Embed Size (px)
Citation preview
Development of Continuous Crystallisation
Processes of Pharmaceutical Compounds to Achieve
Better Control Over Final Product Attributes
Anna Jawor-Baczynska
Department of Chemical & Process Engineering
University of Strathclyde, Glasgow
Overview
1. Pharmaceutical crystallisation- continuous processing
2. Modular test bench for continuous crystallisation: mixing, nucleation and growth
3. Continuous generation of seed suspensions
4. Continuous growth of seed crystals
5. Conclusions
23 September 2014 Glasgow
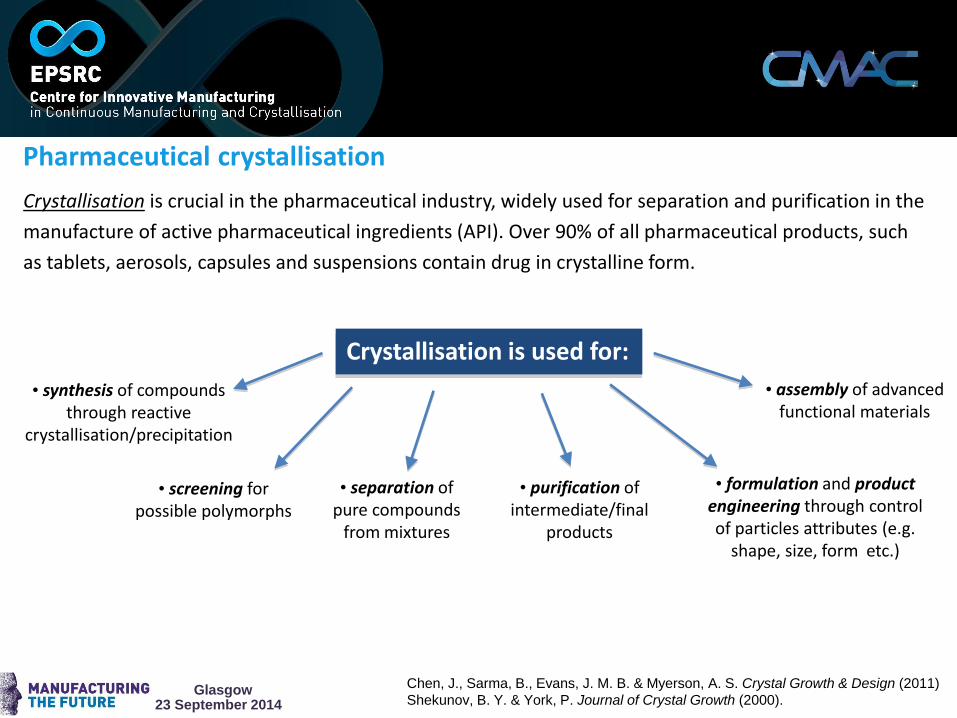
Pharmaceutical crystallisation
Crystallisation is crucial in the pharmaceutical industry, widely used for separation and purification in the
manufacture of active pharmaceutical ingredients (API). Over 90% of all pharmaceutical products, such
as tablets, aerosols, capsules and suspensions contain drug in crystalline form.
Crystallisation is used for:
• synthesis of compounds through reactive
crystallisation/precipitation
• purification of intermediate/final
products
• formulation and product engineering through control of particles attributes (e.g.
shape, size, form etc.)
• assembly of advanced functional materials
• screening for possible polymorphs
• separation of pure compounds
from mixtures
23 September 2014 Glasgow
Chen, J., Sarma, B., Evans, J. M. B. & Myerson, A. S. Crystal Growth & Design (2011)
Shekunov, B. Y. & York, P. Journal of Crystal Growth (2000).
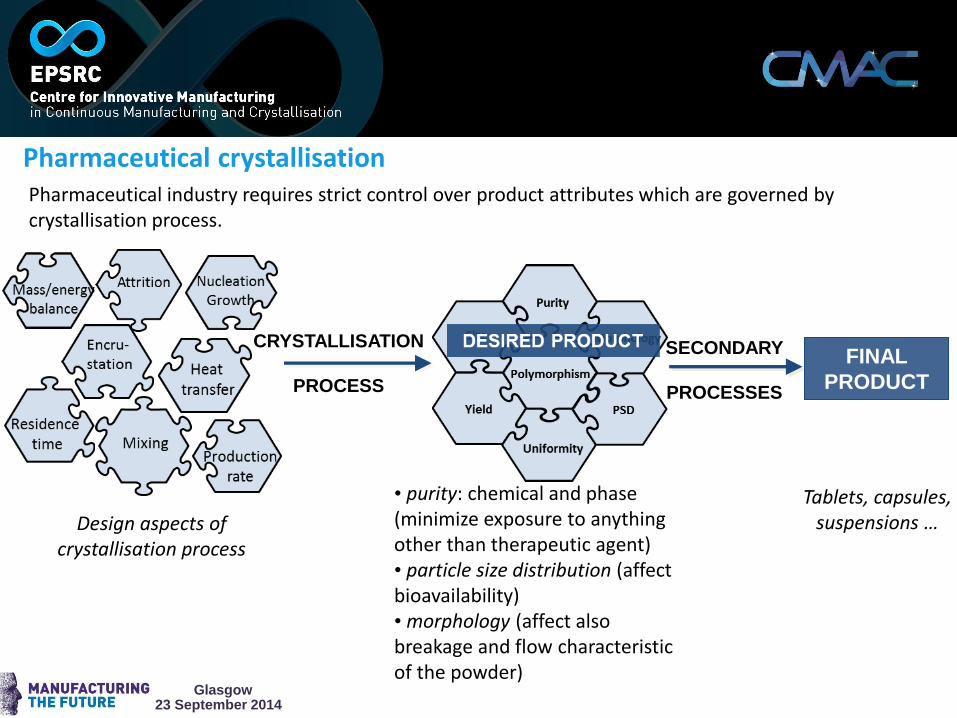
Pharmaceutical industry requires strict control over product attributes which are governed by crystallisation process.
FINAL
PRODUCT
SECONDARY
PROCESSES
Tablets, capsules, suspensions …
23 September 2014 Glasgow
Design aspects of crystallisation process
CRYSTALLISATION
PROCESS
• purity: chemical and phase (minimize exposure to anything other than therapeutic agent) • particle size distribution (affect bioavailability) • morphology (affect also breakage and flow characteristic of the powder)
Pharmaceutical crystallisation
Pharmaceutical industry requires strict control over product attributes which are governed by crystallisation process.
23 September 2014 Glasgow
Bene
• Reduced plant scale (manufacture using laboratory equipment, no scale-up risk)
• Increased flexibility (moving processes between sites)
• Improved process robustness (greater control, producing the same product every time)
• Potential to exploit faster/ more selective/ hazardous routes
• Lower costs, more sustainable
• Steady state operation (consistent product quality)
• Continuous on-line quality measurements to build understanding
• Better control of product (particle size, polymorphism…)
Benefits of continuous processing
Pharmaceutical crystallisation
23 September 2014 Glasgow
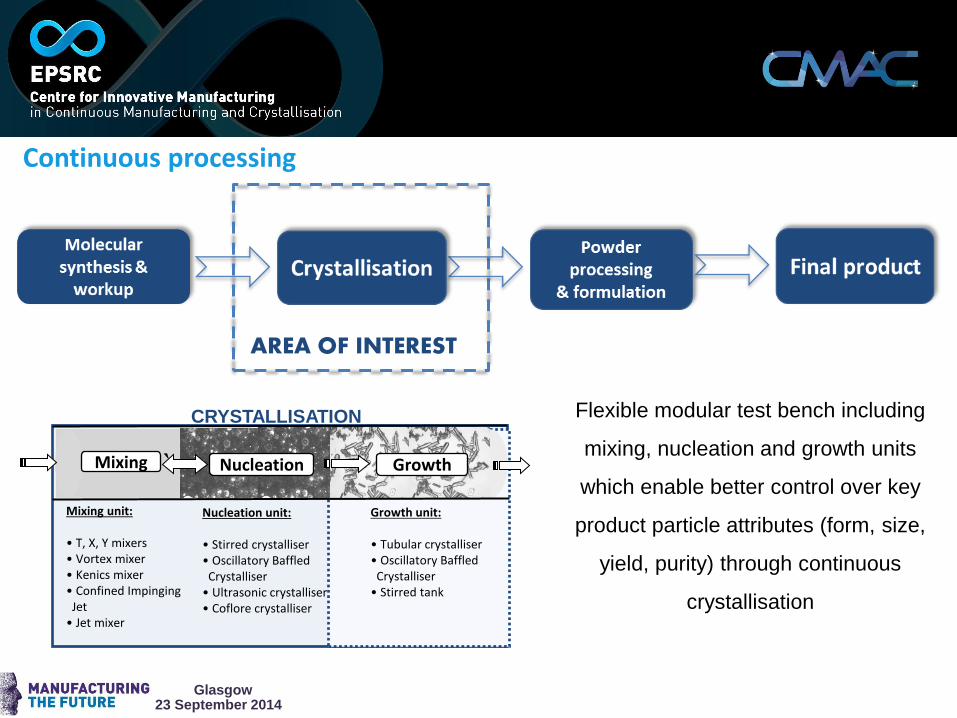
Continuous processing
Flexible modular test bench including
mixing, nucleation and growth units
which enable better control over key
product particle attributes (form, size,
yield, purity) through continuous
crystallisation
AREA OF INTEREST
Mixing unit: • T, X, Y mixers • Vortex mixer • Kenics mixer • Confined Impinging Jet • Jet mixer
Nucleation unit: • Stirred crystalliser • Oscillatory Baffled Crystalliser • Ultrasonic crystalliser • Coflore crystalliser
Growth unit: • Tubular crystalliser • Oscillatory Baffled Crystalliser • Stirred tank
`````````` Nucleation Mixing Growth
CRYSTALLISATION
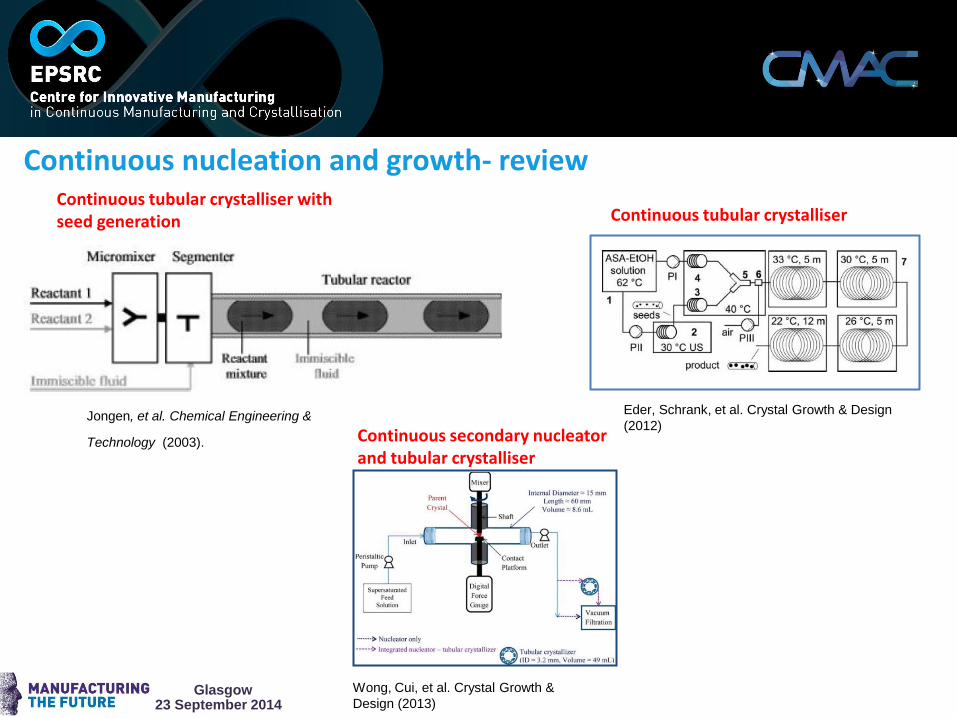
Continuous nucleation and growth- review
Wong, Cui, et al. Crystal Growth &
Design (2013)
Continuous secondary nucleator and tubular crystalliser
Continuous tubular crystalliser
Eder, Schrank, et al. Crystal Growth & Design
(2012)
23 September 2014 Glasgow
Jongen, et al. Chemical Engineering &
Technology (2003).
Continuous tubular crystalliser with seed generation
23 September 2014 Glasgow
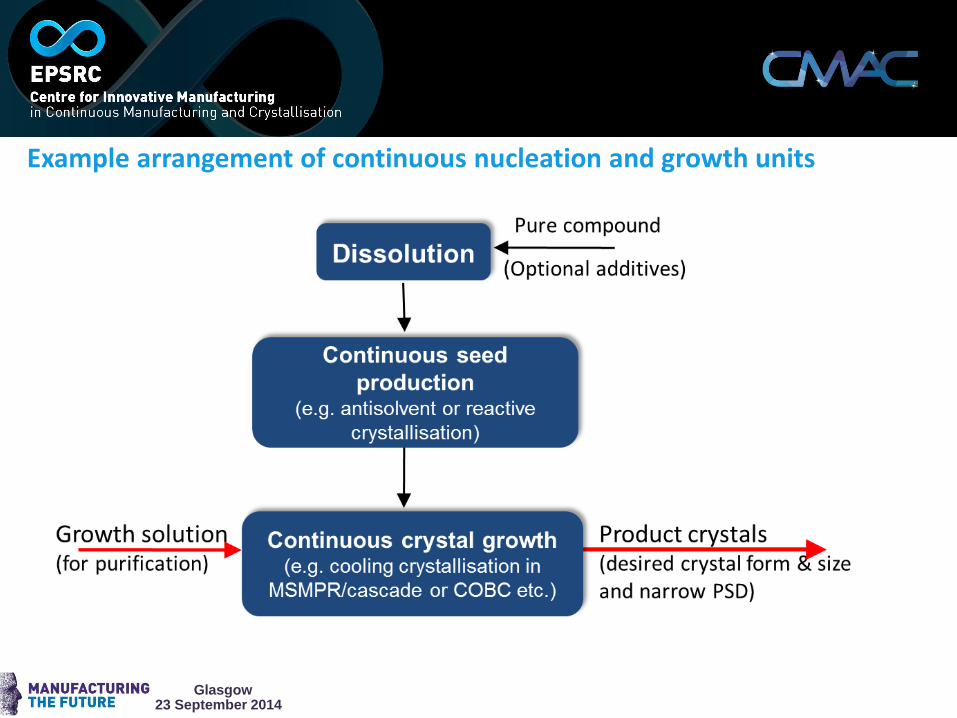
Example arrangement of continuous nucleation and growth units
23 September 2014 Glasgow
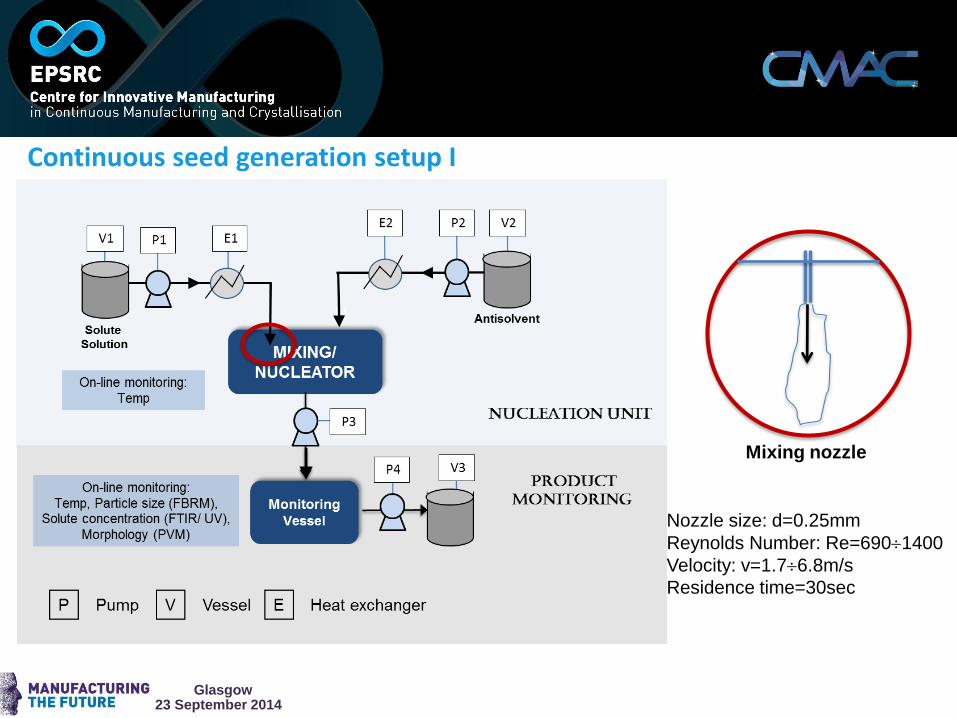
Continuous seed generation setup I
Mixing nozzle
Nozzle size: d=0.25mm
Reynolds Number: Re=6901400
Velocity: v=1.76.8m/s
Residence time=30sec
Glycine
23 September 2014 Glasgow
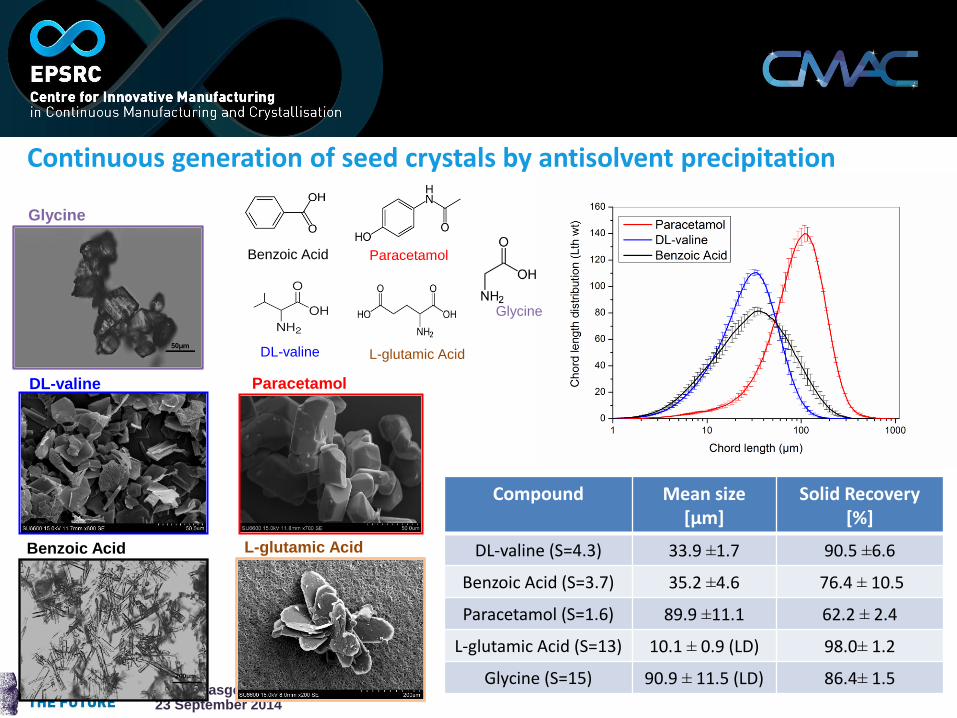
Continuous generation of seed crystals by antisolvent precipitation
DL-valine L-glutamic Acid
Paracetamol Benzoic Acid
Compound Mean size [µm]
Solid Recovery [%]
DL-valine (S=4.3) 33.9 ±1.7 90.5 ±6.6
Benzoic Acid (S=3.7) 35.2 ±4.6 76.4 ± 10.5
Paracetamol (S=1.6) 89.9 ±11.1 62.2 ± 2.4
L-glutamic Acid (S=13) 10.1 ± 0.9 (LD) 98.0± 1.2
Glycine (S=15) 90.9 ± 11.5 (LD) 86.4± 1.5
DL-valine Paracetamol
Benzoic Acid L-glutamic Acid
Glycine
200µm
23 September 2014 Glasgow
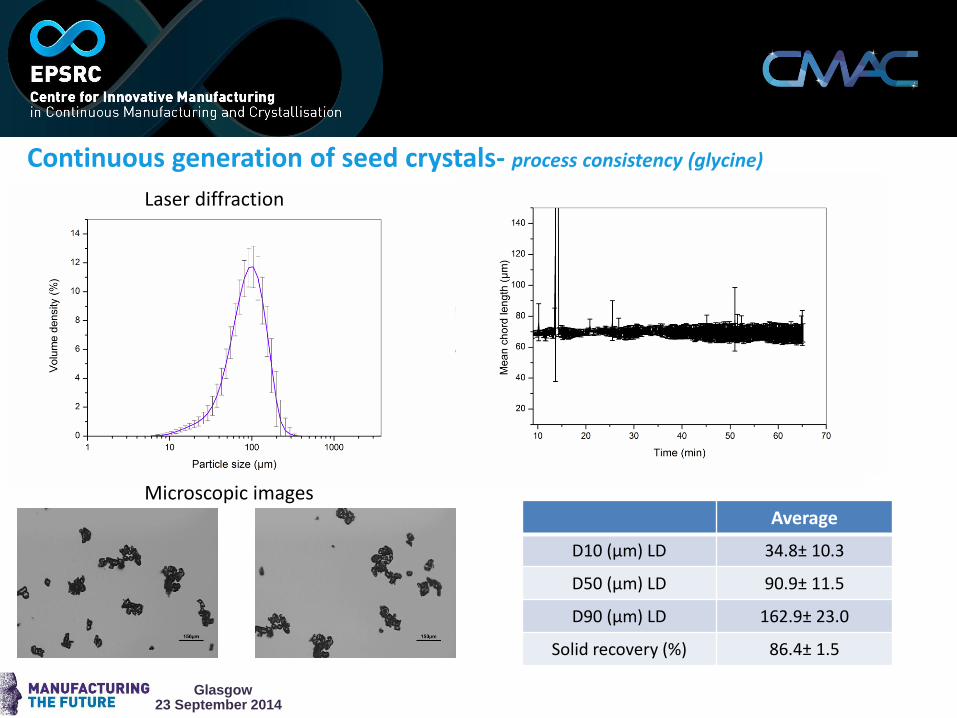
Average
D10 (µm) LD 34.8± 10.3
D50 (µm) LD 90.9± 11.5
D90 (µm) LD 162.9± 23.0
Solid recovery (%) 86.4± 1.5
Continuous generation of seed crystals- process consistency (glycine)
Laser diffraction FBRM- total counts
Microscopic images
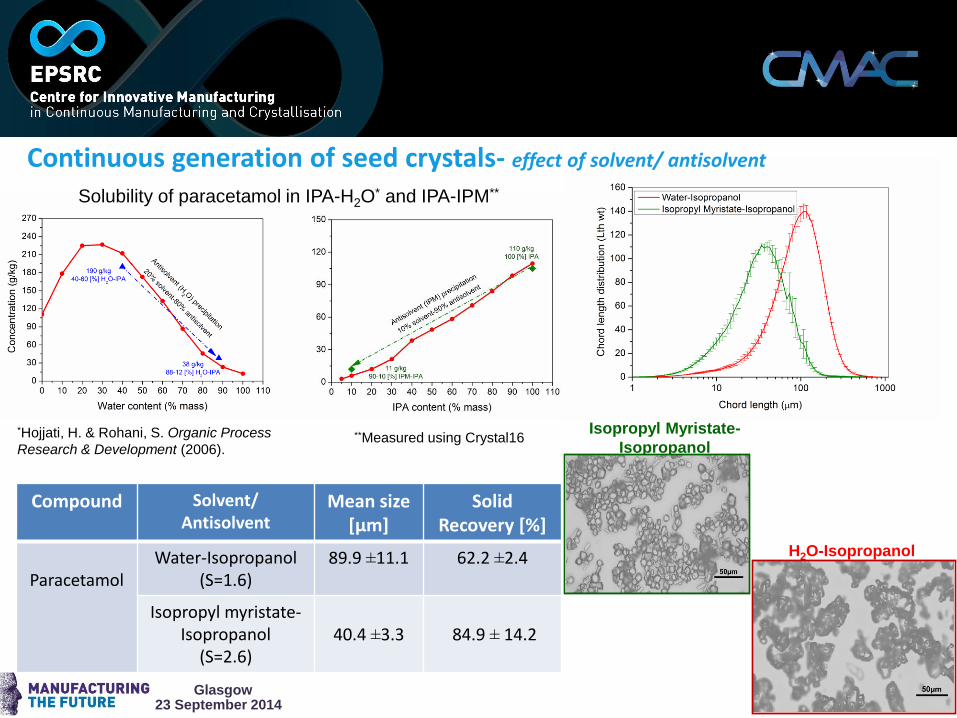
Continuous generation of seed crystals- effect of solvent/ antisolvent
Compound Solvent/ Antisolvent
Mean size [µm]
Solid Recovery [%]
Paracetamol
Water-Isopropanol (S=1.6)
89.9 ±11.1 62.2 ±2.4
Isopropyl myristate- Isopropanol
(S=2.6)
40.4 ±3.3
84.9 ± 14.2
H2O-Isopropanol
Isopropyl Myristate-
Isopropanol
Solubility of paracetamol in IPA-H2O* and IPA-IPM**
*Hojjati, H. & Rohani, S. Organic Process
Research & Development (2006).
23 September 2014 Glasgow
**Measured using Crystal16
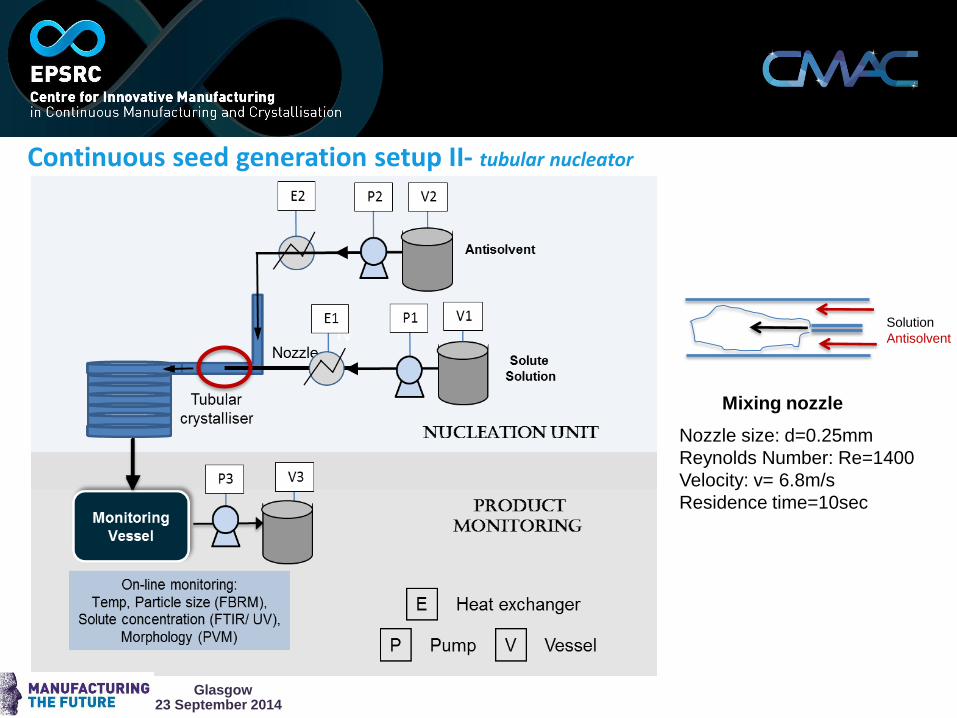
Continuous seed generation setup II- tubular nucleator
Mixing nozzle
Nozzle size: d=0.25mm
Reynolds Number: Re=1400
Velocity: v= 6.8m/s
Residence time=10sec
Solution
Antisolvent
23 September 2014 Glasgow
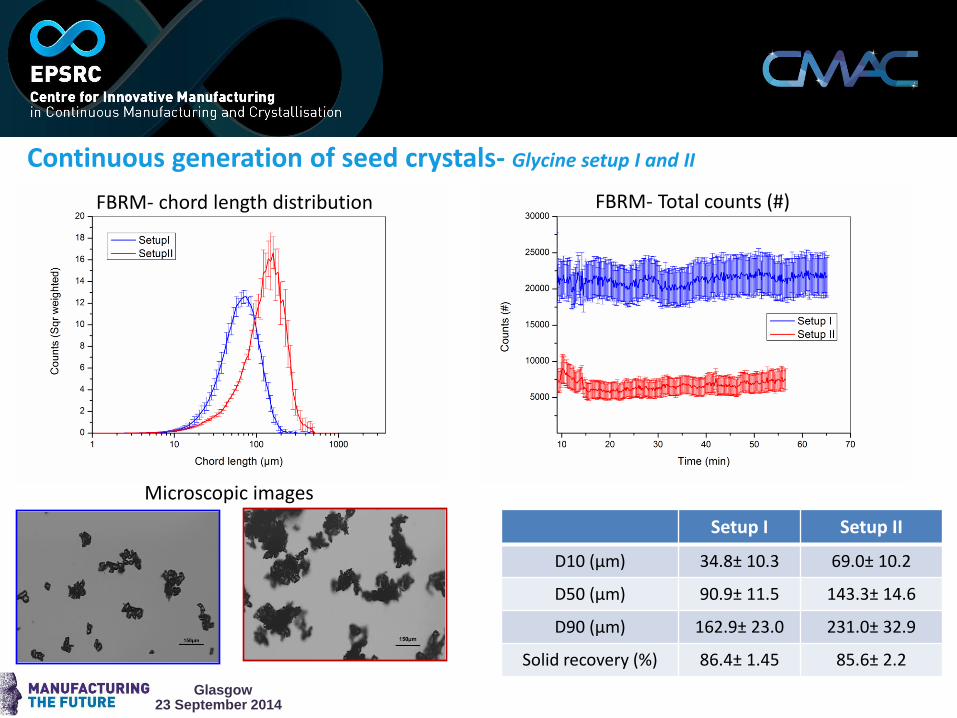
Setup I Setup II
D10 (µm) 34.8± 10.3 69.0± 10.2
D50 (µm) 90.9± 11.5 143.3± 14.6
D90 (µm) 162.9± 23.0 231.0± 32.9
Solid recovery (%) 86.4± 1.45 85.6± 2.2
Continuous generation of seed crystals- Glycine setup I and II
23 September 2014 Glasgow
Laser diffraction
Microscopic images
FBRM- Total counts (#) FBRM- chord length distribution
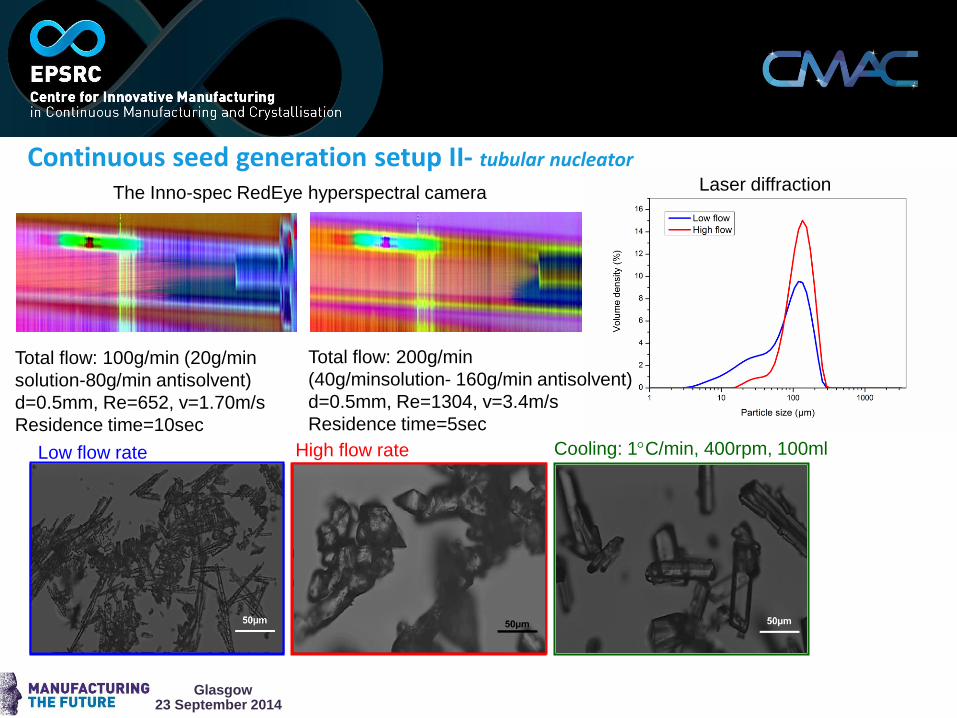
Continuous seed generation setup II- tubular nucleator
23 September 2014 Glasgow
Total flow: 100g/min (20g/min
solution-80g/min antisolvent)
d=0.5mm, Re=652, v=1.70m/s
Residence time=10sec
The Inno-spec RedEye hyperspectral camera Laser diffraction
Low flow rate High flow rate Cooling: 1C/min, 400rpm, 100ml
Total flow: 200g/min
(40g/minsolution- 160g/min antisolvent)
d=0.5mm, Re=1304, v=3.4m/s
Residence time=5sec
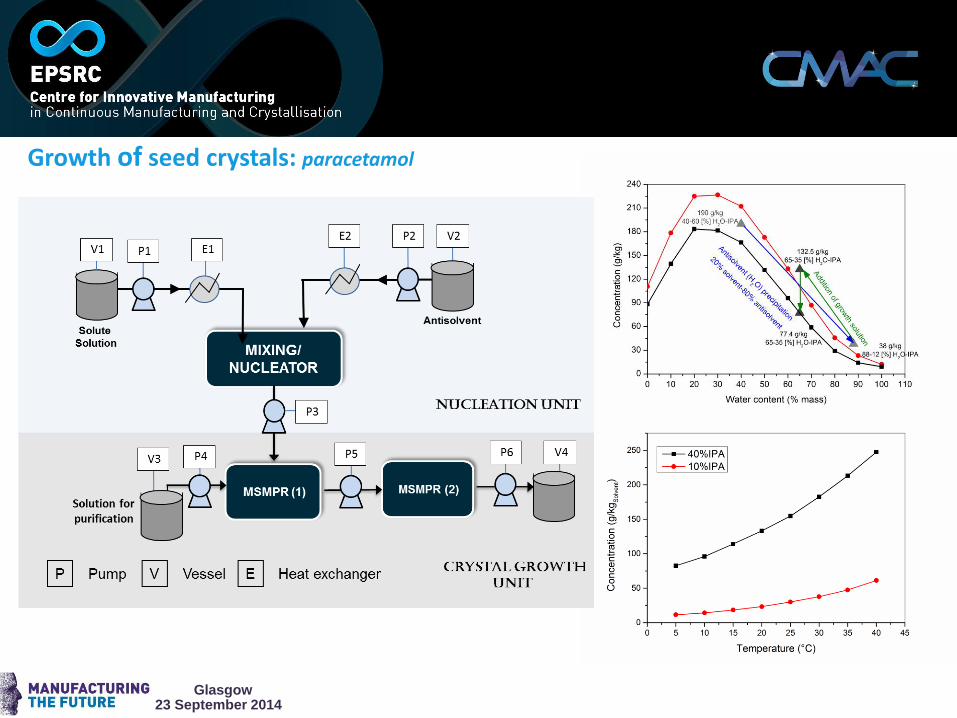
Growth of seed crystals: paracetamol
23 September 2014 Glasgow
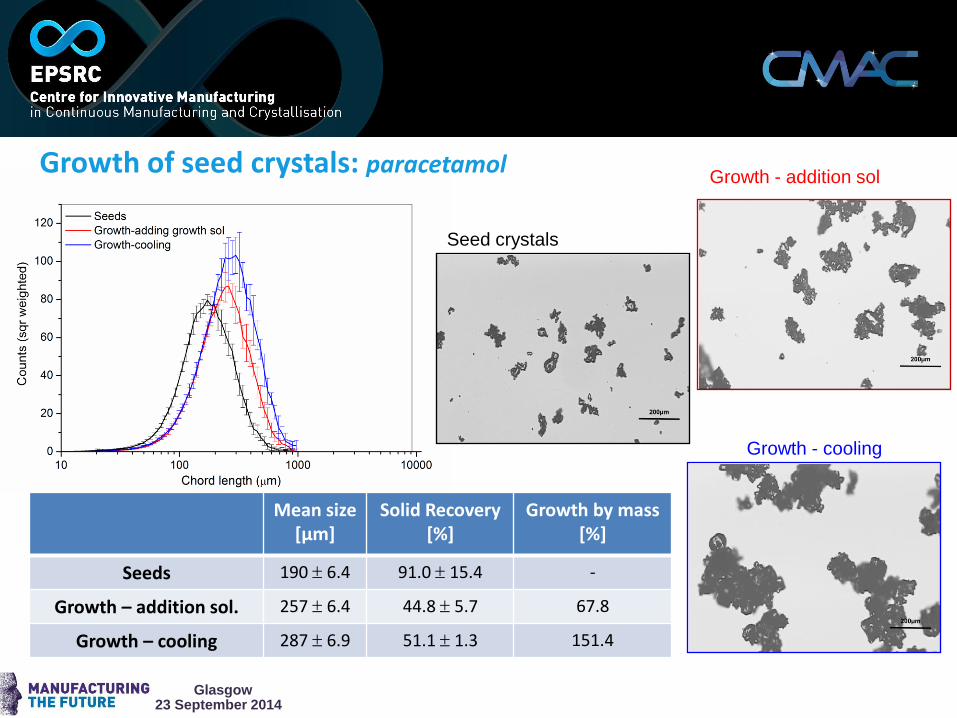
Growth of seed crystals: paracetamol
Seed crystals
Growth - addition sol
Growth - cooling
Mean size [µm]
Solid Recovery [%]
Growth by mass [%]
Seeds 190 6.4 91.0 15.4 -
Growth – addition sol. 257 6.4 44.8 5.7 67.8
Growth – cooling 287 6.9 51.1 1.3 151.4
23 September 2014 Glasgow
Summary
1. Separation of nucleation process (formation of seed crystals) from subsequent growth
helps to better control the final product attributes in continuous crystallisation
2. Modular test bench provides range of units tailored for specific mixing, nucleation and
growth requirements of particular systems
3. Examples of continuous generation of seeding suspensions have been demonstrated
through rapid antisolvent crystallisation for a wide range of systems
4. Continuous feeding of seeding suspensions into continuous crystal growth units
(MSPMPR, COBC, etc.) allows for fully continuous crystallisation process
5. Using in situ PAT improve understanding of continuous nucleation/crystallisation process
23 September 2014 Glasgow
Acknowledgements
Colleagues from CMAC
Prof. Jan Sefcik
Prof. Alastair Florence
Centre for Continuous Manufacturing and Crystallisation
GSK
AstraZeneca
Novartis
EPSRC
23 September 2014 Glasgow
Thank you for your attention
23 September 2014 Glasgow





























