Embed Size (px)
Citation preview

STUDY
DENIM SHRINKAGE &
EVALUATION
Mansoor Faiz Cheema

1 SHRINKAGE
The term shrinkage can simply be defined as a change in the dimensions of a fabric or
garment. This dimensional change may be in a positive (growth) or negative (shrinkage)
direction for fabric length, width, and thickness. For a cotton fabric, shrinkage relates to the loss
of the length and/or width dimensions.
Shrinkage is a dimensional change in a fabric or garment caused by an application of a
force, energy, or a change in environment that either allows the goods to relax or forces the
fabric to move in a given direction. When yarns are woven into fabrics they are subjected to
considerable tensions, particularly in warp direction. In subsequent finishing processes such as
calendaring, this stretch may be increased and temporarily set into the fabric. The fabric is then
in a state of dimensional instability, subsequently when the fabric is thoroughly wetted it tends to
revert its more stable dimensions which results in the contraction of yarns. This effect is usually
greater in warp direction than in weft direction.
1.1 Types of shrinkage:
There are number of different causes of dimensional change. Some of which are
connected to one another. Relaxation shrinkage can affect any fiber type. Following types of
dimensional change are generally recognized.
Hygral expansion
Relaxation shrinkage
Swelling shrinkage
Felting shrinkage
Hygral expansion: It is a property of fabrics made from fibers that absorb moisture, in
particular fabrics made from wool. It is a reversible change in dimensions which takes place
when the moisture regain of a fabric is altered.
Relaxation shrinkage: It is the irreversible dimensional change accompanying the release of
fiber stresses imparted during manufacture which have been set by combined effect of time,
finishing treatments and physical restraints within the structure.
Swelling shrinkage: It results from swelling and de-swelling of the constituent fibers of a
fabric due to the absorption and desorption of water.

Felting shrinkage: It results from the frictional properties of component fibers which cause
them to migrate within the structure. This behavior is normally considered to be significant only
for fibers having scale on their surface such as wool.
Shrinkage and the cause of shrinkage can be further defined or broken down into two
different types:
Construction shrinkage
Processing shrinkage.
This means that shrinkage is affected by the construction parameters of the fabric, and it is
also affected by the forces applied in processing in the dyeing and finishing departments as well
as the apparel manufacturing facility.
1.2 Construction Shrinkage:
After cotton fabric is constructed on a knitting machine or weaving loom, it has inherent
characteristics based solely on the yarn construction variables used. These characteristics or
conditions affect various specifications including shrinkage. The type of shrinkage measured at
this point is defined as construction shrinkage. Construction shrinkage is defined as the amount
of dimensional change in a fabric based solely on the construction variables used to create the
fabric.
1.3 Processing Shrinkage:
All processing steps in a finishing and garment wet processing plant affect the
dimensions of a product. Some techniques have more impact than others. These steps create
processing shrinkage, which can be defined as the dimensional change that a process adds to or
removes from the construction shrinkage of a fabric. Length and width dimensions are both
affected, and the fabrics may either be stretched or consolidated. Most often, the length is
stretched and the width is reduced during finishing process. Some of this shrinkage is composed
of elastic shrinkage and can be easily recovered while some of the change in dimensions may not
be recovered, because the elastic limits of the fabric as constructed have been exceeded.
In today’s modern finishing plants, methods are used to attempt to overcome processing
shrinkage and reduce construction shrinkage. The dimensions of fabrics can become set while

they are deformed if they are subjected to a suitable process. Fibers that absorb water can be set
if they are deformed while in the wet state and then dried at those dimensions. Thermoplastic
fibers can be set if they are deformed at a comparatively high temperature and then allowed to
cool in the deformed state. The set may be temporary or permanent depending on the severity of
the setting conditions. During relaxation shrinkage it is temporary set that is released. It is
generally the case that deformation that has been set can be released by a more severe treatment
that than the setting treatment.
1.4 Factors affecting shrinkage:
There are many factors that relate to shrinkage. These include the
Fiber type
Yarn size and type
Construction variables
Wet processes
Finishing procedures
Apparel manufacturing techniques
Garment care methods
Cellulosic fibers are not as easily stabilized as are thermoplastic synthetics, because they
cannot be heat set to attain stability. The comfort and overall appeal of cotton has resulted in
greater demand by the consumer and by usage in the textile industry. Therefore, the relaxation of
fabrics made with cotton fibers requires either mechanical and/or chemical means for
stabilization.
The manner by which fibers are oriented in a yarn will affect certain properties of the
fabric including shrinkage. Cotton singles yarns of high twist will usually yield higher shrinkage
values than yarns of lower twist levels and will certainly yield greater skewing or torqueing.
Different constructions can have significantly different shrinkage characteristics.
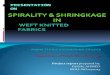
Finishing procedures may reduce or increase the dimensional stability of the fabric. If relaxation
dryers, compactors, and/or cross linking agents are used, then the residual shrinkage after wet
processing can be reduced

Figure 1.1
Apparel manufacturing processes often increase the level of shrinkage in a fabric. The
laying down of the layers for cutting and the physical manipulation of the panels in sewing are
examples of where shrinkage values can be increased. In fact, garments comprised of different
fabric constructions may have some panels relax with handling in cut-and-sew while other panels
may grow.
Garment care labeling and laundering practices will have a direct influence on shrinkage
performance. If the label calls for line or flat drying, then mostly elastic shrinkage will affect
performance.
In denim industry the shrinkage is the major problem. The excessive shrinkage level is
undesirable for the fabrics to be made into the garments and is usually controlled in finishing
processes.
1.5 Compressive shrinkage:
This is a mechanical finishing process that is used in denim industry. Compressive shrinkage is
defined as any operation performed to improve the fabric appearance or function by physical

manipulation, Steam or heat may be accompanied the physical manipulation; however chemicals
and other lubricants are seldom used. The method includes drying, compaction, and/or chemical
processes.
Fabric properties affected by the process are
Luster
Smoothness
Softness
Residual shrinkage
Hand
In a few mills compressive shrinking of denim fabric is carried out in a separate range. A
heavy duty shrinkage machine is used for shrinking of denim fabric up to 14 – 17%.While others
use the integrated finishing range.
Integrated finishing and shrinkage:
In integrated finishing range finishing of denim fabric is carried out in a single range. In this
process the fabric is first passed through the brushing and singeing unit to remove the loose fluff
and lint from fabric surface and then padded to apply finish to the fabric. Many different
softeners and finishes are available which are suitable to denim fabric.
The fabric is then stretched by passing through two pulling devices and then skewed. After
skewing it is passed through the drying cylinders for partial drying of fabric. Subsequently the
fabric runs through a compressive shrinkage unit followed by drying and calendaring.
Sanforizing:
Mechanical compacting is one method of reducing residual shrinkage. The process forces the
yarns closer together and fabric becomes thicker and heavier. As a result of this the net residual
shrinkage reduces. The term Sanforized is a registered trademark and is used to market the fabric
that meets certain shrinkage specifications.
Fabric is passed through the sanforizer head followed by the steam heated cylinders used to set
the Sanforized or shrink fabric. The key to any compacter is head where the force is applied to
move the parallel yarns closer together. More length of fabric must be fed into the Head than the
delivered one.
A sanforizer actually uses a thick rubber blanket running against a steam heated cylinder.
This thick blanket goes over a small diameter roller which stretches the convex surface of

blanket. Fabric is passed outer the stretched blanket and the fabric and blanket come together in
contact with the steam heated cylinder. At that point the rubber surface contracts to its original
length and is forced to contract an additional amount as it forms the concave configuration of
heated drum ultimately the yarns in fabric become closed.
1.6 Parameters for process control:
The main parameters that affect the shrinkage level are
Moisture
Pressure between the roller and rubber belt
Due to the continuous stretching and relaxing of blanket, heat is generated. The blanket is
then cooled by spraying water on it after the fabric has been delivered through the unit. The
degree of shrinkage is controlled by the thickness of blanket. For better results the degree of
compactness is pre-determined which is done by characterizing the shrinkage behavior of fabric
by laundering. Degree of compacting should not exceed the degree of shrinkage.

2 SHRINKAGE EVALUATION
The shrinkage is evaluated by conducting the physical washing tests.
2.1 Construction Shrinkage
The following procedure is adopted for construction shrinkage measurement & evaluation;
Samples are made of the fabric manufactured.
The samples are marked with the help of AATCC standard scale with the help of textile
marker.
The samples are over-locked to avoid fraying during washing.
After marking samples are conditioned
The samples are washed by three home launderings (3HL).
After drying, samples are again conditioned.
In the end, shrinkage is measured for both warp and weft dimensions.
Samples:
25inch × 25inch
Marked at 18inch × 18inch.
Conditioning of Samples:
Temperature 21oC ± 1
oC
Relative humidity 65% ± 2%
Time 4 hours before wash and 4 hours after wash
Machines used for 3HL
Kenmore
Vascator

Three home Laundering
Recipe:
Chemicals Quantity
Sodium per borate 1g/l
ECE 3.85 g/l
Liquid Detergent 45 ml
Conditions:
Temperature 40
o for stretchable denim
60o for rigid denim
Time 67 min for every washing cycle
Procedure:
Water and chemicals are loaded in the machine.
Samples are also added.
Then the machine is put into running position and samples are washed under the above
mentioned conditions.
After one complete washing cycle fabric samples are unloaded and dried.
Then the samples are again put into the machine and the whole procedure is repeated.
After the completion of second cycle, the samples are again dried and the cycle is
repeated for the third time.
Shrinkage Test:
After washing and conditioning the fabric samples are measured on marks with the help
of same scale.
Shrinkage percentage is calculated in both warp and weft directions by using the formula:
Shrinkage % = Change in length × 100
Original Length

2.1.1 Shrinkage in Rigid and Stretch Denim
Denim fabric without any stretch properties are known as rigid denim.
Stretch denim fabrics have pronounced values of stretch. These are made up of the yarns
having elastomeric core.
Fabric
no. Count
Fabric
Type
Denier+
draft Picks/inch
Weave
Type
Shrinkage (%)
Warp Weft
1 10 Ne Rigid - 40 3/1 Z twill -6.5 -13
Lycra 70+3.91 40 3/1 Z-twill -7.23 -24.84
2 14 Ne Rigid - 40 3/1 Z twill -2 -12.3
Lycra 70 + 3.91 40 3/1 Z-twill -3.7 -21.9
Table 2.1.1
Figure 2.1.1
Shrinkage (%) behaivior of Rigid n
Stretch Denim in warp
-8
-7
-6
-5
-4
-3
-2
-1
0
Rig
id
Lycra
Shrinkage (
%)
10 Ne
14 Ne

Figure 2.1.2
Conclusion:
By comparing the fabrics, it is concluded that stretch denim shrinks more than rigid denim,
as core-spun yarn undergo more tensions during yarn manufacturing and weaving of fabric.
So stretch denim tends to shrink more when it acquires relax state.
Shrinkage (%) behaivior between Rigid
n Stretch denim in Weft
-30
-25
-20
-15
-10
-5
0
Rig
id
Lyc
ra
Sh
rin
kag
e (%
)
10 Ne
14 Ne

2.1.2 Shrinkage in Stretch Denim due to varying Picks per Inch
No. of
Observations Count Denier+Draft Picks/inch
Weave
Type
Shrinkage
Warp Weft
1
10 lycra 70+3.91 40
3/1 Z-
twill -6.5 -23
10
spandex 70+3.91 40
3/1 Z-
twill -5 -22.13
10 lycra
slub 70+3.91 40
3/1 Z-
twill -4.12 -24.5
2
10 lycra 70+3.91 44
3/1 Z-
twill -5.37 -19.5
10
spandex 70+3.91 44
3/1 Z-
twill -4.5 -20.25
10 lycra
slub 70+3.91 44
3/1 Z-
twill -4.5 -22.5
Table 2.1.2
Figure 2.1.3
Shrinkage in Warp due to Picks per inch
-7
-6
-5
-4
-3
-2
-1
0
10 lycra
10
spandex
10 lycra
slu
b
Sh
rin
ka
ge
(%
)
40 Picks
per inch
44 Picks
per inch

Figure 2.1.4
Conclusion:
By varying the picks per inch in different stretch denim fabrics, shrinkage percentage is
varied. Due to Increase in no. of picks per inch, shrinkage percentage will decrease. Due to
more picks per inch, there will be less space for the yarns to relax after swelling that’s why
shrinkage decreases.
Shrinkage in weft by varying Picks per
inch
-30
-25
-20
-15
-10
-5
0
10 lycra
10
spandex
10 lycra
slu
b
Sh
rin
kag
e(%
)
40 picks
per inch
44 picks
per inch

2.1.3 Shrinkage due to varying Draft and Denier
Fabric
no. Count
Denier+
draft Picks
Weave
Type
Shrinkage (%)
Warp Weft
1
10 Lycra 70+3.91 40 3/1 Z twill -6.5 -23
10 Spandax 70+3.91 40 3/1 Z twill -5 -22.13
10 Lycra slub 70+3.91 40 3/1 Z twill -4.12 -24.5
2
10 Lycra 40+3.24 40 3/1 Z twill -6.23 -20.5
10 Spandax 40+3.25 40 3/1 Z twill -4.87 -18.75
10 Lycra slub 40+3.25 40 3/1 Z twill -4.2 -18.77
Table 2.1.3
Figure 2.1.5
Shrinkage (%) in Warp due to Draft+Denier
-7
-6
-5
-4
-3
-2
-1
0
10 L
ycra
10
Spa
ndax
10 L
ycra
slub
Sh
rin
kag
e (
%)
70+3.91
40+3.24

Figure 2.1.6
Conclusion:
Denier and draft values directly affect the shrinkage behavior of stretch denim. More is the
draft values, more will be shrinkage. The level of stretch-ability of yarn depends on the given
draft and fabric made of highly stretched yarns will relax more and hence the shrinkage % of
fabric will increase as there are more tensions on the yarns.
Shrinkage (%) in Weft due to
Draft+Denier
-30
-25
-20
-15
-10
-5
0
10 L
ycra
10
Spandax
10 L
ycra
slu
b
Shrinkage(%
)
70+3.91
40+3.24

2.1.4 Shrinkage due to varying Weft Count
No. of
Observations Count
Type of
Yarn
Denier +
Draft Picks/inch
Weave
Type
Shrinkage
Warp Weft
1 10
Single
Lycra 70+3.91 40 3/1 Z-twill -6.5 -23
Spandex 70+3.91 40 3/1 Z-twill -5 -22.13
Lycra
Slub 70+3.91 40 3/1 Z-twill -4.12 -24.5
2 14
Single
Lycra 70+3.91 40 3/1 Z-twill -6.1 -19.89
Spandex 70+3.91 40 3/1 Z-twill -4.4 -21.13
Lycra
Slub 70+3.91 40 3/1 Z-twill -4 -21.5
Table 2.1.4
Figure 2.1.7
Shrinkage (%) in Warp due to Weft
Count
-7
-6
-5
-4
-3
-2
-1
0
Lyc
ra
Sp
an
de
x
Lyc
ra
Slu
b
Sh
rin
kag
e (
%)
10 Single
14 Single

Figure 2.1.8
Conclusion:
By comparing the fabrics having same construction (picks per inch) but different counts,
we concluded that coarser the yarn count more will be the shrinkage in fabric. Due to the
coarse yarn counts, there is more swelling in the yarns which tend to contract the fabric.
Shrinkage in weft due to Weft Count
-25
-20
-15
-10
-5
0
Lyc
ra
Sp
an
de
x
Lyc
ra
Slu
b
Shrinkage (
%)
10 Single
14 Single

2.1.5 Shrinkage Due to varying Yarn Types
Trial No. Count Fabric Type
Denier+ draft
Picks/inch Weave Type
Shrinkage (%)
Warp Weft
1
10 Ne
Cotton lycra
70+3.91 40 3/1 Z twill
-6.5 -23
2 Poly lycra 70+3.91 40 3/1 Z twill
-6.1 -19.8
Table 2.1.5
Figure 2.1.9
Shrinkage (%) in Warp due to Yarn
Type
-6.6
-6.5
-6.4
-6.3
-6.2
-6.1
-6
-5.9
Cotton lycra Poly lycra
Sh
rin
ka
ge
(%
)

Figure 2.1.10
Conclusion:
It is concluded that fabric made of cotton Lycra will shrink more than poly Lycra. This
is due to the reason that cotton has more affinity for the water than polyester so it will absorb
more moisture which results in more swelling of yarns; hence there is more shrinkage in fabric.
Shrinkage (%) in weft due to Yarn
Type
-24
-23
-22
-21
-20
-19
-18
Cotton lycra Poly lycra
Sh
rin
ka
ge
(%
)

2.1.6 Shrinkage (%) due to varying Weave Type
No. of
Observations
Count Denier
+ Draft Picks/inch
Weave
Type
Shrinkage
(%)
Warp Weft
1
10 lycra 70+3.91 40 3/1 Z-twill -6.5 -23
10
spandex 70+3.91 40 3/1 Z-twill
-5 -22.13
10 lycra
slub 70+3.91 40 3/1 Z-twill
-4.12 -24.5
2
10 lycra 70+3.91 40 2/1 Z-twill -5.4 -18.7
10
spandex 70+3.91 40 2/1 Z-twill
-4.7 -19.38
10 lycra
slub 70+3.91 40 2/1 Z-twill
-4 -21
Table 2.1.6
Figure 2.1.11
Shrinkage(%) in Warp due to Weave
Type
-8-7-6
-5-4-3-2
-10
10 lycra
10
spandex
10 lycra
slu
b
Sh
rin
ka
ge
(%
)
3/1 Z-twill
2/1 Z-twill

Figure 2.1.12
Conclusion:
The results shows that stretch denim fabric worth 3/1 twill shrinks more than 2/1 twill
denim as 3/1 twill has loose structure and more spaces.
Shrinkage(%) in Weft due to Weave
Type
-25
-20
-15
-10
-5
0
10 lycra
10
spandex
10 lycra
slu
b
Sh
rin
ka
ge
(%
)
3/1 Z-twill
2/1 Z-twill

2.1.7 Shrinkage (%) due to Slub Yarns
Fabric
no. Count
Denier+
draft Picks
Weave
Type
Shrinkage
(%)
Warp Weft
1 10 Lycra 70+3.91 40 3/1 Z twill -6.5 -23
2 10 Lycra
slub 70+3.91 40 3/1 Z twill -4.12 -24.5
Table 2.1.7
Figure 2.1.13
Shrinkage (%) in warp in Lycra and lycra
-7
-6
-5
-4
-3
-2
-1
0
10 Lycra 10 Lycra slub
Sh
rin
kag
e (
%)

Figure 2.1.14
Conclusion:
Slub swells more when soaked in water. So due to more swellness, shrinkage in
yarn will be more.
Shrinkage (%) in weft in Lycra and Lycra
slub
-25
-24.5
-24
-23.5
-23
-22.5
-22
10 Lycra 10 Lycra slub
Sh
rin
kag
e (
%)

2.2 PROCESSING SHRINKAGE
The following procedure is adopted for process shrinkage measurement & evaluation;
Samples are taken as for construction shrinkage.
For finished fabric, 3HL washing is done at same conditions as in construction shrinkage.
Studying washing conditions like temperature, washing cycles and washing types, 3HL is
done.
Time is studied in Industrial washes.
Conditions:
Temperature 40oC, 49
oC, 60
oC
Time 25 min, 40 min, 55 min
INDUSTRIAL WASHES:
Rinse Wash:
Recipe
Chemicals Quality
Detergent (CP) 100ml
Softener (Belfacin) 200ml
Enzyme (Aquazyme) 50ml
Acid 400ml
Conditions:
Time 15min
Temperature 60~70oC
pH 6~7

Stone Wash:
Recipe
Chemical Quantity
Old Stone 5 kg
New Stone 5kg
Enzyme ( Valumax ) 150kg
Acid 400ml
Water 120 gallon
Conditions
Time 30~40 min
Temperature 60oC
pH 5~6
Bleaching:
Recipe
Chemicals Quantity
Water 150litre
Bleaching Powder Bleaching Liquid (H2O2) 300g 500ml
Conditions:
Time 10min
Temperature 50oC

Neutralization:
Recipe
CHEMICALS QUANTITIES
Sodium Meta bisulphite (Na2S2O5) 350ml
Water 150 liter
Tint Wash:
Recipe:
CHEMICALS QUANTITIES
Direct Dye 0.5gm
Salt 1kg
Softener (NI) 60ml
Water 150 liter
Conditions:
Time 10min
Temperature 70oC
FABRICS USED FOR PROCESSING SHRINKAGE
Fabric No. Warp Count Weft Count Ends/inch Picks/inch Weave Type
F1 9.2 14/1+30D 64 48 2/1 RHT
F2 6.3 16/1+40D 68 44 2/1 RHT
F3 9 9/1+70D 64 45 2/1 RHT
Table 2.2

2.2.1 Shrinkage (%)due to varying Washing Time
Fabric No. Weight (oz
per sq. yd) Time (min)
Shrinkage %
Warp Weft
F1
10.3 25 -0.9 -5.3
10.5 40 -1.5 -5.5
10.7 55 -1.8 -5.8
F2
11.4 25 -0.44 -10.1
11.5 40 -1 -10.5
11.8 55 -1.5 -10.9
F3
10.8 25 -2.4 -4.3
11 40 -2.8 -4.5
11.3 55 -3.9 -5
Table 2.2.1

Figure 2.2.1
Figure 2.2.2
Conclusion:
The comparison of shrinkage % at different washing time’s shows by increasing the washing
time, shrinkage % tends to increase.
Shrinkage (%) in warp due to Washing time
-5
-4
-3
-2
-1
0
25 40 55Time (min)
Sh
rin
kag
e (
%)
F1
F2
F3
Shrinkage (%) in weft due to washing time
-12
-10
-8
-6
-4
-2
0
25 40 55Time (min)
Shrinkage (
%)
F1
F2
F3

2.2.2 Shrinkage (%) due to varying Temperature
Fabric
No.
Weight (oz
per sq. yd)
Temperature
(oC)
Shrinkage %
Warp Weft
F1
10.5 40 -0.4 -5.8
10.6 49 -1 -6.1
10.9 60 -1.9 -6.3
F2
11.6 40 -1.4 -10.8
11.7 49 -1.7 -11.4
11.8 60 -2 -11.9
F3
10.7 40 -2.4 -2.6
10.9 49 -2.6 -3.3
11 60 -2.9 -5
Table 2.2.2

Figure 2.2.3
Figure 2.2.4
Shrinkage (%) in warp due to Washing
Temperature
-4
-3
-2
-1
0
40 49 60Temperature (oC)
Sh
rin
kag
e (
%)
F1
F2
F3
Shrinkage (%) in weft due to Washing
Temperature
-14
-12
-10
-8
-6
-4
-2
0
40 49 60
Temperature (oC)
Sh
rin
kag
e (
%)
F1
F2
F3

2.2.3 Shrinkage (%) due to different Washing Cycles
Fabric
No.
Weight (oz
per sq. yd)
Washing
Cycle
Shrinkage %
Warp Weft
F1
10.4 1 HL -0.37 -2.38
10.6 3 HL -1 -6.1
F2
11.53 1 HL -0.62 -4.69
11.7 3 HL -1.7 -11.4
F3
10.8 1 HL -1.5 -1.73
10.9 3 HL -2.6 -3.3
Table 2.2.3
Figure 2.2.5
Shrinkage (%) in warp due to Washing
Cycles
-3
-2.5
-2
-1.5
-1
-0.5
0
1 HL 3 HL
Washing Cycle
Sh
rin
ka
ge
(%
)
F1
F2
F3

Figure 2.2.6
Conclusion:
The comparison of shrinkage % at different washing cycles shows that shrinkage % tends to
increase by increasing no. of washing cycles.
Shrinkage (%) in weft due to Washing
Cycles
-12
-10
-8
-6
-4
-2
0
1 HL 3 HL
Washing Cycles
Sh
rin
ka
ge
(%
)F1
F2
F3

2.2.4 Shrinkage (%)due to Washing Type
Fabric
No.
Weight
(oz per
sq. yd)
Washing Type Shrinkage (%)
Warp Weft
F1
10.6 3 HL -1 -6.1
10.7 Industrial Wash -1.8 -5.8
F2
11.7 3 HL -1.7 -11.4
11.8 Industrial Wash -1.9 -11.8
F3
10.9 3 HL -2.6 -3.3
11.3 Industrial Wash -3.9 -5
Table 2.2.4
Figure 2.2.7
Shrinkage (%) in warp due to Washing Types
-4.5
-4
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
3 HL Industrial Wash
Washing Types
Sh
rin
ka
ge
(%
) F1
F2
F3

Figure 2.2.8
Conclusion:
As industrial washing compose of many washing types and cycles with varying washing
conditions, so sometimes the shrinkage values are higher for industrial wash.
Shrinkage (%) in weft in Washing type
-14
-12
-10
-8
-6
-4
-2
0
3 HL Industrial Wash
Washing Type
Sh
rin
ka
ge
(%
)
F1
F2
F3

2.2.5 Shrinkage % due to different Industrial Washing Types
First Wash:
First wash may include any of these washing types depending upon desired look and
properties as demanded by the customer:
Rinse Wash
Rinse and Stone wash
Rinse and Stone wash with softener
Rinse and Stone wash with tint.
Rinse and Stone Wash with tint and softener.
FABRIC 1:
Washing
Type
Weight (oz
per sq. yd)
Shrinkage %
Warp Weft
Rinse Wash 10.2 0.4 -4
Rinse + Stone
Wash 10.5 0 -6.6
Rinse + Stone
Wash +
Softener
10.6 -1.4 -7.9
Rinse +Stone
+ Tint Wash 10.5 -1.3 -7.8
Rinse + Stone
+ Tint Wash +
Softener
10.5 -1.5 -7.9
Table 2.2.5

Figure 2.2.9
Second wash:
After first wash, any one or more of the following washes can be done according to the
look and properties demanded by the customer. The second wash includes:
Rinse and Bleach wash
Bleach wash with Neutralization
Bleach wash and Neutralization with Tint wash
Bleach wash and Neutralization with Softener
Bleach wash and Neutralization with Tint and Softener
Shrinkage in Fabric Samples due to
Different washing types
-10
-8
-6
-4
-2
0
2
Rin
se W
ash
Rin
se+S
tone
Was
h
Rin
se+S
tone
Was
h +
Sof
tner
Rin
se+S
tone
+Tin
t
Was
h
Rin
se+S
tone
+Tin
t
Was
h +
Sof
tner
Washing Types
Shr
inka
ge (%
)
Warp
Weft

Fabric 1:
Washing Type Weight (oz
per sq. yd)
Shrinkage %
Warp Weft
Rinse + Bleach Wash 9.9 -1.3 -4.4
Bleach Wash + Neutralization 10 -1.6 -4.3
Bleach Wash + Neutralization + Tint 10.3 -1 -5.5
Bleach Wash + Neutralization + Softener 10.4 -1.1 -5.4
Bleach Wash + Neutralization + Tint + Softener 10.5 -1.3 -6
Table 2.2.6
Figure 2.2.10
Conclusion:
Shrinkage behavior is different for the different industrial washes depending the
procedure and combination of washes under which fabric go through. The different washing
types depend upon the customer requirement.
Shrinkage (%) in Fabric Sample due to Different Washes
-7
-6
-5
-4
-3
-2
-1
0
Rinse + Bleach
Wash
Bleach + Nuetra
lizatio
n
Bleach + Nuetra
lizatio
n + Tint
Bleach + Nuetra
lizatio
n + Softener
Bleach + Nuetra
lizatio
n + Tint + Softe
ner
Sh
rin
ka
ge
(%
)
Warp
Weft