Embed Size (px)
DESCRIPTION
Design of angular post jig
Citation preview

ABSTRACT
In this project it is based on the need for the work holding devices. This design
and fabrication which will enable the operation like drilling, reaming, tapping process
easier. This project is mainly composed of “DESIGN AND FABRICATION OF THE
ANGLE PLATE JIG” which cover the absolute design to the specified dimensions of
the work piece. This angle plate jig is economical means to produce
1

1. INTRODUCTION
1.1 INTRODUCTION
Mass production aims at high productivity to reduce unit cost and interchange ability
to facilitate easy assembly. This necessitates production devices to increase the rate
of manufacture and inspection device to speed-up inspection Procedure.
Jigs are special purpose tools which are used to facilitate production like machining,
assembling and inspection operations. The mass production of work-piece is base
on the concept of interchange ability according to which every part produced within
an established tolerance. Jigs provide a means of manufacturing interchangeable
parts since they establish a relation with predetermined tolerances, between the
work and the cutting tool. Once the jig is properly set up, any number of duplicate
parts may be readily produced without additional set up.
Jigs are used on drilling, reaming, tapping, milling and tapping. There are many
Advantages for using jigs in production. Jigs eliminate individual making, positioning
and frequent checking. This reduces operation time and increase productivity. There
is no need for selective assembly.
1.2 OBJECTIVES
i. This jig has built in accuracy, the precision positional relationship b/w jig
bushes in different planes are passed on work piece.
ii. Jig is a source which holds the job strongly and also guides the tool.
iii. It eliminates the need for marking on the job.
iv. These are light weight these can be used either by fastening them with the
table or holding them in hands.
v. Even an unskilled technician can use them with these features, we sincerely
hope that our project serve as a valuable project. We welcome the correction,
comments based on our project.
2

2. LITERATURE REVIEW
2.1 INTRODUCTION
This chapter discussed about literature review of jigs designing for the angular
cylindrical part. It begins with introduction to the jigs, type of jigs and components in
the jigs. Furthermore, the advantages and disadvantages of the jigs were discussed
and the important of the jig design were discussed briefly.
2.2 INTRODUCTION TO JIGS
Mass production aims at high productivity to reduce unit cost, and
interchangeablities to facilitate easy assembly. This production device increases the
rate of manufacturing and inspection devices to speed up inspection procedure.
Jigs are specially provided for mass production. Jigs provide a means of
manufacturing interchangeable parts since they establish a relation, with
predetermined tolerances, between work and cutting tool. So, they eliminate the
necessity of a special set up for each individual part thereby reducing the cost. So,
jigs are generally used
i. To reduce the cost of the production.
ii. To assure high accuracy of parts.
iii. To increase the production.
iv. To save labour cost.
v. To value quality control expense.
3

Some of the basic requirements of a good drill jigs are:
i. Quick and accurate location of the work piece.
ii. Easy loading and unloading of the work piece and prevention of wrong
loading.
iii. Prevention of bending or movement of the work piece during drilling.
iv. Ample chip clearance which facilitates for swarf removal and cleaning.
v. Light weight to minimize operator fatigue due to repeated handling.
Figure 2.1: jig
In the shop, drill jigs are the most-widely used form of jig. Drill jigs are used for
drilling, tapping, reaming, chamfering, counter-boring, countersinking, and similar
operations.
4

2.2.1 Elements in Jigs
Figure 2.2: Elements in Jigs
i. Jig body
ii. Jig feet
iii. Jig bushing
iv. Jig plate or bush plate
v. Locators
vi. Clamps
vii. Fool proof element
i. Jig body
The jig body supports the work piece and has locating and clamping elements in
it. It is provided with four jig feets and rests on the machine table.
ii. Jig feet
a jig feet which is not bolted to machine table is provided with four jig feet,
instead of the entire bottom surface lying flat on the machine table. Jig feet are either
cast with the jig body or detachable or welded to the base. They are usually
hardened and ground to have flat bottom.
5

iii. Jig bushing
For guiding drills, reamers and boring bars, hardened steel jig bushes are
employed which are fixed in the jig plates. The bushes can be replaced when worn-
out with less cost than replacing the entire jig plate.
iv. Jig plate or bush plate
Usually the jig plate carries the jig bush for guiding the tools. The jig plate may
be rigidly constructed as a single unit of jig or it may be of leaf or latch type. In this
type, the jig plate must be clamped with the jig frame.
v. Locators
Locators help a work piece to ret in proper position in a jig. Depending on the
type of work piece, various types of locators are used for the locating the
components, in the jig with reference to the tools, the locators are usually detachable
type, fixed to the jig frame. So whenever wear occurs, the locators can be easily
replaced with new ones.
vi. Clamps
Clamps are used for holding the work piece rigidly against all disturbing forces.
They also keep the work piece firmly in contact with locating pins of surfaces.
Sufficient thickness of section should be provided to withstand clamping forces.
vii. Fool proof element
This element prevents the work from being loaded wrongly into the jig. The
elements may be simple fouling pegs, cross pieces or pins.
6

2.3 IMPORTANT OF JIGS
Jigs are very important in manufacturing industry. These tools needed to make
sure that manufacturing process in production line going smooth and easier to
operator doing their job. Jig helps operator to holding part which will be processing or
in operation. In production rate, using jigs increased the productivity because it will
minimize the production time.
2.3.1 Advantages
i. Productivity
Jigs eliminate individual marking, positioning and frequent checking. This
reduces operation time and increases productivity.
ii. Interchange ability
Jigs facilitate uniform quality in manufacture. There is no need for selective
assembly. Any part of the machine would fit properly in assembly, and all
similar components are interchangeable.
iii. Skill reduction
Jigs simplify locating and clamping of the work-pieces. Tool guiding elements
ensure correct positioning of the tools with respect to the work pieces. There
is no need for skilful setting of the work-piece or tool. Any average person can
be trained to use jigs. The replacement of a skilled workman with unskilled
labour can effect substantial saving in labour cost.
iv. Cost reduction
Higher production, reduction in scrap, easy assembly and savings in labour
costs result in substantial reduction in the cost of work-pieces produced with
jigs.
2.3.2 Disadvantages
In industry, using jigs is very important in operation. Nowadays, tool is more
important than workman skill. This will make the industrial lacking skilful man in
workplace. When the tool is breakdown, the production rate will be decrease. Cost
for maintenance will be higher.
7

2.4 TYPES OF JIGS
Jigs mainly divided in to two types
1. Boring jigs
2. Drill jigs
1. Boring jig
Figure 2.3: Boring Jig
In machining, boring is the process of enlarging a hole that has already
been drilled, by means of a single-point cutting tool or of a boring head containing
several such tools, for example as in boring a gun barrel or an engine cylinder.
Boring is used to achieve greater accuracy of the diameter of a hole, and can be
used to cut a tapered hole.
8

2. Drill Jig
Figure 2.4: Drill Jig
Drill jigs are used to drill, ream, tap, chamfer, counter bore, counter sink, reverse
spot face, or reverse counter sink. The basic jig is almost the same for either
machining operation. The only difference is in the size of the bushings used.
9

2.4.1 Types of Drill Jigs
Drill jigs may be divided into two general types
1. Open jig
2. Closed jig
Open jigs are for simple operations where work is done on only one side of the
part. Closed, or box, jigs are used for parts that must be machined on more than one
side. Drill jigs are designed and constructed based on structure work piece. Some
type’s jigs listed below
1. Template Jig
2. Plate Jig
3. Sandwich Jig
4. Latch or Leaf Jig
5. Channel Jig
6. Box Jig
7. Post jigs
8. Angle plate Jig
9. Angular post Jig
10.Turnover jig or Table type Jig
11. Pot Jig
12. Solid Jig
13. Trunnion Jig
14. Indexing Jig
15. Universal Jig or Pump Jig
16. Multi Station Jig
10

I. Template Jig
Figure 2.5: Template Jig
This is a simple plate of metal or wood which carries correct locations of holes to
be made in the work piece. Size of template jig should be same as that of the work
piece. It is overlapped with the work piece and drilling is done quickly. Use of this
jig avoids the marking operation completely.
11

II. Plate Jig
Figure 2.6: Plate Jig
Plate jigs are similar to templates jigs. The only difference is that plate jigs have built-in clamps to hold the work. These jigs can also be made with or without bushings, depending on the number of parts to be made.
12

3. Sandwich Jig
Figure 2.7: Sandwich Jig
The sandwich jig is almost similar to plate jig. The only difference is the backup
plate found on the sandwich jig. This back up plate allows the jig to hold very thin
parts that could bend or distort under tool pressure. The sandwich jig can also be
used as a combination jig in which one side of the tool is used to locate the part for
drilling. The opposite side is used for reaming or tapping the part.
13

4. Latch or Leaf Jig
Figure 2.8: Latch or Leaf Jig
Leaf jig is also called as latch jig. This type of jig is distinguished by its hinged
cover, a leaf which can swing open to load or unload the work piece. After the work
piece has been located inside the jig, the leaf is firmly closed and locked inside the
jig. The leaf is held on to the jig body with the help of an eyebolt where the eye is
hinged to the body with a pin and a nut on the threaded portion of the bolt tightens
the leaf. The drill bushes are fitted in the leaf.
Leaf jigs can be loaded and unloaded quickly and are suitable for complicate
work pieces with irregular contours. The disadvantage of leaf jigs is that chips may
accumulate inside and cause trouble unless provisions are made for disposing them.
Also, if the drill bushings are fitted in the leaf, play in the hinges may affect drilling
accuracy.
14

5. Channel Jig
Channel jigs are the simplest form of box jig. The work is held between two
sides and machined from the third side. In some cases, where jig feet are used, the
work can be machined on three sides.
15

6. Box Jig
Figure 2.11: Box Jig
Box jigs, or tumble jigs, usually totally surround the part. This style of jig allows
the part to be completely machined on every surface without the need to reposition
the work in the jig. Channel jigs are the simplest form of box jig. The work is held
between two sides and machined from the third side. In some cases, where jig feet
are used, the work can be machined on three sides.
16

7. Post Jig
Vertical
Figure 2.12: Post Jig Vertical
Horizontal
Figure 2.13: Post Jig Horizontal
The post jig is used to locate the drill plate. The swing washer enables the drill
plate to be removed without removing the hand nut. The post jig is also used for
17

drilling and reaming, a ‘C’ washer is used to obviate the need to remove the hand
nut.
8. Angle Plate Jig
Figure 2.14: Angle Plate Jig
Angle-plate jigs are used to hold parts that are machined at right angles to their
mounting locators. Pulleys, collars, and gears are some of the parts that use this
type of jig.
18

9. Angular Post Jig
Figure 2.15: Angular Post Jig
Angle-plate jig, which is used for machining angles other than 90 degrees.
Figure shows an angular post jig of welded construction. The drill bush is extended
and shaped to prevent drill run, and yet allow removal of work piece. The clamping
nut is of the quick-action type because the smallness of the work piece bore
demands that the nut be removed when the work piece is removed.
19

10. Turnover Jig or Table Type Jig
Figure 2.16: Turnover Jig or Table Type Jig
20

Plate jigs are sometimes made with legs to raise the jig off the table for large
work. This style is called a table jig.
11. Pot Jig
Work Piece
Figure 2.17: Pot Jig
Pot jig body is in the form of a pot in which the work piece is supported and
clamped. Circular work pieces which have both an external diameter and an internal
diameter suitable for location purposes are drilled in pot type jigs. The jig essentially
21

consists of two parts. The body which is in the form of a pot carries the work piece
and also the bush plate.
Figure illustrate a pot jig in which the work piece is located from its outside in
the bush, and the drill bush is located on a post; the drill plate is located to line up
with swarf clearance grooves.
12. Solid Jig
Figure 2.18: Solid Jig
The figure shows a solid jig that is made from a block of steel. The work piece
is clamped by a button clamp, and burr groves are provided so that the work piece
can be easily recovered. Two grooves are required because one burr will be
produced at the point of drill entry, and a second burr is produced at the point of drill
break through.
22

13. Trunnion Jig
Figure 2.19: Trunnion Jig
A trunnion jig is similar to a box jig. When a large sized work piece is to be
drilled in several faces, it is mounted in a trunnion jig so that the faces requiring
drilling operations can be turned easily and positioned. Every time, the jig is rotated
23

and it is locked so that the face in which the hole is to be drilled is absolutely
horizontal. The pin and the locating hole for locking the jig should be wear resistant.
14. Indexing Jig
Figure 2.20
Indexing jigs are used to accurately space holes or other machined areas
around a part. To do this, the jig uses either the part itself or a reference plate and a
plunger. Larger indexing jigs are called rotary jigs.
24

15.Universal Jig or Pump Jig
Figure 2.21: Universal Jig or Pump Jig
25

Pump jigs are commercially made jigs that must be adapted by the user. The
lever-activated plate makes this tool very fast to load and unload. Since the tool is
already made and only needs to be modified, a great deal of time is saved by using
this jig.
16.Multi Station Jig
Figure 2.22: Multi Station Jig
26

Multi station jigs feature is how it locates the work. While one part is drilled,
another can be reamed and a third counter bored. The final station is used for
unloading the finished parts and loading fresh parts. This jig is commonly used on
multiple-spindle machines. It could also work on single-spindle models. There are
several other jigs that are combinations of the types described. These complex jigs
are often so specialized that they cannot be classified. Regardless of the jig
selected, it must suit the part, perform the operation accurately, and be simple and
safe to operate.
2.5 Materials
Jigs are made of variety of materials, some of which can be hardened to
resist wear.
2.5.1 Materials generally used
i. High speed Steel
Cutting tools like drills, reamers and milling cutters.
ii. Die steels
Used for press tools, contain 1% carbon, 0.5 to 1% tungsten and less
quantity of silicon and manganese.
iii. Carbon steels
Used for standard cutting tools.
iv. Collet steels
Spring steels containing 1% carbon, 0.5% manganese and less of silicon.
v. Non shrinking tool steels:
High carbon or high chromium Very little distortion during heat treatment.
Used widely for fine, intricate press tools.
vi. Nickel chrome steels
Used for gears.
vii. High tensile steels
Used for fasteners like high tensile screws
viii. Mild steel
Used in most part of Jigs and Fixtures
Cheapest material
27

Contains less than 0.3% carbon
ix. Cast Iron
Used for odd shapes to some machining and laborious fabrication
CI usage requires a pattern for casting
Contains more than 2% carbon
Can withstand vibrations and suitable for base
x. Nylon and Fiber
Used for soft lining for clamps to damage to work piece due to clamping
pressure
xi. Phosphor bronze
Used for nuts as have high tensile strength
Used for nuts of the lead screw
28

3. DESIGN AND FABRICATION
3.1 Components of Angular Post Jig
Plunger pin
Drill bush
Index plate
Quick-action nut
Angular plate
Jig base plate
Jig top plate
Jig vertical plate
29

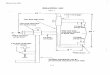
3.2 Construction
The angular post jig construction is vertical plate is welded in the base plate.
Top plate is welded in the vertical plate. The one end of the angular plate is welded
in the base plate then other end is welded in the top plate. Angular plate used for
supported the work piece. Index plate is fitted upper surface of the angular plate with
the help of plunger pin. Quick-action nut is used for locking and also supporting the
work piece. Drill bushes are fitted in top plate according to the work piece.
Figure 3.1: Angular Post Jig
30

3.3 Part drawing
FRONT VIEW SIDE VIEW
TOP VIEW ISOMETRIC VIEW
Figure 3.2: Pictorial View of Angular Post Jig
31

3.4 Working Principle
Angle-plate jig, which is used for machining angles other than 90 degrees. The
angular post jig of welded construction. The drill bush is extended and shaped to
prevent drill run, and yet allow removal of work piece. The clamping nut is of the
quick-action type because the smallness of the work piece bore demands that the
nut be removed when the work piece is removed.
3.5 Advantages
Produce high accuracy of parts
Save labour cost
Quick and accurate location of work piece
Easy loading and unloading
Mass production
Reduce the cost of production
3.6 Applications
Mass production industries
Angular component manufacturing
3.7 Bill of Material
S. No Part Name Material Quantity
1 Base plate M.S. 1
2 Vertical plate M.S. 1
3 Top plate M.S. 1
4 Angular plate M.S. 1
5 Bush M.S. 1
6 Index plate M.S. 1
32

Table 3.1: Bill of Material
3.8 Essential Features of Jigs
i. Reduction of idle time
Should enable easy clamping and unloading such that idle time is minimum.
ii. Cleanliness of machining process
Design must be such that not much time is wasted in cleaning of scarfs,
burrs, chips etc.
iii. Replaceable part or standardization
The locating and supporting surfaces as far as possible should be
replaceable, should be standardized so that their interchangeable manufacture
is possible.
iv. Provision for coolant
Provision should be there so that the tool is cooled and the swarfs and chips
are washed away.
v. Hardened surfaces
All locating and supporting surfaces should be hardened materials as far as
conditions permit so that they are not quickly worn out and accuracy is retained
for a long time.
vi. Inserts and pads
Should always be riveted to those faces of the clamps which will come in
contact with finished surfaces of the work piece so that they are not spoilt.
vii. Fool-proofing
Pins and other devices of simple nature incorporated in such a position that
they will always spoil the placement of the component or hinder the fitting of the
cutting tool until the latter are in correct pos.
viii. Economic soundness
33

Equipment should be economically sound; cost of design and manufacture
should be in proportion to the quantity and price of producer.
ix. Easy manipulation
It should be as light in weight as possible and easy to handle so that
workman is not subjected to fatigue, should be provided with adequate lift aids.
x. Initial location
Should be ensured that work piece is not located on more than 3 points in
anyone plane test to avoid rocking, spring loading should be done.
xi. Position of clamps
Clamping should occur directly above the points supporting the work
piece to avoid distortion and springing.
xii. Clearance
Sufficient amount of clearance should be provided around the work so
that operator’s hands can easily enter the body for placing the work piece and
any variations of work can be accommodated.
xiii. Ejecting devices
Proper ejecting devices should be incorporated in the body to push the
work piece out after operation.
xiv. Rigidity and stability
It should remain perfectly rigid and stable during operation. Provision
should be made for proper positioning and rigidly holding the jigs and fixtures.
xv. Safety
The design should assure perfect safety of the operator.
34

CONCLUSION
The project work has provided us an excellent opportunity and experience to
use our limited knowledge. We gained a lot of practical knowledge regarding
planning, purchasing, assembling and machining while doing this project work.
We feel that the project work is good solution to bridge the gates between
institution and industries.
We are proud that we have completed the work in limited time successfully.
The “Design and Fabrication of Angular Post Jig” is working with
satisfactory conditions. We are able to understand the difficulties in maintaining
tolerance. We have to done to our ability and skill making maximum use of
available facilities.
In conclusion remarks of our project work, let us add a few more lines about our
impression project work. We feel very proud in submitting this report to our
institution.
35

REFERENCE
Jigs and fixtures, press tools – C. Elanchezhilan and B. Vijaya Ramnath
www.jigsand fixtures.com
36