv
se the possi
d into the su
an be done b
urners
d.
ded into the
ed in the sam
event icing o
They must
y. They must
ng chemicals
surface is t
necessary fo
e chemical
ckness of th
cause of co
mixed with
ate and part
esist the she
of the aircra
ve substance
bility of suc
urface of the
by:
ice, free gra
me way after
on the surfa
be cheap a
t not be toxic
s are applied
the most sl
or completely
but also on
e ice layer.
orrosion, eve
crushed gr
ticularly if a
ear forces up
aft structure
es. The mos
cking the sa
e runway. T
ains of sand
a thaw.
ace of the r
nd effective
c and their h
, a thin laye
ippery possi
y dissolving
n the meteo
en though t
ravel for acc
pplied libera
pon braking,
e. The sand m
st suitable m
and into the
This is possib
must be swe
unway must
e. They must
harmful effec
er of water i
ible and the
the ice dep
orological co
they are ch
cess roads
ally, sodium
Page 47
, but soft
must not
material is
e engine,
ble only if
ept away
t meet a
t damage
cts on the
s formed
e braking
ends not
onditions,
heap and
in some
chloride

D2.1.4 CAS
One of t
carbonic
an unlim
The theo
concentr
applied
solution,
can be m
clean th
about 30
cleaning
Ure
Pre
De‐
It is bet
recrysta
lower. T
discusse
Higher d
for conc
compon
formed.
SE STUDY 4/4 ‐ A
he most use
c acid – carb
mited shelf lif
oretical effic
ration of the
as a de‐icin
, preferably
mixed with w
he runway a
0 to 60 minu
g of the runw
ea applicatio
eventive
‐icing
tter to use u
llizing up to
This results
d later.
doses of ure
crete surface
ents – k (CO
AIRPORT MAINTE
d chemicals
bamid with c
fe.
ciency of ure
e solution, bu
g or as a pr
warm, or by
water and spr
as much as
utes after ap
way mechani
TABLE 8
on
urea as a p
o – 8 °C. W
not only in
ea for de‐icin
es. After the
O(NH2)2 an
ENANCE
at airports is
hemical com
ea is high up
ut it is possib
reventive an
y sprinkling g
rayed. Befor
possible by
pplication. Af
cally.
8: RECOMME
Urea so
[l m‐2]
0.05 –
0.15 –
reventive ch
When used i
n lower cost
ng pose a g
ice layer ha
nd H2O) in t
s urea. The t
mposition CO
p to –11.5 °C
ble to use ur
nti‐icing chem
granules. Spr
re applicatio
y mechanica
fter the ice h
NDED CONCE
olution
0.1
0.35
hemical in a
n this way
ts but also
reater threa
as been sprin
three phase
technical term
O(NH2)2. Ur
C, the eutect
ea up to –5 °
mical. Urea
rinkling can b
n of urea as
al equipmen
has softened
ENTRATIONS
U
[
1
3
a 35 percent
for anti‐icin
in smaller
at to the sur
nkled with u
es – f (urea,
m urea is use
rea is a non‐
tic temperat
°C. Its advan
can be appl
be performe
a de‐icing flu
nt. The spra
d, it is necess
OF UREA
Urea granule
g.m‐2]
15 – 20
30 ‐ 70
t solution, w
ng, the urea
impact on t
rface of the
urea granules
ice and wa
ed for the am
‐toxic substa
ture, at 24.5
ntage is that
lied in the f
ed dry or the
uid, it is nec
ying will ta
sary to com
es
which is safe
a concentrat
the environ
runway, pa
s, a system
ater solution
Page 48
mid of the
ance with
5 percent
it can be
orm of a
granules
essary to
ke effect
plete the
e against
tions are
ment, as
articularly
with two
n) will be

D2.1.4 CAS
Accordin
dimensio
is a mon
v = k + 2
v
k
f nu
The mag
means th
thawing,
result of
tempera
the runw
slab. Th
runway.
This pee
tempera
The rapi
freeze a
SE STUDY 4/4 ‐ A
ng to Gibb’s
ons determi
novariant sys
– f where:
numb
numb
umber of ph
gnitude of th
hat under a
, but its temp
f the consu
ature of the
way surface
is results in
eling occurs
atures slightl
id cool‐dow
nd this caus
AIRPORT MAINTE
phase rule, w
ning the con
stem, expres
ber of degree
ber of compo
hases.
he degree of
certain press
perature as w
mption of t
mix decrease
and to large
high interna
particularly
ly below zer
n as a resu
ses a furthe
ENANCE
which determ
ndition of th
sed as the fo
es of freedom
onents
FIGURE 18 IC
freedom is t
sure and tem
well as the te
the latent h
es to the eut
e differences
l tensions, w
y with new
ro, the wate
lt of applica
er increase o
mines the de
he system (te
ollowing:
m
CE ‐ UREA DE‐
the same as
mperature, t
emperature
eat of thaw
tectic tempe
s in tempera
which cause
rigid runwa
er in capillary
ation of the
of stress in t
egree of free
emperature,
‐ICING SYSTEM
the degree o
his system is
of the runwa
wing. This w
erature. This
ature inside
peeling of th
ays, the sur
y pores of th
urea causes
the surface
edom of syst
pressure an
M
of freedom o
s not in balan
ay surface w
ill continue
process lead
the upper l
he top 3 to 5
face of whi
he runway s
s the water
layer of the
tem v, i.e. nu
nd composit
of a eutectic
nce. The ice
will suddenly
to happen
ds to rapid c
ayer of the
5 mm of the
ich is absor
surface is no
in the capi
e runway. Th
Page 49
umber of
tion), this
mix. This
will start
drop as a
until the
cooling of
concrete
concrete
ptive. At
ot frozen.
llaries to
herefore,

D2.1.4 CAS
before w
penetrat
If urea is
solution
Urea wa
urea. A
There is
particula
discharg
nitrates
waterco
Limiting
dissolved
of de‐ici
In order
retentio
then gr
treatme
The volu
consider
melted.
m3 and
water tr
treated
The use
is possib
SE STUDY 4/4 ‐ A
winter, new
tion of wate
s applied in
and the surf
s originally u
Application o
s then signif
arly where
ged. Therefo
is often mon
urses.
values of co
d materials
ng chemicals
r not to avo
n pools hav
adually and
nt plant or t
ume of wa
rable capacit
Therefore tw
the surface
reatment pla
together wit
of urea must
ble to use mo
AIRPORT MAINTE
runways ha
r into the su
a warm solu
face of the r
used as a fer
of urea incre
ficant growt
it is not po
ore, the use o
nitored in se
ntamination
300 mg 1‐1
s on the airp
id exceeding
ve been built
d slowly dis
the combina
ste waters
ty of a wate
wo retention
pool has a vo
ant in precis
th municipal
t always be c
ore expensiv
ENANCE
ve to be im
rface.
ution, the ne
runway is les
rtiliser. Nitro
eases the co
th of algae
ossible to a
of urea is for
everal parts
of waste wa
should be
port.
g the appro
t at some a
scharged. A
tion of both
from two r
er treatment
n pools have
olume of 20
sely specified
l sewage.
considered a
e but enviro
pregnated w
ecessary the
ss stressed.
ogen accoun
oncentration
in the wate
chieve suffi
rbidden or lim
of the drain
aters of NH4
met when c
priate limits
irports, in w
lternative s
h solutions.
runways at
t plant is ins
been built. T
000 m3. W
d volumes d
according to
onmentally fr
with a protec
ermal energy
ts for about
n of nitrates
ercourses an
cient dilutio
mited in som
age system
max. 3.5 mg
checked thre
s of nitrate c
which contam
olutions are
Munich air
sufficient in
The undergro
Water from re
depending o
the local con
riendly aceta
ctive coating
y will partial
45 percent o
s in ground
nd this disru
on when th
me airports.
of the airpo
g.1‐1, NO3 m
ee to five ho
concentratio
minated wat
e the const
rport is so
the periods
ound tank ha
etention poo
n the conce
nditions. If it
ate‐based ch
g, which red
ly be taken
of the total w
and surface
upts the ec
e waste wa
The concent
rt and in ou
max. 15.0 mg
ours after ap
on in surface
ters are trap
truction of
large that e
s when the i
as a volume
ols is admitt
entration, w
ts use is unsu
hemicals.
Page 50
duces the
from the
weight of
e waters.
osystem,
aters are
tration of
tlets into
g.1‐1 and
pplication
e waters,
pped and
a water
even the
ice is not
of 60 000
ed into a
here it is
uitable, it

D2.1.4 CAS
In fact,
acetates
slippery
Potassiu
disadvan
Acetate‐
and seve
of free o
As noted
already
advantag
Because
which m
In short,
specific s
Potassiu
better to
granules
holes in
the hole
Glycol‐b
glycol ar
glycol‐ba
used on
low price
The disa
volume
SE STUDY 4/4 ‐ A
airport ope
s. They are
surface, the
um acetate‐
ntage is their
‐based chem
eral Western
oxygen in wa
d, however,
built expen
geous to ca
acetates ha
eans anothe
, each airpor
situation.
m acetate‐b
o use a com
s of sodium
the ice. At
s to the surfa
ased de‐icin
re toxic. Sec
ased chemic
its own or
e.
advantage of
of oxygen,
AIRPORT MAINTE
erators are
more effec
eir storage is
based de‐ic
r high price.
icals are reco
n European c
ter. When t
they are mo
sive facilitie
arry on usin
ave lower visc
er investmen
rt must cons
based chemi
bination of g
acetate are
the momen
ace of the ru
ng chemicals
cond, ethyle
cals, which a
in combinat
f all kinds o
and this ser
ENANCE
now rejecti
ctive at low
easier, they
ing fluids a
ommended
countries. T
they decomp
ore expensiv
s for waste
ng urea or g
cosity, they r
t for many a
sider the adv
icals are use
granules of s
e applied firs
t the solutio
nway, where
s have two
ne glycol is
are consider
tion with ure
f glycol is th
riously enda
ng tradition
wer tempera
y are non‐tox
are theoreti
by the enviro
They are eas
pose, carbon
ve than trad
water trea
glycol, espe
require diffe
irports.
vantages and
ed in solutio
sodium aceta
st. As the g
on of potassi
e it acts from
disadvanta
carcinogenic
ed non‐toxic
ea because
hat upon de
ngers life in
nal chemical
atures, they
xic and they d
cally effecti
onmental au
sily biodegra
n dioxide and
itional de‐ice
tment or re
ecially as the
rent spraying
d disadvanta
on for anti‐i
ate and a so
granules dis
ium acetate
m below and r
ges. First, e
c. This can b
c in many c
of its easy m
ecomposition
n the waterc
s in favour
y act longer
do not dama
ive up to –
uthorities in S
dable with a
d water are g
ers. For tho
etention poo
ese are che
g devices tha
ges of indivi
cing. For r
olution of po
solve, heat
is applied, it
releases the
ethylene gly
be overcome
ountries. Ne
manipulation
n in water, t
course. Ther
r of those b
r, they leav
age the envir
–60 °C. Th
Scandinavia,
a small cons
generated.
ose airports t
ols, it may
eaper than
an for examp
idual chemic
runway de‐ic
otassium ace
is released,
t penetrates
ice.
ycol and di‐
e by using p
evertheless,
n and storag
they consum
refore, wast
Page 51
based on
ve a less
ronment.
heir only
the USA,
sumption
that have
be more
acetates.
ple glycol,
cals in its
cing, it is
tate. The
creating
s through
‐ethylene
propylene
glycol is
ge and its
me a high
te waters

D2.1.4 CAS
must be
icing che
perform
through
glycol in
Ice can a
this tec
penetrat
runway.
another
5.5 THER
Thermal
and chem
some ty
using wa
The tech
snow fro
FIGUR
SE STUDY 4/4 ‐ A
treated bef
emicals are
ed directly
which the w
to water and
also be remo
hnology. W
tes the layer
Then the r
de‐icing che
RMAL DE‐ICI
procedures
micals, large
pes of facilit
aste heat or g
hnical feasibi
om pavemen
RE19 ELECTRICA
AIRPORT MAINTE
fore being d
used for tax
in special b
waste waters
d carbon dio
oved from a r
ater is spra
r of compact
runway is m
emical to pre
ING
s for removin
ely because o
ties. Noneth
geothermal e
ility of using
nt surfaces ha
ALLY HEATED
ENANCE
ischarged in
xiway de‐icin
eds made o
s seep. Bacte
oxide.
runway with
ayed under
ted snow or
mechanically
event further
ng of snow a
of the growin
heless, in so
energy to rem
earth heat i
as already be
D PAVEMENT
HOSP
to the wate
ng. Treatme
of bentonite
eria are inoc
h high pressu
high press
r ice, disturb
cleaned an
r icing.
and ice are n
ng price of e
me airports,
move snow
n combinati
een demons
‐ EMERGENCY
PITAL AT SALZ
rcourse. At
nt of waste
powder an
culated into
ure water. Th
sure through
bs it and sep
d treated w
not so widel
nergy and pr
, the local co
and ice from
on with heat
trated.
Y HELIPORT O
ZBURG,
Munich airp
waters and
d sand built
the beds, an
he Küppel‐W
h nozzles o
arates it fro
with a small
y used as ar
roblems with
onditions m
m runways.
t pipes for d
ON THE ROOF
port, glycol‐b
disposal of
t along the
nd these de
Weisel compa
onto the ru
m the surfa
volume of
re mechanic
h the mainte
ay be favou
e‐icing and r
F OF THE REGI
Page 52
based de‐
glycol is
taxiways
compose
any offers
unway. It
ce of the
glycol or
al means
enance of
urable for
removing
IONAL

D2.1.4 CAS
In the ca
electrica
dependi
usage is,
small are
The melt
de‐icing
At most
forbidde
they da
this caus
combina
layer of
5.6 RUN
The surf
of view
volume o
The app
affected
operatio
pavemen
An optim
monitors
conditio
the requ
this inve
SE STUDY 4/4 ‐ A
ase of aspha
ally heated s
ng on the sy
, depending
eas like helip
ting of snow
can only b
t airports, th
en. They are
amage the r
ses high inte
ation of high
asphalt runw
NWAY SURFA
face of runw
of protectin
of chemicals
plication pro
by a numbe
onal experien
nt after a su
mum decisi
s meteorolo
n of the run
uirements fo
estment usua
AIRPORT MAINTE
lt pavement
surface laye
stem, it can
on the weat
ports or othe
w is seldom u
e effective i
he use of je
e expensive
unway. The
ernal stress i
h temperatur
ways.
ACE MONITO
ways must be
g the enviro
s used for rem
cedure, the
er of factors
nce. For exa
nny day so t
on can be
gical conditi
nway surface
r winter mai
ally has a hig
ENANCE
s, a special c
r. The syste
melt approx
ther conditio
r places whe
sed because
f the ice is m
et blowers, j
because of t
use of a jet
n the concre
re and kinet
ORING
e kept clean
onment and
moving ice.
application
, the effect o
ample, a suff
that the pave
made on t
ons and the
e. Because
intenance an
gh rate of ret
conductive a
em can prev
imately 2.5 c
ons, between
ere snow or i
e of high ene
melted and t
jet engines
the price of
t blower cau
ete slab and
tic effects of
to ensure go
for the sake
time, and t
of which can
ficient amou
ement does
the basis of
e condition o
the monito
nd in the vol
turn.
asphalt‐graph
vent ice and
cm of falling
n 200 and 50
ce clearing w
rgy consump
he surface o
fixed on th
fuel, they ca
uses an incre
leads to the
f jet exhaust
ood braking
e of economy
the necessa
n be difficult
nt of heat ca
not freeze e
f data from
of the runwa
oring system
ume of chem
hite mixture
d/or snow su
snow per ho
00 W.m2. Ty
would be pro
ption and low
f the runway
e undercarr
ause noise a
ease in the r
e later appea
t gases can d
action. How
y, it is neces
ry volume o
to assess ex
an be accum
ven during a
m the monit
ay and enab
allows a su
micals used
could be us
urface build
our. Operati
pical installa
oblematic.
w efficiency.
y is complete
riage of the
nd air pollut
runway temp
arance of cra
destroy the
wever, from t
ssary to mini
of the chem
xcept on the
mulated in th
a wet and co
toring system
les a foreca
bstantial de
by up to 70
Page 53
ed for an
d‐up and,
ng power
ations are
. Thermal
ely dried.
truck, is
tion, and
perature;
acks. The
covering
the point
imise the
micals are
e basis of
e runway
old night.
m, which
st of the
crease in
percent,

D2.1.4 CAS
The mon
surface b
the com
air temp
tempera
residues
runway
thus obt
The fore
• whe
• whe
• whe
• how
• whe
will p
On the b
more of
same tim
each sur
The runw
a cloudle
“warm”
SE STUDY 4/4 ‐ A
nitoring syst
but also of fo
pany use as
perature, dew
ature of the
s of the de‐
condition fo
taining variou
ecast can esti
ther the tem
n the tempe
ther the surf
w long the tem
ther the res
prevent the
basis of the e
a burden tha
me, optimise
rface there a
FIGURE 20 L
way surface
ess and win
places on th
AIRPORT MAINTE
em must be
orecasting co
input data t
w point tem
surface of th
icing fluid o
r 24 hours.
us alternativ
imate the fo
mperature of
erature of the
face of the r
mperature o
idues of de‐
formation o
experience o
an a useful a
es their locat
re critical “co
LOCATION OF
is scanned b
dless night,
he runway (F
ENANCE
capable not
onditions lea
the output fr
perature, am
he pavement
on the runw
It is possible
ve forecasts.
ollowing:
f the runway
e runway su
unway will b
f the runway
icing materia
f ice.
f a number o
id. The syste
tion by mapp
old” places, w
SENSORS IN
by the therm
it is possible
Figure 18‐9).
t only of ind
ading to icin
rom the sens
mount and ce
t, temperatu
way surface.
e to enter the
y surface will
rface will fal
be wet when
y surface wil
al from the l
of airports, a
em decrease
ping the runw
which freeze
THE “COLD” A
movisual cam
e to see the
Average co
dicating the a
g. Modern s
sors of autom
eiling of clou
ure under th
The syste
e weather fo
fall below 0
l below 0 °C
the temper
l remain belo
last applicat
monitoring
s the necess
way surface
e before othe
AND THE “WA
mera under t
e maximum c
onditions are
appearance
systems such
matic station
uds, speed o
e surface of
m is capabl
orecast into t
°C
ature is belo
ow 0 °C
ion on the su
system that
ary number o
with a therm
er surfaces o
ARM” POINT
hree differen
contrast bet
5/8 cloud c
of ice on the
h as that pro
ns; these mo
of wind, prec
f the runway
e of foreca
the system m
ow 0 °C
urface of the
t is too comp
of sensors an
movisual cam
n the runwa
OF THE RWY
nt condition
tween the “c
cover and a
Page 54
e runway
duced by
onitor the
cipitation,
y, and the
sting the
manually,
e runway
plicated is
nd, at the
mera. On
y.
s. During
cold” and
2.5 to 10

D2.1.4 CAS
m.s‐1 w
gives th
mapping
which, fr
In this w
the cons
5.7 AIRC
It is dan
sufficien
flying th
roughen
surface
critical d
Research
decrease
percent
many pla
critical s
The Ass
aircraft
aircraft
protectio
surfaces
SE STUDY 4/4 ‐ A
ind speed. A
e smallest t
g is evaluate
rom the poin
way, it is poss
struction cos
CRAFT DE‐ICI
ngerous for
nt lift require
e airplane at
ning of the
and from t
during and sh
h has show
e the maxim
to 7 percen
aces, de‐icin
urface of an
ociation of
surfaces. De
to provide
on against t
of the aircra
AIRPORT MAINTE
A wet night w
temperature
ed, the sens
nt of view of
sible to simp
sts.
ING
r an aircraft
es high value
t high angles
airfoil surfa
the increase
hortly after t
n that even
mum lift coef
nt. This mea
g must be ca
airplane.
European A
e‐icing is a
clean surfac
the formatio
aft for a limit
ENANCE
with more th
e differences
sors are pla
temperature
plify the mon
t to take o
es for the lift
s of attack. S
ce, from th
e of aerodyn
ake‐off at lo
a 0.5 mm
fficient by up
ns that even
arried out be
Airlines reco
procedure b
ces, while a
on of frost
ted period o
han 6/8 clou
s between
ced into “co
e, are the m
nitoring syste
ff while it
t coefficient.
Snow and co
e prematur
namic resist
w speeds.
layer cover
p to 33 perc
n a small lay
efore take‐of
ommends de
by which fro
anti‐icing is
or ice and
of time (hold
d cover with
individual p
old” places
ost stable.
em, to increa
is contamin
This is achie
ontamination
e separation
tance and a
ring the who
cent and the
yer of ice is
ff if there is f
e‐icing and
ost, ice, slus
a precautio
accumulatio
over time).
h a cloud bas
laces on th
and for com
ase its reliab
nated by sn
eved by usin
n reduces the
n of the air
aircraft weig
ole upper a
e stalling ang
not “insignif
frost, ice or s
anti‐icing fo
sh or snow
onary proced
on of snow
se of less tha
e runway. A
mparison int
bility, and to
now or ice.
ng flaps and
e available l
rflow from t
ght. The sit
rea of the w
gle of attack
ficant.” Ther
snow adheri
or the treat
is removed
dure which
or slush on
Page 55
an 600 m
After the
to places
decrease
Creating
slots and
ift due to
the wing
uation is
wing can
k from 13
refore, in
ng to any
tment of
from an
provides
n treated

D2.1.4 CAS
FIGURE
DIAGRA
DE‐ICIN
• TYPE
long
the
SE STUDY 4/4 ‐ A
E 21COMPARI
AMS FOR AQU
NG FLUIDS) AG
FIGU
I – DE‐ICING FL
g term prote
remainder c
AIRPORT MAINTE
SON OF THE
UEOUS SOLUT
GAINST TYPE
FLUIDS
URE 22 AIRCRA
LUIDS are use
ction agains
consists of w
ENANCE
FREEZING PO
TIONS OF TYP
II ‐ PROTECT
AFT DE‐ICING
ed for remov
t re‐icing of
water, corros
OINT
PE I ‐
IVE
For d
comm
cove
some
and
simp
redu
A ne
the e
De‐ic
numb
corro
aircra
flamm
G AT VIENNA A
ving ice from
the surface
ion inhibitor
de‐icing proc
monly used
red with th
e airline com
cheap “me
ly brushed a
ction in the
w infra‐red
end of this se
cing and a
ber of requ
osive, they m
aft coating
mable. Four
AIRPORT, TYP
m the aircraft
. They conta
rs, wetting a
cedures, glyc
. However,
hick layers o
mpanies are
echanical” m
away. This le
use of de‐ici
de‐icing met
ction.
nti‐icing flu
uirements. T
must not da
s, and the
types of fluid
PE I FLUID IS U
surface, but
ain more tha
agents and d
col‐based fl
, if an air
of snow, slu
e using an e
method – s
eads to cons
ing /anti‐icin
thod is discu
uids must
They must
mage mater
ey must b
ds are used.
USED
t they do no
an 90 perce
dye. Inhibitor
Page 56
uids are
rcraft is
ush etc.
effective
snow is
iderable
ng fluids.
ussed at
meet a
not be
rials and
be non‐
t provide
nt glycol;
rs ensure

D2.1.4 CAS
prot
Befo
corre
kind
wate
colo
• TYPE
are m
anti‐
the
wate
The
surfa
prot
They
eme
• TYPE
fluid
They
VR le
SE STUDY 4/4 ‐ A
tection of th
ore using the
esponding t
of glycol a
er and 60 pe
ured, they m
II – PROTECTIV
mainly used t
‐icing fluids
cleaned sur
er, inhibitors
thickener in
ace and do
tective fluids
y are norm
erald green a
III – PROTECT
ds. They can
y are designe
ess than 100
AIRPORT MAINTE
e airframe,
e de‐icing flu
o the conce
nd the prod
ercent glycol
must be oran
VE FLUIDS (an
to protect th
are more ex
rface of the
s wetting ag
ncreases the
es not flow
s correspond
mally transpa
and blue gree
TIVE FLUIDS (
provide lon
ed especially
0 knots.
ENANCE
and wetting
uid, it must
entration and
ducer, this c
; it also dep
nge.
ti‐icing) can
he aircraft fro
xpensive tha
aircraft. A
ents, and dy
e viscosity o
w away. The
ds to minim
arent or lig
en.
anti‐icing) h
nger holdove
y for turbopr
g agents ensu
be diluted w
d temperatu
concentratio
pends on the
also be used
om re‐freezi
n Type I flui
As with the
ye. In additi
of the protec
e thickener
mum freezing
ght yellow;
have charact
er time than
rop aircraft p
ure the even
with water t
ure of the e
n correspon
e meteorolog
d to remove
ing during ta
ids. Protectiv
Type I fluid
ion, they con
ctive fluid so
is dissolved
g point. Mos
all colours
teristics that
a Type I flu
performance
n coverage o
o ensure its
utectic poin
nds approxim
gical conditio
e ice from the
xiing and wa
ve fluids are
ds, Type II f
ntain a polym
o that it ad
d in water.
st Type II flu
are a l low
t fall betwee
id but less t
e with lower
of the whole
s maximum e
t. Dependin
mately to 40
ons. If the f
e aircraft su
aiting for tak
e normally a
fluids contai
mer‐based t
heres to the
The compo
uids are not
wed except
en Types I
han Type II/
rotation spe
Page 57
e surface.
efficiency
g on the
0 percent
fluids are
rface but
ke‐off. All
pplied to
in glycol,
hickener.
e aircraft
osition of
t diluted.
t orange,
and II/IV
/IV fluids.
eeds with

D2.1.4 CAS
FIGURE
• TYPE
long
Protectiv
changes
at small
very imp
high and
higher a
aircraft.
point, it
clean.
The pro
may rem
to blow
formed.
It can fo
aircraft.
SE STUDY 4/4 ‐ A
E 23 VISCOSIT
IV – PROTECT
ger holdover
ve fluids are
depending
values of sh
portant for p
d the fluid ad
and higher s
Ideally the
should be
blem, howe
main on the a
it off. Afte
The thicke
orm gel‐like
The thicker
AIRPORT MAINTE
TY AGAINST S
TIVE FLUIDS (A
time. type i
e classed as
on the shear
hear and low
protective flu
dheres to the
shear, its vis
fluid viscosi
reduced rap
ver, is that
aircraft, part
er the glycol
ning substan
deposits wh
the fluid (i.e
ENANCE
SHEAR RATE P
ANTI‐ICING) ar
v fluids are e
s Non‐Newt
r on the fluid
w viscosity if
uids. When
e surface of t
scosity is su
ity should b
pidly, so that
not all of th
ticularly in t
evaporates
nce has prac
hich could re
e. Type IV liq
PROFILES FOR
re very simi
emerald gree
tonian fluids
d surface, as
f the shear o
the aircraft
the aircraft. D
uddenly red
e high up to
t at the nos
he fluid is a
he areas wh
s and only th
ctically no a
esult in bloc
uids), the m
R NEWTONIAN
lar to type
en.
s. The visco
s shown in Fi
on the fluid
is stationary
During the ta
uced, and it
o a speed o
se‐wheel lifti
lways shorn
here the spee
he thickenin
nti‐freeze pr
ckages of fli
ore deposits
N AND NON‐N
ii fluids but
sity of a No
igure. The flu
surface grow
y or is taxiing
ake‐off run,
t flows from
of about 110
ing speed, t
‐off complet
ed of the air
ng agent is l
roperties and
ght controls
s are formed
NEWTONIAN
t have a sig
on‐ Newton
uid has high
ws. This pr
g, the fluid v
the fluid exp
m the surfac
0 km.h‐1 an
he aircraft s
tely; a smal
rflow is not
left, residue
d is very hyg
s of certain
d.
Page 58
FLUIDS
nificantly
nian fluid
viscosity
roperty is
iscosity is
periences
ce of the
d at that
surface is
l amount
sufficient
s can be
groscopic.
types of

D2.1.4 CAS
Dependi
step pro
During a
the aircr
In a two
surface i
fluid is a
pressuris
exposed
polymer
common
The one
IV fluid.
scale. In
Some ty
invisible
method
De‐icing
mobile v
located a
In the ca
during ta
the apro
addition
slippery,
SE STUDY 4/4 ‐ A
ing on the m
ocedures are
a one‐step p
raft’s surface
o‐step proce
is treated by
applied hot
sed water to
to higher t
rising fluid a
n types of ro
‐step proced
Operators
n contrast, op
ypes of wing
and a hand
to verify if t
of aircraft c
vehicles on
as close as p
ase of decen
axiing to tak
on; they pen
n, the residu
, and this e
AIRPORT MAINTE
meteorologic
used for air
procedure on
es and to pro
dure the air
y the Type II
and under
o clean the
temperature
and reducing
otary or pisto
dure necessa
from Scand
perators from
g contamina
ds‐on check
he treated s
can be perfo
the apron
possible to th
ntralised de‐
e‐off, the air
netrate into
als of the Ty
endangers sa
ENANCE
cal condition
craft de‐icing
nly thickened
ovide protect
rcraft is first
I or IV fluid.
high pressu
aircraft. Bec
es, they are
g the fluid v
on pumps. I
arily means “
inavia and B
m the rest of
ation are ve
is required t
urface is clea
rmed in eith
and the for
he take‐off ru
icing (at the
rcraft does n
the substrat
ype II or IV f
afety on the
ns and on a
g and anti‐ic
d (Type II/III
tion for thos
cleaned by
To make th
re. At temp
cause protec
applied col
viscosity, the
Instead, mem
“double” ap
Baltic countr
f Europe see
ery difficult
to feel the b
an of ice.
her centralise
rmer uses o
unway thres
apron) both
not freeze ag
tum, where
fluids, togeth
e apron. Th
airport and s
cing.
/IV) fluid is
se surfaces.
the Type I f
e cleaning o
eratures up
ctive fluids a
d. To avoid
e protective
mbrane or sc
plication of
ries are usin
em to prefer
to detect. F
build‐up. The
ed or decent
one or seve
shold.
h Type I and
gain. The res
they contam
her with the
his cannot b
state practic
used for sno
luid; then, w
of the aircraf
to –7°C, so
are less stab
d disrupting
fluid must
crew pumps
the thicker T
g Type I flui
Type II/IV liq
For example
e tactile che
tralised ways
ral specially
II/IV fluids m
idues of de‐i
minate soil a
remaining s
be avoided
ces, one‐ste
ow/ice remo
within 3 min
ft easier, the
ome airports
ble and mus
g the functio
not be pum
s must be use
Type II, or e
ids on a mu
quids.
e, clear ice
ck is the on
s. The latter
y constructe
must be use
icing fluids re
and ground
snow or ice,
completely,
Page 59
p or two
oval from
utes, the
e de‐icing
s use hot
st not be
on of the
mped by
ed.
ven Type
ch larger
is nearly
ly known
r requires
ed stands
d so that
emain on
water. In
are very
even at

D2.1.4 CAS
airports
de‐iced o
To prote
de‐icing
design o
and recy
have the
de‐icing,
facilities
An adva
so that i
co‐ordin
icing. O
the air‐t
after de‐
De‐icing
transpor
the prop
workers,
glycol is
SE STUDY 4/4 ‐ A
where de‐ici
on the apron
ect the enviro
and take‐of
of the surfac
ycled. Recycl
e same prop
, it is possib
have been c
ntage of cen
n most case
nation betwe
therwise, th
raffic contro
‐icing.
aircraft is a
rt. The worke
perties of th
, because du
harmful to t
AIRPORT MAINTE
ing is perform
n stands.
onment and
ff, areas for
ces prevents
ing is often
erties as a n
le to use mo
constructed
ntralised de‐
s it is not ne
een air traffi
e de‐iced air
ol is equally
a profession
ers who perf
he fluids use
uring adverse
the health.
ENANCE
med centrally
increase the
central de‐ic
the escape
performed i
new fluid, bu
obile de‐icing
at Luleå (Sw
‐icing is that
ecessary to p
c control an
rcraft might
important w
al and spec
form de‐icin
ed. Increase
e weather co
y, because p
e safety of a
cing are bein
of the de‐ic
in fluid prod
ut in some ca
g facilities o
weden) and M
t de‐icing can
protect the p
nd airport ad
have to wai
when de‐icin
cialised activ
g must be fa
ed attention
onditions de‐
ropellers and
air operation
ng built on t
cing substan
uction plant
ases, recyclin
r a special p
Munich airpo
n be perform
plane with Ty
dministration
t too long be
g aircraft on
vity with a d
amiliar with t
has to be
‐icing is freq
d the inlets o
by shorteni
the apron at
ce. I n s t e a
s because th
ng is done at
ortal de‐icin
orts.
med immedi
ype II/IV fluid
n or the age
efore take‐o
n the apron
direct effect
the equipme
paid to the
uent and ne
of jet engines
ng the time
t larger airp
a d , glycol is
he recycled f
t airports. Fo
g facility. Po
ately before
d. This requi
ent providing
off. Coordina
to avoid lon
on the safe
ent and und
e protection
ecessary and
Page 60
s must be
between
orts. The
s trapped
luid must
or central
ortal type
e take‐off
ires close
g the de‐
tion with
ng delays
ety of air
derstand
of these
because

D2.1.4 CAS
A new d
Airport
infra‐red
system
surfaces
individua
surfaces
The first
technolo
protectiv
SE STUDY 4/4 ‐ A
FIGU
de‐icing tech
by Process T
d energy wo
is effective
. F i r s t , s
al flakes ma
, but affects
t InfraTek fa
ogy is not c
ve, anti‐icing
AIRPORT MAINTE
URE 24 INFRA
hnology was
Technologie
orking on 3 t
for ice dep
now crystal
kes snow an
composite m
acility in Euro
completely g
g fluid. Howe
ENANCE
ATEK DE‐ICING
developed a
s (now Radi
to 6 microm
posits, but le
s reflect the
n effective i
materials.
ope was ope
glycol free a
ever, glycol co
G FACILITY OF
and tested d
iant Aviation
etre‐long w
ess effect i
e “heat wav
nsulator. Th
ened at Oslo
as a de‐iced
onsumption
F RADIANT AV
during the fi
n Services –
waves is used
ve when sn
ves,” and se
e radiated e
o Gardermo
aircraft sur
is reduced co
VIATION SERV
irst half of t
– RAS). In th
d to melt ice
now is pres
econd, the a
energy does
en Airport i
rface must
onsiderably.
VICES
the 1990s at
heir InfraTek
e, frost or sn
ent on the
air located
not heat al
in January 2
be treated
Page 61
t Newark
k system,
now. The
aircraft’s
between
luminium
006. The
by some

D2.1.4 CAS
6. DES
In railwa
how the
railway a
and prev
A cold c
on cold
Union of
stemme
winter c
switches
Research
that the
increase
Winter w
Therefor
good pra
issues of
selected
another,
unique c
extreme
6.1 CHA
Kiruna A
perhaps
town tha
services
visitors.
SE STUDY 4/4 ‐ A
CRIPTION
ay and aviatio
ey are linked
and aviation
ventive main
limate is kno
climate influ
f Railways (U
d from: trai
challenges in
s and crossin
h Institute) s
e number of
e was 130 %
was consider
re, cold clim
actices, so in
f a cold clim
as a case st
, this airport
conditions a
ely low tempe
RACTERISTIC
Airport, situa
best known
an the mine
in space an
AIRPORT MAINTE
N OF SELEC
on it is neces
d to the effe
n companies
ntenance can
own to have
uence on tra
UIC), 11 Eur
n design (58
n the infrast
ngs (27 %) an
studied data
f failures cau
in switches
red as startin
mate is a cap
n this case st
ate and its e
tudy for two
t is widely us
and availabil
eratures.
C OF THE KIR
ated far nor
n for its min
e. For examp
nd atmosphe
ENANCE
CTED CASE
ssary to und
ects of both
can plan the
n be optimise
e effect on in
ansportation
opean count
8 %) and infr
tructure as:
nd rails and w
from two Sw
using train d
and crossing
ng 1 October
pacity killer f
udy, the goa
effect on airp
reasons. Fo
sed by many
ity for expe
RUNA AIRPO
rth of the p
ne, which lie
ple, Kiruna is
eric research
E STUDY
erstand the
h operation
eir maintena
ed.
nfrastructure
n are sparse.
tries said th
rastructure
performanc
welding (20 %
wedish railw
delays was 4
gs, and 24 %
r and ending
for both rai
al is to identi
port´s infras
or one thing,
y internation
eriments. Th
ORT
olar circle, i
s underneat
s home to th
h, and the I
deterioratio
and the env
ance in a mo
e and its com
In a survey
at their mai
(34 %). Seve
e of equipm
%). VTI (Swed
way sections
41 % higher
% in the othe
30 April, i.e.
lway and av
ify successfu
structure fail
Sweden is k
nal institutio
his is possibl
is Sweden’s
th the town,
he Esrange s
cehotel in n
n processes
vironment. W
ore proactive
mponents. S
carried out
n winter rol
enteen respo
ment for sno
dish Nationa
in the period
in winter t
er railway inf
. 58 % of the
viation with
l practices e
ures. Kiruna
known to hav
ns for many
e thanks to
northernmo
, but there i
pace rocket
nearby Jukka
of infrastruc
With this kn
e way, e.g. c
Scientific pub
t by the Inte
lling stock ch
onses cited
ow clearance
al Road and T
d 2001‐03 a
than in sum
frastructure
e year.
room for tr
examining th
a airport in S
ve harsh win
purposes du
o the low tr
ost airport.
is much mo
base which
asjärvi attrac
Page 62
cture and
nowledge
corrective
blications
rnational
hallenges
the main
e (29 %),
Transport
nd found
mer. The
systems.
ansfer of
e various
weden is
nters. For
ue to the
affic and
Kiruna is
re to the
provides
cts many

D2.1.4 CAS
The airp
the airp
conduct
agency,
their airc
Kiruna A
are depe
airport h
research
the nort
reasons.
Facts ab
Inaugura
Number
Number
Termina
Size of ru
Total nu
Number
Travel ti
SE STUDY 4/4 ‐ A
port’s locatio
port, someth
research a
has conduct
craft, and th
Airport was b
endent on go
has become
h facilities in
thern lights,
.
out the airpo
ated in 1960
of passenge
of landings:
l floor space
unway: 2,500
mber of emp
of companie
me to the ce
AIRPORT MAINTE
FIGUR
on in Kiruna,
hing greatly
nd test pro
ted ozone re
e Met Office
built in 1960
ood transpo
increasingly
the area. M
and the Ice
Tort
ers 2009: 186
1,325
e: 2,500 squa
0 metres x 4
ployees at th
es at the airp
entre: 10 min
ENANCE
RE 25. LOCATI
northern Sw
appreciated
ducts in the
esearch man
e, the UK’s na
. Kiruna’s ge
rt, which is w
important, g
Mining opera
hotel attrac
TABLE 9. FACT
6,069 (dome
are metres
45 metres
he airport: 60
port: 8
nutes
ON OF KIRUN
weden, mea
d by compa
e extreme c
y times in th
ational weat
eographical l
where the ai
given the inc
ations, space
ct people fro
TS ABOUT KIR
estic: 182,65
0
NA WITHIN SW
ans that ther
anies and re
climate. Fo
he town. Boe
ther service,
ocation mea
irport enters
crease in bus
e research, t
om all around
UNA’S AIRPO
54, internatio
WEDEN
re is ample f
esearchers c
r instance, N
eing and Air
has conduct
ans that resid
s the picture
siness develo
he magnifice
d the world
ORT
onal: 3,415)
free airspac
coming to K
NASA, the U
rbus have co
ted research
dents and bu
e. In recent y
opment, tou
ent nature,
for a wide v
Page 63
e around
Kiruna to
US space
old‐tested
there.
usinesses
years, the
urism and
including
variety of

D2.1.4 CAS
At 19,44
inhabite
As noted
in sharp
airspace
As of no
morning
test fligh
area also
2002.
This reg
weather
research
Arena A
commun
those th
having a
Kiruna A
environm
to reduc
related c
emission
6.2 CLIM
Kiruna is
summer
May.
SE STUDY 4/4 ‐ A
47 square kil
d by slightly
d above, Kiru
contrast to
. There it is d
ow, Kiruna Ai
g, around noo
hts over a lar
o suitable fo
ion has very
r conditions.
h and test ca
rctica is only
nity´s wide s
hinking of re
good time.
Airport is o
mental impa
ce its carbon
charges app
ns pay a high
MATE
s located 145
rs and long,
AIRPORT MAINTE
ometers, Kir
more than 2
una Airport c
airports else
difficult to fin
irport has an
on and in th
rge surround
or testing UA
y few hazy d
. This mean
mpaigns bei
y 10 minute
election of u
locating the
owned and
act under the
dioxide emi
ly at Kiruna
her charge
5 kilometers
cold winters
ENANCE
runa is a larg
23,000 peop
can offer som
ewhere in E
nd room for
n average of
e evening. T
ding area tha
AVs, Unmann
days and it i
s shorter w
ng carried ou
es from Kirun
unique exper
re, the botto
operated b
e ISO 14001
ssions and h
Airport; airc
north of the
s. Snow cove
ge municipa
le, the majo
mething ver
urope, wher
test flights.
f eight arriva
he remainin
at is mostly u
ned Aerial V
is extremely
waiting times
ut faster and
na on munic
riences and
om line is v
by Swedavia
1 environmen
as the vision
craft making
e Arctic Circl
er generally
lity ‐ half the
rity living in t
y attractive
re scheduled
ls/departure
g time offers
uninhabited.
ehicles; the
y rare that f
s and more
d more efficie
cipal service
adventures
aluable savin
a, which co
ntal manage
n of zero emi
g too much
e and has a s
lasts from m
e size of Swi
the city of Ki
– almost em
d and charte
es daily conc
s great oppo
. This latter a
first such te
lights are ca
test oppor
ently.
and short t
make it easy
ngs in time
ntinuously s
ement system
issions by 20
noise or em
subarctic clim
mid‐October
itzerland. Th
iruna.
mpty airspac
er flights com
centrated in
ortunities to
advantage m
est was carri
ancelled due
rtunities, res
transport rou
y to fill free
and resourc
seeks to re
m. The airpo
020. Environm
mitting a high
mate with sh
r to the beg
Page 64
he area is
ce. This is
mpete for
the early
carry out
makes the
ed out in
e to poor
sulting in
utes. The
time. For
ces, while
educe its
ort works
mentally‐
h level of
hort, cool
inning of

D2.1.4 CAS
The sun
rise from
mountai
being so
tempera
20 kilom
degrees
The clim
climates
principle
what it is
6.3 SERV
Kiruna´s
region’s
campaig
unique c
Kiruna in
Administ
The airp
practical
SE STUDY 4/4 ‐ A
FIGURE 26. S
doesn't set
m mid‐Decem
in region, in
o far north,
atures feel co
metres from
below those
mate in Kirun
s can only be
es of winter f
s like to fly in
VICES PROVI
geographic
high‐tech
gns. The lon
competence
nclude the fo
tration and S
port can rec
lly every type
AIRPORT MAINTE
SCREENSHOTS
between Ma
mber to the b
ncluding Keb
, winter is
omfortable.
Kiruna, is in
e of central K
na is perfect
e obtained un
flying can be
n severe cold
IDED AND DE
al advantag
industry off
g‐establishe
to offer serv
ollowing: NA
SSC (Swedish
ceive, load
e of aircraft,
ENANCE
S OF AIRPLAN
ay 30 and Ju
beginning of
bnekaise wh
not particul
That being s
n a river val
Kiruna.
for test flig
nder real con
e taught in a
d, snow and
ESCRIPTION
es, including
fers unique
d space and
vices and su
ASA,Airbus In
h Space Corp
and unload
including he
NE AND RAILW
ly 15; this is
f January. Kir
ich at 2 117
larly cold. T
said, there a
ley and this
ghts; the fina
nditions. It is
simulator at
ice.
OF FACILITI
g a stable,
conditions
d research
pport for ma
ndustries, Bo
poration) am
large wide
elicopters. N
WAY IN HARSH
counterbala
runa municip
7 metres is
The dry mo
re local varia
s causes win
al proof of h
s also ideal fo
t home – but
ES
subarctic wi
to carry ou
activities ha
any differen
oeing, Euroc
ong others.
ebody aircra
ASA has exe
H WEATHER C
anced by the
pality is situa
Sweden’s h
untain air m
ations. Jukka
ter tempera
how aircraft
or winter cer
t in Kiruna th
inter climate
ut advanced
ave built a b
t projects. C
opter, Swed
ft and supp
cuted two re
CONDITIONS.
e fact that it
ated in the h
ighest peak
makes even
asjärvi, locat
atures to dr
function in
rtifications. T
he flight crew
e, together
d research
broad, solid
Companies w
ish Defence
ply ramp se
esearch cam
Page 65
does not
heart of a
. Despite
freezing
ed about
op 10‐15
extreme
The basic
w can feel
with the
and test
base of
working in
Materiel
ervice for
mpaigns in

D2.1.4 CAS
Kiruna. I
the ozon
service‐m
meets an
The facil
The airp
Runway
Instrume
lengths:
TORA 25
TODA 26
ASDA 25
Runway
Instrume
lengths:
SE STUDY 4/4 ‐ A
n fact, the A
ne layer. The
minded airp
nd even exce
ities provide
ort’s runway
03:
ent runway
502 m,
652 m (includ
502 m and LD
21:
ent runway
AIRPORT MAINTE
American Spa
e customers
port, easily a
eeds the nee
ed by the airp
y system is cl
with referen
ding CWY 15
DA 2502 m.
with referen
ENANCE
ace Administ
of Kiruna ai
accessible a
eds of the co
port are as fo
FIGURE
lassified in re
nce code 4 D
50 m)
nce code 4D
tration has c
irport have
airspace and
ompanies’ tes
ollows:
27. RUNWAY
eference cod
D with a wid
D with a wid
hosen Kirun
discovered
d large well‐
sting activitie
Y SYSTEM
des as follow
dth of 45 me
dth of 45 me
a for vital pa
and taken a
‐equipped h
es
ws:
etres and th
etres and th
arts of its res
advantage of
hangars. The
he following
e following
Page 66
search on
f Kiruna’s
e Airport
available
available

D2.1.4 CAS
TORA 25
TODA 25
ASDA 25
LDA 250
Instrume
The airp
assistanc
Runway
• Non
Runway
• Prec
Airport L
• The
Runway
• High
PAPI
Runway
• High
6.4 SPEC
6.4.1 WIN
A cold c
particula
surfaces
perform
SE STUDY 4/4 ‐ A
502 m,
502 m,
502 m
2 m.
ent Runways
port’s runwa
ce accordanc
03:
‐precision fly
21:
cision flying C
Lights:
airport’s ligh
03:
h intensive la
I.
21:
h intensive la
CIAL MAINTE
NTER ERGONO
climate puts
ar, their kno
, and heavy
ance. Maint
AIRPORT MAINTE
s:
ays are appr
ce with the p
ying with VO
Category I w
hting system
anding light
anding lightin
ENANCE ACT
OMICS FOR OP
higher dem
owledge of
y and vibra
tenance peo
ENANCE
roved as ins
procedures p
OR and DME.
ith ILS, VOR,
is approved
ning system
ng system, ty
TIONS PERFO
PERATORS
mands on the
how environ
ting tools a
ople perform
strument run
published by
NDB and DM
d according t
m, type Calve
ype Calvert 9
ORMED IN KI
e competen
nmental fac
affect the a
ming tasks in
nways with
LFV (Luftfar
ME.
o the follow
ert 900 m, h
900 m, high i
IRUNA
ce and expe
tors such as
assets/vehicle
n the airpor
the followin
tsverket):
ing:
high intensiv
ntensive run
erience of th
s harsh clim
es, the logi
ts are expo
ng electronic
ve runway li
nway light an
he personne
mate conditio
istics and th
sed to thes
Page 67
c landing
ghts and
nd PAPI.
el and, in
ons, cold
heir own
e factors

D2.1.4 CAS
during m
function
climate a
• Body
• Cont
one
hand
• The
risk o
• Wor
• Grea
focu
and
• Cold
• Main
SE STUDY 4/4 ‐ A
many hours
al capacity
are exposed
y cooling due
tact with col
can see how
d, if the hand
wind chill ef
of hypotherm
rk wear/prot
ater psycholo
us on their o
decision ma
d, ice and sno
ntenance wo
AIRPORT MAINTE
since most
of the techn
to:
e to low tem
ld surfaces o
w the cold s
dle is insulat
ffect; i.e. the
mia.
tective clothi
ogical stress
wn persona
king are sha
ow can result
ork in a cold
ENANCE
of the task
nical system
mperatures, w
of assets, veh
urface of a m
ed with a sp
FIGURE 28. T
e cooling effe
ng can be he
. In addition
l thermal pr
red by these
t in poor per
climate coin
ks are neces
ms is reduced
wind, snow, r
hicles and to
metallic saw
ecial tape, th
TERMOGRAPH
ect of wind
eavy, bulky a
to the actua
rotection. Th
e tasks.
rformance an
cides largely
ssarily perfo
d. In summa
rain and hum
ools. For inst
w handle abs
he heat rema
HY OF HANDS
at low air te
and thick and
al maintenan
his means th
nd safety for
y with short d
ormed outsid
ary, personn
midity.
ance in the t
orbs the ski
ains on the h
S
mperatures,
d therefore,
nce task, the
at their con
r vehicles.
dark days.
de. Due to
nel working
thermograp
n heat. On t
hand.
, which incre
difficult to m
e personnel m
centration, a
Page 68
this, the
in a cold
hy below
the other
eases the
move in.
must also
attention

D2.1.4 CAS
For thes
issues in
vests,glo
Safety a
times.
When a
modifica
facility in
hangar f
SE STUDY 4/4 ‐ A
se reasons o
n order to p
oves and hat
uthorities bu
additional a
ations in the
n order to m
for maintena
AIRPORT MAINTE
perators and
perform the
ts are requi
ut also the c
actions mus
plane to pe
mitigate temp
ance and mo
ENANCE
d techicians
taks with c
red in orde
concept of w
st be perfo
erform any e
perature issu
dification pu
in Kiruna ai
confort but
r to fulfill b
winter ergono
ormed on t
experiement
ues. This insid
urposed whic
irport use w
also keeping
oth safety a
omics since
the plane
or special m
de facility is
ch can not be
winter clothe
g the heatin
aspects reglu
they must w
(both main
mission), Kiru
called Arena
e performed
es prepared f
ng. Therefor
utaed by He
work below ‐
ntenance ac
una airport h
a Actica and
d outside in t
Page 69
for these
re special
ealth and
‐30 many
ctions or
has inside
is a huge
he cold.

D2.1.4 CAS
The Aren
aircrafts
SE STUDY 4/4 ‐ A
na Arctica ha
inolved in d
AIRPORT MAINTE
angar at the
different typ
ENANCE
FIGURE 29
FIGURE 30. A
Kiruna airpo
pe of enviro
9. ARENA ARC
ARENA ARCTI
ort was built
nmental or
CTICA PLAN
CA HANGAR.
in 1992 as a
militar miss
facility for a
ions where
accommodat
instrumenta
Page 70
ting large
ation and

D2.1.4 CAS
tasks to
has simu
feasible
improvin
6.4.2 CON
Vehicles
types of
SE STUDY 4/4 ‐ A
be done on
ultaneously
solution fo
ng the maint
NDITIONS FOR
in Scandivia
f vehicles in
AIRPORT MAINTE
the plane di
accommoda
or maintena
tainability an
R AIRPORT VE
a must survi
order to gu
ENANCE
d require ind
ated the NAS
nce of aircr
nd ergonomy
FIGURE 31. A
FIGURE 32. A
EHICLES
ve in hostile
uarantee the
door facilitie
SA ER‐2, NA
rafts in har
y of the work
ARENA ARCT
ARENA ARCTI
e weather co
e services fo
es. Size of thi
ASA DC‐8, an
rsh climate
ks.
ICA HANGAR
CA HANGAR.
onditions. Ai
r maintenan
s hangar is r
nd DLR Falco
mitigating t
irports facilit
nce of faciliti
rather impre
on. It seems
the icing ef
ties require
ies, aircraft
Page 71
ssive and
s to be a
ffect and
different
and take

D2.1.4 CAS
care of
prepared
conditio
These ve
weather
power ca
warm oi
warmer,
engine;
monoxid
Second a
with sno
function
SE STUDY 4/4 ‐ A
the passeng
d to work in
ns last longe
ehicles comm
r envornmen
able often ro
l can quickly
, less viscou
thus a bloc
de; also heat
aspect must
ow and ice.
ality of the d
AIRPORT MAINTE
gers. Most
such climate
er than anyw
FIGURE 33.
monly use a b
nts. The mos
outed throug
y circulate th
us engine oi
ck heater re
t is available
be taken in
Winter tyre
de vehicles in
ENANCE
of these ve
es. Especially
where else in
. SNOW MAC
block heater
st common t
gh the vehicl
hroughout th
l and less c
duces a veh
more quickly
to consider
es with met
n slipery surf
ehicles are c
y Kiruna airp
Scandinvia.
HINES IN KIRU
r to warm up
type is an el
le's grille. He
he engine du
condensation
hicle's emiss
y for the pas
ration is the
talic or rubb
faces.
combustion
port is locate
UNA AIRPORT
p the engineT
ectric heatin
eaters are al
ring start up
n of fuel on
sion of unbu
ssenger com
gripen of w
ber spikes ar
driven vehi
d relaly up in
T FACILITIES
These device
ng element c
so available
p. The easier
n cold metal
urned hydro
partment an
heels used b
re needed i
icles which
n the north s
es are popula
connected t
for engine o
r starting res
l surfaces in
ocarbons and
nd glass defo
by the cars in
n order to
Page 72
must be
so winter
ar in cold
hrough a
oil so that
ults from
nside the
d carbon
gging.
n sufaces
keep the

D2.1.4 CAS
Several t
in order
procedu
function
minimizi
an unde
FI
6.4.3 THE
Snow re
SE STUDY 4/4 ‐ A
tests are per
to evaluate
res, which p
of the surfa
ing the destr
sired effect s
GURE 35. VEH
RUNWAY CO
moval and m
AIRPORT MAINTE
F
rformed with
the road gr
produce diff
ace and weat
roying effect
since spikes
HICLES AND T
ONDITIONS AT
measuremen
ENANCE
FIGURE 34.MA
h different br
rip. This fact
erent patter
ther differen
t of spikes in
produce goo
TIRES WITH SP
T KIRUNA AIR
t of braking
ACHINES FOR
rands of tire
or depends
rns of smoo
nt tires are se
n the asphalt
od road grip
PECIAL SPECIF
RPORT
coefficient
TEST OF TIRE
s and vehicle
on the asph
th or rough
elected to as
t, especially
but require
FICATIONS FO
ES
es in the test
alt, snow, ic
surfaces, di
ssure the ma
in the runw
more asphal
R THE WINTE
t facilities of
ce and snow
ifferent road
aximum road
way. This side
lt maintenan
ER CONDITION
Page 73
f Arjeplog
w removal
d grip. In
d grip but
e effect is
nce.
NS.

D2.1.4 CAS
The runw
aspects.
covered
Under th
and blow
with ice
In order
meters,
back and
around 1
SE STUDY 4/4 ‐ A
way conditio
It is especi
runway and
hese circums
w machine,
then the fiel
to sand the
has to first
d forth alon
15 minutes.
AIRPORT MAINTE
ons at Kirun
ally significa
d varying tem
stances, sno
a so‐called “
ld master us
F
entire runw
drive up an
ng the outer
ENANCE
a airport ha
ant slippery
mperature aro
w removal o
“PSB”. After
ually decides
FIGURE 36. SN
ay, the sand
d down the
edges of th
ave always b
conditions
ound 0°C.
on the runw
the snow re
s that the ru
NOW MACHIN
ding truck, w
runway on
he runway.
been trouble
when rain a
way is initiate
emoval the
nway should
NES WORKING
hich has a sa
either side
The sanding
esome due t
and wet sno
ed with a com
runway if ru
d be sanded
G.
anding width
of the cente
g of the com
o variety of
ow falling on
mbined plow
unway is still
with warm s
h of approxim
erline and th
mplete runw
Page 74
weather
n the ice
w‐sweep‐
l covered
sand.
mately 15
hen once
way takes

D2.1.4 CAS
Subsequ
Skiddom
respectiv
This coe
subsecti
Measure
• FAA
• ICAO
In case f
again. A
show th
discontin
is not ho
In this p
It is also
and repo
measure
centerlin
believe t
0.05 unit
SE STUDY 4/4 ‐ A
uent to the s
meter Frictio
vely.
efficient is co
on 8.1. This
ement, const
AC 150/532
O CIRCULAR ‐
friction value
A spot test o
hat the ave
nued after th
omogenous i
rocedure the
o up to the f
orting of run
ements shall
ne. Further
that the cur
ts or more.
AIRPORT MAINTE
sanding the
n Tester/BV
TABL
ompared wi
information
truction, and
0‐12C, 1997
‐ FRICTION IS
e is low then
of the runwa
rage increas
he round tri
n the whole
e whole runw
field master
way coeffici
l be accomp
it is stated t
rent reading
ENANCE
braking coe
V11, which g
LE 10. SKIDDO
th the thres
is also conta
d maintenanc
.
SSUES ‐ IATA
n the field ma
ay friction co
sed up to 0
p up and do
area.
way must be
the decision
ents in the B
plished in bo
that a new m
gs on any of
efficient is m
gives the coe
OMETER FRICT
sholds agree
ained in :
ce of skid‐re
A
aster can de
oefficient th
0.40 at leas
own the runw
e checked to
n if the runw
BCL, (BCL‐F F
oth runway d
measuremen
the runway
measured wit
efficients fo
TION TESTER/
ed by Civil A
sistant airpo
ecide that th
at was done
st. Second s
way centerli
o verify the f
way can be o
3.2) it is pres
directions 5‐
nt shall be do
y’s three sect
th measuring
r runway se
/BV11
Aviation Adm
ort pavement
e runway sh
e after the s
sanding hav
ne, and achi
riction cond
operated. Ac
scribed, amo
‐10 meters o
one as soon
tors have ch
g equipmen
egments A,
ministration
t surfaces,
hould be sand
second sand
ve the risk
ieved runwa
itions or at l
ctually, meas
ong other th
on either sid
as there is r
hanged by m
Page 75
t of type
B, and C
BCL‐F3.2
ded once
ing must
of being
y friction
least 4/5.
surement
ings, that
de of the
reason to
more than

D2.1.4 CAS
The mea
runway
and repo
6.4.4 WIL
Despite
aviation
manage
ACI polic
real tim
hazard p
wildlife o
birds, alt
Kiruna i
dangero
SE STUDY 4/4 ‐ A
asured value
is covered w
orting of run
D LIFE PROTE
dissuasive e
are likely to
these hazar
cy stated tha
e and take
prevention a
on the aerod
though the r
s located u
us for the ru
FI
AIRPORT MAINTE
es shall be g
with wet snow
way braking
ECTION
environment
o remain. Ae
ds in a huma
at “Aerodrom
the necessa
nd wildlife m
drome.” In g
risks related
p in the no
unways and p
IGURE 37. EXA
ENANCE
given as unr
w or the tes
action has b
tal measure
erodrome op
ane and resp
me operator
ary measure
management
eneral, the g
to mammals
orth where
pavement ar
AMPLES OF W
reliable whe
st vehicle’s s
been treated
es some ele
perators will
ponsible man
rs must rem
es immediate
t unit, or spe
greatest thre
s should not
many reind
reas.
WILDLIFE CLOS
n the result
peed was les
d specially in
ments of w
therefore n
nner.
ain permane
ely. It is cru
ecially traine
eat to aviatio
be underest
eers and ot
SE TO THE KIR
s are unsure
ss than 95 km
SHK’s report
wildlife hazar
eed to take
ently vigilant
ucial either t
ed and equip
on related to
timated.
ther animals
RUNA AIRPOR
e, for examp
m/hr. (Meas
rt C 1997:36)
rds to the
operational
t to assess th
to impleme
pped staff to
o wildlife is c
s can be po
RT.
Page 76
ple if the
surement
.
safety of
l steps to
he risk in
nt a bird
o manage
caused by
otentially

D2.1.4 CAS
Most co
close by
runway.
colliding
permane
potentia
6.4.5 ENV
Kiruna A
airport in
SE STUDY 4/4 ‐ A
mmon mam
farms. How
On top of t
g with them
ently watche
al danger for
VIRONMENTA
Airport has t
n Luleå.
AIRPORT MAINTE
mmals in Kiru
ever they ca
that, moose
can be cat
ed in order t
the vehicles
AL CARE TECHN
two mobile
FIGURE 3
ENANCE
na are reind
an suddenly s
are heavy a
tastrophic. D
o identify an
s and planes.
NOLOGIES FO
de‐icing syst
38. DEICING S
eers and mo
show up in t
animals whic
Due to thes
ny mammal
.
OR DE‐ICING
tems. The li
SYSTEMS USED
oose. These
the middle o
ch can weig
e reasons, a
coming in to
quid is recyc
D IN KIRUNA
animals are
f the road or
h up to 600
all areas nea
o the paved a
cled and pro
AIRPORT.
living in the
r in the midd
0 kilos so an
arby the air
areas which
ocessed at S
Page 77
forest or
dle of the
y vehicle
rport are
can be a
Svedavias

D2.1.4 CAS
7. DISC
7.1 SUM
Airport a
process
robustne
This inte
which p
different
success t
Increase
advance
enablers
On top o
where m
prognost
aviation
consider
operabil
For that
perform
deploym
must be
the capa
in an ef
perform
SE STUDY 4/4 ‐ A
CUSSION
MMARY OF B
and aircraft
has the uni
ess of the ma
egration is po
perform data
t methodolo
to achieve m
ed airport ca
d maintena
s.
of that, incr
most of the
tics will be o
sector but
red a high
ity, capacity
t purpose, b
ance drivers
ment of these
e performed
ability of Con
ffective way
ance of the s
AIRPORT MAINTE
BEST PRACTIC
maintenanc
que capabili
aintenance d
ossible thank
a integratio
ogies like Pro
maximum ope
apacity and
nce plannin
reased aircra
maintenance
one of the ke
in a harmon
success to
or punctual
better diagn
s to run pro
e technolog
through a ri
ndition‐Base
from a life
system throu
ENANCE
CES (BP) IN A
ce can be co
ity of sensiti
decisions.
k to some en
n, cleaning,
ognostics & H
erability.
security re
ng and prep
aft operabilit
e planning a
ey enablers. T
nized manne
lift up the
ity.
ostic capabi
oper both u
ies cannot b
gorous appli
d Maintenan
cycle persp
ugh the inclu
AIRPORT AN
onsidered a
ivity analysis
nablers in th
fusion and
Health Mana
equires a m
paration bas
ty requires a
and preparat
The introduc
er and not a
whole secto
ility and sm
unscheduled
be arbitrary
ication of ex
nce, which c
pective. This
usion of new
D AIRCRAFT
Multi‐Criteri
s against ab
he industry li
d mining. In
agement (PH
ore proactiv
sed on prog
also a more
tion is carrie
ction of CBM
as an individ
or and its k
marter maint
and schedu
and definitio
xisting agreed
could contrib
would lead
w and innovat
T MAINTENA
ia Decision M
bnormal beh
ike the conce
n fact the m
HM) and MSG
ve maintena
gnostics will
proactive m
ed out durin
M and conditi
ual and isola
key perform
enance have
uled mainte
on of the re
d standards,
bute to main
to an impr
tive technolo
ANCE
Making proc
aviours to c
ept of eMain
mixed applic
G‐3 has bee
ance concep
be one of
maintenance
ng uptime an
ion monitori
ated practic
mance indica
e been iden
nance. How
equirements
i.e MSG‐3 to
ntainability a
roved maint
ogies for PHM
Page 78
cess. This
check the
ntenance
cation of
n a great
pt where
the key
e concept
nd where
ing in the
ce can be
ators like
ntified as
wever the
for PHM
o acquire
allocation
ainability
M.

D2.1.4 CAS
Hence, t
framewo
At the en
they sho
stakehol
analyse t
support.
and ana
incorpor
provision
industry
Mainten
capabilit
support
required
skill leve
transpor
requirem
and airp
achieve
7.2 RELE
The conc
huge am
passenge
sector is
minimum
internati
SE STUDY 4/4 ‐ A
to fulfil KPI
ork of existin
nd of the day
ould be pro
lders due to
the large am
. The informa
lysing opera
ration of e‐
n of decision
where the d
nance in avia
ties. In order
organization
d to support
els, spares an
rtation and h
ments. Follow
ort manager
aircraft oper
EVANCE OF
clusion of th
mount of mo
ers, workers
s strongly h
m sets of m
ional networ
AIRPORT MAINTE
objectives, n
ng agreed me
y, operators
ovided in ag
o the close in
mount of ope
ation gained
tional data a
‐Maintenanc
n alternative
disagreemen
ation has al
r to realize a
n in aviation
the system.
nd repair par
handling req
wing this app
rs can be ful
rability and f
BP VERSUS R
his case study
ney in maint
s and surrou
harmonized
maintenance
rk.
ENANCE
new method
ethodologies
and airport
greed forma
nteraction b
erational dat
from these
are time con
ce solutions
es. This lack
nt is obvious
so the adva
a higher leve
sector has d
. Such resou
rts and assoc
uirements, f
proach, the o
filled due to
fleet perform
RAIL INFRAS
y in summar
tenance of p
nding areas.
with Intern
practices i
dologies like
s like MSG‐3
managers ar
at and time
between faci
ta related to
analyses pro
nsuming, erro
is providin
of data har
even in the s
antage of de
el of achieve
developed a d
urces may in
ciated invent
facilities, tec
operational
o the commo
mance.
STRUCTURE
ry is a parado
planes and in
However, t
national avia
n order to
e PHM have
.
re aiming for
to be und
lities. To thi
o reliability, m
ovides a basi
or‐prone and
ng real‐time
rmonization
signalling sys
etailed descr
ed availability
detailed des
clude mainte
tory requirem
chnical data,
and busines
on language
ox. Aircraft a
nfrastructure
here are no
ation organi
get the pe
been introd
r right maint
erstandable
s end, it is c
maintainabili
s for making
d costly proc
e data colle
is the main
stems.
ription of ne
y performan
cription of th
enance pers
ments, tools
computer so
s requireme
spoken by a
and airport i
e due to the
miracles in t
zations like
rmission to
duced but w
tenance deci
by all inte
crucial to co
ity, and main
g decisions. C
cesses. In thi
ection, analy
obstacle fo
eeded resou
nce, the main
he resources
sonnel quant
s and test eq
oftware, and
nts of the ai
ll of them in
ndustry are
safety const
this process.
ICAO whic
operate w
Page 79
within the
sions but
rnational
ollect and
ntenance
Collecting
is regard,
ysis, and
or railway
urces and
ntenance
s that are
tities and
uipment,
d training
r carriers
order to
investing
trains for
. Aviation
ch define
ithin the

D2.1.4 CAS
Unfortun
like UN
developm
internati
mostly d
somewh
Therefor
thermog
of the se
SE STUDY 4/4 ‐ A
nately this h
IFE or UIC
ment of the
ional author
depend on lo
here else.
re, comparin
graphy or sys
ervice when
AIRPORT MAINTE
harmonizatio
comprise o
e industry a
rities who dic
ocal or natio
ng methodo
stematic ma
deployed in
ENANCE
n does not e
of manufact
and from a
ctate mainte
onal authori
ologies and
intenance ar
a harmonize
exist in the r
turers most
market poi
enance pract
ities who ad
technologie
re not new p
ed and agree
railway secto
tly, being a
int of view.
tices for railw
dapt existing
s, one can
practices at a
ed manner w
or. The inter
good poin
In this sce
way infrastru
standards a
conclude th
all but they g
worldwide.
rnational ass
nt for the
enario, there
ucture and th
already succ
hat technolo
guarantee th
Page 80
ociations
technical
e are no
herefor it
ceeded in
ogies like
he quality

D2.1.4 CAS
8. CON
Mainten
Howeve
countrie
railway
methodo
For exam
friction a
there wa
led by in
the railw
internati
In fact,
needed
same ru
practices
without
along Eu
missing.
needed
infrastru
SE STUDY 4/4 ‐ A
NCLUSION
nance of air
r there is a f
es all over th
industry, i.
ologies and t
mple, there
assessment f
as no harmo
nternational
way industry
ional) to dec
airports alw
since the sam
les. This int
s to optimiz
transnation
urope are h
In order to
and the ado
ucture manag
AIRPORT MAINTE
N
ports in ess
fact. Airports
he world in a
e the lack
technologies
is a major c
for the runw
onized proce
authorities w
y and belong
cide the prac
ways were th
me aircraft s
ernational c
ze the capa
al vocation
aving intero
o get the de
option of air
gers.
ENANCE
sence is not
s are working
a harmonized
of agreed
s.
concern amo
ways. Method
edure to per
who try to a
gs to compet
ctices applied
he platforms
should be ab
ulture has b
city of the
and just ser
operability p
esired capac
rports harmo
t front line
g for long tim
d manner. T
terms and
ong the airp
ds look simil
rform that te
agree in thes
tent authori
d in mainten
s for interna
ble to operat
been very fr
airports. Ho
rving nation
problems be
city a prope
onized expe
research fro
me taking ca
This is the ke
conditions
ports manage
ar, with simi
est. That is w
se practices.
ties (mostly
ance.
ational conn
te in differen
uitful to har
owever, railw
al, regional
cause com
r benchmar
erience can b
om technolo
re of operat
ey factor and
and subse
ers to harm
lar vehicles
why there is
This consen
regional or
nectivity and
nt airports an
rmonize and
ways were s
or local pur
mon mainte
king among
be fruitful fo
ogical point
tors and airc
d existing ga
equently har
onize the p
and technol
a general co
nsus does no
national bu
d harmoniza
nd counties f
d adopt main
seldom inte
rposes. Now
enance prac
existing pra
or rail opera
Page 81
of view.
raft from
p for the
rmonized
rocess of
ogies but
onsensus
ot exist in
ut seldom
ation was
following
ntenance
rnational
railways
ctices are
actices is
ators and

D2.1.4 CAS
9. REF
Referenc
Aczel, J.
Psycholo
AC 121‐2
Departm
Airline H
Akersten
Internat
Alvesson
Kvalitativ
Andrews
Professio
Arunraj,
program
Ascher,
Misconc
ATA MS
D.C.: Air
Aven, T
Chichest
Barabad
Thesis,
ISSN:140
Blanchar
Blanchar
Blanchar
Prentice
Blanchar
and Mai
Blischke,
York: Joh
SE STUDY 4/4 ‐ A
ERENCES
ces
and Saaty, T
ogy, Vol. 27,
22A (l997), A
ment of Trans
Handbook (20
n, P. (2006),
ional Congre
n, M. and Skö
v Metod, Lun
s, J.D. and M
onal Enginee
N.S. and M
mming, Safety
H. and F
ceptions and
SG‐3 (2007),
Transport A
. (2003), Fo
ter: John Wil
y, J. (2007),
Division of
02‐1544.
rd, B.S. (1995
rd, B.S. (2008
rd, B.S. and F
Hall.
rd, B.S., Verm
ntenance M
, W.R. and M
hn Wiley & S
AIRPORT MAINTE
T.L. (1983), P
pp. 93‐102.
Advisory Circ
sportation Fe
000), Washin
Condition m
ess of COMA
öldberg, K. (1
nd: Studentl
Moss, T.R. (20
ering Publish
Maiti, J. (20
y Science, 48
Feingold, H.
their Causes
, Operator/M
Association o
oundations o
ey & Sons.
Production
operation
5), Logistics
8), Systems E
Fabrycky, W
ma D. and P
anagement,
Murthy, D.N
Sons.
ENANCE
Procedures fo
cular, Mainte
ederal Aviati
ngton, D.C.: A
monitoring an
DEM, 12‐15
1994). Tolkn
itteratur (in
002), Reliabil
ing.
10), Risk‐ba
8 (2), pp. 238
. (1984), R
s, New York:
Manufacture
f America.
of Risk Ana
Assurance:
and Maint
Engineering
Engineering
.J. (1998), Sy
ererson, E.L
New York: J
N.P. (2000), R
or synthesizi
enance Revie
ion Administ
Air Transpor
nd risk and re
June, Luleå,
ing och Refle
Swedish).
ity and Risk A
sed mainte
8‐247.
Repairable
Marcel Dek
er Schedule
lysis: a Kno
Concept, Im
enance Eng
and Manage
Managemen
ystem Engine
. (1995), Ma
ohn Wiley a
Reliability: M
ing ratio jud
ew Board Pr
tration.
rt Association
eliability ana
Sweden, pp
ektion: Vete
Assessment,
nance policy
Systems Re
ker.
d Maintena
owledge and
mplementatio
gineering, L
ement, Engle
nt, Hoboken,
eering and A
aintainability
nd Sons.
Modeling, Pr
gments, Jou
ocedures, W
n of America
alysis. In: Pro
. 555‐561.
nskapsfilosof
2nd ed., Lon
y selection
eliability: M
nce Develo
d Decision‐O
on and Imple
ulea Univer
ewood Cliffs,
N.J.: John W
Analysis, Upp
: a Key to Ef
ediction, and
rnal of Math
Washington,
a (ATA).
oceedings of
fi och
ndon:
using AHP
Modeling, In
pment, Was
Oriented Per
ementation,
rsity of Tec
, N.J.: Prentic
Wiley and Son
per Saddle R
ffective Serv
d Optimizat
Page 82
hematical
D.C.: U.S.
the 19th
and goal
nference,
shington,
rspective,
Doctoral
chnology,
ce‐Hall.
ns.
iver, N.J.:
viceability
ion, New

D2.1.4 CAS
Boeing C
Worldwi
www.bo
Campbe
Decision
Candell,
using eM
Mining a
1402‐15
Candell,
In: Proce
Manage
Carey, S.
CCPS (19
for Chem
Chu, M.T
for know
1011‐10
Coetzee,
Mainten
Conache
techniqu
Cooper,
Dahmstr
Studentl
Dane, F.
Defence
Mainten
Vessels,
Denzin,
Dhillon,
Dhillon,
Mainten
SE STUDY 4/4 ‐ A
Commercial A
ide Operatio
oeing.com/ne
ll, J.D. and J
ns, New York
O. (2009),
Maintenance
and Environ
44.
O. and Söde
eedings, 19t
ment (COMA
. (1994), A B
992), Guideli
mical Process
T., Shyu, J.,
wledge comm
24.
, J.L. (1999)
nance Engine
ey, R.M. an
ues to the ma
D.R. and Sch
röm, K. (199
litteratur (in
C. (1990), Re
Standard 0
nance Techni
Issue 2 , Bat
N.K. and Linc
B.S. (2002),
B.S. and Li
nance Engine
AIRPORT MAINTE
Airplane Gro
ons, 1959–20
ews/techissu
Jardine, A.K.
: Marcel Dek
Developmen
e, Doctoral t
mental Engi
erholm, P. (2
th Internatio
ADEM 2006)
eginner’s Gu
ines for Haza
s Safety.
Tzeng, G.H.
munities gro
), A holistic
eering, 5 (3),
d Montgom
arine industr
hindler, P.S. (
96), Från Dat
Swedish).
esearch Met
02‐45 (NES 4
iques to HM
th: UK Minist
coln, Y.S. (19
Engineering
iu, Y. (2006
eering, 12 (1)
ENANCE
oup (2009), S
008, Seattle,
ues/pdf/stats
S. (2001), M
kker.
nt of Inform
thesis, Luleå
neering, Div
006), A custo
onal Congres
, Sweden, pp
uide to Scien
ard Evaluatio
and Khosla,
oup‐decision
c approach
pp. 276‐280
mery, R.L. (2
ry. In: Meeti
(2006), Busin
tainsamling
hod, Pacific G
45) (2000), R
M Ships, Subm
try of Defenc
994), Handbo
Maintenanc
6), Human e
), pp. 21‐36.
Statistical Sum
WA.,
sum.pdf, ava
Maintenance
ation Suppo
å: Luleå Uni
vision of Ope
omer and pr
ss on Condi
p. 243 –252.
tific Method
on Procedure
R. (2007), C
n analysis, Ex
to the mai
0.
2003), Appl
ng of the SN
ness Researc
till Rapport
Grove, Ca.: B
Requirement
marines, Roy
ce.
ook of Qualit
ce: a Modern
error in ma
mmary of Co
ailable online
Excellence:
ort Solutions
versity of T
eration and
roduct suppo
tion Monito
d, Belmont: W
es: with Wor
Comparison
xpert System
ntenance “p
ication of r
AME, Texas
ch Methods,
: att Göra e
Brooks‐Cole
ts for the A
yal Fleet Aux
tative Resear
n Approach,
intenance:
ommercial Je
e, accessed:
Optimizing E
s for Comple
echnology,
Maintenanc
ort perspectiv
oring and Di
Wadsworth P
rked Exampl
among thre
ms with App
problem”, Jo
reliability‐ce
Section, pp.
9th ed., Sing
n Statistisk
Publishing C
pplication of
xiliaries and o
rch, Thousan
Boca Raton,
a review, Jo
et Airplane A
25/4/2010.
Equipment L
ex Technical
Department
ce Engineeri
ve of emaint
agnostic Eng
Publishers.
es, New Yor
e analytical
plications, 33
ournal of Q
ntered main
39‐60.
gapore: McG
Undersöknin
Company.
f Reliability‐
other Naval
nd Oaks, Ca.:
Fl.: CRC Pres
ournal of Q
Page 83
Accidents,
Life‐Cycle
Systems
t of Civil,
ng, ISSN:
tenance.
gineering
k: Center
methods
3 (4), pp.
Quality in
ntenance
Graw‐Hill.
ng, Lund:
‐ Centred
Auxiliary
Sage.
ss.
Quality in

D2.1.4 CAS
Ebeling,
McGraw
Eggenbe
airline re
EUROCO
accessed
Ghodrat
thesis, Lu
Universit
Gits, C. (
(3), pp. 2
Goffin, K
Research
Hassel,
Develop
Universit
Heisey, R
Boeing
4/4/201
Herinckx
Toulouse
Holmgre
Mainten
Homsi,
Enterpris
IEC (200
Guidelin
Electrote
IEC (199
Electrote
IEC (199
Analysis
SE STUDY 4/4 ‐ A
C.E. (1997)
w Hill.
erg, N., Salan
ecovery prob
ONTROL (200
d: 1/4/ 2010
ti, B. (2005),
uleå: Divisio
ty of Techno
(1992), Desig
217‐26.
K. (2000), D
h Technology
H. (2010), R
ing Methods
ty, ISSN: 140
R. (2002), 71
Company,
0.
x, E. and Po
e: Airbus Ind
en, M. (200
nance Engine
P. (2007),
se, VIVACE C
8), 60300 (3‐
e for the Sp
echnical Com
9), 60300 (3
echnical Com
95), 60300 (
of Technolo
AIRPORT MAINTE
), An Introd
ni, M. and B
blems, Comp
04), Challeng
.
, Reliability
n of Operatio
ology, ISSN: 1
gn of mainte
Design for su
y Manageme
Risk and Vul
s and Improv
02‐3504.
17‐200: low
www.boei
ubeau, J.P.
dustries.
05), Mainten
eering, 11 (1)
VIVACE – V
Consortium,
‐16): Depend
pecification o
mmission.
3‐11): Applica
mmission.
3‐9): Depen
ogical System
ENANCE
duction to R
Bierlaire, M.
puters & Ope
ges to Growt
and Operat
on and Main
1402‐1544.
enance conc
upportability
ent, 43 (2), p
lnerability A
ving Practice
maintenance
ing.com/com
(2002), Met
nance‐relate
), pp. 5‐18.
Value Impro
Airbus, Fran
dability Man
of Maintenan
ation Guide
dability Man
ms, Geneva: I
Reliability a
(2010), Con
erations Rese
h Report (CT
ting Environ
ntenance Eng
cepts, Intern
y: essential
pp. 40‐47.
Analysis in So
es, Doctoral t
e costs and
mmercial/aer
thodology fo
ed losses at
ovement thr
ce.
agement ‐ P
nce Support
‐ Reliability
nagement ‐
nternationa
nd Maintain
straint‐spec
earch, 37 (6)
TG04), www.
ment Based
gineering, Lu
national Jour
components
ociety’s Pro
thesis, Lund:
high dispatc
romagazine,
or Analysis o
t the Swed
rough a Vir
Part 3‐16: Ap
t Services (Fi
Centred Ma
Part 3: App
l Electrotech
nability Eng
ific recovery
, pp. 1014– 1
.eurocontrol
Spare Part
uleå
nal of Produ
s of new pr
active Emer
Lund
ch reliability,
available
of Operation
ish Rail, Jo
rtual Aerona
plication Gui
nal Draft), G
intenance, G
plication Gu
hnical Comm
ineering, Ne
y network fo
1026.
l.int, availab
ts Planning,
uction Econo
roduct deve
rgency Mana
, Aero Maga
online, a
nal Interrupt
ournal of Q
autical Colla
ide
Geneva: Inte
Geneva: Inte
ide ‐ Sectio
ission.
Page 84
ew York:
or solving
le online,
Doctoral
omics, 24
lopment,
agement:
zine, The
accessed:
ion Cost,
Quality in
aborative
rnational
rnational
n 9: Risk

D2.1.4 CAS
IEC (200
Logistic S
IEC (200
and Mai
IEV (201
online, a
Institute
Final Rep
Jensen,
October
accessed
Kaplan, S
Karim, R
Doctoral
Environm
Knezevic
Chapma
Klefsjö, B
plot, IEE
Kumar, U
Mining E
Kumar, U
Risk Ana
Kumar,
indicato
Congress
Liang, J.
Proceed
218(G5),
Lienhard
subject t
SE STUDY 4/4 ‐ A
01), 60300 (
Support, Gen
04), 60300 (3
ntenance Su
0), Electrope
accessed: 15/
e of Air Trans
port, Paris: In
D. (2007), S
1, 2007, ww
d: 25/4/2010
S. (1997), Th
R. (2008), A
l thesis, Lu
mental Engin
c, J. (1997),
n & Hall.
B. and Kuma
E Transactio
U. (1990), Re
Equipment E
U. and Akers
alysis and Ass
U. and Elli
rs for the N
s: Euromaint
. and Zuo, H
ings of the
, pp. 347–35
dt, B., Hugue
to hidden fai
AIRPORT MAINTE
3‐12): Depe
neva: Interna
3‐14), Depen
upport, Gene
edia, Interna
/4/2010.
sport (Institu
nstitut du Tr
Special repo
ww.aviation
0.
e words of r
A Service‐Ori
uleå: Luleå
neering, Divis
, Systems M
ar, U. (1992)
ns on Reliab
eliability Ana
ngineering,
sten, P.A. (20
sessment (Ed
ngsen, H.P.
Norwegian oi
tenance, Got
H.F. (2004),
Institution o
51.
es, E., Bes, C.
ilures, Journa
ENANCE
endability M
ational Elect
ndability Ma
eva: Internati
ational Electr
ut du Transpo
ansport Aéri
ort: TATEM:
today.com/a
risk analysis,
ented Appr
University
sion of Oper
Maintainabil
), Goodness‐
bility, 41 (4),
lysis of Load
Luleå Univer
008), Availab
d. Melnik E. a
(2000), De
il and gas in
thenburg, 7‐
The predic
of Mechanic
and Noll, D.
al of Aircraft
anagement
trotechnical C
nagement ‐
ional Electro
rotechnical C
ort Aérien) (
ien.
Europe’s fu
am/categorie
Risk Analysi
roach to eM
of Techno
ation and M
lity: Analysi
‐of‐fit tests f
pp. 593‐598
d‐Haul‐Dump
rsity of Techn
bility and ma
and Everitt B
esign and d
ndustry. In:
‐10 March, p
ctive models
al Engineers
. (2008), Fail
t, Design For
‐ Part 3‐12
Commission
Part 3‐14: A
otechnical Co
Commission,
(2000), Cost
uture view o
es/commerc
s, 17 (4), pp.
Maintenance
ology, Depa
aintenance E
s, engineer
for the powe
.
p Machines,
nology, ISSN
intainability,
B.), Wiley, pp
development
Proceedings
pp. 224‐228.
s of mainten
s, Part G: Jo
ure‐finding f
um, 45 (5), p
: Application
.
Application G
ommission.
www.electr
of Air Transp
of maintenan
cial/16093.ht
407‐417.
of Complex
artment of
Engineering,
ing and ma
er‐law proce
Doctoral the
: 0348‐ 8373
, In: Encyclop
p. 77‐ 84.
t of mainte
of 15th Eur
nance costs
ournal of Aer
frequency fo
pp. 1804‐180
n Guide ‐ In
Guide ‐ Main
ropedia.org,
port Delay in
nce, Aviatio
tml, availabl
x Technical
Civil, Min
, ISSN:1402‐1
anagement,
ess based on
esis, Luleå: D
3.
pedia of Qua
enance perf
ropean Main
for a civil
rospace Eng
or a repairabl
09.
Page 85
ntegrated
ntenance
available
n Europe,
n Today,
e online,
Systems,
ning and
1544.
London:
the TTT‐
ivision of
antitative
formance
ntenance
airplane,
gineering,
le system

D2.1.4 CAS
Liu, M.,
aircraft
1039.
Liyanage
perform
Maple, M
Asset Ma
Markese
thesis, St
Markese
concepts
Marshal
Miles, M
Thousan
MIL‐STD
Weapon
Misra, K
(Ed. K.B.
Modarre
York: Ma
Modarre
Francis.
Mokashi
maritime
Moubray
Murthy,
Quality i
Saab (20
0040 FH
Saab (20
Technolo
Saab (20
Saab (20
SE STUDY 4/4 ‐ A
Zuo, H.F., N
Maintenanc
e, J.P. and K
ance manag
M. (2001), U
anagement,
et, T. (2003)
tavanger: Un
et, T. and Ku
s for industr
l, C. and Ros
M.B. and Hu
nd Oaks, Ca.:
D‐2173(AS) (
ns Systems an
.B. (2008), R
Misra), Lond
es, M. (1993
arcel Dekker
es, M. (2006)
i, A.J., Wan
e operations
y, J. (1997), R
D.N.P., Atre
n Maintenan
007a). Produ
. Saab Aerot
007b). PM
ogies. Linköp
007c). Mainte
008). Gripen
AIRPORT MAINTE
i, X.C. and C
e Review Bo
Kumar, U. (2
gement, Jour
Understandin
(5) 56–62.
, Dimension
niversity of S
umar, U. (20
ial systems, J
sman, G.B. (
uberman, A.
Sage.
(1986), Reli
nd Support E
Reliability en
don: Springe
3), What Eve
.
), Risk Analys
g, J. and V
s, Marine Pol
Reliability Ce
ens, A. and E
nce Engineer
ct Concept a
tech, Linköpi
Possible ap
ping, Sweden
enance Wor
Support Syst
ENANCE
Cai, J. (2006)
oard Report,
003), Towar
nal of Qualit
ng maintena
ing of Produ
Stavanger, IS
003), Design
Journal of Q
1999), Desig
.M. (1994),
ability‐Cente
Equipment, W
gineering: a
er, pp. 253‐28
ery Engineer
sis in Engine
ermar, A.K.
licy, 26 (5), p
entered Main
ccleston, J.A
ring, 8 (4), pp
and Business
ng, Sweden.
plications fo
n.
kstation (FAT
tem Descript
), Research o
, Lecture No
rds a value‐b
ty in Mainten
nce costs fo
uct Support:
SN 1502‐387
and develop
Quality in Mai
gning Qualita
Qualitative
ered Mainte
Washington
perspective
89.
r Should Kno
ering: Techn
(2002), A
pp. 325–35.
ntenance, Ox
A. (2002), Str
p. 287‐305.
s Plan for Ma
or an e‐Ma
T‐2007‐0040
tion. Saab Te
on a case‐ba
otes in Com
based view
nance Engine
or new and e
: Issues, Cha
77.
pment of pr
intenance En
ative Researc
Data Analy
enance: Re
D.C.: Depart
. In: Handbo
ow about R
niques, Tools
study of re
xford: Butter
rategic maint
aintenance W
intenance c
0). Saab Tech
echnologies,
ased decision
puter Scienc
on operatio
eering, 9 (4),
existing aircr
allenges, and
roduct suppo
ngineering, 9
ch, Thousand
ysis: an Expa
quirements
tment of Def
ook of Perfor
eliability and
s, and Trends
liability‐cent
rworth‐Hein
tenance man
Works Statio
concept (FAT
hnologies. Lin
Linköping, S
n support sy
ce, 4113, pp
ons and main
, pp. 333‐350
raft, Airline F
d Opportuni
ort and main
9 (4), pp. 376
d Oaks, Ca.: S
anded Sour
for Naval
fense.
rmability Eng
d Risk Analy
s, New York:
tred mainte
emann.
nagement, J
on – MWS. F
T‐2007‐ 005
nköping, Swe
Sweden. June
Page 86
ystem for
p. 1030 –
ntenance
0.
Fleet and
ties, PhD
ntenance
6‐392.
Sage.
ce Book,
Aircraft,
gineering
ysis, New
Taylor &
nance in
ournal of
AT‐2007‐
52). Saab
eden.
e 2008.

D2.1.4 CAS
Saab (20
Saab (2
Manage
Saab (20
depende
UK Minis
on the In
MOD
<http://w
October,
US Depa
Acquisiti
<https://
20 Janua
Section_
Report C
Sweden.
Visit to K
SE STUDY 4/4 ‐ A
009a). Proces
009b). Main
ment System
009c). Gripe
encies. Reg. N
stry of Defen
ntegrated Lo
Defence
www.aof.mo
, 2009.
artment of D
ion Log
/www.logsa
ary 2005. No
_J/Reference
C 1998:03e
.
Kiruna Airpor
AIRPORT MAINTE
ss F040 ‐ Dev
ntenance Sy
m. Reg. No. F
en NG Infor
No. FAD‐200
nce (MOD).
ogistic Suppo
Acquisitio
od.uk/aofcon
efence (US D
gistics.
.army.mil/le
otice of valid
es/MIL‐HDBK
Accident inv
rt 202‐02‐20
ENANCE
velop Mainte
ystem Gripe
FADI‐2009‐00
rmation Ma
09‐0039. 200
(2008). Integ
rt aspects of
on. Vers
ntent/tactica
DD). (1997). D
MIL‐HDBK‐5
c/downloads
dation, avail
K‐502.pdf>, a
volving aircr
0, Contact pe
enance Syste
en NG. Sub
011. 2009‐09
nagement U
09‐01‐15. Lin
grated Logis
f UK
sion 1
al/ILS/conten
Department
02, 30
s/standards/
lable at: http
accessed: 7 O
raft SE‐DMX
ersons:Gun‐M
em. Linköpin
‐System Co
9‐15. Linköpi
Use‐Cases, i
köping, Swe
tic Support
‐ May
nt/ils_influe
of Defense
May
/milhdbk50
p://www.res
October, 200
, 9 March 1
Marie Töyrä,
g, Sweden. S
ncept/Specif
ng, Sweden.
nput/out‐pu
den.
Policy, inform
y 2008,
ncedesign.
Handbook
1997,
2.pdf. MIL‐H
sponseboatp
9.
1997, Kiruna
Kurt Mäki
September 2
fication, Inf
.
ut requireme
mation and
availabl
.htm>, acce
available
HDBK‐502, N
project.net/
a airport, BD
Page 87
2009.
ormation
ents and
guidance
le at:
essed: 8
e at:
Notice 1,
sections/
D county,

ASSESSMENT MATRIX
Deliverable nº: D2.1.5
EC‐GA Number: 314031Project full title: Development of a Smart
Framework Based on Knowledge to Support Infrastructure Maintenance Decisions in Railway Corridors

Work Package: WP2
Type of document: Assessment Matrix
Date: 27/03/2013
Transport; Grant Agreement No 314031
Partners: SINTEF
Responsible: SINTEF
Title: D2.1.5. ASSESSMENT MATRIX Version: 1 Page: 2 / 3
Deliverable D2.1.5 ASSESSMENT MATRIX
DUE DELIVERY DATE: M04 ACTUAL DELIVERY DATE: M06

D2.1.5. ASSESSMENT MATRIX Page 3
Inform
ation flo
w
to end
‐custom
ers o
f effects o
f shed
uled
or
ongoing
mainten
ance
Organisational
cross‐bo
undary
or cross‐bo
rder
inform
ation flo
w
concerning
tempo
rary
capacity
redu
ctions
Metho
ds to
achieve
transparen
cy in
mainten
ance
planning:
mainten
ance
concep
ts/progra
ms
Metho
ds to
achieve
transparen
cy in
mainten
ance
planning: large
rene
wal projects
Metho
ds to
achieve
transparen
cy in
mainten
ance
planning: small
rene
wal projects
Use of RCM
: Integration in
organisatio
n
Alternative
mainten
ance
strategies
common
ly used
in th
e indu
stry
Use of RCM
: Explicit analysis
of every
compo
nent or
gene
ric
approach?
Use of RCM
: Ad
aptio
n to local
cond
ition
s in
case of gen
eric
approach
Sources for
failu
re
rates/othe
r data
for com
pone
nts
Metho
d(s) fo
r cond
ition
mon
itorin
g of
infrastructure
(dire
ct)
Indirect metho
ds
for con
ditio
n mon
itorin
g:
mon
itorin
g of
external
environm
ent
Indirect metho
ds
for con
ditio
n mon
itorin
g:
infrastructure
usage
Metho
d(s) fo
r criticality or
conseq
uence
classification
(decision
crite
ria)
Metho
ds fo
r risk
assessmen
t
Grou
ping
of
elem
ents/com
pon
ents
Econ
omical
analyses of
mainten
ance
programs
Econ
omical
analyses of
rene
wal projects
Non
‐mon
itized
factors include
d in th
e analysis of
mainten
ance
programs a
nd
rene
wal projects
Optim
ization
crite
ria in
mainten
ance
optim
ization
(includ
ed
factors)
Decision
crite
ria
optim
ization of
inspectio
n/prev
entiv
e mainten
ance
intervals
LCC‐‐based
de
cision
supp
ort
for techn
ical
solutio
n
Metho
ds fo
r hand
ling
"opo
rtun
istic
mainten
ance"
Metho
ds fo
r spare‐parts
optim
ization
Metho
ds fo
r prioritizing use
of ca
pacity in
cases o
f red
uced
capacity
Impo
rtance ratin
g:high
med
ium
med
ium
low
med
ium
low
low
high
high
high
high
high
low
low
med
ium
high
high
high
‐med
ium
high
med
ium
low
low
med
ium
Case 1: Electricity
Private
custom
ers: Via
companies'
web
sites o
r add
in th
e local
newspaper,
some companies
started so se
nd
SMS to th
eir
custom
ers
According to
regulatio
ns (grid
code
s) by EN
TSO‐
E (case stud
y,
section 2.3.2)
Pre‐de
fined
mainten
ance
perio
ds
sche
duled in th
e CM
MS and long
term
plans
‐‐
Depe
nding on
the size of the
company:
Integrated
part
of mainten
ance
planning
in large
companies (e
.g.
transm
ission
system
op
erators), but
not in sm
all
distrib
ution
companies
‐
Gene
ric
approach fo
r same
type
/design/clas
s of com
pone
nt
Yes, if any
nee
d for adjustm
ents
are iden
tified
Mostly
judgmen
t based on
expe
rience. For
large companies:
own
data/experience
. Eventually
literature or
databases like
FASIT (see
section 4.2.2).
many; se
e chapter 5
in th
e case stud
y
Some
parameters
mon
itored/ob
served
, e.g. air
tempe
rature,
weather fo
recast
(storm
s etc.) or
lightning
activ
ity, m
ainly
for o
peratio
nal
purpose to avoid
disturbances
and for
emergency
prep
ared
ness
Mon
itorin
g of
many
parameters
many places in
the electrical
grid (voltage,
freq
uency,
curren
t, …)
mainly for
operational
purpose, not fo
r mainten
ance
purpose. No. of
operations fo
r sw
itchgear is
registered
.
Classification of
prob
ability/freq
uency and
conseq
uences
(criteria: Safety,
environm
ent,
repu
tatio
n,
costs/econ
omy)
Risk and
vulnerability
analysis by check
lists, analysis
sche
mes and
risk
matrices as
describ
ed in
NVE
‐guideline 2‐2010
According to
design
(sam
e type
of m
aterial,
technical
solutio
n, etc.)
Econ
omic
analysis on
cost/ben
efit of
differen
t mainten
ance
concep
ts/progra
ms n
ot usual
Cost‐ben
efit‐
analysis don
e in
larger co
mpanies
(transmission
system
op
erators) to
some de
gree
(often
rather
cost analysis
than
cost‐
bene
fit analysis)
‐
Form
al
optim
ization no
t common
. Factors
includ
ed in
cost‐
bene
fit analysis
are: Cost o
f project (incl.
material,
person
nel, cost
of ene
rgy no
t supp
lied, etc.)
and gains
(red
uced
failu
re
prob
ability,
increased
efficiency,
redu
ced
mainten
ance
costs, etc.), SHE
‐aspe
cts a
nd
repu
tatio
n usually
assessed
separately
Mainten
ance
interval
optim
ization no
t common
Hardly app
lied,
but LCC
or
simplified
similar
approaches fo
r major
investmen
ts or
before investing
in new
techno
logy
No form
al
metho
ds,
respon
sibility of
mainten
ance
planne
r and
mainten
ance
person
nel
(person‐to‐
person
inform
ation
sharing),
sche
duled tasks
in th
e CM
MS will
prob
ably be
checked and
immed
iately be
carried ou
t
Not co
mmon
to
optim
ize spare
parts.
Cost of e
nergy
not sup
plied
(CEN
S, se
e section 4.2.3 in
case stud
y) is an
impo
rtant
measure to
prioritize
custom
ers
Case 2: W
ater
Inform
ation
posted
on the
internet, text ad
voice messages
on mob
ile
phon
es to
affected
custom
ers
Rarely re
levant
in ca
se partners
case
Pre‐de
fined
mainten
ance
perio
ds. D
ecade
long
prin
cipal
plans w
ith main
goals a
nd
strategies.
Sharing of yearly
mainten
ance
plan.
Decade
long
principal plans
often with
main
projects
iden
tified.
Publication of
developm
ent o
n the internet.
Inform
ation
sharing with
affected
partie
s late in
the
process,
publication of
developm
ent o
n the internet
Very dep
ende
nt
upon
mun
icipality
/org
anization. Bigger
organizatio
ns
have
more
available
resources and
thus RCM
are
more often
integrated
in th
e O&M plann
ing.
RCM not widely
used
in th
e case
stud
ies.
‐
Both co
mpo
nent
based RC
M and
gene
ric app
roach
are widely
applied,
depe
nding on
the size of the
company
and
its
resources.
Gene
ric
approach is most
relevant fo
r case
stud
ies.
In ca
se of
gene
ric
approach,
adaptatio
n to
local con
ditio
ns
is app
lied by
grou
ping
the
assets according
to th
eir
attributes and
sometim
es
cond
ition
s. This
is app
lied in
both ca
se
stud
ies.
Each
company/m
unici
pality has a
n individu
al
database. N
o common
database fo
r all
natio
nal
companies
exists. D
ata is
colle
cted
through
inspectio
ns,
strategic w
ork
and through
custom
er
complaints.
Visual
inspectio
n,
electrom
agne
tic
inspectio
n,
acou
stic
inspectio
n,
ultrason
ic
testing,
radiograph
ic/the
rmograph
ic
testing and
vario
us se
nsor
techno
logies
‐
Measuremen
t of
volume of water
passing key
sections in
ne
twork
Describ
ed in
Techne
au re
port
D.4.1.3, Gen
eric
Fram
ework
Describ
ed in
Techneau
rep
ort
D.4.1.3, Gen
eric
Fram
ework
Grou
ping
based
on
material,
diam
eter, failure
rates, age
(produ
ction and
constructio
n pe
riod) ,
geograph
y
Mainten
ance
intervals a
nd
programs a
re
based up
on risk,
operational data
and available
budget. N
o econ
omic
analysis on
cost/ben
efit of
differen
t mainten
ance
concep
ts in
the
case stud
ies,
althou
gh th
is ca
n be
perform
ed.
Mainten
ance
programs
investmen
t based on
expert
analysis mod
el
for lon
g term
planning. This is
applied in both
case stud
ies. LC
C mod
els can
also
be app
lied in
orde
r to fin
d the
right time to
rene
w an asset.
‐
Safety of sup
ply,
secure and
safe
water, life
cycle
cost, red
uce
water losses and
prod
uctio
n costs,
redu
ce th
e risk
of th
e system
Failu
re rates,
expe
rt
expe
rience, data
available abou
t pipe
s,
conseq
uence
classification,
risk
classification.
Optim
ization of
pipe
materials
for u
se in
the
drinking
water
netw
ork can be
based up
on LC
C and
environm
ental
impact analysis
whe
re strength
of th
e material,
transport len
gth
etc. ca
n be
includ
ed.
Whe
n pipe
s are
shut dow
n for
rene
wal, w
ork
can sometim
es
be co
ordinated
with
sewer pipe
rene
wal. W
hen
roads a
re being
rene
wed
, one
often takes the
op
portun
ity to
rene
w water
pipe
s und
er th
e road
at the
same
time.
Compo
nents a
re
mostly
chosen
based on
past
expe
riences. N
o standard or
specific
proced
ure.
Water pipes
have
capacity or
no ca
pacity at all,
no re
duced
capacity in
pe
riods of
mainten
ance.
Use prioritized
for u
se in
such
instances a
re
based on
conseq
uence
analyses.
Case 3: G
as
Inform
ation
posted
on the
internet
(www.flow
.gassc
o.no
), includ
ing
duratio
n and
effects o
n capacity and
supp
ly of gas
Inform
ation
posted
on the
internet, dire
ct
contact w
ith
directly affected
up‐ and
dow
n‐stream
stakeh
olde
rs
(wee
kly
mee
tings with
prod
ucers
concerning
planne
d prod
uctio
n)
Pre‐de
fined
mainten
ance
perio
ds (…
‐…),
sharing of yearly
mainten
ance
plan
with
affected
up‐ and
do
wn‐stream
stakeh
olde
rs,
booking based
on ca
pacity given
planne
d mainten
ance
Inform
ation
sharing with
affected
partie
s from
early
planning,
publication of
developm
ent o
n the internet
Inform
ation
sharing with
affected
partie
s from
early
planning,
publication of
developm
ent o
n the internet
RCM integrated
in th
e curren
t standards for
operations in
the
indu
stry on the
Norwegian
Continen
tal
Shelf. RC
M
integrated
in
company
guidelines
RBM integrated
in th
e curren
t standards for
operations in
the
indu
stry on the
Norwegian
Continen
tal
Shelf.
Combinatio
n based on
conseq
uence
classification.
Less im
portant
compo
nents
(low criticality
for safety and
prod
uctio
n)
based on
gen
eric
approach
Adaptio
n based
on expert
opinion
(internal&extern
al)
OREDA
database/handb
ook and data
from
supp
liers/produ
cers o
f compo
nents
Mon
itorin
g of
chem
ical
compo
sitio
ns
(med
ium being
transported),
vario
us process
parameters,
inspectio
n,
corrosion
prob
es,
ultrason
ic
equipm
ent,
intelligent pigs,‐
for m
ore de
tails
see chapter 4
in
case stud
y
Curren
ts and
vibrations, ship
traffic, land
movem
ent
Mon
itorin
g of
chem
ical
compo
sitio
ns
(med
ium being
transported),
vario
us process
parameters
RCM/RBI‐
analyses
(includ
ing
FMEA
/FMECA
analyses)
RBI‐ analyses,
developm
ent o
f a risk matrix
consistin
g of
prob
ability of
even
t(s) and
conseq
uence of
even
ts
Safety‐critical
compo
nents
have
got given
testing intervals/
mainten
ance
intervals.
Prod
uctio
n‐critical
compo
nents/sys
tems h
ave
pred
efined
mainten
ance
concep
ts based
on
experience
with
similar
compo
nents/sys
tems (some 100‐
140 vario
us)
No econ
omical
analysis on
cost/ben
efit of
differen
t mainten
ance
concep
ts
Cond
ucts co
st‐
bene
fit analyses
for ren
ewal
projects to
presen
t to the
infrastructure
owne
rs
‐
Safety (h
uman
&en
vironm
ent),
cost of lost
capacity, cost o
f carrying
out
project,
potential future
capacity gains
Conseq
uence
classification,
failu
re rates
‐
The actors in
the
gas v
alue
chain
aspire to
be
transparen
t whe
n incide
nts
occur (un
‐planne
d shut
downs) to
perform
opprotun
istic
mainten
ance.
Largely based on
pe
rson
‐to‐
person
inform
ation
sharing.
Tradition
al
inventory
managem
ant to
assess re
‐order
level and
order
sizes, ca
se by
case evaluation
based on
risk
assessmen
t for
capital spare
parts
‐
Case 4: A
erospace
Inform
ation flo
w
to th
e custom
ers
by internet, SMS
in th
e mob
ile
phon
e, web
sites
and in th
e facilities throu
gh
voice.
Inform
ation is
given by
differen
t ways,
giving
the
inform
ation
abou
t the
mod
ificatio
ns in
the capacity of
the airports.
Pre‐de
fined
mainten
ance
perio
ds. Sharin
g principal plans
with
main goals
and strategies
for the
mainten
ance.
Put the
inform
ation of
yearly
mainten
ance
plan.
Sharing main
projects
iden
tified.
Publication of
developm
ent b
y internet,
newspaper...
Sharing main
projects
iden
tified.
Publication of
developm
ent b
y internet,
newspaper...
RCM integrated
in th
e curren
t mainten
ance
operations in
the
airports. RCM
is
integrated
in
every airport o
f Sw
edavia
company
RCM is widely
applied for all of
its re
sources a
nd
airports
The
mainten
ance
concep
t is
adapted to local
cond
ition
s.
Each airp
ort h
as
an individu
al
database due
to
that everyon
e has d
ifferen
t cond
ition
s. Data
is co
llected
through
inspectio
ns,
strategic w
ork
and through
custom
er
complaints. Data
is co
mpared
betw
een
airports.
The direct
cond
ition
mon
itorin
g pe
rformed
on
the
infrastructure is
measuremen
t of
the frictio
n on
the Ru
nway.
Other dire
ct
measuremen
ts
are tempe
rature,
wind and snow
de
pth.
Sche
duled
arriv
als a
nd
departures
control w
hen
and what
measuremen
ts
to be made.
According to th
e relatio
n be
twee
n failu
re
and
conseq
uences
(Safety,
envinron
men
t, repu
tatio
n,
costs/econ
omy)
‐See
mainten
ance
chapter 3
See
mainten
ance
chapter 3
See
mainten
ance
chapter 3
‐
Mainten
ance
interval
optim
ization no
t usual
‐‐
‐‐
Data
Coordinatio
n and inform
ation
RCM ‐ Mainten
ance strategy
Analysis and
metho
dsDe
cision
supp
ort
Update View
Add Case

CASE STUDY INTERVIEW GUIDE
Deliverable nº: D2.1.6
EC‐GA Number: 314031Project full title: Development of a Smart
Framework Based on Knowledge to Support Infrastructure Maintenance Decisions in Railway Corridors

Work Package: WP2
Type of document: Case study
interview guide
Date: 19/03/2013
Transport; Grant Agreement No 314031
Partners: SINTEF
Responsible: SINTEF
Title: D2.1.6. CASE STUDY INTERVIEW
GUIDE Version: 1 Page: 2 / 5
Deliverable D2.1.6 CASE STUDY INTERVIEW GUIDE
DUE DELIVERY DATE: M04 ACTUAL DELIVERY DATE: M06

D2.1.6. CASE STUDY INTERVIEW GUIDE Page 3
1. INTRODUCTION
Present the OptiRail representatives
Short explanation of the background and purpose of the interview
Inform the respondent that he/she may receive the case‐report for control before it is made
public
Ask the respondent if he/she has any questions so far
2. OPENING QUESTIONS
Ask the respondent about his/her:
name and title
his/her role in maintenance planning/work
to give a short introduction of the company in general
Ask the respondent to give examples of successful maintenance projects/maintenance routines
in the company
Why are these successful? (Success factors)
In what ways do special characteristics concerning the industry in which the company operates
influence maintenance?
3. GENERAL MAINTENANCE STRATEGY AND FRAMEWORK
How is maintenance management/planning defined in the company? Exemplified by:
Guidance documents
Industry standards
EU/national policies
3.1 RCM – RELIABILITY CENTERED MAINTENANCE
Does the company employ RCM – Reliability Centered Maintenance?
If not: does the company employ another maintenance strategy/framework?

D2.1.6. CASE STUDY INTERVIEW GUIDE Page 4
On which systems does the company employ RCM?
Does the company perform explicit analysis on each component, or are the analyses
generic (similar components are assumed to have identical/similar properties), or a
combination (generic basic analysis with adaptions to include differences in properties)
Does the company have routines when carrying out the analyses that may lay the
foundation for optimization (for instance adaptions when carrying out FMECA)
How does the company/industry obtain/register data like failure rates for components?
(Databases, "expert knowledge"?)
3.2 USE OF MODELS/OPTIMIZATION/OTHER ANALYSES
Does the company employ models in maintenance planning?
E.g. models for degradation/failure probabilities over time
Does the company employ optimization in the maintenance planning?
Maintenance intervals/inspection intervals?
Grouping of components
Spare parts management
Do effects like down‐time and reduced capacity in the overall network influence maintenance
planning/operations/management?
Does the company have routines to coordinate maintenance operations with other parties?
Shippers
Suppliers
Other customers…
Does the company employ other technical or economical analyses in relation to
maintenance planning?
Risk management
LCC/NPV
Does the company have routines to collect and store experience from maintenance projects?
How is maintenance operations organized in the industry (checklist: Some bullet points may be
irrelevant or covered already)
Outsourcing of maintenance
Condition monitoring
Documentation

D2.1.6. CASE STUDY INTERVIEW GUIDE Page 5
Follow up/control
What are the effects of "bad" planning of maintenance activities?
Customer relations
Costs
Accident risks
Historical development in maintenance planning/operations in the industry
Follow up‐questions where applicable…