Embed Size (px)
Citation preview

1960/61, No. 2 53
DEMOUNTABLE SEALS FOR GLASS HIGH-VACUUM EQUIPMENT
by B. JONAS *) and G. SEITZ *). 666.1.037.4
An interesting variant is described of known methods of sealing glass components. The cruxof the method is the inclusion of a metal ring in the seal. This makes it possible to disconnectthe sealed parts in a matter of seconds, without causing damage.
There are many industrial products in whichreplacements or modifications have to be made afterassembly. For this purpose it must he possible todismantle the product without causing significantdamage. In the case of products made partly ofglass, this reversal of the fabrication process maypresent difficulties. For conventional electron tubesand gas-discharge tubes the vacuum envelope andthe seals are therefore constructed without a view todismantling. Nevertheless, glass vacuum vesselsthat can be dismantled are quite important incertain products that are expensive and madeonly in small quantities and in laboratory work(experimental apparatus with interchangeable com-ponents) and development work 1). The ways andmeans that have been devised to circumvent thesedifficulties are many and various, and includeground-glass joints of diverse kinds, rubber gasketsand wax seals, etc. The drawback of such devicesis that they do not allow degassing at a sufficientlyhigh temperature; as a rule, therefore, they can beused only if the glass tubes to which they are fittedare kept continuously connected to a pump duringoperation.We shall describe here a method based on a tech-
nique which has been used for certain radio tubes,and which has now been developed to meet morestringent requirements. First a few words aboutthe older technique.
In order. to be able to dismantle a vacuum vessel(of hard or soft glass) the glass envelope can bemade in two parts that meet in a circular seam. Ifthis seam is filled with a glaze which has a low melt-ing point (jig. 1) the joint can later he opened againby melting the glaze - without exceeding the soften-ing point of the glass envelope - in exactly thesame way as two metal parts soldered together aredisconnected by melting the soldered joint. Asstated, a "glazing" technique of this kind was used
*) Zentrallaboratorium Allgemeine Deutsche Philips IndustrieGmbH, Aachen Laboratory.
1) For details of vacuum-tight seals in metal vacuum equip-ment, see N. Warmoltz and E. Bouwmeester, Philips tech.Rev. 21, 173, 1959/60 (No. 6).
for a time in the manufacture of radio tubes. In the"Rimlock" ra~ge of tubes 2), for example, the glassparts were not fused directly together, but bondedby means of a glaze seal, as in fig. 1.This techniquewas used here to prevent damage to the cathode,not with a view to the possibility of dismantlingthe tube.
._._.-t._-_._.I,II
I,I
1938
Fig. 1. Schematic representation of a glass seal using a glaze.a cylindrical glass envelope, b base, c melted glaze.
Having regard to the widely different propertiesof the types of glass used in tube manufacture (seeTable I) the question arises whether such a methodcould find 'general application or would only befeasible in special cases. To effect a bond as des-cribed above, the following conditions must befulfilled:' .1) In the interval from room temperature to the
temperature at which the tube glass begins tosoften, the thermal expansion of the glaze mustmatch that of the tube glass (to a first approxi-mation they should be equal).
2) The flow point of the glaze must be sufficientlylow so that softening and consequent defer-mation of the glass envelope cannot oc~ur.
2) See e.g, G. Alma and F. Prakke, Philips tech. Rev. 8,289, 1946.

54 PHILlPS TECHNICAL REVIEW' VOLUME 22
Table J. Data relating to the sealing of glass parts using a .glaze (and suitable metalsfor sealing in these glasses). aX 107 denotes the thermal expansion between room tem-perature and the annealing temperature of the glass; Tw is the highest temperaturewhich the various kinds of glass can withstand without deforming (corresponding to aviscosity of approx. 2.5 X 1012 poise);Tv is the flowpoint of the glazes (corresponding toapprox. 104 poise) 3).
-Glasses Glazes
Fused silica and Normal hard Normal soft Soft glass types Zinc" Lead-glasses of glass (boro- glass (lime with high thermal borate borate
extremely high silicate glasses). or lead glasses). expansion .coefficient glazes glazesSi02 (or Al203) Suitable metals: Suitable metals: (lime and lead
content tungsten, fernico platinum, glass with high.and' molybdenum nickel-iron alkali content).
and chrome-iron Suitable metals:nickel and iron
«x 107 eC-l) 6 - 40 35 - 55 85 - 110 115 - 130 36 60 80 - 140Tw (0C) 1300 - 700 750 - 520 600 - 450 500 - 400Tv (0C) 750 - 550 500 - 300
Now it is possible to prepare glazes - on a basisof lead or zinc borate - possessing any desiredcoefficient of expansion, provided it is not undulylow. In most cases, then, the first condition can bemet. A circumstance favourable to the fulfilment ofthe second condition is that the kinds of silicate glassused for tubes are "long", i.e. they all exhibit arelatively slow drop in viscosity with rising tempe-rature, as required in the usual working procedures,whereas the glazes referred to, not only soften atrelatively low temperature, but are "short", i.e.the drop in viscosity with rising temperature isfairly steep.It becomes difficult to meet both the above
conditions for the glaze only when the tube glasscombines a low softening point with a low coefficientof expansion (a = 40 to 45 X 10-7), as required forsealing-in tungsten leads, for example. (No suitableglazes are known for types of glass whose thermalexpansion coefficient is smaller than this.)We have tacitly assumed in the foregoing that it
is possible, during the sealing or unsealing process,to heat the whole envelope evenly: 'I'his is no 'problemif the tubes are small. The larg~r the objects, how-ever, and with them the dimensions of the fur-nace, the more difficult it becomes to apply theprocess. Moreover, protracted heating at. the tem-perature involved may be harmful to certain com-ponents inside the tube.
In such cases the aim will be to confine the heat-ing to the glazed joint and to narro~ zones, of theglass envelope on either side. The axial temperature
8) See e.g. G. Ch.Mönch, Neues und Bewährtes aus der Hoch-vakuumtechnik, Knapp, Halle a.d. Saale··19,~9;W. H. Kohl, Materials technology for<electron tubes,Reinhold, New York 1951; "J. H. Partridge, Glass-to-metal seals, Soc. of ~lass Techn.,Sheffield 1949.
gradient of the glass wall in this region must besuch that, with the given geometry, the glass willnot crack. The temperature distribution in the wallis roughly as shown in fig. 2. The arrows indicate
--.-.-.-.-tII
I,I,!I,I
--·1939 .----.::......,,--.-.-1-
Fig. 2. Longitudinal section of the wallof two cylindrical glasstubes sealed by a glaze; !Z,glasswall, c glaze. The drawing showsthe isotherms inside .the- glass wall at the moment when theviscosity of the glazeIîás 'dropped sufficiently to permit com-pletion of the joint. The isotherm at the flowpoint is shown by adashed line. The arrows indicate the applied heat flow.

1960/61, No. 2 DEMOUNTABLE SEALS FOR GLASS 55
the direction of the heat flo'r applied. The kind ofheat source is immaterial here, what is importantis that when heat is applied externally there mustalways he a fairly wide belt of high temperatureif the flow point is to he reached over the wholewidth of the joint. Otherwise the joint will not fillout to the edge with molten glaze, resulting in poorbonding. Experiments have shown that the widthof the zone subj ected to temperaturç above the flowpoint should be nearly ten times the wall thickness.
At either side of this hottest zone there arethen areas in which the temperature gradually dropsto the general temperature of the- whole tube, i.e.the temperature to which the tube as a whole maypermissibly rise during the sealing or unsealingprocess. The higher this general temperature may be,the less danger there is of cracking. This is especiallyimportant if the tube has an awkward shape, e.g.if it is very compact or has flat surfaces perpen-dicular to the long axis.As we have seen, the above principles makes it
possible to seal glass parts together and to separatethem again without damage and without causingundue softening of the glass. The method is notsuitable, however, if there are components near thesealing zone that cannot tolerate either a high tem-perature gradient or high temperatures.
In this respect the "glazing" technique can heconsiderably improved if the heat source used forattaining the flow point in the joint is transferredto the joint itself. For this purpose a metal ring,coated on both faces with an appropriate glaz~, canbe introduced between the parts to be joined andcan serve there as a heating element, either byinductive coupling or by the direct passage ofcurrent through it. The ring is bonded to the tubewalls as the glaze melts, and forms part of the sealwhen the glass has cooled. The sealing techniqueevolved from this idea has been investigated ona number of cases in the Aachen laboratory, andwill now be discussed.
First, some general observations. The energysupply is stopped as soon as the glaze is judged tobe properly fluid, a state which is very soon reachedonce heating has begun. That is the moment foreffecting the necessary displacements, i.e. finalalignment when sealing the parts, and pulling apartwhen unsealing them.
Glazing the ring beforehand, as referred to above,appreciably shortens the period of high tempera-tures, and thus facilitates the sealing process. Insimple cases; however, both operations can be com-bined.
Here, too, it is obviously an advantage, and
indeed often essential, to preheat the complete tubesto a certain general temperature; this acceleratesthe sealing process and reduces the danger of crack-ing. Where the tubes are very long it is sufficient,of course, to preheat only the area surrounding thesealing zone. Preheating temperatures should notgenerally exceed 300 to 350°C; as mentioned, tem-peratures higher than this may be damaging tocomponents inside the tube.The temperature distribution in the tube wall
for the new method is roughly as shown in fig. 3.The differences compared with fig. 2 are immediatelyevident: the hottest zone (temperature above theflow point) has shrunk to a narrow strip on eitherside of the metal ring; the flow temperature can beattained everywhere in the joint at a much lowermaximum temperature. An advantage not at onceapparent from the figure is that the situation de-picted is reached in a matter of a few seconds afterswitching on the power. This means that the heatsupply needed to bring the glaze to the flow pointis small, and thus that the dangerous temperature
------·--·t
a----
j._-----_.~
Fig. 3. As fig. 2, but a metal ring is now embodied in the joint.a glass wall, c glaze, d metal ring. The isotherm at the flowpoint is again a dashed line. The other' isotherms are shownin the same steps as in fig. 2.

56 PHILlPS TECHNICAL REVIEW VOLUME 22
range is held only for a short time - a particularlyimportant point where a glaze of relatively highflow point has to be used, as for example with typesof glass having a low expansion coefficient (e.g.for use with tungsten-wire seals).
Having considered the broad outlines of themethod, we can now touch on various particulars,including the choice of materials. As indicated inTable I, for almost every value of expansion coef-ficient of practical importance in tube manufacturethere are several combinations of metal and glassa:vailable, each one of a pair matching its partner inexpansion. A seal of two such materials, providedit is properly cooled, contains no dangerous stressesand hence has no tendency to break. Most of thesealing metals given in the table are of course alsosuitable for the heating ring in the method underconsideration, the requirements in both cases beingthe same. Of course, the treatments of the variousmetals and alloys that may be necessary in practice,to prevent bubble formation, for example, or toimprove the adhesion to the glass, are also needed
a
c
here; they are carried out before the preparatoryglazing of the ring.It has been emphasized that the sealing of glass
parts by means of a glaze can succeed only if thematerials involved meet fairly stringent require-ments as to their behaviour during expansionthis being equally valid, as a rule, for glass-to-metal seals. In radio-tube manufacture, however,another technique of glass-to-metal sealing iswidely used in which considerable differences inexpansion are permissible. In these seals, crackingof the glass is precluded by using a metal part capableof plastic deformation, to compensate for the dif-ferences in expansion. This calls for metals of lowyield point (see Table II) and also for a design that
Table II. Yield points at room temperature of some suitablesealing metals. At higher temperature these values are con-siderably lower.
Sealing alloysCopper (commercial)Copper (OFHC) . .Aluminium (99.99%)
. . 30 - 50 kgjmm2
approx. 15 kgjmm2
approx. 6 kgjmm2
approx. 2.7 kgjmm2
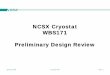
ob
d1.944
Fig. 4. Some glass high-vacuum seals, made by the method described.a) Flanged tubes of soft glass, with copper ring. Ib) Flanged tubes of soft glass, with aluminium ring. The aluminium "wings" serve as cur-rent leads for heating by direct conduction.c) Seal of glass cap and cone with copper ring and projecting wings for current supply(soft glass).d) Seal of glass cap and tube with fernico-type alloy (hard glass).

1960/61, No. 2
-~------_._------:-------------
DEMOUNTABLE SEALS FOR GLASS 57
limits the magnitude of the forces produced (smallcross-section of metal) and avoids tensile stressesin the glass 4). Copper, gold and silver can he usedwith advantage here. If copper is suitably pre-treated it bonds excellently with all hard and softtypes of glass, provided only that the temperatureduring the sealing operation remains below themelting point of copper and that strong oxidationcan be avoided.The latter conditions are easily be met when
applying the "flowing" -metal principle to the sealingmethod under consideration. This makes it possihleto work at a relatively low temperature and more-over in any desired atmosphere. Indeed, the use ofa ring of "flowing" metal in the joints discussed hereoffers significant practical advantages. To beginwith, it adds aluminium to the small number ofeligihle metals. Aluminum bonds excellently to thetype of glaze under consideration, and it also pos-sesses outstanding virtues as a material for use inhigh-vacuum techniques. Because of its low meltingpoint, however (657°C), it has not been used hith-erto for a direct glass-to-metal seal. This is againthe limiting factor: aluminium can be used only forsoft types of glass, since the flow points of all knownglazes for hard glass are too close to the meltingpoint of aluminium, or may even he higher.
Another advantage is that, if flowing metals areused and the rings are introduced as in fig. 3, themetal insert need not be so very thin as one mightexpect it to he. If the ring is of pure copper, it canhave a thickness from 1 to 1.5 mm; if it is of purealuminium, a thickness of 2 to 3 mm is permissible.This makes the rings much easier to handle, bothmechanically and thermally. The dimensions areeven more favourable where cylindrical seals areconcerned (according to Housekeeper's method 5)).It will also he plain that the purer, i.e. the softerthe metal, the thicker the ring may be. It shouldbe added that rings that are not too thin have thefurther advantage of making a good vacuum sealpossible between glass parts ofvery different thermalexpansion coefficient.
Fig. 4a-d shows a number of glass joints made bythe method described.
Soft metals possessing a high coefficient of expansion, dif-fering widely from that of the glass, do have a certain drawbackcompared with metals and alloys whose expansion matchesthe glass. The latter allow considerable freedom as regards
4) Sce J. L. Ouweltjes, W. Elenbaas and IC R. Labberté,Philips tech. Rev. 13, 109, 1951/52, in particular fig. 7,and B. Jonas, Philips tech. Rev. 3, 119, 1938.
5) See the book by Partridge referred to under 3), p. 160 etseq., and that by Kohl, p. 60 et seq.
the shape of the joint, whereas the former demand a construc-tion in which the outside and inside edges are left uncovered,as in fig. 3. Soft metals having a high expansion coeffièient,aretherefore not suitable where - e.g. for reasons of insulation -a complete covering is necessary. Even a local overflow ofglaze can easily cause a crack. The reason is evidently that theglass in such a case hinders the plastic flowof the metal. Quitesmall differences in expansion can then give rise to large forceswhich, at certain critical places - the glass or the metal itself,or the bond between them - may cause cracks or fracture.If protruding edges are permitted, a seal as illustrated in
jig. 5 is advantageous, particularly in the case of relatively weakglass walls. The flanges make it possible to use metal rings ofcomparatively large cross-section (sec also fig. 4a and b).
-----t------II
II
I
IIC',
d--'~~~)== =====1====~~~C,/
1941
Fig. 5. Tube closed by glass cap. a flanged glass tube, b Hangedglass cap, c glaze, d metal ring.
The considerations discussed in the foregoingwere prompted by the question whether it waspossible for the purposes of vacuum technique tomake glass joints that would meet various con-flicting requirements. They were to be capableof withstanding the necessary pumping tempera-tures, they should enable the tubes to performtheir function after sealing-off, and they shouldbe demountahle without seriously damaging themor exposing them to high temperatures. In thisbrief report of our investigations, it is shown,in general terms, how far these obj ects can beachieved using glazed joints with the heat sourceembodied in the joint itself. Details of the method,for example the precise choice of glazes for hard and

58 PHILIPS TECHNICAL REVIEW VOLUME 22
ABSTRACTS OF RECENT SCIENTIFIC PUBLICATIONS BY THE STAFF OFN.V. PHILIPS' GLOEILAMPENFABRIEKEN
Reprints of these papers not mark-cdwith an asterisk * can be obtained free of chargeupon application to the Philips Research Laboratories, Eindhoven, the Netherlands,where a limited number of repaints are available for distribution.
.soft glass, and of alloys for glass-to-metal seals forthe various types of hard glass, are, however, out-side the scope of this article.
Summary. The method described here ofmaking vacuum-tightdemountable glass seals uses a metal ring eoated on bothsides with a suitable glaze. When the ring is heated, e.g.inductively, the glazemelts and the preheated glass parts are
2738: H. B. G. Casimir, J. Smit, U. Enz, J. F.Fast,H. P. J. Wijn, E. W. Gorter, A. J. W.Duyvesteyn, J. D. Fast and J. J. de Jong:Rapport sur quelques recherches dans Iedomaine du magnétisme aux LaboratoiresPhilips (J. Phys. Radium 20, 360-373, 1959,No. 2/3). (Report on various researches atPhilips in the field of magnetism; in French.)
In the first part of the paper the crystallineanisotropy of a number of hexagonal oxidic com-
_pounds containing barium is discussed. In theabsence of an external magnetic field the magne-tization vector can point in an arbitrary directionwith respect to the c-axis, This behaviour can bedescribed with two anisotropy constants. Examplesare given of materials with a preferential direction(c-axis), with a preferential plane (basal plane) aswell as with a preferential cone for the magneti-zation vector. The latter .case occurs at relativelylow temperatures jn crystals containing cobalt.There are also materials in which, at different tem-peratures, all three types of anisotropy occur. Therelatively weak anisotropy in the basal plane, whichhas six-fold symmetry, has been measured. Incrystals having only trivalent metal ions, two suchions can be replaced by one divalent and one qua-drivalent ion. It appears that substitution of cobaltagain promotes the occurrence of a preferentialplane of the magnetization, as in the oxides whichcontain divalent metal ions. The classical dipole-dipole energy has been computed and it is shownthat it can account for the observed anisotropy inthe structure containing two successive bariumlayers, which, although not containing cobalt, showsa preferred plane for the magnetization vector. Theanisotropy in the structure containing single barium
then pressed together. Embodying the heat source in the jointresults in a favourable temperature distribution, the zone ofhighest temperature (and steep temperature gradient) beingrestricted to the immediate vieinity of the joint. Moreoverthe amount of heat supplied and the heating time are reducedto a minimum. As the metal ring remains in the joint, it canlater serve again as local heat source if the joint is to be un-. sealed, without damaging the parts. A further advantage whenthe ring is of a soft metal is that, being capable of plasticdeformation, it allows fairly wide disparities between the ther-mal expansion coefficients of the glass parts joined.
layers, which has a preferred direction of the mag-netization vector, is not explained by this mecha-nism, and presumably originates from spin-orbitinteraction. The influence of controlled precipi-tation on the magnetic properties of alloys is dis-cussed in the last section. With the aid of an electronmicroscope it is shown that a precipitate, consistingof long parallel needles in the optimal case, causesthe high (BH)max value (up to 12X 106 gauss-oer-steds) of single crystal "Ticonal" ("Alnico") con-taining 34% cobalt, that has undergone a specialheat treatment in a magnetic field. It is furthershown that a (110) [001] texture can be obtainedin 3%-silicon iron only if the metal contains aprecipitate of favourable composition (e.g. SiaN4,or MnS) and division.
2739: F. L. H. M. Stumpers: Interpretation andcommunication theory (Synthese n, 119-·126, 1959, No. 2).
This article (contribution to a symposium heldin 1954) describes in brief the analogy between the,interpretation of translated texts and the inter-pretation-of messages transmitted over noisy trans-mission channels. Also discussed are some of the-statistical methods from communication theorythat have been applied for the quantitative studyof literature and language.
2740: P. M. Cupido: Some views on automatic:control in glass factories (Glastech. Ber ..32 K, I/l-~/5, 1959, No. I).
A brief outline is given of some different modes.of automatic control and the stability of the-controlled system. The application of automatic.control in glass processes is discussed. It is no-remedy for bad furnace design or bad process

'ol
1960/61, No. 2 ABSTRACTS OF RECENT SCIENTIFIC PUBLICATIONS ,59
conditions, but it will give a sound backgroundfor studying the process and will make it possibleto evaluate improvements. If the optimum settingsfor the improved process have been found, auto-matic control will be the most reliable means ofkeeping the process conditions within the necessarylimits.
2741: A. M. Kruithof and A. L. Zijlstra: Differentbreaking-strength phenomena of glass objects(Glastech. Ber. 32K, IlI/l-III/6, 1959, No. 3).
Survey of the mechanical strength of various glassobjects. Not only thin glass fibres but also massiveglass obj ects can have very high strengths(200 kg/mm2) if care is taken that the surface is notdamaged. From this it is concluded that the struc-ture has only a secondary effect on the strength.A kind of "strength scale" is constructed showinghow various combinations of structure and surfaceeffects give rise to various levels of strength.
2742: J. Goorissen, F. Karstensen and B. Okkerse:Growing single crystals with constant resis-tivity by floating-crucible technique (Solidstate physics in electronics and telecommuni-cations, Proc. int. Conf., Brussels, June 2-7,1958, edited by M. Désirant and J. L.Michiels, Vol. 1, pp. 23-27, Academic Press,London 1960).
See Philips tech. Rev. 21,185-195,1959/60 (No.7).
2743: J. H. Uhlenbroek and J. D. Bijloo: Investi-gations on nematicides, Il. Structure of asecond nematicidal principle isolated fromTagetes roots (Rec. Trav. chim. Pays-Bas 78,382-390, 1959, No. 5).
A second nematicidal principle isolated fromTagetes roots has been identified as 5-(3-buten-l-ynyl)-2,2'-bithienyl. Upon catalytic hydrogenation5-butyl-2,2'-bithienyl was obtained which by com-parison of infrared spectra proved to he identicalwith a synthetically prepared sample. The 5-(3-buten-l-ynyl)-2,2'-bithienyl was further character-ized by its infrared absorption.
2744: H. F. Hameka: Berechnung der magnetischenEigenschaften des Wasserstoffmoleküls (Z.Naturf. 14a, 599-602, 1959, No. 7). (Calcula-tion of the magnetic properties of the hydro-gen molecule; in German.)
To calculate the proton screening and. the mag~netic susceptibility of the hydrogen molecule, wavefunctions are introduced built up from, calibration-
'invariant atomic wave functions. The calculation isdone for two cases, the ground-state wave functionbeing described either by the Wang or the Rosenapproximation. In the first case the nucleus screen-ing constant turns out to be 2.631X 10-5 and thesusceptibility -3.920 X 10-6• In the second case thevalues are 2.732 X 10-5 and -4.045 X 10-6, respec-tively.
2745: N. W. H. Addink: Note on the analysis ofsmall quantities of material by X-ray fluores-cence (Rev. univ. Mines 102, 530-532, 1959,No.5).
One point of particular importance in X-rayfluorescence analysis is the so-called inter-elementeffect: fluorescent radiation originating in one ele-ment A in a sample is partially absorbed by anelement B, to an extent depending on the concen-tration of B. In the present investigation it is shownthat this spurious effect can be eliminated by a) theuse of only dilute solutions, b) the use of thin layersof powdered materials (sample required less than1 mg). With method (1) systematic errors are heldto within 4.%.
2746: G. Klein and J. M. den Hertog: A sine-wavegenerator with periods of hours (ElectronicEngng. 31, 320-325, 1959, No. 376). '
By means of an inverse-function generator it ispossible to derive a triangular voltage accuratelyfrom a sinusoidal one. By applying negative feed-back the reverse can also he achieved. Making useof this possibility an ultra-low frequency sine-wavegenerator was designed for maximal periods of3t hours. The distortion is then negligibly small.If a slight distortion is permissible, this period canhe increased considerably. An important feature ofthis generator is the fact that no transient phenom-ena occur. The inverse-function generator can alsobe used for various other purposes, one of them being~ logarithmic voltmeter covering the range fromapproximately 10 mV to some tens of volts.
2747: C. J. M. Rooymans: A new type of cation-vacancy ordering in the spinellattice of In2Sa(J. inorg. nucl. Chem.ll, 78-79,1959, No. I).
In2Sa has a crystal structure closely. similar tothe spinel structure: the formula can be writtenIns/a01/aS<J_'analogous to spinel AB204 or AB2S4• Incontrast 1;0 y-Fe20a, In2Sa has cation vacancies incertain tetrahedral positions; these positions areordered, giving ;ise to a superlattice.'
I
'" '

,.
VOLUME 2260 PHILlPS TECHNicAL REVIEW
.;2748: D. J. Kroon, C. van de Stolpe and J. H. N:
van Vucht: Etude de la résonance nucléairemagnétique de l'hydrogène inclus dansl'alliage Th2Al (Archives des Sciences 12,fase, spéc., 156-160, 1959). (Nuclear magneticresonance study of hydrogen in Th2AI; inFrench.)
Per molecule in the crystal of Th2AI there are foursites capable of accommodating hydrogen atoms. Ifonly two of these sites are occupied by protons(Th2AIH2), the diffusion rate of hydrogen in thecrystal is high at room temperature, resulting in anarrow resonance line. Below 100 oK this motionceases and a broad resonance line results. From thetemperature dependence of the line width it is foundthat the diffusion activation energy is 0.22 eV. Simi-lar measurements have been made for Th2AIHa.From the shape of the resonance line in this case itis concluded that th"ere is a certain equilibriumbetween "free" and "bound" hydrogen. If protonmotion is hindered because all interstitial sites arefilled (Th2AlH4 and Th2AlH2D2), the line is broadeven at room temperature. (See also Philips tech.Rev. 21, 297-298, 1959/60, No. 10.)
2749: J. S. van Wieringen and A. Kats: Para-magnetic resonance of hydrogen in fusedsilica (Archives des Sciences 12, fase, spéc.,203-204, 1959).
Pure fused silica shows neither optical absorptionnor paramagnetic resonance after irradiation withX-rays at room temperature. On the other hand,irradiation at the temperature of liquid nitrogenproduces two absorption bands in the ultravioletand a paramagnetic resonance spectrum whoseintensity grows with the percentage water present.Paramagnetic resonance measurements suggest thatthe colour centres responsible for these effects arehydrogen atoms. They disappear after a few minutesat a temperature of 10-20 oe above that of liquidnitrogen.
2750: J. Davidse and B. T. J. Holman: A suppres~sion filter with variable bandwidth (T. Ned.Radiogenootschap 24, 199-209, 1959, No. 4).
This paper deals with the design of a notch filterwith variable bandwidth. The loading capacitanceis neutralized by means of a feedback circuit; inaddition with this circuit negative load resistancescan be realized. In this way very small bandwidthscan be obtained. It is shown that bandwidth
variation can be obtained by variation of the loadingresistance. The transient response and the overshootof the filter are calculat~d. Finally the practicalcircuit is given and discussed briefly.
2751: G. D. Rieck: Rekristallisation von Wolfram-drähten (Hochschmelzende MetalIe, 3rd Plan-see-Seminar, Reutt,efTirol, June 22-26, 1958,edited by F. Benesovsky, pp. 108-119;published 1959). (Recrystallization of tung-sten wires; in German.)
Tungsten for use in incandescent filaments isprovided with a "dope" which promotes the growthof large crystals during recrystallization. Thesecrystals show a fragmentation structure, in partien-lar after bending, from which it can be concludedthat the residues ofthe dope are present as filamentsparallel to the wire axis. These large crystals have anorientation - the [531] direction lies in the wireaxis - that differs from the texture of the smallcrystals of pure tungsten and which appears todepend on the action of the dope. The occurrenceof this particular orientation should not be attri-buted to a deviation from the drawing texture, butcan be explained by two facts. Firstly this orien-tation is able to survive the glide process occurringduring deformation of the crystallites, whereas else-where a [110] texture arises. Secondly the damagedwalls of impurities inhibit the growth of these grainsless than that of others.
This interpretation of crystal growth also providesan explanation of the observed fragmentationphenomena.
2752: J. M. Stevels: L'évolution de la technologieet de la recherche verrière depuis la guerre(Vetro e Silicati 3, No. 14" 23-30, 1959).(Glass technology and research since the war;in French.)
The author demonstrates that the development ofglass technology and research since the war has beenextraordinary. The paper includes the followingthree sections: 1) basic research on glass, 2) manu-facture of glass objects, 3) improvements in glass.It is interesting to note that there have been twodifferent trends recently in the technology of glass:1) realization that partially crystallized glass hasparticularly attractive properties, 2) realization thatvery often it is the finishing of the moulded glassthat makes its excellent properties evident.
![CITATION: Nykamp v Demountable Sales & Hire Pty Ltd · CITATION: Nykamp v Demountable Sales & Hire Pty Ltd [2010] NTMC 051 PARTIES: ROBYN NYKAMP v DEMOUNTABLE SALES & HIRE PTY LTD](https://img.pdfslide.net/doc/110x75/5b46a8e97f8b9a15308b7a91/citation-nykamp-v-demountable-sales-hire-pty-citation-nykamp-v-demountable.jpg)