Embed Size (px)
Citation preview

~' ,,>? • .I.,.(/ ..S:~e. cd :'Xl Sur-ReI" O>mmV\t-.s In.
.) \I I- c.E.P Dec \ 9q3
III M~x \<194- \.
......... ..Design Two-Phase fF
~0JP~) (S~ljSeparators Within
the Right Limits
• Here is a proven,
step-by-step method.
W.Y. Svrcek,W.O. Monnery University of Calgary
Liquid/vapor separators are one of the most common types of process equipment. Many technical papers have been written on separator
design and vast amounts of information are also available in corporate process engineering design guidelines. The basic equations used for sizing are widely known; however, subjectivity exists during the selection of the parametersused in
.' these equations. This article attempts to address the basics of two-phase separator design and provide step-by-step procedures and examples for two-phase vaporlliquid separator design.
Two-phase separator types and selection
Two-phase separators may be oriented either vertically or horizontally. In some cases, it may be necessary to compare both designs to determine which is more economic. Separators may be designed with or without mist eliminator pads and may also have inlet diverters. Some separators may have proprietary impingement or settling internals. The vendorshould be contacted to design these typesof vessels. Vertical vapor/liquid separators are preferred for separating liquid from mixtures with a high vapor/liquid ratio while horizontal separators are preferred for separating vapor from mixtures with a low vapor/liquid ratio.
Background Vapor/liquid separation is usually
accomplished in three stages. The first
stage. primary separation. uses an inlet diverter so that the momentum of the liquid entrained in the vapor causes the largest droplets to impinge on the diverter and then drop by gravity. The next stage, secondary separation, is gravity separation of smaller droplets as the vapor flows through the disengagement area. The final stage is mist elimination where the smallest droplets are' coalesced so that larger droplets are formed which will separate by gravity.
For secondary separation. the allowable velocity must be calculated so that disengagement area can be subsequently determined. Performing a force balance on the liquid droplet settling out provides the necessary relationship. When the net gravity force. given by Eq. 1.
balances the drag force. given by Eq. 2,
r;' _ (Tr /8) Co 0,; v.'; PI' (2) TO g.
the heavier liquid droplets will settle at a constant terminal 'velocity. V Equatingr Eqs. I and :2 results in.
U = /4g4(PL-P,.) (3) r V 3CoP I'
Hence. as long as V~. < V p the liquid droplets will settle out. Typically, the allowable vertical velocity. VI" is set
CHEMICAL ENGINEERING PROGRESS • OCTOBER 1993 • 53

• ~"e(.s ibet~ i"\ CSf>
FLUIDS/SOLIDS HANDLING M~\~'Yt s
between 0.75Ur and U; Eq. 3 can be rearranged as Eq. 4. a Sauders-Brown
,{ type equation (J): "
J(PL -Pr)U, =K pv
(4)
where
(5)
Practically. very small droplets cannot be separated by gravity alone. These droplets are coalesced to form larger droplets which will settle by gravity. Coalescing devices inseparators force the gas to follow a tortuous path and the momentum of the droplets causes them to collide with other droplets or the coalescing
·f device, forming larger droplets. The ';l coalesced droplet diameter is not ade-
When calculating UT
for a horizontal separator, a "no mist eliminator K value"
should be used.
quately predictable so the K values for 'mist eliminators are typically empirical. This is where subjectivity first enters separator design. There are several literature sources of K values such as the Gas Processor's Supplier Association (GPSA) "Engineering Data Book" (2), numerous technical publications and vendor's recommendations. The GPSA (2) and York Mist Eliminator (3) val-
I
54 • OCTOBER 1993. CHEMICAL ENGINEERING PROGRESS
ues have been curve fitted and are given fn Table I.
If there is no mist eliminator, it is recommended to use one half of the above values (2) or the "theoretical" value K can be calculated from Eq. 5 if the liquid droplet size is known. The drag coefficient. CD has been curve fitted and is given In Table I or can be obtained from Figure 7-3 in the GPSA "Engineering Data Book" (2).
Before proceeding. it is worthwhile to clarify some definitionsand criteria. Holdup is defined as the time it takes to reduce the liquid level from normal (NLL) to empty (LLL) while maintaining a normal outlet "ow without feed makeup. Surge time is defined as the time it takes for the liquid level to rise from normal (/I/LL) to maximum (HLL) while maintaininz a normal feed without any outlet flow. Some guidelines base "surge" on the volume between low (LLLj and high (HLL) liquid levels, Holdup time is based on the reserve required to maintain good control and safe operation of downstream facilities. Surge time is usually based on requirements to accumulate Iiquid as a result of upstream or down.stream variations or upsets, for example, slugs. In the absence of specific requirements, surge time may be taken as one half of holdup time.
Vertical separators. For vertical separators. the vapor disengagement area is theentire cross-sectional area of the vessel so that vapor disengagement diametercan be calculated from Eq. ~:
D.'D =j 4 Qv (6) It U;
Technically, this is the mist eliminator diameterand the insidediameter of the vessel must be slightly larger so that the mist eliminator can be installed inside the vessel. Typically. the calculated value is taken up to the next six in. This value is taken as the required diameter of the vessel. D. and the corresponding cross-sectional urea. A. is calculated using this diameter.
The next step in sizing a vertical separator is to determine the height.

I, i
~, ~~_)-- \lee kJ2 VewJs t_.s-s-~_..
;
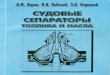
For a two-phase vertical separator. the total height can be broken into sections. as shown in Figure I, The separator height is then calculated by adding the heights of these sections. as per Eq. 7.
Hr=Hu L (7)+ HI/+Hs+Hu.\'+HD
If a mist eliminator pad is used. n d d i t i o na l height is added, as shown in Figure I. The calculations of diameter and height are detailed in the "Design Procedures" section of this article.
Hori:,ollla! seporators. For horizontal two-phase separators, the cross-section is occupied by both vapor and liquid, as shown in Figure 2. When sizing horizontal two-phase separators. usually a diameter is assumed. LLL is selected or calculated. NLL is set by liquid holdup, and HLL is set by liquid surge. The crosssectional area between HLL and the top of the vessel is used for vapor disengagement. The length of the vessel is then calculated to accommodate holdup and surge or to facilitate vapor liquid separation. Hence. this approach to sizing horizontal separators. or variations of it, are iterati ve calculations.
• The following will develop the basic equation used for calculating the size of a horizontal separator. For a horizontal separator cross section. a
. "volume balance" is written.
Holdup and surge volumes are calculated from holdup and surge times which arc selected according to zuidelines. The low liquid le\'el are~a is a function of the low liquid level height obtained from guidelines, and the vessel inside diameter. The minimum vapor disengagement area. AI/)" is typically specified as one to two ft or 20'7c of the vessel inside diameter. wh iche vs r is greater. The sizing method in the "Design Procedures" section of this article assumes this for AI'/) and only increases it if the length
With Vapor Without Mist Eliminator Outlet Mist Eliminator
1'·0'
6'
HT Feed Inlet
Liquid Outlet Nozzle
• Figure 1. Vertical two-phase separator.
required for vapor-liquid separation is much greater than the length required for holdup and surge. for a given diameter. Equation 8 is then a function of the inside diameter. D. and length. L.
For horizontal separators. the liquid droplet to be separated from the gas has a horizontal drag force which is not directly opposite to gravity as in the vertical case. Without detailed treatment of two-dimensional particle mot ion. most literature sources recognize that the allowable horizontal velocity can be higher than the tenninal velocity (2. 5. 7). This can be
.... ..**·.1# 1M
If a mist eliminator pad
is used, additional height is added.
shown simply by equating the "residence" times of the liquid droplet to be settled. That is. the time it takes to travel the horizontal length between inlet and outlet must be greater than the time it takes to settle the vertical distance to the liquid surface.
-.L.... > H, - UT
(9)u.~/I
This can be rearranged in terms of the allowable horizontal velocity.
(10)LU AH ~ H U T
\.
The length, L. divided by the height of the vapor disengagement area, H,. would always be greater than unity. The allowable horizontal velocity is a very subjecti ve topic with several empirical approaches to modify the vertical "K' value available in the literature (2.5. 7.8). For horizontal separator design. the subsequent design procedures use a "droplet settling approach" similar to the API procedure (6) which does not require empirical modification of the "K' value for vertical settlers. It should be noted that when calculating UT for a horizontal separator, a "no mist eliminator K value" should be used:
Design Procedures The following design procedures
and heuristics are a result of a review of literature sources and accepted industrial design guidelines. The horizontal design procedure incorporates optimizing the diameter and length by minimizing the weight of the shell and heads. To add a degree of conservatism to the design. the volume available in the heads is icnored.
Vertical design flf'(}(~eclllre (See Figure I): 1. Calculate 'the vertical terminal vapor velocity:
U T == K {p I P~,P I r:'/1 /s ( I 1)
Set VI' ='O.75V for a conservative r design. Calculate the K value from Table I.
CHEMICAL ENGINEERING PROGRESS • OCTOBER 1993 • 55

FLUIDS/SOLIDS HANDLING
Nomenclature
A = vertical vessel cross-sectional Area. ft~
= cross section For LLL (horizontal vessel). ft~
= total cross sectional area I horizontal vessel), n'
A1/) ="apor disengagement area required, IF
= drag coefficient = vessel diameter, 1'1 or in. = droplet diameter. f\. = nozzle diameter. in. I inlet or out
1<:1 vapor/liquid as specified) = vapor disengagement diameter. n = welded joint efficiency =drag Iorce.lb,
= gravity force. I~, = gravitational constant, 32.17 fils' =32.J7 I1 bmlfl)/l lb,' s' )
= disgengagernem height. ft = holdup height. 1'1 = Hu. to inlet nozzle centerline
height. ft = high liquid level = low Liquid Level height. 1'1 = mist eliminator\0 top tankheight. fI = surge height. fr =total vertical separator height. ft = vapor disengagement area height, ft = terminal velocity constant, fils = vessel length. ft = low liquid level = vapor/liquid separation minimum
length.Jt = droplet mass. lb, = normal liquid level
= pressure. psig or psia =liquid volumetric flow. fl'/min = mixture volumetric 110w. fl'/s.
[{)Jlmin = vapor volumetric flow. 1'1"/5. fl"/min
= vessel materialstress value. psi = holdup lime. min.
= head thickness. in = shell thickness. in
= allowable horizontal velocity. I'tis = terminal velocity. ftls = mixture velocity. I'tis = vapor velocity, fils =holdup volume. fr' = LU volume. fI' = surge volume. ft.l = total volume(horizontal vessel), ft\
= vessel weight, Ibm
Greek Letters ,
'j A. I u,'I P,
I' P. Po'
Ii "
= mixture liquid fraction = vapor viscosity. cP = liquid density. Ib/f" = mixture dcnsily.lb/ft' = vapor density. Ib/ft\ = liquid dropout time. s
• 20 to30 min. to HLL
Personnel Factor . Experienced 1.0
Trained l2 Inexperienced .. 1.5
56 • OCTOBER 1993· CHEMICAL ENGINEERING PROGRESS
2. Calculate the vapor volumetric 3. Calculate the Vessel (inside) flow rate: diameter:
Q = H(, jI'l (12) (13) v O.600)(P,.)' t s D \'D
'. Table 2. liquid holdup andsurge'times.,. ::'~"1 ':- :. • , ~ • v
Services HoldUp Times Surge Time (Nll·Hll) (Nll-LlL)
.•.». min. min.
, A. Unit Feed·Drum 5 ,~
..J B. Separators . 1
"I. Feed to column ,2.Feed to other drum ortankage alwith pump orthrough exchanger blwithout pump 3.Feed totired,heater
C" Reflux orproduct accumulator , . . 1.Reflux only
2.Reflux and product • based lin reflux (3min.l» appropriate
. "h~lduP time ofoverhe~d product'<: {per B-.1, 2,3i ' . 7'~.··~:"./;~:,;~: :~:'. :'. . ...:.".
.:D. Collllim bottoms '1.Feed toanother colum~" 2.Feed to' ollierdrum ortankage alwith pump o/through exchanger blwithout pu~p· . .' .' " .r»
3.Feed tofired boiler •basedenreboilllr vapor expressed as
..>Iiquid(3min.) ... ~ppropri'ate ..... . .holdup time fqr thebottom product '.
•.: j=~ •
..' ~.(per o'-~':n:::!'.\:;i;: :'; .' E. Compressor suctlori/hitSrstage scrubber
.•3 min betweenHLL (iiLA)a~dHLSD .' '10 min train bottom t~ngeritiin~ to HLA
. 'F. '~u~,g:a~~£6~i~:~:~~~(:(;:i.l;;':{i:f;(i~:};,t.~iF ... ,~~;,;¥:,;:~ '-i
;. :·::':.20 ftsiug'in theincomi~g'iuel gasline ':," " berNeeri NLL andHLSD
G. Flare knockout drum
i,£·X~; . , .:liistiumentation :''Viel(jristru~ented ':Sta~aard iristrumented
pOQiiy instrumented
.' -;.. ~ .'. __......... ,_"10..... '•.
"
it Factor 1I
1.0 4 1.2' i
i1.5 'J
-Sf ; hA4Mia4
i I

t\O{I'scicz9 J~ ~
If there is a mist eliminator, add 3 to 6 in. to D I V to accommodate a support ri ng and round up [0 the next 6 in. increment to obtain D. If there is no mist eliminator D =D I.() .
4. Calculate the liquid volumetric tlow rate:
5. Select holdup time from Table :2 and calculate the holdup volume:
(15)
., .::' ~ ..' :; ..; .
~Vess.l!1 Operating ., ; .Pressure (psig) UO"
O<PS250 1.5·3.0 . 250< PS,500 3.0·4.0
SOO<P 4.0-6.0
6. If the surge volume is not specified. select a surge time from Table 2 and calculate the surge volume:
v, =(T,) (QI.) ft' (161 7. Obtain low liquid level height. Hill' from Table 3. 8. Calculate the height from low liquid level to normal liquid level:
HH = V H ,./1 (17) (Tr/4)D~.
I rt minimum 9. Calculate the height from normal liquid level to high liquid level (or high level alarm):
H = V S fil (IS)s , • (Tr /4) D ~.
6 in minimum 10. Calculate the height from high liquid level to the centerline of the inlet nozzle:
12. + d; in. (with inlet diverter)Hus =
Hux =12 + 'I~ d.: in. (without inlet diverter) (19)
Note: d; is calculated as per Table ·L II. Ca'lculate the disengagement height. from the centerline of the inlet nozzle to:
I
I'll! Figure 2. Horizontal two-phase separator.
a. the vessel top tangent line if there is no mist eliminator or b. the bottom of the dernister pad.
H/) =0.5 D I . or a minimum of
H0 =36 + Ih d: in. (without mist eliminator) (20)
i-ID =2~ + I/~ d., inches (with mist eliminator)
12. If there is a mist eliminator. take 6 in. for the mist eliminator pad and take I ft. from the top of the mist eliminator to the top tangent line of the vessel. 13. Calculate the total height. Hr of the vessel:
Hr=Hw. +HH+Hs+Hu.\'+ • H/) + HI/f' ft (21)
where HI/f. is the height from step 12: if there is,no mist eliminator H =O.l l f
Horit.ontdl design procedure (See Figure :2 i. •
I. Calculate the vapor volumetric Row rate. Qr using Eq. 12.
1. Calculate .the liquid volumetric Aow rate. QL' using Eq. l~.
3. Calculate the vertical terminal vapor velocity, u; using Eq. 13. (K value as per Table 1 for no mist eliminator). Set VI' = 0.75 U; for a conservative design.
tSurgeHoldup
CHEMICAL ENGINEERING PROGRESS • OCTOBER 1993 • 57
-"''''''----------------------

FLUIDS/SOLIDS HANDLING
~'..
~... \ I~'.' It,' . ( _ I '
.~' ;Table'5. Cylindricaf height>-,' '::imd a'rea' conversions. ' '
'c ( .," ',' • ~ ,,,,.!, ,," ~ , ,
i y=(a+ eX+ eX'+gX'+ ~v .j Wall Thickriess Surface Area (1.0 + bX+dX' + fX+.\") [in.) .:~. (ft1)
}{jOto AlAr. y= AlAr X= HID' .J
. B =4.755930E·5 '.~
b =3.924091 c.;"0.174875
.::~i~~~~~5 ~':~ . . f= 4.018448 . ".~
".,. .' g'; - 4.916411 . ';- :" \: ,'.
~. Select a holdup time from Table 2 and calculate the holdup volume. \'1/" using Eq. 15.
5. If the surge volume is not specified. select the surge time from Table 2 and calculate the surge volume. V ' s using Eq. 16.
6. Obtain an estimate of UD from Table 5 and initially calculate the diameter according to:
_ .+ (~/ +~) D - (Iff) (0.6) (UD) )
"';.f(
(22)
(Round to nearest 0.5 ft.)
Calculate the total cross-sectional area ;r 2
AT =-4D (23)
Calculate the low liquid level height. HL/.C using Table 3 or
(24)Hul. =O.5D + 7. ill.
\\ here D in ft and round up to the nearest in.. if 0::; 4'0". Hu./. =l} in.
'iT, design pressure, of(typidIJy;operaiing pre j.;~ • under 650°F. does 'not reduce wall thick :';:(:~ 'if~verpressufli' caused bi ~ollfng, shou'
'f~,dl>~~~~r;:'i~}::: '/;c;:~{;~~;i:'·:;:::;:·}.·, .... ~~~.#; :,:S,anowabie str~~, psl' (Rejer~~c~ _9r\U"~ 'i:t. loint:efficiency, In.[llii;'Q.B5 .for spcitex~: '..f~ cOrrosion allowimc'e; in.~pic.aIlYO toq'f~.; ~: t ii\., larger oft and .tH(toiie.ilfe~t q in.) j ~!~, ~- '~ __.,.._..., -. ~ ...:..-. ~ '.~~. __;.:~:.~~~~~g:£:}£Lj::': ~·-·i~~:::··:
8. Using: Hl.l./D. obtain Au./A r using Table 6 and calculate the low liquid area, Au/.,
9. If there is no mist eliminator pad. the minimum heightof the vapordisengagement area (A ,i is the largerof O.2D or 1 ft. If there is a mist eliminator pad. the minimum heisht of the vapor disencucernent area is7he largerofO.2D or 2 ft. -Hence, set H, to the l;'g:erof O.2D or 2 ft (I ft if there is no misteliminator). Using H/D. obtainA/Ar usingTable 6 and calculate A,.
10.Calculate the minimum length to accommodate the liquidholdup/surge:
11. Calculate the liquid dropout time.
(26)
58 • OCTOBER 1993. CHEMICAL ENGINEERING PROGRESS
~:.
(~:. ': .. " ...
. 2:1 Ellipti,cal Heads
r , _Shell
.. :"
He~ispherical Heads ':.• '. - . . '. ..~. -':. .
rtOL
1.09LJ1
" P, design pressure, psig(typi~eIlY. operating pr'~' ., ~'.~ .~. .; . : .'~ .. .'. '>/~1~~'.\.;.:::.· ..~:)~~
. i f~ ',' .' .'
12. Calculate the actual vapor velocity, V",,:
Q\..ii, =-A . jlls (27)
v
13. Calculate the minimum lencth required for vapor-liquid disengagement. L.II /.\ :
(28)
14. If L < L,II.\' then set L = L,//\. (Vapor/liquid separation is controlling). This simply results in some ext ra ha Idup. If Llf 1.\ > > L. the n increase H,. and repeat from the step 9. If L > L"I\' the design is acceptable for vapor/liquid separation. If L » L,//\.. (Liquid holdup is controlling). L can only be dccrc ase d and L . . \II \
increased if H" i~ decreased. H" may only be decreased if it i~ crcatcr than the minimum spcciticd in-the step 9.

i ~ \ .... '
.' 1.,'" I ~-----------------------------------,
(Calculations would have to be repeated from the step 9 "lith reduced HI')' Calculate UD. If UD > 6.0 then increase D and repeat calcu lations from the step 6. If LtD < 1.5. then decrease D and repeat calculations from the step 6.
15. Calculate the thickness of the shell and heads according to Table 7.
16. Calculate the surface area of the shell and heads according to Table 7.
17. Calculate the approximate vessel weight according to Table 7.
18. Increase and decrease the diameter by 6 in. increments and repeat the calculations until UD has ranged from 1.5 to 6.0.
19. With the optimum vessel size (minimum weight), calculate normal and high liquid levels:
(29)
(30)
Example: Size a horizontal separator with a mist eliminator pad to
_"L~..
Q\! = 145,600Iblh. = 10.09 ft31s
(3,600l. V4.011l2- ) . . h~ ffl
• Equation A.
>•...., .: t~
• Equation B.
U= (0.13V~.81.o ,4.0t = 0.38. fr/sT
• Equation C.
. (4(197.90 + 98.95) lll.1 D = n(0.6)(5.0) =5.01 ftls, use 5.0f1
• Equation D.
. VH + ~ 197.90 + 98.95 79 3 29 5 fi
L= Ar-Av-ALLL,L= 19.63-7.34-2"l6'(-' .say . 1
• Equation E.
¢ = O;~~/S =6.905
• Equation F.
£ 4. Calculate the holdup volume: VH = (10 min.) (19.79 ftJ/min.) = Size a horizontal 197.90 ft'
5. Calculate the surge volume: . separator with a mist Vs =(5 min.) (19.79 ft·I/min.) =98.95 ftJ
6. Assume UD = 5.0. Initially set eliminator pad. the diameter (Eq. D) AT =rr/4 (5.0 ft)" = 19.63 ft'.
separate the following mixture. The 7. Calculate low liquid height: operating pressure is 975 psig and the HLJ.1.. =(0.5)(5.0)+7 = 9.5 in.•use lOin. holdup and surge are to be 10 min and 8. Calculate the low liquid level 5 min respectively. Use a design tem area: perature of 650°F. See Table 8. HLL/!D = 0.167
. 1. Calculate the vapor volumetric Using Table 6. A 0.110LL/4T=flow rate (Eq, A). Aw = (0.110) (19.63 ftC) = 2.16 ft"
2. Calculate the liquid volumetric 9. Set HI = 2 fl. H/D ;, 2/5 = 0.4 flow rate (Eq. B). From Table 6. A/AT = 0.374
3. Calculate the vertical terminal AI' = (0.373)( 19.63) = 7.34 ft" velocity (Eq. C): K = 0.13 (GPSA val 10. Calculate the length to accornue divided by two since "no mist modate holdup/surge (Eq. E). eliminator" value is used) 11. Calculate the liquid dropout
time (Eq. F). Uv=0.75Ur=0.29 ft/s
CHEMICAL ENGINEERING PROGRESS • OCTOBER 1993 • 59 _

... FLUIDS/SOLIDS HANDLING
12. Calculate the actual vapor velocity (Eq. G).
. 13. Calculate LI//N ;" (1.37 ftls)(6.90 s) =9.45 ft ..
14. L » LI//s but HI' is minimum and cannot be reduced so L cannot be reduced. UD= 29.5/5.0 =5.9
15. Calculate the thickness of the shell and heads according to Table 7:
• Table 9, use 2: I elliptical heads • Assume E =0.85 • Assume SA 516 70 CarbonSteel.
Design Temp. = 650°F • From (9), S = 17,500psi • Assume corrosion allowance =
I/lb in. • P =975 x 1.1 =1,072 psig (See
Eq. H). use I, =2-% in. (See Eq. I) use 1H = 2-1j~ in., and use I =2·.y~ in. 16. Calculate the surface area of the shell and heads according to Table 7:
As =7t(5.0 ft) (29.5 ft) =463.38 ft= and
AH =(1.09) (5.0 ftf ='27.25 ft= 17. Calculate the approximate vessel weight (Eq, J): =50.124 lb. 18. Try D =5.5 ft arid repeat calculations until minimum weight of shell and heads is obtained. wa
Fora free copyof this article, send in the Reader Inquirycard in this issue
with the No. 156 circled.
~.:. "
Literature Cited
1. Sanders M., and G.G. Brown,lnd. Eng. Chem; 26( I), p. 98 (1934).
2. Gas Processors Suppliers Association, "Engineering DataBook," 10th edition, Vol. I, Chapter7 (1987).
3. OUo H. York Company Inc., "Mjst Elimination in GasTreatment Plants and Refineries,"Engineering, Parsippany. NJ.
4. Perry, Robert H. and C~U H.ChiltoD, eds.• "Chemical Engineers' Handbook," 5th edition, Chapter1, p. 2-6(1973).
S. Carpentier, P.L.•"ImportantParameters For COSl EffectiveSeparator Design," Shell Oil Company-Head Office
60 • OCTOBER 1993. CHEMICAL ENGINEERING P~OGRESS
31s
U; = 10.09 ft = 1.37 fitls " 7.34 ft2
• Equation G.
1 _ (1.072X60) I .., "). ,- 2( t-7.5OO)(0.85)- (1.2)(1.072)+ 16 =_.32_111
• Equation H.
_ (1072)(60) I . IH - 2 (17500)(0.85)- (0.2)( 1072)+16=2.240 In;
• Equation 1.
2.375 in)490.l.!2..)( (463.38 ft2 + (2)(27.25)w = ( ft3 (12 inJft)
• Equation j.
• ; ~~"It:
FacilitiesEngineering, Facilities! Chemical EngineeringConference(1988).
6. American Petroleum institute, Recommended Practice 521 (1982).
7. Watkins, RN., "Sizing Separators and Accumulators," Hydrocarbon Processing, 46(11),p. 253-256(1967).
8. Gerunda, Arthur, "HowTo SizeLiquid VaporSeparators,"Chern. Eng., p. 81-84 (1981).
9. ASME Pressure Vessel Code, Section VIII,Division I, Table UCS-23, p.27021771(1986).
W. Y. SVRCEK is a profBssor inthe department 01 chemical and petroleum engineering at the
University 01 Ca'~;.(t~~Ngery, Alberte, Ceneda 14031220-5751; Fa,fr : }~2;3945; E-mail: mcek o aes.uealgery • ~~vrcek previously worked as e si ······s engineer in the control systems., " onsantoCompany,
~: Louis, 1.10: U!~", I':'~ "'o~santo, he lorne.d the ~",v~f.\~, ,~; ..~~~ern Ontario. He rec~,ved.hls BS~.},~f:trh~.:~eoreBS in chemical engtneenng Ir0 nl tJ:i~9.nivarsity of Albart8, Edmonton. .::.~!~~~. \..
..•.I;'f1:,· .
W. MONNERY is a Phii'~a~didate at the University ofCalgari, 'Calgary, Alberta. Canada 1403l22G-5751;-Fe'x; 403/282-3945; Email: monnery C aea.ucalgary. cal. He is researching the pre'dj;;ilon 01 physical properties.~e previously w;''rked as a process engineer for Colt Engin8i1~ng Corp. and Lavalin Inc. Mr. Monnery received his BScand MSe degrees inchemical. engineering from the University 01 Calgery:...,'