Development of a System to Collect Soil Compaction and
45
Development of a System to Collect Soil Compaction and Moisture Content By: Aidarus Abdinasir Derek Olson ABEN 487 Senior Design Project II Project Advisors Randy Schaley Project Engineer Case-New Holland Dr. R.J Goos Professor, Soil Science North Dakota State University Course Instructor Dr. Ganesh Bora Agricultural and Biosystems Engineering North Dakota State University Fargo, ND May 3,
Development of a System to Collect Soil Compaction and
Development of a System to Collect Soil Compaction and Moisture
Content
By:
Project Advisors
Randy Schaley
Project Engineer
Case-New Holland
Page 1
1. Introduction
1.1 Rationale
Soil differences around the world vary significantly and affect
performance. The need for
prediction methods is essential for testing of traction of off-road
vehicles. Over years of
developing off-road vehicles, companies have been building bigger
and more efficient
machines. The technology that is incorporated into off-road
vehicles today involves many
electrical components that bring new variables to performance
testing. The testing of off-road
vehicles today deals with many challenges in programming the
electronic aspects of the off-
road vehicles.
A key variable in testing is traction, or how well that vehicle
will perform on a given
surface. Designing a machine that can collect valuable field
information such as soil
compaction and soil moisture content allows for a quicker, more
consistent testing process.
Many companies market worldwide, so testing must be done in the
most extreme conditions
available. To have off-road vehicles perform an array of different
functions around the world
in varied conditions; designing and testing them can be a
challenge. Many hours are wasted
on testing different traction aspects between different test fields
without knowing the actual
field conditions. Therefore, engineers are having difficulties
comparing test results and
setting up tests to replicate other field conditions.
Page 2
1.2 Problem Statement
Soils in different areas have unique properties that affect
traction. A system is needed to
collect data that impacts traction in different soil conditions.
Off-road traction testing needs
to be optimally repetitive for various soil conditions. This system
can be used to record
several variables from all of the test locations around the field
in order to design better field
tests and replicate off-site field conditions. A soil penetrometer
is incorporated into this
system, which primarily operated by a technician out in the field
and the velocity and force at
which the penetrometer enters the ground varies from person to
person. The goal is to
eliminate all these problems and inconsistencies and design a
system that does this
electronically so all results are accurate every time.
1.3 Objective
The objective of this project is to determine soil factors that
affect traction. Multiple sets of
soil data must be collected throughout the test field. The data
collected from the soil
penetrometer and radar soil moisture sensor, which is both
incorporated into this system, can
then be combined to see the big picture out in the field before
tractors are prepared for field
tests. High soil compaction and soil moisture reduces the vehicle
traction, so knowing this
information beforehand makes it easier for engineers to design
field test.
Page 3
2. Literature Review
With ever changing soil conditions due to weather and unforeseen
natural conditions,
companies have been searching for ways to keep an edge on
competitors and produce strong,
reliable off-road machines. Many corporations have multiple
engineering offices scattered
around the Unites States or other countries. Therefore, if an issue
is detected during testing of
an off-road vehicle, the same test cannot be repeated at other
facilities because there are no
records of the conditions of a particular field at that particular
time.
After some extensive research, two machines have been identified
who are built by
companies who specialize in soil and agricultural equipment. Amity
Technology and Soil
Essentials have attempted to produce machines, which can be loaded
onto a truck, an all-
terrain vehicle (ATV) or carried by a field technician. These
machines have been on the
market for quite some time and have multiple design variations or
models to accommodate
cost sensitive customers.
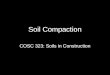
The Amity Technology Soil Sampler, illustrated in figures 1 & 2
has six different models
with the same basic idea of collecting soil samples and/or data but
with different design
parameters. The Amity Soil Sampler is a “precise auger-based” soil
sample collection
system, which uses hydraulic power to insert the auger into the
ground (Amity Technology,
2013). Soil samples from multiple field locations are then sent to
the lab for analysis and
comparisons with previous known field conditions.
Page 4
Page 5
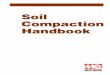
The Soil Essentials Wintex 1000, illustrated in figures 3 & 4
is also a hydraulically operated
system but the company differentiates its design by explicitly
outlining that its system uses a
probe, rather than an auger such as the Amity Technology Soil
Sampler. Because of this
design, The Wintex 1000 “takes a completely homogenous sample
comprising of a cone of
soil that is taken from the desired depth. If the sample is taken
with an auger you always take
more material from the top layers than the bottom layers of soil”
(Soil Essentials). The
Wintex 1000 can also be used in combination with a Global
Positioning System (GPS),
making it easier to keep track of test locations and creating field
maps after data has been
analyzed.
Figure 3: Soil Essentials’ Wintex 1000 ATV mounted soil sampling
system
Figure 4: Soil Essentials’ Wintex 1000 utility vehicle mounted soil
sampling system
Page 6
The Soil Sampler and Wintex 1000 are both good designs, which help
producers of off-road
vehicles determine field conditions for testing and durability
purposes. To be mentioned in
greater detail in section 3.2 of this paper, these machines do not
give a complete picture of
the field. They are missing some very important aspects when
looking to study field
conditions in a fast-paced test engineering site for off-road
vehicles; soil compaction being
one, and delivering the results in a timely manner.
Page 7
3. Methodology
After many discussions with professionals who are proficient with
machinery design, testing
and important soil characteristics to know during the testing phase
of off-road vehicles, two
main factors were identified to determine field conditions. Soil
moisture content and soil
compaction were the important factors to understand when
determining field conditions for
testing of off-road vehicles. Therefore, this system needed to be
able to collect data to be
used in determining the two mentioned factors. Important design
characteristics such as ease
of use, safety, function, and efficiency have also been considered
within the design process
as well. All considerations for an ideal design have been formed
into three different initial
concepts. All design options allow for a broad area of interest to
scrutinize each design and
form a single design that works well for testing soil.
3.1 Design Criteria
Before any feasible design ideas for a system that can be used to
test soil compaction and soil
moisture content were pursued, the following design criteria had to
be met:
• System must be applicable to all soil used in operation of
off-road vehicles
• System must be able to be controlled from inside the cab of the
transporting vehicle
• System must be able to determine obstacles within the soil, as to
not damage the
equipment during testing
• Each test performed must be repeated the same way in each test
location within a field
• Data recorded from each test location within the field must be
able to be downloaded into
a data interface model for interpretation
• System must be portable
3.2 Description of System
With careful consideration, it was decided that a soil penetrometer
and moisture sensor
should be incorporated into this system. Furthermore, the soil
moisture sensor had to be a
radar equipped moisture sensor so that the operator does not have
to leave the cab of the
transporting vehicle. As mentioned in the literature review
chapter, the comparable systems
currently marketed cannot determine soil compaction and deliver
results quickly.
Amity Technology’s Soil Sampler and Soil Essentials’ Wintex 1000
require that a sample of
soil be taken from specific locations and sent to the laboratory
for further analysis. This is
feasible for some applications but in a fast-paced engineering
environment where results are
preferred fairly quickly, the currently marketed systems are not
ideal. What makes this
system different is its ability to determine soil compaction and
soil moisture content and
deliver the results quickly via communication cables to the cab of
the transporting vehicle.
All three considered designs had to have a way to control the
vertical motion of the
penetrometer from the cab and easily transported by a truck or a
tractor via hitch. It was very
important to consider a structurally sound apparatus that can
withstand the point load applied
at the hitch location and all the vibrational loads experienced
while traveling in a rough,
uneven field.
Page 9
3.3.1 Hydraulic Cylinder Powered by Gasoline Engine
The Hydraulic Design Powered with a Gas engine incorporates a pull
behind soil test rig
which incorporates an 8 horse power motor, hydraulic pump, moisture
sensor,
penetrometer, along with a data recorder incorporated within Figure
5. The design is a
four wheel pull behind test unit with two wheels locked into a
straight forward position
and the other two wheels mounted to swiveling spindles and
incorporate a pivoting
steering system. The test unit is also equipped with two enclosed
tool boxes and a larger
open tool box used to bring the desired field tools. A top of the
test unit sits an 8 horse - 4
cycle engine with fuel tank, and a small hydraulic pump driven off
of the 8 horse engine.
A constant pressure transducer is also incorporated with the
hydraulic motor to operate
the penetrometer at a constant velocity and force. The penetrometer
is located near the
middle of the test rig to be at the most stable position available
and measures the
compaction of the soil. The moisture sensor is a Reflective
Moisture Sensor so it does not
need to be in contact with the ground which makes for easier usage
and continuous
moisture measuring. This type of moisture sensor is not quite as
accurate, but is much
more user friendly. The hydraulics used to dispense the
penetrometer sends its results to a
data logger which is a Somat eDaq Data System Logger.
The major benefits of this test rig are that it can be pulled
behind any vehicle and is easily
taken to any location. Also, many of the materials and data
acquisition equipment are
already used daily by this facility. The penetrometer and moisture
sensor both have
Page 10
Ethernet connections so instrumenting to record data through the
Somat eDAQ data
logger is applicable.
The down fall of this test rig is that with the hydraulic system
and gas motor come a lot
of maintenance. The motor would have to be kept up along with the
hydraulic lines. The
Hydraulic pump and pressure regulator are things that have to be
out sourced which add
to the building bill. The Hydraulic oil needs to be warmed to ideal
testing temperature
each time to produce consistent cylinder function.
Figure 5: Hydraulic design powered with a gas motor
Page 11
3.3.2 Electric Actuator Design with DC Power Supply
The electric actuator design is similar to the hydraulic design in
respect to the frame
construction and structural design incorporates a pull behind soil
test rig which incorporates a
radar moisture sensor, electric actuator, 12 volt batteries,
penetrometer, and a data recorder
incorporated within figure 6. The design is a four wheel pull
behind test unit with two wheels
locked into a straight forward position and the other two wheels
mounted to swiveling
spindles and incorporate a pivoting steering system. The test unit
is also equipped with two
enclosed tool boxes and a larger open tool box used to bring the
desired field tools. This
design features the same moisture radar moisture sensor as the
Hydraulic Design Powered by
an 8 Horse Gasoline Engine. The moisture sensor is a Reflective
Moisture Sensor so it does
not need to be in contact with the ground which makes for easier
usage and continuous
moisture measuring. This type of moisture sensor is not quite as
accurate, but is much more
user friendly to use. A top of this test unit is an electric
actuator which holds the soil
penetrometer and protrudes it into the soil at a consistent
velocity and force. The electric
actuator is powered by 4-12 volt batteries. While the penetrometer
is protruded into the
ground the readings of force are recorded by a Somat eDAQ Data
Logger System. As the
Moisture sensor is activated the moisture readings are also
recorded through the eDAQ
system. The batteries can be charged by the vehicle trailer aux
output while attached to
towing vehicle or else connected to a battery charger while not in
use.
The benefits of the Electric Actuator Design is that the electric
actuator used to place the soil
penetrometer into the ground runs off a constant current draw from
the batteries and needs no
time to warm up. The actuator can be wired to have two different
speeds and is already a
reliable piece of equipment on the market. The electric actuator
only requires simple wiring.
Page 12
Some disadvantages of the electric actuator design are that it does
require a vehicle that uses
the auxiliary trailer output or else a charging station near. The
batteries and wiring should be
kept out of the weather such as constant snow rain and other
corrosion causing issues.
Figure 6: Electric actuator design with DC power supply
Page 13
3.3.3 Hydraulic Design Powered by Auxiliary Hydraulic Outputs
The hydraulic design powered by auxiliary hydraulic outputs has the
same frame as the
Hydraulic Design with Gasoline Engine and the Electric Actuator
design. This design
incorporates a pull behind soil test rig which incorporates a radar
moisture sensor, hydraulic cylinder,
penetrometer, and a data recorder as seen in figure 7. The design
is a four wheel pull behind test
unit with two wheels locked into a straight forward position and
the other two wheels
mounted to swiveling spindles and incorporate a pivoting steering
system. The test unit is
also equipped with two enclosed tool boxes and a larger open tool
box used to bring the
desired field tools. The moisture sensor is a Reflective Moisture
Sensor so it does not need to
be in contact with the ground which makes for easier usage and
continuous moisture
measuring. This type of moisture sensor is not quite as accurate,
but is much more user
friendly to use. The penetrometer is placed into the ground by a
hydraulic cylinder that is
powered by the auxiliary hydraulic outputs of the towing vehicle.
This design requires less
fabrication is a cleaner setup.
The Benefits of the Hydraulic Design Power by Auxiliary Hydraulic
Output is that the design
is simple to design and build. Also, you operate this component
from right within the cab of
the towing vehicle.
The disadvantages dealing with the hydraulic design is that you
need a tractor or vehicle
equipped with auxiliary hydraulic outputs in order to operate.
Also, there is no way to
regulate how fast the hydraulic cylinder it extended due to the
fact that each auxiliary
hydraulic output pump has different flow and pressure
characteristics. There is no way to
Page 14
make sure the penetrometer is placed into the ground at the same
rate when changing
different tow vehicles.
3.4 Design Evaluation’s
During the review process, each design proposed was evaluated for a
number of categories
which are shown in Table 1. The designs were evaluated on multiple
criterions and a score
for each category were calculated. These scores were on a scale
from 0-10 and were then
multiplied by the weight given for that particular criterion. When
the final three designs were
analyzed, the scores and ranking of each design was taken under
consideration. The total
score for each design was added, and the highest score was then
chosen design.
Page 15
After completing the evaluation for each design, the electric
actuator design powered by a
DC power supply was the ideal choice. Safety was assigned the
highest weight and the
electric actuator design scored the highest in that category. The
electric actuator design is
also the easiest to use and is cost effective.
Table 1: Selection of the final design based on ratings
Page 16
3.4.1 Design Overview While designing the Electric Actuator Design
many aspects were taken into consideration
other than those seen in Table 1. The design was to be made using
many parts that were
readily available or available for an “at-cost” price by using an
in-house source. Minimizing
the outsourcing needed kept cost and design time to a minimum. The
material, labor, and
machines available for development of the Electric Actuator Design
must be considered for
construction.
3.4.2 Frame
The frame design for the Electric Actuator Design needed to be
ridged and be able to handle
up to 2,000 pounds total unit weight. The use of triangulation was
emphasized to maximize
strength for twisting moments put forth onto frame by uneven rough
testing ground under
loaded situations. The main structure of the frame is made out of
2.00”w X 5.00”h X
0.250”thick tubing and overall frame dimensions are illustrated in
figure 8. The frame
construction was completed by 220 Volt Lincoln Mig. Welder using a
0.035” diameter wire
and argon gas set to 20lbs. of pressure.
Page 17
Figure 8: Overall frame dimensions
Located near the center of the frame is a vertically placed arch
for actuator mounting. The
actuator mount illustrated in figures 9 & 10 is constructed of
2.00”w X 3.00”h X 0.250” thick
tubing. This vertical arch is welded perpendicular to the ground
surface for ideal
penetrometer readings.
Page 18
Figure 10: Actuator mounting bracket after installation
Located just behind the vertical arch of the actuator is a mounting
pad for radar moisture
sensor, which is illustrated in figures 11 & 12. The moisture
sensor pad is made of 0.500”
thick material for minimal flex and placed parallel to the ground
for accurate radar sensing.
Page 19
Figure 12: Moisture sensor mounting pad after installation
The frame design for the Electric Actuator Design is made out of
A-36 Steel. A-36 Steel was
chosen for its availability, properties, and cost. A-36 is
available at most any steel and
fabrication warehouse around the area. A-36 steel is used for many
applications such as
bridges, building, agriculture implement, and other custom
applications so it works for the
Electric Actuator Design. The hitch located on the front of the
design is made from A-36
Steel, 3”w X 5”h X 0.250” thick. The hitch is 3” wide compared to
the 2” material used to
Page 20
build the frame simple do to its greater cross-sectional area. The
cross-sectional area gives it
strength to hold the total weight of the assembly in any condition.
The hitch is 1168.4mm (46
in.) long for turning clearances on any towing vehicle. The hitch
has a female ASAE certified
hitch to be adaptable for any tow vehicle.
3.4.3 Battery Box
The battery box design incorporates enough volume for 4 Case-New
Holland 12 volt
batteries with availability to have to incorporate 0.500” vibration
foam in between each
battery. The battery box is made from A-36 steel and includes a
wall thickness of 3mm. The
construction of the battery box includes laser cutting each
individual piece and mig welding
them together as seen in figures 13 & 14. Pre-heating the metal
before welding was
completed helped minimize the distortion and tolerances of the box
capacity. Before the
finish welding was completed the walls of the box were tacked into
place and measured to
ensure exact tolerances were met before pre-heating was performed.
Also, Vibration foam is
0.500” thick underneath each of the batteries to help durability
and battery function.
Page 21
Figure 14: Battery box after installation
Page 22
3.4.4 Rear Mounted Tool/Ballast Boxes
Incorporated within the frame structure located near the rear of
the system as seen in figure
15 is a tool/ ballast box. This box is primarily designed for
holding ballast in heavily
compacted soil where the initial insertion of the penetrometer has
a spike in penetration
force. This box is also designed to hold shovels, picks and other
on-site tools that may need
to be used for compaction or soil testing. Similar to the battery
box this tool box is made
from A-36 steel with dimensions of (300W X 537L X 6T) mm Mig welded
together and also
to the frame structure.
Figure 15: Rear tool/ballast box
Located on both the left and right side of the tool/ ballast box is
a tool box which is used for
holding smaller tools such as wrenches, electrical supplies, spare
penetrometer probe ends,
Page 23
and etc. These tool boxes seen in figures 16 & 17 are purchased
directly from Case-New
Holland’s parts catalog at the local Titan Machinery dealer. These
tool boxes are bolted on
using 4 grade-8 12mm bolts with Flange nyloc nuts.
Figure 16: Left and right side tool boxes
Figure 17: Left and right side tool boxes after installation
Page 24
3.4.5 Electric Actuator
The main component of the overall system design is the electric
actuator. The electric
actuator is the same electric actuator that Case Construction
equipment uses to lift their
wheel loader hoods. This electric actuator is capable of using 12
or 24 volt power supply
which makes it ideal for changing the penetration velocity of the
penetrometer. When we
wire it in 12 volt it slows the speed of the actuator and faster
with the 24 volt system. The
electric actuator is wired to either be activated from a toggle
switch located on the frame or
by a switch ran into the cab of the towing vehicle. The benefits of
using the switch located on
the frame is that you can observe the probe while it is protruding
into the ground where as in
the cab you can’t observe its motion making it more vulnerable to
breaking or bending. The
actuator it mounted to the frame by 3-12mm bolts located on the
vertical upright arc part of
the frame as seen in figures 18 & 19.
Figure 18: Overall electric actuator dimensions
Page 25
Figure 19: Electric actuator after installation
The actuator is connected to the penetrometer by a bracket designed
to use the standard
actuator mounting hole on the shaft end to the standard bolt holes
that came in the
penetrometer. Two of the penetrometer holes that were used were
where the original handle
is located but since been removed. The other two holes were holes
we needed to incorporate
into the case of the penetrometer. These final two holes were
precisely placed so that no
wires or instrumentation was harmed. These four bolts are easily
removable and the
penetrometer can be placed into original hand use operation within
a matter of minutes. The
bracket dimensions, installation and full assembly are illustrated
in figures 21-23.
Figure 20: Actuator and penetrometer bracket dimensions
Page 26
Figure 22: Actuator, penetrometer and bracket assembly
Page 27
3.4.6 Penetrometer
The penetrometer used for the Electric Actuator System is the
Fieldscout™ SC 900 Soil
Compaction Meter by Spectrum Technologies, Inc illustrated in
figures 23 & 24. The SC 900
is a great tool to measure soil compaction due to its many
available functions and data
collection capabilities. The SC 900 offers a built in data logger
which records 772 profiles
without GPS locations and 579 profiles with GPS/DGPS locations
included. The SC 900 is
connected to a Somat eDAQ lite data logger system figure 31 through
a high level
communication port which allows it to download the data from
penetrometer as it’s collected.
Also, A GPS will be incorporated into the eDAQ system through its
GPS input port and mark
each location as the penetrometer takes a compaction sample. Within
the SC 900 there is also
an ultrasonic depth sensor located just near the base of the probe
as seen in figure 23. The
depth sensor starts recording as soon as the probe receives
pressure (i.e.: makes contact with
the soil), which allows an inch by inch measurement of soil
compaction. Calibration needs to
be done each time before use in the field to ensure proper data
results.
The SC 900 is mounted onto the electric actuator and set to an
approximate velocity of 2
seconds per 2 inches of travel which is specified in the ASAE
Standards. If the rate is to
exceed this rate an error code flashes and the test has to be
adjusted for proper velocity. Once
samples are taken and downloaded from the SC 900 the data
management program offered
by Spectrum Electronics allows you to place all your results into
an excel spreadsheet and
from there you can find all the various max, min, averages and
standard deviations for
varying depths and locations. The SC 900 offers a PSI/inch or a
KPa/ cm setting to measure
pressure for a certain depth. These settings are easily changed
through display located atop
the SC 900 as seen in figure 23. Information on the SC 900 can be
found at
Page 28
Figure 24: Penetrometer after installation
Sonar Depth Sensor
3.4.7 Radar Moisture Sensor
The SWR Engineering moisture sensor (figures 25 & 26) is one of
the few ideal radar
moisture sensors on the market. The Moisture sensor can communicate
with our Somat
eDAQ data logger or PC through the ether net connection port. This
sensor includes its data
acquisition software when purchased. The operating surfaces can be
measured through a
range from 0 to 120. The SWR Engineering company is located in
Germany and most
other sensor details were not able to be found, that including
price. The best judgment on
price would be near $10,000.
Specfications -Radar Moisture Sensor – SWR Engineering M-SEN
Material: Stainless
Supply Voltage: 20 Watt/ 24 Volt DC @ 50 Hz
Details and installation instructions can be found at:
http://pdf.directindustry.com/pdf/swr-engineering-messtechnik-gmbh-59216.html
Figure 26: SWR Engineering moisture sensor after installation
Page 31
3.4.8 Torsion Axle
The axle for the Electric Actuator Design needs to handle the
estimate 2,000 lb. (900 kg)
frame and operating system. The axle being used is rated for much
greater loading
capabilities that what may be adequate for simple highway and
on-road usage. The axle
chosen is an Axis Products Incorporated 4,000 lb ( 1814 kg) torsion
axle for the reason that
this system will be taken off road and that the extra load
capabilities helps when
encountering obstacles (rocks, dirt piles, ditches and etc.) while
at various speeds and
ballasted applications. The torsion axle features a drop down start
angle of 45drop down
spindle seen in figure 27 which is best for accommodation of the
rough terrain sometimes
found within test fields. The axle is bolted directly to the
mounting brackets which are
welded to the main frame. The width of the axle at the brackets is
ordered at 1,016mm
(40inches) to accommodate the width of the frame.
http://www.axisproducts.com/PDF's/4000-6000lbs-torsionaxle.pdf
Figure 27: Torsion axle layout
The hubs are greaseable sealed bearing and feature an 8 stud by 6.5
inch bolt pattern. These
hubs are also purchased from Axis Products Incorporated part number
702362200000.
1016mm (40in.)
Page 32
3.4.9 Tires and Wheels
A tire for this system needed to be durable, have a heavy duty
design and be able to go on
and off road. The Alliance I-320 figure 28 was a good choice for
these criteria.
Specifications:
Make/Model: Alliance I-320 (Ag. Implement)
Details: High load capacity with minimum soil compaction and is
great for on and off road
usage is ideal for traveling to and from the test site.
http://www.atgtire.com/ShowAllianceDesignDetails.aspx?id=84
Page 33
3.4.10 Wiring
The wiring of the Electric Actuator design in figure 29 is kept as
simple and efficient as
possible. The wiring for the power system from the batteries to the
electric actuator was first
to be configured. Due to the 12 or 24 volt option used by the
electric actuator the 4 - 12 volt
batteries were wired in either parallel or series depending on
speed desired for adequate
penetrometer readings. The batteries were wired in parallel for the
12 volt and in series for 24
volt. The wiring from batteries to the actuator use an American
Wire Gauge (AWG) “0” gage
(.3249 in.) diameter wire to minimize the voltage drop through the
wires. An AWG “2” gage
(.2576 in. Diameter) wire would work as well but have a slightly
larger voltage drop though
the wires and cause slightly less battery life.
Page 34
Page 35
The brake/tail lights located at the rear of the frame are wired in
a standard 6 pin format as
seen in figure 30. The Brown wires are relayed into the 6 pin
connector for the brake lights
and tail lights. The green and yellow wires relay into the 6 pin
connector for the right and left
turn signal respectively. White wires run from both lights and from
connector to the frame
for a ground connection. The blue wire is capped off and not used
but is available for electric
brakes if desired for future installation. Lastly the red wire is
used for charging the batteries
while the tow vehicle is in operation. Each wire is routed in
figure 30 to show a general
wiring diagram and a 10 gage wire was used for the system.
Figure 30: Taillight wiring layout
Rear of System
3.4.11 Data Acquisition
Once the frame and system components are installed and wired it is
time to hook up the
Somat eDAQ lite Data Logger which records all the pressure and
temperature results in a real
time recording. The eDAQ system is adaptable to almost any data
recording device that has
wiring capable of interlocking with the eDAQ system or computer.
The eDAQ system has a
port for GPS location so marking each testing location easy to have
in the database for future
reference. Both the penetrometer and moisture sensor have
Communication output ports for
easy data transfer to the eDAQ system seen in figure 31. To program
the eDAQ, the use of
TCE data acquisition program within a supporting laptop allows the
user to go within system
and setup the specifications and properties of the results you wish
to record. The eDAQ
system is rather expensive but very durable.
Figure 31: eDAQ system connections
Computer Communication
GPS antenna Input
Penetrometer Input Channel
Moisture Sensor Input
4. Completed System
4.1 System Layouts
In this section, the completed system models, layout and dimensions
are shown to give an
overall view and the vision for the final assembly, which are
illustrated in figures 32-37
Figure 32: Overall system dimensions
Figure 33: Overall system width
Page 38
Page 39
Figure 37: Right side view of system assembly
Page 40
4.2 Cost Analysis Each component used in the design and
construction of the system was itemized and
analyzed for cost. Table 2 illustrates a list of each item, the
cost and the function of each item
used within the system.
Page 41
5. Results and Discussion
During the design presentations, some good questions were raised
about more safety features that
could easily be incorporated into this system. Therefore, all
questions, comments and ideas were
considered and plans to implement them have been discussed. Safety
features such as a battery
cover to protect the batteries and wires, guards to protect
components and a larger cover to
protect the penetrometer at the highest point have all been
discussed to be implemented.
Before any kind of system or option was considered, it was very
important that each idea meet a
certain number of criteria. These criteria were outlined and
described in section 3.1 and the final
design was to incorporate all criteria mentioned. This senior
design project has evolved over the
past two semesters and the final system has met all goals set
forth.
It was crucial that the system be portable and attach by hitch to
any truck or tractor for soil
testing. It was also very important that the system be able to
repeat each test multiple times
consistently and withstand the harsh conditions a tractor is
exposed to throughout the testing
phase. The build time required for each alternative design was also
considered and accounted for
during the decision making process. The final actuator design meets
all the criteria set forth and
is also the most cost effective, user friendly and most
importantly, the safest out of all the
considered system designs.
Due to budget this system was not able to be built but interests in
future system completion is
being discussed.
Page 42
Gantt Chart
Semester Final Report Preperations
http://www.amitytech.com/soil-samplers-overview
Penetrometer –
water/soil-compaction/fieldscout-sc-900- meter/sc900/
SWR engineering. On-line moisture sensor for bulk products. January
2013.
Web
http://pdf.directindustry.com/pdf/swr-engineering-messtechnik-gmbh-59216.html
torsionaxle.pdf