Embed Size (px)
Citation preview

Olympic Dam Expansion Draft Environmental Impact Statement 2009 89
5Description of the proposeD expansion 5
5.1 introDuctionThis chapter describes the various phases and timing for the
development of the proposed expansion. It provides a holistic
overview of the expansion, before describing each of the major
components: mining, processing, waste management, water
supply, electricity supply, transportation, workforce and
accommodation. A brief context and overview is provided for
each component, followed by details of the proposed design,
construction method and operation. Strategies for the
progressive rehabilitation and future closure are presented in
Chapter 23, Rehabilitation and Closure.
The proposed expansion is scheduled to start immediately
following approval by the Australian, South Australian and
Northern Territory governments and a decision by the Board of
BHP Billiton Group to proceed. The proposed expansion would
increase total production at Olympic Dam from the current
nameplate capacity of 235,000 tonnes per annum (tpa) of
copper plus associated products (i.e. uranium oxide, gold and
silver) to up to 750,000 tpa of refined copper equivalent plus
associated products.
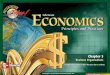
5.2 expansion overviewThe proposed expansion introduces a new open pit mining
operation, together with an increased capacity to process
minerals and additional infrastructure to support the expanded
operation (see Figure 5.1).
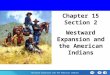
Table 5.1 provides an overview of the indicative ore, mine rock
and metal production rates for the proposed expansion. A
summary of the major inputs and outputs is also provided in
Figure 5.2.
About 300–350 m of overburden would be removed over a
period of five to six years to reach the ore. Once ore has been
reached, the mining rate would be progressively increased from
an initial rate of 20 Mtpa to about 60 Mtpa of ore. The mined
ore would be sent to both the existing and a new metallurgical
plant for processing. An additional 350–390 Mtpa of mine rock
would also be extracted. The mine rock comprises overburden
and mineralised rock that is currently uneconomic to process,
and this material would be directed to the rock storage facility
(RSF) or low-grade stockpiles for future processing.
table 5.1 indicative ore, mine rock and metal production rates
production measure current operation (post-optimisation)1
proposed expansion combined operations
Ore mined (Mtpa) 12 60 72
Mine rock (Mtpa) 0 350–390 350–390
Total material movement (Mtpa) 12 410 422
Copper concentrate (ktpa) 600 1,800 2,400
Refined copper (ktpa) 235 5152 7502
Uranium oxide (tpa) 4,500 14,5002 19,0002
Gold bullion (oz/a) 100,000 700,0002 800,0002
Silver bullion (oz/a) 800,000 2,100,0002 2,900,0002
1 Nameplate capacity.2 Includes on-site and overseas production.

Olympic Dam Expansion Draft Environmental Impact Statement 200990
Coastaldesalination
plant(Section 5.7.4)
Water supplypipeline
(Section 5.7.5)
Electricitytransmission
line(Section 5.8.3)
On-sitecombined cycle
gas turbineelectricity
generation(Section 5.8.5)
On-sitecogeneration
plant(Section 5.8.7)
Outer Harbor(Section 5.9.5)
Landing facility(Section 5.9.5)
Accommodation(Section 5.10.2)
Airport(Section 5.9.6)
Local salinewellfields
(Section 5.7.7)
NationalElectricity
Market(Section 5.8.2)
Gas pipelinefrom
Moomba(Section 5.8.6)
Waste heatfrom sulphur
burning(Section 5.5.4)
Materialsrequired
(Sections 5.4.5and 5.5.5)
Workforce(Section 5.10.1)
Expanded operation
Open pit mine(Section 5.4)
Metallurgical plant(Section 5.5)
Outer Harbor andPort of Darwin(Section 5.9.5)
Airport(Section 5.9.6)
Rock storagefacility
(Section 5.4.6)
Proposed operation
Outputs
Inputs
OreRefined copper
Export concentrateUranium oxide
Gold and silver bullion
Tailings storagefacility
(Section 5.5.6)
Road / rail transport(Sections 5.9.2,5.4.3 and 5.9.4)
Figure 5.1 Expansion overview

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 200991
5
Rock storage facility(350 Mtpa mine rock)
Note: Water and electricity demand amounts are for the combined (existing and proposed) on site operation and exclude off-site infrastructure and some on-site demands including administration facilities and processing infrastructure.
Copper anode(330,000 tpa)
Water: 96 ML/dElectricity: 2,652 GWh/annum
Water: 7.5 ML/dElectricity: 244 GWh/annum
Electricity: 689 GWh/annumWater: 43 ML/d
Electricity: 95 GWh/annumWater: 0.3 ML/d
Water: 30 ML/dElectricity: 453 GWh/annum Uranium-rich
tailings(69.6 Mtpa)
Copper electrolyte(3.6 ML/d)
Copper-rich concentrate(0.8 Mtpa)
Ore(72 Mtpa)
Uranium oxide(17,000 tpa)
Concentrate(1.6 Mtpa)(containing about400,000 tpa copper,2,000 tpa uranium oxide,1,900,000 oz silver and530,000 oz gold)
Copper cathode(350,000 tpa)
Silver (1,000,000 oz)Gold (270,000 oz)
Tailings storage facility(69.6 Mtpa tailings)
OPE
N P
IT A
ND UNDERGROUND M
INE
CONCENTRATOR
HYD
ROMETALLURGICAL PLA
NT
SM
ELTER AND ACID PLANT
REFINERY
ORE PROCESSINGMINING
Figure 5.2 Combined operations overview and key inputs and outputs

Olympic Dam Expansion Draft Environmental Impact Statement 200992
The metallurgical plant and tailings storage facility (TSF) would
be expanded to accommodate the increased ore throughput.
A new concentrator and hydrometallurgical facility would be
constructed, and the existing copper solvent extraction, smelter
and refinery would be modified and optimised to process
approximately 800,000 tpa of copper concentrate sourced from
both the existing and expanded operation (termed the
combined operations). This would produce approximately
350,000 tpa of refined copper at Olympic Dam. A further
1.6 Mtpa of copper concentrate containing recoverable
quantities of uranium oxide, gold and silver (hereafter called
concentrate) would be produced within the new concentrator
facility. This would be exported via the Port of Darwin to an
overseas hydrometallurgical and smelting facility. The total
on-site ore throughput would be equivalent to about 750,000
tpa of refined copper from the combined operations.
The new open pit mine and metallurgical plant would require
material inputs which exceed the capacity of the current water,
electricity and workforce infrastructure (see Table 5.2). As a
result, new infrastructure would be required.
The main components of additional infrastructure required to
support the proposed mining and metallurgical expansion are:
a desalination plant located at Point Lowly, and a 320 km •
water supply pipeline between the proposed desalination
plant and Olympic Dam
the option of a 270 km, 275 kV transmission line from Port •
Augusta to Olympic Dam, or an on-site 600 MW capacity
combined cycle gas turbine (CCGT) power station to be fed
from a gas pipeline from Moomba, or a hybrid solution
involving both options
a new 105 km rail spur between Pimba and Olympic Dam•
a landing facility located about 10 km south of Port Augusta •
to offload pre-assembled and prefabricated infrastructure
a new access corridor from the landing facility to the Port •
Augusta pre-assembly yard and on to the Stuart Highway
a new rail/road intermodal freight terminal to be constructed •
at Pimba
a new workers’ accommodation village (Hiltaba Village) to •
be located between Roxby Downs and Andamooka to
replace the existing Olympic Village
a new airport to be located adjacent to the proposed Hiltaba •
Village to replace the existing airport at Olympic Dam
Village
the expansion of Roxby Downs township, including •
residential, commercial and retail areas
a new heavy industrial area to replace the existing Olympic •
Dam Village heavy industrial area in Charlton Road
the development of a saline groundwater supply principally •
for dust suppression
the development of port facilities at Outer Harbor to import •
sulphur and other mining and metallurgical reagents and
export additional refined copper and uranium oxide
the development of port facilities at the Port of Darwin, •
East Arm, for the export of concentrate and additional
uranium oxide
the relocation and expansion of the existing on-site •
desalination plant
the relocation of Borefield Road.•
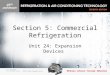
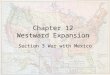
Figures 5.3 and 5.4 show the proposed major infrastructure
elements in the regional context, and Figure 5.5 illustrates the
elements in the local context of Olympic Dam. The development
of the proposed mining and processing operation at Years 5, 10,
20 and 40 are shown in Figure 5.6a and b.
table 5.2 indicative major infrastructure demands
expansion requirement current operation proposed expansion combined operations
Water demand (average GL per annum/ML per day) 13/371 70/1831 83/2201
Electricity consumption (MWh per annum) 870,000 4,400,000 5,270,000
Diesel usage (ML per annum) 26 403 429
Peak construction/shutdown workforce 1,400 6,000 1,400
Ongoing operational workforce 4,150 4,000 8,000
Sulphur usage (tpa) 80,000 1,720,000 1,800,000
1 Excludes additional water demand from off-site infrastructure.

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 200993
5
Andamooka
Roxby Downs
OLYMPICDAM
LakeTorrens
Lyndhurst
Marree
Moomba
LakeEyre North
LakeEyre South
LakeBlanche
LakeGregory
LakeCallabonna
kp80
kp60
kp40
kp20
kp440
kp420
kp400
kp380
kp360
kp340
kp320
kp300
kp280
kp260kp240kp220
kp560
kp540
kp520
kp500
kp480
kp460
kp440
kp420
kp400kp380
kp360kp340
kp320
kp300
kp280
kp260kp240kp220
kp200
kp180
kp160
kp140
kp120
kp100
0 10 20 30 40 50km
Kilometre point (kp)
Existing compressor station
Existing major roads
Existing gas pipeline
Gas pipeline alignment options
Expanded Special Mining Lease
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
Moomba
Whyalla
Adelaide
Port Pirie
Roxby Downs
Port Augusta
OLYMPICDAM Andamooka
Moomba
Gas pipeline alignment optionsOption 1
OLYMPICDAM Andamooka
MoombaOption 2
OLYMPICDAM Andamooka
MoombaOption 3
Figure 5.3 Major infrastructure elements of the proposed expansion within the gas pipeline corridor options

Olympic Dam Expansion Draft Environmental Impact Statement 200994
IslandLagoon
Lake Torrens
PernattyLagoon
LakeWindabout
Pimba
Whyalla
Andamooka
Roxby Downs
Port Augusta
Woomera
PointLowly
OLYMPICDAM
LakeTorrens
Pre-assemblyyard
kp80
kp60
kp40
kp20
kp320
kp300
kp280
kp260
kp240
kp220
kp200
kp180
kp160
kp140
kp120
kp100
See inset 2
0 10 20 30 40 50km
Kilometre point (kp)
Landing facility
Desalination plant
Existing railway
Existing major roads
Gas pipeline alignment options
Water pipeline alignment
Adjacent Olympic Dam - SA Governmentwater pipeline alignments
Transmission line alignments
Rail alignment
Access corridor
Expanded Special Mining Lease
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
Preferred intake pipe alignment
Preferred outfall pipe alignment
Santosfacilities
Inset 2Desalination plant
Rock pad(below water level)
Offloading wharf
Customs and quarantinelaydown area
Access corridor
Berthingdolphin
Inset 1Landing facility
See inset 1
Moomba
Whyalla
Adelaide
Port Pirie
Roxby Downs
Proposeddesalination plant
0 0.1 0.2km
0 0.5 1km
Pumpstation
Port Augusta
Figure 5.4 Components of the proposed expansion in the southern corridor

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 200995
5
Tailings storage facility(at 40 years)
Rock storagefacility
(at 40 years)
Open pit(at 40 years)
HiltabaVillage
Relocated andexpanded airport
Extent oftownshipexpansion
Arid Recovery
Relocated Borefield Road
Mine maintenenceindustrial area
Roxby Downs
Heavy industrialarea
Balance ponds Low gradeore stockpile(at 40 years)
Camp 2(temporary)
Metallurgical plant
Hiltaba - Roxby Downs sewer alignment
Gas pipeline alignment options
Water pipeline alignment
Rail alignment
Transmission line alignment
Arid Recovery
Expanded Special Mining Lease
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area0 1 2 3 4 5
km
Explosives storagefacility
Figure 5.5 Major components of the proposed expansion around Olympic Dam

Olympic Dam Expansion Draft Environmental Impact Statement 200996
AT 5 YEARS
AT 10 YEARS
Rock storagefacility
Openpit
Metallurgicalplant
HiltabaVillage Airport
Roxby Downs
Tailings storagefacility
Figure 5.6a Conceptual development of the proposed expansion

Olympic Dam Expansion Draft Environmental Impact Statement 2009 97
5
AT 20 YEARS
AT 40 YEARS
Rock storagefacility
Openpit
Metallurgicalplant
Tailings storagefacility
HiltabaVillage Airport
Roxby Downs
Figure 5.6b Conceptual development of the proposed expansion

Olympic Dam Expansion Draft Environmental Impact Statement 200998
5.3 expansion staging anD timingThe proposed expansion would proceed in stages, designed
to minimise the risks associated with the delivery of major
infrastructure projects, and would progressively increase
production rates for refined metal and concentrate during
ongoing construction. These stages would overlap to some
degree, resulting in virtually constant on-site construction for
about 11 years. Off-site infrastructure would be timed to deliver
the necessary inputs to the expanded operation as necessary
(see Figure 5.7). A brief description of the indicative stages is
presented in Table 5.3. When dates are mentioned in the
context of the project activities it has been assumed that all
neccessary approvals would be obtained in 2010 and work
commenced soon afterwards. The project configuration is based
on an 11-year construction period, however, the project
schedule ultimately will depend on the timing and nature of
government approvals and the final investment decision of the
BHP Billiton Board.
Except where impacts are associated specifically with the initial
or intermediate development stages (for example, in the
assessment of road traffic, which will decrease following the
construction of the rail line), the impact assessment chapters
within the Draft EIS consider the impacts associated with the
project at full operating capacity.
The assessment within the EIS is based on operation at full
capacity (60 Mtpa for the expanded operation) until Year 40 at
which time the operation would be decommissioned and
rehabilitated. Infrastructure associated with the operation at
Year 40, and the potential strategies for decommissioning and
rehabilitation of the project components is described in
Chapter 23, Rehabilitation and Closure.
The following sections provide detailed explanations about how
each of the major infrastructure elements would be constructed
and operated. Appendix F2 provides concept design drawings
for many of these infrastructure components.
5.4 mining
5.4.1 overview
A new open pit mine would be developed to extract ore from
the southern part of the Olympic Dam ore body. The open pit
mine would involve drilling and blasting mine rock and ore, and
loading the blasted material by electric rope shovels, hydraulic
shovels and front end loaders into haul trucks which would haul
the ore to primary crushers and the mine rock to the RSF. The
open pit mine would commence as soon as possible after all
necessary approvals had been received and first ore would be
reached in about Year 5 or 6 (i.e. about 2016). From first ore it
would take approximately five to six years to reach full capacity
of mining (about 60 Mtpa of ore).
The major features of the open pit mine are detailed in
Table 5.4. As the volumes of ore and mine rock can vary from
year to year, the data are indicative. Figure 5.8 illustrates the
proposed location and size of the main expansion components
at Olympic Dam at Year 40.
The open pit mine development would increase the current
demand for energy, water, workforce and explosives. Indicative
major materials requirements for the proposed mining operation
are provided in Table 5.5.
table 5.3 indicative staging and timing for the key components of the proposed expansion
stage timing Description
Initial development (0–20 Mtpa ore)
Year 0 to Year 6 (a) Initial development of the pre-mine infrastructure and establishing the new open pit mine to deliver 20 Mtpa of ore to a new concentrator plant, specifically:
establish the open pit groundwater depressurisation infrastructure•provision of pre-mine infrastructure•extracting 390 Mtpa mine rock and 20 Mtpa of ore following pre-mine completion•construction of a new concentrator plant to produce concentrate for export•construction of a new hydrometallurgical plant to extract additional uranium•
(b) Development of off-site infrastructure associated with the initial mining development and concentrator plant (see Figure 5.7)
Intermediate development (20–40 Mtpa ore)
Year 6 to Year 9 (a) Expansion of the open pit mine, concentrator plant and hydrometallurgical plant to extract and process up to 40 Mtpa of ore
(b) Expansion of the existing smelter to allow smelting of up to 800,000 tpa of copper concentrate
(c) Development of new or expanded infrastructure to support the increased capacity of the expanded mining and metallurgical plants (see Figure 5.7)
Full capacity of expansion (40–60 Mtpa ore)
Year 7 to Year 11 (a) Expansion of the open pit mine, concentrator plant and hydrometallurgical plant to extract and process to achieve full operating capacity of up to 60 Mtpa of ore
(b) Expansion of the coastal desalination plant, construction of additional housing within Roxby Downs and decommissioning of some Hiltaba Village accommodation as dictated by demand
(c) Development of new or expanded infrastructure to support the increased capacity of the expanded mining and metallurgical plants (see Figure 5.7)

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 200999
5
PROJECT COMPONENT PREDICTED CONSTRUCTION PERIOD1
2010 2011 2012Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4 Q1 Q2 Q3 Q4
Removal of overburden
Mining of first ore
Desalination plant
1 Based on government and BHP Billiton Board approval in 20102 ODX - Olympic Dam Expansion
Metallurgical plant
40 Mtpa
60 Mtpa
2013Q1 Q2 Q3 Q4
2014Q1 Q2 Q3 Q4
2015Q1 Q2 Q3 Q4
2016Q1 Q2 Q3 Q4
2017Q1 Q2 Q3 Q4
2018Q1 Q2 Q3 Q4
2019Q1 Q2 Q3 Q4
Pimba intermodal For materialstransport
Transmission line In time for increasedelectricity demand
Gas power plant/pipeline In time for increasedelectricity demand
Roxby Downs expansion
Hiltaba Village Initial development as soon as possible; further development to match demand
Initial development as soon as possible; further development to match demand
Airport Existing Airport Relocated for RSF growth
Darwin Port In time for exporting concentrate
Rail In time for importing sulphurand exporting concentrate
plus 135 ML/d for ODX2 In time for processing 40 Mtpa
plus 200 ML/d for ODX2 In time for processing 60 Mtpa
Landing facility In time for transportof pre-assemblies
Sulphur handling facility
Access corridor
In time for processing first ore
Water supply pipeline In time for processing first ore
20 Mtpa In time for processing first ore
Ongoingmining
Ongoingprocessing
In time forprocessing first ore
In time for transportof pre-assemblies
70 ML/d for ODX2 plus80 ML/d for government
Figure 5.7 Predicted timing of construction for major project components

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009100
Figure 5.8 Location and size of major expansion components at Year 40
Overland ore conveyor
Major haul roads
Rail alignment
Gas pipeline alignment options
Water pipeline alignment
Transmission line alignment
Open pit pushbacks
Year 5
Year 10
Year 20
Year 400 1 2 3 4 5
km
Landfillzone
ExistingBorefield Road
Open pit
Mine maintenance industrial area
Rock storagefacility
Tailingsstorage facility
Primary crushers
Haulageaccess
corridors
Rail terminal
Metallurgicalplant
Laydownarea
On-site gas-firedpower station option
Intake electricalsubstation
Explosives storagefacility
Run-of-minestockpile
RelocatedBorefield Road
Low gradeore stockpile
On-site sewagetreatment
Figure 5.8 Location and size of major expansion components at Year 40

Olympic Dam Expansion Draft Environmental Impact Statement 2009 101
5
5.4.2 context
The most notable mineral and energy resources in South
Australia are at Olympic Dam (copper, uranium, gold and silver),
Leigh Creek (coal), Prominent Hill (copper and gold), Beverley
(uranium), Honeymoon (uranium), the Eucla Basin (mineral
sands), the Gawler Craton (iron ore) and the Cooper Basin
(oil and gas) (see Figure 5.9).
Copper is mined in all Australian states and around the world.
To illustrate the scale of the proposed expansion, Table 5.6 and
Figure 5.10 show the 2006 production rates at a selection of the
major Australian and overseas mines.
Half of the world’s uranium is currently mined in Canada and
Australia. Table 5.7 and Figure 5.11 show the 2007 production
rates from individual mines and highlight the significance of the
proposed Olympic Dam expansion.
Chapter 2, Existing Operation, of the Draft EIS details the
current Olympic Dam mineral resource and ore reserve estimates.
5.4.3 construction phase
For the purpose of the Draft EIS, the construction phase is
defined as the period required to clear the vegetation, remove
the topsoil and the overburden (i.e. to reach the ore), plus the
initial ore extraction activities required to commission the
materials handling systems and metallurgical facilities.
table 5.4 indicative features of the open pit mine development
features proposed expansion
Mining method Open pit
Number of years to reach first ore 5–6
Ore mining rate (Mtpa) 60
Total material movement (Mtpa) 410
Length of the open pit at Year 40 (km) 4.1
Width of the open pit at Year 40 (km) 3.5
Depth of the open pit at Year 40 (m) 1,000
Area of open pit at Year 40 (ha) 1,010
Number of rope shovels 14
Number of haul trucks1 160
Number of ancillary heavy vehicles2 150
1 Haul fleet numbers increase with increased haul distance over time.2 Includes graders, rollers, front end loaders, water carts, drill rigs, dozers, compactors, scrapers and fuel and lube vehicles.
table 5.5 indicative major demands for the proposed open pit mine development
expansion requirement proposed expansion
Water demand (average GL per annum/ML per day) 6/32
Electricity consumption (MWh per annum) 283,000
Diesel usage (ML per annum) 350
Peak construction/shutdown workforce 3,000
Ongoing operational workforce 2,500
Ammonium nitrate (tpa) 110,000
Total land disturbance – open pit and RSF (ha) 7,730
Examples of activities that would typically be undertaken
during this phase include establishing the mine infrastructure
and facilities, the mine materials handling systems (i.e. the
primary crushers and conveyors), the RSF, mine maintenance
facilities, surface and groundwater management systems
(including depressurisation wells), and sand stockpiles. Mine
rock and ore material would be drilled, blasted, loaded and
hauled during this phase. Monitoring would be undertaken to
confirm that air quality, noise and vibration levels and
equipment productivity parameters were within predictions.
Depressurisation
The area in the vicinity of the new open pit would be
depressurised before mining commenced to control potential
inflows of groundwater to the pit and to reduce residual pore
pressures behind the pit walls. This activity would be essential
to create drier and safer mining conditions. Depressurisation
would continue for the life of the open pit mine at a rate of
abstraction of about 5 ML/d, but dewatering would be at its
greatest (up to about 15 ML/d) up to Year 6. Water abstracted
from the open pit depressurisation would be used for dust
suppression and construction activities.

Olympic Dam Expansion Draft Environmental Impact Statement 2009102
table 5.6 copper mine production figures (2006) compared with the current olympic Dam and proposed expansion
mine company mining method country copper mine production
capacity1 (ktpa cu)
Escondida BHP Billiton Group, Rio Tinto,
Japan Escondida
Open pit Chile 1,311
Codelco Norte Codelco Open pit Chile 957
Olympic Dam (expanded) BHP Billiton Open pit and
underground
Australia 750
Grasberg P.T. Freeport Indonesia, Rio
Tinto
Open pit and
underground
Indonesia 750
Collahuasi Anglo American, Xstrata plc,
Mitsui, Nippon
Open pit Chile 450
Morenci Freeport McMoran Copper &
Gold, Sumitomo
Open pit United States 430
Taimyr Peninsula Norilsk Nickel Open pit and
underground
Russian Federation 430
El Teniente Codelco Underground Chile 418
Antamina BHP Billiton Group, Teck,
Xstrata plc, Mitsubishi
Open pit Peru 400
Los Pelambres Antofagasta Holdings, Nippon
Mining, Mitsubishi Materials
Open pit Chile 335
Batu Hijau P.T Pukuafu Indah, Newmont,
Sumitomo Corp., Sumitomo
Metal Mining
Open pit Indonesia 300
Bingham Canyon Kennecott Open pit United States 280
Andina Codelco Open pit and
underground
Chile 236
Olympic Dam BHP Billiton Underground Australia 235
Zhezkazgan Complex Kazakhmys Open pit and
underground
Kazakhstan 230
Los Bronces Anglo American Open pit Chile 226
Rudna KGHM Polska Miedz S.A. Underground Poland 220
El Abra Codelco, Freeport McMoran
Copper & Gold
Open pit Chile 219
Mount Isa Xstrata plc Open pit and
underground
Australia 212
Toquepala Southern Copper Corp. Open pit Peru 210
Cananea Grupo Mexico Open pit Mexico 210
1 Sourced from International Copper Study Group 2007.

Olympic Dam Expansion Draft Environmental Impact Statement 2009 103
5
Coober Pedy
ProminentHill
Olympic Dam
Leigh CreekBeverley
Honeymoon
Cooper Basin
Eucla Basin
Gawler Craton
ADELAIDE
Lambina
FlindersIsland
SpencerGulf
GulfSt
Vincent
Operating mine
Prospect
Mining lease
Exploration lease
Proclaimed Precious Stones Field
Geothermal Exploration Licence
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
OLYMPIC DAM
Andamooka
Andamooka Proclaimed Precious
Stones Field
Inset
See inset
0 50 100 150 200 250km
Figure 5.9 Mining and energy resource development in South Australia
The proposed design for depressurisation would include some
or all of the following components:
The cover sequence is likely to be depressurised using about •
20–35 wells located in the Corraberra Sandstone and
Arcoona Quartzite (see Chapter 12, Groundwater).
Temporary wells would be located inside the area of the pit
void prior to pre-stripping to remove groundwater, and
permanent wells would be located around the perimeter of
the open pit to intercept groundwater that flows toward the
pit walls (see Figure 5.12). Some water would enter the pit
and this would be managed with in-pit horizontal drains,
in-pit wells and pumping from sumps in the pit floor.
The low permeability cover sequence and basement rocks •
would be depressurised using in-pit horizontal drain holes
and (potentially) by drain holes drilled from an underground
access tunnel.
Additional wells may be located away from the immediate •
pit edge, and away from the fractured basement rock to
intercept and manage areas of higher inflow.
Grading of the landscape and building of a pit perimeter •
bund would prevent significant stormwater run-off entering
the pit.
Sumps and a series of mobile and primary transfer pumping •
stations would manage rainfall that falls directly into the pit.
Water that accumulated in the pit during significant rainfall
events would either be pumped out and discharged into
natural depressions or used in the pit for dust suppression.

Olympic Dam Expansion Draft Environmental Impact Statement 2009104
Source: International Copper Study Group 2007
0
200
400
600
800
1,000
1,200
1,400
Esco
nd
ida
Co
del
co N
ort
e
Oly
mp
ic D
am(e
xpan
ded
)
Gra
sber
g
Co
llah
uas
i
Mo
ren
ci
Taim
yr P
enin
sula
El T
enie
nte
An
tam
ina
Los
Pela
mb
res
Bat
u H
ijau
Bin
gh
am C
anyo
n
An
din
a
Oly
mp
ic D
am
Zhez
kazg
an C
om
ple
x
Los
Bro
nce
s
Ru
dn
a
El A
bra
Mo
un
t Is
a
Toq
uep
ala
Can
anea
Co
pp
er m
ine
cap
acit
y (k
tpa
Cu
)
Figure 5.10 World copper mining production in 2006
Figure 5.11 World uranium mining production in 2007 relative to the proposed expansion
0
2,000
Source: World Nuclear Association 2008
4,000
6,000
8,000
10,000
12,000
14,000
16,000
18,000
20,000
Oly
mp
ic D
amp
rop
ose
d e
xpan
sio
n
McA
rth
ur
Riv
er
Ran
ger
Oly
mp
ic D
amex
isti
ng
op
erat
ion
Rö
ssin
g
Kra
zno
kam
ensk
Rab
bit
Lak
e
Ako
uta
Arl
it
Akd
ala
Zafa
rab
ad
Bev
erle
y
McC
lean
Lak
e
Ura
niu
m p
rod
uct
ion
(t
of
U3O
8)

Olympic Dam Expansion Draft Environmental Impact Statement 2009 105
5
table 5.7 selected uranium mine production figures (2007) compared to the current olympic Dam and proposed expansion1
mine country company mining method estimated production capacity per annum
(tonnes of u3o8)
Olympic Dam – proposed expanded operation
Australia BHP Billiton Open pit and underground 19,000
McArthur River Canada Cameco Underground 7,199
Ranger Australia ERA (Rio Tinto 68%) Open pit 4,589
Olympic Dam – existing operation
Australia BHP Billiton Underground 4,5002
Kraznokamensk Russia TVEL Underground 3,037
Rössing Namibia Rio Tinto (69%) Open pit 2,583
Arlit Niger Areva/Onarem Open pit 1,750
Rabbit Lake Canada Cameco Underground 1,544
Akouta Niger Areva/Onarem Underground 1,403
Akdala Kazakhstan Uranium One In situ leach 1,000
Zafarabad Uzbekistan Navoi In situ leach 900
McClean Lake Canada Cogema Open pit 734
Beverley Australia Heathgate In situ leach 634
1 Sourced from World Nuclear Association 2008.2 Olympic Dam nameplate capacity, actual production in 2007/08 was 4,144 tonnes of uranium oxide.
The quality of groundwater pumped during depressurisation
activities would be very low (with total dissolved solids of
around 40,000 to 200,000 mg/L). It would be used primarily for
dust suppression, although some may be desalinated at the
on-site desalination plant for use within the metallurgical plant.
A monitoring program using piezometer monitoring wells would
be established to review the depressurisation system and
optimise its performance.
pre-mine infrastructure
Infrastructure would need to be established prior to the surface
mining operations commencing. This includes truck and shovel
assembly facilities, relocation of roads and services, a mine
maintenance industrial area (i.e. workshop), a power supply to
electric rope shovels and electric drills, refuelling and explosive
facilities and offices for mining contractors.
The mine maintenance industrial area would be located to the
west of the proposed open pit and comprise a suitably sized
enclosure for servicing ultra-class haul trucks, plus hardstand
areas, bunded areas for hydrocarbon storage and equipment
warehousing (see Figure 5.13).
The existing desalination plant would be decommissioned after
a new desalination plant had been commissioned (see
Figure 5.12 for locations). Infrastructure from the existing
desalination plant would be relocated and reused in the new
desalination plant to provide additional on-site desalination
capacity as appropriate.
The mining contractor pre-strip facility, assembly area for
mining (which includes offices), the laydown facility and the
civil crusher are shown on Figure 5.12. All but the laydown
facility would ultimately be covered by the expanding RSF.
The pre-strip facility would be the maintenance and operational
area for the pre-strip contractor. The pre-strip assembly area
would be used to assemble the mining haul trucks and shovels.
The civil crusher would be used to crush rock for use as
aggregate in construction of building pads, concrete
aggregates, roads and other construction activities.
The operation of the proposed open pit mine, combined with
existing usage in the underground mining operation, would
require a significant quantity of explosives. A dedicated
explosives facility would be constructed (see Figure 5.5 for
location) to produce and store the explosive products used in
the mine. This facility would consist of the following
infrastructure:
an ammonium nitrate storage area•
emulsion storage tanks•
gasser storage, manufacture and delivery facilities•
detonator magazine•
high explosives magazine•
diesel storage facility•
workshop and offices.•
The facility would be managed in accordance with relevant acts,
regulations and standards which dictate certain storage,
handling and use requirements, together with stringent security
and clearance requirements.

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009106
Mine maintenance industrial area
Open pit
Civil crusher
Pre-stripassembly area
Laydownfacility
New on-sitedesalination plant
Existing on-sitedesalination plant
Roxby Downs
OLYMPIC DAM
0 0.5 1 1.5 2 2.5km
Expanded Special Mining Lease
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
Depressurisation well
Figure 5.12 Indicative location of open pit mine depressurisation wells and initial infrastructure

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009107
5Welding and abrasive
blasting area
Permanent contractors area
Ancillaryworkshop
Heavy vehiclewash-down area
Heavy equipmentworkshop and warehouse
Tyre changingworkshop
Administrationarea
Light vehiclemaintenance
0 0.1 0.2 0.3 0.4 0.5km
Mine maintenanceindustrial area
Conceptual layout
Proposed location
Figure 5.13 Indicative configuration of the proposed mine maintenance industrial area

Olympic Dam Expansion Draft Environmental Impact Statement 2009108
pre-strip
The next step in constructing the open pit mine involves
progressively removing vegetation, sand dunes and topsoil
from the open pit footprint. These works, known as the
pre-strip phase, would excavate material using general earth
moving equipment.
During the pre-strip phase, a portion of the sand would be
stockpiled in designated locations for use in backfilling the
underground mine, smelter flux and as a material for use in
constructing the infrastructure. Where appropriate, topsoil
would be stockpiled for use in future rehabilitation activities.
pre-mine
At an estimated depth of 10–40 m below the surface, the
mobile equipment would be unable to dig the material in situ
and hard rock mining would commence. Hard rock mining
involves standard drilling, blasting, loading and haulage
activities and would commence in the first 12 months and
continue for the life-of-mine.
Pre-mine at BHP Billiton’s Spence mine in Chile
Open pit benches at BHP Billiton’s Escondida mine in Chile
It is envisaged that the mining equipment fleet would reach
near full operational capacity to deliver 20 Mtpa of ore in Year 6.
As the operation developed, the average haulage distance and
associated vertical lift of material would increase, and
additional haul trucks and associated equipment would be
added to maintain the anticipated rate of material movement.
The rock generated at depths of greater than approximately
40 m would be used to construct ramps for access to the RSF
tip-heads, for constructing the base layer of the RSF, and for the
initial TSF walls (see following section for details).
5.4.4 operation phase
The operation of the proposed open pit would use traditional
large-scale open pit metalliferous bulk mining techniques as
described in Figure 5.14 and illustrated in Figure 5.15. It is
envisaged that a combination of large electric rope shovels and
various sized diesel hydraulic shovels, excavators and front-end
loaders would be used to load overburden and ore into large
dump trucks. Typically, electric rope shovels would load
ultra-class trucks (i.e. trucks with a payload capacity of greater
than 300 t) while the hydraulic machines would load ultra-class
or smaller sized trucks based on the size of the loading unit and
the specific application.
During the operation phase, the open pit would be expanded
through a series of push-backs or circumferential strips that
would expose additional ore sequentially (see Figure 5.8). These
push-backs would be 150–400 m wide, and multiple push-backs
would be undertaken simultaneously to provide sufficient
working room to operate the required equipment and facilitate
the regular exposure of ore.
Each push-back would be developed by removing a series of
production benches. For operations using large electric rope
shovels, the height of the production benches would be in the
range of 14–20 m. Hydraulic excavators would typically operate
on benches 3–10 m high (see Figure 5.15).
As the mine pit deepens, a network of in-pit haulage roads and
ramps would be developed to allow the mine rock and ore to be
transferred to the surface. These haulage ramps would spiral
around the outer wall of the pit and vary in width between
40 and 100 m (i.e. wide enough to permit two-way traffic for
the mine haul trucks).
The bench face batter angle excavated by a rope shovel is
typically between 60 and 90 degrees, depending on the
structure of the rock mass encountered. Narrow benches
(or berms) would generally be developed at regular vertical
intervals to catch any loose material that rills down the pit wall.
These catch berms, together with the network of mine haulage
ramps and benches, would effectively reduce the overall pit
wall angle to a range of between 35 and 53 degrees, depending
on the specific local stability and structure of the rock mass
(see Figure 5.15).

Olympic Dam Expansion Draft Environmental Impact Statement 2009 109
5
Figure 5.14 Proposed mining method
MINING
Blasting
Haul road wateringand maintenance
Loading of haultrucks with ore
Ore haulage torun-of-mine (ROM)
stockpile
Mine rock haulageto rock storage
facility
ROM ore crushingand overlandconveying toore stockpile
Drilling
Loading of haultrucks with mine
rock
Watering ofhigh-traffic areas
SeeFigure 5.21
ORE PROCESSING

Olympic Dam Expansion Draft Environmental Impact Statement 2009110
TYPICAL SECTION OF THE PIT WALL
Typicalnon-haul
road bench
3–10 mfor hydraulicexcavators
14–20 mfor electricrope shovels
Typical haul road40–100 m wide
depending on location
~ 20 m
Basement
Overall pit wall slopebetween 35 and 53°
Typicalbench wall
60–90°
TYPICAL OPEN PIT
Top of main rampout of open pit
Drilled out pattern aboutto be charged with explosives
Shovels loadinghaul trucks
Empty haul truckreturning to shovel
Loaded haul truck goingto run-of-mine stockpile
Drill rig drilling out anew pattern
Typical non-haulroad bench
Rock storagefacility
Typicalbench wall
Catchberm
Catchberm
Typical haul road
Figure 5.15 Indicative cross-section of the proposed open pit

Olympic Dam Expansion Draft Environmental Impact Statement 2009 111
5
Drilling
Specially designed rigs drill large diameter vertical holes
into the initial bench level. Drill patterns are designed on a
case-by-case basis to yield the optimal fragmentation. Due to
the hardness variability of the rock to be mined, production
blast holes would be sized to optimise cost and fragmentation
results, with larger holes used in the overburden. Smaller
diameter holes may be used for controlled blasting adjacent to
pit walls and other specialist applications. Drilled holes would
then be charged with explosives.
charging and blasting
Blasting to achieve the desired fragmentation would use
industry standard ammonium nitrate-based bulk blasting
products and initiation systems. A new explosives facility would
be constructed to store the explosives prior to use. This would
be located to the north of the RSF (see Figure 5.8).
When complete, the drill holes would be charged (i.e. the holes
are loaded with detonators, boosters, high explosive products
and stemming). Stemming (i.e. the placing of aggregate
material or drill cuttings in the top of each blast hole) is
typically used to maximise blast efficiency by ensuring the
energy from blasting goes into the surrounding rock and not out
the top of the hole. This also reduces dust generation.
Once charging was complete, the down-hole detonators would
be linked together at the surface. Detonation of the blast would
occur at a pre-arranged time known as firing time. During these
times the surrounding area would be cleared of personnel and
equipment to a safe distance and the blast would be detonated
remotely using non-electronic and/or electronic initiation
techniques. The detonation of the charges would be sequenced
over a short period in order to maximise blast efficiency and
minimise the generation of dust, vibration and flyrock. Typically,
a number of blasts would be detonated separately within a
single firing time. The objective of the blasting process would
be to present well-fragmented rock that could be efficiently
excavated and removed from the pit.
Blast sizes would range from around 100 to 500 kt, with the
total material blasted ranging between 1.5 and 3 Mt. Blasting
would generally occur every second day.
Loading and hauling
Following blasting, the fragmented mine rock and ore would be
loaded into haul trucks by a rope shovel and removed from the
pit via a system of pit ramps. Ore would be tipped onto the
run-of-mine (ROM) ore stockpile or directly into the primary ore
crusher. Mine rock would be hauled to tip-heads at the RSF.
Haul roads would be constructed of materials excavated from
the pit, and would be watered regularly by water carts using
chemical suppressants to provide a compacted all-weather
surface with minimal potential for dusting.
This cycle of loading and hauling would be continuous, with an
empty truck arriving at the shovel just as the previous truck
completed loading. Typically, a rope shovel would require four
passes or buckets (dippers) to load an ultra-class haul truck,
and this would normally take two to three minutes. Hydraulic
excavators and front-end loaders would be used where digging
space was restricted, or in situations where more precision was
required during the excavations.
A bulldozer and water truck would operate in the general area
of loading operations to tidy up spilt rock in the loading zone,
level the loading zone and reduce dust.
Dumping
Dumping is the process of discharging rock from the tray of the
haul truck after it arrives at a tip-head, either on the ROM
stockpile or the RSF (see Section 5.4.6 for details of the
proposed RSF). Once at the stockpile or RSF the truck would
reverse to a tip-head and raise its tray to discharge the load.
The dumping cycle would take approximately 90 seconds per
load. Once the load was discharged, the tray would be lowered
and the truck would return to the shovel to be loaded again.
Typically, dumping would be arranged so that as one truck
finished dumping, it would be replaced by another loaded truck.
Given the size of the haul truck fleet, however, it is very likely
that multiple tipping would occur at each tip-head. A bulldozer
would operate at the ore stockpiles and RSF to maintain the
haul road surface and the windrow at the tip-head.
crushing
The ore would be crushed by gyratory pit-rim crushers (primary
crushers) to reduce the average particle size distribution to that
required to suit the metallurgical plant design. After crushing,
the ore is transferred to the metallurgical plant ore stockpile by
overland conveyor.
Truck loading in Chile

Olympic Dam Expansion Draft Environmental Impact Statement 2009112
The dump pocket for the primary crushers would be designed so
that when operational conditions allow, the large haul trucks
would be able to deliver ore directly to the crusher. However,
when not available, the large haul trucks coming from the
bottom of the pit would place their loads on large ore stockpiles
(termed ROM stockpiles) immediately adjacent to the crusher
dump pocket. Front-end loaders would then take ore from these
stockpiles and load smaller trucks that would deliver the ore to
the crusher bowl. The ROM stockpile, primary crushers and
overland conveyor locations are shown in Figure 5.8.
5.4.5 chemicaL storage anD use
The quantities of each reagent required for the proposed mining
operation are listed in Table 5.8.
5.4.6 rock storage faciLity
This section provides a context to the proposed Olympic Dam
RSF by comparing it with similar facilities at other mines. It
also describes how the RSF would be designed to maximise
short- and long-term stability and manage the potential for
mineral leaching and acid generation.
overview
The open pit mine would also extract non-mineralised and
low-grade or non-economic rock (collectively termed ‘mine
rock’). Haul trucks would place this material in a dedicated RSF,
with the low-grade material (i.e. the material that was below
the current economic cut-off grade) being located in a separate
area or stockpile so that it could be recovered from the RSF
later if the value of the material increased.
During the pre-strip and pre-mine phases of the open pit mine
development, almost all material mined would be transported
to the RSF, except for those materials set aside for use as
construction materials. Up to 390 Mtpa of mine rock is expected
to be extracted when the open pit first intersects ore,
decreasing to about 350 Mtpa of mine rock when the ore
production rate stabilises at 60 Mtpa of ore. As the mine rock
consists of material of different geochemical and geotechnical
properties, the RSF would be designed to achieve particular
performance outcomes, which are outlined in the following
sections.
context
RSFs are used by all open pit mining operations to store the
non-economic material encountered while extracting the
economic ore from the pit. The mine rock production rates for
some of these facilities are presented in Table 5.9.
Design
The key design features of the proposed RSF at Olympic Dam
are listed in Table 5.10.
By Year 40, a total of approximately 12,700 Mt of mine rock
(non-mineralised) and low-grade material would have been
generated. Some of the mine rock material would be used in the
construction of other infrastructure for the expanded project
within the expanded SML (such as the construction of tailings
cell walls and haul roads), and some material would be
stockpiled for use during the operation phase of the project
(such as sand used for flux within the existing smelter). The
remaining mine rock would be managed in the RSF.
Starter pit at BHP Billiton’s Spence mine in Chile
table 5.8 indicative mining reagent usage per annum and storage methods
Description proposed expansion storage method
Ammonium nitrate (t) 110,000A dedicated explosives yard similar in design and operation to the existing site explosives yard, built to relevant specifications
Emulsion (t) 4,500
Pentaerythritol tetranitrate (PETN) (t) 129
Oil – hydraulic (L) 2,189,000
Stored in bunded compounds within the mine maintenance industrial area
Oil – engine (L) 2,085,000
Degreaser (L) 51,000
Brake fluid (L) 400
Detergent (L) 400,000
Diesel (ML) 350 Bunded above ground storage tanks complying with AS 1940
Dust suppression chemical (ML) 5 Bunded above ground storage tanks

Olympic Dam Expansion Draft Environmental Impact Statement 2009 113
5
Trucks building a rock storage facility in Chile
table 5.10 indicative features of proposed rsf
features proposed expansion
Estimated stored mass at Year 40 (Mt) 12,700
Bench height (m) 10–50
Maximum dump face height (m) 20–75
Maximum RSF slope angle (degrees) 37
Maximum overall RSF slope angle (degrees) 30
Method of construction Truck dumped
Proportion of reactive1 versus total mine rock (% by mass) 29
Selective placement of reactive mine rock Yes
Benign base layer to be constructed Yes
Estimated final footprint (ha) 6,720
Estimated final height (m) Approximately 150 m above ground level
1 Reactive material is defined later in this section.
table 5.9 selected indicative mine rock production figures compared to the proposed open pit operations
mine company country/australian state indicative mine rock production capacity, excluding ore (mtpa)
Olympic Dam – proposed expansion
BHP Billiton South Australia 350–390
Escondida BHP Billiton Group (57.5%)
Rio Tinto (30%)
Mitsubishi (12.5%)
Chile 2741
Grasberg Freeport-McMoRan C&G, Rio Tinto Indonesia 183.52
Bingham Canyon Kennecott Utah Copper North America 97.51
Fimiston Kalgoorlie Consolidated Gold Mines
Western Australia 69.53
Prominent Hill OZ Minerals South Australia 44.64
Cadia Hill Newcrest Mining Limited New South Wales 36.25
Telfer Newcrest Mining Limited Western Australia 29.45
1 Minera Escondida 2008; 2 Freeport-McMoRan Annual Report 2006; 3 Newmont Sustainability Report 2005; 4 Oxiana Limited Sustainability Report 2007; 5 Newcrest Mining Concise Annual Report 2006.

Olympic Dam Expansion Draft Environmental Impact Statement 2009114
The key design principles that influenced the design of the RSF
were:
maintaining suitable buffer distances to key infrastructure •
and Arid Recovery
the stability of the RSF structure•
the size and location of the footprint•
the economic aspects of the RSF to minimise double •
handling and to optimise horizontal versus vertical haulage
distances
the geochemical and physical properties of the mine rock in •
order to minimise the potential for releasing metal-rich and
acidic leachate from the base of the structure
the potential to emit dust and radon.•
RSF layoutWhile the final RSF layout would be determined during detailed
design, the indicative location and size of the facility assessed
for the Draft EIS is shown on Figure 5.8.
The design principles for the RSF footprint aimed to achieve a
balance between the following:
creating a 500 m buffer between the RSF and the Arid •
Recovery area to the north of the operation
allowing an area for the construction of the expanded •
metallurgical plant and mine maintenance industrial area
providing a separate area for the stockpiling of low-grade ore•
minimising haulage costs•
creating access corridors to allow haul trucks to travel to the •
edges of the RSF
maximising the distance between the RSF and Roxby Downs •
township and the proposed Hiltaba Village in order to
minimise potential dust and noise impacts
minimising the footprint of the RSF while maximising •
constructability, safety, operability and long-term stability.
Geotechnical stabilityThe RSF would be constructed by haul truck end-dumping
to generate slopes with a natural angle of repose (about
37 degrees). A series of batters would be added throughout the
RSF construction, limiting the overall average RSF outerface
slope to a maximum of 30 degrees.
For the purpose of optimising the construction sequence, the
facility has been modelled with an average bench height of
25 to 50 m. Mine rock characteristics and construction method
may create operational constraints on dumping lift heights that
would be studied and defined prior to operations commencing.
The RSF would be constructed on a base layer of end-dumped
and levelled benign mine rock placed over the top of a sand
dune/clay pan foundation, except in locations where the sand
had been stripped for use in construction and/or smelter flux, in
which case a base layer would be constructed on the sub-soil.
This would provide a stable base upon which to develop the RSF
and aid in managing potential leachate by disrupting
preferential flow pathways within the base layer of the RSF
(see Figure 5.16 and Chapter 12, Groundwater, for details).
There is no specific geotechnical limit to the height of the RSF,
and the final height would be determined through an economic
assessment of the costs associated with hauling mine rock
material either vertically or horizontally. For the purposes of the
Draft EIS the final height of the RSF would be 150 m above
ground level. The separation distance between the lower edge
of the RSF and the outer edge of the open pit would be
determined after considering the geotechnical stability of the
pit and RSF, and the requirements for infrastructure (e.g. haul
roads) between the two.
Geochemical and physical propertiesA variety of rock types would be selectively placed within the
RSF, with their differing geochemical and physical properties
influencing the design and construction of the facility. The rock
types have been divided into four classes based on their
potential reactivity (i.e. a measure of the likelihood that a rock
type will react in the presence of water and/or oxygen and
generate a leachate containing metals or acid):
class A – low grade ore (potentially reactive)•
class B – basement (potentially reactive)•
class C – overburden rock (benign) •
class D – overburden rock (acid neutralising). •
More than 2.5 million geochemical assays were undertaken to
understand the mineralisation of the ore body and categorise
the Olympic Dam rock types into their respective classes.
Descriptions of the mine rock classes are provided in Table 5.11
and the results presented in Figure 5.17.
In addition to selective placement in the RSF, the class C mine
rock would also be used in other areas of the operation. For
example, the Tregolona Shale and Arcoona Quartzite Red are
suited to providing cover material for decommissioned tailings
cells, while the Arcoona Quartzite White and Arcoona Quartzite
Transition, and the Corraberra Sandstone, are blocky materials
suited to tailings embankment and other structural uses.
The mine rock would be selectively placed within the RSF so
that class A and B materials would be enclosed by class C or D
materials, thereby limiting the exposure of class A and B
materials to rainfall and oxygen, and minimising the potential
for the mobilisation of metals in leachate.

Olympic Dam Expansion Draft Environmental Impact Statement 2009 115
5
PROPOSED ROCK STORAGE FACILITY (at 40 years)
Haulageaccess
corridors
Low grade ore(Class A) stockpile
Indicative cross-section location
Class C or Dmaterial
Class C or Dmaterial
Class B, C or Dmine rock
Class B, C or Dmine rock
CROSS-SECTION
Traffic compactedin-situ material
Traffic compactedin-situ material
Class C or Dmaterial
Natural ground surface (foundation)
Sand dune Sand dune
Swale
10 m
25 m
25 m
Figure 5.16 Indicative cross-section of the rock storage facility
table 5.11 geochemical classifications of mine rock types arising from the open pit mine
class geological unit geochemistry
A Low-grade ore (ODBC)Material with moderate metals mobilisation potential and some acid neutralising capacity and some acid generating capacity. May become valuable enough to process in future
B Basement (ODBC)Material with low-to-moderate metals mobilisation potential and some acid neutralising capacity and some acid generating capacity
COverburden (Tregolona Shale, Arcoona Quartzite Red, Arcoona Quartzite White, Arcoona Quartzite Transition, Corraberra Sandstone)
Material with low metals mobilisation potential
D Overburden (Andamooka Limestone, dolomite, calcareous clays)Material for which the neutralising potential greatly exceeds metals mobilisation potential

Olympic Dam Expansion Draft Environmental Impact Statement 2009116
The extraction of the various classes of material over time
indicates that there are sufficient class C and D materials to
enclose all class A and B materials, even assuming that all class
B material is reactive, with about 41% of the enclosure capacity
used (see Figure 5.18).
Layers compacted by traffic would be generated through the
natural construction and operation of the RSF, reducing
infiltration and further limiting the potential for metals to
mobilise from class A and B materials (see Figure 5.16).
The external batters of the final RSF would be constructed of
class C or D materials (see Figure 5.16) as these areas are
generally subject to higher rainfall infiltration because it is not
possible to establish a traffic-compacted layer above them.
Internal benches would also be constructed of class C and D
materials where operationally possible. Class A material (i.e.
low-grade ore) would generally be stored in a separate section
of the RSF (see Figure 5.8) and would not be covered by benign
material during operation as this material may prove economic
to process as some point in the future. Class A material that
remained after operations ceased would be covered with benign
material at mine closure.
construction phase
In the initial RSF construction phase, haul truck ramps and
tip-heads would be developed to enable end-dumping of mine
rock and the placement of a base layer of class C or D material
to form the foundation of the RSF. The benign base layer would
be extended progressively, as required, in front of the
advancing RSF benches.
A portion of the sand mined initially would be placed in
stockpiles outside of the immediate RSF footprint. As these
stockpiles were depleted they would be replenished with
material sourced from the active mining area and relocated as
required to meet the ongoing needs of the expanded and
existing operation. Some limestone excavated from the open pit
would also be stockpiled for use as aggregate for concrete or
structural fill.
operation phase
The RSF would be developed simultaneously at a number of
heights, expanding outwards over time to the maximum RSF
footprint as shown in Figure 5.16.
During operation, multiple simultaneous tip-heads would be
established, with trucks moving to the tip-heads via haulage
access corridors, which are valleys in the RSF that allow haul
trucks to maintain access to the outer tip-heads (see
Figure 5.16).
Each tip-head would consist of a number of tipping faces, with
a windrow of approximately two metres in height, designed to
provide a safety barrier to the reversing haul truck. A bulldozer,
grader and water cart would operate as required at each
tip-head to maintain it in good condition.
Based on the geological model and economic cut-off criteria,
each haul truck load would be categorised into one of the
classes of rock outlined earlier, and would be tracked to the
tip-head using the Fleet Management System, enabling the
material to be selectively placed.
5.4.7 integration with the existing operation
Ore would continue to be extracted from the existing
underground mine simultaneously with the development of
the open pit mine, and would continue to be delivered to the
existing metallurgical plant for processing. As the open pit
expanded, it would intersect some of the southern sections of
the existing underground mine, resulting in decreasing output
of ore from the underground operations over time. Underground
mining may occur until at least Year 40.
Ore from the proposed open pit mine would typically be
delivered to the new metallurgical plant (see Section 5.5).
However, provision would be made for the cross feeding of
the ore streams to provide operational flexibility.
Class A
Class B
Class C
Class D
Class
A
B
C
D
Volume (%)
2
30
55
13
Weight (Mt)
242
3,483
6,275
1,494
Mine rock classification
Low grade ore
Basement mine rock
Benignoverburden material
Acid neutralisingoverburden material
Figure 5.17 Classification of mine rock to be stored in therock storage facility to Year 40

Olympic Dam Expansion Draft Environmental Impact Statement 2009 117
5Min
e ro
ck (
mill
ion
to
nn
es)
-
50
100
150
200
250
300
350
400
1 5 10 15 20 25 30 35
Production year
40
Min
e ro
ck (
mill
ion
to
nn
es)
-1 5 10 15 20 25 30 35
Production year
40
1,000
2,000
3,000
4,000
5,000
6,000
7,000
Class A: low grade ore
Class B: basement material
Class C: overburden (shales, quartzites and sandstones)
Class D: overburden (limestone, dolomite and clays)
Class A: low grade ore
Class B: basement material
Class C: overburden (shales, quartzites and sandstones)
Class D: overburden (limestone, dolomite and clays)
Figure 5.18 Mine rock extraction by class over time

Olympic Dam Expansion Draft Environmental Impact Statement 2009118
There are several potential uses for the mine rock generated
during the open pit mining operation within the existing
underground mining operation:
limestone could be used to generate cemented aggregate •
fill (CAF) for backfilling primary stopes in underground
workings, and the existing limestone quarry would be
decommissioned
sand could be used as smelter flux•
cover sequence material (class C and D) could be used for •
the progressive decommissioning and rehabilitation of the
existing TSF cells
cover sequence material could be used to construct the •
embankments of TSF cells.
These uses would be investigated in greater detail during the
definition phase of the project, with the aim of minimising
disturbance and maximising beneficial reuse while ensuring
adequate material was available throughout the life-of-mine to
enclose the class A and B materials within the RSF.
5.5 processing
5.5.1 overview
A new metallurgical plant would be constructed to process the
ore mined in the open pit mine. The plant would consist of a
new concentrator and a new hydrometallurgical plant to extract
uranium from the tailings generated in the new concentrator.
The new metallurgical plant would be constructed over a
number of stages, each of about 20 Mtpa ore throughput and
designed to coincide with the ramp-up in the rate of mining in
the open pit. Ultimately, the new metallurgical plant would
process about 60 Mtpa of ore.
This plant would supplement the existing metallurgical plant,
which would continue processing ore from the either the
underground operation, or the open pit mine, at a rate of
around 12 Mtpa. Some connections between the existing and
the new metallurgical plant would be established in order to
maximise the combined production from both metallurgical
plants. The existing metallurgical plant would also be enhanced
by an expansion of the existing electrorefinery and the
optimisation of the existing smelter.
Tailings from both the existing and new metallurgical plants
would be combined in a new tailings disposal facility and then
pumped to a new TSF. The new TSF cells would be a refinement
of the existing TSF cell design, taking into account the 20 years
of operating experience with the existing cells and the
additional construction materials that will be available as a
result of the open pit mine.
Table 5.12 provides an indicative summary of the major features
associated with the expansion of the existing metallurgical
plant and the new metallurgical plant and Figure 5.19 illustrates
the location and footprint of the major metallurgical
components. A conceptual layout of the proposed new
metallurgical plant is shown as Figure 5.20.
The new metallurgical plant, combined with the optimisation of
the existing metallurgical plant, would increase the demand for
energy, water and sulphur. Indicative requirements for major
materials to support the proposed mining operation are shown
in Table 5.13.
5.5.2 context
The new metallurgical plant would include the construction of
the following facilities:
a new concentrator plant, including nine new grinding mills •
and new flotation circuits. The grinding mills would be
slightly larger than the current mills, and the flotation circuit
would be significantly larger, although it would operate in a
manner similar to the existing flotation circuit. The new
concentrator plant would also incorporate a more efficient
thickening stage, which would follow the flotation stage.
This would be designed to reduce the use of fresh water and
enhance the recycling of acidic liquor from the TSF
a concentrate filter plant to produce concentrate for export •
and load-out facilities to transfer the concentrate to the
rail terminal
table 5.12 indicative features of the expanded metallurgical facilities
features proposed expansion
Ore grinding rate (Mtpa) 60
Copper concentrate (ktpa) 1,8001
Refined copper (ktpa) 5152
Uranium oxide (tpa) 14,5002
Gold bullion (oz/a) 700,0002
Silver bullion (oz/a) 2,100,0002
Number of new grinding mills 9
Number of new acid plants 4 + 13
Number of new TSF cells 8 + 14
1 Of the 1,800 ktpa of copper concentrate produced, 1,600 ktpa would be prepared for export to off-site smelting facilities, and 200 ktpa would be directed to the expanded on-site smelter.2 Production numbers include copper, gold and silver production derived from off-site facilities processing Olympic Dam-generated copper concentrates, and represent production equivalents given typical metal recoveries at Olympic Dam.3 Four acid plants would be constructed in the new metallurgical plant, and one associated with the expansion of the existing smelter.4 An additional TSF cell has been allocated for construction as contingency against changes in the site water balance over time.

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009119
5
Overland ore conveyor
Electricalsubstation
Uranium solventextraction
Process waterponds
Sulphur handlingfacility
Countercurrentdecantation tanks
Tailsleach
Rail terminal
Flotation area
Grinding mills
Sulphur burning acid plants
Cogeneration plant
Tailings disposal
Uranium precipitationand packing
0 0.5 1km
Newacid plant
Feed preparationexpansion
Additionalanode furnaces
Acid line to newhydromet facility
New slagcooling
area
Electrorefineryexpansion
Existing smelter
Proposed smelter expansion0 0.1 0.2 0.3 0.4 0.5
km
Proposedmetallurgical
plant
Existingmetallurgicalplant
Hydrometallurgical plant
Concentrator
Figure 5.19 Indicative configuration of major metallurgical plant at Year 40

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009120
Sulphurhandling facility
Existingmetallurgical plant
Sulphur burningacid plants and
cogeneration plant Concentrator
Existingtailings storage facility
Figure 5.20 Conceptual layout of the proposed metallurgical plant at Year 40

Olympic Dam Expansion Draft Environmental Impact Statement 2009 121
5a new hydrometallurgical plant, including new tails leach •
tanks, new countercurrent decantation tanks and new
clarifier tanks. These would be larger than the existing
hydrometallurgical plant, but would operate in a similar
manner
a new uranium solvent extraction plant, including new •
raffinate ponds, new pulse columns and a new uranium
precipitation and calcination circuit. These would generally
be enlarged versions of the present solvent extraction
operation
a new tailings disposal plant that would handle both •
existing and new metallurgical plant tailings. This would be
larger than the existing facility and would be designed to
transfer tailings to the TSF at 52–55% solids, compared to
the existing facility which operates at around 47% solids
eight to nine new TSF cells. These would be a refined version •
of the existing TSF cell 4 design incorporating a new
centreline raise design instead of the current upstream raise
design. This change is possible because the more competent
mine rock extracted from the open pit would be used instead
of consolidated tailings for TSF wall construction. The
existing TSF seepage controls would be improved, using the
experience gained in operating the current TSF cells over
more than 20 years
four additional balance ponds to assist in the management •
of liquor decanted from the TSF
four additional acid plants, which would be similar, but •
larger, than the existing acid plant, and would be designed
to burn elemental sulphur to generate sulphur dioxide for
conversion to sulphuric acid, rather than using off-gas from
a furnace as occurs in the existing acid plant
an electricity cogeneration plant, in which steam-driven •
electrical turbines and generators use the heat produced
from burning sulphur in the new sulphur burning acid plant.
Currently, heat from sulphur burning within the existing acid
plant is directed to a heat exchanger and lost.
The existing metallurgical plant would be expanded and
optimised to provide synergies with the new metallurgical plant
and open pit mine. The significant aspects of the proposed
expansion of the existing metallurgical plant are:
modifications to optimise the existing smelter and •
associated infrastructure. This includes upgrades to the
existing concentrate leach, feed preparation and concentrate
feed system, modifications to the flash, electric and anode
furnaces, upgrades to the gas cleaning systems (if
necessary), and upgrades to the metal casting facilities
construction of a second acid plant adjacent to the existing •
acid plant, which would be similar in design and operation
to the existing acid plant
optimisation of the existing copper solvent extraction circuit •
and the existing electrowinning plant
expansion of the electrorefining tank house•
expansion of the existing precious metals recovery plant•
construction of additional infrastructure necessary to run •
the existing or proposed operation, including:
pipelines to transfer copper concentrate from the new −
metallurgical plant to the expanded concentrate leach
area of the existing metallurgical plant prior to feeding
into the existing smelter
pipelines to transfer tailings from the existing −
metallurgical plant to the new tailings disposal plant.
5.5.3 construction phase
Construction of the new metallurgical plant, and modification
of the existing metallurgical plant, would occur as necessary in
time to process the first 20 Mtpa of ore from the open pit.
Initially, three TSF cells and two balance ponds (see Section
5.5.6) would be required.
The intermediate development would expand the new
metallurgical plant to process about 40 Mtpa of ore through the
new concentrator and hydrometallurgical plant. Additional
grinding mills, flotation cells and an additional tails leach circuit
would be added. The existing smelter and associated
infrastructure would be modified to increase its capacity to
around 800,000 tpa. Two additional TSF cells and two balance
ponds would also be constructed during this time.
table 5.13 indicative major demands for the proposed new metallurgical plant
expansion requirement proposed expansion
Water demand (average GL per annum/ML per day) 63.51/175
Electricity consumption (MWh per annum) 3,310,000
Sulphur (tpa) 1,720,000
Peak construction workforce 3,000
Ongoing operational workforce 1,000
Total land disturbance (including TSF) (ha) 4,690
1 Water demand for the new metallurgical plant would be met through a combination of process water generated at the desalination plant (about 75%) and liquor recovered from the TSF cells (about 25%) – see Section 5.7 for further information.

Olympic Dam Expansion Draft Environmental Impact Statement 2009122
The final development would increase ore throughput to the full
operating capacity of around 60 Mtpa through additional grinding
mills, flotation cells and an expansion to the hydrometallurgical
plant. Two to three additional TSF cells would be constructed but
no additional balance ponds would be required.
Additional electricity, water infrastructure and workforce would
also be required during development to 60 Mtpa, and these are
detailed in their respective sections in this chapter.
Construction of the plantAccess and deliveries to the construction area would be via
road and/or the proposed new rail line. Materials would be
imported through Outer Harbor and the landing facility and
transported to pre-assembly yards at Port Augusta and
Olympic Dam.
Construction would begin with ground preparation for
foundations. Vegetation on the site would be cleared and
topsoil would be removed and stockpiled for reuse in
rehabilitation or landscaping. Graders, front end loaders and
bulldozers would level the ground to the required gradient. The
selection of appropriate foundations for the metallurgical plant
is not usually made until the detailed design stage, but,
normally, massive concrete foundations would be installed over
a compacted rock base. The fabrication and erection of the
buildings would follow, including erection of the mechanical,
piping, electrical and instrumentation components of the plant.
Containment bunding would be constructed around all material
storage areas in accordance with legislative requirements.
Testing and commissioningOnce the various process components have been constructed
and made ready for energising, the functional testing of each
component, system and separable portion would commence. To
minimise the risks associated with plant and equipment failure,
this pre-commissioning is typically executed using air or water,
rather than with process materials such as ore and chemicals.
Once pre-commissioning has been concluded, the various
processing areas would be mechanically complete and ready for
process commissioning with ore. The plant, equipment and
systems would then be tested for performance while operating
with ore, reagents and other process materials. When the
pre-determined level of output and quality is achieved, the
areas would be handed over to operations personnel for
optimisation and routine operation.
5.5.4 operation phase
The proposed new metallurgical plant, together with the
modified existing metallurgical plant, would operate as shown
in Figure 5.21 and as described in the previous sections. The
following sections describe the operation phase for each of the
metallurgical areas in greater detail.
concentrator plant
The new concentrator plant would grind ore from the open pit
mine to a size that permits the liberation of the copper-bearing
mineral from the remainder of the ore in the flotation section of
the concentrator. In addition, infrastructure for the handling
of off-site concentrates may be established to permit the
metallurgical processing of concentrate produced from other
operations. This would be added to the flotation feed tank
prior to the flotation circuit. The output of the concentrator
would consist of two streams: a copper-rich slurry, and a
uranium-rich slurry.
The following sections describe the concentrator process in
more detail, and a conceptual layout is presented in Figure 5.20.
Ore storage and handlingTwo overland conveyors would feed grinding mill feed
stockpiles of around 120,000 t total capacity, obtaining ore
from the open pit primary crushers (described previously). The
ore would be distributed to the stockpiles according to certain
ore characteristics (e.g. the copper-to-sulphur ratio) either by
two or three travelling and luffing stackers or by tripper
conveyors. Feeders underneath the stockpiles would direct ore
onto conveyors to the mills.
GrindingThe ore from the stockpiles would be mixed with process water
to form a slurry which would then be milled to the appropriate
product size to allow the copper-bearing minerals to be
separated from the remaining minerals during flotation. Nine
grinding mills would be necessary to grind the 60 Mtpa of ore.
These would be installed in stages, with three grinding mills
installed initially, and the subsequent installation of a further
three grinding mills in each of the intermediate and
development to full operating capacity phases. After grinding
the slurry would be stored in an agitated tank before being
directed to the flotation circuit.
FlotationA conventional flotation process similar to that presently used
at Olympic Dam would separate the copper-bearing minerals
from the other minerals in the ore (including uranium). Dosing
the flotation cells with chemical reagents enables the copper-
bearing minerals to float to the surface when air is blown
through the cells. The copper-bearing minerals are then
skimmed off to form a copper-rich slurry which would be
thickened and transferred to new concentrate storage tanks.
The remaining materials in the ore, including the unrecovered
uranium-bearing minerals, sink to the bottom of the flotation
cells where they are collected and sent for tailings thickening.
Tailings thickeningThe concentrator tailings thickening design is proposed to
reduce the amount of fresh water demand using recycled acidic
liquor collected from the TSF. This stage would consist of about
12 deep-cone thickeners for the flotation tailings stream,
thickening the slurry to about 65–70% solids. The thickened
slurry would subsequently be mixed with recycled acidic liquor
from the TSF before further treatment in the hydrometallurgical
section of the facility.

Olympic Dam Expansion Draft Environmental Impact Statement 2009 123
5
Figure 5.21 Proposed metallurgical processes (ore processing)
Newflotation circuit
Copperconcentrate
handling facility
Copperconcentratecontaining
uranium
New tailings disposalplant and tailings storage
(also receives tailingsfrom existing
hydrometallurgical plant)
Newgrinding mills
Ore stockpile(from open pit andunderground mine)
Existingconcentrator
Flotation tails
Flotationtails
Sulphuricacid
Taili
ng
s
Copperanodes
Refineryslimes
Flotationconcentrate
Flotationconcentrate
Flo
tati
on
con
cen
trat
e
New tailsleach circuit
New sulphurburning acid
plants
Expandedsmelter
Existinghydrometallurgical
plant
Newcounter currentdecantation and
clarification circuit
Expandedelectrorefining
facility
Existingelectrowinning
facility
New uranium solventextraction, precipitation,calcination and packing
Expandedprecious metalsrecovery plant
Gold and silverbullion
Coppercathode
Uraniumoxide
CONCENTRATOR SMELTER ANDACID PLANT
HYDROMETALLURGICALPLANTREFINERY

Olympic Dam Expansion Draft Environmental Impact Statement 2009124
Concentrate handlingDuring the initial development copper-rich concentrate derived
from the new flotation circuit would be thickened and directed
to a new concentrate filter plant. Here it would be filtered
through six to ten filter presses to form a copper concentrate
solid containing about 10% moisture. This would be stockpiled
inside an enclosed shed (which can store around 100,000 t),
before it is loaded onto a train for export via the Port of Darwin
(see Section 5.9 for details). Ultimately, about 1.6 Mtpa of
concentrate would be exported.
Following an upgrade of the existing smelter (to increase its
capacity from 600,000 tpa of concentrate to 800,000 tpa), the
additional 200,000 tpa of copper concentrate would be directed
to the expanded concentrate leach plant from the flotation
concentrate storage tanks. Extra leach tanks would be added to
process the greater throughput.
hydrometallurgical plant
The hydrometallurgical plant recovers the uranium from the
flotation tailings generated within the concentrator plant.
A new hydrometallurgical plant would be built essentially
duplicating the existing hydrometallurgical process but without
the components to extract the copper.
The following sections describe the hydrometallurgical process
in more detail.
Tails leachTails leach is the process used to recover uranium from the
uranium-rich flotation tailings using sulphuric acid and oxidising
agents. The new hydrometallurgical plant would install up to
three trains of tails leach tanks with each train consisting of
8–10 covered and lined tanks. These would operate in a similar
manner to the existing tails leach circuit, however each train
would be able to leach around
20 Mtpa of flotation tailings, ramping up to match ore
production from the open pit mine. The leached material would
be discharged as a slurry and passed to the countercurrent
decantation circuit (see following section).
A bypass system comprising pumps and pipelines would be
installed to bypass the tails leach process should the tails leach
plant be unavailable. This would allow copper concentrate to be
generated for the smelter and export while maintenance to the
tails leach plant was undertaken. When the tails leach bypass
system was operating flotation tailings would be disposed of at
the TSF.
Countercurrent decantationThe countercurrent decantation (CCD) circuit allows uranium-
bearing liquor to be recovered and separated from the leach
residue. Slurry from the new tails leach circuit would be pumped
to the CCD circuit which would have three trains consisting of
six thickeners operating in series, each of around 20 Mtpa
throughput capacity. Flocculant would be mixed with the feed
material in each thickener to enhance the settling
characteristics of the solids.
The thickened residue from the last tank in the new CCD circuit
would be pumped to the tailings disposal area before being
discharged to the TSF. Uranium raffinate liquor (the low-
uranium bearing solution) from the new uranium solvent
extraction circuit would be added to this final thickener as a
wash solution with thickener overflow advancing in a
countercurrent manner to the solids. The overflow solution from
the first CCD thickener in each train would be pumped to the
pregnant liquor solution clarification circuit where entrained
solids would be removed.
Pregnant liquor solution clarificationClarification units, consisting of large tanks operating in a
manner similar to thickeners, would be used to remove
entrained solids from the pregnant liquor solution. Flocculant
and coagulant would be added to aid the clarification process.
The solids separated out during this process would be returned
to the CCD circuit and the clarified liquor solution would be
pumped to the pregnant liquor solution ponds. Additionally, a
series of PLS filters would be installed to remove any remaining
solid material.
These ponds would provide a buffer capacity between the tails
leach/CCD/clarification sections and the solvent extraction
circuit, enabling more consistent operation. Up to four pregnant
liquor solution ponds would be constructed to allow maximum
operational flexibility and each pond would be lined and have
an appropriate leak-detection system.
Uranium solvent extractionA new uranium solvent extraction (USX) plant would be
constructed. This plant would be similar in design and operation
to the existing USX plant, differing only in scale. It would have
three trains to cater for the ramp-up in the rate of mining over
time, each of which would be capable of operating
independently of the others. The two outputs from the new USX
plant would be uranium raffinate liquor (containing little
uranium) which would be directed back to the new CCD circuit,
and uranium-rich liquor which would be directed to the new
uranium precipitation circuit.
Uranium precipitation, calcination and packagingThe uranium precipitation circuit would remove uranium from
the uranium-rich stream produced by the new USX plant and be
similar in design and operation to the existing uranium
processing and handling infrastructure. Ammonia, stored in a
dedicated storage facility about 1 km to the west of the
proposed new metallurgical plant, would be used to produce a
uranium precipitate, ammonium diuranate (ADU) [(NH4)2U2O7],
commonly called yellowcake. The precipitate would be washed
and thickened and then pumped to the calcination area. Once
the uranium had been removed the remaining barren strip
solution would be recycled to the new uranium solvent
extraction circuit.
The new calcination plant would use two calcining furnaces to
oxidise the ADU and create uranium oxide (U3O8), which would
then be packed into 200-litre drums that would be automatically

Olympic Dam Expansion Draft Environmental Impact Statement 2009 125
5
filled and weighed in a sealed enclosure prior to transport
off-site as per the existing process.
Tailings thickening and disposalTailings from the existing operation would be pumped from the
tailings disposal area of the existing metallurgical plant to a
new common tailings disposal area to be combined with tailings
from the new hydrometallurgical plant. The combined slurry
would have a solids concentration of about 52–55%. The slurry
would be pumped and deposited to the new TSF cells (see
Section 5.5.6).
smelter
The existing smelter converts copper concentrate produced in
the concentrator plant, containing around 40% copper, to cast
copper anodes of about 99% copper. Slag, containing largely
iron and silica with small amounts of residual copper, is also
produced in the smelter. In order to meet the needs of the
expanded operation, the throughput of the existing on-site
smelter would be increased to receive about 800,000 tpa of
copper concentrate.
This would be achieved by expanding the existing smelting
infrastructure, the most significant of which would be the
installation of additional anode furnaces in the smelter, and an
additional acid plant for the treatment of the sulphur dioxide-
rich off-gas from the flash smelting furnace. The details of the
modifications necessary within the existing smelter are
provided in the following sections.
Concentrate leachThe concentrate leach circuit uses sulphuric acid to remove
uranium from the copper concentrate prior to smelting. The
discharged concentrate leach slurry would be thickened and
the solids would be filtered, washed and re-pulped with process
water and a caustic solution to neutralise the residual acid.
The leach liquor would be directed to the existing
hydrometallurgical plant for the recovery of uranium. The
filtered solids would be pumped to the existing feed
preparation plant for further filtration, stockpile blending and
drying, before being conveyed to an enclosed concentrate-
blending stockpile for smelting. One or two additional filter
presses and an extra steam dryer would be added to the
existing feed preparation plant to increase its capacity.
Feed preparationThe operation of the feed preparation plant has been described
above. The existing feed preparation plant would require an
additional steam dryer to meet the throughput requirements,
plus some minor infrastructure, such as additional conveyors.
Flash smelting furnaceThe dried copper concentrate from the feed preparation plant
reacts with oxygen and silica in the flash smelting furnace to
separate metallic copper from other minerals within the
concentrate.
Additional blister copper tapholes would be installed on the
eastern end of the existing flash furnace to meet the additional
throughput of copper concentrate. These tapholes would
discharge to a modified launder system so that the flash furnace
copper could be directed to the new anode furnaces. An
upgrade of the flash smelting furnace feed system would also
be required to ensure the furnace received sufficient copper
concentrate feed with the correct proportions of oxygen and
silica.
Additional ventilation would be installed in the smelter to
manage the gases generated through tapping the new blister
tapholes on the eastern end of the furnace. This system would
be similar to the existing taphole hood ventilation installed on
the existing tapholes, and would collect fugitive gases and
direct them to a dedicated stack to be located to the north-east
of the existing smelter building. The stack height would be
determined during detailed design (a height of 35 m has been
used for the purpose of the Draft EIS assessments), but it would
be sufficiently tall to ensure ground level concentrations of
emitted substances were acceptable and to avoid the potential
for ventilation gases to re-enter the smelter building.
Electric slag reduction furnaceThe existing electric slag reduction furnace treats the slag from
the flash smelting furnace, removing residual copper and
directing it to the anode furnaces. Modifications may be
required to the slag handling area of the electric slag reduction
furnace to meet the increased slag generation rates. This may
include additional slag tapholes and replacement of the existing
40 t slag tapping pots with 100 t slag pots. An upgrade to the
electric slag reduction furnace off-gas handling system may also
be required. This would include the installation of a larger
off-gas fan and minor modifications to associated infrastructure.
Uranium packing

Olympic Dam Expansion Draft Environmental Impact Statement 2009126
Anode productionBlister copper produced by the flash smelting furnace and the
electric slag reduction furnace would be delivered to both
the existing anode furnaces and new anode furnaces, which
would be constructed on the north-eastern side of the existing
smelter building. Anode furnaces are used to further refine
the molten copper, which is cast into moulds in preparation for
final refining in the electrorefinery. The new anode furnaces
would be the same as those currently installed and would
feed a casting wheel, similar in design and operation to that
already used.
Off-gas from the new anode furnaces would be treated in a
new off-gas handling system. This would be a quench-venturi
style scrubbing system similar to those currently installed for
the existing anode furnaces. The scrubbed off-gas would be
directed to the main smelter stack most of the time, or to one
of the two acid plants during oxidation cycles.
Waste-heat-boilerThe existing waste-heat boiler would be modified with
additional steam tubes to increase its capacity to cool the
off-gas and generate steam for use in other sections of the
existing metallurgical plant.
Oxygen plantsAn additional oxygen plant would be constructed to supply
extra oxygen for use in the furnaces within the smelter. The
additional plant would be similar in design and operation to
the four plants already used in the existing operation.
AncillariesA number of other, smaller, components would need to be
upgraded to meet the demands of the expanded smelter. These
include additional compressed air capacity, additional storage
and handling capacity for reagents, additional infrastructure to
manage anodes (i.e. laydown areas and anode hauling
capacity), and expanded slag cooling areas.
acid plants
New acid plants would need to be constructed and operated
in order to meet the sulphuric acid needs of the on-site
consumers in the metallurgical plant, and to treat the high-
sulphur dioxide off-gas from the expanded smelter.
Construction of this infrastructure would be timed to coincide
with the expansion of the smelter and the construction of the
new hydrometallurgical plant.
Metallurgical gas acid plantOne additional acid plant would be constructed adjacent to
the existing acid plant to treat additional off-gas generated by
the modified smelter. This acid plant would be similar in scale
to the existing acid plant, with a capacity to generate around
1,500 t of sulphuric acid per day, compared to the existing
1,800 tpd acid plant. This new acid plant would be similar in
design and operation to the existing acid plant.
Sulphur dioxide-rich off-gas from the flash smelting furnace and
the anode furnaces (when in oxidation) would be treated
through the existing waste-heat boiler and electrostatic
precipitator to reduce the temperature of the gas and remove
most of the particulate matter. Following treatment in the
existing electrostatic precipitator, the off-gas stream would be
split between the existing acid plant and the new acid plant.
The off-gas in both acid plants would be cleaned (i.e. the
fluorides, chlorides and any residual particulate matter would
be removed) before entering the gas converter, where the
sulphur dioxide is converted to sulphur trioxide. This process
uses a vanadium-based or caesium-based catalyst. The sulphur
trioxide gas is then brought into contact with sulphuric acid,
which absorbs the sulphur trioxide and generates more
sulphuric acid. Unconverted sulphur dioxide and sulphur
trioxide are recycled around the acid plant in order to reduce
emissions to the atmosphere. This type of acid plant, termed a
double contact, double absorption acid plant, would typically
capture around 99% of the sulphur.
As with the existing plant, some elemental sulphur would be
burned in the new acid plant to increase the volume of sulphuric
acid produced and to maintain gas converter temperatures
during maintenance to the flash smelting furnace or associated
infrastructure.
Sulphur burning acid plantsFour additional acid plants would be constructed within the
new metallurgical plant to provide sulphuric acid. These acid
plants would be similar to the new smelter acid plant previously
described but would be larger. Each would have a capacity of
about 3,500 tpd of sulphuric acid, but this would only be
generated from burning elemental sulphur (i.e. these acid
plants would not treat off-gas from the smelter).
Waste heat generated from these new sulphur burning acid
plants would be recovered as steam by waste-heat boilers.
The steam would be directed to the cogeneration plant (see
Section 5.8.6 for a description of the proposed cogeneration
plant) to produce electricity, partially off-setting the scheduled
demand for electricity.
Elemental sulphur is necessary to ensure sufficient sulphuric
acid can be made to supply the hydrometallurgical plant. About
1.7 Mtpa of sulphur would be delivered by rail and conveyed
to a storage facility with a capacity of around 300,000 t (see
Figure 5.20). This facility would be enclosed within concrete
barriers and wind-disruptive fencing, similar to the existing
sulphur storage area.
refinery
The refinery area of the proposed plant is broadly divided into
three processes: electrorefining, electrowinning and precious
metals recovery. A new electrorefinery tank house would be
constructed within the existing metallurgical plant. The existing
electrowinning operations would require minor optimisation.

Olympic Dam Expansion Draft Environmental Impact Statement 2009 127
5
ElectrorefiningThe existing electrorefinery would be expanded through the
addition of an extra tank house located near the existing
metallurgical plant. The additional tank house would operate in
the same manner as the existing refinery, containing a number
of cells into which cast copper anodes were inserted. An
electrical current would be applied, plating the copper onto
stainless steel mother plates, and dropping the impurities,
including gold and silver, to the bottom of the cells. These
plates would then be removed from the cells, and the copper
stripped and bundled for sale to customers. The new
electrorefinery tank house would be fitted with new equipment
to prepare the anodes, strip the cathodes and bundle the copper.
ElectrowinningThe electrowinning operations would require only minor
optimisation to cater for the additional copper electrolyte
throughput from the existing copper solvent extraction plant,
such as refining the plating cycle times and optimising crane use.
Precious metals recoveryThe precious metals recovery plant takes the gold and silver
slimes collected from the bottom of the electrorefinery cells and
processes them (by removing impurities such as lead and
selenium) to form gold and silver bullion.
The existing precious metals recovery plant would be retained
and with minor metallurgical optimisation, the capacity would
be sufficient to handle the additional slimes throughput.
5.5.5 chemicaL storage anD use
No changes are proposed to the types of reagents used
throughout the metallurgical operation given the similarities
between the existing and new metallurgical plants. The volumes
of reagents used, however, would increase. Table 5.14 identifies
the indicative volumes of reagents and methods of storage that
would be required for the expanded operation. This table does
not include reagents generated on-site
(e.g. sulphuric acid, oxygen and nitrogen).
table 5.14 indicative annual metallurgical plant reagent requirements and storage methods
Description proposed expansion storage method
Ammonia (t) 11,000 Above ground bullet tanks
Boiler and cooler feedwater chemicals (t)
320 Self-bunded bulk containers
Caustic soda (t) 25,000 Dedicated, bunded reagents yard as per existing practice
Coagulant (m3) 31,700 Bunded tank
Coke (t) 18,300 Covered storage shed
Copper extractant (Oxime) (t) 880 Stored in bulk containers within a dedicated bunded area
Diesel (m3)1 16,000 Bunded tank conforming to the requirements of AS 1940
Diluent (m3) 14,500 Bunded tank conforming to the requirements of AS 1940
Ethanol (m3) 17,300 Bunded tank conforming to the requirements of AS 1940
Ferrous sulphate (t) 120 Dedicated, bunded reagents yard as per existing practice
Flocculant (t) 8,800 Bunded tank
Flotation modifier (t) 1,000 Dedicated, bunded reagents yard as per existing practice
Frother (t) 1,950 Dedicated, bunded reagents yard as per existing practice
Fuel oil (kL)1 14,000 Bunded tank conforming to the requirements of AS 1940
Liquid oxygen (t) 5,000 Above ground bullet tanks
Liquid petroleum gas (kL)1 32,000 Above ground bullet tanks
Natural gas (t)1 45,000 Above ground bullet tanks
Nitric acid (t) 150 Bulk containers stored in a dedicated bunded and undercover area
Promoter (t) 2,000 Dedicated, bunded reagents yard as per existing practice
Silica (Flux) (t) 56,000 Storage of pre-strip sand to be determined, but likely to be within the existing quarry, with intermediate storage in a stockpile
Soda ash (t) 6,700 Dedicated, bunded reagents yard as per existing practice
Sodaberg electrode paste (t) 410 Dedicated, bunded reagents yard as per existing practice
Sodium chlorate (t) 63,900 Dedicated, bunded reagents yard as per existing practice
Sodium cyanide pellets (t) 410 Bulk containers stored in a dedicated bunded and undercover area
Solvent extraction modifier (m3) 680 Stored in bulk containers within a dedicated bunded area
Sulphur (t) 1,720,000 Bunded and wind disruptive stockpile enclosure
Uranium extractant (Amine) (t) 270 Stored in bulk containers within a dedicated bunded area
Xanthate (t) 2,000 Dedicated, bunded reagents yard as per existing practice
Zinc (t) 115 Bulk containers stored in a dedicated bunded and undercover area
1 The expanded smelter may use natural gas in preference to diesel, LPG and fuel oil. Natural gas, LPG, diesel and fuel oil figures are ‘worst case’ maximum values.

Olympic Dam Expansion Draft Environmental Impact Statement 2009128
5.5.6 taiLings storage faciLity
The design of the TSF is described below and in Appendix F1.
General waste management is discussed in Section 5.6.
overview
Tailings generated after the uranium and copper have been
extracted in the new hydrometallurgical plant would be
disposed of in a new TSF. Material from the countercurrent
decantation process within the new hydrometallurgical plant
would be directed to a new tailings disposal facility at a solids
concentration of around 55%. Tailings from the existing
metallurgical plant would also be directed to the new tailings
disposal facility, the combined tailings having a solids
concentration of around 52–55% solids.
The new TSF cells would be a refinement of the existing TSF
design which has been operating for 20 years, modified to make
use of both the experience gained in the operation of the
existing cells and the different types and volumes of
construction materials available.
Each of the proposed TSF cells would be approximately 400 ha
in tailings surface area, and eight cells would be required to
manage the additional tailings and water throughput. Area for
an additional cell would be allocated as a contingency in the
event of unforseen issues such as a positive water balance,
plant failures or extreme rainfall events. The area and design of
the TSF cells proposed would avoid the need to construct new
evaporation ponds to manage such events. An additional area
would also be disturbed to construct tailings walls, roadways
and infrastructure corridors.
The design of the TSF walls and the existing ‘upstream raise’
methodology would change. Using mine rock generated from
the open pit mine (which would otherwise be stockpiled in
the RSF), would allow the TSF cells to be designed with greater
stability in a ‘centreline raise’ arrangement, and to greater
heights than currently permissible. This method is detailed
further in the following sections.
Other design features have been proposed to improve the
management of acidic liquor. These include the use of a rock
ring wall within each cell, together with additional liquor
seepage control measures. These measures, together with the
additional cell area and the thickening of flotation tailings
within the new concentrator plant, would negate the need for
additional evaporation ponds and may allow the existing
evaporation ponds to be removed over time (see Chapter 15,
Terrestrial Ecology, for further information regarding fauna
interaction with the TSF). Covered balance ponds would also be
constructed to facilitate the transfer of acidic liquor from the
TSF cells back to the metallurgical plant, and to provide
additional surge liquor capacity to manage seasonal variation in
the water balance and high rainfall events.
TSF cells would be constructed throughout the development
phases, commencing with three TSF cells and two balance
ponds and finishing with eight or nine cells and four balance
ponds around Year 11.
context
Tailings storage facilities are used by mining and minerals
processing operations throughout the world. The annual
deposition rates of some of the world’s TSFs are presented in
Table 5.15.
Design
The main design features of the proposed TSF at Olympic Dam
are listed in Table 5.16 (the values provided are indicative and
may change as required during detailed design). Design
information is presented in Appendix F1, and summarised in the
following sections. Appendix F1 also discusses the key design
criteria and the various alternatives that were investigated
(see also Chapter 4, Project Alternatives).
TSF layout, geometry and key infrastructureThe number of TSF cells proposed and the rate of expansion are
described in the overview to this section, and shown in
Figure 5.6a and 5.6b. The major components of TSF cells are
shown in Figure 5.22 and further detailed in Figure 5.23.
A cross-section of the proposed TSF wall is shown in
Figure 5.22, detailing both the indicative construction sequence
and the components of the wall design.
The proposed TSF cells introduce a small central decant pond
(approximately 300 m x 300 m) within a flow-through rock filter
wall (see Figure 5.22) to maximise operational control of the
free liquor. The central decant facility also provides the
opportunity to restrict access (e.g. netting or similar) to the free
liquor and reduce fauna interaction with the TSF (see Chapter
15, Terrestrial Ecology). The flow-through wall also allows the
decant pond to be maintained centrally over the TSF seepage
control features, which are described below and illustrated in
Figures 5.22 and 5.23.
A 1.5 mm HDPE liner would extend over an area •
approximately 400 m x 400 m. The central pond would be
positioned above this area, allowing an additional 100 m of
liner outside of the decant pond.
The design ensures that all water inputs can be contained •
within the TSF with no potential for overtopping. At any
point in time, there is more than 4 m freeboard above the
water level that would occur after the Probable Maximum
Flood (PMF) event. The balance ponds would also be
designed with sufficient freeboard to accommodate the PMF
and ANCOLD (1999) guidelines without overtopping.
Seepage control measures would be implemented during •
each cell start-up process to minimise the ponding of liquor
on bare ground until such time as the tailings consolidated
to form an effective liner or barrier. These seepage control
measures would include constructing temporary divider
walls to enable rapid covering of the TSF floor, and
infrastructure to remove decant liquor from the edges of the
temporary area to the lined central decant area, where it
would be evaporated. These measures successfully limited
seepage when the existing TSF cell 4 was commissioned.

Olympic Dam Expansion Draft Environmental Impact Statement 2009 129
5
table 5.16 indicative features of the proposed tsf
features proposed expansion
Additional solids disposal rate (Mtpa) 58
Facility operating life (years) 40+
Number of TSF cells1 8 + 1
Design type Paddock style with centreline raise using mine rock walls and central decants
Deposition solids concentration (%) 52–55
Maximum rate of rise for tailings (m/annum) 2
Dry density of stored tailings (t/m3) 1.7
Final height (m) 65
Embankment slope angle (degrees) 25
Estimated height of starter embankment (average) (m) 10
Estimated TSF wall raise height (m) 10
Crest width of external walls (m) 10
Area of central decant pond (ha/cell) 9
Rate of acidic liquor return to the metallurgical plant at 72 Mtpa ore (ML/d) 24
Area of balance ponds (ha) 60
Depth of balance ponds (m) 10
Estimated final footprint – including contingency cell (ha) 4,400
1 The indicative number of TSF cells required for the management of the tailings and acidic liquor is eight. However, an additional cell has been allowed as a contingency in the event of unforseen issues such as plant failures or extreme rainfall events.
table 5.15 proposed olympic Dam tsf annual deposition rate compared to rates at other metallurgical facilities1
mine company country/australian state
type of tsf facility contains radioactive
material
annual deposition rate
(mtpa)
Escondida BHP Billiton Group (57.5%)
Rio Tinto (30%)
Mitsubishi (10%)
IFC (2.5%)
Chile Contained in a natural depression with a dam wall at one end
No 82
Olympic Dam – combined operations
BHP Billiton South Australia Paddock, centreline raise with central decant
Yes 69.6
Collahuasi Xstrata Chile Contained in a natural depression with a dam wall at one end
No 41
Rössing Rio Tinto Namibia Paddock, upstream raise Yes 14
Ernest Henry Xstrata Queensland ‘Turkeys nest’ style with upstream mine rock walls
No 9.9
Olympic Dam – existing operation
BHP Billiton South Australia Paddock, upstream raise Yes 9.8
Prominent Hill OZ Minerals South Australia Integrated waste landform with central decant
No 7.9
Century Zinc Zinifex Queensland Contained in valley with dam wall at one end
No 4.2
ERA Ranger Rio Tinto Northern Territory Initially to paddock tailings cells, now returned to Pit 1 depression
Yes 2
Langer-Heinrich Paladin Resources Namibia In-pit disposal Yes 0.9
Narbalek Queensland Minerals Northern Territory Tailings returned to old pit using sub-aqueous deposition
Yes 0.6
McClean Lake Areva Canada In-pit disposal Yes 0.2
1 Sourced from Uranium Equities 2008.

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009130
Free-draining rock
Depositedtailings beach
Sand drainagelayer over liner
Central decant pond
To balance ponds
Consolidatedtailings
10 m (min)crest width
400 x 400 m square 1.5 mm HDPE lined decant area
65 m
SECTION A - A’
Central decant surrounded byrock fill with diesel pumps forunderdrainage and decant removal
300 x 300 m square flow through rock wall to control pool position and size and
support fauna restriction systems
Sand pads protect liner under rockfill
SEE FILTER DRAINDETAIL ON FIGURE 5.23
SEE CENTRAL DECANTDRAIN DETAIL ONFIGURE 5.23
SEE WALL DETAILON FIGURE 5.23
To processing plant
Sand padsprotect liner
under rock fill
Perimeter bund for containmentof water during commissioning Shaped to fall
to centre Strip drains and conveyance outlet pipes
~2,000 mA A’
Mine rockperimeterembankment
Dry tailingsbeach lengthabout 850 m
Section shown below
~400 x 400 msquare 1.5 mmHDPE liner
Filter drain aboveHDPE liner
Decant accessembankment
Central tower forcollecting and
pumping decant
~300 x 300 msquare rock flow
through ring wallTailingsstoragefacility
Balanceponds
TSF cell shown in
detail adjacent
Figure 5.22 Plan view and cross-section of a cell within the proposed tailings storage facility

Olympic Dam Expansion Draft Environmental Impact Statement 2009 131
5
Vertical decant outlet riser (slotted)
Tailings
Detail locations are shown on Figure 5.22
Free-draining rock
Tailings
Final position ofdownstream toe
65 m
Downstream toedrain
Clayey silty sand – usedas continuous basal drain
Upstream toedrain
WALL DETAIL
10 m
CENTRAL DECANT DRAIN DETAIL
FILTER DRAIN DETAIL
Water level
Limestone
Sand fill
In-situ sand
1.5 mm HDPE liner
Liner end cast into base Reinforced concrete tower base
Drainage through sandinto decant tower
Original ground level
Drainage through rockfill into decant tower
Sand filled decant tower (slotted pipe)
Drainage fromfilter drain
Vertical underdrainage outlet riser (unslotted)
500 mm
1.5 mmHDPE liner
3 m
Floor shaped tofall to centre
To centraldecant tower
Strip drains and conveyance piping
Sand bedding to liner where required
300 to700 msand
200 mmGeofabric wrap
Gradedfilter drain
Gravelcover
Very low permeabilityundisturbed Andamooka Limestone
Run-of-minecompetent rock
Class C or D
Figure 5.23 Seepage control and design details for the proposed tailings storage facility at Year 40

Olympic Dam Expansion Draft Environmental Impact Statement 2009132
A layer of dune sand on top of the HDPE liner would form a •
base drain. The sand layer may eventually become clogged
by fine tailings, but it would assist with consolidation of the
fine tailings and provide an effective low permeability layer
above the liner. The sand layer would also act as a
protective cover to the liner.
A filter drain would be installed above the liner to act as a •
permanent drain to recover liquor back to the decant ponds
prior to transfer to the balance ponds (see below).
A number of balance ponds would be constructed, allowing
liquor to be decanted from the TSF cells and either returned to
the metallurgical process or directed to the tailings disposal
circuit to be returned to the TSF. The balance ponds would be
about 60 ha in total area, and would be covered to restrict
fauna access and lined to minimise seepage.
Geotechnical stabilityThe stability of the proposed TSF (i.e. a centre raised rock fill
design, with a slope angle of 25 degrees and assessed at a
height of 40 m and 80 m) was assessed using methods
described in the ANCOLD standards (ANCOLD 1999), taking into
account the necessary safety factors for high pool (exceeding
the minimum freeboard requirements), earthquake loading and
normal operation. The factor of safety ratings of the proposed
designs meets or exceeds the ANCOLD criteria as shown in
Table 5.17.
Tailings geochemistryThe geochemistry and radiological properties of the new
tailings are expected to be similar to the current tailings, with
a pH on deposition of about 1.5 (see Table 5.18 to Table 5.21).
Further information regarding the geochemical properties of
the tailings as they relate to seepage is described in Chapter 12,
Groundwater.
construction phase
During the initial development, three new TSF cells would be
constructed, together with two balance ponds. The vegetation
and sand dunes would be removed from the footprint of each
TSF cell prior to construction. TSF walls would generally be built
in 10 m lifts, with one cell taken off-line during wall raising,
then recommissioned upon completion of the 10 m lift. It is
expected that wall raising would take about one year to
complete per cell. Initial TSF walls would be constructed to
different heights to establish a sequence that would aid in
scheduling subsequent cell decommissioning and wall raising
activities. TSF cell walls would be constructed of class C or D
mine rock (see Section 5.4.6 for details).
Subsequent development phases would involve the construction
of an additional five or six TSF cells and two balance ponds.
As previously discussed, the starting heights for these would
be staggered.
operation phase
During operation, tailings would be deposited to all but one of
the TSF cells at any given time (the other being taken off-line to
raise walls). Deposition would be via spigots mounted on the
edge of the cells, as occurs with the existing TSF. The tailings
would be deposited in thin layers up to a maximum of 2 m in
depth per annum when fully dried.
Liquor that does not evaporate on the beaches (the decant
liquor) would flow through the central flow-through rock wall
into the decant pond, and be directed for further treatment by
one of two alternative methods:
to the covered TSF balance ponds, then recycled to the •
metallurgical plant for use as dilution liquor following
flotation tailings thickening within the new concentrator
plant
recirculated, via the tailings disposal circuit, to the TSF cells •
to obtain additional evaporation on the TSF beach areas.
The treatment path would be determined by the volume of
decant liquor available and by the demand for acidic liquor in
the metallurgical plant.
5.5.7 integration with the existing processing
faciLities
The interaction of the new metallurgical plant and the existing
metallurgical plant has previously been discussed throughout
Section 5.5, and is summarised below:
the existing concentrate leach circuit would be expanded•
the existing smelter and associated infrastructure would be •
expanded
the existing electrorefining tank house would be expanded •
the existing precious metals recovery plant would be •
optimised
a new acid plant would be added to the existing smelter•
pipelines would be installed to transport copper concentrate •
from the new concentrator plant to the expanded
concentrate leach facility
table 5.17 factor of safety for the proposed tsf compared to ancoLD criteria
Loading condition factor of safety
ancoLD criteria proposed tsf
Normal operation 1.5 1.53
Steady state seepage (high pool) 1.3 1.31
Earthquake 1.1 1.20

Olympic Dam Expansion Draft Environmental Impact Statement 2009 133
5
table 5.18 chemical constituents of existing tailings solids
constituent concentration
Aluminium 4.34%
Arsenic 30–150 ppm
Barium 0.6%
Calcium 1.5%
Copper 0.08%
Fluorine 1.0%
Iron 29.6%
Lead 40–120 ppm
Magnesium 0.22%
Manganese 80–170 ppm
Potassium 2.6%
Sodium 0.21%
Uranium 65–274 ppm
table 5.19 chemical properties of existing tailings liquor
constituent concentration (mg/L)
Aluminium 9,100
Calcium 1,000
Chloride 5,500
Copper 2,000
Cyanide Not detectable
Fluoride 2,000–5,000
Iron 40,000
Lead 6
Magnesium 500–5,000
Potassium 350–6,000
Silica 2,000
Sodium 5,000–24,000
Sulphate 135,000
Sulphuric acid 11,900
Thorium 17
Uranium oxide 130
Free acidity 8,000–15,000
table 5.20 radiological properties of existing tailings solids
radionuclide activity (Bq/g)
Lead-210 5.3
Polonium-210 6.4
Radium-226 5.8
Thorium-230 4.5
Uranium-238 1.3
table 5.21 radiological properties of existing tailings liquor
radionuclide activity (Bq/L)
Lead-210 150–250
Polonium-210 30–100
Radium-226 3–10
Thorium-230 1,200–2,400
Uranium-238 250–1,200
a tailings pipeline would be installed to transport tailings •
from the existing metallurgical plant to a new tailings
disposal facility within the new metallurgical plant.
The other major interaction relates to the import and export of
materials and products to and from the operation. A new rail
terminal would be constructed to import the reagents necessary
to process the ore, and export the refined metal products,
uranium oxide and concentrate. Reagents would generally be
delivered by rail then distributed between the proposed and
existing metallurgical plants by either loaders or trucks.
Suitable road access to deliver bulk goods to the existing
metallurgical plant would need to be provided. Until the rail line
is constructed, reagents would continue to be imported by truck
as per the existing operation.
5.6 on-site inDustriaL anD generaL waste management
5.6.1 overview
The management of industrial waste generated on-site from the
mining and processing operations would largely follow the
existing site practices, controlled through the site EM Program
(see Chapter 2, Existing Operation, and Chapter 24,
Environmental Management Framework, for further
information). A new waste management facility complying with
relevant legislation would be constructed, incorporating a new
waste transfer station, a new landfill site and new areas for
storing materials that are to be reused or recycled (see
Figure 5.8 for location of proposed landfill zone). Off-site
wastes are discussed further in Section 5.10.2.
5.6.2 generaL wastes
The volumes of industrial and general wastes arising from the
expanded operation are summarised in Table 5.22 and
illustrated in Figure 5.24. Tyres, sewage, hazardous and low
level radioactive wastes are discussed in greater detail in the
following sections.
new waste management facility
An area of around 560,000 m2 has been assigned for the future
development of the waste management facility (see Figure 5.8).
This would be suitable for around 60 years of operational life at
the predicted waste generation rates, and assuming a 15 m
maximum landfill height plus 10% additional height for a
landfill cover (equating to an available volume of around
7.5 million m3). The new waste management facility would
consist of:
a transfer station (this may continue to be the existing •
transfer station)
a recyclable materials store located near the rail head•
a general waste landfill facility for industrial wastes with a •
small content of putrescibles (2.5% during the construction
phase and 0.5% during the operation phase). Cover to the
landfill would be provided on a daily basis with construction
of the waste cells in accordance with EPA guidelines.

Olympic Dam Expansion Draft Environmental Impact Statement 2009134
table 5.22 indicative annual general waste generation rates (excluding tyres, sewage, hazardous and low-level radioactive wastes)
waste type expanded operation (construction phase)
expanded operation (ongoing operation)
indicative management practices
volume (m3)
mass (t)
volume (m3)
mass (t)
Plastic 61,000 3,000 38,000 2,000 Bulk containers and HDPE pipe would be reused and/or recycled. Miscellaneous plastic may be sorted and recycled, subject to market availability and transport cost, otherwise would be directed to landfill
Wood 16,000 3,000 10,000 1,700 Pallets would be reused where possible, with other timber wastes stockpiled and chipped for use as mulch
Paper/cardboard 29,500 1,500 18,000 900 The existing paper and cardboard recycling schemes would be expanded to increase the volume of paper and cardboard recycled
Steel 70,500 9,500 44,000 5,700 The current practice of recycling all ferrous metals would continue, subject to the materials meeting the surface radiation limit for off-site transport. Should material not meet these limits, it would remain on-site until such time as the limits were met
Aluminium 1,200 200 700 100 The current practice of recycling all non-ferrous metals would continue, subject to the materials meeting the surface radiation limit for off-site transport. Should material not meet these limits, it would remain on-site until such time as the limits were met
Putrescibles 1,200 500 700 300 Would be disposed of to the on-site landfill
Filters 1,500 200 1000 100 Air filters would continue to be cleaned and reused (up to five times) before being disposed of to landfill. Oil filters would be drained of oil and the metal casing recycled
Inert materials 10,000 200 6,000 100 Clean fill and concrete would be preferentially used as a construction material (e.g. road base) where possible, or stockpiled within the waste management centre or disposed of to landfill
Rubber 3,500 700 2,200 500 The current practice of reusing conveyor belt for fencing and sandhill stabilisation would continue. It may be possible to treat the surplus rubber as part of the tyre recycling scheme
total 194,400 18,800 120,600 11,400
Waste by massWaste by volume
Tyres
Steel
Plastic
Paper/cardboard
Wood
Inert materials
Rubber (excluding tyres)
Filters
Aluminium
Putrescibles
Low level radioactive waste
23%
36%
42%
29%
10%
9%
4.5%
2%
1.5%
20%
10%
5%3%
1.5%0.5% 0.5%
Figure 5.24 Predicted waste generation by type

Olympic Dam Expansion Draft Environmental Impact Statement 2009 135
5
5.6.3 tyres
The most significant change to the volumes of waste generated
from the proposed expansion would be the considerable
increase in rubber tyres, from the existing rate of around 25 tpa
to about 8,090 tpa. This is associated principally with the tyres
used on haul trucks required for the open pit operation (see
Table 5.23).
Several options for managing used tyres are currently being
investigated. The hierarchy of preferred practice adopted for
the expanded operation is to:
reduce the volumes of tyres requiring management by •
implementing programs to increase the life of tyres
retread or repair, where possible•
use waste tyres for industrial purposes such as berms, road •
demarcation and fencing
treat waste tyres using energy recovery technologies such as •
incineration, co-combustion, tyre-derived fuel, pyrolysis,
gasification, shredding and granulation
disposal in RSF in a documented location.•
While the disposal of waste tyres in the RSF is accepted practice
within the mining industry, if not properly managed it may lead
to stability issues in the RSF if the tyres are stacked too high,
metal leaching if the tyres are shredded before disposal, or it
may create a potential fire hazard if the tyres are not covered
with inert material. Investigations facilitated by BHP Billiton
into the recycling of tyres, including a trial for recycling a haul
truck tyre, are showing promising results with the tyre steel
being successfully separated and the production of rebonded
rubber that has physical characteristics practically identical to
the vulcanised rubber that made up the original tyre.
In the event that the investigations do not provide a recycling
solution for the volume of Olympic Dam used tyres, and disposal
in the RSF is required, appropriate management practices to
mitigate the above-mentioned risks would be applied.
5.6.4 sewage management
The sewage treatment plant handles the collection and pumping
of raw sewage, treatment of raw sewage and the disposal of
effluent from the treatment plant. The proposed sewage
treatment plant, to provide for 2,500 people, would be a
proprietary packaged plant located to the north of the
concentrator. Class B treated water is expected to be produced
in accordance with water recycling guidelines, and would be
recycled into appropriate process uses.
5.6.5 Low-LeveL raDioactive waste (incLuDing
LaBoratory waste)
Low-level radioactive waste would continue to be produced at
the expanded operation. This waste would generally comprise
laboratory waste (about 8 m3 per annum) and used personnal
protective equipment from workers within the uranium packing
compound (about 40 m3 per annum).
Low-level radioactive waste is currently disposed of in the TSF
and this practice would continue for the expanded operation.
Disposal of low-level radioactive waste during the operation of
the expanded facility would be consistent with relevant codes
and legislation, including the provisions of the Code of Practice
and Safety Guide for Radiation Protection and Radioactive
Waste Management in Mining and Mineral Processing 2005.
Chapter 22, Health and Safety, provides further information on
the management of radiation at Olympic Dam.
5.6.6 hazarDous wastes
The existing metallurgical process produces some hazardous
materials, and these would continue to be produced for the
expanded metallurgical plant. In general, any hazardous
materials produced would be recycled wherever possible, as
occurs with the existing operation. The hazardous wastes that
would be recycled are:
Slag, which would be forwarded to a slag re-milling circuit •
within the metallurgical plant where it would be ground to a
fine slurry before passing through a flotation circuit and
either passing through the hydrometallurgical plant to be
deposited to the TSF, or through the feed preparation plant
where it would be blended with other copper concentrates
and fed into the smelter.
Smelter acidic effluent, which would be directed to the •
hydrometallurgical plant (where the acid would supplement
the leaching process), or to the TSF.
Waste hydrocarbons, which would be collected in a •
dedicated area of the waste management centre. The waste
oils could be used in explosives produced on-site, or could
be either used directly in the smelter furnaces, following the
implementation of suitable modifications to furnace burners,
or be transferred to Adelaide to be converted into fuel oils
for use in the existing unmodified furnaces. Should the
on-site furnaces be converted to natural gas, the oil or
converted fuel oils could be used within other furnaces and
kilns in South Australia.
table 5.23 indicative tyre generation rates for the proposed expansion
type of tyre tyres per annum tonnes per tyre type tonnes per annum
Haul trucks – large 1,300 5.3 6,890
Haul trucks – medium/small 200 2.8 560
Ancillary heavy equipment 320 1.5 480
Light vehicles 1,600 0.1 160
rounded total 3,420 – 8,090

Olympic Dam Expansion Draft Environmental Impact Statement 2009136
Paints, thinners and solvents, of which about 30,000 litres •
per annum would be expected to be generated. These are
currently recycled where possible, or transported to
Adelaide for disposal in a registered landfill. Future solvent
waste could be used as a heat source for on-site furnaces, or
may continue to be disposed of in a registered landfill.
Hazardous wastes for which there is no favourable recycling
option would be collected and disposed of in accordance with
applicable regulations and legislation.
Acid plant catalyst, used within the acid plant gas converters, is
one such waste. These typically contain about 6–9% vanadium
pentoxide, and the expanded operation would have an installed
capacity of around 4.1 ML of catalyst. Routine maintenance is
undertaken to screen the fine catalyst material from the gas
converter beds, with the first bed being screened every three
years, the second bed every six years and the third and fourth
beds every nine to twelve years. On average, such screening is
expected to generate around 225,000 litres of catalyst fines
every three years, which would initially be transferred to lined
steel drums and stockpiled prior to disposal or recycling.
Options for recycling catalyst fines (to either the supplier or a
vanadium refining operation) will continue to be investigated
up until the fines are generated. Historically, however, recycling
has not proved to be viable in Australia. If a suitable recycling
option is not found, the catalyst fines would be disposed of in
trenches excavated into the TSF and their location documented.
5.7 water suppLy
5.7.1 overview
The demand for water of various qualities would increase
during construction and operation of the proposed expansion.
The most significant areas of increased demand are associated
with the need for low-quality water for dust suppression within
the new open pit mine, increased process and demineralised
water use associated with the new metallurgical plant, and
increased potable water demand required from the expansion of
Roxby Downs and the operation of Hiltaba Village.
The construction of infrastructure associated with the proposed
expansion would also require water, specifically for use in
compaction activities, concrete manufacture, dust suppression
and hydro-testing of the water supply and gas supply pipelines.
Saline water would be used where practicable to reduce the
volume of process and potable water required.
Water for the proposed expansion would be obtained from a
number of sources, depending on the quality of water required
and where the water would be used. During construction of
off-site infrastructure such as the rail line and the water and
gas supply pipelines, low-quality water would be sourced from
existing or new groundwater wells along the infrastructure
corridors. Higher-quality water, for use in construction camps or
for hydro-testing pipelines, would be sourced from either the
existing on-site desalination plant, the proposed new coastal
desalination plant or from the existing state water supply
network, depending on timing and where the water would be
used. The demand for on-site construction water would be met
through a combination of process or potable water from the
existing GAB supply source if high-quality water is desired, or
from wellfields should low-quality water be required.
The demand for operational water would be met through the
construction and operation of a coastal desalination plant
located at Point Lowly (see Figure 5.4) and an associated water
supply pipeline (see Figure 5.4) combined with abstraction from
a number of saline aquifers in the SML and the broader
Stuart Shelf (see Figure 5.25). The desalination plant would
produce potable quality water, which would either be used
on-site as is, or desalinated on-site to produce demineralised
water. Water required for dust suppression during the operation
of the open pit mine would be sourced from a combination of
saline water extracted from the mine depressurisation activities
or from saline wellfields.
The existing underground mine and metallurgical plant would
continue to source process, potable and demineralised water
from the GAB, via the on-site desalination plant.
5.7.2 summary of water DemanD
A summary of the water demand and supply source for the
construction and operation of the proposed expansion is
presented in Tables 5.24 to 5.27. Demand fluctuates with
seasonal and operational variations (e.g. maintenance
shutdowns) and, as a consequence, the volumes presented may
vary in any given year.
table 5.24 indicative water source and demand during construction (olympic Dam site development)
source Demand (mL/d) Description
potable
Great Artesian Basin (GAB) and local saline wellfields
up to 7 The current demand from the existing GAB Wellfields A and B averages 37 ML/d. The current licence limit is based on drawdown, extrapolated to an extraction rate of about 42 ML/d. Further extraction from Wellfield B, under South Australian Government approvals, would be used to supply potable water during the construction phase, with any additional needs being met through on-site desalination of water extracted from local saline wellfields
saline
Mine depressurisation and saline aquifer extraction
25 This water would be obtained from depressurising the open pit (about 20%) and extraction from production wells associated with the fractured rock aquifers in the vicinity of the mine area (about 80%)

Olympic Dam Expansion Draft Environmental Impact Statement 2009 137
5
table 5.25 indicative water source and demand during construction (off-site infrastructure development)
infrastructure development approximate total demand
(mL)
source and description
Water supply pipeline 485–590 This is required for hydrostatic testing of the pipeline (about 85–90 ML), first flush testing (about 400–500 ML), and small volumes used for dust suppression and concrete manufacture. The water for hydrostatic testing and concrete would be supplied either through water generated during commissioning of the Point Lowly desalination plant, through the existing on-site desalination plant, through the state potable water supply network, or a combination of these. Water used for dust suppression would be sourced from saline aquifers
Desalination plant 100
This is required for earthworks, dust suppression and concrete manufacture. With the exception of concrete manufacture, water would be sourced from saline aquifers. Water for concrete manufacture would come from either the existing on-site desalination plant or the state potable water supply network
Transmission line 50
Gas supply pipeline 20
Rail line 500
Pimba intermodal facility 20
Roadworks 200
Port – Darwin 20
Port – Outer Harbor 20
Port – Landing facility 5
Airport 20
Roxby Downs 200
Hiltaba Village 300
total 1,940–2,045
table 5.26 indicative water demand and source during operation of the combined operation
area of demand average daily
demand (mL)
source and description
Existing metallurgical plant 36 GAB wellfield
Existing underground mine 1 GAB wellfield
New metallurgical plant 151 Water would be sourced from the proposed coastal desalination plant and used directly within the plant. Further treatment of some water would be undertaken at the on-site desalination plant to meet the new metallurgical plant demineralised water demand
Open pit mine and associated facilities 7
Roxby Downs residential growth 5 Potable water for the expanded operation would be sourced from the proposed coastal desalination plant and piped directly to the townships for distribution. Off-site infrastructure operational water demand, including the water needs for the airport, pumping stations, transmission lines, gas pipeline and the landing facility, would be expected to total less than 1 ML/d
Hiltaba Village 2
Regional users including Andamooka 1
Dust suppression and other engineering needs
25 Sourced from the coastal desalination plant. Alternatively, saline water would be used, originating from either the open pit mine depressurisation wells, or from saline wellfields within the Stuart Shelf groundwater system
total 228
table 5.27 indicative water supply during operation of the combined operation
supply average daily demand (mL)
Existing GAB Wellfields A and B 42
Coastal desalination plant 1861
total 228
1 25 ML/d may be sourced from saline groundwater and mine depressurisation.
5.7.3 proposeD expansion water BaLance
An indicative water balance for the proposed expansion,
following the final development phase, has been developed,
and is illustrated in Figure 5.26.

Olympic Dam Expansion Draft Environmental Impact Statement 2009138
OLYMPIC DAM
Andamooka
Roxby Downs
WhyallaPort Pirie
Roxby Downs
Port Augusta
Transfer tank
Trial injection well
Potential production well
Pipeline estimate
Trial saline pipeline
Gas pipeline alignment options
Water pipeline alignment
Transmission line alignment
Rail alignment
Expanded Special Mining Lease
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
Motherwell wellfield
Local saline wellfield0 2 4 6 8 10
km
Figure 5.25 Indicative locations of local and regional saline wells

Olympic Dam Expansion Draft Environmental Impact Statement 2009 139
5
GreatArtesian
Basin
Coastaldesalination
Open pitmine
Additionalmetallurgical plant
Tailingsstorage facility
Undergroundmine
EvaporationRetainedSeepage
* Subject to drawdown limit approvals
Existingmetallurgical plant
Salinewellfield
Minefacilities
Processstorage
RoxbyDowns
HiltabaVillage
Regionalusers
3 ML/d
34 ML/d
128 ML/d 24 ML/d
5 ML/d
5 ML/d151 ML/d1 ML/d36 ML/d
2 ML/d
1 ML/d
2 ML/d
5 ML/d 10 ML/d
203 ML/d
193 ML/d
161 ML/d25 ML/d
25 ML/d(Alternativesupply)
42 ML/d*
1 ML/d
Upto 15 ML/d(rainfall)
52 ML/d(evaporation)
3 ML/d(evaporation)
25 ML/d(evaporation)
83 ML/d62 ML/d
Figure 5.26 Indicative water balance for the combined operation

Olympic Dam Expansion Draft Environmental Impact Statement 2009140
5.7.4 DesaLination pLant
overview
A coastal desalination plant would be constructed to supply
potable water to the new open pit mine, metallurgical plant and
associated infrastructure. The proposed plant would use reverse
osmosis to produce water from seawater extracted from the
Spencer Gulf. Seawater would be pumped through fine
membranes to produce low-salinity product water and
high-salinity return water. The return water would be a
combination of brine (which is about twice as salty as seawater)
and small quantities of anti-scalant chemical used to prevent
scale accumulating on the membranes of the plant (see Chapter
16, Marine Environment, for further discussions regarding the
potential environmental impacts associated with the discharge
of return water into the gulf). A conceptual layout of the
proposed coastal desalination plant is provided in Figure 5.27.
The proposed desalination plant would be constructed in
modules to allow a ramp-up in potable water production to
meet the increased demand of the proposed expansion as it
develops to 60 Mtpa of ore mined. Indicative features of the
plant are provided in Table 5.28.
The construction and operation of the desalination plant would
create additional demand for electricity, water and labour (see
Table 5.29).
table 5.28 indicative features of the proposed desalination plant
features proposed expansion
Method Reverse osmosis
Distance off-shore for intake pipe (m) >250
Diameter of the intake pipe (m) 3.0
Volume of seawater intake (ML/d) 6501
Salinity of seawater intake (nominal – g/L) 38–42
Peak volume of potable water produced for the proposed expansion (ML/d) 2001
Peak volume of potable water produced to replace River Murray supply (ML/d) 801
Distance off-shore for outfall pipe (m) >600
Diameter of outfall pipe (m) 2.1
Length of the return water dispersion structure (m) 200
Volume of return water (ML/d) 3701
Salinity of return water (g/L) 78
1 The data includes South Australian Government requirements and represents peak daily demand.
south australian government water supply
The development of a desalination plant at Point Lowly would
provide an opportunity for the South Australian Government to
deliver a new water supply to the Upper Spencer Gulf and the
Eyre Peninsula areas, replacing about 80 ML/d of water
currently pumped from the River Murray. Water produced for
the government’s needs would meet the Australian Drinking
Water Quality Guidelines 2004. This would require additional
water treatment modules within the proposed desalination
plant, with the desalinated water passing through additional
reverse osmosis membranes to achieve the required water
quality standard.
The assessment of the potential impacts of constructing and
operating the desalination plant on the marine environment
has been based on the total desalination plant throughput
(i.e. BHP Billiton’s peak requirement plus the government’s peak
requirement, see Table 5.30). The potential impacts of
constructing the government-managed water supply pipeline to
the existing state potable water network were also assessed.
Some additional infrastructure such as pump stations and water
storages may also be required to supplement the existing
government water supply network. An assessment of this
additional infrastructure has been undertaken and is presented
for completeness in Appendix F3. However, approval for these
ancillary facilities is not sought in the Draft EIS.
table 5.29 indicative major demands for the proposed desalination plant
expansion requirement proposed expansion
Water demand during construction (ML) 100
Electricity consumption during operation (MWh per annum) 245,000
Percentage of electricity consumption to be met from renewable sources (%) 100
Peak construction/shutdown workforce 400
Ongoing operational workforce 30
Total land disturbance (ha) 29 + 121
1 12 ha is allocated for a temporary construction laydown area. This would be rehabilitated as necessary following completion of construction works.

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009141
5
Santos facilities
WeeroonaBay
Port Bonython Jetty
Point Lowly Lighthouse
Desalination plant area = 19.5 hectaresSantos facility area = 86.5 hectares
To Whyalla
Figure 5.27 Conceptual layout of the proposed coastal desalination plant

Olympic Dam Expansion Draft Environmental Impact Statement 2009142
context
Water bodies such as Lake Eyre South and Lake Torrens are
within 200 km of Olympic Dam, but these are salt lakes that
rarely fill and only after heavy and prolonged rainfall. Olympic
Dam receives on average about 167 mm of rainfall per annum
and has a pan evaporation rate of approximately 3,000 mm
per annum.
The preferred option to supply fresh water for the proposed
expansion is a reverse osmosis desalination plant, located at
Point Lowly near Whyalla, about 320 km from Olympic Dam.
There were about 4,600 desalination plants operating
worldwide in 1985 (Al-Mutaz 1991), more than 7,500 in 1993
(California Coastal Commission 1993) and about 12,300
desalination plants in 147 countries in 2006 (Global Water
Intelligence 2006). Of the 12,300 desalination plants, about
1,460 are coastal desalination plants using reverse osmosis
technology and they are installed in around 96 countries,
divided into regions as shown in Figure 5.28. In comparison,
Australia currently produces relatively little desalinated water
(around one per cent of the world’s capacity); however, a
Figure 5.28 Seawater reverse osmosis desalination capacityby region
Source: Global Water Intelligence 2008
Middle East / Africa3,652 m3/d
(46%)
Europe2,027 m3/d
(26%)
Asia Pacific1,102 m3/d
(14%)
Americas1,063 m3/d
(14%)
Operational
Under construction
Proposed
Plant 1: 140 ML/dPlant 2: 125 ML/dPlant 3: 140 ML/d
10 ML/d
Perth
Siro Iron Project140 ML/d
Pilbara
Hobart
Darwin
Adelaide137 ML/d
Point Lowly280 ML/d
SydneyPlant 1: 250 ML/dPlant 2: 250 Ml/d
Gold Coast125 ML/d
Wonthaggi (Melbourne)411 ML/day
Alice Springs
Olympic Dam
Figure 5.29 Australian desalination plants
table 5.30 combined coastal desalination plant volumes
supply average daily demand (mL) Design capacity (mL/d)
Olympic Dam desalination plant 186 200
SA Government desalination plant 65 80
total 251 280
number of large-scale desalination plants are proposed or
under construction (see Figure 5.29).

Olympic Dam Expansion Draft Environmental Impact Statement 2009 143
5
Examples of reverse osmosis desalination plants of comparable
size are listed in Table 5.31.
Design
The major design features of the proposed desalination plant
are listed in Table 5.29. Figures 5.30 and 5.31 provide
conceptual drawings of the proposed plant design and the
locations of the associated intake and outfall pipes. The major
design features and a summary of the proposed desalination
process are discussed in the following sections and shown
in Figure 5.32.
table 5.31 examples of reverse osmosis desalination plants1
name country/state potable water produced (mL/d) stage of development
Mactaa Algeria 500 Proposed
Wonthaggi (Melbourne) Victoria 411 Under construction (completion expected 2010)
Hamriyah United Arab Emirates 364 Proposed
Istanbul Turkey 300–350 Proposed
Ashkelon Israel 330 Operational (2005)
Point Lowly South Australia 280 (includes 80 for SA Government)
Proposed
Ashdod, Soreq, Hadera Israel 274 each Under construction (completion expected 2012)
San Francisco Bay United States of America 270 Proposed
Sydney New South Wales 250 (expandable to 500) Under construction (completion expected 2009)
Port Qasim Pakistan 227 Proposed
Taweelah United Arab Emirates 225 Under construction (completion date unknown)
Jeddah Saudi Arabia 225 (expanding to 465) Operational (1984), expansion proposed
Ténès Algeria 200 Proposed
El Hamma Algeria 200 Operational (2005)
Rabigh Saudi Arabia 200 Under construction (completion date unknown)
Brisbane River (Brisbane) Queensland 200 Proposed
Calsbad, Huntington Beach, San Onofre (California)
United States of America 190 each Proposed
Jebel Ali N United Arab Emirates 182 Operational (unknown)
Qidfa United Arab Emirates 170 Operational (2004)
Lima Peru 2 x 150 Proposed
Sino Iron Project (Pilbara) Western Australia 140 Under construction (completion expected 2009)
Binningup (Perth) Western Australia 140 Under construction (completion expected 2011)
Port Stanvac (Adelaide) South Australia 140 Proposed
Tuas Singapore 136 Operational (2005)
Shuwaikh Kuwait 136 Proposed
Kwinana (Perth) Western Australia 130–143.7 Operational (2006)
Tugun (Gold Coast) Queensland 125 Under construction (completion expected 2009)
Tampa Bay United States of America 95 (proposed expansion to 132) Operational (2003)
Escondida Chile 45 Operational
Olympic Dam – current South Australia 14 Operational (1988)
Penneshaw South Australia 0.3 Operational (1999)
1 Sourced from Global Water Intelligence, 2008.

Olympic Dam Expansion Draft Environmental Impact Statement 2009144
WeeroonaBay Santos
facilities
-15
-5
-20
-10
-2
-20
-15
-2
-20
-10
-15
-20
-20
-15
-5
-10
-2
0 0.5 1km
Port BonythonJetty
Preferred intake pipe alignment
Preferred outfall pipe alignment
Water pipeline alignment to Olympic Dam
SA Government pipeline to existing network
Transmission line alignment to existing network
Point Lowly
Whyalla
Port Augusta
PointLowly
Proposeddesalination plant
Pumpstation
Indicative layout
Reverseosmosis
Futuretank
Filteredwatertank Optional
stage 2filter
Future filtration plant
Single stagefiltration
plant
Optionalsludge
dewateringplant
Productstorage
ProductstorageElectrical
switchyard
LagoonLagoon
Lagoon Lagoon
Storagepond
Future reverse osmosis
Pumpstation
Perm
eate
sto
rag
e
Sto
rmw
ater
Lim
e
Op
tio
nal
futu
re r
o
Figure 5.30 Indicative configuration and infrastructure alignments for the proposed desalination plant

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009145
5
DESALINATION PLANT IN
TAKE STRUCTURE
OU
TFALL STRUCTURE DESIG
N
Profile of diffuser pipe
Risersection
200 metres
5m
10m
15m
20m
Aquaculture leases
LighthousePoint Lowly
Water depth
Strongcurrent zone
Returnwater
pipeline
Area ofdischargeSeafloor
Diffuser
Riser
Seawaterintake structure
Buried intake pipeDesalination
plant
Santos facilityCoastal homes
Pump station
Port BonythonJetty
0 m
10 m
20 m
Figure 5.31 Conceptual layout of the proposed desalination plant and intake/outfall infrastructure at Point Lowly

Olym
pic Dam
Expansion Draft Environm
ental Impact Statem
ent 2009146
Seawaterintake structure
Upper Spencer Gulf
Intake screening facility
Sand filtration plant
Cartridge filtration plantProductstorage
(anti-scalants)
Reverseosmosis
membranes
Lime,carbon dioxide, caustic soda andfluoride dosing
Productstoragepond
Lagoons Stormwaterpond Electrical
switchyard
Indicative desalination plant layout
Schematic of proposed process
Administration Maintenance
Watertanks
Pumpstation
Processwater toOlympic
Dam
Potablewater to
EyrePeninsula
Return water
Backwashing
Dewatering
Return water pipeline Diffuser
8
1
1
2
9
3
6 6
4
3
5
5
6
8
7
7
4
2
9
Figure 5.32 Proposed desalination process

Olympic Dam Expansion Draft Environmental Impact Statement 2009 147
5
Intake sump and pipeA reinforced concrete sump of about 15 m x 15 m would be
constructed near the shore to a depth of about 10 m so that
intake seawater can gravitate to the sump. A contingency of
around 0.9 m was added to the wave elevation calculations,
fundamental to the seawater intake design, to account for
potential sea level rise associated with climate change. A small,
enclosed building would be constructed over the sump and
seawater would be pumped in a buried water pipeline to the
desalination plant. The sump would include secondary intake
screening, flow stabilisers and either a submersible pumping
well or a dry pumping well. Chlorine dosing systems (to inhibit
fouling of the intake pipe) would be placed as close to the
intake as possible. These systems would be installed at the
same time as the intake structure. Chlorine dosing would occur
intermittently to prevent marine growths and the residual
chlorine would be removed by chemical scavenging using
sodium metabisulphite or neutralisation before the seawater
is desalinated.
The end of the intake pipe would be fitted with a bar screen
and intake structure (see Figure 5.31). The intake structure
would be designed to limit flow velocities to about 0.2 m/s.
The inflow rate from the structure would average about
560 ML/d, with 650 ML/d at peak demand. The average salinity
of the intake water is expected to be between 38–42 g/L
(seasonally dependent).
Desalination plantSeawater dosed with acid, coagulant and/or a polymer would
be directed through mixing tanks and a deep-bed sand filter,
which operate just like a domestic pool filter. Fine particles
would be captured in the filter and removed during periodic
backwashing, which would occur once per day. Solids from the
backwash water would be removed and disposed of on land.
Product from the media filters would be directed to cartridge
filters. The filters contain disposable cylindrical elements, not
unlike those used in household water filters. Anti-scalants
(phosphates, organophosphonates or polymers) are then added
to control the scaling potential of the water and these are
discharged to Upper Spencer Gulf with the concentrated
seawater (collectively termed return water).
High-pressure feed pumps are used to create a sufficiently high
water pressure to drive the reverse osmosis process. Seawater
would be pumped to a number of membrane elements, with
around 45% of the water passing through the membrane to
produce low-salinity product water. The remaining water, and
the salt rejected by the membranes, forms a concentrate stream
with a salinity of around double that of the seawater.
Low-salinity (about 300 mg/L salt) product water would be
dosed with lime, carbon dioxide, caustic soda, chlorine and
possibly fluoride, and held in storage ready to be pumped to
Olympic Dam. The return water would be discharged via a
diffuser into Upper Spencer Gulf.
Outfall pipeThe outfall pipe would be a 2.1 m diameter glass-reinforced
plastic pipe with the end of the pipe in at least 20 m of water.
A series of risers (about 50) would be constructed in the last
200 m of the outfall pipe to enable the return water to be
discharged under pressure (called a diffuser).
The diffuser would be located on the seafloor, orientated at
right angles to the prevailing current direction. After initially
rising 2–5 m above the diffuser ports, the return water would
be entrained by the prevailing currents and, being denser than
the ambient seawater, fall towards the seabed. The currents,
and to a lesser degree wave action, would cause turbulent
mixing of the return water with the ambient seawater, which
would disperse the plume (see Chapter 16, Marine Environment,
for details).
construction phase
The major steps to construct the proposed desalination plant,
including the intake and outfall structures, are described below.
Construction methodThe design for the plant’s foundations would be based on the
geotechnical investigations of the site. The options include
bored piles, driven piles or strip footings, and the steps
involved in constructing the foundations include setting out,
excavation/boring, pile driving, placing reinforcing
steel/concrete and backfilling the excavated foundations.
The desalination plant would require reinforced concrete tanks
cast in situ, lined earth storages, and mechanical components
such as pumps, pressure vessels, filter elements and chemical
dosing systems. Specialised components would be imported and
assembled on-site or pre-assembled overseas and erected
on-site.
Wastes arising from construction activities would be disposed
of to local licensed landfills.
Transmission lineA new 132 kV transmission line would be installed from the
Cultana substation to the proposed desalination plant (see
Figure 5.30). This would be a double circuit transmission line of
about 25 km in length, requiring the installation of around
60 transmission towers. This is further detailed in Section 5.8.4.
Intake and outfall structuresThe method for installing the intake and outfall pipelines would
be determined during detailed design and after geotechnical
studies have determined the ease with which the pipes may be
buried along their full length. There are two main options. The
first would see the intake and outfall pipelines buried for their
full length. Alternatively, the pipelines would be buried in the
land-based sections and coastal margin and laid on the seabed
in the deeper waters.

Olympic Dam Expansion Draft Environmental Impact Statement 2009148
The method to excavate the buried sections would also be
determined following detailed geotechnical studies, the two
options being:
a wheel trencher or large excavator on land and a clamshell •
bucket or cutter suction dredge operated on a temporary
jetty or flat-top barge
a combination of the above and blasting to fracture rock •
prior to removal.
Should blasting be required, it would be likely to involve
approximately 15 land-based blasts every two to three days
over a period of 40–60 days and approximately 25 underwater
blasts every two days for a period of approximately 50 days. A
maximum charge size of 10 kg would be used, and would
involve sequential detonations to minimise potential airblast,
overpressure and vibration impacts. Blasting would only occur
during daylight hours.
Testing and commissioningThere would be a commissioning period before the plant
becomes operational, during which time the plant systems
would be tested thoroughly and water quality targets would be
confirmed. During this period, the potable water produced from
the plant would not be sent to Olympic Dam; instead, it would
be combined with the return water before being discharged
through the outlet pipe into Upper Spencer Gulf.
Water supply during constructionThe coastal desalination plant would require about 100 ML of
water during the construction and commissioning phase. This
water would be sourced from the sea, if low-quality water is
required, and from the state potable water network should
higher quality water be required (for concrete manufacture,
for example).
Workforce accommodationAbout 400 people would be required during the desalination
plant construction period. Lunch rooms and basic sanitation
facilities would be established on-site for the 33 month
construction period. The workforce would stay at existing
accommodation facilities within Whyalla, and would be
transported by bus to and from the work site.
operation phase
The general operation of the desalination plant was discussed
in previous sections. Plant maintenance activities would be
undertaken during operations and would include assessing the
performance of the monitoring system, replenishing chemical
storages and visual inspections for signs of unusual wear,
corrosion or damage. The membranes used in reverse osmosis
age over time, and they become less efficient in removing salt
and impurities. These would be cleaned every few months using
agents such as acids, bases and surfactants, and the
wastewater collected would be disposed of on land in a
managed pond, where the water would evaporate and the
solids would be collected and disposed of to a licensed landfill.
Membranes typically need to be replaced after three to seven
years of operation.
chemical storage and use
Table 5.32 indicates the rate at which reagents would be used
and the storage method for the proposed desalination plant.
5.7.5 water suppLy pipeLine
overview
One water supply pipeline would be constructed to transport
potable water from the new desalination plant about 15 km
to the existing state potable water network (see following
section) and a second pipeline of about 320 km to supply water
to Olympic Dam. The South Australian government pipeline
would be buried for its entire length. The BHP Billiton pipeline
would generally be buried except where it intersects water
courses, when the pipeline would be raised above ground on
concrete plinths. In addition to the pumping stations located at
the coastal desalination plant, a further three pumping stations
would be required to transport the water to Olympic Dam. No
further pumping stations, other than the one installed within
the desalination plant, would be required for the South
Australian government pipeline to transport the water to the
existing network.
Table 5.33 presents the indicative major features of the
proposed water supply pipelines for the proposed expansion
and the South Australian government.
Figure 5.33 shows the pipeline alignment is located within or
adjacent to existing infrastructure corridors with the exception
of some areas between Point Lowly and Port Augusta. The
location and conceptual layout of proposed pumping stations
along the alignment is also shown on Figure 5.33. Figure 5.34
provides cross-sections at three indicative locations along the
corridor to show separation distances between infrastructure.
The proximity of the water supply pipeline and other linear
infrastructure to the townships of Port Augusta, Woomera and
Roxby Downs is shown in Figure 5.35.
The construction and operation of the water supply pipeline
would necessitate additional demands for water, electricity and
workforce (see Table 5.34).
south australian government water supply pipeline
New infrastructure would be required to distribute desalinated
seawater to the existing South Australian potable water
network. A new pumping station adjacent to the desalination
plant site and new pipeline approximately 15 km in length
would be required to connect the supply to the existing
Morgan–Whyalla No. 2 pipeline. A new mild steel pipeline
nominally 900 mm in diameter would be buried in a trench
within a 20 m wide easement running parallel to the new
BHP Billiton pipeline easement. The pipeline would be
constructed independently of the BHP Billiton pipeline.
In addition, a number of system alterations would be required
to allow the flow to be reversed within sections of the existing
network. Alterations to the existing South Australian potable
water supply network are subject to approvals outside of this EIS.

Olympic Dam Expansion Draft Environmental Impact Statement 2009 149
5
table 5.32 indicative reagent usage per annum and storage
Description usage rate (tpa)
stored volume (t)
chemical details1
storage method
Organophosphonate 100–150 20 Liquid 100% w/w Antiscalant would be stored within a bunded on-site chemical storage facility
Lime 3,500–4,600 500 Powder Lime would be stored in silos adjacent to the lime clarifier and batching tanks. Milk of lime liquid is produced and would be stored in a tank within a bunded area
Sodium hypochlorite 25 2 Liquid 10% w/w Located in bunded tanks adjacent to the intake pumping station
Hydrofluosilicic acid 200 15 Liquid 20% w/w This fluoridation agent would be stored within a bunded on-site chemical storage facility
Ammonia 25 2 Gas Ammonia gas would be stored as a liquid in pressure vessels housed within a purpose-designed building
Carbon dioxide 1,800–2,500 275 Gas Carbon dioxide gas would be stored as a liquid in pressure vessels housed within a purpose-designed building
Sulphuric acid 10,000–13,000
500 Liquid 98% w/w Acid would be stored within a bunded on-site chemical storage facility
Chlorine 200–300 40 Gas Chlorine gas would be stored in liquid form within a purpose- designed building
Sodium metabisulphite
400–500 10 Liquid 37% w/w This dechlorination agent would be stored within a bunded on-site chemical storage facility
Polyelectrolyte 90–120 15 Powder This would be stored as a powder, and batched into liquid form prior to use. It would be stored within a bunded on-site chemical storage facility
Ferric chloride 5,400–6,300 300 Liquid 42% w/w or powder
This would be stored as a powder, and batched into liquid form prior to use. It would be stored within a bunded on-site chemical storage facility. In liquid form it would be stored within a bunded tank
1 w/w = weight percent.
table 5.33 indicative major features of the proposed water supply pipelines
features proposed expansion sa government
Predominantly buried or above ground pipe Buried Buried
Length (km) 320 15
Diameter of pipeline (m) 1.4 0.9
Average width of corridor/easement (m) 40 20
Typical width of disturbance within the easement (m) 20–35 20
Approximate total length of sections above ground (km) 1.5 Nil
Depth of the excavated trench (m) 2.0–3.0 1.7–2.0
Average width of the excavated trench (m) 2.0 1.2–2.0
Total length of the trench open at any given time during construction (km)
up to 5 up to 5
Depth to top of pipeline at road crossings (m) 1 1
Maximum operating pressure (kPa) 4,000 2,500
Number of pumping stations (excluding desalination pumping station) 3 Nil
Number of pipe stacking sites 50 Nil
table 5.34 indicative major demands for the proposed water supply pipelines
expansion requirement proposed expansion sa government
Water demand during construction (ML) 485–590 n.a.
Water demand during operation (GL per annum) Negligible Negligible
Electricity consumption during operation (MWh per annum) 154,000 25,000
Peak construction/shutdown workforce 100 n.a.
Ongoing operational workforce 2 n.a.
Total land disturbance (ha) 993 30

Olympic Dam Expansion Draft Environmental Impact Statement 2009150
Desalinationplant
Upper Spencer Gulf
Pimba
Whyalla
Andamooka
Roxby Downs
Port Augusta
Woomera
Point Lowly
OLYMPIC DAM
LakeMacFarlane
LakeDutton
LakeTorrens
IslandLagoon
LakeWindabout
PernattyLagoon
Pre-assemblyyard
kp80
kp60
kp40
kp20
kp320
kp300
kp280
kp260
kp240
kp220
kp200
kp180
kp160
kp140
kp120
kp100
0 10 20 30 40 50km
Passing bay
Borrow pit location
Kilometre point (kp)
Pumping station
Landing facility
Gas pipeline alignment options
Water pipeline alignment
Adjacent Olympic Dam - SA Governmentwater pipeline alignments
Transmission line alignments
Rail alignment
Access corridor
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
Moomba
Whyalla
Adelaide
Port Pirie
Roxby Downs
Port Augusta
Figure 5.33 Proposed infrastructure in the southern corridor

Olympic Dam Expansion Draft Environmental Impact Statement 2009 151
5
OLYMPIC DAM
Roxby Downs
Port Augusta
PortPirie
Whyalla
Water pipeline alignment
Transmission line alignment
Rail alignment
Existing Olympic DamSpecial Mining Lease
Existing Roxby DownsMunicipality
EIS Study Area
Location 1
Location 2
Location 3
LOCATION 2
70 m50 m130 m8 km160 m365 m
LOCATION 1
70 m 135 m50 m 320 m130 m
260 m 140 m 1 km 200 m 40 m 360 m 260 m
LOCATION 3
Water pipeline
Water pipeline
Santos liquid fuels pipeline
Road
Rail
Rail
132 kV transmission line
275 kV double circuittransmission line
275 kV transmission line
Cross-section location map
Existing infrastructure
Proposed infrastructure
W EViewednorth
W EViewednorth
W EViewednorth
Figure 5.34 Indicative separation distances of proposed linear infrastructure

Olympic Dam Expansion Draft Environmental Impact Statement 2009152
OLYMPIC DAM
Whyalla
Port Augusta
Roxby Downs
Andamooka
LakeWindabout
PernattyLagoon
IslandLagoon
See inset 1
See inset 2
See inset 3
See inset 4
LakeTorrens
Landing facility
Desalination plant
Gas pipeline alignment options
Water pipeline alignment
Adjacent Olympic Dam - SA Governmentwater pipeline alignments
Transmission line alignments
Rail alignment
Access corridor
Residential land use
Existing Olympic Dam Special Mining Lease
Existing Roxby Downs Municipality
EIS Study Area
0 10 20 30 40 50km
0 1 2km
Inset 1Roxby Downs
Pre-assemblyyard
Landingfacility
Pimba intermodal facility
0 1 2km
Road/railoverpass
0 1 2km
Inset 2Woomera
Inset 3Pimba
Inset 4Port Augusta
Moomba
Whyalla
Adelaide
Port Pirie
Roxby Downs
0 1 2km
Port Augusta
Woomera
Pimba
Figure 5.35 Insets of major towns related to infrastructure within the southern corridor

Olympic Dam Expansion Draft Environmental Impact Statement 2009 153
5
construction phase
Construction method Vegetation along the BHP Billiton pipeline easement would be
cleared and access tracks would be constructed along the
pipeline easement to provide access for pipeline installation
equipment. Deep-rooted vegetation would be removed within a
distance of three metres either side of the mid-line of buried
pipeline sections, so as not to damage the pipe. Grass and other
shallow-rooted vegetation would be left to establish over the
easement following construction. Steel pipe sections of around
12–13.5 m long would be delivered directly to the pipeline
easement for stringing along the easement to avoid storage and
double handling. However, in some cases pipe would need to be
stored temporarily in laydown areas, termed pipe stacking sites.
These sites may occur every 5–10 km along the pipeline corridor
and would occupy an area of about 200 m x 200 m. Each site
would be cleared, grubbed and prepared with a 200 mm
compacted quarry rubble or similar base to ensure flat,
all-weather access.
The pipe would either be transported to site as a finished
product, complete with internal lining and coating, or
transported as a coated steel pipe to storage and marshalling
areas for on-site lining.
The proposed water supply pipeline would be buried about
0.5 m underground for the majority of its length. A wheel
trencher or large excavator would probably be used to dig a
2 m wide trench within the easement for the buried sections of
pipeline. The material excavated from the trench would be
stockpiled adjacent to the trench for use as backfill, with excess
material spread back over the easement. Generally around 1 km
of trench would be open at any one time for each work site,
depending on the soil types and the amount of rock through
which the trench is to be excavated. Four to five work sites may
operate at any one time and a variety of excavation methods
may be used for areas crossing watercourses, roads and major
infrastructure corridors. These would be determined by the
construction contractor and include open trenching, boring or
directional drilling.
The pipeline lengths would be lifted into the trench for jointing
using rubber ring slip joints (or similar) before being backfilled
and compacted.
Small sections of the pipeline, particularly those sections of
the line that intersect watercourses, such as the inlets to Lake
Windabout and Pernatty Lagoon, would remain above ground
(about 1.5 km in total). These above-ground sections of pipeline
would be supported on pre-cast concrete plinths or culverts to
keep the pipeline above flood levels. Above-ground pipeline
joints would be welded and the pipeline attached to the
support plinths.
Disturbed areas would be cleaned up and rehabilitated.
Measures would include removing foreign material (i.e.
construction material and waste), respreading excess material
from the excavated trench, contouring if required, and
respreading topsoil and cleared vegetation to retain the seed
bank and promote regeneration. Marker posts with visible
covers would be installed adjacent to pipeline isolation valves
and air valves to enable easy location during maintenance
works. The temporary pipe stacking sites would be
rehabilitated.
Testing and commissioning The pipeline would be hydrostatically tested for strength and
potential leaks. Once a section had been constructed it would
be filled with approximately 12–30 ML of water and the
pressure increased to exceed the anticipated operating
pressure. Generally 10–50 km long sections would be tested at
a time to 125% of operating pressure, depending on the spacing
of isolation valves. Water for each new section would usually be
drawn from the adjacent section that had been previously
tested, with make-up water added to replace the small amount
of water lost through leakage. It is anticipated that 85–90 ML
of water would be required to complete the hydrostatic testing
for the full 320 km of pipeline.
Following hydrostatic testing, the pipe would be filled
completely. This would require 400–500 ML of water sourced
from either the state potable water network or from
commissioning the desalination plant. The first flush of water
through the pipe would be of reduced quality as a result of
debris contained within the line, and so would be screened
before being sent to the process water storage dams at
Olympic Dam.
Pumping stations, substations and surge tanksIt is likely that three pumping stations would be required along
the pipeline route in addition to the main pumping station
located at the coastal desalination plant (see Figure 5.33).
These would be constructed at intervals of 50–100 km along the
pipeline and would each require an area of about 50 m x 50 m,
located adjacent to the pipeline easement and within a fenced
compound of about 1.2 ha. Concrete slab foundations would be
poured at each site and a building of about 35 m x 20 m would
be erected to house pumps and related equipment. Plant and
equipment for the pumping station are likely to be pre-
assembled in modular form and installed on-site.
An electrical substation would be constructed adjacent to each
pumping station, within the fenced compound. The electrical
substation requires an area of about 90 m x 65 m, which would
also have concrete footings for towers, pylons, disconnectors,
transformers and switch room buildings. Pads of compacted
crushed rock would be prepared for temporary buildings (e.g.
crib rooms and toilets) to be used during construction. The
plant and equipment would be manufactured off-site and
erected on-site.
The pipeline would require surge protection measures in the
form of surge tanks to release water into the pipeline during
emergency shutdown events involving the desalination plant or
any of the pumping stations. Around four surge tanks, each
with a capacity of about 200 kL, and a gravity flow tank of up

Olympic Dam Expansion Draft Environmental Impact Statement 2009154
to 3.5 ML would be required along the length of the pipeline.
An area of up to 90 m x 70 m would be required for these tanks.
A concrete ring beam footing would be poured to support the
tank’s concrete or steel walls. A concrete slab floor may also be
constructed for the tank floor. The tank is likely to be covered
with a lightweight steel roof to reduce evaporation and restrict
vermin and native fauna access. Permanent fencing and gates
would be erected around the tank site boundary.
Water supply during constructionConstruction of the water supply pipeline and associated
infrastructure would require about 485–590 ML of water,
principally for the full first flush testing of the pipe following
the hydrostatic testing of sections, with small quantities also
used for dust suppression. The majority of the water would be
sourced from the commissioned Point Lowly desalination plant
or the state potable water network. Additional dust suppression
water could be drawn from purpose-drilled wells located in
local saline aquifers. All wells would be drilled and
decommissioned in accordance with applicable state legislation
and the requirements of the Department of Water, Land and
Biodiversity Conservation (DWLBC).
Workforce accommodationApproximately 100 people would be required for the
construction of the water supply pipeline. Temporary facilities,
including lunch rooms and sanitary facilities would be
constructed at each pumping station site, and mobile facilities
would be provided at the pipeline construction sites. The
workforce would be accommodated at Whyalla, Port Augusta,
Woomera and Roxby Downs. No on-site accommodation camps
would be necessary.
operation phase
Water supply pipelineThe pipeline would be operated so that pressure does not
exceed around 4,000 kPa (or PN40) at any point along the
pipeline. In general operating pressures would be 2,500 kPa
(or PN25).
Access tracks established during construction would be
maintained to allow vehicle access to the pipeline and pump-ing
stations for inspection and maintenance activities. Maintenance
and testing programs would include leak detection surveys,
ground patrols, repairing or replacing faulty pipe or other
equipment, scouring and cleaning of the pipeline and shock
chlorination.
Pumping stationsThe pumping stations would be equipped with off-site
monitoring capabilities and all water flows would be metered
and checked for accuracy. However, routine trips would occur
to undertake maintenance, including cleaning air filters for
ventilation systems, changing bearing oil, cleaning within
electrical cubicles, replacing air filters, and overhauling
equipment. Waste generated during maintenance activities
would be disposed of to a licensed landfill.
Electrical substationsThe electrical substations would be equipped with telemetry
and instrumentation to enable off-site monitoring. Maintenance
visits to the substations are likely to occur at least monthly.
During these visits, maintenance would normally be limited to
inspecting auxiliary plant such as batteries, chargers,
transformer oil levels and general housekeeping. Annual
maintenance could include functional checks of transformers,
circuit breakers and disconnectors and checks of auxiliary plant.
Surge tanksThe surge tanks would be equipped with level-measuring
equipment and telemetry to enable off-site monitoring of water
levels. The tanks would be visually inspected for leaks during
maintenance visits, which would be concurrent with visits to the
pumping station. Monthly checks may include confirming the
performance and accuracy of the level-measuring equipment
and telemetry. Annual inspections may include inspection of the
tank floor to check for build-up of sediments, and the tanks
would be drained and cleaned to remove built-up sediments if
required. The sediments would be contained and disposed of in
a licensed landfill.
5.7.6 great artesian Basin suppLy
The existing approvals for Olympic Dam include special
water licences to extract groundwater from the GAB, subject
to meeting groundwater level drawdown criteria around
the wellfield.
Potable water demand during the construction phase of on-site
or near-site infrastructure (including infrastructure within the
SML, plus potable water for the expansion of Roxby Downs,
the construction of the airport and Hiltaba Village) would be
met through the desalination of GAB water at the existing
on-site desalination plant providing the additional extraction
can maintain drawdown within approval limits.
Additional potable water, if required, would be sourced from
local saline wellfields, to be desalinated in the existing on-site
desalination plant (see Section 5.7.7). Potable water demand for
the new open pit mine and metallurgical plant, plus the
expanded Roxby Downs, new airport and Hiltaba Village would
be met from the coastal desalination plant following
construction and commissioning in around Year 4.
The existing mining and metallurgical operation would continue
to use water sourced from the GAB.
5.7.7 saLine aquifer suppLy
overview
A demand for around 50 ML/d of saline water would be
generated during the construction phase of the proposed
expansion. This demand would be met through the development
of the mine depressurisation wells and abstraction from saline
aquifers. Geological studies and drilling campaigns have been
undertaken around and within the Olympic Dam SML to identify
potential sources of saline groundwater. These investigations

Olympic Dam Expansion Draft Environmental Impact Statement 2009 155
5
table 5.35 indicative saline wellfield abstraction rates
saline wellfield abstraction rate (mL/d)
Open pit depressurisation wells 5–15
Motherwell Wellfield 25
Local saline wellfields 10
have indicated several potential sources of groundwater of
various qualities, which could be developed into saline
wellfields for use during the construction and operation of the
proposed expansion.
Indicative wellfield abstraction rates are shown in Table 5.35
and are further detailed in the following sections.
Depressurisation wellfield
A maximum of around 15 ML/d of saline water would be
extracted from the proposed area of the open pit during the
initial development phase, later stabilising at around 5 ML/d for
the life of the open pit mine. Details regarding this wellfield are
presented in Section 5.4.3.
motherwell wellfield
The primary saline water supply for the construction phase of
the proposed expansion would be the so-called Motherwell
Wellfield, located about 30 km north of Olympic Dam. This
wellfield intersects the upper levels of the Andamooka
limestone aquifer, and has a salinity of around 50,000 mg/L
total dissolved solids, which would be suitable for desalination
via a new on-site desalination plant.
Production from the Motherwell Wellfield would ramp -up over
time to meet the increasing saline demand during the
construction phase. This would be achieved with the installation
of additional wells. The number of wells would increase from
an initial single well, producing about 1.8 ML/d, up to 14 wells
producing around 25 ML/d within four to five years. This
capacity would be maintained for the duration of the
construction phase. Investigations of aquifer response to
the abstraction would be used to determine whether the
Motherwell Wellfield could continue operation beyond the
construction phase and become a source of low-quality water
for the operation phase.
Additional infrastructure would be required to support the
wellfield. Pipelines would be buried and would range from 0.2 m
in diameter at the most distant well, up to 0.75 m when the
production of all wells is combined. The pipelines would run
from the Motherwell Wellfield to the existing Borefield pipeline,
and then run adjacent to the existing pipeline to the existing
on-site desalination plant.
The location and a conceptual layout of the Motherwell
Wellfield and associated pipeline is presented in Figure 5.25.
Local saline wellfields
The local saline wellfields would consist of a range of wellfields
within 20 km of the existing Olympic Dam SML. These wells
would abstract water from the aquifers within the Tent Hill
geological formation (Corraberra Sandstone, Arcoona Quartzite
and Tregolana Shale – see Chapter 12, Groundwater, for further
information).
The wellfields would abstract saline-to-hypersaline water at
locations adjacent to significant infrastructure during the
construction phase, for use in civil works such as earth
compaction and dust suppression. Wellfields are proposed next
to the new TSF cells, the new metallurgical plant, the proposed
mine maintenance industrial area, Roxby Downs, Hiltaba Village
and the proposed airport (see Figure 5.25). The individual wells
would have the capacity to deliver about 0.4 ML/d each, and
total local saline wellfield abstraction would be about 16 ML/d
during the construction period. The wellfields would be
decommissioned at the end of construction activities.
5.7.8 water recycLing, reuse anD conservation
The existing Olympic Dam operation reuses water through the
following activities:
water from depressurising the underground mine, extracted •
to prevent flooding of the workings, is used in the
manufacture of CAF backfill and for dust suppression on
roadways
groundwater beneath the TSF is reclaimed for use within the •
metallurgical process
supernatant liquor from the TSF is reused within the •
metallurgical process.
The proposed mining and processing operation would increase
the reuse of water across the site by constructing infrastructure
such as the flotation tailings thickening circuit that would
create a greater demand for acidic liquor within the new
metallurgical plant. Other areas of potential water reuse and
recycling would include:
using open pit mine depressurisation water as a saline water •
source during construction of the proposed expansion
potentially using treated domestic sewage water for •
landscaping and other low-quality water uses
capturing stormwater run-off from the RSF and the open pit •
and storing it in the clay pans located between sand dunes.
Subject to the quality of the water, it would be used in dust
suppression activities or within the metallurgical plant
reducing the requirements for demineralised water in the •
proposed expanded smelter through the use of water/steam
and air/steam condensers to condense and collect excess
steam as pure water for reuse in the boilers
recycling water used for the hydrostatic testing of the water •
and gas supply pipelines as process water within the new
and existing metallurgical plants.