Embed Size (px)
Citation preview

Desarrollo de una mejora del sistema de control de calidad basado en la norma HACCP para
una empresa productora y comercializadora de carne bovina y porcina en la ciudad de Santiago
de Cali.
Oscar David Gaviria Pineda, [email protected]
Juan Manuel González Flórez, [email protected]
Trabajo de Grado presentado para optar al título de Ingeniero Industrial
Asesor: Msc. John Mario Osorio Trujillo Mg. Magister en Sistema Integrados de Gestión
de la Calidad
Universidad de San Buenaventura Colombia
Facultad de Ingeniería
Ingeniería Industrial
Santiago de Cali, Colombia
2018
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
Citar/How to cite [1]
Referencia/Reference
Estilo/Style
: IEEE
(2014)
[1] O. D. Gaviria Pineda y J. M. González Flórez, “Desarrollo de una mejora del
sistema de control de calidad basado en la norma HACCP para una empresa
productora y comercializadora de carne bovina y porcina en la ciudad de
Santiago de Cali.”, Trabajo de grado Ingeniería Industrial, Universidad de San
Buenaventura Cali, Facultad de Ingeniería, 2018.
Bibliotecas Universidad de San Buenaventura
Biblioteca Digital
(Repositorio)
http://bibliotecadigi
tal.usb.edu.co
Biblioteca Fray Alberto Montealegre OFM - Bogotá.
Biblioteca Fray Arturo Calle Restrepo OFM - Medellín, Bello, Armenia, Ibagué.
Departamento de Biblioteca - Cali.
Biblioteca Central Fray Antonio de Marchena – Cartagena.
Universidad de San Buenaventura Colombia
Universidad de San Buenaventura Colombia -
http://www.usb.edu.co/ Bogotá -
http://www.usbbog.edu.co
Medellín -
http://www.usbmed.edu.c
o Cali -
http://www.usbcali.edu.co
Cartagena -
http://www.usbctg.edu.co
Editorial Bonaventuriana -
http://www.editorialbonaventuriana.usb.edu.co/ Revistas -
http://revistas.usb.edu.co

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
TABLA DE CONTENIDO
RESUMEN _____________________________________________________________ 11
I. INTRODUCCIÓN ____________________________________________________ 13
II. PLANTEAMENTO DEL PROBLEMA ____________________________________ 14
III. PREGUNTA DE INVESTIGACIÓN ______________________________________ 19
IV. OBJETIVOS ______________________________________________________ 20
A. OBJETIVO GENERAL ________________________________________________ 20
B. OBJETIVOS ESPECIFICOS ___________________________________________ 20
V. JUSTIFICACIÓN ____________________________________________________ 21
VI. ALCANCE ________________________________________________________ 24
VII. MARCO REFERENCIAL ____________________________________________ 25
A. MARCO CONTEXTUAL ______________________________________________ 25
B. ANTECEDENTES ____________________________________________________ 28
C. MARCO CONCEPTUAL ______________________________________________ 32
D. MARCO TEÓRICO __________________________________________________ 36
1. Historia ____________________________________________________________ 36
2. Definición de HACCP ________________________________________________ 37
3. Principios de HACCP. ________________________________________________ 40
4. Indicador de Gestión _________________________________________________ 41
E. MARCO METODOLÓGICO ___________________________________________ 43
1. Enfoque de investigación ______________________________________________ 43
2. Tipo de Estudio ______________________________________________________ 43
3. Diseño de Investigación _______________________________________________ 43
4. Muestra ____________________________________________________________ 44
5. Criterios de Inclusión _________________________________________________ 44
6. Criterios de Exclusión ________________________________________________ 44
7. Fase de estudio ______________________________________________________ 44
F. MARCO LEGAL _____________________________________________________ 47
CAPITULO I ____________________________________________________________ 49
VIII. DIAGNOSTICO ___________________________________________________ 49

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
A. Instalaciones físicas. __________________________________________________ 52
B. Instalaciones sanitarias _______________________________________________ 53
C. Personal manipulador de alimentos ______________________________________ 53
D. Condiciones de saneamiento ___________________________________________ 54
E. Condiciones de proceso y fabricación ____________________________________ 56
F. Aseguramiento de la calidad ___________________________________________ 59
G. Restricciones ________________________________________________________ 62
CAPITULO II ___________________________________________________________ 63
IX. PLAN HACCP ____________________________________________________ 63
A. APLICACIÓN DE PRERREQUISITOS DEL SISTEMA HACCP _______________ 63
B. FORMACIÓN DEL EQUIPO HACCP____________________________________ 65
C. DESCRIPCIÓN DEL PRODUCTO ______________________________________ 68
1. Definición. _________________________________________________________ 68
2. Caracterización _____________________________________________________ 68
D. DIAGRAMA DE FLUJO ______________________________________________ 69
E. DESCRIPCIÓN DEL PROCESO ________________________________________ 70
F. ANALISIS DE PELIGROS (Principio 1) __________________________________ 73
1. Identificación de los riesgos ____________________________________________ 74
2. Descripción de las medidas. ____________________________________________ 74
3. Valoración cuantitativa _______________________________________________ 74
4. Determinación de su grado de significancia _______________________________ 76
G. DETERMINAR LOS PUNTOS CRÍTICOS DE CONTROL (PCC) (Principio 2) ___ 78
H. DETERMINACIÓN DE LOS LÍMITES CRÍTICOS (Principio 3) _______________ 88
I. DETERMINACIÓN DE SISTEMA DE VIGILANCIA A LOS PCC (Principio 4) ___ 91
J. ESTABLECER LAS ACCIONES CORRECTIVAS A LOS PCC (Principio 5) ______ 93
K. EVALUACIÓN DE ALTERNATIVAS (PCC Limpieza) _______________________ 97
1. Rediseño de planta (Alternativa 1) _______________________________________ 99
2. Programación de producción-Inventarios (Alternativa 2) ____________________ 101
3. Seguir como se produce (Alternativa 3) __________________________________ 101
L. ESTABLECER EL SISTEMA DE VERIFICACIÓN Y DOCUMENTACIÓN (Principio
6 y 7) _________________________________________________________________ 104

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
CAPITULO III _________________________________________________________ 106
X. IMPLEMENTACIÓN ________________________________________________ 106
XI. RESULTADOS ___________________________________________________ 107
1. ANÁLISIS POR TEMPERATURA PRODUCTO ___________________________ 108
A. Carta de Control Temperatura de Canales _______________________________ 108
B. Carta de Control Temperatura de Producto en Proceso _____________________ 110
C. Carta de Control Temperatura de Producto Terminado _____________________ 111
2. ANÁLISIS POR PH DEL PRODUCTO __________________________________ 113
A. Carta de Control de pH Bovino ________________________________________ 113
B. Carta de Control de pH Porcina _______________________________________ 115
3. ANÁLISIS POR TEMPERATURA DE CUARTOS DE PROCESO _____________ 116
A. Carta de Control de Temperatura Cuarto Desposte ________________________ 117
B. Carta de Control del Cuarto de Producto Terminado _______________________ 118
C. Carta de Control Cabina de Vehículo de Distribución. ______________________ 120
4. COMPARATIVA MEJORA DE INDICADOR _____________________________ 122
5. IMPACTOS ________________________________________________________ 123
A. Impactos Ambientales ________________________________________________ 123
B. Impactos Sociales ___________________________________________________ 123
XII. ESTUDIO FINANCIERO ___________________________________________ 126
XIII. EVALUACIÓN DE DILEMAS ÉTICOS ________________________________ 130
XIV. CONCLUSIONES _________________________________________________ 132
XV. RECOMENDACIONES ____________________________________________ 134
BIBLIOGRAFIA ________________________________________________________ 135

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
LISTADO DE TABLAS
Tabla 1. Lista de causas. ...................................................................................................... 16
Tabla 2. Comparativa de HACCP con la normatividad vigente. ......................................... 22
Tabla 3. Fases de ejecución del proyecto............................................................................. 45
Tabla 4. Normatividad. ......................................................................................................... 47
Tabla 5. Cuadro resumen de conceptos evaluados de BPM. ............................................... 50
Tabla 6. Porcentaje de cumplimiento de las BPM ............................................................... 51
Tabla 7. Matriz de ponderación de causas de pérdida de calidad en los alimentos............ 61
Tabla 8. Restricciones que presenta el sistema .................................................................... 62
Tabla 9. Planes para cumplir los prerrequisitos del plan HACCP ..................................... 63
Tabla 10. Roles y funciones que conforman el equipo HACCP ........................................... 65
Tabla 11. Características Fisicoquímicas ............................................................................ 68
Tabla 12. Tipos de carnes y sus características ................................................................... 68
Tabla 13. Gravedad del riesgo. ........................................................................................... 75
Tabla 14. Probabilidad de ocurrencia del riesgo. ............................................................... 75
Tabla 15. Árbol de decisión (Matriz de riesgos). ................................................................. 76
Tabla 16. Determinación de límites de control a cada PCC´s. ............................................ 89
Tabla 17. Determinación de sistema de vigilancia a los PCC. ............................................ 91
Tabla 18. Medidas correctivas de los PCC. ......................................................................... 93
Tabla 19. Alternativas evaluadas con las Restricciones ...................................................... 97
Tabla 20. Evaluación económica de la propuesta (Alternativa 1). .................................... 100
Tabla 21. Evaluación económica de la propuesta (Alternativa 2). .................................... 101
Tabla 22. Evaluación económica de la propuesta (Alternativa 3). .................................... 102
Tabla 23. Evaluación de alternativas. ................................................................................ 102
Tabla 24. Observación de factores de evaluación de propuestas. ..................................... 103
Tabla 25. Sistema de verificación de los PCC. .................................................................. 104
Tabla 26. Costos para mantener el programa HACCP ..................................................... 124
Tabla 27. Actividades de inversión..................................................................................... 126
Tabla 28. Gastos de la empresa. ........................................................................................ 126
Tabla 29. Ventas promedio anual. ..................................................................................... 127

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
Tabla 30. Impacto económico del proyecto en la organización. ....................................... 127
Tabla 31. Estudio financiero del proyecto. ........................................................................ 129

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
LISTADO DE ILUSTRACIONES
Ilustración 1. Organigrama. ................................................................................................. 27
Ilustración 2. Diagrama de flujo de carne porcina y bovina. .............................................. 58
Ilustración 3. Organigrama Equipo HACCP ....................................................................... 67
Ilustración 4. Diagrama de proceso. .................................................................................... 69
Ilustración 5. Árbol de decisión PCC´s de recepción de canales. ....................................... 78
Ilustración 6.Árbol de decisión PCC´ de recepción de materia prima. ............................... 79
Ilustración 7. Árbol de decisión PCC´s de almacenamiento de canales.............................. 79
Ilustración 8. Árbol de decisión PCC´s de almacenamiento de bolsatinas. ........................ 80
Ilustración 9. Árbol de decisión PCC´s de embolsatinar. .................................................... 80
Ilustración 10. Árbol de decisión PCC´s de desposte. ......................................................... 81
Ilustración 11. Árbol de decisión PCC´s de deshuese. ........................................................ 81
Ilustración 12. Árbol de decisión PCC´s de separación de piezas. ..................................... 82
Ilustración 13. Árbol de decisión PCC´s de almacenamiento de producto en proceso. ...... 82
Ilustración 14. Árbol de decisión PCC´s de limpieza. ......................................................... 83
Ilustración 15. Árbol de decisión PCC´s de picar................................................................ 83
Ilustración 16. Árbol de decisión PCC´s de almacenamiento de empaque plástico y
etiquetas. ............................................................................................................................... 84
Ilustración 17. Árbol de decisión PCC´s de empaque.......................................................... 84
Ilustración 18. Árbol de decisión PCC´s de etiquetado. ...................................................... 85
Ilustración 19. Árbol de decisión PCC´s de producto terminado. ....................................... 85
Ilustración 20. Árbol de decisión PCC´s de distribución. .................................................... 86
Ilustración 21. Distribución de planta actual. ..................................................................... 99
Ilustración 22. Distribución de planta propuesta. ............................................................. 100

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
LISTADO DE GRAFICAS
Gráfica 1. Porcentaje de devolución por tipo de familia (Actual). ...................................... 15
Gráfica 2. Pareto (Causas de devolución). .......................................................................... 16
Gráfica 3. Diagrama de Ishikawa. ....................................................................................... 17
Gráfica 4. Diagrama de Porque-Porque. ............................................................................. 18
Gráfica 5. Nivel de cumplimiento general de las condiciones básica de inocuidad, ........... 52
Gráfica 6. Porcentaje de cumplimiento de instalaciones físicas.......................................... 52
Gráfica 7. Porcentaje de cumplimiento de instalaciones sanitarias. ................................... 53
Gráfica 8. Porcentaje de cumplimiento del personal manipulador de alimentos. ............... 54
Gráfica 9. Porcentaje de cumplimento de condiciones de saneamiento. ............................. 55
Gráfica 10. Porcentaje de cumplimiento de las condiciones de proceso y fabricación ...... 56
Gráfica 11. Porcentaje de cumplimiento de aseguramiento de calidad. ............................. 60
Gráfica 12. Gráfico de control de medias de temperaturas del producto en canal. .......... 109
Gráfica 13. Gráfico de control de rangos de temperaturas del producto en canal. .......... 109
Gráfica 14.Gráfico de control de medias de temperaturas del producto en proceso. ....... 110
Gráfica 15. Gráfico de control de rangos de temperaturas del producto en proceso. ...... 111
Gráfica 16.Gráfico de control de medias de temperaturas del producto terminado. ........ 112
Gráfica 17.Gráfico de control de rangos de temperaturas del producto terminado. ........ 112
Gráfica 18.Gráfico de control de medias de pH Bovina. ................................................... 114
Gráfica 19. Gráfico de control de rangos de pH Bovina. .................................................. 114
Gráfica 20. Gráfico de control de medias de pH Porcina. ................................................ 115
Gráfica 21. Gráfico de control de rangos de pH Porcina.................................................. 116
Gráfica 22. Gráfico de control de medias de temperaturas de cuarto de desposte. .......... 117
Gráfica 23. Gráfico de control de rangos de temperaturas de cuarto de desposte. .......... 118
Gráfica 24. Gráfico de control de medias de temperaturas de cuarto de producto
terminado. ........................................................................................................................... 119
Gráfica 25.Gráfico de control de rangos de temperaturas de cuarto de producto terminado.
............................................................................................................................................ 119
Gráfica 26. Gráfico de control de medias de temperaturas de cabina de vehículo.. ......... 120

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
Gráfica 27. Gráfico de control de rangos de temperaturas de cabina de vehículo. .......... 121
Gráfica 28. Porcentaje de devolución por tipo de familia (Mejorada).............................. 122

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
RESUMEN
La productora y comercializadora de carne bovina y porcina ubicada en la ciudad de Cali, es
una empresa manufacturera dedicada, al desposte y expendio de productos derivados de las
especies bovinas y porcinas, la cual lleva más de 30 años en el mercado del Valle del Cauca;
mediante iniciativa propia de uno de los autores que ejecutaron su periodo de práctica en la
organización, lo cual, fue el punto de partida para el dar inicio a este proyecto denominado
“Desarrollo de una mejora del sistema de control de calidad basado en la norma HACCP para
una empresa productora y comercializadora de carne bovina y porcina en la ciudad de
Santiago de Cali.”; el cual tiene como objetivo principal la implementación de una
metodología de calidad basada en controles estadísticos, en donde, se espera que haya una
disminución del indicador de devoluciones de productos por condiciones de calidad. Como
resultado se logra una reducción significativa con respecto al indicador de devoluciones, el
cual representa el objetivo del proyecto. El indicador disminuyó 48,5% en las devoluciones
de producto Bovino y un 35,2% para la familia de producto Porcino, comparado con lo que
actualmente se venía obteniendo, el cual era de 1,96%, donde se logró mejorar a 0,98% para
la familia bovina, y de 1,35% a 0,64% para la familia porcina.
Palabras clave: Sistema de Calidad, HACCP, Diseño Estadístico, PCC´s.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD
ABSTRACT
The producer and marketer of bovine and porcine meat located in the city of Cali, is a
dedicated manufacturing company, to the desposte and sale of products derived from bovine
and porcine species, which has been in the Valle del Cauca market for more than 30 years. ;
through the initiative of one of the authors who executed their period of practice in the
organization, which was the starting point for starting this project called "Development of an
improvement of the quality control system based on the HACCP standard for a company that
produces and markets beef and pork in the city of Santiago de Cali. "; which has as main
objective the implementation of a quality methodology based on statistical controls, where,
it is expected that there will be a decrease in the indicator of product returns due to quality
conditions. As a result, a significant reduction is achieved with respect to the returns
indicator, which represents the objective of the project. The indicator decreased 48.5% in the
returns of Bovine product and 35.2% for the family of Porcine product, compared to what
was currently obtained, which was 1.96%, where it was improved to 0,98% for the bovine
family, and from 1.35% to 0.64% for the swine family.
Keywords: Quality System, APPCC, Statistical Design, PCC's.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 13
I. INTRODUCCIÓN
Hoy en día el mercado de alimentos en el mundo se está transformando en una dimensión tal
que el análisis de peligros y puntos críticos de control (HACCP) se ha convertido en sinónimo
de inocuidad de los alimentos, es un método sistemático, dirigido a la identificación,
evaluación y control de los peligros asociados con las materias primas, ingredientes,
procesos, ambiente, comercialización y su uso por el consumidor, a fin de garantizar la
inocuidad del alimento [1]. Este sistema de carácter preventivo, reconocido
internacionalmente para abordar los peligros biológicos, químicos y físicos mediante el
enfoque al control de las etapas críticas para la inocuidad del alimento a diferencia del control
tradicional que se basa en la inspección de las instalaciones y el análisis del producto final
[2]. El sistema HACCP se convierte en algo obligatorio para la industria de alimentos, el
cual desea garantizar la calidad en sus productos, que a la vez se convierte en un documento
formal que contiene básicamente dos componentes: el análisis de peligros y el plan HACCP.
Con el fin de reducir los riesgos asociados en la producción y comercialización de alimentos,
muchos países del mundo expiden comunicados e incluso decretos obligatorios sobre el uso
del HACCP para el apoyo de su sistema de gestión de calidad. La entidad “The Federal Drug
Administration” (FDA - USA), recomienda enfáticamente la implementación del HACCP en
los establecimientos alimentarios, ya que, es el sistema de controles preventivos más efectivo
[3]. Según el decreto 60 del 2002 de Colombia, establece la aplicación del sistema HACCP
en las empresas del rubro de los alimentos, como un sistema o método de aseguramiento de
la inocuidad de los alimentos, el cual debe estar basado en la implementación de un manual
de buenas prácticas de manufactura (BPM), planes operativos estandarizados de sanitación
(POES), plan interno de rastreabilidad, entre otros, que garanticen condiciones óptimas de
inocuidad dentro del proceso y no genere aumento en los indicadores de calidad; justificando
la necesidad de implementar el plan HACCP en la productora y comercializadora de carne
bovina y porcina de Santiago de Cali [4].

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 14
II. PLANTEAMENTO DEL PROBLEMA
En Colombia hay una norma definida frente al tema de salubridad pública y las plantas de
beneficio. Dicha normatividad esta soportada en el decreto 240 de 2013 del Ministerio de
Salud y La Protección Social y conectada con los decretos obligatorios 2500 y 2240
establecidos por el Ministerio de salud, así como el decreto 539 del 2014 (el cual deroga al
3075 de 1997); además, el sector alimenticio cuenta con normas de tipo voluntario que
facilitan el control de sus procesos productivos que establece el decreto 60 de 2002; estos
sistemas son el HACCP, BPM, POES, guías de trazabilidad, entre otros, lo que en ultimas
hacen parte de eslabones fundamentales de la norma ISO 9001:2015 [5], la cual hace
referencia a la gestión de la calidad total, en donde se resaltan los controles de los procesos
productivos con el fin de satisfacer al cliente desde un producto que cumpla con los
estándares de seguridad y calidad, ésta medida se convierte en una norma voluntaria que las
organizaciones también deberían implementar en el mejoramiento de sus procesos [6].
En 1992 fue creada la empresa dedicada a la producción y comercialización de productos
cárnicos de tipo bovino y porcino, con una trayectoria de 25 años en el mercado; en sus
procesos productivos cuenta con sistemas de control de calidad muy poco confiables, los
cuales no cuentan con ningún tipo de metodología que garantice un producto inocuo y de
calidad, de la misma forma que no le permiten cumplir los requisitos legales exigidos por las
leyes nacionales, basados en el formato de evaluación del nivel sanitario de cumplimiento
para las plantas de desposte (FENSC) [7]. La organización no cuenta con una trazabilidad de
la documentación acerca del control y prevención de la calidad de los productos, esto le ha
dificultado llevar un seguimiento óptimo y claro sobre las posibles fallas, lo cual a su vez ha
venido reflejándose en bajos niveles de satisfacción por parte de sus clientes y altos costos
asociados a los procesos necesarios para suplir con dicha irregularidad, exponiéndose a
sanciones legales por incumplimiento de la normatividad vigente [8]. Además de las
circunstancias legales, se presentan errores en el proceso productivo al no contar con
estándares de aseguramiento y prevención de la inocuidad y calidad de los productos, por
ende, las problemáticas actuales en temas de salubridad y satisfacción con sus clientes.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 15
Lo anterior se ve reflejado en la cantidad de devoluciones del cliente final. Encontrando
índices de devoluciones no aptos para el rendimiento de la empresa; los cuales son
catalogados y divididos por grupo o tipo de familias como se evidencia en el Gráfico 1.
Gráfica 1. Porcentaje de devolución por tipo de familia (Actual).
Fuente: Adaptada de Informe de participación de productos.
La empresa productora y comercializadora de carne, trabaja las familias de productos bovino,
porcino y sus viseras, el porcentaje de devoluciones en promedio de cada familia según el
Gráfico 1 es de 1.96, 1.38 y 0,6 % respectivamente, siendo mayor al esperado por la empresa,
el cual no debe superar el 1,0% en este indicador de cada una de las familias. Se han
identificado las causas principales que directamente influencian a los indicadores de
devolución, como se muestran en la Tabla 1, describiéndose su incidencia, su porcentaje de
participación y su influencia en los altos niveles de devolución.
0,7
4%
0,4
5%
0,5
6%
0,6
5%
1,9
4%
1,9
7%
1,9
4%
1,9
7%
1,4
3%
1,3
3%
1,4
3%
1,3
3%
T O T A L A G O S T O T O T A L
S E P T IE M B R E
T O T A L O C T U B R E T O T A L
N O V IE M B R E
% DEVOLUCIÓN POR TIPO DE FAMILIA
VISERA BOVINO PORCINO

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 16
Tabla 1. Lista de causas.
Código Causa Cantidad % % Acu
1 Maduración por objetos extraños en el empaque 59 39% 39%
2 Inadecuada Manipulación y cumplimento del BPM 38 25% 64%
3 Inexistencia de guía de trazabilidad 25 16% 80%
4 Pieza deteriorada y/o No conforme 13 9% 89%
5 Inadecuado corte de la pieza 9 6% 95%
6 Entrega no oportuna 5 3% 98%
7 Producto no solicitado 3 2% 100%
Fuente: Adaptada de Informe de participación de productos.
De acuerdo con esto, la relación de los altos niveles de devolución se ve reflejada en tres
causas principales, que representan el 80% de participación como se muestra en la Gráfica
2.
Gráfica 2. Pareto (Causas de devolución).
Fuente: Adaptada de Informe de participación de productos.
Como se evidencia, los motivos de devolución son problemas fitosanitarios, que están
directamente relacionados con la inexistencia de sistemas de control de calidad y la
irregularidad de cumplimiento legal.
0%
20%
40%
60%
80%
100%
120%
010203040506070
Causas Devolución (Pareto)

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 17
Para finalizar identificamos la causa raíz que genera la situación problema como se muestra
en el Gráfico 3 y 4 respectivamente.
Gráfica 3. Diagrama de Ishikawa.
Fuente: autores.
Uso no responsable de
sus implementos de
trabajo o EPP
(Elementos de
Protección Personal).
Mano de obra
Devoluciones por
inocuidad
Falta de capacitación
en procesos higiénicos
y de alta calidad.
Falta de higiene, aseo y
mantenimiento.
No se lleva un control estricto
de la inocuidad proporcionada
por las máquinas.
Maquinaria
Métodos
Distintas referencias de
productos, en la misma
línea productiva de
manera simultánea.
Materiales
Medición o inspección
Medio ambiente
Falta de definir puntos
críticos de control de
calidad para el producto.
Falta de identificar los
riesgos en el proceso.
No se lleva una
trazabilidad de los
procesos.
Falta de revisión
periódica de calidad y
vigencia de los
productos utilizados.
Falta de control
higiénico en etapas
del proceso.
En mal estado,
oxidada.
En mal estado desde el
proveedor. Falta de inspección
del producto que llega.
Empresas vecinas
con alto grado de
contaminación.
Falta de control de
temperaturas y de plagas
en la planta.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 18
Gráfica 4. Árbol de problemas.
Fuente: Autores.
Según el Grafico 4, la casusa raíz que encontramos dentro de la empresa por la cual se están
generando las devoluciones por inocuidad, es que no existe un sistema de control y calidad
eficiente que asegure la inocuidad del producto.
Esta información fue obtenida y organizada, con base al juicio de experto brindado por el
jefe de control y calidad, donde se le consultó su consideración sobre los problemas que más
afectan las devoluciones en la empresa, teniendo como respuesta que hay varios factores que
pueden incidir en la falta de inocuidad del producto que se despacha, los cuales se plasmaron
en el Árbol de problemas que corresponde al Gráfico 4.
Los operarios no cumplen con los
estandares de calidad
Producto mal empacado, con contaminación cruzada,
nocivo para la salud
Devoluciones de producto por inocuidad
Pérdida de clientes y mala imagen para la
empresa
Falta de mayor cumplimiento de los POES por parte de los empleados
Incumplimiento en el uso de los EPP (Elementos de
protección personal)
Falta de estandarización con manuales de BPM
Ineficiente capacitación y exigencia por parte de
los superiores
FALTA DE UN SISTEMA DE CONTROL
Y CALIDAD EFICIENTE QUE ASEGURE LA INOCUIDAD DEL PRODUCTO
Falta de una mejor inpección al producto que
ingresa
Producto Bovino y Porcino de manera simultánea en la
línea productiva
Un único cuarto frío para almacenar distintos
productos
Falta de socialización de los PCC S a todo el personal de la planta
Falta de aseo periódico de los utensilios de trabajo (cuchillos, valdes, etc.)
Falta de trazabilidad en los procesos
Alta contaminación en el sector
Cuartos con riesgo de microorganismos y falta de temperatura óptima

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 19
III. PREGUNTA DE INVESTIGACIÓN
¿Qué propuesta de diseño apoyada en HACCP mejorará el sistema de control de calidad para
la diminución del indicador de devoluciones en la empresa productora y comercializadora de
carne bovina y porcina en la ciudad de Santiago de Cali?
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 20
IV. OBJETIVOS
A. OBJETIVO GENERAL
Desarrollar una mejora en el sistema de control de calidad del proceso productivo
basado en un sistema HACCP, para una planta de desposte en la empresa productora
y comercializadora de carne bovina y porcina en la ciudad de Santiago de Cali, para
el mejoramiento del indicador de devoluciones.
B. OBJETIVOS ESPECIFICOS
Diagnosticar la situación actual de la planta frente a los requisitos exigidos por la
normatividad aplicable, detectando puntos críticos del proceso a través de medidas
de control y reducción de efectos.
Diseñar un sistema de control de calidad apoyado en la metodología del HACCP
(Análisis de Peligros y Puntos Críticos de Control), para el mejoramiento del
indicador de devoluciones.
Implementar la propuesta de mejora del sistema de gestión de calidad, y evaluarla
mediante el análisis cuantitativo, donde se verifique el mejoramiento del indicador de
devoluciones e indirectamente se cumpla con de la normatividad vigente.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 21
V. JUSTIFICACIÓN
HACCP es una norma que establece puntos de control, es usado en múltiples procesos
alimenticios para garantizar la calidad e inocuidad de éstos, la misma normativa legal
propone que sea ésta norma la que sea utilizada para generar los puntos de control, con el fin
de convertir a las plantas procesadoras en fuentes productivas, queriendo mediante este plan
hacerlas más fuertes en la gestión de la calidad y productividad, y de esta manera volverlas
competitivas, cumpliendo con los requisitos legales y sanitarios vigentes [9].
Según el decreto 60 del 2002 de Colombia, donde se establece la aplicación del sistema
HACCP en las empresas del rubro de los alimentos, como un sistema o método de
aseguramiento de la inocuidad de los alimentos, el cual debe estar basado en la
implementación de un manual de buenas prácticas de manufactura (BPM), planes operativos
estandarizados de sanitación (POES), plan interno de rastreabilidad, entre otros; de los cuales
dependerá la composición esencial, y los factores de calidad dependerán del control de los
diversos parámetros durante sus procesos [10]. Además, la implementación de este método
HACCP puede llevar a las organizaciones a mitigar ciertos problemas fitosanitarios, los
cuales pueden conllevar a problemas aún más críticos como lo son devoluciones por
inocuidad de los alimentos [11], e incluso intoxicaciones y problemas legales con sus
clientes. Por esto se plantea la necesidad de contar con esta norma que establece la medición
y evaluación de los puntos críticos de control, mediante los cuales se puede monitorear y
verificar que se esté cumpliendo con los límites establecidos para así lograr estándares de
calidad y aseguramiento de la inocuidad, conllevando, a la disminución del indicador de
devoluciones por mala calidad, e indirectamente a cumplir la normatividad legal vigente.
En la Tabla 2, se muestra la relación, semejanza y el apoyo que tienen los 7 pilares que evalúa
la norma HACCP en los controles y lineamientos de inocuidad de los procesos que
indirectamente llevan al cumplimento de normatividad establecidos en artículos de la
resolución 240 de 2013.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 22
Tabla 2. Comparativa de HACCP con la normatividad vigente.
HACCP Resolución 240 de 2013
1. Análisis de peligros y establecer las
debidas medidas preventivas. (HA). Control
de la higiene y la temperatura.
CAPITULO 4, Artículos 63-69
2. Identificar los puntos críticos de control
(PCC). El tratamiento térmico de alimentos es
esencial para eliminar o reducir el peligro por
las bacterias.
CAPITULO 4, Artículos 63, 65, 66, 132
3. Establecer los límites críticos. ¿El
proceso produce alimentos seguros?
(temperatura, tiempos, dimensiones físicas del
producto).
CAPITULO 4, Artículos 63, 65, 66, 69, 132
4. Establecer procedimientos de monitoreo
(observación programada) o vigilancia. Ver si
se está siguiendo el plan, como observar los
termógrafos para ver la temperatura que se
espera.
CAPITULO 4, Artículos 63, 65, 66, 117, 125, 132
5. Establecer las medidas correctivas. No
perder el control que se inicia. Corregir
problemas como desecho de productos No
Conformes.
CAPITULO 4, Articulo 64, 65, 66, 67, 69, 128
6. Establecer los procedimientos de
verificación. Determinar la conformidad con
el plan del HACCP. (Ej. Análisis
microbiológicos).
CAPITULO 2, Articulo 39.
CAPITULO 4, Articulo 63, 64, 65, 66, 69, 88, 91,
92
Fuente: Adaptada de [12].
Todo esto justifica la necesidad de implementar el plan HACCP en la empresa productora y
comercializadora de carne bovina y porcina, ya que, para la organización además de ser una

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 23
mejora en el sistema de gestión de calidad, este converge principalmente a la disminución
del indicador problema el cual es las devoluciones por inocuidad e indirectamente se logra
un cumplimiento de la normatividad vigente.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 24
VI. ALCANCE
En este proyecto se espera mejorar el indicador de devoluciones por inocuidad en los puntos
críticos del proceso productivo de carne fresca, mediante el diseño de un sistema de control
basado en la metodología HACCP, para una planta de desposte de una empresa productora y
comercializadora de carne bovina y porcina en la ciudad de Santiago de Cali.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 25
VII. MARCO REFERENCIAL
A. MARCO CONTEXTUAL
La Industria cárnica es un tipo de industria alimentaria encargada de producir, procesar y
distribuir la carne de animales a los centros de consumo. Estos centros suelen ser en la
mayoría de los casos grandes mercados de ciudades. La producción queda bajo la
responsabilidad de la ganadería/caza siendo el sacrificio de las reses el primer pasó de la
cadena de producción de las industrias cárnicas.
La industria de carne bovina en Colombia está constituida por cinco grandes eslabones que
consisten en: la producción de ganado en fincas, la comercialización de ganado en pie, la
industrialización por parte de las plantas de sacrificio y procesadoras de alimentos, los
canales de distribución de carne fresca y sus derivados, y la trasformación de los productos
cárnicos. De estos procesos se obtienen algunos subproductos comestibles y no comestibles
como el cuero, grasas y sebos, para uso industrial, sangre, vísceras, entre otros.
Los productos son distribuidos a través de plazas de mercado, supermercados,
hipermercados, puntos de venta especializadas y tiendas detallistas. Durante el proceso de
selección de bovinos y porcinos, debe existir un personal especializado, como veterinarios,
que verifique cuidadosamente que sus proveedores cumplan con las buenas prácticas
pecuarias, con el fin de garantizar un producto inocuo, que satisfaga los exigentes parámetros
de calidad y continúe con una trazabilidad, sistematizando la información [13].
Dentro de la cadena de producción de carne bovina en el eslabón de la industrialización
ocurre que las plantas de beneficio son los principales agentes, puesto que los productos
intermedios y finales se obtienen de estos lugares; es ahí donde participa la productora y

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 26
comercializadora de carne bovina y porcina dedicada a su actividad, que es, procesamiento
y conservación de carne y productos cárnicos. Ésta se encuentra ubicada al Sur oriente de la
ciudad de Cali, en la Carrera 32 # 23 – 31 respectivamente. La organización, cuenta con
plantas de beneficio, en las cuales hace el proceso para intervenir y despachar las carnes
bovina y porcina que se van a comercializar a los diferentes puntos de expendio a lo largo de
la ciudad y el centro del Valle del Cauca. Las plantas de beneficio animal se pueden definir
como todo establecimiento en donde se benefician las especies de animales que han sido
declaradas como aptas para el consumo humano y que han sido registradas y autorizadas para
este fin. Actualmente en Colombia existen 577 establecimientos que se dedican a esta labor,
sin embargo, solo son 18 los que cumplen con todos los requerimientos y exigencias del
INVIMA [14].
La productora y comercializadora de carne bovina y porcina inició en el año 1995, su
fundador es el señor Nelson Cardona, el cual a lo largo de más de 20 años ha logrado
posicionarla como una de las más importantes empresas en su actividad económica que es
Procesamiento y conservación de carne y productos cárnicos. Con el paso del tiempo la
empresa fue adquiriendo posicionamiento en el mercado, y con el ánimo de poder suplir las
necesidades de todas las clases de clientes, creo marcas propias, las cuales van dirigidas a
mercados específicos, y buscan cumplir las expectativas de calidad, precio y servicio de cada
uno de sus clientes. Por otro lado, la empresa cuenta con un equipo de trabajo como se indica
en la Ilustración 1, con el cual logra cumplir las tareas necesarias en la operación.
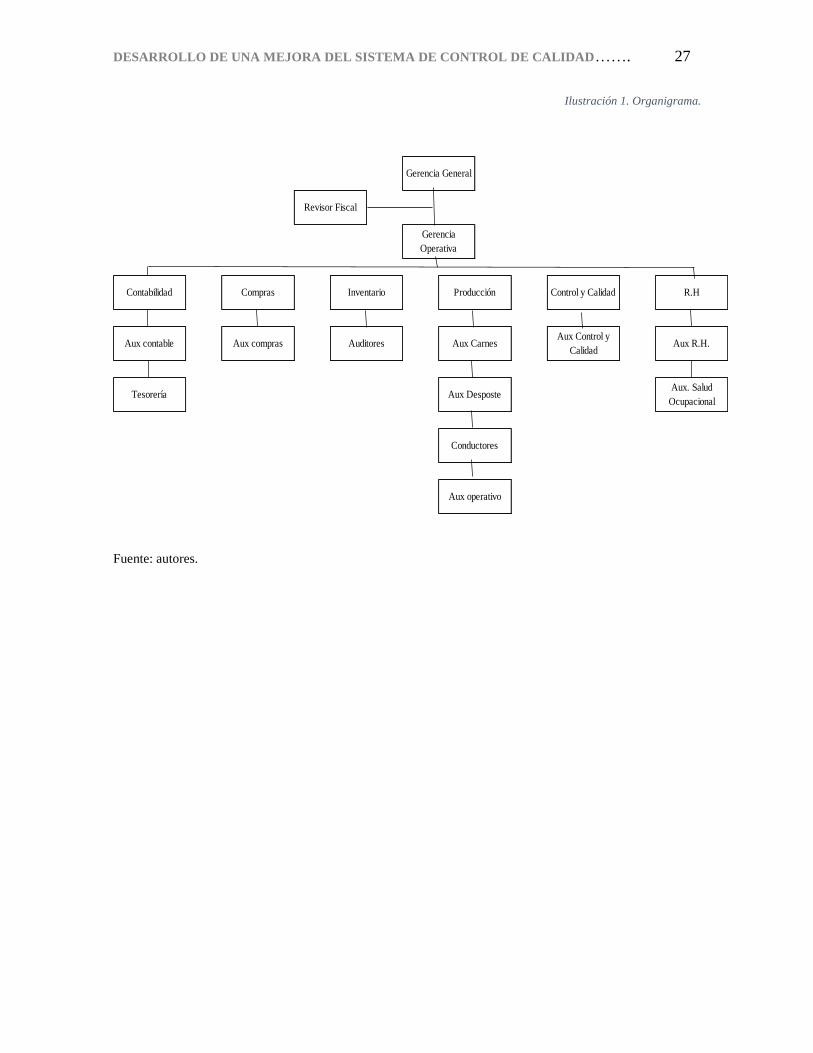
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 27
Ilustración 1. Organigrama.
Fuente: autores.
Conductores
Aux operativo
Aux Control y
CalidadAux R.H.
Aux. Salud
Ocupacional
Revisor Fiscal
Control y Calidad R.HContabilidad
Aux contable
Tesorería
Aux compras Auditores Aux Carnes
Aux Desposte
Gerencia General
Gerencia
Operativa
Compras Inventario Producción

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 28
B. ANTECEDENTES
La evolución de la competitividad en las empresas cada día las ha llevado a una constante
evolución casi obligatoria, donde su crecimiento depende de la capacidad de cumplimiento
con su entorno y la capacidad de adaptarse a él y a sus necesidades; con base a esto las
empresas del sector de alimentos en donde se rigen diversas normativas obligatorias han
llegado a la conclusión que para subsistir deben cumplir ciertos lineamientos, en donde se
han apoyado en la metodología del sistema HACCP, con el fin de dar cumplimiento al marco
legal y mejorar falencias de indicadores cualitativos y cuantitativos que puedan surgir por la
ausencia de controles y seguimientos, como se evidencia a continuación.
En el caso de la tesis “ELABORACIÓN DEL PLAN HACCP PARA EL PROCESO DE
MIEL DE ABEJA ENVASADA EN LA EMPRESA TOYVA EIRL – LAMBAYEQUE”
[15]. En donde la consolidación y formación el equipo HACCP para el proceso de miel de
abeja envasada genera un compromiso de mejora continua y la revisión mensual del plan
HACCP por parte de los empleados y sus líderes, logrando establecer límites claros mediante
el uso de los 7 principios de la norma. Establecieron herramientas documentales que les
permiten tener un seguimiento detallado de los registros que se deben revisar y llenar con la
responsabilidad del caso, identificando los límites críticos en donde el sistema de monitoreo
debe ejecutarse, así como las medidas preventivas y la acciones correctivas pertinentes para
el adecuado control de cada punto crítico, asegurando así que los peligros biológicos como
contaminación microbiana, peligros físicos como presencia de partículas extrañas y peligros
químicos como presencia de partículas de detergente, no contaminen el producto; además
mediante cartas de control y herramientas estadísticas se logran establecer los límites de
control que van a permitir prevenir el peligro rigiéndonos a lo establecido, poniendo énfasis
en que la presencia de partículas extrañas o el tapado deficiente atentan con la calidad del
producto final, así como el ingreso de los baldes con un pH menor a 3 y el no estar 100%
limpios atentan con el posterior proceso de la materia prima, por ello es importante
determinar los límites aceptables para asegurar que el producto sea inocuo y de calidad. Por
último, se concluye que el establecer un sistema de registro, documentación y verificación

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 29
del Plan HACCP el cual es revisado y ejecutado permanentemente por el área de gestión de
proyectos y desarrollo que cumplirá con asegurar la calidad y disminución de indicadores de
reproceso, averías y devoluciones.
Por otra parte, la tesis “IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE
PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE
PRODUCCIÓN DE SALSA DE SOYA” [16]. En donde la empresa “El Granero
Representaciones y distribuciones S.A.” opta por la implementación de un sistema HACCP
en la línea de producción de salsa de soya con el fin de brindar inocuidad, calidad y
satisfacción al cliente. Este sistema hace que se cumplan los procesos de producción,
especificaciones, procedimiento entre otros, dentro de los límites de control establecidos por
la normativa sanitaria, proporcionando cumplimento a un requisito obligatorio en la planta
de proceso de alimentos; mediante herramientas documentales permitieron identificar los
puntos críticos de control desde la recepción de materia prima hasta la salida de producto
terminado, en donde se determinaron que el proceso productivo de la salsa de soya son
básicamente la recepción de las materias primas, fermentado de soya, la cocción de soya y
enfriado. Por lo tanto, gran parte de los esfuerzos deben estar dirigidos a su control, y en el
caso de darse una desviación se debe contar con procedimientos inmediatos para tomar
acciones correctivas respecto al producto no conforme de manera tal que sea separado,
rechazado, etc. del producto en buen estado. Mediante un diagnóstico y aplicación de
diagramas de Pareto y estadísticos, determinaron las debilidades de su proceso, donde se
identificaron los puntos de críticos y a su vez los lineamientos de control que se indican en
la metodología HACCP. Finalmente se concluye que la implementación del sistema logra
determinar un eje central de control y verificación efectivo donde se pueden evidenciar la
disminución de indicadores de averías y mermas por inocuidad.
De acuerdo con el trabajo de grado “DISEÑO E IMPLEMENTACIÓN DE SISTEMA
HACCP EN PLANTA DE ARROZ PREPARADO” [17], en donde se implementó el sistema
HACCP en el proceso productivo de una arrocera nacional, para lo cual se desarrollaron e
implementaron los prerrequisitos normativos, requerimientos físicos y documentales para el

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 30
control y análisis de puntos críticos; Luego de que se realizó el diagnóstico de prerrequisitos
con herramientas estadísticas y cualitativas se realizaron las modificaciones necesarias a las
no conformidades detectadas, se llevaron a cabo los 7 principios básicos del sistema HACCP
según la NCh 2861-2011, en donde se realizó un trabajo de identificación de proceso
mediante un diagrama de flujo que describa el proceso desde su recepción de materias primas
hasta la distribución de producto terminado con el fin de determinar los posibles peligros de
la inocuidad de los productos (biológicos, químicos y físicos) que podían estar presente o
surgir a lo largo del proceso de elaboración de los productos finales; logrando reducir la
probabilidad de ocurrencia y la severidad de los peligros, se determinó si los peligros en
cuestión eran significativos o no; a los que cumplían con cierto nivel de complejidad en el
análisis de riegos; los peligros significativos, fueron sometidos a una evaluación para
determinar si eran Puntos Críticos de Control (PCC). Del estudio realizado, se determinó la
existencia de dos PCC en el proceso de elaboración, para lo que cada uno de los PCC, se
establecieron límites críticos de control, se creó un sistema de monitoreo programado, se
establecieron acciones correctivas y se elaboraron procedimientos de verificación. Las
medidas de control de los peligros fueron validadas, comprobando su eficacia en el sistema
HACCP. Se logró una completa implementación del sistema HACCP gracias al compromiso
de gerencia y todo el personal de la empresa, que aportó con su trabajo y ayuda, y supo
entender la relevancia de desarrollar bien su trabajo en la inocuidad del producto final ya que
logro una disminución de costos asociados a los reprocesos y perdidas de producto en proceso
por inocuidad.
Según el artículo “THE EFFECTS OF MANDATORY HACCP IMPLEMENTATION ON
MICROBIOLOGICAL INDICATORS OF PROCESS HYGIENE IN MEAT PROCESSING
AND RETAIL ESTABLISHMENTS IN SERBIA” [18], en donde se argumenta los
beneficios que se tuvieron en la empresa de procesamiento de carnes con la implementación
del sistema HACCP en sus procesos productivos; se demostró mediante herramientas
estadísticas de dispersión en muestras tomadas después de la implementación en donde se
mostró el descenso en el número de bacterias en las superficies de contacto con alimentos,
las manos de los manipuladores de carne y las instalaciones de enfriamiento en nuestro

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 31
estudio presenta una fuerte evidencia de indicadores de higiene de proceso mejorados y
justifica la adopción de BPH y SSOP en establecimientos de carne. Este estudio
relativamente a gran escala encontró que la implementación de HACCP se asoció con una
mejora en la higiene de proceso en los establecimientos de carne. Además de la disminución
de contaminantes en las instalaciones y superficies del proceso la disminución de patógenos
que afectan la inocuidad del producto se hace notorio y afecta directamente los indicadores
de reproceso y averías.
Por último el artículo “COMPARISON OF IMPLEMENTING HACCP SYSTEMS OF
EXPORTER MEXICAN AND CHINESE MEAT ENTERPRISES”, [19], en donde se
argumenta los beneficios que se tuvieron diversas empresas de procesamiento de carnes en
México y China con la implementación del sistema HACCP; mediante análisis cuantitativos
se logra clasificar que los beneficios percibidos del uso del sistema en las empresas son las
oportunidades para acceder a nuevos mercados y clientes (MRS = 1.45, el más importante
para el 76% de las empresas) y la necesidad de mejorar la calidad de sus productos (MRS =
1.69, el más importante para el 55% de las compañías), según la lista de empresas
involucradas en el estudio, es decir que más de la mitad de las empresas percibieron
beneficios iguales en cuanto a la mejora de inocuidad de sus productos, logrando la
disminución de indicadores de calidad inmersos en el proceso.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 32
C. MARCO CONCEPTUAL
BUENAS PRÁCTICAS DE HIGIENE (BPH): Todas las prácticas referentes a las
condiciones y medidas necesarias para garantizar la inocuidad y salubridad de los
alimentos en todas las etapas de la cadena alimenticia.
BUENAS PRÁCTICAS DE MANUFACTURA (BPM): Son los principios básicos
y prácticas generales de higiene en la manipulación, procesamiento, preparación,
elaboración, envasado, almacenamiento, transporte y distribución de alimentos para
el consumo humano [20].
CANAL: El cuerpo de un animal después de sacrificado, degollado, deshuesado, sin
víscera quedando sólo la estructura ósea y la carne adherida a la misma sin
extremidades.
CARNE: Es la parte muscular y tejidos blandos que rodean al esqueleto de los
animales de las diferentes especies, incluyendo su cobertura de grasa, tendones,
vasos, nervios, aponeurosis y que ha sido declarada inocua y apta para el consumo
humano.
CARNE FRESCA: La carne que no ha sido sometida a procesos de conservación
distintos de la refrigeración, incluida la carne empacada al vacío o envasada en
atmósferas controladas.
EXPENDIO: Establecimiento donde se efectúan actividades relacionadas con la
comercialización de la carne, productos cárnicos comestibles y los derivados cárnicos
destinados para el consumo humano, que ha sido registrado y autorizado por las
entidades sanitarias competentes para tal fin [7].
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 33
DERIVADOS CÁRNICOS: Son los productos que utilizan en su preparación carne,
sangre, vísceras u otros productos comestibles de origen animal, que hayan sido
autorizados para el consumo humano.
PLANTA DE DESPOSTE: Establecimiento en el cual se realiza el deshuese, la
separación de la carne del tejido óseo y la separación de la carne en cortes o postas.
PLAN DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL
(HACCP – APPCC): Conjunto de procesos y procedimientos debidamente
documentados, de conformidad con los principios del Sistema HACCP, que aseguren
el control de los peligros que resulten significativos para la inocuidad de los alimentos
destinados para el consumo humano, en el segmento de la cadena considerada [20].
PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO (POES): Todo procedimiento que un establecimiento lleva a cabo
diariamente, antes y durante las operaciones para prevenir la contaminación directa
del alimento [21].
PRODUCTO CÁRNICO COMESTIBLE: Es cualquier parte del animal diferente
de la carne y dictaminada como inocua y apta para el consumo humano.
PRODUCTO CÁRNICO NO COMESTIBLE: Son aquellas materias que se
obtienen de los animales de beneficio y que no están comprendidos en los conceptos
de carne y productos cárnicos comestibles [22].
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 34
PRODUCTO INOCUO: Aquel producto que no presenta peligros físicos, químicos
o biológicos que sean nocivos para la salud humana y que es apto para el consumo
humano.
SALA DE DESPOSTE: Área de una planta de beneficio donde se efectúa el despiece
de la canal y la limpieza de los diferentes cortes para su posterior empaque y
comercialización. Esta área puede encontrarse dentro de las instalaciones de la planta
de beneficio o fuera de ella.
TRAZABILIDAD: Es la posibilidad de encontrar y seguir el rastro a través de todas
las etapas de producción, transformación y distribución de un alimento para los
animales, un animal destinado a la producción de alimentos o una sustancia destinada
a ser incorporada en alimento o un alimento para los animales o con probabilidad de
serlo.
UNIDAD DE FRÍO: Equipo que mantiene en forma controlada la temperatura de un
contenedor o de la unidad de transporte para productos que requieren refrigeración o
congelación.
UNIDAD DE TRANSPORTE: Es el espacio destinado en un vehículo para la carga
a transportar. En el caso de los vehículos rígidos, se refiere a la carrocería y en de los
articulados, al remolque o al semirremolque.
VEHÍCULO REFRIGERADO: Vehículo isotermo que posee una unidad de frío,
la cual permite reducir la temperatura del interior de la unidad de transporte o
contenedor hasta –20º C y de mantenerla inclusive, para una temperatura ambiental
exterior media de 30º C.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 35
REGISTRO SANITARIO: Es el documento expedido por la autoridad sanitaria
competente, mediante el cual se autoriza a una persona natural o jurídica para fabricar,
envasar e importar un alimento con destino al consumo humano.
ANÁLISIS DE PELIGROS: Proceso que recopila y evalúa la información sobre los
peligros y las condiciones que los originan para decidir cuáles son importantes con la
inocuidad de los alimentos.
CONTROLAR: Fase donde adoptan las medidas necesarias para asegurar y
mantener el cumplimiento de algo en específico.
DIAGRAMA DE FLUJO: Representación gráfica de la secuencia de operaciones
llevadas a cabo en la producción o elaboración del producto.
LÍMITE CRÍTICO: Es el criterio que diferencia la aceptabilidad o inaceptabilidad
de un proceso.
RIESGO: Es el agente biológico, químico o físico presente en el producto, o bien la
condición en que éste se halla, que puede causar un efecto adverso para la salud.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 36
D. MARCO TEÓRICO
1. Historia
A través de la historia, el sistema de Análisis de Peligros y Puntos Críticos de Control
(HACCP) se ha convertido en sinónimo de inocuidad de los alimentos [23]. Dicho
procedimiento sistemático y preventivo es reconocido internacionalmente para abordar los
peligros biológicos, químicos y físicos mediante la previsión y la prevención, en vez de
mediante la inspección y comprobación de los productos finales [3].
La implementación de sistemas apoyados en la metodología HACCP, surgió de dos
acontecimientos importantes con el fin de gestionar los aspectos relativos a la inocuidad de
los alimentos; el primero se refiere a los novedosos aportes hechos por W. E. Deming, cuyas
teorías sobre la gestión de la calidad se consideran como decisivas para el vuelco que
experimentó la calidad de los productos japoneses en los años 50, donde Deming y
colaboradores desarrollaron lo que en la actualidad conocemos como los sistemas de gestión
de la calidad integral o total (GCT), que consistían en la aplicación de una metodología
aplicada a todo el sistema de fabricación para poder mejorar la calidad y al mismo tiempo
bajar los costos. Por otra parte, el segundo avance importante fue el desarrollo del concepto
de HACCP, los pioneros en este campo se presentaron en la década siguiente al hallazgo de
Deming, liderados por la compañía Pillsbury, en donde, junto con el Ejercito de los Estados
Unidos y la Administración Nacional de Aeronáutica y del Espacio (NASA), lograron
consolidar un programa con cero defectos para garantizar la inocuidad de los alimentos que
los astronautas consumirían en el espacio. Por lo que la organización Pillsbury, introdujo y
adopto el sistema HACCP como el sistema que ofrecía la mayor inocuidad, mientras se
reducía la dependencia de la inspección y de los análisis del producto final [2].
El sistema HACCP o APPCC, nomenclatura dada por la compañía Pillsbury al concepto,
inicialmente por sus abreviaciones del término original del inglés americano en 1971; el
sistema ponía énfasis en la necesidad de controlar el proceso desde el principio de la cadena

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 37
de elaboración, recurriendo al control de los operarios y/o a técnicas de vigilancia continua
de los puntos críticos de control. La metodología del HACCP fue adoptada por otras
importantes compañías productoras de alimentos y hoy en día ha sido reconocida
mundialmente por su extensiva aplicación a nivel global, proclamando al sistema HACCP,
como una herramienta eficaz de la gestión de la inocuidad de los alimentos; reconociendo la
importancia del HACCP para el control de los alimentos. Durante el 20° periodo de sesiones
de la Comisión del Codex Alimentarius, celebrado en Ginebra, Suiza, del 28 de junio al 7 de
julio de 1993, se aprobaron las directrices para la aplicación del Sistema de Análisis de
Peligros y control de puntos críticos [2].
2. Definición de HACCP
El sistema HACCP, es una herramienta de uso preventivo que busca asegurar la producción
de alimentos inocuos y de calidad, que van desde la identificación de controles esenciales en
cada fase de la cadena productiva aplicando principios científicos y técnicos [20]; el HACCP
permite determinar todo tipo de riesgos que aborda la seguridad alimentaria a través de la
identificación, análisis y control de los peligros que puedan afectar la calidad e inocuidad de
los alimentos y establece medidas preventivas para evitarlos, logrando un adecuado
aseguramiento de la inocuidad de los productos, desde su primera operación hasta la
distribución y consumo [24]. Por lo cual, el sistema necesita identificar claramente los puntos
críticos y de esta forma desarrollar un control sobre estos en la producción de los alimentos
para prevenir problemas al respecto. Además, para la FAO un sistema de HACCP facilita la
inspección por parte de los entes reguladores del control de los alimentos y favorece el
comercio internacional al aumentar la confianza del consumidor [25].
Para la Administración de Alimentos y Medicamentos (FDA), reportó en 2007, que antes de
dar inicio al sistema de HACCP, el cual está basado en la ejecución de siete principios, se
deben diseñar e implementar programas prerrequisito para garantizar un adecuado
funcionamiento de las buenas prácticas de manufactura establecidas en los Principios

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 38
Generales del Codex de Higiene de los Alimentos. Dichos programas deben estar
establecidos, desarrollados y verificados con el fin de facilitar la aplicación y la ejecución
exitosa del sistema HACCP, con los cuales se permitirá identificar peligros específicos y
medidas para su control con el fin de garantizar la inocuidad de los alimentos [26].
El plan HACCP está diseñado para ser utilizado por todos los segmentos de la industria
alimentaria, desde la producción, cosecha, procesamiento, fabricación, distribución y
comercialización [27]. Para poder diseñar e implementar un plan HACCP para un producto
específico, se deben de tener en cuenta diferentes aspectos durante su ejecución como lo
indica [28]:
Análisis de peligros
Controlar
Diagrama de flujo
Límite crítico
Medida correctiva
Medida de control
Riesgo
Plan de HACCP
Punto crítico de control (PCC)
Para poder diseñar e implementar un plan HACCP para un producto específico, se deben
realizar cinco tareas preliminares como lo indica el Codex Alimentarius:
Formar el equipo HACCP: El adecuado funcionamiento o cumplimiento de la
implementación del sistema HACCP se basa en el recurso humano, en donde el grupo
elegido para las labores de aseguramiento y control de los procesos debe estar
conformado por personas de las áreas de ingeniería, producción, personal de planta,
aseguramiento de la calidad y microbiología de alimentos, es decir, este equipo debe

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 39
ser multidisciplinario, con conocimientos en la variabilidad y las limitaciones de las
operaciones [29].
Describir el producto: En el proceso de evaluación de peligros se debe realizar la
descripción completa de los alimentos que se procesa, a fin de identificar peligros que
puedan ser inherentes a las materias primas, ingredientes, aditivos o a los envases y
embalajes del producto y todos aquellos componentes que están inmersos en la
elaboración del producto, especificando medidas, cantidades y demás variables que
están presentes en el proceso.
Determinar el uso previsto: Se debe determinar el uso previsto del alimento en el
momento de su consumo, para evaluar el impacto del empleo de las materias primas,
ingredientes, coadyuvantes y aditivos alimentarios [26].
Elaborar un Diagrama de Flujo: Se elaborarán tantos diagramas de flujo como
familia de productos que posea la organización, de tal manera que se distinga el
proceso principal, de los procesos adyacentes complementarios o secundarios. Se
indicarán en el diagrama todas las etapas de manera detallada según la secuencia de
las operaciones desde la adquisición de materias primas, ingredientes o aditivos hasta
la comercialización del producto, incluyendo las etapas de transporte, si las hubiese
[26].
Confirmar “in situ” el Diagrama de Flujo: El Equipo HACCP debe comprobar el
diagrama de flujo en el lugar de proceso, el que debe estar de acuerdo con el
procesamiento del producto en todas sus etapas [2]; la confirmación es importante
para determinar la relación tiempos/temperaturas y establecer las medidas correctivas
que sean necesarias para el aseguramiento de la inocuidad del producto.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 40
3. Principios de HACCP.
Los 7 pilares o principios en los cuales se fundamente la norma del sistema HACCP, han
sido establecidos por el Codex Alimentarius como una estructura sistematizada que fomenta
el control y verificación de inocuidad en los productos alimenticios [30], los cuales son:
Principio 1. Identificación de peligros: Consiste en identificar los posibles peligros
en todas las fases, desde la producción hasta el consumo que puedan asociarse al
producto, y evaluar la importancia de cada peligro considerando la probabilidad de
su ocurrencia (riesgo) y su severidad.
Principio 2. Determinar los puntos críticos de control (PCC): Determinar los
puntos, procedimientos o fases del proceso que pueden controlarse con el fin de
eliminar el o los peligros o, en su defecto, reducir al mínimo la posibilidad de que
ocurran.
Principio 3. Establecer los límites críticos: Para cada punto de control
anteriormente determinado deberán especificarse y validarse límites críticos
aceptables para el proceso.
Principio 4. Establecer un sistema de vigilancia de los PCC: Según los puntos de
control obtenidos con sus respectivos límites críticos aceptados en los procesos, se
deben establecer metodologías y sistemas de vigilancia para determinar las
variaciones del proceso.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 41
Principio 5. Establecer las acciones correctivas: Es necesario especificar las
acciones correctivas y quien es el responsable de llevarlas a cabo para volver a poner
el proceso bajo control, en caso de que el sistema de vigilancia detecte variaciones no
aceptadas en los lineamientos.
Principio 6. Establecer un sistema de verificación: Éste estará encaminado a
confirmar que el plan HACCP funciona correctamente, es decir, si éste identifica y
reduce hasta niveles aceptables todos los peligros significativos para el alimento.
Principio 7. Establecer un sistema de documentación sobre todos los
procedimientos y los registros apropiados para estos principios y su aplicación:
Cubre procedimientos, métodos y ensayos para verificar que el sistema se está
llevando a cabo según el plan establecido. Adicionalmente, los registros brindan
evidencia de que el sistema HACCP está trabajando y que se toman las acciones
correctivas del caso, lo cual garantiza que el producto será seguro.
4. Indicador de Gestión
Los indicadores de gestión son la expresión cuantitativa del comportamiento o el desempeño
de toda una organización o una de sus partes, ya sea gerencia, departamento, unidad o
persona. Los indicadores sirven para establecer el logro y el cumplimiento de la misión,
objetivos, metas, programas o políticas de un determinado proceso o estrategia, por esto
podemos decir que son, ante todo, la información que agrega valor y no simplemente un dato,
ya que los datos corresponden a unidades de información que pueden incluir números,
observaciones o cifras, pero si no están ligadas a contextos para su análisis, carecen de
sentido.
Los indicadores de gestión se convierten en una herramienta objetiva que le permite a la

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 42
organización:
Garantizar que los controles son eficaces y eficientes tanto en el diseño como en la
operación.
Analizar y comprender lecciones a partir de los eventos (incluyendo los cuasi
accidentes (incidentes), los cambios, las tendencias, los éxitos y los fracasos.
Detectar cambios en el contexto externo e interno, incluyendo los cambios en los
criterios del riesgo y en el riesgo mismo que pueda exigir revisión de los tratamientos
del riesgo y las prioridades.
Identificar los riesgos.
A. Indicador de devoluciones de producto por mala calidad.
Este indicador describe el porcentaje de productos devueltos por los clientes ante el total de
la producción por familia de producto, este va muy relacionado con la porción de productos
averiados frente a un global. Este tipo de indicadores nos muestra que tan competitivos y que
tan eficientes son nuestros procesos para garantizar la calidad en los productos, la fórmula
del indicador de devoluciones utilizado en el proyecto es:
% 𝐷𝑒𝑣𝑜𝑙𝑢𝑐𝑖ó𝑛 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝑝𝑜𝑟 𝑚𝑎𝑙𝑎 𝐶𝑎𝑙𝑖𝑑𝑎𝑑 =𝐾𝑔 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝐷𝑒𝑣𝑢𝑒𝑙𝑡𝑜
𝐾𝑔 𝑇𝑜𝑡𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑜𝑠∗ 100

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 43
E. MARCO METODOLÓGICO
1. Enfoque de investigación
El enfoque del proyecto de investigación es mixta, posee aspectos cuantitativos y aspectos
cualitativos, ya que estudia de manera subjetiva por medio de la observación la relación,
medio, materiales e instrumentos de un determinado problema y de manera cuantitativa dicha
relación con los indicadores inmersos en la operación, logrando identificar los peligros
asociados al proceso de producción y comercialización de carne bovina y porcina, en donde
la información puede incluir datos históricos, análisis teóricos, opiniones documentadas y las
cuestiones de las partes implicadas, por consiguiente, la identificación de las causas
conllevará a la planeación y ejecución adecuada del sistema HACCP dentro de la
organización.
2. Tipo de Estudio
El proyecto de investigación es de tipo descriptivo en el cual se dará a conocer una propuesta
de diseño de un sistema de control de calidad basado en la norma HACCP: empresa
productora y comercializadora de carne bovina y porcina en la ciudad de Santiago de Cali,
mediante el diagnóstico, análisis de variables, diseño del sistema de control y verificación de
la implementación, a partir de la recolección de datos y medición de variables tomados en el
proceso previamente, profundizando en las características y propiedades de mayor relevancia
para la investigación.
3. Diseño de Investigación
El diseño del estudio corresponde a la investigación no experimental, transaccional –
descriptivo; esto, ya que se basa en información cualitativa utilizada en el método de la
mejora continua, ésta al ser una decisión que se adopta por altos cargos dentro de una

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 44
empresa; con el objetivo de mejorar constantemente la calidad en cada etapa de sus procesos
y funciones. Esto lleva a desarrollar y aplicar un sistema de mejora constante para establecer
pautas claras y concisas, al personal referente a algunos aspectos físicos del trabajo con
relación a la calidad; siguiendo una serie de normas, acciones y procesos de manera precisa,
siempre priorizando la calidad del producto y del proceso como resultado final.
4. Muestra
El proyecto se realizará en la empresa productora y comercializadora de carne bovina y
porcina en la ciudad de Santiago de Cali, ubicada al Sur Oriente de la ciudad, en la Carrera
32 # 23 – 31. Bario Santa Elena, en la cual se tendrá en cuentas ciertas áreas de la empresa,
con el fin de implementar un sistema de control de calidad basado en la norma HACCP
adecuadamente para mejorar el indicador de devolución por inocuidad de los productos.
5. Criterios de Inclusión
Todas las personas del área de procesos, estos incluyen zona de descargue, cuarto de
desposte, cuarto de limpieza, cuarto de congelación, cuarto de producto terminado y zona de
despacho.
6. Criterios de Exclusión
El área comprendida por personal administrativo y de personal auxiliar.
7. Fase de estudio
El objetivo de realizar este proyecto consiste diseñar un sistema de control del proceso
productivo basado en un sistema HACCP, para una planta de desposte de una empresa
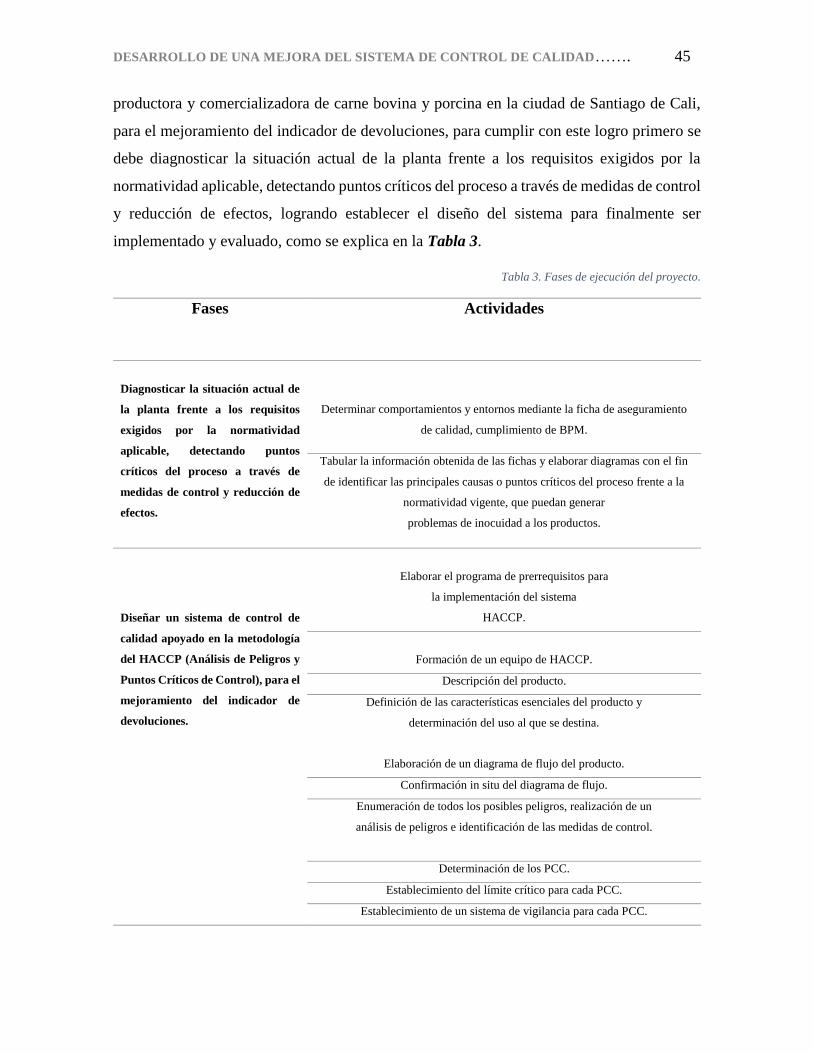
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 45
productora y comercializadora de carne bovina y porcina en la ciudad de Santiago de Cali,
para el mejoramiento del indicador de devoluciones, para cumplir con este logro primero se
debe diagnosticar la situación actual de la planta frente a los requisitos exigidos por la
normatividad aplicable, detectando puntos críticos del proceso a través de medidas de control
y reducción de efectos, logrando establecer el diseño del sistema para finalmente ser
implementado y evaluado, como se explica en la Tabla 3.
Tabla 3. Fases de ejecución del proyecto.
Fases Actividades
Diagnosticar la situación actual de
la planta frente a los requisitos
exigidos por la normatividad
aplicable, detectando puntos
críticos del proceso a través de
medidas de control y reducción de
efectos.
Determinar comportamientos y entornos mediante la ficha de aseguramiento
de calidad, cumplimiento de BPM.
Tabular la información obtenida de las fichas y elaborar diagramas con el fin
de identificar las principales causas o puntos críticos del proceso frente a la
normatividad vigente, que puedan generar
problemas de inocuidad a los productos.
Diseñar un sistema de control de
calidad apoyado en la metodología
del HACCP (Análisis de Peligros y
Puntos Críticos de Control), para el
mejoramiento del indicador de
devoluciones.
Elaborar el programa de prerrequisitos para
la implementación del sistema
HACCP.
Formación de un equipo de HACCP.
Descripción del producto.
Definición de las características esenciales del producto y
determinación del uso al que se destina.
Elaboración de un diagrama de flujo del producto.
Confirmación in situ del diagrama de flujo.
Enumeración de todos los posibles peligros, realización de un
análisis de peligros e identificación de las medidas de control.
Determinación de los PCC.
Establecimiento del límite crítico para cada PCC.
Establecimiento de un sistema de vigilancia para cada PCC.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 46
Establecimiento de medidas correctivas para las desviaciones
que pudieran producirse.
Establecimiento de procedimientos de verificación.
Se establecen los formatos para el monitoreo de los PCC identificados, para la
implementación del plan HACCP y verificación de este.
Evaluar el sistema de gestión de
calidad mediante el análisis
cuantitativo de estándares y
formatos establecidos para
verificar el mejoramiento del
indicador de devoluciones.
Verificar el cumplimento del uso de los formatos y controles de los puntos
críticos establecidos en el sistema de control HACCP.
Evaluar el sisme de control HACCP mediante herramientas estadísticas
(Excel) con el fin de comparar el mejoramiento del indicador de devolución
por inocuidad.
Fuente: Elaboración propia.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 47
F. MARCO LEGAL
La Tabla 4, presenta la norma y descripción que está vigente en Colombia, sobre la operación
en planta que se debe de tener en cuenta.
Tabla 4. Normatividad.
Norma Descripción
RESOLUCIÓN 240 DEL
AÑO 2013
La presente resolución tiene por objeto establecer el reglamento técnico
a través del cual se señalan los requisitos sanitarios que deben cumplir
las plantas de beneficio animal de las especies bovina, bufalina y porcina,
plantas de desposte y almacenamiento, comercialización, expendio,
transporte, importación o exportación de carne y productos cárnicos
comestibles y los establecimientos dedicados al beneficio, desposte,
almacenamiento, comercialización, expendio, importación o exportación
y el transporte de la carne y productos cárnicos comestibles, provenientes
de las mencionadas especies, con el fin de proteger la salud y la seguridad
humana y prevenir las prácticas que puedan inducir a error o engaño a
los consumidores.
Resolución 240 del año 2013,
Capitulo 4 Artículos: 63, 65,
66, 69, 88, 91, 92, 128, 132
Cumplimiento de todos los puntos a seguir para cumplir con el plan
HACCP, y lograr garantizar procesos controlados con una buena
inocuidad.
Constitución Política de
Colombia del año 1991,
Articulo 78.
Serán responsables, de acuerdo con la ley, quienes en la producción y en
la comercialización de bienes y servicios, atenten contra la salud, la
seguridad y el adecuado aprovisionamiento a consumidores y usuarios.
Compes 3375 del año 2005
Política Nacional de Sanidad Agropecuaria e Inocuidad de Alimentos
para el Sistema de Medidas Sanitarias y Fitosanitarias.
Compes 113 del año 2008 Política Nacional de seguridad Alimentaria y Nutricional PSAN.
Compes 3376 del año 2005
Compes 3458 del año 2007
Compes 3468 del año 2007
Política Nacional de Sanidad Agropecuaria e Inocuidad por cadena
productiva.
DECRETO NÚMERO 60
DEL AÑO 2002
Por el cual se promueve la aplicación del Sistema de Análisis de Peligros
y Puntos de Control Crítico - Hace en las fábricas de alimentos y se
reglamenta el proceso de certificación.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 48
Artículo 25 del Decreto 3075
del año 1997
Recomienda aplicar el Sistema de Aseguramiento de la Calidad Sanitaria
o inocuidad, mediante el análisis de peligros y control de puntos críticos
o de otro sistema que garantice resultados similares.
Artículo 126 del Decreto Ley
019 del año 2012
Establece que los alimentos que se fabriquen envasen o importen para su
comercialización en el territorio nacional, requerirán de notificación
sanitaria, permiso o registro sanitarios, según el riesgo de estos productos
en salud pública.
Resolución 2674 del año 2013
La presente resolución tiene por objeto establecer los requisitos
sanitarios que deben cumplir las personas naturales y/o jurídicas que
ejercen actividades de fabricación, procesamiento, preparación, envase,
almacenamiento, transporte, distribución y comercialización de
alimentos y materias primas de alimentos.
NTC-ISO 22000 del año 2005
La organización debe establecer, documentar, implementar y mantener
un sistema de gestión de inocuidad de los alimentos eficaz y lo debe
actualizar, cuando sea necesario, de acuerdo con los requisitos de esta
norma.
NTC 830 del año 2010 Ésta norma establece los requisitos para el Análisis de Peligros y Puntos
de Control Críticos, APPCC, en los procesos de obtención de productos
alimentarios ya sea en la producción primaria, en el procesamiento de
alimentos, o en su almacenamiento, transporte y comercialización.
Fuente: autores.
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 49
CAPITULO I
VIII. DIAGNOSTICO
Con el fin de darle cumplimiento al objetivo de nuestro proyecto se hace necesario establecer
las condiciones iniciales en las cuales se encuentra la productora y comercializadora de carne
bovina y porcina, tomando como puntos claves las instalaciones internas, estado de los
equipos, utensilios de trabajo, estado del personal manipulador de alimentos, inocuidad de
los productos, estado de salud del personal manipulador, gestión del departamento de calidad,
programas de limpieza y desinfección, desechos sólidos, control de plagas, medidas
correctivas y preventivas de seguridad sanitaria [31].
Para la evaluación de los ítems contemplados en los conceptos de BPM se retoma el formato
utilizado por el experto de Sanidad Publica en la visita de control al establecimiento, en donde
establece la calificación bajo unos estándares que están relacionados en los principios del
decreto 3075 de 1997, que a su vez fue derogado por el decreto 539 del 2014 a cargo del
Ministerio de Salud, en donde se establecen puntos de evaluación para verificar el porcentaje
de cumplimiento según el decreto, proporcionando una mirada más amplia de cómo es la
realidad del proceso desde los mayores puntos de vista posibles y determinando un resultado
para cada uno de ellos, como se evidencia en el ANEXO 1, a continuación se presenta el
resumen principal de los ítems evaluados en el formato, cada uno valorado en una escala de
1 a 5 dependiendo su nivel de cumplimiento de los conceptos, como se muestra en la Tabla
5.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 50
Tabla 5. Cuadro resumen de conceptos evaluados de BPM.
ASEGURAMIENTO DE LA CALIDAD
VERSIÓN #1001
FORMATO DE DIAGNOSTICO INICIAL DE
CONDICIONES BÁSICAS EN LA ELABORACIÓN
DE ALIMENTOS
FECHA 2017
Calificación
general: 1.0 - 5.0
PRODUCTORA Y COMERCIALIZADORA DE CARNE BOVINA Y
PORCINA
SANTIAGO DE
CALI
EVALUACIÓN CUMPLIMIENTO A BPM´S
ITEM ASPECTOS POR VERIFICAR CALIFICACION
1.- INSTALACIONES FÍSICAS 2,14
2.- INSTALACIONES SANITARIAS 2
3.- PERSONAL MANIPULADOR DE ALIMENTOS 3,54
3.1 PRÁCTICAS HIGIÉNICAS Y MEDIDAS DE
PROTECCIÓN
3,33
3.2 EDUCACIÓN Y CAPACITACIÓN 3,75
4.- CONDICIONES DE SANEAMIENTO 4,16
4.1 ABASTECIMIENTO DE AGUA POTABLE 4,29
4.2 MANEJO Y DISPOSICIÓN DE RESIDUOS LÍQUIDOS 5
4.3 MANEJO Y DISPOSICIÓN DE RESIDUOS SÓLIDOS 4
4.4 LIMPIEZA Y DESINFECCIÓN 2,5
4.5 CONTROL DE PLAGAS 5
5.- CONDICIONES DE PROCESO Y FABRICACIÓN 3,75
5.1 EQUIPOS Y UTENSILIOS 2,35
5.2 HIGIENE LOCATIVA DE LA SALA DE PROCESO 4,32
5.3 MATERIAS PRIMAS E INSUMOS 3,5
5.4 ENVASES 5
5.5 OPERACIONES DE FABRICACIÓN 2
5.6 OPERACIONES DE ENVASADO Y EMPAQUE 5
5.7 ALMACENAMIENTO DE PRODUCTO TERMINADO 3,33
5.8 CONDICIONES DE TRANSPORTE 4
6.- ASEGURAMIENTO Y CONTROL DE LA
CALIDAD
1,5
6.1 VERIFICACIÓN DE DOCUMENTACIÓN 1,5
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 51
En cuanto a las calificaciones obtenidas en cada uno de los ítems y sub-ítems, de acuerdo al
juicio del auditor de sanidad publica, sacamos los estadísticos los cuales presentan resultados
de evaluación muy bajos debido a las ausencias de controles, documentaciones, lineamientos
y verificaciones que pueden afectar directamente los procesos de calidad y la inocuidad de
los productos; dando como resultado un bajo índice de cumplimiento de las condiciones
básicas en la elaboración de alimentos correspondientes al 57%, como se muestra en la Tabla
6 y Gráfica 5.
Tabla 6. Porcentaje de cumplimiento de las BPM
ASEGURAMIENTO DE LA CALIDAD
VERSIÓN
#1001
FORMATO DE DIAGNOSTICO INICIAL DE
CONDICIONES BÁSICAS EN LA ELABORACIÓN DE
ALIMENTOS
FECHA 2017
Calificación
general: 1.0 -
5.0
PRODUCTORA Y COMERCIALIZADORA DE CARNE BOVINA Y PORCINA SANTIAGO
DE CALI
EVALUACIÓN CUMPLIMIENTO A BPMS
ITEM ASPECTOS POR VERIFICAR CALIFICACI
ON
1.- INSTALACIONES FÍSICAS 2,14
2.- INSTALACIONES SANITARIAS 2
3.- PERSONAL MANIPULADOR DE ALIMENTOS 3,54
4.- CONDICIONES DE SANEAMIENTO 4,16
5.- CONDICIONES DE PROCESO Y FABRICACIÓN 3,75
6.- ASEGURAMIENTO Y CONTROL DE LA CALIDAD 1,5
% DE CUMPLIMIENTO DE LAS CONDICIONES NECESARIAS PARA LA PRODUCCIÓN
DE ALIMENTOS.
57%
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 52
Gráfica 5. Nivel de cumplimiento general de las condiciones básicas de inocuidad,
Fuente: autores.
A. Instalaciones físicas.
Al realizar el diagnóstico higiénico sanitario de las instalaciones se pudo observar que las
instalaciones físicas cumplen parcialmente con el 42% de las exigencias necesarias que se
debe de tener en la locación para la producción de alimentos como se muestra en la Gráfica
6; dentro de la planta se encontraron irregularidades como su ubicación, la cual se encuentra
funcionando actualmente dentro de uno de los focos de insalubridad más grandes de la
ciudad, el centro de abastecimiento Santa Elena; a pesar de ser un factor crucial para las
condiciones higiénicas, es una variable crítica que esta fuera del alcance en darle solución
por el momento; por otra parte se evidenció la ausencia de señalizaciones en cada una de las
áreas y equipos correspondientes, irregularidad en actividades de aseo y desinfección de sus
alrededores (puerta central, puerta trasera, paredes, rejillas del exterior, etc.).
Gráfica 6. Porcentaje de cumplimiento de instalaciones físicas.
Fuente: autores.
42% 40%
71%82% 65%
30%
012345
INSTALACIONES
FÍSICAS
INSTALACIONES
SANITARIAS
PERSONAL
MANIPULADOR
DE ALIMENTOS
CONDICIONES DE
SANEAMIENTO
CONDICIONES DE
PROCESO Y
FABRICACIÓN
ASEGURAMIENTO
Y CONTROL DE
LA CALIDADCA
LIF
ICA
CIÓ
N
ASPECTOS A VERIFICAR
CONDICIONES DE BPM
42%
58%
Porcentaje de cumplimiento Instalaciones Fisicas
CUMPLE
NO CUMPLE

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 53
B. Instalaciones sanitarias
Para este ítem evaluado en el formato de calificación del nivel de cumplimiento de
condiciones higiénicas y BPM, se pudo observar que las instalaciones sanitarias cumplen con
el 40% de las exigencias necesarias que se debe de tener en los servicios sanitarios, como se
muestra en la Grafica 7; se evidencia que las bacterias sanitarias presentan irregularidades
en su funcionamiento, no cumplen con las condiciones higiénicas y técnicas para su uso,
además no existe señalización y separación de las mismas por género, además las
instalaciones sanitarias carecen de un vestier designado para que los operarios realicen su
respectiva actividad de cambio de prendas o uniforme.
Gráfica 7. Porcentaje de cumplimiento de instalaciones sanitarias.
Fuente: autores.
C. Personal manipulador de alimentos
Para este ítem se obtiene un porcentaje de cumplimiento del 71% de las exigencias necesarias
que debe de tener el personal manipulador de alimentos, el cual está determinado por los
subíndices de prácticas higiénicas (medidas de protección) y capacitación y educación; con
el fin de ser eficientes en la toma de muestras para la evaluación, se revisaron a todos los
operarios que hacen parte del proceso, desde la recepción de materia prima hasta su despacho,
dando un total de diez operarios. Se pudo observar que en el 1° sub-ítem, el nivel de
cumplimiento de las BPM por parte del personal manipulador es del 66% de las exigencias
necesarias que los operarios deben cumplir para la producción de alimentos, como se muestra
en la Gráfica 8; se evidencia ausencia de controles en el uso de tapabocas en la planta de
40%
60%
Porcentaje de cumplimiento de instalaciones sanitarias
CUMPLE
NO CUMPLE

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 54
alimentos a sabiendas que es de uso obligatorio, este debe cubrir nariz y boca; por otra parte
se evidencia que las dotaciones de los operarios no se encuentran en su totalidad limpias y
en condiciones higiénicas adecuadas para su uso, no existe control de los certificados
médicos de manipulación de alimentos y no se cuentan con implementos auxiliares de
dotación para el ingreso de visitantes a las instalaciones. Por otra parte, se muestra que el
porcentaje de cumplimiento del 2° sub-ítem es del 76% de acuerdo con las exigencias de
capacitación y educación al personal manipulador de alimentos, como se muestra en la
Gráfica 8; se carece de señalizaciones y avisos alusivos a la necesidad de lavarse las manos
después de ir al baño o de cualquier cambio de actividad y a prácticas higiénicas, medidas de
seguridad y ubicación de extintores.
Gráfica 8. Porcentaje de cumplimiento del personal manipulador de alimentos.
Fuente: autores.
D. Condiciones de saneamiento
Para este ítem el porcentaje de cumplimiento es del 82% de las exigencias necesarias que
debe de tener la locación en cuanto a las condiciones de saneamiento, está determinado por
los subíndices de abastecimiento de agua potable, manejo y disposición de residuos líquidos,
manejo y disposición de basuras (residuos sólidos), limpieza y desinfección y control de
plagas; Se pudo observar que en el 1° sub-ítem, el nivel de cumplimiento de las condiciones
de inocuidad del agua potable que llega a las instalaciones es del 86% de las exigencias
necesarias que debe de tener este suministro líquido para cumplir como insumo en la
producción de alimentos, como se muestra en la Gráfica 9; se evidencia la ausencia de
66% 76%
0
2
4
PRÁCTICAS HIGIÉNICAS Y MEDIDAS
DE PROTECCIÓN
EDUCACIÓN Y CAPACITACIÓN
CA
LIF
ICA
CIÓ
N
ASPECTOS A VERIFICAR
DESGLOCE ITEM PERSONAL MANIPULADOR DE
ALIMENTOS

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 55
procedimientos escritos y documentados sobre manejo y calidad del agua. Por otra parte, se
muestra que el porcentaje de cumplimiento del 2° y 5° sub-ítem es del 100%, dejando en
claro que los procedimientos de disposición de residuos líquidos y control de plagas se
adecua a la normatividad exigida. Otro de los factores influyentes de este ítem es la
disposición de basuras y residuos sólidos, correspondiente al 3° sub-ítem, el cual tiene un
nivel del cumplimiento de 80% de las exigencias necesarias en cuanto a la disposición, en
donde se carece de actividades de limpieza y desinfección de los recipientes y contenedores
de residuos. Por último, el 4° sub-ítem tiene un porcentaje de cumplimiento del 50% de los
requerimientos de limpieza y desinfección necesarios para garantizar la inocuidad de los
alimentos como se muestra en la Gráfica 8. Se carece de procedimientos escritos, específicos
y documentados, de aseo y desinfección en las diferentes áreas, equipos, utensilios y
manipuladores de alimentos.
Gráfica 9. Porcentaje de cumplimento de condiciones de saneamiento.
Fuente: autores.
86%
100%
80%
50%
100%
00,5
11,5
22,5
33,5
44,5
5
ABASTECIMIENTO
DE AGUA
POTABLE
MANEJO Y
DISPOSICIÓN DE
RESIDUOS
LÍQUIDOS
MANEJO Y
DISPOSICIÓN DE
RESIDUOS
SÓLIDOS
(BASURAS)
LIMPIEZA Y
DESINFECCIÓN
CONTROL DE
PLAGAS
(ARTRÓPODOS,
ROEDORES, AVES)
CA
LIF
ICA
CIÓ
N
ASPECTOS A VERIFICAR
DESGLOCE ITEM CONDICIÓN DE SANEAMIENTO

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 56
E. Condiciones de proceso y fabricación
Para este ítem se obtiene un porcentaje de cumplimiento del 65% de las exigencias y
condiciones necesarias que debe de tener el proceso de manufactura, el cual está determinado
por los subíndices equipos y utensilios, higiene locativa y sala de procesos, materias primas
e insumos, de abastecimiento de agua potable, manejo y disposición de residuos líquidos,
manejo y disposición de basuras (residuos sólidos), limpieza y desinfección y control de
plagas, envases, operación de fabricación, operación de envasado y empaque,
almacenamiento del producto y condiciones del transporte, como se muestra en la Grafica
10.
Gráfica 10. Porcentaje de cumplimiento de las condiciones de proceso y fabricación
Fuente: autores.
Para el 1° Sub-ítem, en donde se evalúan las condiciones higiénicas de los equipos y los
utensilios utilizados en los procesos, encontramos un nivel cumplimiento del 47% de las
exigencias necesarias que deben de tener las herramientas de trabajo; se encontraron
problemáticas en los utensilios y equipos de trabajo a los que no se les realizaba el adecuado
proceso de limpieza y desinfección, era esporádico su aseo y mantenimiento, habiendo
jornadas laborales en que no se realizaba esta actividad en ningún momento del día,
47%
87%80%
100%
40%
100%
67%80%
0
1
2
3
4
5
CA
LIF
ICA
CIÓ
N
ASPECTOS A VERIFICAR
DESGLOCE ITEM CONDICIONES DE PROCESO Y FABRICACIÓN

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 57
provocando el deterioro y contaminación; no existía registro de este proceso ni para su
cumplimiento ni documentación, no se manejan formatos en los que se establecieran
frecuencia, actividades de limpieza y desinfección, responsable y otras variables que
determinaban el adecuado aseo de los equipos y utensilios de trabajo; otro factor importante
es la ausencia de equipos de trabajo como pH-metro y termómetros por obsolescencia, al no
contar con esto no se llevaba registro ni control de estas variables.
Con respecto al 2° Sub-ítem, en donde se evalúan las condiciones higiénicas locativas
utilizadas en las actividades de procesamiento, encontramos un nivel cumplimiento del 87%
de las exigencias necesarias que deben de tener estos espacios designados; se evidencia la
ausencia de actividades de limpieza en las áreas de proceso, no se lleva un control
documentado sobre el cumplimiento de este factor, no se manejan formatos en los que se
establecieran frecuencia, actividades de limpieza y desinfección, responsable y otras
variables que determinaban el adecuado asea de la áreas de proceso.
Por otra parte, en la evaluación del 3° sub-ítem encontramos que tiene un nivel de
cumplimiento del 80% de las condiciones necesarias que deben de tener las materias primas
e insumos necesarias para el proceso; actualmente la planta de manufactura carece de
condiciones adecuadas destinados a labores de descargue y recepción de la materia prima y
uno de los limitantes principales de esta variable es la ubicación, ya que al quedar dentro del
centro de abastecimiento de alimentos Santa Helena, no se presentan condiciones óptimas
para la labor de recepción, sin embargo, como se mencionó anteriormente es un factor fuera
de control para el proyecto.
Uno de los sub-ítem que obtuvo la mayor puntuación obtenida en esta evaluación es el 4°
correspondiente a los envases (empaque), el cual tiene un porcentaje de cumplimiento del
100% de los requisitos necesarios y exigidas en la normativa; se cuenta con adecuados
procesos inocuos correspondientes a la manipulación, uso y condiciones de almacenamiento

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 58
de los materiales de envase y empaque, garantizando que estos se encuentren limpios, en
perfectas condiciones y que no han sido utilizados previamente para otro fin.
El 5° sub-ítem correspondiente a las operaciones de fabricación se obtuvo un porcentaje de
cumplimiento del 40% de las condiciones necesarias que deben de los procesos de
manufactura tener las materias primas e insumos necesarias para el proceso; Dentro del
proceso de producción de la empresa nos encontramos dos diferentes tipos de procesos que
se realizan de acuerdo con el tipo de familia de productos, los cuales se realizan de manera
similar, variando en uno que otro proceso; sin embargo, se evidencia que los procesos para
cada tipo de producto son ejecutados en el mismo momento y sitio de trabajo, llegando
incluso a mezclarse unos productos con otros, ocasionando una contaminación cruzada. El
diagrama de flujo de proceso para cada proceso establece las actividades principales como
se muestran en la Ilustración 2, donde se evidencia la inexistencia de puntos de control
(PPC), inspecciones preventivas y actividades destinadas al monitoreo y control.
Ilustración 2. Diagrama de flujo de carne porcina y bovina.
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 59
Para el 6° Sub-ítem, en donde se evalúan las operaciones de empaque, encontramos un nivel
de cumplimiento del 100% con respecto a las exigencias necesarias que deben de tener éstas
operaciones para garantizar la inocuidad y calidad de los productos; se evidencia dentro de
las operaciones de empaque, que ésta se realiza en condiciones que eliminan la posibilidad
de contaminación del alimento o proliferación de microorganismos y estos productos que son
empacados cumplen con la debida rotulación de acuerdo a la normativa establecida.
Por otra parte, el 7° sub-ítem, correspondiente a las condiciones de almacenamiento de
producto se obtiene un nivel de cumplimiento del 67% con respecto a las exigencias
necesarias del proceso de almacenaje; se evidencia que las canastillas en la que están siendo
destinadas para esta actividad se encuentran sucias y no cumplen las condiciones de
inocuidad para ser el recipiente de almacenamiento de los alimentos.
Por último, el 8° sub-ítem, en el que se evalúan las condiciones de transporte de los productos
se obtiene un nivel de cumplimiento del 80% con respecto a las exigencias necesarias que
debe de tener los vehículos transportadores para garantizar la inocuidad y calidad de los
productos; se logra evidenciar que los vehículos no se encuentran en adecuadas condiciones
sanitarias, de aseo y operación para el transporte de alimentos, siendo foco de contaminación
y deterioro del producto.
F. Aseguramiento de la calidad
Para este ítem se obtiene un porcentaje de cumplimiento de tan solo 20% de las exigencias
necesarias que debe de tener todo el sistema de gestión de calidad en cuanto al aseguramiento
de la calidad, como se muestra en la Grafica 11; como se mencionó anteriormente en los
ítems de la evaluación, se evidencia que gran parte del sistema de calidad carece de
documentación de los procesos de control y verificación, además de carecer de
procedimientos claros de calidad donde se identifiquen posibles peligros que pueden afectar

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 60
la inocuidad del alimento, en donde se establezcan límites, criterios de aceptación y sus
correspondientes medidas correctivas y preventivas.
Gráfica 11. Porcentaje de cumplimiento de aseguramiento de calidad.
Fuente: autores.
Basados en el diagnóstico inicial de condiciones básicas en la elaboración de alimentos se
encuentran una serie de ítems que No cumplen (NC) con los parámetros establecido por el
Decreto 539 del 2014 del Ministerio de Salud y una evaluación de expertos realizada para
determinar el grado correlación que tienen los datos obtenidos en el diagnostico con la
realidad en los procesos y su afección al producto; se ve reflejado que más del 60% de las
causas de las pérdidas de calidad de los alimentos son por consecuencia de ineficientes
sistema de control, inspección y verificación de los diferentes procesos que se llevan a cabo
dentro de las instalaciones, como también la ausencia de un sistema de calidad eficiente que
logre determinar puntos de control con sus respectivas acciones correctivas y preventivas;
los cuales se ven orientados directamente a los ítems 3 (Personal manipulador de alimentos)
,5 (Condiciones de producción) y 6 (aseguramiento de la calidad) como se muestra en la
Grafica 12 y Tabla 7.
30%70%
Porcentaje de cumplimiento de aseguramiento de calidad.
CUMPLE
NO CUMPLE

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 61
Gráfica 12. Porcentaje de cumplimiento de aseguramiento de calidad.
Fuente: autores.
Tabla 7. Matriz de ponderación de causas de pérdida de calidad en los alimentos.
Código Causa puntaje % % Acu
1 ASEGURAMIENTO Y CONTROL DE LA CALIDAD 25 41% 41%
2 CONDICIONES DE PROCESO Y FABRICACIÓN 12 20% 61%
3 PERSONAL MANIPULADOR DE ALIMENTOS 10 17% 78%
4 CONDICIONES DE ALMACENAJE 3 5% 83%
5 CONDICIÓN DE RECEPCIÓN DE MATERIA PRIMA
(PROVEEDORES)
2,3 4% 87%
6 CONDICIONES DE SANEAMIENTO 2,2 4% 90%
7 CONDICIONES DE TRANSPORTE (DISTRIBUCIÓN) 2,1 3% 94%
8 INSTALACIONES SANITARIAS 2 3% 97%
9 INSTALACIONES FÍSICAS 1,8 3% 100%
Fuente: autores.
0%10%20%30%40%50%60%70%80%90%100%
0
5
10
15
20
25
30
Pareto de causas de perdida de calidad en los productos

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 62
G. Restricciones
El proceso de desposte en la empresa productora y comercializadora de carne bovina y
porcina presenta una serie de restricciones, las cuales se deben tener en cuenta en el momento
de plantear las alternativas, para que estas últimas cumplan con las restricciones mencionadas
y sean consideradas por la empresa para ser aplicadas; estas restricciones se muestran en la
Tabla 8.
Tabla 8. Restricciones que presenta el sistema
RESTRICCIONES SOLUCIÓN
1.
Económica, el dinero máximo que se puede
fijar como costos o gastos es $5.000.000 de
pesos.
Este es el presupuesto máximo con el que
dispone la compañía para invertir en el
proyecto de mejora.
2.
Físicas, no se pueden hacer rediseños de
planta ni movimientos de equipos. Las áreas
de trabajo no se deben cambiar, los cambios
se deben hacer en la misma área de trabajo.
La planta está diseñada de una manera para
el proceso, la cual no es factible cambiar. Las
mejoras de inocuidad del producto deben ser
en las áreas de trabajo ya establecidas
3.
Normativo, deben cumplir los parámetros
según la legislación, garantizando un
producto inocuo y de calidad de acuerdo con
lo exigido por la ley.
Toda mejora debe contemplar el
cumplimiento de la normatividad vigente
según la ley colombiana, para su
implementación.
4.
Método, la empresa ya tiene establecida una
metodología específica para el proceso, la
cual no se puede cambiar o eliminar.
La empresa ya tiene establecido un proceso
estándar el cual funciona, y este no está
sujeto a cambios
Fuente: autores.
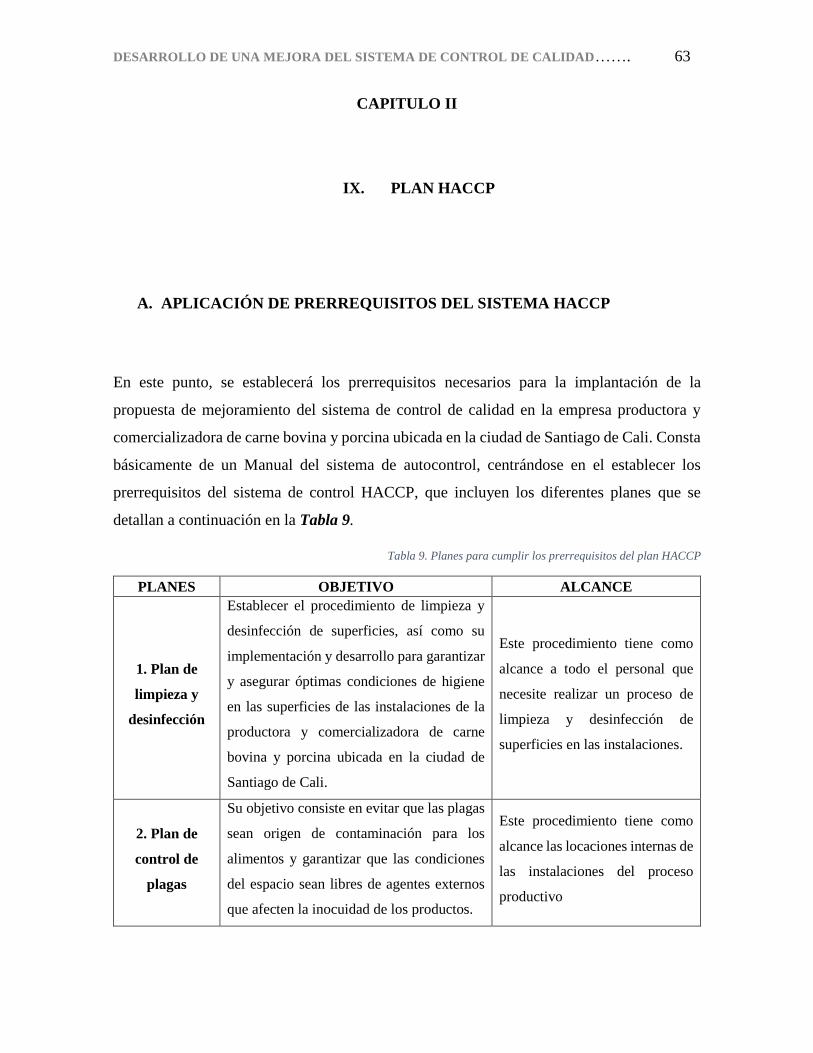
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 63
CAPITULO II
IX. PLAN HACCP
A. APLICACIÓN DE PRERREQUISITOS DEL SISTEMA HACCP
En este punto, se establecerá los prerrequisitos necesarios para la implantación de la
propuesta de mejoramiento del sistema de control de calidad en la empresa productora y
comercializadora de carne bovina y porcina ubicada en la ciudad de Santiago de Cali. Consta
básicamente de un Manual del sistema de autocontrol, centrándose en el establecer los
prerrequisitos del sistema de control HACCP, que incluyen los diferentes planes que se
detallan a continuación en la Tabla 9.
Tabla 9. Planes para cumplir los prerrequisitos del plan HACCP
PLANES OBJETIVO ALCANCE
1. Plan de
limpieza y
desinfección
Establecer el procedimiento de limpieza y
desinfección de superficies, así como su
implementación y desarrollo para garantizar
y asegurar óptimas condiciones de higiene
en las superficies de las instalaciones de la
productora y comercializadora de carne
bovina y porcina ubicada en la ciudad de
Santiago de Cali.
Este procedimiento tiene como
alcance a todo el personal que
necesite realizar un proceso de
limpieza y desinfección de
superficies en las instalaciones.
2. Plan de
control de
plagas
Su objetivo consiste en evitar que las plagas
sean origen de contaminación para los
alimentos y garantizar que las condiciones
del espacio sean libres de agentes externos
que afecten la inocuidad de los productos.
Este procedimiento tiene como
alcance las locaciones internas de
las instalaciones del proceso
productivo

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 64
PLANES OBJETIVO ALCANCE
3. Higiene al
personal
Su objetivo es garantizar unas condiciones
de higiene y aseo por parte de los
trabajadores, quienes deben cumplir ciertos
lineamientos, para garantizar que ellos no
sean portadores de agente externos que
puedan afectar la inocuidad del producto.
Este procedimiento tiene como
alcance todos los empleados y
visitantes que participan de
manera directa o indirectamente
en el proceso productivo
4. Control de
proveedores
Su objetivo es conocer y controlar sus
proveedores, desde los procesos internos
que estos llevan, hasta la manipulación del
producto que debe ser llevado a la planta de
desposte. Todo esto para entender cuáles son
las condiciones de calidad e inocuidad a las
que se expone dicho producto; además de
implementar protocolos específicos, donde
se realicen visitas periódicas para conocer
las principales condiciones de sus
proveedores, y al mismo tiempo se realicen
pruebas de calidad al producto que llega,
para conocer su estado inicial y en qué
medida este proveedor está cumpliendo con
los requerimientos de calidad.
Este procedimiento tiene como
alcance todos los proveedores
que de alguna manera participan
llevando algún tipo de producto a
la planta de desposte, teniendo en
cuenta: insumos de aseo,
materiales y herramientas,
producto bovino y porcino, etc.
5. Disposición
de residuos
Minimizar los impactos generados por los
desechos en el medio ambiente y la salud de
la población.
Disminuir la presencia de residuos líquidos
y sólidos en la planta de desposte
Evitar la contaminación cruzada de los
alimentos por manejo inadecuado de
residuos sólidos y vertimientos líquidos
generados en la comercialización de carnes
y derivados.
Es lograr un control definitivo de
todos los desechos y residuos que
se generan en la planta de
desposte, logrando clasificar los
tipos de residuos que se generan
durante el proceso, y dándole un
tratamiento apropiado a cada uno
de ellos,

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 65
PLANES OBJETIVO ALCANCE
6. Plan de
Capacitación
Crear un plan de capacitación donde se
asegure que todo el personal de la
organización reciba capacitación al ingresas
y de manera periódica, donde se les enseñe
sobre temas de higiene y cuidado de la
inocuidad del producto; asegurando que en
el desarrollo de sus actividades cumplan con
las normas de calidad e inocuidad
establecidas.
Este programa aplica para todo el
personal operativo de la planta y
los responsables de la aplicación
de la guía, deberán gestionar los
aspectos básicos de este plan.
Fuente: autores.
Como se puede observar en la Tabla 9, se enumeran los planes a realizar, los datos completos
y a detalle se van a encontrar en el ANEXO 2.
B. FORMACIÓN DEL EQUIPO HACCP
El equipo de Aseguramiento de la Calidad de la empresa productora y comercializadora de
carne bovina y porcina estará conformado por los siguientes miembros, con sus respectivas
funciones, que pueden considerarse apropiados para una empresa pequeña y/ o mediana,
como se evidencia en la Tabla 10 e Ilustración 3.
Tabla 10. Roles y funciones que conforman el equipo HACCP
Rol Funciones
Director (Gerente de Operaciones): Administrar documentos de la implementación del
sistema HACCP, coordinar reuniones y el plan de
formación del equipo, supervisar el funcionamiento.
Administrador (Tesorería): Administrar todos los recursos necesarios para la
ejecución e implementación del plan HACCP en el
sistema.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 66
Jefe Aseguramiento de Calidad (jefe
de control y Calidad):
Implementar el proyecto dentro del sistema, Coordinar,
gestionar, verificar y controlar todo lo que involucra el
Sistema HACCP, revisar el documento del sistema,
informar las reuniones programadas, verificar
adecuación de los diagramas de flujo, corregir las
incidencias que se detecten y reflejarlas a los encargados
del proyecto, administrar los recursos.
Jefe de Planta (Jefe de Planta): Verificar e informar el desarrollo de las etapas del flujo
de proceso en planta.
Operario de limpieza: Responsable del cumplimiento y verificación del
procedimiento de limpieza y desinfección dentro de la
planta de proceso.
Supervisor(es): Observación y registro del cumplimiento correcto de las
normas establecidas para cada etapa del proceso, por
parte de los operarios.
Operario(s) de planta: Manipulación directa de los productos cárnicos.
Supervisor del proyecto: Retroalimentar al personal encargado de la
investigación, gestión y ejecución del proyecto.
Encargado(s) del Proyecto:
Realizar análisis de peligros e identificar las medidas
preventivas, Determinar los puntos críticos de control
junto a sus límites, establecer las acciones correctivas
cuando un PCC presenta variaciones, establecer
procedimientos de verificación para confirmar que el
sistema HACCP funciona bien, establecer
documentación para los procesos y sus respectivos
registros, gestionar la implementación del plan HACCP
en el proceso, informar al supervisor de proyecto los
avances de la implementación, retroalimentar al jefe de
aseguramiento de Calidad sobre los avances de
implementación.
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 67
Ilustración 3. Organigrama Equipo HACCP
Fuente: autores.
El equipo HACCP se conformó a partir del grupo actual de colaboradores con que cuenta la
empresa, donde se tuvieron en cuenta las personas idóneas de acuerdo con su capacidad,
cargo y experiencia, para así asignarles a cada una un rol y conformar finalmente el equipo.
Todo el equipo HACCP ha sido capacitado y entrenado en los principios del sistema y su
aplicación, desde el sistema en general y de manera específica para cada rol. Es importante
también el compromiso por parte de la gerencia para que el plan HACCP funcione
correctamente, a fin de que sea una prioridad en la empresa y se implemente efectivamente.
Supervisor de control y Calidad
(Supervisor de la Calidad del Equipo
HACCP)
Tnlgo. Alexander Escobar
Operario de Limpieza
(Operario de limpieza de Equipo HACCP)
Xiomara Villa
Ana Maria Duzan
Encargado de Proyecto
(Encargado del proyecto HACCP)
Oscar David Gaviria P.
Juan Manuel Gonzalez Flores
Jefe de Planta
(Jefe de planta del Equipo HACCP)
Tnlgo. Rolando Martinez
Operario de Planta
(Operario de planta de Equipo HACCP)
Niber Cundumí
Darwin Naranjo
Coordinador de Planta
(Supervisor de planta del Equipo
HACCP)
Gustavo Asprilla
Supervisor de Proyecto
(Supervisor del proyecto HACCP)
Ing. John Mario Osorio
Jefe de Control y Calidad
(Jefe de aseguramiento de la Calidad del
Equipo HACCP)
Ing. Lucy Marcela Cerón
Gerente de Operaciones
(Director del Equipo HACCP)
Ing. Johán Cardona.
Tesorera
(Administrador del Equipo HACCP)
Marielena Martinez

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 68
C. DESCRIPCIÓN DEL PRODUCTO
1. Definición.
La carne es la parte comestible de los músculos de los bovinos, porcinos, entre otros animales
sanos sacrificados en condiciones higiénicas. La carne debe ser limpia, sana, debidamente
preparada y separada de los músculos esqueléticos, lengua, diafragma y esófago, con o sin
grasa, porciones de hueso, piel, tendones, aponeurosis, nervios y vasos sanguíneos que
normalmente acompañan al tejido muscular.
2. Caracterización
En un animal de tipo medio, 70 % es músculo, el 6 % es tejido adiposo y el 24 % alimentos
poco digeribles, (huesos y cartílagos). Las características de la carne de animales de abasto
se definen en la Tabla 11 y 12.
Tabla 11. Características Fisicoquímicas
Animal % Agua % Proteína %Grasa Tipo de Grasa
Bovino 76,4% 21,8% 0,7% Grasa periférica e intramuscular
Porcino 75,3% 21,1% 1,0% Grasa Intramuscular Fuente: Adaptado de [32].
Tabla 12. Tipos de carnes y sus características
Tipos Carnes
Siglas Definición PH Color Textura Apariencia
PSE Pálida, blanda y suave Inferior 5.4 Claro Suave Húmeda, exudación
DFD Oscura, firme y seca Superior a 6.0 Oscuro Firme Seca
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 69
D. DIAGRAMA DE FLUJO
Para aplicar el HACCP, es necesario conocer el proceso de la carne. A continuación, se
describe el diagrama de proceso de la producción y comercialización de carne bovina y
porcina, como se evidencia en la Ilustración 4.
Ilustración 4. Diagrama de proceso.
Fuente: autores.
PCC1
PCC2 4-6 °C
Canastilla embolasatinada
PCC2 4-6 °C
Ph 5.5-5.7 Bovino
PCC2 Ph 5.7-5.9 Porcino
100 °C
Aire Comprimido
PCC2
4-6 °C
PCC2
0-3 °C
16. Distribución
14. Etiquetado
Limites Críticos:
pH: 5.5 a 5.7 (bovino)
5.7 a 5.9 (porcino)
Condiciones organolecticas:
Inoloro
Textura Tierna.
Color Escala: Rojo vivo
(bovino)
Rosado (porcino)
Especificaciones operativas:
Condiciones de BPM y BPH
cumplidas.
13. Empaque 12. Almacenamiento
11. PicarSolo piezas con
hueso
15. Almacenamiento
Empaque
Etiquetas
Limites Criticos:
Temperatura vehiculo:
0 y 3 °C
1. Recepción de Canales
(Bovino o Porcino)
2. Recepción de Insumos
(Empaque plástico)
Bolsa para empaque al
vacío y etiquetas3.Almacenamiento
Limites Criticos:
Temperatura producto:
4 y 6 °C
6. Desposte
Bolsatina plástica
para canastilla
4. Almacenamiento
5. Embolsatinar
9.Almacenamiento
7. Deshuese
8. Separación de piezas
10. Limpieza
Limites Criticos:
Temperatura producto:
4 y 6 °C

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 70
E. DESCRIPCIÓN DEL PROCESO
1. Recepción de canales: En la recepción de materia prima, en este caso canales se controla
la higiene del camión, el certificado sanitario de la mercadería y la habilitación del
conductor del vehículo. Además, el personal encargado de recepción efectúa un control
visual de la materia prima y mide su temperatura, así como el certificado de sacrificio
expedido por la entidad encargada del sacrificio de las reses o porcinos dependiendo el
caso en que este sea. Se pesan las canales para comparar con el peso emitido por la planta
de beneficio y se procede a almacenar.
2. Recepción de insumos: Los insumos se reciben y se controlan desde su llegada, es decir
se revisa con el proveedor el estado de los empaques plásticos, bolsatinas y en el caso de
las etiquetas, además se controla la calidad y exactitud de la impresión. Luego se realiza
la codificación y almacenamiento.
3. Almacenamiento de canales: Los canales una vez son pasados por el pesaje se proceden
a almacenar en el cuarto de desposte y se mantiene a una temperatura controlada en el
cuarto.
4. Desposte: Básicamente es separar las piezas completas de la canal.
5. Almacenamiento de bolsatinas: Una vez ya recibidas se transportan al área de desposte
donde son compiladas por lotes.
6. Embolsatinar: Recubrir la canastilla con el empaque plástico en su totalidad con el fin de
aislar cualquier factor de riesgo que pueda afectar la calidad e inocuidad de los cortes de
carne.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 71
7. Deshuese: Separación de diferentes cortes del bovino o porcino de sus respectivas
estructuras óseas.
8. Separación de piezas: Desglose de extremidades completas debidamente deshuesadas en
cada uno de los cortes correspondientes.
9. Almacenamiento de bolsatinas: Se almacenan los diferentes cortes en canastillas con
Bolsatinas y éstas son dejadas en el cuarto de desposte hasta que el proceso de limpieza
se encuentre disponible para continuar con las operaciones.
10. Limpieza: Se procede a eliminar el exceso de tejido grueso que esté sobre los cortes de
carne, con el fin de obtener la mayor cantidad de producto magro y que este no se vea
afectado por adherencias de piel o tejido, este punto se considera el más crítico ya que es
dejar expuesta la pieza a la proliferación con bacterias, si las condiciones del lugar,
operarios y equipos no son las óptimas.
11. Picar: Los productos que conllevan hueso ya que no pueden ser removidos de su
estructura ósea en procesos anteriores, se procede a picar en trozos más pequeños para
facilitar su empaque.
12. Almacenamiento bolsa de empaque y etiquetas: Una vez ya recibidas se transportan al
área de empaque y se compilan por tipo de dimensiones de empaque y en caso de las
etiquetas solo se almacenan.
13. Empaque: Se someten las bolsas de empaque junto con la pieza designada a empacar, a
unas variables de temperatura y presión durante 30 segundos para que éstas queden
selladas al vacío.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 72
14. Etiquetado: Este proceso se realiza manualmente mediante un operario encargado de
dicha tarea que coloca, en cada empaque, su respectiva etiqueta.
15. Almacenamiento de producto terminado: Los productos empacados se compilan en
canastillas, se procede a almacenar en el cuarto de producto terminado y se mantiene a
una temperatura contralada, hasta su distribución.
16. Distribución: Diariamente se programan 3 viajes de distribución a los diferentes puntos
de expendio a lo largo de la ciudad mediante un vehículo propio que cumple con los
requisitos normativos y de inocuidad.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 73
F. ANALISIS DE PELIGROS (Principio 1)
Esta fase en la cual se analizan de peligros constituye el primer principio del HACCP, es el
proceso de recopilación y evaluación de información sobre peligros y condiciones que los
originan y favorecen su presencia para decidir cuáles son significativos para la inocuidad de
los alimentos y, por tanto, deben ser tenidos en cuenta dentro del plan HACCP [33]. El
objetivo del análisis de peligros es elaborar una matriz esquemática sobre el riesgo de un
peligro determinado basándose en el conocimiento del producto, el proceso productivo y la
probabilidad de ocurrencia de un hecho en el que el peligro se haga efectivo, junto con su
gravedad y consecuencias asociadas. Una vez que se llegó a esta fase en la aplicación de
HACCP, el equipo liderado por el jefe de aseguramiento de calidad e integrantes del proyecto
ya dispone del material necesario para empezar a analizar los posibles peligros que pueden
afectar a la salubridad del alimento durante el proceso productivo y establecer las medidas
preventivas para eliminarlos, evitarlos o reducirlos a un nivel aceptable en el que la afección
de los peligros no logre ser significativa en la inocuidad y calidad del producto [34].
Se debe identificar, para materia prima, qué tipo de riesgo puede afectar al producto, es decir
identificar si hay riesgo de una contaminación química, física o microbiológica, así como
especificar las medidas preventivas para evitar que se presenten, como se relaciona en el
ANEXO 3 y 4, las cuales son enfermedades que se pueden generar a raíz de una infección
química, física o microbiológica, y que de alguna manera puede llegar a afectar el
consumidor final; pues son contaminaciones severas, que, si no son controladas con ciertos
estándares, pueden llegar a causar repercusiones en la salud de los clientes.
Una vez pasado el análisis de riesgo de la materia prima se procede a realizar el análisis de
peligros dentro del proceso de comercialización y producción de carne bovina y porcina; se
aplicó a todos los procesos de elaboración de los alimentos, así como a la totalidad de
materias primas utilizadas en la operación. Para el análisis de los diferentes procesos, se
describen para cada etapa del proceso el tipo de peligro que se puede presentar y su
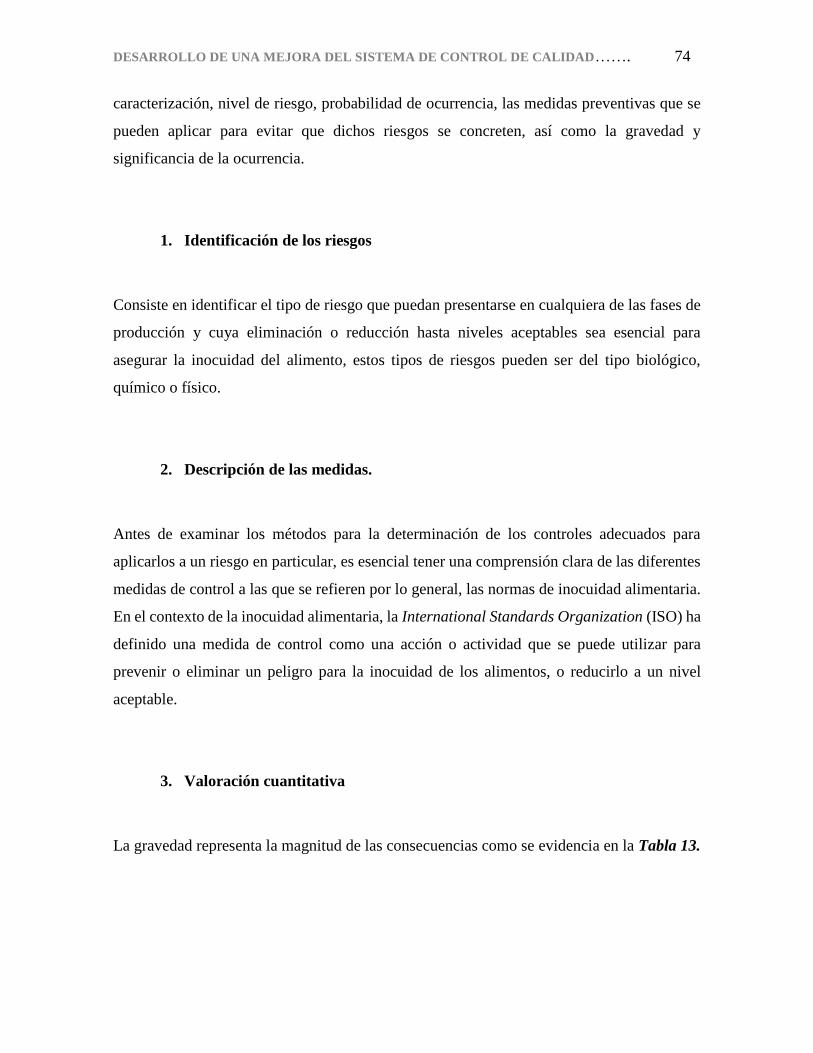
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 74
caracterización, nivel de riesgo, probabilidad de ocurrencia, las medidas preventivas que se
pueden aplicar para evitar que dichos riesgos se concreten, así como la gravedad y
significancia de la ocurrencia.
1. Identificación de los riesgos
Consiste en identificar el tipo de riesgo que puedan presentarse en cualquiera de las fases de
producción y cuya eliminación o reducción hasta niveles aceptables sea esencial para
asegurar la inocuidad del alimento, estos tipos de riesgos pueden ser del tipo biológico,
químico o físico.
2. Descripción de las medidas.
Antes de examinar los métodos para la determinación de los controles adecuados para
aplicarlos a un riesgo en particular, es esencial tener una comprensión clara de las diferentes
medidas de control a las que se refieren por lo general, las normas de inocuidad alimentaria.
En el contexto de la inocuidad alimentaria, la International Standards Organization (ISO) ha
definido una medida de control como una acción o actividad que se puede utilizar para
prevenir o eliminar un peligro para la inocuidad de los alimentos, o reducirlo a un nivel
aceptable.
3. Valoración cuantitativa
La gravedad representa la magnitud de las consecuencias como se evidencia en la Tabla 13.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 75
Tabla 13. Gravedad del riesgo.
Alta
Elevada patogenicidad del riesgo,
puede causar al consumidor la
muerte o enfermedad grave.
Media
Moderada patogenicidad del riesgo,
puede suponer enfermedad leve o
molestias en el consumidor.
Baja
Baja patogenicidad del riesgo,
tiene repercusión muy leve en el
consumidor.
Fuente: autores.
La probabilidad representa la posibilidad de que el peligro identificado ocurra, como se
explica en la Tabla 14.
Tabla 14. Probabilidad de ocurrencia del riesgo.
Alta El riesgo se manifestará siempre
o casi siempre.
Media El riesgo de manifestará en algunas
ocasiones.
Baja El riesgo no se manifestará.
Fuente: autores.
El criterio seguido para definir la gravedad y la probabilidad de aparición de un riesgo se ha
basado en el estudio de:

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 76
El grado de implantación de los prerrequisitos HACCP en las instalaciones
productivas de la comercializadora y productora de carne bovina y porcina.
Proceso productivo seguido, analizando las posibilidades de contaminación,
multiplicación o supervivencia de los riesgos identificados durante la elaboración y
el almacenamiento de los productos.
Diseño y uso de las instalaciones, equipos y tecnología utilizada por la
comercializadora y productora de carne bovina y porcina.
Naturaleza y condiciones de seguridad propias del alimento.
Uso esperado del producto por el consumidor.
4. Determinación de su grado de significancia
Los riesgos potenciales identificados, una vez valorada su GRAVEDAD y
PROBABILIDAD, serán bien aceptados como “significativos”, el paso posterior al análisis
de los riesgos es la metodología del “Árbol de Decisiones”, considerando en este caso la
medida de control propuesta como suficiente para eliminarlos o reducirlos hasta niveles
tolerables, como se evidencia en la Tabla 15.
Tabla 15. Árbol de decisión (Matriz de riesgos).
PROBABILIDAD
Baja Media Alta
GR
AV
ED
AD
Baja
Media
Alta
Fuente: autores.
En toda valoración de probabilidad y gravedad debe hacerse referencia a las fuentes de
información que las soportan, como las mencionadas en el apartado anterior y se procede al

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 77
análisis de los riesgos asociados a cada etapa que hacen parte del proceso, como se relaciona
en el ANEXO 5, en la que se identifican los riesgos asociados a cada uno de los procesos que
hacen parte de la línea productiva en la empresa productora y comercializadora de carne
bovina y porcina, en total hay (16) diez y seis procesos. A cada proceso se le realizó una
evaluación sobre las posibles contaminaciones de tipo física, microbiológica o química.
A cada tipo de contaminación, se le hizo una revisión de que probabilidad existía que se
presentara en dicho proceso, el nivel de gravedad que podría presentar, y la significancia de
esta contaminación para el proceso y la inocuidad del producto. Posterior a esto, se proponen
las medidas de control preventivas para evitar que estas posibles contaminaciones se puedan
presentar durante el proceso afectando el producto; estas medidas de control deben ser
adoptadas por cada persona que participe en el proceso, para que haya menor probabilidad
que se pueda presentar contaminación de cualquier tipo. Finalmente, se dan unas
observaciones donde se mencionan posibles puntos de mejora, o que se está haciendo
actualmente para mitigar estos riesgos presentes.
De acuerdo con la evaluación realizada, se encontraron ciertos procesos con una probabilidad
alta de presentar contaminación, y que presentan una consecuencia de alta gravedad. Estos
procesos a los cuales se les debe brindar mayor atención son: Recepción de canal por una
contaminación microbiológica, almacenamiento de canal por una contaminación
microbiológica, almacenamiento de producto en proceso por una contaminación
microbiológica, proceso de limpieza por una contaminación microbiológica y contaminación
física, y por último en el proceso de distribución por una contaminación microbiológica. El
proceso que presenta mayor implicación en la inocuidad del producto es el proceso de
limpieza, ya que presenta alto índice de probabilidad y gravedad de contaminación de tipo
microbiológico y físico.
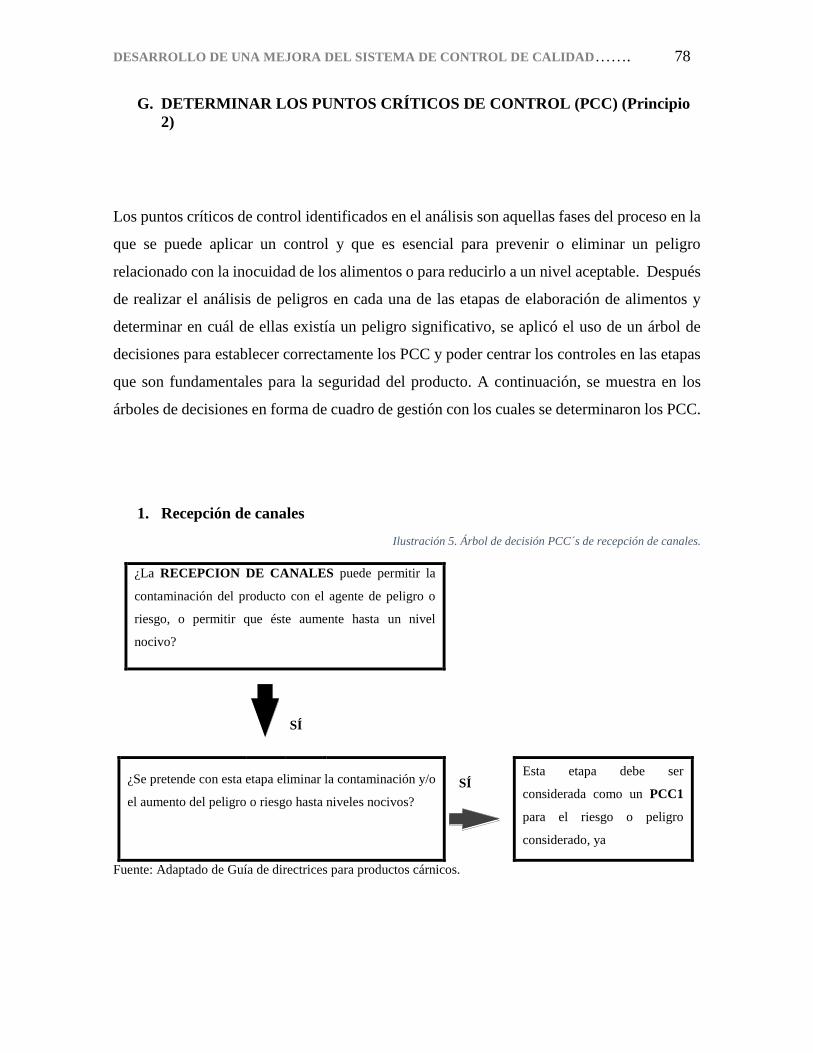
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 78
G. DETERMINAR LOS PUNTOS CRÍTICOS DE CONTROL (PCC) (Principio
2)
Los puntos críticos de control identificados en el análisis son aquellas fases del proceso en la
que se puede aplicar un control y que es esencial para prevenir o eliminar un peligro
relacionado con la inocuidad de los alimentos o para reducirlo a un nivel aceptable. Después
de realizar el análisis de peligros en cada una de las etapas de elaboración de alimentos y
determinar en cuál de ellas existía un peligro significativo, se aplicó el uso de un árbol de
decisiones para establecer correctamente los PCC y poder centrar los controles en las etapas
que son fundamentales para la seguridad del producto. A continuación, se muestra en los
árboles de decisiones en forma de cuadro de gestión con los cuales se determinaron los PCC.
1. Recepción de canales
Ilustración 5. Árbol de decisión PCC´s de recepción de canales.
¿La RECEPCION DE CANALES puede permitir la
contaminación del producto con el agente de peligro o
riesgo, o permitir que éste aumente hasta un nivel
nocivo?
SÍ
¿Se pretende con esta etapa eliminar la contaminación y/o
el aumento del peligro o riesgo hasta niveles nocivos?
SÍ
Esta etapa debe ser
considerada como un PCC1
para el riesgo o peligro
considerado, ya
Fuente: Adaptado de Guía de directrices para productos cárnicos.
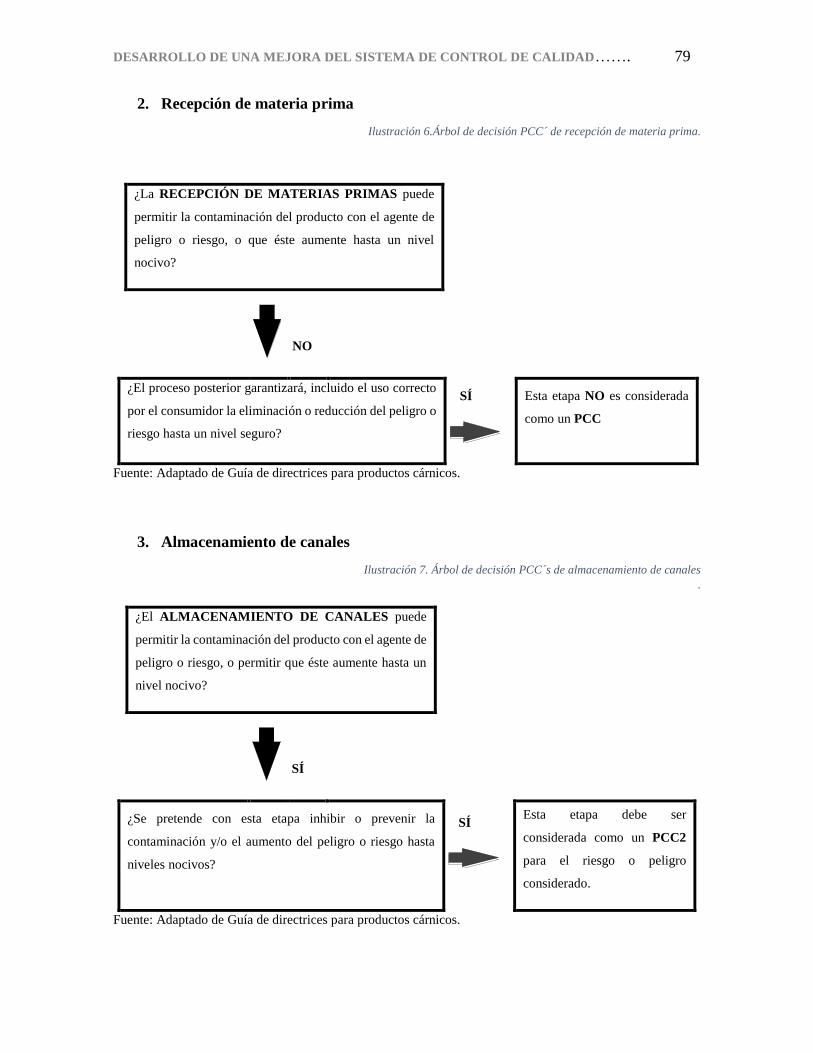
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 79
2. Recepción de materia prima
Ilustración 6.Árbol de decisión PCC´ de recepción de materia prima.
¿La RECEPCIÓN DE MATERIAS PRIMAS puede
permitir la contaminación del producto con el agente de
peligro o riesgo, o que éste aumente hasta un nivel
nocivo?
NO
¿El proceso posterior garantizará, incluido el uso correcto
por el consumidor la eliminación o reducción del peligro o
riesgo hasta un nivel seguro?
SÍ
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.
3. Almacenamiento de canales
Ilustración 7. Árbol de decisión PCC´s de almacenamiento de canales
.
¿El ALMACENAMIENTO DE CANALES puede
permitir la contaminación del producto con el agente de
peligro o riesgo, o permitir que éste aumente hasta un
nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
SÍ
Esta etapa debe ser
considerada como un PCC2
para el riesgo o peligro
considerado.
Fuente: Adaptado de Guía de directrices para productos cárnicos.
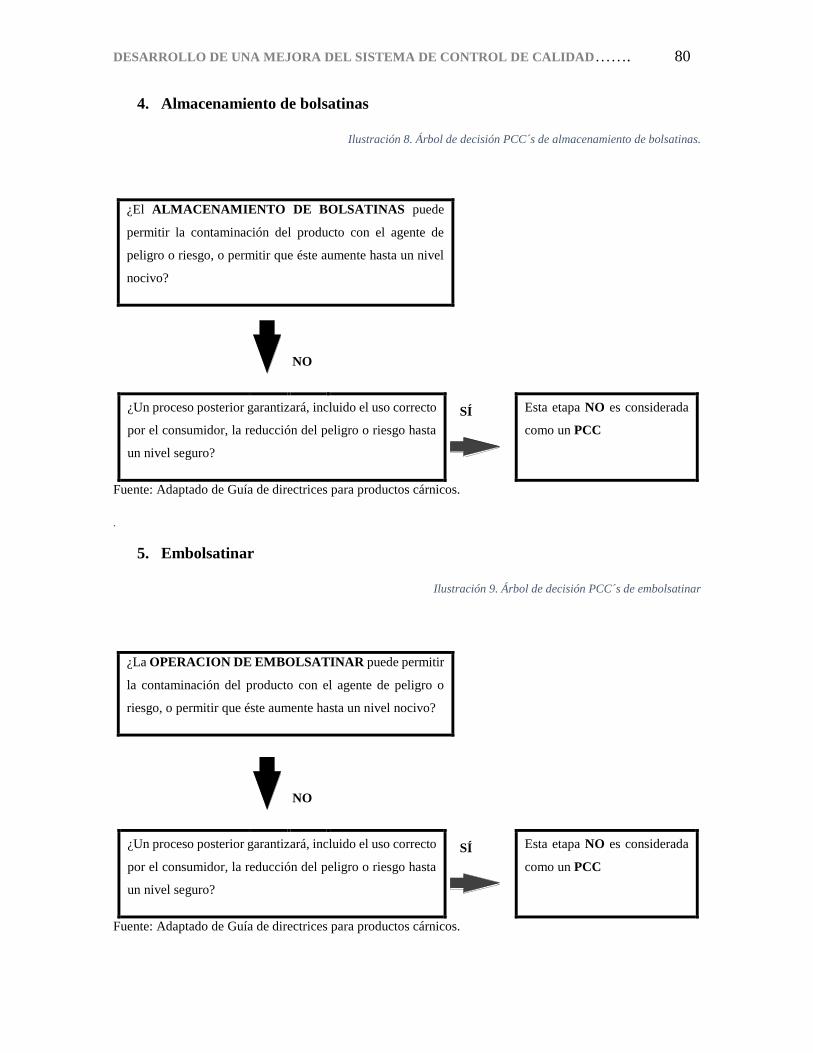
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 80
4. Almacenamiento de bolsatinas
Ilustración 8. Árbol de decisión PCC´s de almacenamiento de bolsatinas.
¿El ALMACENAMIENTO DE BOLSATINAS puede
permitir la contaminación del producto con el agente de
peligro o riesgo, o permitir que éste aumente hasta un nivel
nocivo?
NO
¿Un proceso posterior garantizará, incluido el uso correcto
por el consumidor, la reducción del peligro o riesgo hasta
un nivel seguro?
SÍ
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.
.
5. Embolsatinar
Ilustración 9. Árbol de decisión PCC´s de embolsatinar
¿La OPERACION DE EMBOLSATINAR puede permitir
la contaminación del producto con el agente de peligro o
riesgo, o permitir que éste aumente hasta un nivel nocivo?
NO
¿Un proceso posterior garantizará, incluido el uso correcto
por el consumidor, la reducción del peligro o riesgo hasta
un nivel seguro?
SÍ
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 81
6. Desposte
Ilustración 10. Árbol de decisión PCC´s de desposte.
¿La OPERACION DE DESPOSTE puede permitir la
contaminación del producto con el agente de peligro o
riesgo, o permitir que éste aumente hasta un nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
NO
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.
7. Deshuese
8. Ilustración 11. Árbol de decisión PCC´s de deshuese.
¿La OPERACION DE DESHUESE puede permitir la
contaminación del producto con el agente de peligro o
riesgo, o permitir que éste aumente hasta un nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
NO
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 82
9. Separación de piezas
Ilustración 12. Árbol de decisión PCC´s de separación de piezas.
¿La OPERACION DE SEPARACIÓN DE PIEZAS
puede permitir la contaminación del producto con el agente
de peligro o riesgo, o permitir que éste aumente hasta un
nivel nocivo?
NO
¿Un proceso posterior garantizará, incluido el uso correcto
por el consumidor, la reducción del peligro o riesgo hasta
un nivel seguro?
SÍ
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.
10. Almacenamiento de producto en proceso
Ilustración 13. Árbol de decisión PCC´s de almacenamiento de producto en proceso.
¿El ALMACENAMIENTO DE PRODUCTO EN
PROCESO puede permitir la contaminación del
producto con el agente de peligro o riesgo, o permitir
que éste aumente hasta un nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
SÍ
Esta etapa debe ser
considerada como un PCC2
para el riesgo o peligro
considerado.
Fuente: Adaptado de Guía de directrices para productos cárnicos.
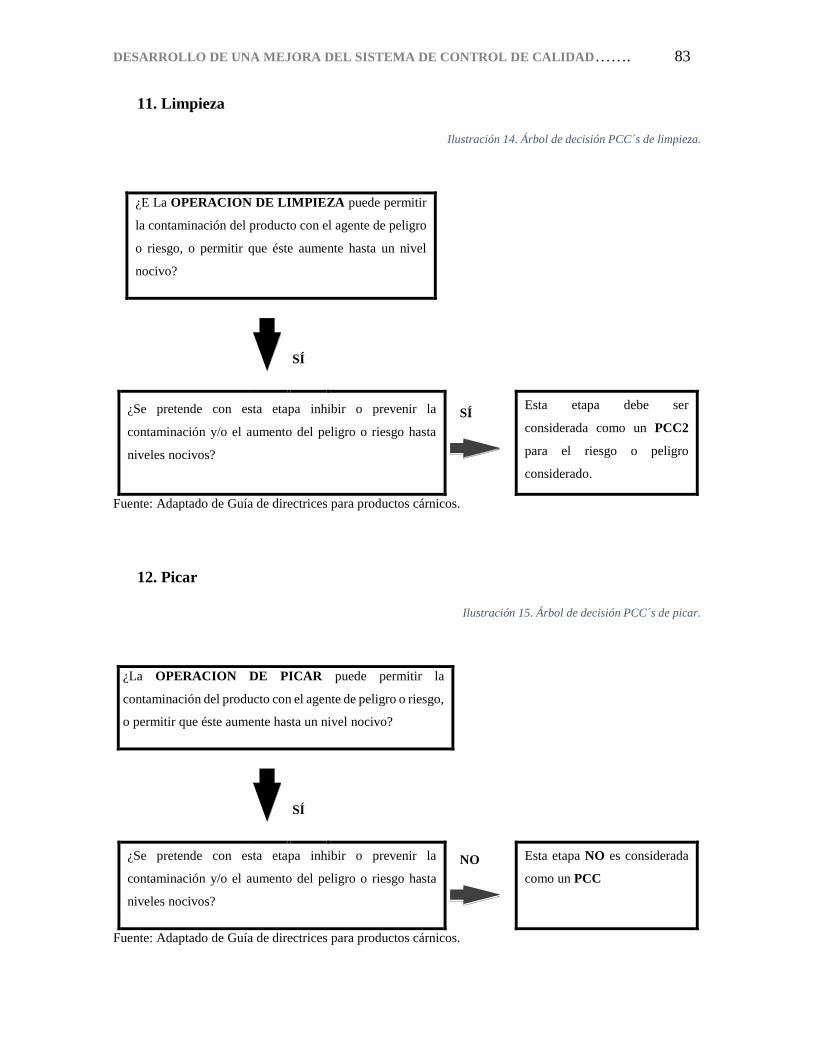
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 83
11. Limpieza
Ilustración 14. Árbol de decisión PCC´s de limpieza.
¿E La OPERACION DE LIMPIEZA puede permitir
la contaminación del producto con el agente de peligro
o riesgo, o permitir que éste aumente hasta un nivel
nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
SÍ
Esta etapa debe ser
considerada como un PCC2
para el riesgo o peligro
considerado.
Fuente: Adaptado de Guía de directrices para productos cárnicos.
12. Picar
Ilustración 15. Árbol de decisión PCC´s de picar.
¿La OPERACION DE PICAR puede permitir la
contaminación del producto con el agente de peligro o riesgo,
o permitir que éste aumente hasta un nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
NO
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 84
13. Almacenamiento de empaque plástico
Ilustración 16. Árbol de decisión PCC´s de almacenamiento de empaque plástico y etiquetas.
¿El ALMACENAMIENTO DE EMPAQUE PLASTICO
Y ETIQUETAS puede permitir la contaminación del
producto con el agente de peligro o riesgo, o permitir que
éste aumente hasta un nivel nocivo?
NO
¿Un proceso posterior garantizará, incluido el uso correcto
por el consumidor, la reducción del peligro o riesgo hasta
un nivel seguro?
SÍ
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.
14. Empaque
Ilustración 17. Árbol de decisión PCC´s de empaque.
¿La OPERACION DE EMPAQUE puede permitir la
contaminación del producto con el agente de peligro o
riesgo, o permitir que éste aumente hasta un nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
NO
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 85
15. Etiquetado
Ilustración 18. Árbol de decisión PCC´s de etiquetado.
¿La OPERACION DE ETIQUETADO puede permitir la
contaminación del producto con el agente de peligro o
riesgo, o permitir que éste aumente hasta un nivel nocivo?
NO
¿Un proceso posterior garantizará, incluido el uso correcto
por el consumidor, la reducción del peligro o riesgo hasta
un nivel seguro?
SÍ
Esta etapa NO es considerada
como un PCC
Fuente: Adaptado de Guía de directrices para productos cárnicos.
16. Almacenamiento de producto terminado
Ilustración 19. Árbol de decisión PCC´s de producto terminado.
¿El ALMACENAMIENTO DE PRODUCTO EN
PROCESO puede permitir la contaminación del
producto con el agente de peligro o riesgo, o permitir
que éste aumente hasta un nivel nocivo?
SÍ
¿Se pretende con esta etapa inhibir o prevenir la
contaminación y/o el aumento del peligro o riesgo hasta
niveles nocivos?
SÍ
Esta etapa debe ser
considerada como un PCC2
para el riesgo o peligro
considerado.
Fuente: Adaptado de Guía de directrices para productos cárnicos.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 86
17. Distribución
Ilustración 20. Árbol de decisión PCC´s de distribución.
¿La OPERACIÓN DE DISTRIBUCIÓN puede
permitir la contaminación del producto con el agente de
peligro o riesgo, o permitir que éste aumente hasta un
nivel nocivo?
SÍ
¿Un proceso posterior garantizará, incluido el uso correcto
por el consumidor, la reducción del peligro o riesgo hasta
un nivel seguro?
NO
Esta etapa debe ser
considerada como un PCC2
para el riesgo o peligro
considerado.
Fuente: Adaptado de Guía de directrices para productos cárnicos.
Se identificaron 6 PCC en el proceso, los cuales son:
Recepción de canales: Esta etapa corresponde a un PCC de nivel 1, es decir que el
control establecido elimina el riesgo y no existen problemas posteriores a esta etapa
del proceso, al evitar la entrada de una canal ya sea bovina o porcina que no cumpla
con las condiciones de temperatura interna y niveles de pH, y por tanto que este no
se encuentre dentro de los limites críticos de aceptación, no se le hace ingreso al
proceso y este es devuelto al proveedor, es decir se obliga al proveedor al
cumplimiento de los estándares y cuidados necesarios para la recepción de toda la
materia prima.
Almacenamiento de canales: Esta etapa del proceso corresponde a un PCC de nivel
2, es decir que el riesgo se previene, pero no necesariamente se elimina, debido a que
la proliferación de bacterias patógenas puede prevenirse y controlarse a bajas

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 87
temperaturas; además de controlar la temperatura externa del cuarto de desposte se
garantiza que la temperatura interna de las canales cumpla con los limites críticos.
Almacenamiento de producto en proceso: Esta etapa del proceso corresponde a un
PCC de nivel 2, es decir que el riesgo se previene, pero no necesariamente se elimina,
debido a que la proliferación de bacterias patógenas puede prevenirse y controlarse a
bajas temperaturas; además de controlar la temperatura externa del cuarto de desposte
se garantiza que la temperatura interna de los diferentes cortes de carne cumpla con
los limites críticos.
Limpieza: Esta etapa del proceso corresponde a un PCC de nivel 2, es decir que el
riesgo se previene, pero no necesariamente se elimina, debido a que la proliferación
de bacterias patógenas, hongos y demás agentes contaminantes se pueden prevenir y
controlar teniendo buenas condiciones de saneamiento en los puestos de trabajo, así
como una adecuada aplicación de los planes de limpieza y desinfección a los
utensilios; se debe además garantizar una eficiente aplicación de las BPM y BPH en
los operarios involucrados con el proceso de manipulación de alimentos, además de
tener un buen control y programación de la producción por tipo de producto para
evitar la contaminación cruzada entre los productos derivados del bovino y así mismo,
los derivados del porcino.
Almacenamiento de producto terminado: Esta etapa del proceso corresponde a un
PCC de nivel 2, es decir que el riesgo se previene, pero no necesariamente se elimina,
debido a que la proliferación de bacterias patógenas puede prevenirse y controlarse a
bajas temperaturas, además de controlar la temperatura externa del cuarto de producto
terminado se garantiza que la temperatura interna de los productos empacados cumpla
con los limites críticos.
Distribución: Esta etapa del proceso corresponde a un PCC de nivel 2, es decir que
el riesgo se previene, pero no necesariamente se elimina, debido a que la proliferación
de bacterias dentro de los empaques plásticos puede prevenirse y controlarse a bajas
temperaturas en la cabina donde serán dispuestos los productos.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 88
H. DETERMINACIÓN DE LOS LÍMITES CRÍTICOS (Principio 3)
Una vez ya determinadas las 2 etapas anteriores en los puntos de control (PCC), es decir las
etapas del proceso en las que se ejercerán controles para evitar la presencia de los riegos
identificados como significativos, el paso siguiente fue establecer los límites críticos de éstas,
de acuerdo con los procesos de elaboración de los alimentos se establecieron especificaciones
que rigen cada operación que se designó como punto crítico de control.
Los Limites Críticos de Control (LCC) que se determinaron en la Tabla 16, se validaron con
fuentes bibliográficas dentro de los cuales se encuentran:
Temperatura interna de las canales (bovina y porcina) para su almacenamiento.
Temperatura externa (ambiente) en los cuartos de almacenamiento de los productos,
ya sea en canal, en proceso o producto terminado.
Condiciones de saneamiento en la aplicación de las BPM y BPH para todo el personal
operativo con sus utensilios y equipos.
Niveles de pH óptimos para cada tipo de producto.
Condiciones de saneamiento aplicada a los riesgos de contaminación cruzada de
productos de diferente especie.
Temperatura externa (Cabina de vehículo) en la cual deberá mantenerse para ser
distribuida.
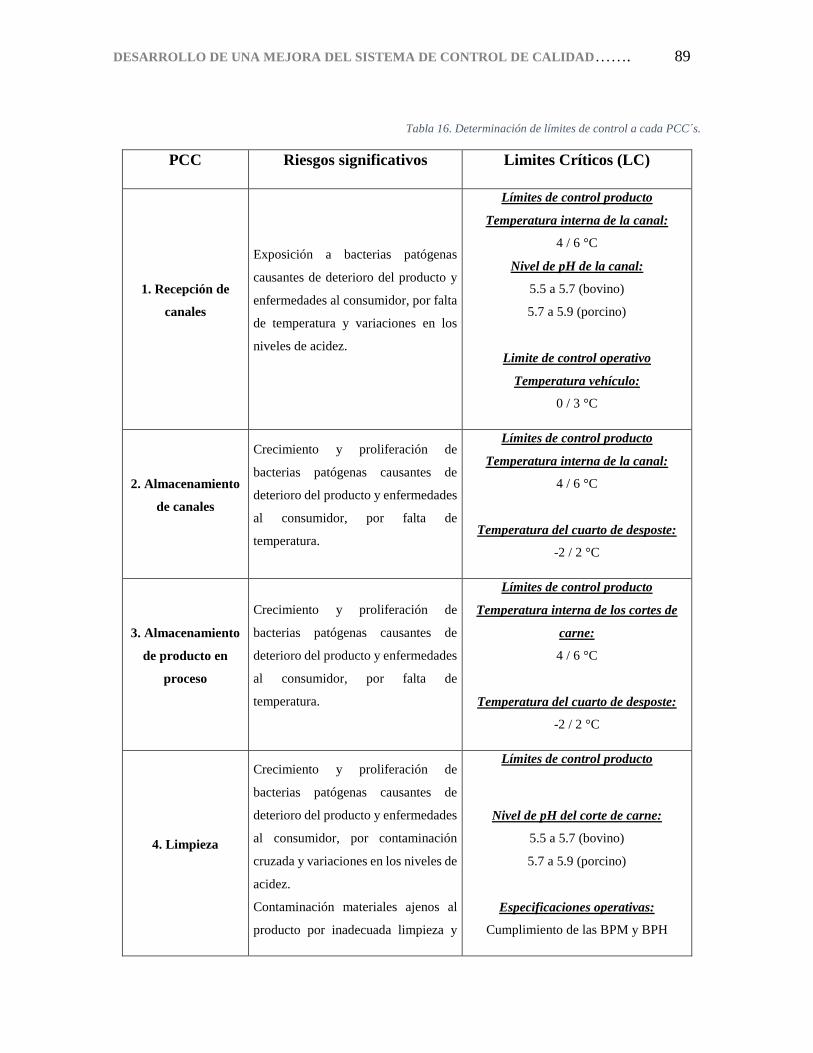
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 89
Tabla 16. Determinación de límites de control a cada PCC´s.
PCC Riesgos significativos Limites Críticos (LC)
1. Recepción de
canales
Exposición a bacterias patógenas
causantes de deterioro del producto y
enfermedades al consumidor, por falta
de temperatura y variaciones en los
niveles de acidez.
Límites de control producto
Temperatura interna de la canal:
4 / 6 °C
Nivel de pH de la canal:
5.5 a 5.7 (bovino)
5.7 a 5.9 (porcino)
Limite de control operativo
Temperatura vehículo:
0 / 3 °C
2. Almacenamiento
de canales
Crecimiento y proliferación de
bacterias patógenas causantes de
deterioro del producto y enfermedades
al consumidor, por falta de
temperatura.
Límites de control producto
Temperatura interna de la canal:
4 / 6 °C
Temperatura del cuarto de desposte:
-2 / 2 °C
3. Almacenamiento
de producto en
proceso
Crecimiento y proliferación de
bacterias patógenas causantes de
deterioro del producto y enfermedades
al consumidor, por falta de
temperatura.
Límites de control producto
Temperatura interna de los cortes de
carne:
4 / 6 °C
Temperatura del cuarto de desposte:
-2 / 2 °C
4. Limpieza
Crecimiento y proliferación de
bacterias patógenas causantes de
deterioro del producto y enfermedades
al consumidor, por contaminación
cruzada y variaciones en los niveles de
acidez.
Contaminación materiales ajenos al
producto por inadecuada limpieza y
Límites de control producto
Nivel de pH del corte de carne:
5.5 a 5.7 (bovino)
5.7 a 5.9 (porcino)
Especificaciones operativas:
Cumplimiento de las BPM y BPH
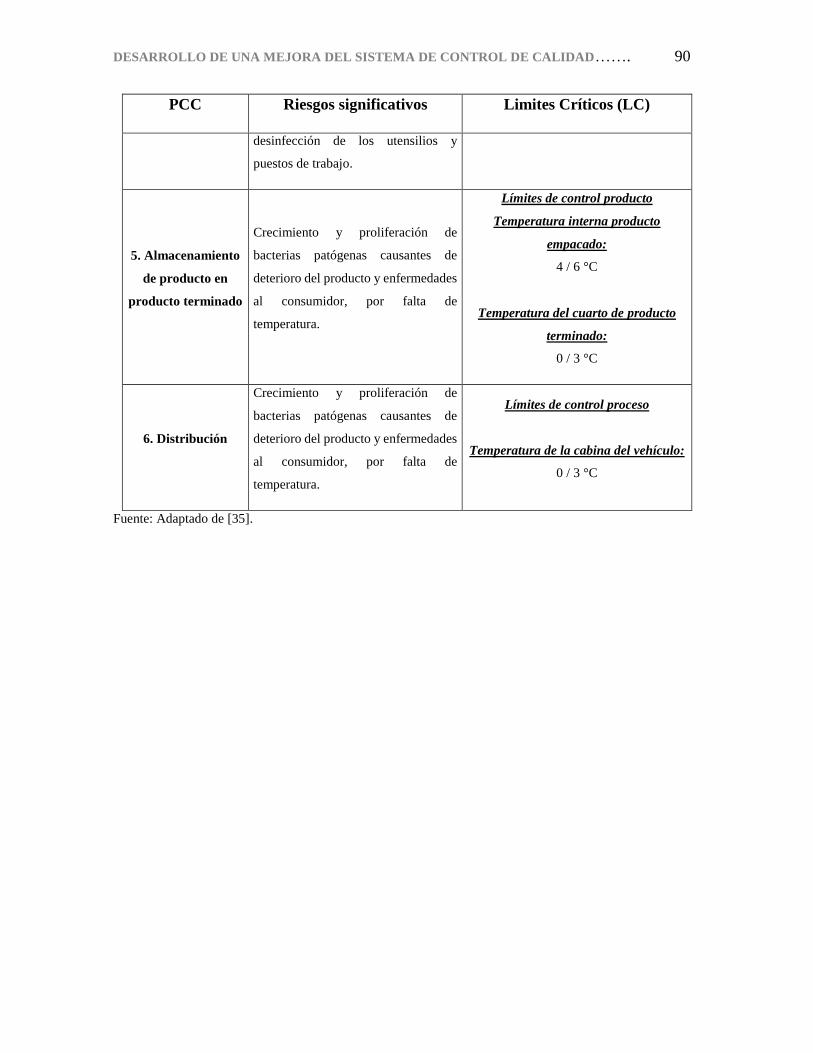
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 90
PCC Riesgos significativos Limites Críticos (LC)
desinfección de los utensilios y
puestos de trabajo.
5. Almacenamiento
de producto en
producto terminado
Crecimiento y proliferación de
bacterias patógenas causantes de
deterioro del producto y enfermedades
al consumidor, por falta de
temperatura.
Límites de control producto
Temperatura interna producto
empacado:
4 / 6 °C
Temperatura del cuarto de producto
terminado:
0 / 3 °C
6. Distribución
Crecimiento y proliferación de
bacterias patógenas causantes de
deterioro del producto y enfermedades
al consumidor, por falta de
temperatura.
Límites de control proceso
Temperatura de la cabina del vehículo:
0 / 3 °C
Fuente: Adaptado de [35].

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 91
I. DETERMINACIÓN DE SISTEMA DE VIGILANCIA A LOS PCC (Principio
4)
Este principio es la medición u observación de manera programada de los PCC con relación
a las especificaciones establecidas (LCC), especificando los procedimientos de monitoreo
que deben ser capaces de detectar la falta de control en el PCC y, por consiguiente, se debe
especificar detalladamente la forma, el momento, y la persona que ejecutara el monitoreo.
Para el sistema de monitoreo o vigilancia evidenciado en la Tabla 17, se especificarán los
siguientes aspectos de cada PCC:
Que se vigilará.
Como se vigilarán los límites críticos y las medidas preventivas.
La frecuencia de la vigilancia.
Quien efectuará la vigilancia.
Tabla 17. Determinación de sistema de vigilancia a los PCC.
Sistema de vigilancia
¿Qué? ¿Cómo? Frecuencia ¿Quién?
1. Recepción de
canales
Temperatura interna de la
canal.
Temperatura del vehículo de
transporte
Nivel de acidez (pH) de la
canal.
Utilizando instrumentos de
medición y control:
Termómetro digital.
Termostato del vehículo de
transporte.
pH-metro digital.
Variable: esta
dependerá de
cada vez que
lleguen canales
Jefe de
aseguramiento de
calidad
2.
Almacenamiento
de canales
Temperatura interna de la
canal.
Temperatura del cuarto de
desposte.
Utilizando instrumentos de
medición y control:
Termómetro digital.
Termostato incorporado en el
sistema de refrigeración del
cuarto de desposte.
3 veces por día. Supervisor de la
calidad

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 92
Sistema de vigilancia
¿Qué? ¿Cómo? Frecuencia ¿Quién?
3.
Almacenamiento
de producto en
proceso
Temperatura interna de la
canal.
Temperatura del cuarto de
desposte.
Utilizando instrumentos de
medición y control: PCC
Termómetro digital.
Termostato incorporado en el
sistema de refrigeración del
cuarto de desposte.
3 veces por día. Supervisor de la
calidad
4. Limpieza
Nivel de acidez (pH) de los
cortes de carne.
Condiciones de Saneamiento
de operarios, equipos y
utensilios (Cumplimiento de
las BPM y BPH).
Propiedades organolépticas
de los cortes de carne:
Sin olor.
Textura tierna.
Color: Rojo vivo (bovino)
Rosado (porcino)
Utilizando instrumentos de
medición y control:
pH-metro digital.
Inspección visual.
2 veces por día.
Supervisor de
planta
jefe de
aseguramiento de
calidad
5.
Almacenamiento
de producto en
producto
terminado
Temperatura interna de la
canal.
Temperatura del cuarto de
desposte.
Utilizando instrumentos de
medición y control:
Termómetro digital.
Termostato incorporado en el
sistema de refrigeración del
cuarto de producto
terminado.
3 veces por día. Supervisor de la
calidad
6. Distribución
Condiciones de saneamiento
del vehículo de transporte.
Temperatura del vehículo de
transporte.
Utilizando instrumentos de
medición y control:
Inspección visual.
Termostato del vehículo de
transporte.
Variable: esta
dependerá de
cada vez que se
programen
rutas de
distribución.
Jefe de
aseguramiento de
calidad
Jefe de planta
Fuente: Adaptado de [35].

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 93
J. ESTABLECER LAS ACCIONES CORRECTIVAS A LOS PCC (Principio 5)
El objetivo del quinto principio evidenciado en la Tabla 18, fue definir las medidas
correctivas que se han de tomar en cada etapa para dar cumplimiento a los LCC definidos
con anterioridad a cada PCC, así mismo como las acciones correctivas a ejecutar cuando se
produzcan desviaciones en el adecuado comportamiento de las variables a controlar en cada
punto de critico de control.
Tabla 18. Medidas correctivas de los PCC.
PCC
ALTERNATIVAS
Alternativa 1
(Acciones
Correctivas)
Alternativa 2
(Acciones
Correctivas)
Alternativa 3
(Acciones
Correctivas)
1. Recepción de
canales
Rechazo de la canal por no
Cumplimiento de los
limites críticos de control.
Contacto con el proveedor
con nota de descuento por
el ítem que no pasó las
respectivas inspecciones.
Rechazo de la canal por no
Cumplimiento de los
limites críticos de control.
Contacto con el proveedor
con nota de descuento por el
ítem que no pasó las
respectivas inspecciones.
Rechazo de la canal por no
Cumplimiento de los
limites críticos de control.
Contacto con el proveedor
con nota de descuento por
el ítem que no pasó las
respectivas inspecciones.
2.
Almacenamient
o de canales
Diseño estadístico de
control del sistema de
temperatura interna
(producto) y externa
(cuarto de desposte), con
el fin de dar cumplimiento
a los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento a
los termostatos del cuarto y
Diseño estadístico del
sistema de temperatura
interna (producto) y externa
(cuarto de desposte), con
el fin de dar cumplimiento a
los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento a
los termostatos del cuarto y
no seguir el proceso con los
Diseño estadístico del
sistema de temperatura
interna (producto) y
externa (cuarto de
desposte), con el fin de dar
cumplimiento a los límites
de control establecidos
como medidores de
proceso, en caso no
cumplir con ellas
programar mantenimiento
a los termostatos del cuarto
3.
Almacenamient
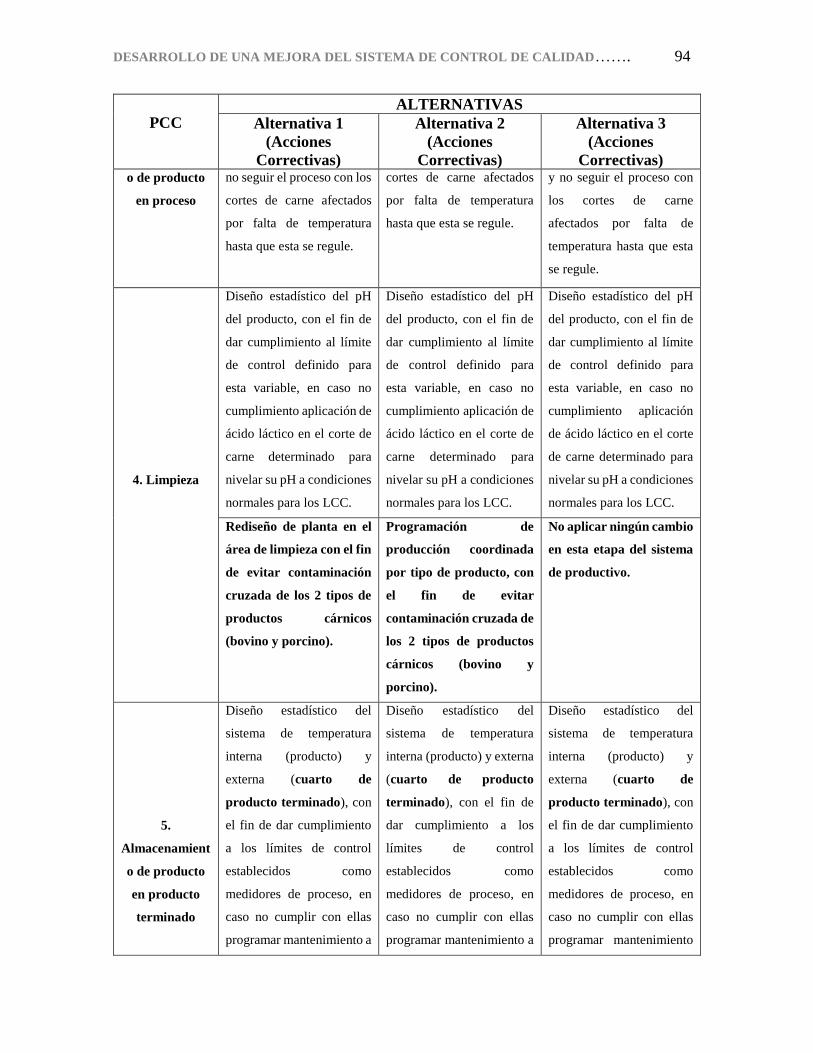
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 94
PCC
ALTERNATIVAS
Alternativa 1
(Acciones
Correctivas)
Alternativa 2
(Acciones
Correctivas)
Alternativa 3
(Acciones
Correctivas) o de producto
en proceso
no seguir el proceso con los
cortes de carne afectados
por falta de temperatura
hasta que esta se regule.
cortes de carne afectados
por falta de temperatura
hasta que esta se regule.
y no seguir el proceso con
los cortes de carne
afectados por falta de
temperatura hasta que esta
se regule.
4. Limpieza
Diseño estadístico del pH
del producto, con el fin de
dar cumplimiento al límite
de control definido para
esta variable, en caso no
cumplimiento aplicación de
ácido láctico en el corte de
carne determinado para
nivelar su pH a condiciones
normales para los LCC.
Diseño estadístico del pH
del producto, con el fin de
dar cumplimiento al límite
de control definido para
esta variable, en caso no
cumplimiento aplicación de
ácido láctico en el corte de
carne determinado para
nivelar su pH a condiciones
normales para los LCC.
Diseño estadístico del pH
del producto, con el fin de
dar cumplimiento al límite
de control definido para
esta variable, en caso no
cumplimiento aplicación
de ácido láctico en el corte
de carne determinado para
nivelar su pH a condiciones
normales para los LCC.
Rediseño de planta en el
área de limpieza con el fin
de evitar contaminación
cruzada de los 2 tipos de
productos cárnicos
(bovino y porcino).
Programación de
producción coordinada
por tipo de producto, con
el fin de evitar
contaminación cruzada de
los 2 tipos de productos
cárnicos (bovino y
porcino).
No aplicar ningún cambio
en esta etapa del sistema
de productivo.
5.
Almacenamient
o de producto
en producto
terminado
Diseño estadístico del
sistema de temperatura
interna (producto) y
externa (cuarto de
producto terminado), con
el fin de dar cumplimiento
a los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento a
Diseño estadístico del
sistema de temperatura
interna (producto) y externa
(cuarto de producto
terminado), con el fin de
dar cumplimiento a los
límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento a
Diseño estadístico del
sistema de temperatura
interna (producto) y
externa (cuarto de
producto terminado), con
el fin de dar cumplimiento
a los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 95
PCC
ALTERNATIVAS
Alternativa 1
(Acciones
Correctivas)
Alternativa 2
(Acciones
Correctivas)
Alternativa 3
(Acciones
Correctivas) los termostatos del cuarto y
no seguir el proceso con los
cortes de carne afectados
por falta de temperatura
hasta que esta se regule.
los termostatos del cuarto y
no seguir el proceso con los
cortes de carne afectados
por falta de temperatura
hasta que esta se regule.
a los termostatos del cuarto
y no seguir el proceso con
los cortes de carne
afectados por falta de
temperatura hasta que esta
se regule.
6. Distribución
Diseño estadístico del
sistema de temperatura
externa (vehículo), con el
fin de dar cumplimiento a
los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento a
los termostatos del
vehículo y no seguir el
proceso de distribución
hasta que la temperatura de
la cabina del vehículo se
regule bajo los LCC.
Diseño estadístico del
sistema de temperatura
externa (vehículo), con el
fin de dar cumplimiento a
los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento a
los termostatos del vehículo
y no seguir el proceso de
distribución hasta que la
temperatura de la cabina del
vehículo se regule bajo los
LCC.
Diseño estadístico del
sistema de temperatura
externa (vehículo), con el
fin de dar cumplimiento a
los límites de control
establecidos como
medidores de proceso, en
caso no cumplir con ellas
programar mantenimiento
a los termostatos del
vehículo y no seguir el
proceso de distribución
hasta que la temperatura de
la cabina del vehículo se
regule bajo los LCC.
Fuente: Adaptado de [35].
Los aspectos que evaluar de cada alternativa se ven contemplados en la etapa definida como
el proceso de limpieza, donde se genera 3 diferentes alternativas de acción correctiva para
dar mitigación al riesgo asociado a este PCC; no se tiene en cuenta las otras etapas en cada
una de las alternativas ya que se mantiene una única propuesta de solución que controlará los
puntos críticos de control restantes, bajo el juicio de expertos de calidad de la empresa se
determina que un punto importante y de gran significancia que no logra ser contemplado con
las cartas de control es el PCC de limpieza en el cual se van a generar diferentes tipos de
propuestas a evaluar como se muestra a continuación. Por otra parte, además de las

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 96
propuestas anteriormente mencionadas se generará un plan de capacitación a todo el personal
operativo manipulador de alimentos con el fin de socializar la propuesta a implementar, así
como una retroalimentación de los adecuados procesos de saneamiento y aplicación de BPM
y BPH.
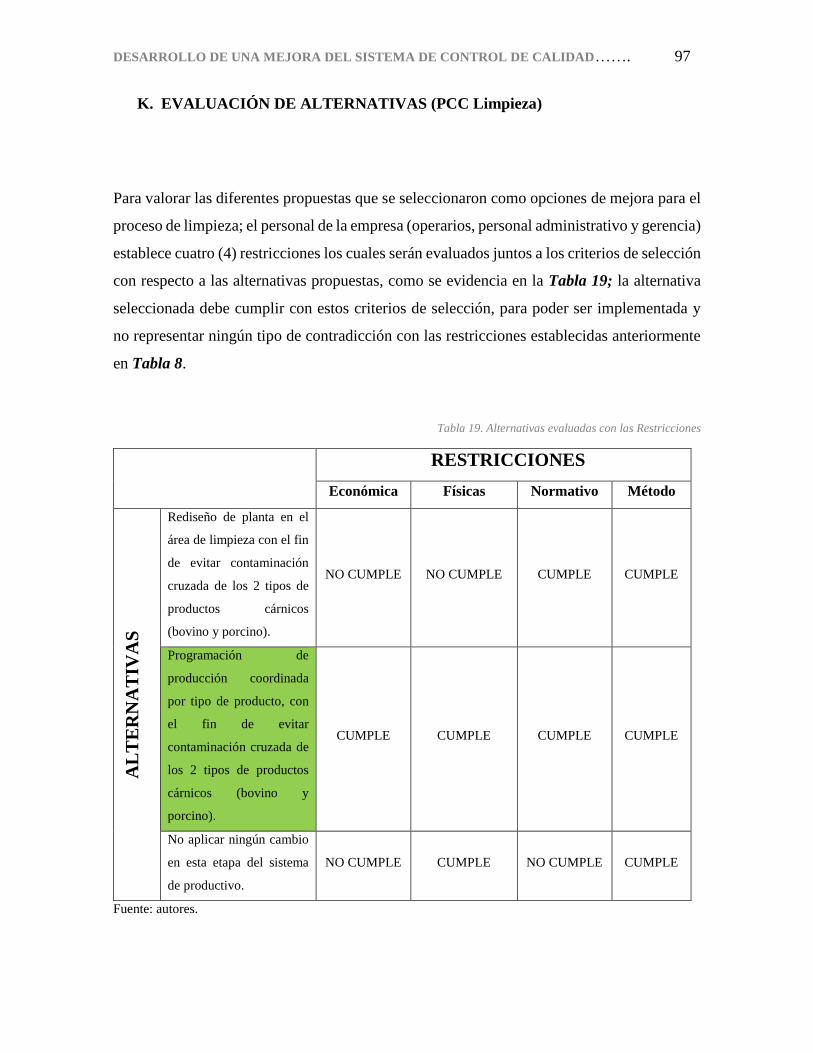
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 97
K. EVALUACIÓN DE ALTERNATIVAS (PCC Limpieza)
Para valorar las diferentes propuestas que se seleccionaron como opciones de mejora para el
proceso de limpieza; el personal de la empresa (operarios, personal administrativo y gerencia)
establece cuatro (4) restricciones los cuales serán evaluados juntos a los criterios de selección
con respecto a las alternativas propuestas, como se evidencia en la Tabla 19; la alternativa
seleccionada debe cumplir con estos criterios de selección, para poder ser implementada y
no representar ningún tipo de contradicción con las restricciones establecidas anteriormente
en Tabla 8.
Tabla 19. Alternativas evaluadas con las Restricciones
RESTRICCIONES
Económica Físicas Normativo Método
AL
TE
RN
AT
IVA
S
Rediseño de planta en el
área de limpieza con el fin
de evitar contaminación
cruzada de los 2 tipos de
productos cárnicos
(bovino y porcino).
NO CUMPLE NO CUMPLE CUMPLE CUMPLE
Programación de
producción coordinada
por tipo de producto, con
el fin de evitar
contaminación cruzada de
los 2 tipos de productos
cárnicos (bovino y
porcino).
CUMPLE CUMPLE CUMPLE CUMPLE
No aplicar ningún cambio
en esta etapa del sistema
de productivo.
NO CUMPLE CUMPLE NO CUMPLE CUMPLE
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 98
De acuerdo con las restricciones del sistema establecidas por la empresa, que son
restricciones de tipo económica, física, normativa y de método; se evaluaron las 3 alternativas
propuestas en las que se evalúan los criterios establecidos por la empresa como significativos
para determinar la alternativa optima a implementar:
Costo: En este criterio evalúa el costo económico que tendrá la ejecución de cada una
de las alternativas.
Viabilidad: En este criterio se evalúa las alternativas frente a las restricciones
cuantitativas y cualitativas.
Tiempo de implementación: En este criterio se medirá el lapso en el cual se ejecutará
cada una de las alternativas.
Rentabilidad: En este criterio se evalúa que tan rentable sale para la empresa ejecutar
cualquiera de las alternativas propuestas.
Por parte de las restricciones y viabilidad como se evidencia en la tabla anterior, solo hay una
alternativa que cumpla con todas las restricciones, la cual es: "Programación de producción
coordinada por tipo de producto, con el fin de evitar contaminación cruzada de los 2 tipos de
productos cárnicos (bovino y porcino).”. Esta alternativa es la seleccionada para implementar
y aplicar durante 10 semanas, esperando mejore la problemática de la empresa, gracias a la
falta de inocuidad del producto terminado.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 99
1. Rediseño de planta (Alternativa 1)
En la alternativa 1, se plantea el rediseño de planta en el área de limpieza con el fin de evitar
contaminación cruzada de los 2 tipos de productos cárnicos (bovino y porcino), como se
evidencia en la Ilustración 21 y 22, modificando un área de la línea productiva, la cual
incurriría en contratación de personal y adquisición de nuevos insumos, como se evidencia
en la Tabla 20.
Ilustración 21. Distribución de planta actual.
Fuente: autores.
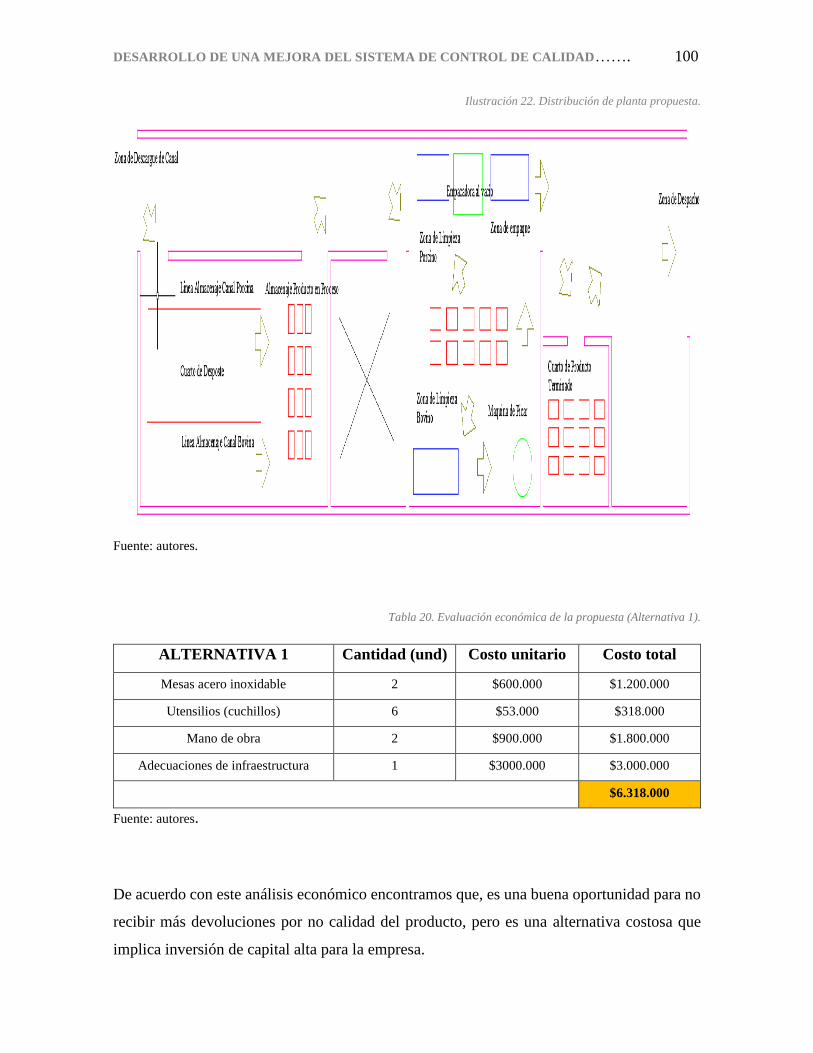
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 100
Ilustración 22. Distribución de planta propuesta.
Fuente: autores.
Tabla 20. Evaluación económica de la propuesta (Alternativa 1).
ALTERNATIVA 1 Cantidad (und) Costo unitario Costo total
Mesas acero inoxidable 2 $600.000 $1.200.000
Utensilios (cuchillos) 6 $53.000 $318.000
Mano de obra 2 $900.000 $1.800.000
Adecuaciones de infraestructura 1 $3000.000 $3.000.000
$6.318.000
Fuente: autores.
De acuerdo con este análisis económico encontramos que, es una buena oportunidad para no
recibir más devoluciones por no calidad del producto, pero es una alternativa costosa que
implica inversión de capital alta para la empresa.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 101
2. Programación de producción-Inventarios (Alternativa 2)
En la alternativa 2 se plantea la reprogramación de producción coordinada por tipo de
producto, con el fin de evitar contaminación cruzada de los 2 tipos de productos cárnicos
(bovino y porcino), al realizarse en la misma línea productiva. De esta manera al llevar una
programación por tipo de carne en horarios establecidos, teniendo como base inventarios y
productos en stock para suplir la demanda diaria de productos, y así, logrando mitigar le
riesgo por inocuidad que se presenta en el contacto de dos tipos de carne diferentes como lo
es bovino y porcino; dicha alternativa es explicada y evaluada económicamente como se
muestra en la Tabla 21.
Tabla 21. Evaluación económica de la propuesta (Alternativa 2).
ALTERNATIVA 2 Cantidad (unds) Costo unitario Costo total
Capacitación
del personal
Honorarios jefe planta
y supervisor calidad
2
$400.000
$8.000.000
Personal de planta 8 $150.000 $1.300.000
Recurso Tecnológico 2 $1.075.000 $2.150.000
$4.250.000
Fuente: autores.
De acuerdo con el análisis económico encontramos un costo más favorable para la compañía
con esta alternativa.
3. Seguir como se produce (Alternativa 3)
La alternativa 3 plantea no aplicar ningún cambio en la etapa de limpieza del sistema de
productivo, seguir con el proceso tal cual se está presentando con las mismas falencias, y
continuar perdiendo la imagen y calidad del producto y la empresa; dicha alternativa es
explicada y evaluada económicamente como se muestra en la Tabla 22.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 102
Tabla 22. Evaluación económica de la propuesta (Alternativa 3).
ALTERNATIVA 3 Cantidad
(und)
Costo
unitario
Costo total
Costos por
mala calidad
del producto
Bovina 20 $100.000 $2.000.000
Porcina 30 $100.000 $3.000.000
Perdida de ventas por mala imagen 25 $100.000 $2.500.000
$7.500.000
Fuente: autores.
De acuerdo con el análisis económico realizado, esta sería la alternativa que implicaría mayor
esfuerzo económico para la empresa, pues los costos de no calidad y devolución del producto
están siendo muy altos, lo cual no beneficia la rentabilidad, y mucho menos la buena imagen
de la empresa.
Posterior al análisis individual de cada alternativa, se realiza una evaluación de costo,
viabilidad, tiempo de implementación y rentabilidad para todas las alternativas, de acuerdo
con unos ponderados, identificando cual alternativa obtiene mayor calificación, siendo viable
para ser implementada por la empresa, como se evalúa en la Tabla 23.
Tabla 23. Evaluación de alternativas.
FACTOR POND A1 R A2 R A3 R
Costo 40% 85 37 80 32 90 36
Viabilidad 30% 70 21 95 28,5 50 15
Tiempo implementación 10% 60 6 70 7 80 8
Rentabilidad 20% 50 10 85 17 40 8
TOTAL
64
84,5
67
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 103
En la Tabla 24 se puede observar la justificación de las calificaciones dadas en cada una de
las propuestas, de acuerdo con cada factor a evaluar. Se aclara que las calificaciones en cada
factor son establecidas por la empresa de acuerdo con las propuestas.
Tabla 24. Observación de factores de evaluación de propuestas.
FACTOR Propuesta 1 Propuesta 2 Propuesta 3
Obser. Obser. Obser.
Costo Tiene un costo total de
6'318.000
Tiene un costo total de
4'250.000
Tiene un costo total de
7'500.000
Viabilidad
No cumple con la
restricción económica al
exceder los 5'000.000 en
inversión, además de la
empresa por poco espacio
no es factible hacer un
rediseño de planta.
Obtiene un costo
inferior al de la
restricción principal de
5'000.000 y la
disposición de recursos
propios de empresa es
más factible que nuevas
reformas, además de
que se genera
conocimiento atreves de
las capacitaciones.
No cumple con la
restricción económica al
exceder los 5'000.000 en
inversión, además de la
empresa por temas de
mercadeo y
competitividad debe
ejecutar mejoras que lo
lleven a mejorar en sus
procesos con los mínimos
recursos.
Tiempo
implementación
El tiempo de
implementación de esta
alternativa se llevará 4
meses y seguirá a través
del tiempo
El tiempo de
implementación de esta
alternativa se llevará 3
meses y seguirá atreves
del tiempo
El tiempo de
implementación es de cero
ya que es mantener lo que
se tiene hasta el momento.
Rentabilidad
Genera una rentabilidad y
ahorros en
aproximadamente del
0,31% de las ventas
anuales
Genera una rentabilidad
y ahorros en
aproximadamente del
0,502% de las ventas
anuales
No genera rentabilidad
Fuente: autores.
Con base a los análisis económicos realizados, y con unos factores de ponderación evaluados
como se muestra en la Tabla 23 y 24, la alternativa óptima para el área de limpieza y que se
va a llevar a cabo, es la Alternativa No. 2, la cual es la reprogramación de producción
coordinada por tipo de producto, con el fin de evitar contaminación cruzada de los 2 tipos de
productos cárnicos (bovino y porcino).

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 104
L. ESTABLECER EL SISTEMA DE VERIFICACIÓN Y DOCUMENTACIÓN
(Principio 6 y 7)
Dentro de este principio se estableció el sistema de verificación y documentación que
obedecerá cada PCC, con sus respectivos registros documentales como se evidencia en la
Tabla 25.
Tabla 25. Sistema de verificación de los PCC.
PCC Sistema de verificación
1. Recepción de
canales
1. Registro de limpieza y desinfección equipos y utensilios (Formato Limpieza y desinfección)
ANEXO 6.
2. Registro de chequeo condiciones de saneamiento (Formato Liste de Chequeo) ANEXO 7.
3. Registro de devolución de canal. (Formato de devolución) ANEXO 8.
4. Registro de trazabilidad de temperatura del vehículo (Proporcionado por el proveedor).
2. Almacenamiento
de canales
1. Carta de control de temperatura interna del producto. (Formato de Temperatura Cuartos)
ANEXO 9.
2. Carta de control de temperatura externa del cuarto de desposte (Formato de Temperatura
Producto) ANEXO 10.
3. Almacenamiento
de producto en
proceso
1. Carta de control de temperatura interna del producto. (Formato de Temperatura Cuartos)
ANEXO 9.
2. Carta de control de temperatura externa del cuarto de desposte (Formato de Temperatura
Producto) ANEXO 10.
4. Limpieza
1. Registro de limpieza y desinfección equipos y utensilios (Formato Limpieza y desinfección)
ANEXO 6
2. Registro de chequeo condiciones de saneamiento (Formato Liste de Chequeo) ANEXO 7.
3. Carta de control de pH del producto en proceso (Formato de pH) ANEXO 11.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 105
PCC Sistema de verificación
4. Carta de control de temperatura interna del producto. (Formato de Temperatura Cuartos)
ANEXO 10.
5. Almacenamiento
de producto en
producto terminado
1. Carta de control de temperatura interna del producto. (Formato de Temperatura Cuartos)
ANEXO 9.
2. Carta de control de temperatura externa del cuarto de producto terminado (Formato de
Temperatura Producto) ANEXO 10.
6. Distribución
1. Carta de control de temperatura externa del vehículo de producto terminado (Formato de
Temperatura de vehículo) ANEXO 12.
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 106
CAPITULO III
X. IMPLEMENTACIÓN
Estamos frente a un proceso masivo, el cual se trata de una línea productiva que procesan
varias decenas de producto en un día. Estas líneas procesan variables de tipo continuo. Cada
periodo de tiempo se debe hacer un muestreo, donde se tendrán una media y un rango para
ese subgrupo, los cuales aportarán información sobre la tendencia central y la variabilidad
del proceso, respectivamente. Con la carta de control de medias, se analiza la variación entre
las medidas de los subgrupos para detectar cambios en la media del proceso. El estadístico
W es la media de los subgrupos.
Mientras que, con la carta de control de Rangos, analiza la variación entre los rangos de los
subgrupos, lo cual permite detectar cambios en la amplitud o magnitud de la variación del
proceso. Los límites de control de las cartas están determinados por la media y la desviación
estándar del estadístico W que se grafica en la carta. Los límites de control en la carta de
medias reflejan la variación esperada para las medias muéstrales de tamaño n, mientras el
proceso no tenga cambios importantes. Estos límites de control en las cartas de medias no
son iguales a los limites reales del proceso. Los límites de control en la carta de Rangos
reflejan la variación esperada para los rangos muéstrales de tamaño n, mientras que el proceso
no tenga un cambio significativo.
El proceso es estable mientras se encuentre dentro de los límites de control establecidos, y
sus puntos caen de manera aleatoria, cuando son cíclicos o tienen una tendencia ascendente
o descendente, se debe revisar el proceso. Para identificar los patrones no aleatorios, se debe
dividir la carta de control en seis zonas o bandas iguales, cada una con amplitud similar a la
desviación estándar del estadístico W [36].

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 107
XI. RESULTADOS
Para cumplir con el objetivo 3, se realiza la implementación del plan HACCP definido, con
el fin de demostrar las mejoras realizadas que generen un impacto positivo en los procesos
de aseguramiento de calidad e indicadores de devolución de producto terminado, para ello se
inicia con la socialización del plan con sus respectivas metodologías, responsables,
procedimientos, acciones correctivas y demás componentes que se requieran para encaminar
el sistema, se da inicio a la implementación, partiendo de la capacitación al jefe de
aseguramiento de calidad, el cual tendrá a cargo la manipulación de datos en las cartas de
control, así mismo como a los operarios que serán los encargados de registrar dicha
información en los formatos de control de temperatura a cuartos y al producto; los resultados
obtenidos serán evidenciados en las gráficas de control arrojadas por el modelo de cartas de
control.
El modelo se actualiza cada vez que se le ingresan datos, ya que mediante las gráficas refleja
el comportamiento y variación de las medidas tomadas con el fin de analizar y medir su
comportamiento frente al porcentaje del indicador de devolución de producto por inocuidad,
el cual su disminución es el objetivo central del proyecto.
La semana 1 de implementación, en la cual, están comprendidos los días 10 y 11 de Julio del
2018, se empleó capacitar al jefe de aseguramiento y Operarios del proceso respectivamente
en cada una de las labores técnicas que debían cumplir, así mismo al resto del equipo se
capacita con respecto a sus roles dentro del equipo HACCP; a partir de allí se toman como
prueba piloto 10 semanas, finalizando el 22 de septiembre del 2018.
En cada una de las variables medidas que se observan, encontramos 3 segmentos
significativos, los cuales se ven comprendidos en las 3 etapas de implementación (Arranque
(Julio), Parcial(Agosto), Definitiva(Septiembre), se dimensiona los resultados de forma clara

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 108
y visual ante cada uno de los límites de control que se establecieron para garantizar la
inocuidad del producto y a su vez medir que la eficiencia de los PCC en cada uno de los
procesos establecidos frente al indicador de medición, el cual es las devoluciones por calidad
del producto, a continuación se describen cada uno de los controles estadísticos establecidos
con sus respectivas gráficas y análisis.
1. ANÁLISIS POR TEMPERATURA PRODUCTO
Parte de los controles establecidos en el sistema de control de calidad era lograr mantener el
producto bajo las condiciones ideales de temperatura, para él mismo poder cuantificar dicho
valor para realizar el seguimiento, validando la eficiencia del sistema en cuanto a mantener
bajo control las variables estudiadas.
A. Carta de Control Temperatura de Canales
Al finalizar la prueba piloto como se evidencia que en la etapa de arranque existen notables
variaciones frente a los cambios de temperatura que ocurrían internamente dentro de la canal,
e incluso se presentan puntos específicos en los se salen de los limites críticos de control,
como lo son el punto del 16/07/2018 con una media de 6,01, 20/07/2018 con media de 6,07
y por último el 25/07/2018 con media de 6,20, siendo el caso en que este último punto se
identificó como un adecuado almacenaje dentro del cuarto. Por otra parte a partir de la
segunda etapa de implementación se observan comportamientos controlados frente a la línea
de tendencia central, sin embargo, la desviación en el rango de desviación de las medias
seguía siendo amplio frente a un proceso; durante la quinta semana de implementación la
cual fue el primer indicio de reforzar los controles establecidos frente a los LCC, se
determinaron medidas preventivas para que el rango de las desviaciones se disminuyera y se
obtuviera una tendencia más centralizada, como se evidencia en las Gráficas 12 y 13.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 109
Gráfica 12. Gráfico de control de medias de temperaturas del producto en canal.
Fuente: autores.
Gráfica 13. Gráfico de control de rangos de temperaturas del producto en canal.
Fuente: autores.
3,50
4,00
4,50
5,00
5,50
6,00
6,50
Tem
per
atu
ra
Fecha
Gráfico de Control X de Temperatura de Canales
Media LC LCS LCI
-0,50
0,00
0,50
1,00
1,50
2,00
2,50
3,00
Tem
per
atu
ra
Fecha
Gráfico de Control R de Temperatura de Canales
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 110
B. Carta de Control Temperatura de Producto en Proceso
Al finalizar la prueba piloto se evidencia que en la etapa de arranque existen notables
variaciones frente a los cambios de temperatura que ocurrían internamente dentro del
producto en proceso, e incluso se presentan puntos específicos en los que se salen de los
limites críticos de control, como lo son el punto del 20/07/2018 con una media de 6,20 y por
último 30/07/2018 con media de 6,01. Así mismo como en el análisis anterior, durante la
segunda etapa se centralizan los datos en cuanto a la línea central, pero se tiene bastante
dispersión con respecto al rango de desviación de la media, sin embargo, se evidenció que en
el punto observado del día 16/08/2018 se obtuvo una media de 3,78; este valor se sale del
límite de control inferior y es ocasionado por una falla del termostato del cuarto. Durante la
quinta semana de implementación la cual fue el primer indicio de reforzar los controles
establecidos frente a los LCC, se determinaron medidas preventivas para que el rango de las
desviaciones se disminuyera y se obtuviera una tendencia más centralizada, como se
evidencia en las Gráficas 14 y 15.
Gráfica 14.Gráfico de control de medias de temperaturas del producto en proceso.
Fuente: autores.
3,50
4,00
4,50
5,00
5,50
6,00
6,50
Tem
per
atu
ra
Fecha
Gráfico de Control X de Temperatura de producto en proceso
Media LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 111
Gráfica 15. Gráfico de control de rangos de temperaturas del producto en proceso.
Fuente: autores.
C. Carta de Control Temperatura de Producto Terminado
Al finalizar la prueba piloto se evidencia que en la etapa de arranque existen notables
variaciones frente a los cambios de temperatura que ocurrían internamente dentro del
producto terminado, e incluso se presentan puntos específicos en los que se salen de los
limites críticos de control, como lo son el punto del 19/07/2018 y 20/07/2018 con media
acumulada de 6,01. Así mismo como en el análisis anterior durante la segunda etapa se
centralizan los datos en cuanto a la línea central, pero se tiene bastante dispersión con
respecto al rango de desviación de la media. Durante la quinta semana de implementación la
cual fue el primer indicio de reforzar los controles establecidos frente a los LCC, se
determinaron medidas preventivas para que el rango de las desviaciones se disminuyera y se
obtuviera una tendencia más centralizada, como se evidencia en las Gráficas 16 y 17.
-0,50
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
Tem
per
atu
ra
Fecha
Gráfico de Control R de Temperatura de producto en proceso
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 112
Gráfica 16.Gráfico de control de medias de temperaturas del producto terminado.
Fuente: autores.
Gráfica 17.Gráfico de control de rangos de temperaturas del producto terminado.
Fuente: autores.
3,50
4,00
4,50
5,00
5,50
6,00
6,50
Tem
per
atu
ra
Fecha
Gráfico de Control X de Temperatura de Producto Terminado
Media LC LCS LCI
-0,50
0,00
0,50
1,00
1,50
2,00
2,50
3,00
Tem
per
atu
ra
Fecha
Gráfico de Control R de Temperatura de Producto Termidado
R LC LCS LCI
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 113
2. ANÁLISIS POR PH DEL PRODUCTO
Otra parte de los controles establecidos en el sistema de control de calidad era lograr
mantener el producto bajo las condiciones ideales de pH en el proceso de limpieza; poder
cuantificar dicho valor para realizar el seguimiento, validando la eficiencia del sistema en
cuanto a mantener bajo control las variables estudiadas.
A. Carta de Control de pH Bovino
Al finalizar la prueba piloto se evidencia que en la etapa de arranque existen notables
variaciones frente a los cambios de pH bovino que ocurrían internamente dentro del producto,
e incluso se presentan puntos específicos en los que se salen de los limites críticos de control,
como lo son el punto del 18/07/2018 con una media de 5,87, 19/07/2018 con media
acumulada de 5,83, 23/08/2018 con una media de 5,93 y por ultimo 27/08/2018 con una
media de 5,83. Así mismo como en el análisis anterior durante la segunda etapa se centralizan
los datos en cuanto a la línea central pero se tiene bastante dispersión con respecto al rango
de desviación de la media, sin embargo, se presenta un comportamiento anormal en cuanto a
la distribución sobre la media, es decir que uno hubo un segmento de valores en la segunda
etapa que estuvieran por encima de la línea central; Este punto se revisó durante la quinta
semana de implementación, en la que se retroalimento sobre los adecuadas condiciones que
se deben cumplir en cuanto a las instalaciones físicas, sanitarias, equipos y personal, se
determinaron medidas preventivas efectivas que lograron disminuir el rango de las
desviaciones en la tendencia central, como se evidencia en las Gráficas 18 y 19.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 114
Gráfica 18.Gráfico de control de medias de pH Bovina.
Fuente: autores.
Gráfica 19. Gráfico de control de rangos de pH Bovina.
Fuente: autores.
5,00
5,10
5,20
5,30
5,40
5,50
5,60
5,70
5,80
5,90
6,00
Tem
per
atu
ra
Fecha
Gráfico de Control X de pH Bovino
Media LC LCS LCI
-0,50
-0,30
-0,10
0,10
0,30
0,50
0,70
0,90
Tem
per
atu
ra
Fecha
Gráfico de Control R de pH Bovino
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 115
B. Carta de Control de pH Porcina
Se evidencia que en la etapa de arranque existen notables variaciones frente a los cambios de
pH porcina que ocurrían internamente dentro del producto, e incluso se presentan puntos
específicos en los se salen de los limites críticos de control, como lo son el punto del
17/07/2018 con una media de 5,97 y por ultimo 20/07/2018 con una media de 5,95. Se reitera
la situación del análisis anterior durante la segunda etapa se centralizan los datos en cuanto
a la línea central pero se tiene bastante dispersión con respecto al rango de desviación de la
media. Durante la quinta semana de implementación, se determinaron medidas preventivas
efectivas que lograron disminuir el rango de las desviaciones en la tendencia central, como
se evidencia en las Gráficas 20 y 21.
Gráfica 20. Gráfico de control de medias de pH Porcina.
Fuente: autores.
5,30
5,40
5,50
5,60
5,70
5,80
5,90
6,00
Tem
per
atu
ra
Fecha
Gráfico de Control X de pH Porcino
Media LC LCS LCI
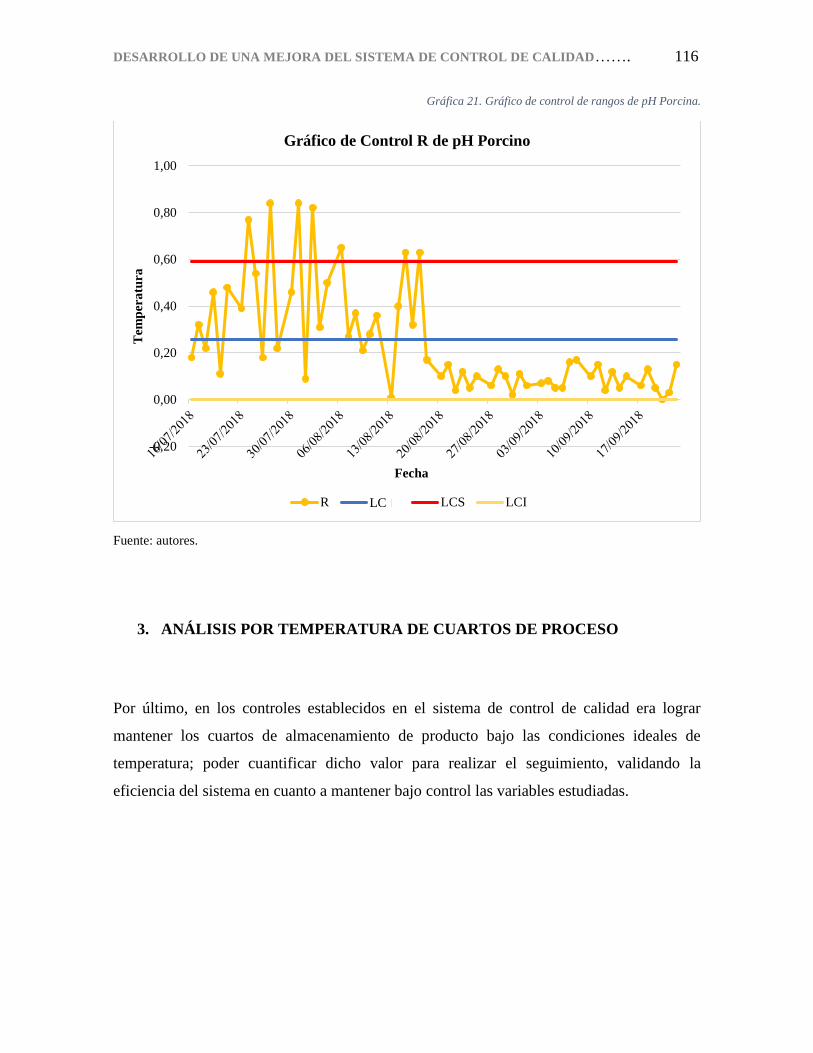
DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 116
Gráfica 21. Gráfico de control de rangos de pH Porcina.
Fuente: autores.
3. ANÁLISIS POR TEMPERATURA DE CUARTOS DE PROCESO
Por último, en los controles establecidos en el sistema de control de calidad era lograr
mantener los cuartos de almacenamiento de producto bajo las condiciones ideales de
temperatura; poder cuantificar dicho valor para realizar el seguimiento, validando la
eficiencia del sistema en cuanto a mantener bajo control las variables estudiadas.
-0,20
0,00
0,20
0,40
0,60
0,80
1,00
Tem
per
atu
ra
Fecha
Gráfico de Control R de pH Porcino
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 117
A. Carta de Control de Temperatura Cuarto Desposte
Se evidencia que en la etapa de arranque existen notables variaciones frente a los cambios de
temperatura que ocurrían internamente dentro del cuarto de desposte, e incluso se presentan
puntos específicos en los que se salen de los limites críticos de control, como lo son el punto
del 16/07/2018 y 24/07/2018 con media acumulada de 2,07 y por último el punto 25 /07/2018
con media de 2,33; durante la segunda etapa se centralizan los datos en cuanto a la línea
central pero se tiene bastante dispersión con respecto al rango de desviación de la media y
no se presentaron comportamientos que puedan ser considerados anormales en el proceso de
seguimiento. Se determinaron medidas preventivas para que el rango de las desviaciones se
disminuyera y se obtuviera una tendencia más centralizada, como se evidencia en las
Gráficas 22 y 23.
Gráfica 22. Gráfico de control de medias de temperaturas de cuarto de desposte.
Fuente autores.
-2,50
-2,00
-1,50
-1,00
-0,50
0,00
0,50
1,00
1,50
2,00
2,50
Tem
per
atu
ra
Fecha
Gráfico de Control X de Temperatura de Cuarto de desposte
LCI Media LC LCS

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 118
Gráfica 23. Gráfico de control de rangos de temperaturas de cuarto de desposte.
Fuente autores.
B. Carta de Control del Cuarto de Producto Terminado
Se evidencia que en la etapa de arranque existen notables variaciones frente a los cambios de
temperatura que ocurrían internamente dentro del cuarto de desposte, e incluso se presentan
puntos específicos en los que se salen de los limites críticos de control, como lo son el punto
del 18/07/2018 y 21/07/2018 con media acumulada de 2,20; durante la segunda etapa se
centralizan los datos en cuanto a la línea central pero se tiene bastante dispersión con respecto
al rango de desviación de la media y no se presentaron comportamientos que puedan ser
considerados anormales en el proceso de seguimiento. Se determinaron medidas preventivas
para que el rango de las desviaciones se disminuyera y se obtuviera una tendencia más
centralizada, como se evidencia en las Gráficas 24 y 25.
-0,20
0,30
0,80
1,30
1,80
2,30
2,80
3,30
3,80
Tem
per
atu
ra
Fecha
Gráfico de Control R de Temperatura de Cuarto de desposte
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 119
Gráfica 24. Gráfico de control de medias de temperaturas de cuarto de producto terminado.
Fuente: autores.
Gráfica 25.Gráfico de control de rangos de temperaturas de cuarto de producto terminado.
Fuente: autores.
-2,50
-2,00
-1,50
-1,00
-0,50
0,00
0,50
1,00
1,50
2,00
2,50
Tem
per
atu
ra
Fecha
Gráfico de Control X de Temperatura de Cuarto de producto
terminado
Media LC LCS LCI
-0,10
0,40
0,90
1,40
1,90
2,40
2,90
3,40
3,90
Tem
per
atu
ra
Fecha
Gráfico de Control R de Temperatura de Cuarto de producto
terminado
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 120
C. Carta de Control Cabina de Vehículo de Distribución.
Para ésta carta de control no se obtuvieron resultados determinantes como los de las
anteriores variables de medición, esto ya que durante sus 3 etapas del proceso se comportó
como un proceso normalizado, siempre tendiendo a la línea central de control, variando en
los rangos aceptables de desviación de las medias; se observa que es un proceso controlado
desde antes de la implementación del sistema, sin embargo la carta de control será útil para
el monitoreo de control de dicho proceso, como se evidencia en la Gráficas 26 y 27.
Gráfica 26. Gráfico de control de medias de temperaturas de cabina de vehículo.
Fuente: autores.
-0,10
0,40
0,90
1,40
1,90
2,40
2,90
3,40
Tem
per
atu
ra
Fecha
Gráfico de Control X de Temperatura de Cabina de vehiculo
Media LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 121
Gráfica 27. Gráfico de control de rangos de temperaturas de cabina de vehículo.
Fuente: autores.
-0,10
0,10
0,30
0,50
0,70
0,90
1,10
1,30
Tem
per
atu
ra
Fecha
Gráfico de Control R de Temperatura de Cabina de Vehiculo
R LC LCS LCI

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 122
4. COMPARATIVA MEJORA DE INDICADOR
Con el fin de validar el impacto que tuvo el proyecto de mejora en el sistema de control de
calidad apoyado en HACCP para la empresa productora y comercializadora de carne bovina
y porcina en la ciudad de Cali, se analizaron los registros de la cantidad de devoluciones
producidas por el cliente final en el transcurso de las 10 semanas de implementación (Julio –
Agosto – Septiembre), como se evidencia en la se evidencia en la Grafica 28.
Gráfica 28. Porcentaje de devolución por tipo de familia (Mejorada).
Fuente: autores.
Se observa disminución de 48,5% de las devoluciones de producto Bovino y un 35,2% para
la familia de producto Porcino, logrando disminuir de 1,96% a 0,98% y de 1,35% a 0,64%
respectivamente. Además de cumplir y validar el objetivo del proyecto se encontró una
disminución del 15% en las devoluciones de la familia de productos denominadas como
visera, el cual, no estaba contemplado en el alcance del proyecto.
0,6
0%
0,4
3%
0,4
9%
1,3
5%
0,9
0%
0,7
3%0
,87
%
0,5
5%
0,5
1%
TOTAL JULIO TOTAL AGOSTO TOTAL SEPTIEMBRE
% DEVOLUCIÓN TIPO DE FAMILIA
VISERA BOVINO PORCINO

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 123
5. IMPACTOS
A. Impactos Ambientales
Gracias a la implementación del sistema de control de calidad basado en la norma HACCP
para la empresa productora y comercializadora de carne bovina y porcina, se generó un
impacto ambiental positivo, donde se presenta menos producto contaminado para darle
disposición final gracias a la mejora en la inocuidad del producto, lo que conlleva menos
devoluciones por producto en mal estado. Esto generará que las entidades reguladoras que
tercerizan el despacho de los productos cárnicos descompuestos disminuyan su volumen de
envío, buscando así mismo se genere menor desperdicio y mayor cuidado del medio
ambiente.
B. Impactos Sociales
Esta mejora implementada en el sistema de control de calidad basado en la norma HACCP
para la empresa productora y comercializadora de carne bovina y porcina, puede conllevar a
que se suministre un producto inocuo y de mejor calidad que satisfaga a todas las partes
involucradas, lo cual ayudara a aumentar la satisfacción en el cliente en cuanto a producto y
servicio, aumentando así mismo la confianza en la marca, donde encontrará un producto con
garantía de total conformidad y que aporte a su alimentación.
Por otra parte, gracias a la implementación del proyecto se logrará mayor organización,
interacción y participación de los empleados, los cuales tendrán mayor conocimiento y
capacitación sobre toda la cadena productiva y los programas preventivos en el proceso de
generación de productos cárnicos. Siendo capacitados en cuanto a buenas prácticas de sus
procesos, importancia de la inocuidad de alimentos, medidas preventivas, y demás.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 124
C. Impactos a nivel organizacional
Gracias a la implementación del sistema de control de calidad basado en la norma HACCP
para la empresa productora y comercializadora de carne bovina y porcina; se habló con los
directivos de la empresa sobre la posible continuidad del programa HACCP, quienes
expresaron estar dispuestos a continuar con el programa durante el tiempo, para así conservar
las mejoras logradas. Así mismo se comprometen a seguir suministrando los datos a las cartas
de control dadas en el proyecto, continuar con la disposición del personal idóneo que forma
el equipo HACC y realizar las capacitaciones correspondientes para que el plan HACCP
continúe a lo largo del tiempo. Esto implica adoptar los controles y seguimiento, para seguir
obteniendo resultados actualizados y vigilar más de cerca el proceso. De igual forma se habló
con los miembros del equipo HACCP, quienes manifestaron estar de acuerdo en continuar
con el plan. Esta continuidad del programa HACCP además de compromiso, implica ciertos
recursos los cuales se mencionan a continuación en la Tabla 26.
Tabla 26. Costos para mantener el programa HACCP
Fuente: autores.
En la Tabla 26 se relacionaron los recursos necesarios para continuar llevando a cabo el plan
HACCP. Teniendo como como nivel de cumplimiento el 100% de las actividades correctivas
planteadas para cada uno de los PCC, se genera el compromiso por parte de la empresa, el
cual queda como un pendiente, éste consiste en contratar un operario adicional que destine
Recursos Cantidad(und) Costo unitario Costo total
Computador 1 1.200.000$ 1.200.000$
Honorarios mano de obra anual (jefe
de planta) 12 100.000$ 1.200.000$
Honorarios mano de obra anual
(operarios) 12 50.000$ 600.000$
Adicionales (otras cartas de control y
seguir proceso)12 50.000$ 600.000$
Empleado para vigilar el plan HACCP 12 80.000$ 960.000$
4.560.000$ TOTAL

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 125
parte de su tiempo de sus labores para cumplir con los lineamientos del plan, igualmente la
necesidad de otro dispositivo tecnológico como el computador, y una persona extra que se
encargue de vigilar el cumplimiento del plan, el cual va a retribuir a la empresa con menos
devoluciones de producto y así mayor rentabilidad.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 126
XII. ESTUDIO FINANCIERO
La inversión inicial requerida para dar inicio al proyecto de desarrollar una mejora en el
sistema de control y calidad apoyada en la metodología HACCP en la que se abarcan las
líneas de carne bovina y porcina; dicho aporte económico se hace efectivo al momento de
implementar la alternativa escogida, teniendo en cuenta el personal requerido y demás ítems
costeados para lograr los objetivos del proyecto como se muestra en la Tabla 27.
Tabla 27. Actividades de inversión.
Inversión
Honorarios jefe planta y supervisor calidad $ 800.000
Personal de planta $ 1.300.000
Recurso Tecnológico $ 2.150.000
Total $ 4.250.000
Fuente: autores.
Por otra parte, están los gastos fijos, lo cuales son aquellos que no dependen de la cantidad
de producción que realiza la organización, y se deben de cubrir cada cierto tiempo (anual),
en este caso podemos encontrar la mano de obra, materiales, equipos y utensilios; gastos
indirectos y otros, estos corresponden al 0,502% de los gastos totales anuales como se
evidencia en la Tabla 28.
Tabla 28. Gastos de la empresa.
Gastos (Anual)
Mano de Obra $ 1.492.495
Materiales $ 19.479.232
Equipos y Utensilios $ 149.497
Indirectos $ 642.496
Otros $ 136.331
Total $ 21.900.054
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 127
Para los ingresos se calculan las ventas anuales de ambas líneas de producto cárnico, tanto
bovino como porcino, con base a la producción promedio mensual que puede realizar la
organización como se evidencia en la Tabla 29.
Tabla 29. Ventas promedio anual.
Ventas Anuales
Detalle Unidad Cantidad Costo prom. Und Total
Bovino Kilogramos 217512 $ 14.500,0 $ 3.153.924.000
Porcino Kilogramos 198900 $ 10.500,0 $ 2.088.450.000
Total $ 5.242.374.000
Fuente: autores.
De acuerdo con este ingreso anual se determina el porcentaje de impacto del proyecto en la
organización, según los resultados obtenidos en el porcentaje ponderado de mejora de ambas
líneas de productos, el cual corresponde al 0,502%; equivalente a $26.339.666,40 del ingreso
anual como se evidencia en la Tabla 30.
Tabla 30. Impacto económico del proyecto en la organización.
Impacto
Ventas anuales $ 5.242.374.000
% de impacto económico 0,502%
Total $ 26.339.666,40
Fuente: autores.
Se prosiguió a calcular el estado de resultados teniendo en cuenta un impuesto de renta del
33% según el régimen tributario para el 2018 [37], y una inflación del 3,46% [38], se
proyectaron los flujos a cinco años Tabla 31, teniendo en cuenta los ingresos y gastos
mencionados anteriormente. A continuación, se identifica el estado de flujo de efectivo, para
así finalmente conseguir el flujo de efectivo neto.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 128
En el estado de ingresos, no se tiene en cuenta la depreciación, ni del edificio ni de la
maquinaria, debido a que el edificio es arrendado y la maquinaria ya es propia, por ende, se
ven reflejados en los gastos fijos como el mantenimiento.
A partir de este cálculo se identifica el VPN (Valor Presente Neto), el cual es un criterio de
inversión que consiste en actualizar los cobros y pagos de un proyecto o inversión para
conocer cuánto se va a ganar o perder con esa inversión, y el TIR (Tasa Interna de Retorno),
que es la tasa de interés o rentabilidad que ofrece una inversión, es decir, es el porcentaje de
beneficio o pérdida que tendrá una inversión para las cantidades que no se han retirado del
proyecto.
Con el fin de identificar la viabilidad del proyecto, es decir, si es rentable realizar la inversión
para mejorar la productividad de la organización, el VPN debe de ser mayor a cero y el TIR
mayor a la tasa de descuento (WACC), que en este caso el WACC será del 18%, dando como
resultado un VPN de $ 1.412.908 como ganancia al implementar el proyecto y una TIR del
21% de rentabilidad. De modo que el VPN y el TIR confirman la viabilidad del proyecto y
de la alternativa elegida a realizar, ya que ambos valores favorecen la rentabilidad de la
inversión del proyecto de mejora.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 129
Tabla 31. Estudio financiero del proyecto.
Estado de ingresos 33%
Fin de año Tasa de infl. 0 1 2 3 4 5
Ingreso 3,46% $ 23.339.666 $ 24.251.019 $ 25.193.904 $ 26.169.413 $ 27.178.675
Gastos $ 21.500.054 $ 22.157.796 $ 22.941.756 $ 23.852.841 $ 24.591.989
Mano de obra 3,46% $ 1.092.496 $ 1.130.296 $ 1.169.404 $ 1.209.865 $ 1.251.727
Materia prima 3,46% $ 19.479.233 $ 20.153.214 $ 20.850.515 $ 21.571.943 $ 22.318.332
Utensilios y Equipos 3,46% $ 149.498 $ 154.670 $ 160.022 $ 165.559 $ 171.287
Indirectos 3,46% $ 642.497 $ 664.727 $ 687.727 $ 711.522 $ 736.141
Otros 3,46% $ 136.331 $ 141.049 $ 145.929 $ 150.978 $ 156.202
Ingreso gravable $ 1.839.612 $ 2.093.223 $ 2.252.148 $ 2.316.573 $ 2.586.686
Impuestos sobre renta (33%) $ 607.072 $ 690.764 $ 743.209 $ 764.469 $ 853.606
Ingreso neto
Estado de flujo de efectivo $ 1.232.540 $ 1.402.459 $ 1.508.939 $ 1.552.104 $ 1.733.080
Actividades operativas
Ingreso neto
Actividades de Inversión
Honoriaos jefe -$800.000 $ 1.232.540 $ 1.402.459 $ 1.508.939 $ 1.552.104 $ 1.733.080
Tiempo de operarios -$1.300.000
Recurso Tecnológico -$2.150.000
FLUJO DE EFECTIVO NETO -$4.250.000 $ 1.232.540 $ 1.402.459 $ 1.508.939 $ 1.552.104 $ 1.733.080
WACC 18%
VPN $ 1.412.908,88
TIR 21%
Fuente: autores.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 130
XIII. EVALUACIÓN DE DILEMAS ÉTICOS
El proyecto “Desarrollo de una mejora del sistema de control de calidad basado en la norma
HACCP para una empresa productora y comercializadora de carne bovina y porcina en la
ciudad de Santiago de Cali.”, desde su inicio hasta su conclusión, se basó en las reflexiones
éticas del ingeniero industrial bonaventuriano puesto que somos responsables de mantener
en alto el buen nombre de la universidad. En conjunto con la empresa productora y
comercializadora de carne bovina y porcina, se logró llevar una comunicación fluida y
directa, la cual se quería que tuviera un impacto positivo en el desarrollo del proyecto; fue
posible reunirse con los directivos encargados del proceso, donde se pudo compartir
información haciendo que ambas partes aportaran sus puntos de vista, retroalimentando y
mostrando aspectos que se consideraban relevantes, y una parte muy importante fue la
relación con los empleados y todos los involucrados del proyecto, ya que gracias a nuestra
formación como franciscanos, ofrecimos pilares tan importantes como la humildad,
cordialidad y respeto, que nos caracterizan en nuestra esencia como bonaventurianos.
En las acciones que se deben tomar durante el recorrido, el ingeniero industrial se enfrenta a
dilemas éticos, en donde debe velar por el posicionamiento de la empresa y el bienestar de
los empleados. En este proyecto, se presentaron situaciones donde se evaluaron alternativas
como el rediseño de planta, lo cual generaba mayor demanda de tiempo por parte de los
operarios para cumplir con sus actividades, lo que traía como consecuencia mayor fatiga en
los operarios, donde se evalúo esta alternativa con los directivos, determinando que primero
se debía pensar en el bienestar del operario, antes de sobre exigirlo, de lo contrario debían
hacer un mayor esfuerzo económico.
Por otra parte, la empresa considero parte fundamental de la implementación del sistema
HACCP, el tener un aseo personal estricto, parte de este aseo personal obligaba a los
operarios a no tener libre expresión, lo cual se abordó con los directivos, estudiando la

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 131
posibilidad de alternativas, que se cumpliera con el requisito de aseo personal, sin necesidad
de cambiar la libertad de expresión del operario ni mucho menos despedirlo por esta causa.
En cuanto al desarrollo del proyecto, siempre se buscó brindar una labor profesional y de
calidad, enfocándonos en mejorar la problemática principal que la empresa presentaba, en
compañía de los colaboradores, incluyendo gerencia, directivos, operarios de planta y aseo,
quienes tuvieron la mejor actitud y disposición. Todo esto con el fin de generar sentido de
pertenencia a todos los involucrados de la empresa, promoviendo el conocimiento y las
buenas prácticas laborales.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 132
XIV. CONCLUSIONES
De lo descrito hasta este punto se deduce que la clave para el buen funcionamiento
de un sistema HACCP es el personal. La concientización de cada uno de los
empleados en la línea de producción, así como de las personas responsables del
mantenimiento, la provisión de insumos y el despacho de productos es un elemento
indispensable. Cada involucrado debe tener pleno conocimiento de la importancia
que tiene su rol en la producción y en la prevención. También, es importante que en
cada uno de los eslabones de la cadena productiva estén comprometidos en el objetivo
de producir un alimento inocuo, desde las primeras etapas.
El sistema HACCP implementado logró la obtención de productos inocuos con el
cumplimiento de la normativa vigente, así como la disminución en el indicador de
devoluciones del producto final por mala calidad en el 48,5% de las devoluciones de
producto Bovino y un 35,2% para la familia de producto Porcino, logrando disminuir
de 1,96% a 0,98% y de 1,35% a 064% respectivamente e impactando
económicamente el valor de 26’339.666 de ahorro anual; por otra parte, se valida que
las metodologías de sistemas de calidad no son solo normativas, sino que intervienen
en todos los procesos de aseguramiento de calidad, siendo un compromiso
fundamental a la hora de crecer en el mercado.
La comercializadora y productora de carne bovina y porcina contó con el compromiso
importante por parte de la gerencia y sus colaboradores, en cuanto a la disposición de
aprender sobre la metodología de calidad e inocuidad de sus productos, logrando
establecer un porcentaje de aumento del 40% en la cifra de capacitaciones anuales
dadas al personal operativo de planta.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 133
El plan HACCP desarrollado para la planta de productos cárnicos permitió dar un
enfoque de control a los procedimientos, con sus respectivos estadísticos y cartas de
control, con lo cual se puede asegurar la obtención de productos terminados inocuos
para el consumidor final.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 134
XV. RECOMENDACIONES
Se recomienda seguir capacitando a los operarios en temas de controles de calidad
existentes los cuales no solo les dan cumplimiento a normativas, sino que por otra
parte están contribuyendo fundamentalmente en la mejora de los procesos y más en
aspectos de calidad ya que de la calidad del producto depende el nivel de
competitividad de la organización.
Se recomienda la implementación del Sistema de Gestión de la Calidad, ISO 9001 –
2018, para seguir aumentando la competitividad y por ende el mejoramiento de todos
los procesos que se realizan en planta, teniendo en cuenta que un 50% de los
requisitos de la norma se tratan en la metodología HACCP, siendo un factor de
ventaja a la hora de buscar la certificación.
Como continuación del proyecto se puede determinar una ampliación del sistema de
control HACCP en donde se vean contemplados puntos de control y limites críticos
para el subproducto que se maneja en la empresa (visera), siendo una oportunidad de
estandarización en temas de aseguramiento de calidad de todos sus productos.
Se recomienda emplear el uso de las auditorías internas e iniciar con las externas;
para conocer desde otro punto de vista diferente qué oportunidades de mejora se
pueden implementar, con las cuales se podrá realizar mediciones en cuanto a la
evolución del sistema de control de calidad dentro del proceso productivo.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 135
BIBLIOGRAFIA
[1] J. Lu, X.-H. Pua and C.-T. Liu, "The implementation of HACCP management system
in a chocolate ice cream plant," Journal of Food and Drug Analysis, vol. 22, pp. 391-
398, 2014.
[2] FAO, Manual de capacitación sobre higiene de los alimentos y sobre el sistema de
Análisis de Peligros y de Puntos Críticos de Control (HACCP), Roma: FAO, 2002.
[3] V. Triana, "Implementación del sistema de análisis de peligros y puntos críticos de
control – HACCP- bajo el enfoque de procesos, en la producción de alimentos y
bebidas del Bogotá plaza Summit hotel," Universidad de la Salle, pp. 10-11, 2008.
[4] R. Chen, V. Hartarska and N. L. W. Wilson, "The causal impact of HACCP on
seafood imports in the U.S.: An application of difference-in-differences within the
gravity model," Food Policy, Science Direct, vol. 79, pp. 188-196, 2018.
[5] C. Sarmiento, "PROPUESTA PARA EL MEJORAMIENTO DEL PROCESO DE
PRODUCCIÓN DE LA PANELA EN LA HACIENDA LA CAPILLA POR
MEDIO DE HERRAMIENTAS DE INGENIERÍA INDUSTRIAL," Pontificia
Universidad Javeriana, pp. 34-40, 2011.
[6] C. A. W. Wallace, L. Holyoak, S. Powell and F. Dykes, "Re-thinking the HACCP
team: An investigation into HACCP team knowledge and decision-making for
successful HACCP development," Food Research International, Scinece Direct, vol.
47, pp. 236-245, 2012.
[7] A. Castillo and J. Chaves, "Implementación de la documentación de las BPM y
establecimiento de manuales de los procedimiento de las pruebas fisicoquimicas en
la planta de enfriamiento.," Pontifcia Universidad Javeriana, 2008.
[8] C. A. W. Wallace, L. Holyoak, S. Powell and F. Dykes, "HACCP – The difficulty
with Hazard Analysis," Food Control, Science Direct, vol. 35, pp. 233-244, 2012.
[9] Y. Yang, L. Wei and J. Pei, "Application of meta-analysis technique to assess
effectiveness of HACCP-based FSM systems in Chinese SLDBs," Food Control,
Science Direct, vol. 2, pp. 15-23, 2018.
[10] F. Moran, C. Sullivan, K. Keener and P. Cullen, "Facilitating smart HACCP
strategies with Process Analytical Technology," Current Opinion in Food Science,
vol. 17, pp. 94-99, 2017.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 136
[11] J. Trafiałek, M. Lehrke and J. Janssen, "HACCP-based procedures in Germany and
Poland," Food Control, Science Direct, vol. 55, pp. 66-74, 2015.
[12] Ministerio de Salud, "Resolución 240 de 2013," pp. 1-2, 2013.
[13] D. d. P. d. l. Competencia, "Industria y Comercio Superintendencia," 2011. [Online].
Available:
http://www.sic.gov.co/recursos_user/documentos/publicaciones/pdf/Carne2012.pdf
.
[14] J. L. Heredia, "APLICACION DEL ANALISIS DE RIESGOS, IDENTIFICACION
Y CONTROL DE PUNTOS CRITICOS EN LA ELABORACION DE
PRODUCTOS CARNICOS," Secretaria de Salud, pp. 25-30, 1994.
[15] A. K. Y. Reaño, "ELABORACIÓN DEL PLAN HACCP PARA EL PROCESO DE
MIEL DE ABEJA ENVASADA EN LA EMPRESA TOYVA EIRL –
LAMBAYEQUE," Pimentel – Perú, pp. 100-103, 2016.
[16] H. L. Hernández, "Implementación del Sistema de Análisis de Peligros y Puntos
Críticos de Control (HACCP) en una línea de producción de salsa de soya,"
MONTERREY, NUEVO LEÓN, pp. 60-75, 2013.
[17] A. N. A. Carnot, "DISEÑO E IMPLEMENTACIÓN DE SISTEMA HACCP EN
PLANTA DE ARROZ PREPARADO," UNIVERSIDAD DE CHILE, pp. 11-17,
2013.
[18] I. Tomasevic, J. Kuzmanović and A. Anđelković, "The effects of mandatory HACCP
implementation on microbiological indicators of process hygiene in meat processing
and retail establishments in Serbia," Meat Science, pp. 54-57, 2016.
[19] E. Maldonado, L. Bai, R. Ramirez and R. Rodriguez, "Comparison of implementing
HACCP systems of exporter Mexican and Chinese meat enterprises," Food Control,
pp. 109-118, 2014.
[20] D. Suarez and A. Vasquez, "Diseño de un sistema de gestión de calidad apoyado en
HACCP en el proceso de producción en una empresa productora y comercializadora
de carne de cerdo.," Universidad Sergio Arboleda, 2016.
[21] C. Rodriguez, "Implementar y desarrollar un plan de saneamiento en la planta
productora de alimentos productos rapido ltda.," Universidad Pontificia Javeriana,
2009.
[22] C. E. Arboleda, "Desarrollo del manual de desposte de cerdo para la empresa Carne
Vally S.A.," COORPORACION UNIVERSITARA LASALLISTA, 2011.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 137
[23] GlobalSTD, "GlobalSTD Certification," 17 12 2017. [Online]. Available:
http://www.globalstd.com/certificacion/sistema-haccp.
[24] I. Tomasevic, M. Dodevska, M. Simić, S. Raicevic and I. Djekic, "The use and
control of nitrites in Serbian meat industry and the influence of mandatory HACCP
implementation," Meat Science, vol. 134, pp. 76-78, 2017.
[25] W. Dzwolak, "HACCP in small food businesses – The Polish experience," Food
Control, vol. 36, pp. 132-137, 2014.
[26] FDA, "Hazards & Controls Guide For Dairy Foods HACCP," 20 07 2015. [Online].
Available: http://www.fda.gov/.
[27] P. V. Leonel, "Diseño de un sistema de análisis de peligros y puntos críticos de
control HACCP para la línea de pan empacado en panificadora moderna,"
Universidad Señor Sipan, pp. 23-25, 2013.
[28] W. Dzwolak, "HACCP en pequeñas empresas alimentarias - La experiencia polaca,"
ElSevier, pp. 5-10, 2014.
[29] M. Al-Busaidi, D. Jukes and S. Bose, "Hazard analysis and critical control point
(HACCP) in seafood processing: An analysis of its application and use in regulation
in the Sultanate of Oman," Food Control, vol. 73, pp. 900-915, 2017.
[30] E. Psomas and D. Kafetzopoulos, "HACCP effectiveness between ISO 22000
certified and non-certified dairy companies," Food Control, vol. 53, pp. 134-139,
2015.
[31] T. Minor and M. Parrett, "The economic impact of the Food and Drug
Administration’s Final Juice HACCP Rule," Food Policy, vol. 68, pp. 206-213,
2017.
[32] F. Beltran, "APLICACION DEL ANALISIS DE RIESGOS, IDENTIFICACION Y
CONTROL DE PUNTOS CRITICOS EN EL PROCESO DE OBTENCION,
DISTRIBUCION Y VENTA DE CARNE DE RES Y CERDOEN TIENDAS DE
AUTOSERVICIO Y EN RASTROS," Secretaria de Salud, pp. 20-30, 1996.
[33] Y. Motarjemi, Y. Wallace and S. Mortimore, HACCP Misconceptions, Germany:
Food Safety Management, 2014.
[34] R. J. M., In-transit preventive control & HACCP planning and implementation:
concepts and standards, Gran Bretaña: Guide to Food Safety and Quality During
Transportation (Second Edition), 2017.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 138
[35] J. Mozombite, "DISEÑO DEL SISTEMA HACCP EN PRODUCTOS
VEGETALES (FRUTAS-HORTALIZAS)," Universidad Nacional de la Amazonia
Peruana, pp. 110-120, 2013.
[36] R. V. Salazar, Control Estadístico de Calidad y Seis Sigma, Mexico: MC GRAW
HILL MEX., 2009.
[37] R. t. Colombiano, "Capitulo siete," 2016. [Online]. Available:
http://www.inviertaencolombia.com.co/images/C7_regimen_tributario.pdf.
[Accessed Abril 2018].
[38] F. A. Jiménez, "El Colombiano," 06 Enero 2018. [Online]. [Accessed Abril 2018].
[39] P. R. Carro and G. D. González, "Normas HACCP Sistemas de Análisis de Riesgos
y Puntos Críticos de Control.," Universidad de Mar del Plata,, pp. 15-20, 2012.
[40] H. E. Cabeza and M. J. Oyague, "Diseño De Un Plan HACCP Aplicado al Proceso
de Elaboración De la Morcilla de León," Universidad de Pamplona, pp. 35-41, 1999.
[41] INN. 2864, "Instituto nacional de normalización Chilena," 10 01 2004. [Online].
Available:
http://www.chilealimentos.com/medios/Servicios/NormasNacionales/INN/Consulta
Publica/NCh02861_201_044_v02.pdf.
[42] E. Olivé, C. Vázquez, M. Fernández and B. Castro, " Análisis de peligro y puntos
críticos de control. Su relación con la inocuidad de los alimentos," La Habana. CU.
Revista cubana de Higiene y Epidemiología, pp. 1-5, 2004.
[43] A. Pineda, "Los siete principios del sistema APPCC.," pp. 1-5, 2011.
[44] G. C. Cobo and A. P. Alcíva, "ELABORACIÓN DE UN SISTEMA DE CALIDAD
HACCP MEDIANTE UN DIAGNÓSTICO FUNCIONAL EN EL ÁREA DE
PRODUCCIÓN DE LA EMPRESA SUMERCO S.A," Escuela Superiro Politécnica
Agropecuaria de Manabí, pp. 30-32, 2016.
[45] L. Rached, N. Ascanio and P. Hernández, "Diseño de un plan de análisis de peligros
y puntos críticos de control (HACCP) para el aseguramiento de la inocuidad de la
mortadela elaborada por una empresa de productos carnicos," Vol. 4., pp. 1-18, 2004.
[46] L. Ramírez, " Diseño e implementación del Sistema HACCP para la línea de pechuga
desmechada enlatada," Lasallista de Investigación, Vol. 4, pp. 27-45, 2007.
[47] F. Tejedor, "El sistema HACCP como base de la producción higiénica de piensos
para alimentación animal," Electrónica de Veterinaria, pp. 1-18, 2006.

DESARROLLO DE UNA MEJORA DEL SISTEMA DE CONTROL DE CALIDAD……. 139
[48] L. Smith, A. Obeid and H. Jensen, "“The geography and causes of foodinsecurity in
developing countries," Agricultural Economics. Vol. 22, pp. 199-215, 200.
[49] D. Saldarriaga and J. Zamora, " Diagnóstico del control de calidad en la producción
de leche basado en buenas prácticas en el hato bovino de la ESPAM.," Calceta,
Manabí. EC, pp. 20-30, 2010.
[50] M. Olivares, A. Castro, D. Bueno and D. y. C. G. Torres, "Evaluación de una
herramienta de monitoreo cualitativa para garantizar la inocuidad de alimentos en
los servicios de alimentación," Alimentos Hoy. Vol. 21, pp. 66-89, 2012.
[51] C. Moreira, I. Alcívar, F. Demera, R. Loor, I. García and D. y Cedeño, "Sistema de
calidad basado en el análisis de peligros y puntos críticos de control en ELACEP
S.A.," Calceta. Ec. Alimentos Hoy. Revista de la Asociación Colombiana de Ciencia
y Tecnología de Alimentos. Vol. 23, pp. 33-52, 2015.
[52] J. Mouwen and M. Prieto, "Aplicación del sistema ARICPC-HACCP a la industria
carnica," Ciencia y Tecnología Alimentaria. Vol. 2, pp. 42-45, 2015.
[53] J. Forsythe and H. P, Higiene de los alimentos, microbiología y HACCP, Zaragoza:
Acribia, 2007.
[54] INDUPAN, "INDUPAN/FECHIPAN," 15 Enero 2014. [Online]. Available:
http://www.indupan.cl/wp-content/uploads/2015/09/manual_buenas_practicas.pdf.
[55] P. A. B. C. TATIAN LORENA CELEITA RODRÍGUEZ, "UNIVERSIDAD DE LA
SALLE," 2015. [Online].
[56] F. L. Dehesa, "Tecnología Alimentaria y Salud Humana. El Caso de la Leche y los
Productos Lácteos. La Industria Alimentaria como Estrategia Sanitaria.
Producciones Artesanales y Seguridad Alimentaria," Gaceta Médica de Bilbao, vol.
109, pp. 79-88, 2012.
[57] H. G. P. ROMAN DE LA VARA SALAZAR, CONTROL ESTADISTICO DE
CALIDAD Y SEIS SIGMA, Mexico: Mc Graw Hill, 2009.





























