Embed Size (px)
Citation preview

TMMOB Metalurj i ve Malzeme Mühendisleri Odas ıBildir i ler Kitab ı
48518. Uluslararas ı Metalurj i ve Malzeme Kongresi | IMMC 2016
Determination of Isothermal Austenite Grain Growth Model Parameters for SAE 8620H Carburizing Steel
Seçil Yıldız, Hasan Yılmaz, Büşra Yazır, G. Elif Evcil, Caner Şimşir, Kemal Davut
Atılım University - Türkiye
Abstract Carburizing treatments involve longer holdings at the austenite region, which can produce a range of different prior-austenite grain sizes (PAGS) depending on the growth behavior. The PAGS influences hardenability, phase transformation kinetics and hence the final phase fraction; and therefore the final mechanical properties. Since the high-temperature austenite structure is transformed during subsequent cooling steps, controlling the formation of desired austenitic structure during carburizing treatment is difficult and particularly important. This study aims at predicting the PAGS during carburizing by using a model based on ideal grain growth law. In order to construct the validity of the model, SAE 8620H steel samples were austenitized at 3 different temperatures (850oC, 900oC, 925oC) for 3 different durations (15 min, 8 h, 24h), and then cooled at a rate of 350oC/s to ensure transformation to martensite. The PAGS of those samples were determined by metallographic examination using optical microscope. The PAGS were then determined by Heyn Intercept Method, performed on at least 5 micrographs per specimen. The results show that the grain growth behavior of the present 8620H steel can be explained by ideal grain growth law. The model parameters determined from the present experimental results agree reasonably well with the other studies on same steel grade. 1. Introduction Prior austenite grain size (PAGS) of any steel has a considerable influence on hardenability, kinetics of phase transformations, final phase fraction and hence on final mechanical properties. The most important heat treatment variables that determine the austenite grain structure are austenitization temperature (T ) and time [1, 2]. A typical carburizing treatment involves longer holding time at higher temperatures (i.e. in the austenite region), therefore prior austenite grain structures can vary. Moreover, the presence of inter-metallics and carbides can pin-down the grain growth of prior austenite. This pinning effect on austenite grain
growth was studied in micro-alloyed steels. [3,4]. The objective of this paper is to predict the PAGS of SAE 8620H steel during carburizing treatment by determining the parameters of the ideal grain growth model from the results of metallographic examinations. The input parameters of the model will only be the austenitization time and temperature. This physically based model could then be used in heat-treatment simulation of carburized quenching for further process development and optimization. 2. Experimental Procedure SAE 8620H steel samples, whose composition is given in Table 1 and was used to determine the growth kinetics of austenite grains. The exact geometry of the samples is given in Figure 1. In order to produce a range of various different prior austenite grain sizes the specimens were heated to 3 different temperatures, (850, 900, 925oC) at a rate of 1oC/s followed by isothermal holding for 3 different durations (15 min., 8 hour, 24 hour), and lastly quenching to room temperature at the rate of 350oC/s to ensure transformation to martensite. Those heat treatment cycles for all 9 specimens were conducted using Gleeble®–3800 thermo-mechanical simulator.
Figure 1. Geometry of the samples which were
used to determine prior austenite grain size The prior austenite grain size of the heat-treated specimens was determined via metallographic examination. Metallographic specimen preparation started by mechanical grinding using SiC grinding papers followed by mechanical polishing using 9, 3 and 1 m diamond paste followed by 0.05 m-diameter colloidal silica particles. Afterwards samples were etched with a solution composed of

UCTEA Chamber of Metallurgical & Materials Engineers Proceedings Book
486 IMMC 2016 | 18th International Metallurgy & Materials Congress
saturated aqueous picric acid (1 gr picric acid, 100 mL water), 1 large tablespoon of a wetting agent and 0.2 mL HCI. The etching was performed for 10-15 seconds by dipping the polished specimens into the etching solution kept at 80oC. Micrographs of the specimens were taken by Nikon LV150N optical microscope, using bright field illumination. Prior austenite grain size was measured by Heyn Intercept
method in accordance with the ASTM E112 standard. The length of the intercepts used were 180 mm horizontally and 130 mm vertically. Grain boundary and intercept intersections were counted on 5 randomly selected fields per specimen. This measurement grid produced 50 to 150 intersections per micrograph, thus ensuring accuracy of the measurements.
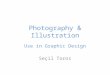
15 min. 8 h 24 h
850
°C
900
°C
925
°C
Figure 2. Optical micrographs of the specimens taken at 200x under bright field illumination. The etchant does not react uniformly with the specimen surface, which can be identified from the burnt dark areas on some minor
regions. Nevertheless, the prior austenite grain boundaries are revealed clearly.
3. Result and Discussion Figure 2 shows optical micrographs of all specimens, in a tabulated manner with respect to austenitization time and temperature. Some specimens are non-uniformly etched, the dark regions are over-etched. However, the prior austenite grain structures are revealed clearly in all specimens. The figure shows that the PAGS increase as austenitization temperature (T ) or time increases. As expected, the temperature, T , influences the coarsening of the prior austenite structure much more effective than the austenitization time.
Table 1. The comparison chemical composition (wt. %) of this study and E.Khzouz’s study [5]
Present Study Ref [5] C 0.21 0.21 Cr 0.56 0.56 Fe Bal. Bal. Mn 0.84 0.81 Mo 0.24 0.15 Ni 0.53 0.45 P 0.005 0.006 S 0.02 0.01 Si 0.33 0.24
Figure 3 shows the change of average PAGS value, which has been calculated for each specimen from the optical micrographs, as a function of T . The

TMMOB Metalurj i ve Malzeme Mühendisleri Odas ıBildir i ler Kitab ı
48718. Uluslararas ı Metalurj i ve Malzeme Kongresi | IMMC 2016
figure also shows the PAGS findings of a reference study, namely the study of E.Khzouz’s [5] for comparison. The chemical composition of the steel used in this reference study is tabulated in Table 1 as well. The change in PAGS values, specifically in the 900 – 925oC range is very small, in fact smaller than the standard deviation in the measurements. For the reference study, the austenitization time does not influence the PAGS value at T = 850oC. On the other hand, the PAGS values show exponential growth, most clearly observed for the samples austenitized for 9 h, in the reference study.
Figure 3. The PAGS values of the current study,
compared to the reference study of E.Khzouz’s [5]; plotted as a function of austenization temperature
(T )
Table 2. Average grain size values (AGS) and the standard deviation of AGS determined from
metallographic examination of samples austenitized at different temperature (T ) and time combinations.
T (°C)
Time (hr) AGS ( m)
AGS (ASTM-G)
850 0.25 11.7 ± 0.8 9.9 ± 0.2
8 13.7 ± 0.7 9.4 ± 0.2 24 17.2 ± 0.7 8.8 ± 0.1
900 0.25 14.4 ± 0.6 9.3 ± 0.1
8 16.9 ± 0.7 8.8 ± 0.1 24 20.4 ± 1.2 8.3 ± 0.2
925 0.25 16.2 ± 0.9 8.9 ± 0.2
8 17.9 ± 0.9 8.7 ± 0.2 24 20.7 ± 0.9 8.2 ± 0.1
The PAGS values of the present study, which are obtained from the prescribed quantitative
metallographic study, are tabulated in Table 2. Note that the standard deviation values are small, in fact the relative accuracy for all the measurements are well below 10%. This indicates the higher precision in PAGS measurements, in accordance with the ASTM E-112 standard. Those experimentally determined PAGS values are then used to construct a physically based grain growth model. The grain growth in crystalline materials can be explained by the “General Grain Growth Law”, which is shown in Eq1:
Dm - D0m = Kt (1)
where D is the average grain size, Do is the initial grain size (D Do), K is a temperature-dependent parameter, t is holding time and m is grain growth exponent [1, 6]. Experimentally determined m values are in the range of 2 to 5. In a pure system which has no defects or precipitates to pin the growth of a grain, m is 2. [7]. In this study m was taken as 2, since the optical micrographs does not show potential pinning sites. Using Eq1 and the experimental data tabulated in Table 2, K and Do values for 850oC, 900oC and 925oC were calculated, and shown in Table 3.
Table 3. K and Do values, which are calculated using Eq1 and the data tabulated at Table 2
8620H Temperature
(°C) K
(mm²/min) Do (mm)
850 1.09E-07 1.15E-02 900 1.43E-07 1.44E-02 925 1.15E-07 1.62E-02
Grain growth is a thermally activated, temperature dependent process, therefore the relationship between K and temperature can be represented by the following Arrhenius formula[6, 7]:
K = K0 exp(-Q/RT) (2)
where K0 is the pre-exponential term, Q is the activation energy for grain growth, R is the gas constant and T is the temperature (in Kelvin). Using the Eq2 and the K values tabulated in Table 3, K0 and Q values were calculated and shown in Table 4. Figure 3 and 4 show the calculated K and Do values of the current study compared to reference study [5]. The Do values agree quite well, whereas K value of the current study is considerably low for 850oC, about an order of magnitude. This difference can be attributed to the chemical composition differences of the samples, as tabulated in Table 1. Specifically, the Mo content of the present steel is higher than the
10
15
20
25
840 860 880 900 920 940 960
Prio
r aus
teni
te g
rain
size
(m
)
Temperature(°C)
0,25h8 hour24 hour0.5h_[5]2h_[5]9h_[5]

UCTEA Chamber of Metallurgical & Materials Engineers Proceedings Book
488 IMMC 2016 | 18th International Metallurgy & Materials Congress
reference study [5]. Mo has been reported to form fine carbides such as Mo2C, which can pin the grain boundaries, inhibit grain growth and therefore lower the K value [8]. Table 4. Q and Ko values calculated using equation
Eq.2 and the values tabulated at Table 3
8620
H Q
(J/mol) Ko
(mm2/min) 18.476 8.29E-07
Figure 4. The calculated K values of the current
study compared to the E.Khzouz’s study [5]
Figure 5. The calculated Do values of the current
study compared to the E.Khzouz’s study [5]
4. Conclusion In this study, the grain growth of austenite in a SAE 8620H steel was determined from a quantitative metallographic study. Moreover, those results were used to construct a grain growth model. The following conclusions can be drawn:
Prior austenite grain growth in present SAE 8620H steel can be explained via ideal grain growth law.
Q and K0 were calculated as 18.476 (J/mol) and 8.29·10-7 (mm2/min) by taking the kinetic exponent, m, as 2.
The present model parameters agree reasonably well with the literature. Slight differences in composition, especially in fine carbide forming elements, effect the grain growth kinetics drastically.
Acknowledgments The financial support of the Ministry of Science, Industry and Technology of Republic of Turkey and ESTA A. ., under the SANTEZ project 0673.STZ.2014 is greatly acknowledged. 5. References [1] J. Moon, J. Lee, and C. Lee, “Prediction for
the austenite grain size in the presence of growing particles in the weld HAZ of Ti-microalloyed steel,” Mater. Sci. Eng. A, vol. 459, no. 1–2, pp. 40–46, 2007.
[2] J. Fernandez, S. Illescas, and J. M. Guilemany, “Effect of microalloying elements on the austenitic grain growth in a low carbon HSLA steel,” Mater. Lett., vol. 61, no. 11–12, pp. 2389–2392, 2007.
[3] K. Alogab, D. K. Matlock, J. G. Speer, and H. J. Kleebe, “The Influence of Niobium Microalloying on Austenite Grain Coarsening Behavior of Ti-modified SAE 8620 Steel,” ISIJ Int., vol. 47, no. 2, pp. 307–316, 2007.
[4] S. H. Mohamadi Azghandi, V. Ghanooni Ahmadabadi, a. Zabett, and F. Fazeli, “Modelling of austenite grain growth kinetics in a microalloyed steel (30MSV6) in the presence of carbonitride precipitates,” Philos. Mag., vol. 94, no. 24, pp. 2758–2775, 2014.
[5] E. Khzouz, “Grain Growth Kinetics in Steels,” M.S. thesis, Dept. Mechanic. Eng., Worcester Polytechnic Institute, Worcester, USA, 2011.
[6] A. H. Seikh, M. S. Soliman, A. AlMajid, K. Alhajeri, and W. Alshalfan, “Austenite Grain Growth Kinetics in API X65 and X70 Line-Pipe Steels during Isothermal Heating,” Adv. Mater. Sci. Eng., vol. 2014, pp. 1–8, 2014.
[7] C. Yue, L. Zhang, S. Liao, and H. Gao, “Kinetic analysis of the austenite grain growth in GCr15 steel,” J. Mater. Eng. Perform., vol. 19, no. 1, pp. 112–115, 2010.
[8] M. . Islam and M. M. a. Bepari, “Effects of niobium additions on the structure, depth, and austenite grain size of the case of carburized 0.07% C steels,” J. Mater. Eng. Perform., vol. 5, no. 5, pp. 593–597, 1996.
1,09E-7
1,43E-7
3,39E-8
1,65E-7
850 9000,00E+000
3,00E-008
6,00E-008
9,00E-008
1,20E-007
1,50E-007
1,80E-007
K (
mm
²/m
in)
Temperature (°C)
Experimental [5]
0,0115
0,0144
0,01070,0128
850 9000,000
0,005
0,010
0,015
0,020
0,025
0,030
Do
(m
m)
Temperature (°C)
Experimental [5]