Embed Size (px)
Citation preview


3
CODICI NACE PRIMARIO: n° 38.22 “Trattamento e smaltimento di rifiuti pericolosi”
SECONDARIO: n° 20.13 “Fabbricazione di altri prodotti chimici di base inorganici”
La Dichiarazione Ambientale redatta da Nuova Solmine per le attività svolte presso lo stabilimento Nuova Solmine di Serravalle Scrivia (AL) è risultata conforme rispetto ai requisiti posti dal Regolamento CE 1221/2009 di ecogestione ed audit ambientale.
La Dichiarazione Ambientale tratta tutti gli aspetti ambientali legati all’attività del sito, fornendo informazioni attendibili.
Il Verificatore accreditato “Certiquality” Via G. Giardino, 4 – 20123 Milano (numero di accreditamento n. IT-V-0001) ha convalidato la Dichiarazione Ambientale 2014 in data 30-01-2015.
Il Comitato Ecolabel Ecoaudit - Sezione EMAS Italia il 22 settembre 2015 ha riconosciuto a Nuova Solmine stabilimento di Serravalle Scrivia la registrazione EMAS registrazione n. IT-001729.
La presente Dichiarazione Ambientale costituisce il primo aggiornamento annuale dopo la registrazione. La nuova Dichiarazione Ambientale verrà predisposta entro febbraio 2018.
Il documento è redatto dalla funzione Qualità Ambiente e Sicurezza in collaborazione con RSPP e approvato dalla Direzione Generale di stabilimento.
DICHIARAZIONE AMBIENTALE ANNO 201531.12.2015
Nuova Solmine S.p.A.Stabilimento di Serravalle Scrivia (AL)

54

76
Ingresso principale dello Stabilimento NUOVA SOLMINE di SERRAVALLE SCRIVIA (AL)

98
INDICE INTRODUZIONE
I.1 Terminologia, glossario, abbreviazioni
INTRODUZIONETerminologia e glossario
NUOVA SOLMINE Il sito operativoRequisiti del sistema di gestione
POLITICA AZIENDALE Il sistema di gestione integrato (SGI )
L’ATTIVITA’ PRODUTTIVA Le fasi della produzioneStoccaggio e incenerimentoConversione e produzioneStoccaggio prodotti finitiServizi di stabilimento
ANALISI E VALUTAZIONE DELLA SIGNIFICATIVITÀDEGLI ASPETTI AMBIENTALI Aspetti ambientali direttiRisorse energeticheMaterie primeRisorse idriche Reflui idriciEmissioni in atmosferaSuoloSerbatoio interratoRifiutiRifiuti da trattare negli impiantiRifiuti prodottiImpatto visivo, rumore, odore ed inquinamento elettromagneticoSostanze pericoloseAmiantoFormazione e informazione del personale, sicurezza Aspetti ambientali indirettiFornitoriTrasporto
VALUTAZIONE COMPLESSIVAPIANO DI MIGLIORAMENTOPRINCIPALI NORMATIVE E AUTORIZZAZIONIAMBIENTALI APPLICABILI
II.1
IIII.1II.2
IIIIII.1
IVIV.1IV.1.1IV.1.2IV.1.3IV.1.4
V
V.1V.1.1V.1.2V.1.3V.1.3.1V.1.4V.1.5V.1.5.1V.1.6V.1.6.1V.1.6.2V.1.7V.1.8V.1.9V.1.10V.2V.2.1V.2.2
VIVIIVIII
99
111315
1619
212224272728
30
323238414245515353545760626364676768
697072
Questa Dichiarazione Ambientale, relativa allo stabilimento Nuova Solmine di Serravalle Scrivia è conforme ai contenuti del Regolamento CE N° 1221 del 2009- EMAS.
Il Sistema di ecogestione e audit EMAS (Eco-Management and Audit Scheme) è un sistema ad adesione volontaria per le imprese e le organizzazioni che desiderano impegnarsi a valutare o a migliorare la propria efficienza ambientale.
Nuova Solmine - stabilimento di Serravalle Scrivia - attraverso la registrazione EMAS, vuole dimostrare il suo impegno continuo nel migliorare le proprie prestazioni ambientali e a rendere disponibili al pubblico le proprie politiche e programmi ambientali, in un’ottica di trasparenza e credibilità.
Ambiente: contesto nel quale opera una organizzazione. Comprende l’aria, l’acqua, il terreno, le risorse naturali, la flora, la fauna, gli esseri umani e le loro interrelazioni;
Analisi ambientale: un’esauriente analisi iniziale degli aspetti ambientali, degli effetti e dell’efficienza ambientale, relativi alle attività svolte in un sito;
Impatto ambientale: qualunque modificazione dell’ambiente, negativa o benefica, totale o parziale, conseguente ad attività, prodotti o servizi di un’organizzazione;
Politica ambientale: gli obiettivi ed i principi d’azione dell’impresa riguardo all’ambiente ivi compresa la conformità alle pertinenti disposizioni regolamentari in materia ambientale;
Sistema di gestione ambientale: la parte del sistema di gestione comprendente la struttura organizzativa, la responsabilità, le prassi, le procedure, i processi e le risorse per definire e attuare la politica ambientale;
Sito: l’intera area in cui sono svoltele attività industriali sotto il controllo di Nuova Solmine, nonché qualsiasi magazzino contiguo o collegato di materie prime, prodotti intermedi, prodotti finali e materiale di rifiuto, e qualsiasi infrastruttura e qualsiasi impianto, fissi o meno, utilizzati nell’esercizio di queste attività;
Aspetto ambientale: elemento di un’attività, prodotto o servizio che può interagire con l’ambiente;
Aspetto ambientale significativo: aspetto ambientale che ha un impatto ambientale significativo;
Aspetto ambientale diretto: sono gli aspetti ambientali collegati alle attività che l’organizzazione svolge direttamente e che sono gestiti e controllati dall’organizzazione;
Aspetto ambientale indiretto: riguarda gli aspetti che l’organizzazione non ha sotto il proprio controllo diretto, ma sui quali può esercitare un’azione di intervento;

1110
Significatività di un aspetto ambientale: classificazione dell’aspetto ambientale in una scala di importanza dell’impatto ambientale reale e/o potenziale utile anche per determinare le priorità di intervento;
AAI analisi ambientale iniziale
D.Lgs. decreto legislativo
DIG Direttore Generale
ISAA/N Indice di significatività dell’aspetto ambientale in condizioni normali
ISAA/A Indice di significatività dell’aspetto ambientale in condizioni anormali
ISAA/E Indice di significatività dell’aspetto ambientale in condizioni di emergenza
MdQ Manuale di Gestione della Qualità
MGA Manuale di Gestione Ambientale
MGS Manuale di Gestione della Sicurezza
Laboratorio Analisi: gestito dalla società Sol.Tr.Eco Bonifiche Srl (società del gruppo SOLMAR) è la struttura dove vengono effettuate controlli chimico fisico su materiali, sostanze, rifiuti, effluenti ecc. allo scopo di produrre un referto che attesti le caratteristiche dell’oggetto dell’analisi.
Abbreviazioni
pag. pagina
PG Procedura gestionale
QAS Qualità Ambiente e Sicurezza
rev. revisione
RSPP Responsabile Sicurezza Prevenzione Protezione
SGA Sistema di Gestione Ambientale
SGQ Sistema di Gestione della Qualità
SGS Sistema di Gestione Sicurezza
SGI Sistema di Gestione Integrato
II NUOVA SOLMINE
NUOVA SOLMINE SpA, fa parte del Gruppo Sol.Mar SpA, ed è l’azienda leader in Italia nella produzione e commercializzazione di acido solforico ed oleum oltre che leader nella gestione e trattamento di acidi solforici spenti e rifiuti liquidi e solidi contenenti zolfo.
SOL.MAR SpA è la holding di un gruppo di aziende principalmente italiane che operano a livello internazionale in vari settori: nella chimica, nella detergenza e nei presidi medico chirurgici, nelle bonifiche ambientali, nel trattamento e nella rigenerazione di rifiuti, nell’energia, nei laboratori di analisi, nella logistica, nell’ edilizia e nel turismo.
Le principali Società totalmente controllate dal Gruppo SOL.MAR, che svolge direttamente alcune funzioni, quali Amministrazione Generale, Amministrazione finanza e controllo, Amministrazione del personale, Ufficio Tecnico e Patrimoniale, Ambiente e Sicurezza, sono:
• Nuova Solmine SpA - stabilimento di Scarlino (GR) e stabilimento di Serravalle Scrivia (AL);
• Sol.Bat Srl - stabilimento di Scarlino (GR) e stabilimento di Opera (MI) – Produzione e vendita di acido solforico diluito, elettrolito per batterie, acqua demineralizzata, saponi, articoli per la pulizia e la disinfezione della casa, detersivi per stoviglie e panni, prodotti multiuso, ammorbidenti e presidi medico-chirurgici;
• Sol.Tur Srl – Gestione e valorizzazione del patrimonio immobiliare del Gruppo;
• Sol.Tr.Eco Srl – Costruzione di edifici residenziali e non;
• Sol.Tr.Eco bonifiche Srl – Bonifica e messa in sicurezza di siti inquinati, intermediazione rifiuti (senza detenzione degli stessi) e laboratorio analisi chimico-fisiche;
• Hadri Tanks - Deposito costiero per stoccaggio e logistica per acido solforico e altri prodotti chimici;
• Nuova Solmine Iberia – Società per la commercializzazione di acido solforico sul mercato spagnolo e limitrofo.
Nuova Solmine dispone di due impianti per la produzione di acido solforico e oleum. L’impianto di maggiore capacità produttiva è situato a Scarlino (GR) mentre l’altro stabilimento (la ex So.Ris SpA) è situato a Serravalle Scrivia (AL). Questo impianto opera anche nel settore del trattamento termico di rifiuti liquidi e solidi contenenti zolfo e nella rigenerazione di acidi solforici spenti.

1312
Viene riportata di seguito la storia del sito e dello stabilimento di Serravalle Scrivia:
1989,nasce So.Ri.S. SpA a Serravalle Scrivia, in provincia di Alessandria, in posizione strategica sia per collegamenti con gli impianti dei principali clienti che per la logistica legata ai principali collegamenti: stradali, autostradali, ferroviari. L’azienda viene fondata con la missione di offrire all’industria soluzioni affidabili ed economicamente competitive per la gestione dei reflui con zolfo.
1994,la società RhonePoulenc Italia SpA del Gruppo RhonePoulenc SA entra a far parte dell’azionariato rilevando la quota detenuta da VENETA MINERARIA e costituendo con l’altra azionista Ambiente SpA del Gruppo ENI, una joint-venture paritetica.• RhonePoulenc Italia SpA, tramite la sua filiale Rhone Poulenc Environment Services era in quel periodo leader mondiale nel settore della rigenerazione dell’acido solforico.• Ambiente SpA, era in quel periodo il principale operatore italiano nel settore della termodistruzione dei rifiuti speciali e nella gestione di servizi ambientali per l’industria.
1994 – 1996,sbottigliamento impianto produzione acido solforico.
1996,avvio del progetto per la realizzazione del Forno Rotante.
1997, messa in esercizio del Forno Rotante.
1998, a seguito dello spin-off delle attività chimiche del Gruppo RhonePoulenc SA, l’azionista di So.Ri.S. SpA (per il 50%) diventa il Gruppo Rhodia (RhodiaChem Italia SpA).
1999, avvio della produzione di Oleum.
2000,ottenuto la certificazione Qualità.Il raggiungimento di questo obiettivo è stato fortemente voluto dalla Direzione della So.Ri.S. SpA per assicurare alla clientela la costante conformità qualitativa, dei servizi e prodotti forniti, ai parametri fissati.
2001, avvio utilizzo rifiuti ad alto potere calorifico.
2002, Teris SA del Gruppo SITA – SUEZ, acquisisce la partecipazione di Rhodia SA.So.Ri.S. SpA tramite i propri azionisti Ambiente SpA (Gruppo ENI) e Teris SA (Gruppo SITA – SUEZ), è in grado di accedere alle più avanzate tecnologie che le permettono di proporre all’industria europea un servizio completo, efficiente ed economicamente vantaggioso.
2005,ottenuto la certificazione Ambientale.
2005, realizzato il revamping dell’impianto di produzione acido solforico e oleum.
2005, SOLMINE SpA acquisisce totalmente il controllo di So.Ri.S. SpA.
2005, messa in esercizio nuovo impianto di produzione acido solforico.
2007, ottenuto la certificazione Sicurezza.
2008,realizzazione fabbricato stoccaggio rifiuti solidi e impianto fotovoltaico.
2009, ottenimento VIA ed AIA.
2010, ottenuto la certificazione Responsabilità Sociale.
2014,realizzata opera di difesa spondale (argine) verso torrente Scrivia.
2015, ottenuta la registrazione e certificazione EMAS.
2015, terminate, con l’asfaltatura del nuovo piazzale di sosta e transito dei mezzi in stabilimento, le opere e attività previste nel Piano Operativo di Bonifica approvato degli enti preposti nel dicembre 2008.
II.1 Il sito operativo
L’area dello stabilimento, come mostrato in figura sottostante, è collocata tra:
• il Torrente Borbera, posto a sud rispetto allo stabilimento,• il Torrente Scrivia, posto a sud-ovest rispetto allo stabilimento,• l’autostrada Genova-Milano, per la restante parte del perimetro dello stabilimento.
Occupa i mappali 89 e 289 del foglio 16 del Comune di Serravalle Scrivia.L’accesso avviene da una traversa della Strada Provinciale n. 143, che sottopassa l’autostrada.
L’area di proprietà è completamente recintata con rete metallica plastificata.L’edificato risulta costituito da un fabbricato in cui hanno luogo le attività direzionali e commerciali della società e da una serie di fabbricati in cui hanno luogo le attività più strettamente legate ai cicli produttivi.Tutte le superfici interessate dall’esistenza di fabbricati e tettoie, dalla movimentazione di materiali e dal passaggio di automezzi sono pavimentate. Sono presenti pavimentazioni costituite da manti bituminosi (binder spessore cm. 6 / 7) e pavimentazioni costituite da battuti in calcestruzzo armato (spessore cm. 20 per quelli di non recente realizzazione e spessore cm. 25 per quelli di recente realizzazione).Lo stabilimento si estende su una superficie di 62.130 mq, con superficie impermeabilizzata pari a mq 18.887 ed una superficie coperta pari a 13.446 mq.Il sito dove è ubicato lo stabilimento è classificato dal PRG come zona prevalentemente industriale.

1514
Le aree circostanti il sito sono ad uso agricolo ed industriale ed i principali centri urbani nelle vicinanze sono:
• Serravalle Scrivia, situata a circa 1Km a Nord Est dallo Stabilimento con circa 6.312 abitanti. • Vignole Borbera, situato a 2 Km a sud ovest dello stabilimento con circa 2.207 abitanti.• Stazzano, situato a circa 1 Km a nord dello stabilimento con circa 2.479 abitanti.
Le case più vicine si trovano a circa 500 metri in direzione Nord.
L’area dello Stabilimento è protetta sui due lati verso i corsi d’acqua da un argine di adeguate dimensioni ed è compresa in una spianata alluvionale laterale all’alveo attivo e corrispondente ad una fase di erosione, terrazzamento e deposito post-glaciale.Gli affioramenti, sono costituiti da depositi limosi, argillosi e sabbiosi alternati a potenti livelli ciottolosi ghiaiosi.Il basamento delle alluvioni quaternarie è formato da sedimenti marini terziari sollevati e debolmente deformati in seguito all’orogenesi (bacino terziario piemontese, marne di Cessole, arenarie di Serravalle).Per quanto riguarda i caratteri geomorfologici, nella zona è presente un altro terrazzo fluviale sub-pianeggiante nettamente sollevato rispetto al precedente e separato da questo da una ripida scarpata dove sono direttamente osservabili le marne e le arenarie del basamento terziario.L’immersione degli strati è nord-ovest.L’asta del torrente Scrivia è localmente parallela alla immersione, mentre l’asta del torrente Borbera è perpendicolare.Situazione che ha determinato una evidente assimetria tra gli opposti versanti della valle del torrente Borbera e una sostanziale omogeneità tra quelli del torrente Scrivia.I limiti stratigrafici tra i depositi fluviali hanno un andamento parallelo agli orli dei terrazzi morfologici.In corrispondenza del margine est dell’area è osservabile il limite tra i depositi alluvionali e gli strati terziari, mentre a monte, dopo lo scarpata di raccordo, si passa ai depositi,
prima del Fluviale Recente, poi del Fluviale Medio; sopra la strada provinciale Stazzano-Vignole affiorano infine le Arenarie di Serravalle.Caratteri litografici e stratigrafici:La stratigrafia locale è desunta dall’analisi di alcune prove penetrometriche S.C.P.T. eseguite all’interno dello stabilimento.Le prove hanno raggiunto la profondità massima di 10,80 mt. e oltre alla resistenza del terreno hanno fornito dati sulla litologia e sulla presenza di una falda libera.
La stratigrafia dell’area è la seguente:da 0,00 a -0,60 mt.: riporto ciottoloso ghiaioso;da -0,60 a -2,70 mt.: strato limoso-sabbioso debolmente argilloso;da -2,70 a -10,50 mt.: ciottoli, ghiaie e sabbie in poca matrice limoso-sabbioso con sottile livelli più marcatamente limosi;oltre -10,50 mt.: marne grigie compatte.
La circolazione idrica locale è condizionata dai fattori morfologici, litologici e stratigrafici precedentemente evidenziati. Pertanto si può concludere come di seguito descritto:Il basamento terziario essenzialmente argilloso è da considerare praticamente impenetrabile.Nelle alluvioni grossolane è presente una falda libera direttamente collegata per apporti e deflussi al subalveo del torrente Scrivia. Alveo che attualmente si trova ad una quota di 4 – 5 mt. più basso rispetto al piazzale dello stabilimento A -4,5 mt. dal P.C. è ubicato il livello della falda.Le oscillazioni sono limitate in quanto, per l’ottima penetrabilità dello strato ciottoloso-ghiaioso (ipotizzabile in 1,5 cm/s circa), queste sono solo collegate al deflusso in alveo.Si possono ipotizzare comprese tra -3,50 e -6,00 mt.Il deflusso in falda è parallelo al deflusso in alveo con deboli variazioni legate alle fasi di piena o di magra. Il drenaggio superficiale dell’area è discreto.
Le canalizzazioni esistenti assicurano un buon smaltimento delle acque di superficie in caso di piogge eccezionali.
Nel terrazzo fluviale a quota superiore, quello comprendente l’autostrada e la strada provinciale Stazzano-Vignole, è invece presente una debole falda libera legata solo agli apporti pluvionivali.Nel deposito alluvionale poggiante, anche
in questo caso, su un basamento terziario praticamente impermeabile, sono presenti le condizioni per la presenza di un acquifero.La permeabilità è inferiore per la presenza di un elevata frazione argilloso-limoso e il deflusso in falda avviene in direzione ovest verso l’orlo del terrazzo morfologico.
Il più severo rispetto della Protezione Ambientale, della Salute e Sicurezza di Lavoratori e cittadini e di un corretto Lavoro Etico, sono la base della Politica Gestionale di Nuova Solmine, da sempre improntata al miglioramento continuo ed alla massima trasparenza.Per questo, nello Stabilimento Nuova Solmine di Serravalle Scrivia, tenendo presenti tutte le pertinenti disposizioni legislative e normative locali, nazionali, comunitarie ed internazionali, è operativo un Sistema di gestione Integrata per Ecologia, Sicurezza, Qualità e Responsabilità Sociale.Il Sistema di Gestione Ambientale, che si applica a tutte le attività dello stabilimento, è conforme al Regolamento CE n° 1221/2009 “Sull’adesione volontaria delle organizzazioni a un sistema comunitario di ecogestione e audit” rispetto al quale intende registrarsi.
Il Sistema di gestione Integrata di Nuova Solmine è certificato per:
Sistema di Gestione AmbientaleNorma UNI EN ISO 14001 – certificato n° 7369 rilasciato da Certiquality – Milano
II.2 requisiti del sistema di gestione
Requisiti generali
Sistema di Gestione della SicurezzaNorma OHSAS 18001 – certificato n° 12630 rilasciato da Certiquality – Milano
Sistema di Gestione QualitàNorma UNI EN ISO 9001 – certificato n° 3254 rilasciato da Certiquality – Milano
Sistema di Gestione integrata “Qualità, Ambiente, Sicurezza”Certificato di Eccellenza - certificato n° 149 rilasciato da Certiquality – Milano
Sistema di Gestione per la Responsabilità SocialeNorma SA 8000 certificato n° 11 rilasciato da “C.I.S.E. Netw. Lavoro Etico” – Forlì
Per la conformità alla Norma ISO 14001 e all’allegato 1 Reg. (CE) 1221/2009 – EMAS, lo stabilimento Nuova Solmine di Serravalle Scrivia (AL) ha adottato una Politica Ambientale, ha effettuato un’Analisi Ambientale, ha introdotto un Programma Ambientale, un Sistema di Gestione Ambientale, effettua Audit Ambientali, riesamina periodicamente la propria Politica

1716
Ambientale, gli obiettivi prefissati e il proprio sistema di Gestione, rendendoli disponibili e consultabili attraverso la Dichiarazione Ambientale.
Il Sistema di Gestione Ambientale, adottato per perseguire gli obiettivi prefissati, è documentato attraverso il Manuale di Gestione Integrata, in modo da garantire che quanto pianificato sia realizzato, controllato e conforme ai requisiti specificati.
Il “Manuale di Gestione Integrata” è un documento contenente una serie di procedure che regolano, fra le altre cose, i comportamenti e le responsabilità in relazione all’ambiente, le modalità di registrazione e valutazione degli impatti
ambientali, di distribuzione, registrazione e applicazione delle disposizioni legislative. In particolare sono garantiti: la corretta gestione degli impianti, la prevenzione dei rischi e gestione delle emergenze, il controllo dei reflui idrici e gassosi, la gestione dei rifiuti e delle sostanze, la formazione ed il coinvolgimento del personale, l’informazione e la qualifica dei fornitori, le comunicazioni con l’esterno, la risoluzione delle non conformità, la definizione, l’attuazione e la verifica dell’efficacia delle azioni correttive/preventive necessarie, le verifiche ed i riesami del Sistema stesso, degli obbiettivi e traguardi, della Politica Ambientale dell’Organizzazione, al fine di valutarne l’efficienza e l’efficacia.
Di seguito è riportata sia la Politica Aziendale che la Politica dello Stabilimento Nuova Solmine di Serravalle Scrivia (AL).
III POLITICA AZIENDALE

1918
III.1 Il sistema di gestione integrato (SGI)
Lo stabilimento Nuova Solmine di Serravalle Scrivia, a cui fa riferimento questa Dichiarazione Ambientale, opera applicando un Sistema di Gestione Integrato conforme a norme nazionali, internazionali e comunitarie rispetto alle quali è certificato per: Qualità (ISO 9001), Ambiente (ISO 14001), Sicurezza (OHSAS 18001), Responsabilità Sociale (SA 8000) ed ha ottenuto la Registrazione EMAS.
Sistema di Gestione QualitàNorma UNI EN ISO 9001:2008– certificato n° 3254, rilasciato da Certiquality
(prima emissione 20/10/2000)
Sistema di Gestione AmbientaleNorma UNI EN ISO 14001:2004 – certificato n° 7369, rilasciato da Certiquality
(prima emissione 21/1/2005)
Sistema di Gestione Sicurezza Norma OHSAS 18001:2007 – certificato n° 12630, rilasciato da Certiquality
(prima emissione 20/12/2007)
Sistema di Gestione per la Responsabilità socialeNorma SA 8000:2008 – certificato n° 011, rilasciato da Network Lavoro Etico in collaborazione con Certiquality (prima emissione 29/10/2003)
Sistema di Gestione Integrato “Qualità, Ambiente, Sicurezza” Certificato di Eccellenza n° 149 rilasciato da Certiquality (17/06/2008)
Registrazione EMAS n. IT-001729 rilasciata dal Comitato Ecolabel Ecoaudit - Sezione EMAS Italia il 22 settembre 2015

2120
Organigramma
MANUALE del SISTEMA di GESTIONE INTEGRATA QUALITÀ - AMBIENTE - SICUREZZA
ORGANIGRAMMA DELLO STABILIMENTO DI SERRAVALLE SCRIVIA
Stabilimento diSERRAVALLE SCRIVIA
PSDPersonale e
Segreteria di Direzione
Amministrazione eControllo Gestione
ACG
Attività assicuratedal Service di Gruppo
vedi dettaglio
Altre funzionidi stabilimento:
Consulente trasporto merci pericolose
Qualità e ResponsabilitàSociale
Responsabilegestione amianto
Medico competente
ReferenteReach di Stabilimento
Rappresentantedei lavoratori:
RappresentantiSindacali Unitari
Responsabilelavoratori Sicurezza
Responsabilelavoratori SA 8000
Attività gestite da servicedi gruppo:
Contabilità Generale
Finanza, Tesoreria, Incassi e PagamentiGestione fiscale e civilistica
Redazione bilancio di esercizio
Gestione e manutenzione sistema informatico
Segreteria Societaria
Affari Legali
Consiglio di AmministrazionePresidente PRE
Amministratore Delegato ADLDirettore Tecnico DIT-Datore di Lavoro
Direttore Generale DIG
Direttore di Stabilimento DIS
All. MSGI 551 a
Emesso: Ottobre 2011Rev. 01 del 19-06-2014
Pagina 1 di 1
IV L’ATTIVITA’ PRODUTTIVA
Lo stabilimento Nuova Solmine di Serravalle Scrivia produce circa 75.000 tonnellate annue di acido solforico e oleum, attraverso il trattamento di rifiuti contenenti zolfo e la rigenerazione di acidi spenti, come previsto nell’Autorizzazione Ambientale Integrata AIA rilasciata dalla provincia di Alessandria (prot. Gen 20090043169 – DDAA2-74-2009 del 27/03/2009 e s.m.i).
Grazie all’utilizzo di tecnologie all’avanguardia ed elevata specializzazione del personale addetto, l’impianto garantisce un grado qualitativo e di purezza dell’acido solforico paragonabile a quello prodotto direttamente da zolfo, contribuendo, nel contempo, alla tutela e al rispetto dell’ambiente, attraverso il recupero di rifiuti che andrebbero altrimenti smaltiti.
L’impianto opera a ciclo continuo garantendo ai clienti di poter conferire i propri rifiuti in ogni periodo dell’anno, senza problemi di recettività, anche grazie ad una ampia capacità di stoccaggio per le diverse tipologie di rifiuto.
Come detto in precedenza, la principale attività dello Stabilimento Nuova Solmine di Serravalle Scrivia, è la produzione di acido solforico. Di formula chimica H
2SO
4 (mostrata in
figura), è un acido minerale forte, oleoso, incolore e inodore. E’ un prodotto chimico di base, utilizzato in tutti i Paesi Industrializzati.
Di seguito vengono riportati gli usi più comuni dell’acido solforico:
• Catalizzatore per la sintesi di prodotti organici;• Produzione di fertilizzanti;• Trattamenti minerari;• Produzione di materie plastiche, e fibre sintetiche;• Trattamento acque;• Industria alimentare;• Industria petrolifera.
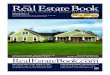
Negli ultimi anni risulta che: il 41% dell’acido solforico commercializzato sul mercato italiano è stato destinato all’industria dei pigmenti minerali (nello specifico, alla produzione di biossido di titanio), il 24% al settore delle resine e materie plastiche, il 14% all’industria dei fertilizzanti, il 12% al settore della chimica inorganica (in particolare, disidratazione gas e derivati del fluoro), mentre un ulteriore 9% è risultato nelle vendite a commercianti e distributori sul mercato italiano.
Qualità Ambiente e SicurezzaQAS
CommercialeCOM
RSPP
Assistentequalità-ambiente-sicurezza
“AQS”
Laboratorio controllo e sviluppo LCS
Gestito da ServiceSOLTRECO BONIFICHE
ManutenzioneMAN
ProduzionePRO
Logistica e Servizi LOG
Pianificazione e Gestione rifiuti PGR
Tecnologo di Processo TEC
Acquisti e Approvvigionamenti ACQ
Front office di stabilimento FOS
HO
HO
O
O
S
ch.inorganica
12%
altro 9%resina ematerie
plastiche24%
pigmentiminerari
41%
fertilizzanti14%

2322
Il mercato di Nuova Solmine interessa non solo l’Italia, ma anche l’Estero. L’acido solforico commercializzato all’Estero è prevalentemente quello prodotto dallo stabilimento di Scarlino, il quale viene spedito direttamente presso il pontile gestito da Nuova Solmine. Una parte consistente delle vendite è indirizzata alla Spagna, Portogallo, Maghreb, Turchia, Centro e Sud America.
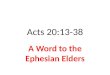
Negli ultimi anni, per quanto riguarda il trattamento dei rifiuti, risulta che l’8% dei rifiuti trattati è derivato da acidi di processo in conto lavorazione, il 52% da acidi freddi (acidi solforici senza potere calorifico), il 21% da acidi solforici caldi (acidi solforici con potere calorifico), l’8% da rifiuti ad alto potere calorifico e il 10% da rifiuti solidi con zolfo.
Il processo dell’impianto di assorbimento a doppio stadio di NUOVA SOLMINE di Serravalle Scrivia si basa:
• sul principio della decomposizione per effetto della temperatura (piroscissione) dell’acido solforico H
2SO
4 contenuto
negli acidi spenti secondo l’equazione stechiometrica;
H2SO
4 →H
20 + SO
2 + 1/
2 O
2
• sulla combustione dello zolfo in presenza
Nel periodo preso in esame, il 75% dei rifiuti trattati proviene da Aziende presenti sul territorio nazionale, mentre il 25% proviene da Aziende estere.
IV.1 Le fasi della produzione
di ossigeno a formare anidride solforosa SO2;
S+O2→SO
2
• sulla ossidazione catalitica (conversione)dell’anidride solforosa in anidride solforica SO
3;
SO2+ 1/
2 O
2 →SO
3
• sull’assorbimento dell’SO3 in H
2SO
4 al 98.5%.
In sintesi, il processo svolto presso l’impianto comprende le seguenti operazioni:
1. STOCCAGGIO E COINCENERIMENTO dei rifiuti liquidi e solidi destinati al recupero (conferiti in impianto da Società Terze).Il coincenerimento dei rifiuti è articolato su due linee; una per i liquidi (nel forno statico) e una per i solidi e liquidi (nel forno rotante). Entrambe le linee prevedono un recupero termico e lavaggio fumi, sempre articolato su due linee, ciascuna comprendente un generatore di vapore e due torri di lavaggio ad acqua;
2. CONVERSIONE E PRODUZIONE DI ACIDO SOLFORICO E OLEUM, operazione effettuata in un’unica linea, in cui confluiscono i gas prodotti da entrambe le linee sopra descritte, comprendente una torre di essiccamento, una torre di catalisi (dotata di quattro letti catalitici) due torri di assorbimento (primaria e secondaria) e una torre per la produzione di oleum;
3. TRATTAMENTO FINALE DEI FUMI mediante assorbimento con acqua ossigenata (o con soda caustica) e filtrazione finale;
4. STOCCAGGIO PRODOTTI FINITI, operazione condotta mediante appositi serbatoi di diverse specifiche costruttive.
Mercato Acido Solforico e Oleum
Italia 85% Estero 15%
Rifiuti TrattatiStabilimento Nuova Solmine - Serravalle Scrivia
Italia 75% Estero 25%
Acidi di processo in contolavorazione
Acidi solforici freddi
Acidi solforici caldi
Rifiuti ad alto potere calorifico
Rifiuti solidi con zolfo

2524
Di seguito vengono riportati alcuni dati di produzione:
(dati in ton. base 100)
IV.1.1 Stoccaggio e incenerimento
I prodotti e rifiuti in ingresso vengono stoccati in appositi serbatoi di stoccaggio secondo la tipologia del rifiuto/prodotto conformemente a quanto previsto in AIA. L’Autorizzazione Integrata Ambientale di Nuova Solmine – stabilimento di Serravalle Scrivia-, rilasciata dalla Provincia di Alessandria, stabilisce le quantità e le specifiche delle tipologie di rifiuto da trattare. In seguito vengono indicate le quantità e le caratteristiche dei rifiuti solidi e liquidi avviati al recupero.
• Rifiuti solidi senza zolfo ad alto potere calorifico 1.000 ton.;• Rifiuti liquidi con zolfo e potere calorifico 16.000 ton.; • Rifiuti solidi con zolfo 10.000 ton.;• Rifiuti liquidi con zolfo e senza potere calorifico 35.000 ton.;• Rifiuti liquidi senza zolfo ad alto potere calorifico 7.000 ton..
Il quantitativo massimo di messa in riserva istantanea di rifiuti sia liquidi che solidi derivanti da terzi è pari a 6.731 tonnellate. Sono esclusi da questo conteggio i cosiddetti serbatoi di reparto,
dove vengono stoccati i rifiuti prima dell’alimentazione ai forni.
Tutti i conferimenti di rifiuti/prodotti vengono campionati ed analizzati dal laboratorio interno (dal 2014 incorporato nella Società SOL.TR.ECO Bonifiche Srl che è anch’essa interamente controllata dal Gruppo Solmar) per verificare la corrispondenza con quanto riscontrato in fase di omologa o quanto previsto dal contratto.I rifiuti solidi vengono conferiti in veicoli cassonati, mentre i rifiuti liquidi in autobotti. La movimentazione dei rifiuti liquidi è fatta con pompe che li prelevano e li inviano direttamente ai serbatoi, che a seconda del rifiuto, sono in acciaio al carbonio, acciaio inossidabile (AISI 316L) o vetroresina.
La movimentazione dei rifiuti solidi invece, avviene mediante mezzi meccanici. I serbatoi sono calcolati con un notevole sovraspessore per tenere conto di eventuali corrosioni, sono polmonati con azoto in modo tale da impedire l’ingresso di umidità fonte di possibili corrosioni. I serbatoi sono provvisti di bacini di contenimento in calcestruzzo armato in grado di contenere l’intero volume di liquido stoccato e sono dotati di livello a galleggiante con contropeso esterno che permette il controllo del livello durante lo scarico.Buona parte dei serbatoi è dotata inoltre, di livello elettronico radar con allarme di massimo. Le procedure di ricevimento dei rifiuti inoltre, prevedono un programma di arrivi settimanali in base alla disponibilità di stoccaggio e consumi. Il capannone per lo stoccaggio dei rifiuti solidi, sia ritirati da terzi che generati dall’attività di stabilimento, è stato completamente rifatto nel 2008. Il lay-out interno dello stesso prevede una serie di box all’interno dei quali vengono stoccati i rifiuti sulla base di quanto prescritto in AIA.Il personale addetto è dotato di tutti i mezzi di protezione individuale ed è formato ed addestrato alla specifica mansione.
Per quanto riguarda il coincenerimento dei rifiuti, l’impianto è articolato su due linee di combustione, su due caldaie di recupero per produzione di vapore surriscaldato, su due sezioni di quench e sottoraffreddamento dei gas e da una linea unica di filtrazione, catalisi, assorbimento e trattamento finale dei gas. L’esercizio dell’impianto è continuo 24 ore su 24 per tutto l’anno, salvo il periodo di manutenzione annuale che avviene normalmente durante il mese di agosto. L’impianto è composto da due sezioni principali, che saranno di seguito esaminate in dettaglio e che sono:
• la sezione FORNO STATICO, che tratta i rifiuti liquidi con zolfo e ad alto potere calorifico oltre agli acidi solforici di processo;
• la sezione FORNO ROTANTE, dove vengono convogliati i solidi contenenti zolfo e i rifiuti ad alto potere calorifico.
Entrambi i forni operano ad una temperatura media di esercizio di circa 1050°C e il calore occorrente per mantenere questa temperatura viene ottenuto principalmente sfruttando la combustione dei rifiuti liquidi con zolfo, degli zolfi residui e dei rifiuti ad alto potere calorifico, con il conseguente vantaggio di ottenere sia il calore occorrente al processo, sia la SO
2 necessaria per la
produzione di acido solforico e oleum.
Gli acidi solforici spenti e i rifiuti liquidi provenienti dai serbatoi di stoccaggio vengono inviati, tramite idonee pompe e condutture, senza alcun contatto con l’ambiente esterno, nel forno statico di piroscissione con l’eventuale aggiunta di zolfo liquido, per il mantenimento del corretto quantitativo di SO
2 alla catalisi.
La permanenza ad una temperatura superiore ai 950 gradi centigradi consente la piroscissione delle molecole di acido solforico ed il recupero nelle fasi successive delle molecole di anidride solforica e di anidride solforosa formatesi. I gas uscenti dal forno, aspirati da un compressore, vengono raffreddati a 350-400 gradi centigradi per mezzo di una caldaia, da cui si recupera il calore dei gas producendo vapore a 30 bar. Tale vapore viene utilizzato per i vari servizi e inviato ad un turboalternatore che raccoglie il vapore delle due linee di combustione, con produzione di energia elettrica, consentendo un recupero energetico che copre circa il 10% dell’intero fabbisogno dello stabilimento.I gas, dopo essere stati raffreddati, vengono inviati ad una prima torre di lavaggio ad acqua. In tale torre, in acciaio, ebanitata e rivestita inferiormente da mattoni anticorrosione, la temperatura del
Forno statico
Rifiuti liquidi
Rifiuti solidi
TOTALE
2.202
3.370
5.572 6.731
3.370
3.361
Volume tot.serbatoi m3
Quantitàstimana ton.
Anno
2009
2010
2011
2012
2013
2014
2015
Oleum
5.566
2.737
8.556
8.002
4.540
6.124
4.766
Acido solforico
54.601
66.684
59.548
62.304
62.747
69.460
68.384
Acido solforicoe Oleum (ton.)
60.167
69.421
68.104
70.306
67.287
75.584
73.150
200954.601 66.684 59.548 62.304 62.747 69.460 68.384
2.737 8.556 8.002 4.540 6.124 4.7665.566
2010 2011 2012 2013 2014 2015

2726
gas scende a 70-80 gradi centigradi.
I gas vengono inviati a una seconda torre di lavaggio in vetroresina, dotata di riempimento in polipropilene, dove in uscita raggiungono una temperatura di circa 30-40 gradi centigradi.
Questa linea, realizzata e messa in esercizio nel 1997, è completamente indipendente fino al punto di congiunzione con il condotto dei gas proveniente dalla linea del forno statico, a monte degli elettrofiltri.Gli zolfi residui solidi vengono estratti mediante dosatori da apposite tramogge e convogliati meccanicamente fino al canale di carico.Il forno è del tipo rotante ed è percorso in equicorrente dai gas e dal materiale. Sulla testata frontale, oltre al canale di carico, sono montati i bruciatori dei rifiuti ad alto potere calorifico, dello zolfo fuso e del combustibile ausiliario.Prima di entrare nella sezione di recupero termico i gas percorrono una camera di postcombustione dove permangono ad una temperatura di circa 1050 gradi centigradi per un tempo superiore a 2 secondi. La temperatura è mantenuta nel forno tramite la combustione dei rifiuti solidi e con l’utilizzo di rifiuti ad alto potere calorifico che sono immessi nel forno tramite un bruciatore apposito. Un bruciatore secondario a olio combustibile, è installato sulla testata del forno e viene utilizzato in caso di necessità.Il tamburo è lungo 10 metri con un diametro interno del refrattario di 2,1 metri mentre la
Forno rotante
camera di postcombustione ha un volume di circa 30 metri cubi.I gas vengono raffreddati fino a circa 350-400 gradi centigradi, in una caldaia di recupero che produce vapore. Il vapore prodotto viene inviato unitamente a quello originato dall’altra linea di combustione ad un turboalternatore per autoproduzione di energia elettrica.La sezione di quench e lavaggio a valle della caldaia è simile a quella del forno statico. I gas in uscita dalla seconda torre di sottoraffreddamento sono aspirati da un ventilatore intermedio e quindi uniti a quelli provenienti dalla linea del forno statico.Questo ventilatore ha la funzione di mantenere in depressione tutta la linea; il tiraggio è regolato in automatico variando, con un inverter, il numero di giri del ventilatore.
Di seguito vengono riportate alcune caratteristiche dei forni. E’ stata calcolata, inoltre, la potenza dei forni simulando le condizioni operative partendo dalle varie tipologie di prodotti/rifiuti disponibili di cui è noto il potere calorifico inferiore.
IV.1.2 Conversione e produzione
IV.1.3 Stoccaggio prodotti finiti
I due flussi provenienti dalle linee di combustione si riuniscono e vengono inviati a un elettrofiltro, dove le polveri inquinanti, caricate elettricamente da una differenza di potenziale vengono trattenute. I gas trattati, previa miscelazione con aria per ottenere il rapporto stechiometrico necessario per l’ossidazione del SO
2 in
SO3, passano nella torre di essiccamento
dove incontrano in controcorrente H2SO
4
al 98%.I gas secchi, privi di ogni traccia di umidità, sono alimentati alla torre di catalisi dove l’SO
2 si trasforma in SO
3.
La torre di catalisi è costituita da quattro strati di catalizzatore; il pentossido di vanadio (V
2O
5). Il processo di produzione in
essere è quello del “doppio assorbimento” e prevede che il gas che reagisce nei primi 3 stadi della catalisi venga inviato ad una prima torre di assorbimento dove il gas ricco in SO
3 viene assorbito in H
2SO
4 per
produrre acido solforico monoidrato 98% e oleum. Il gas che esce da questa prima torre di assorbimento ritorna nella torre di catalisi e passa nel 4° stadio affinché si verifichi una completa ossidazione di SO
2 in SO
3. Il gas che esce dal 4° stadio
viene inviato ad una seconda torre di assorbimento per essere assorbito in acido solforico e produrre acido solforico monoidrato 98%.In questo modo, grazie al sistema di doppio assorbimento, si ottengono rese di conversione prossime al 100%. I gas provenienti dalle torri di assorbimento vengono inviati a dei filtri a candele per l’abbattimento delle nebbie di SO
3. Dopo i filtri i gas sono trattati in due
torri di abbattimento con acqua ossigenata (o soda caustica) e da qui vengono inviati al caminoE1, dove, prima di essere emessi in atmosfera sono ulteriormente filtrati per mezzo di filtri brink per trattenere eventuali trascinamenti .
Tutto l’impianto è completamente automatizzato e viene comandato da una apposita sala controllo. I segnali provenienti dalla strumentazione di controllo sono inviati ad un sistema DCS che ne permette la visualizzazione, la memorizzazione ed eventualmente la stampa.Gli allarmi relativi alle misure delle variabili più importanti ai fini di un corretto funzionamento dell’impianto sono riportati a video e memorizzati.
L’acido solforico concentrato al 98% prodotto può essere stoccato tal quale, o diluito con acqua osmotizzata in apposito impianto per ottenere concentrazioni variabili nel range 30% - 70%. Il processo di diluizione dell’acido solforico consta di un gruppo di miscelazione, del refrigerante dell’acido diluito nonché
delle pompe di movimentazione liquidi. Il processo coinvolge fluidi caldi e corrosivi, fortemente aggressivi per cui tutte le componenti dell’impianto (gruppo miscelazione, scambiatore, piping e strumentazione) sono realizzati in materiale resistente alla corrosione.L’impianto di diluizione è inoltre dotato
Forno statico
Forno rotante
90
110 1050 6,93 6,35
1050 9,75 7,64
Volume, m3
(compresa cameradi post combustione)
Temperatura, °C Potenzialità termicanominale, MW
Potenzialità termicadi esercizio, MW
Nelle torri circola acqua che viene tenuta a temperatura di circa 30 gradi centigradi per mezzo di scambiatori. Tutto il sistema di lavaggio e raffreddamento dell’impianto è a ciclo chiuso, senza alcuna possibilità di emissione in atmosfera.

2928
di sistema di controllo, e le logiche di gestione consentono di intercettare eventuali condizioni di anomalia. L’impianto è dimensionato per produrre 20 ton/h di acido solforico in un range di concentrazione 30%-70%.Di seguito sono riportate le potenzialità di produzione in tonnellate/annue.
IV.1.4 Servizi di stabilimento
Lo stabilimento di Serravalle Scrivia di Nuova Solmine è dotato di un impianto di ultrafiltrazione e osmosi. L’impianto viene alimentato dall’acqua prelevata dal torrente Scrivia. L’acqua prelevata, in parte è utilizzata tal quale, mentre la restante parte viene avviata al processo
Il processo di combustione sulle due linee (forno statico e forno rotante) genera una corrente gassosa che viene alimentata a due caldaie di recupero. Il vapore generato, ad alta pressione, viene utilizzato per l’autoproduzione di energia elettrica ed in parte per i servizi di stabilimento.
L’autoproduzione di energia elettrica è assicurata da un turboalternatore con una potenzialità di 550 kW.
Nell’impianto di trattamento acque vengono convogliate le acque di processo, cioè quelle provenienti dalle torri di lavaggio, le acque di prima pioggia e le acque di raffreddamento non conformi.
Tale impianto ha una capacità di trattamento di 20 m3/h, ed è costituito da
• vasche di neutralizzazione• decantatori• serbatoio di accumulo acqua nel collettore di Gestione Acqua SpA • filtropressa e linea di raccolta fanghi
Impianto ultrafiltrazione e osmosi
Autoproduzione energia elettrica
TAS - trattamento acque di stabilimento -
di filtrazione mediante passaggio su filtri a sabbia, capaci di trattenere e rimuovere solidi in sospensione. L’acqua utilizzata nelle caldaie e per la produzione di diluiti, invece, è ulteriormente trattata mediante processo di ultrafiltrazione e osmosi.
Sul tetto del capannone adibito allo stoccaggio dei rifiuti solidi, è presente un impianto fotovoltaico al fine di incrementare l’autoproduzione di energia e, allo stesso tempo, diminuire e ottimizzare i consumi energetici. In seguito vengono riportati alcuni dati costruttivi dell’impianto fotovoltaico installato. I dati relativi all’energia elettrica prodotta, vengono riportati nel capitolo V.1.1 Risorse energetiche.
Il trattamento delle acque reflue/di lavaggio viene effettuato in continuo ed è completamente automatizzato. Il trattamento consiste nel neutralizzare le acque acide di lavaggio con composti basici come latte di calce o idrossido di sodio.Dopo il processo di neutralizzazione, le acque vengono inviate per mezzo di una pompa ai decantatori. Per ottimizzare il processo di decantazione viene inviato ai decantatori, per mezzo di una pompa dosatrice, un prodotto flocculante. I fanghi prodotti dal processo di decantazione, composti principalmente da solfato di calcio, vengono inviati al filtro-pressa.
Acido solforico 98% - 96%
Oleum
Acido solforico diluito 30% - 70%
60.000 - 75.000
5.000 - 15.000
20.000 - 30.000
Quantità, ton./annue
Pressione ammissione bar G
Max MinNormale
Temperatura ammissione °C
Pressione scarico bar G
Portata vapore Kg/h
40 35
360 350
2 2
7.500 7.000
30
-
1
5.200
Condizioni di Progetto
Potenza nominale
Capacità specifica produttiva
173 kW
1.063 kWh/kW/anno
Dati Generali Impianto Fotovoltaico
Acqua alimento caldaie
Servizi di stabilimentoRaffreddamentiMake-up variProduzione H
2SO
4
T. EvaporativeLatte di calce
Concentrato Osmosi inversa più scarichi Ultrafiltrazione a TAS
Acque reflue di contro - lavaggio a TAS
Acqua filtrata a rete di stabilimento
A impianto produzioneacidi diluiti
ACQUAPOZZI
TORRENTESCRIVIA
FILTRIPRIMARI
A SABBIA
ULTRAFILTRAZIONEE OSMOSI

3130
Dopo la fase di pressatura i fanghi vengono stoccati e avviati, successivamente, alla discarica abilitata a riceverli o verso attività di recupero. Le acque di decantazione, dopo eventuale correzione di pH, vengono inviate a GESTIONE ACQUA S.P.A. con la quale è stato stipulato un apposito contratto.Il controllo e la conduzione dell’Impianto Trattamento Acque a ciclo continuo, viene effettuato dal personale turnista addetto alla produzione. Per quanto riguarda gli autocontrolli si fa riferimento a quanto indicato nello specifico capitolo del Piano di Monitoraggio AIA.
ACQUAA CONSORZIODI BONIFICA
ACQUE DI PROCESSO
FILTRO PRESSA
FANGHI
RECUPEROSMALTIMENTO
(discarica)
VASCHE DI NEUTRALIZZAZIONEreagente utilizzato:
atte di calce o idrossido di sodio
DECANTATORIreagente utilizzato: agenti flocculanti
V ANALISI E VALUTAZIONEDELLA SIGNIFICATIVITA’
DEGLI ASPETTI AMBIENTALI
Premessa
Dopo la fase di pressatura i fanghi vengono stoccati e avviati, successivamente, alla discarica abilitata a riceverli o verso attività di recupero. Le acque di decantazione, dopo eventuale correzione di pH, vengono inviate a GESTIONE ACQUA S.P.A. con la quale è stato stipulato un apposito contratto.Il controllo e la conduzione dell’Impianto Trattamento Acque a ciclo continuo, viene effettuato dal personale turnista addetto alla produzione. Per quanto riguarda gli autocontrolli si fa riferimento a quanto indicato nello specifico capitolo del Piano di Monitoraggio AIA.
I. Aspetti ambientali diretti:
1. risorse energetiche;2. risorse idriche;3. consumi di materie prime;4. emissioni in atmosfera;5. emissioni in acqua;6. contaminazione del suolo;7. rifiuti in ingresso (conto terzi); 8. rifiuti autoprodotti (conto proprio);9. rumore;10. odore;11. impatto visivo;12. radiazioni elettromagnetiche;13. sostanze pericolose;14. amianto;15. fattore umano (formazione, informazione del personale e sicurezza).
II. Aspetti ambientali indiretti:
1. fornitori di servizi;2. trasporto.
L’identificazione e la valutazione degli aspetti ambientali sopra indicati è presente nella procedura PGIQAS52101 del SGI.
Valutazione della significatività degli aspetti ambientali
Nella determinazione della significatività di un aspetto ambientale sono presi in considerazione i seguenti elementi (cfr. regolamento CE 1221/2009 Allegato I):
• il fatto che l’aspetto sia regolamentato (L);• la probabilità che l’aspetto ambientale possa generare un impatto ambientale (P);
• la gravità dell’impatto ambientale generato (G);• L’intensità e la qualità del controllo (I).
I parametri presi in considerazione sono stati quantificati come segue:
L
P
G
i
1
1
1
4
3
3
2
2
2
2
3
4
4
1
Aspetto non regolamentato
Non sono noti episodi già verificatisi.Improbabile
Impatti ambientali rapidamente reversibili.Lieve
Non sottoposto a programma di controllo.Nessun controllo
L’aspetto ambientale le cui prescrizioni normative sono stabilite a livello sovranazionale, nazionale, regionale, provinciale e comunale. In tal ambito si ritiene rientrante l’AIA n. 74/43169 e s.m.i. attualmente in vigore.
Aspetto regolamentato
Sono noti solo rarissimi episodi già verificatisi.Poco probabile
Impatti ambientali reversibili nel breve-medio termine.Media
Relazionato alle Pubbliche Autorità.Bassa
Esiste una correlazione diretta fra aspetto ambientale ed il verificarsi dell’impatto.
Altamente probabile
Impatti ambientale irreversibile.Gravissima
L’aspetto amb. può provocare un impatto; è noto qualche episodio in cui l’aspetto ambientale ha arrecato l’impatto.
Probabile
Impatti ambientali reversibili nel lungo termine.Grave
Controllo scadenziato, regolamentato e relazionato alle Pubbliche Autorità.
Alta
Controllo scadenziato.Moderata

3332
L’indice di significatività dell’aspetto ambientale (ISAA) viene calcolato con la seguente formula:
ISAA = L x P x G x I
Tale valutazione è stata effettuata prendendo in considerazione non solo le condizioni operative normali (ISAA/N), ma anche le situazioni anormali (ISAA/A) e di emergenza (ISAA/E).
A riguardo si intende per:• condizioni operative normali, le situazioni usuali di conduzione delle attività del sito, comprese le manutenzioni ordinarie;
• condizioni operative anormali, gli eventi non usuali nella normale conduzione delle attività ma ugualmente previsti quale, ad esempio, può essere la manutenzione straordinaria di alcune apparecchiature e l’avviamento o la fermata dell’impianto ecc.;• per condizioni di emergenza,vengono presi in considerazione eventuali accadimenti incidentali, le possibili conseguenze e le misure adottate per minimizzarne l’impatto.
Aspetti con INDICE DI SIGNIFICATIVITA’ (ISAA) ≥ 12 vengono considerati SIGNIFICATIVI.
La valutazione degli aspetti ambientali viene effettuata all’interno del Modulo Mod. PGIQAS 521-01b.
V.1 Aspetti ambientali diretti
V.1.1 Risorse energetiche
Nel regolamento CE n. 1221 del 2009 del Parlamento Europeo e del Consiglio, riguardo l’adesione volontaria delle organizzazioni a un sistema comunitario di ecogestione e audit (EMAS), è definito l’aspetto ambientale diretto come:
Le fonti di energia utilizzate nello stabilimento sono: il gasolio, metano, BTZ, l’energia elettrica, i rifiuti ad alto potere calorifico e lo zolfo.Conformemente alle prescrizioni del Regolamento CE n.1221/2009 allegato IV C-2-c-i, i dati riguardanti l’efficienza energetica sono espressi in GJ.
un aspetto ambientale associato alle attività, ai prodotti e ai servizi dell’organizzazione medesima sul quale quest’ultima ha un controllo di gestione diretto.
Attraverso i dati consuntivi riportati in seguito, è possibile valutare i consumi energetici dello stabilimento.
Gasolio
BTZ
Il gasolio viene stoccato in apposito serbatoio interrato, la cui gestione è regolamentata dall’istruzione operativa IOIPRO018 del SGI. Tale prodotto viene impiegato principalmente per il preriscaldo dei forni, durante le fasi di pre-riscaldo del convertitore catalitico e per alimentare i gruppi elettrogeni di emergenza.
Il BTZ è un combustibile ausiliario impiegato durante il processo di co-incenerimento e nelle fasi di avviamento.
N.B. Il BTZ è utilizzato quando non sono disponibili
sufficienti quantitativi di rifiuti ad alto potere calorifico
La riduzione del consumo di BTZ, nel triennio è dovuta ad un maggior recupero di energia ottenuto dal trattamento negli impianti dei rifiuti conferiti da terzi.
Gasolio (ton.)
2013 20152014
Gasolio (GJ)
Acido e oleum prodotto (ton.)
Gasolio (GJ) /Acidoe oleum prodotto (ton.)
72
3.118
67.287
0,046
58
2.505
75.584
0,033
61
2.641
73.150
0,036
Consumi Gasolio
BTZ (ton.)
2013 20152014
BTZ (GJ)
Acido e oleum prodotto (ton.)
BTZ (GJ) /Acidoe oleum prodotto (ton.)
406
16.655
67.287
0,25
227
9.324
75.584
0,12
11
446
73.150
0,01
Consumi Btz
2013
2013
0,000
0,30
0,20
0,10
0,00
0,010
0,020
0,030
0,040
0,050
2014
2014
0,01
0,12
0,25
2015
2015
0,046
0,0330,036
0
2.000
2013 2014 2015
4.000
6.000
8.000
10.000
12.000
14.000
16.000
18.000
0
500
2013 2014
Gasolio (GJ)
2015
1.000
1.500
2.000
2.500
3.000
3.500

3534
Metano
Energia elettrica
Il metano viene prelevato dalla rete pubblica, ed è utilizzato esclusivamente per alimentare le caldaie per il riscaldamento dei locali uffici e spogliatoi e per la produzione di acqua sanitaria.
L’ incidenza di questa risorsa sul sistema energetico dell’intero stabilimento, è da
L’energia elettrica autoprodotta con vapore derivante dalla combustione delle varie tipologie di rifiuti, è utilizzata per il fabbisogno interno di Nuova Solmine.
Di seguito vengono riportati i dati relativi ai consumi ed alla autoproduzione di energia elettrica espressi in MWh.
considerarsi non significativa; in quanto estranea al ciclo produttivo e comunque quantitativamente non rilevante.
Qualora si verificassero eventuali cambiamenti significativi, verranno prontamente integrati i relativi indicatori.
Come si nota dalla tabella qui sopra riportata, non ci sono grandi variazioni per quanto riguarda i consumi di energia elettrica negli anni presi in esame principalmente perché la marcia dell’impianto e il relativo consumo sono stabili nel tempo.Sono stati inoltre calcolati gli indici del
consumo energetico dello stabilimento Nuova Solmine -Serravalle Scrivia – ricavati dal rapporto dell’energia consumata (espressa in MWh) e le tonnellate di prodotto, e dal rapporto dell’energia acquistata (espressa in MWh) e le tonnellate di prodotto ottenute negli anni 2009-2015.
Consumo en.elettrica MWh / ton. prodotto
2009
2010
2011
2012
2013
2014
2015
60.167 0,1740,190
0,1580,166
0,1590,166
0,1610,172
0,1580,167
0,1570,165
0,1560,164
69.421
68.104
70.306
67.287
75.584
73.150
Anno Acido solforico e oleum (ton.) MWh consumati/ton di prodotto MWh acquistati/ton di prodotto
2009
2010
2011
2012
2013
2014
2015
11.409 10.468941
10.936751
11.144558
10.828737
11.912550
11.469577
10.608751
11.533
11.198
11.702
11.565
12.642
12.045
AnnoMWh
consumatiMWh
autoprodottiMWh
acquistati
Energia da fonti rinnovabili
Dal 2009, è in esercizio un impianto fotovoltaico, posizionato sulla copertura del capannone utilizzato per lo stoccaggio dei solidi, che produce energia elettrica utilizzata per autoconsumo. In seguito sono riportati alcuni dati costruttivi dell’impianto fotovoltaico.
L’installazione di pannelli fotovoltaici, integrati nella copertura del fabbricato, ha permesso di incrementare la quantità di energia autoprodotta.
AnnoMWh
prodotti da impianto
fotovoltaico1
MWhautoprodotti
tuboalternatore2
Totale energia prodotta
MWh
2011
2012
2013
2014
2015
558409
737630
550419
577469
750590160
149
107
131
108
1 I dati sopra riportati dell’impianto fotovoltaico, sono dipendenti dalle condizioni meteorologiche.2 I dati sono dipendenti dal vapore prodotto dai forni e quindi dalla marcia dell’impianto.

3736
Nella tabella in basso sono stati calcolati gli indici percentuali, relativi al triennio in
Quantità energia elettrica da autoproduzione
Quantità energia elettrica consumata
Energia elettrica prodotta/energia elettrica consumata %
Consumo e Autoproduzione di Energia Elettrica
737
11.565
6,37%
2013
550
12.642
4,35%
2014
577
12.045
4,79%
2015
esame, del consumo e autoproduzione di energia elettrica.
L’utilizzo delle energie rinnovabili consente di avere, oltre a un risparmio economico, anche un impatto positivo sull’ambiente. L’energia elettrica prodotta da fotovoltaico permette di limitare le emissioni di gas serra dovute all’utilizzo dei combustibili fossili.
È stato stimato che, grazie all’impianto fotovoltaico installato da Nuova Solmine, vengono risparmiate circa 100 tonnellate/annue di CO
2 (confronto fatto prendendo
in considerazione la produzione della stessa quantità di energia elettrica generata da una centrale che utilizza metano come combustibile).
Risparmio CO2 da fotovoltaico
Potenza impianto fotovoltaicoOre all’anno a piena potenzaEn. Prodotta a piena potenzaMetano equivalente
Tonnellate CO2 risparmiate
1701.250221.25055.716
111
(kW)(Ore)(kWh/a)(m3)
N.B. la stima della CO2 risparmiata è stata calcolata
prendendo in considerazione il metano come combustibile per la produzione di energia elettrica, e considerando che da 1000 m3 di CH
4 si generano 2
tonnellate di CO2
Nuova Solmine, anche al fine di soddisfare gli obblighi del DLgs. 102/2014 ha predisposto nel corso del 2015 la diagnosi energetica del proprio sito di Serravalle Scrivia (AL) valida per i 4 anni successivi, ovvero fino al 5/12/2019.La Diagnosi Energetica ha l’obiettivo di fornire una visione dettagliata dei consumi energetici di un processo produttivo e, contestualmente, verificare la fattibilità tecnico-economica di interventi che riducano il fabbisogno energetico complessivo.
La diagnosi energetica viene definita, nell’ambito della legislazione che regolamenta l’efficienza energetica negli usi finali dell’energia, come la “procedura sistemica volta a fornire un’adeguata conoscenza del profilo di consumo energetico di un’attività per quantificare le opportunità di risparmio energetico sotto il profilo costi-benefici e riferire in merito ai risultati”.
La finalità e l’elemento qualificante della diagnosi sono le informazioni utili per sviluppare ed attuare azioni volte alla: • riduzione dei consumi e dei costi energetici;• maggiore efficienza energetica del sistema;• miglioramento della sostenibilità ambientale;• riqualificazione del sistema energetico.
Rifiuti solidi e liquidi senza zolfo ad alto potere calorifico
Lo stabilimento di Nuova Solmine di Serravalle Scrivia è autorizzato al recupero dei rifiuti senza zolfo ad alto potere calorifico (R1).
Una volta verificata attraverso analisi chimico-fisiche, la rispondenza analitica del rifiuto rispetto alla specifica definita in fase di omologa, avviene lo stoccaggio dello stesso.
Questo tipologia di rifiuti viene utilizzata per mantenere la corretta temperatura di combustione, che mediamente è pari a circa 1050° C. Di seguito, vengono riportati i quantitativi di rifiuti del triennio 2013-2015 trattati in R1:
Tali rifiuti sono costituiti prevalentemente da residui di reazione e rifiuti combustibili
E’ stato calcolato l’indice percentuale relativo alle tonnellate di rifiuti trattati in R1 nello stabilimento Nuova Solmine di Serravalle Scrivia sul totale del combustibile utilizzato nel triennio 2013 – 2015.
Dall’analisi effettuata risulta che nel triennio 2013-2015 vi è una crescita del combustibile utilizzato nei forni di piroscissione derivato da attività di recupero e trattamento dei rifiuti con una riduzione progressiva dell’utilizzo di combustibili tradizionali.
Rifiuti pericolositrattati in R1 (ton.)
2013 20152014
2.340 2.849 3.207
(*) valori espressi in ton.
Rifiuti pericolositrattati in R1 (ton.)
BTZ (ton.)
Totale combustibili
Rifiuti trattati in R1 / totale combustibili
2013 20152014
2.340
85%
406
2.746 3.077 3.218
2.849
227 11
93% 100%
3.207

3938
Nell’analisi dell’aspetto ambientale “Consumi Energetici” sono stati considerati tutti i consumi specifici delle varie fonti energetiche utilizzate nella attività produttiva. E’ stato inoltre valutato che l’utilizzo di energia derivante da fonti rinnovabili e l’utilizzo di rifiuti ad alto potere calorifico, permette di avere sia un risparmio in termini economici, sia un impatto positivo sull’ambiente. L’indice di significatività riportato in basso, risulta essere non significativo.
ISAA/N = 1 ISAA/A = 1 ISAA/E = 1
Nonostante ciò, l’obiettivo di Nuova Solmine – stabilimento di Serravalle Scrivia – rimane quello di prestare particolare attenzione ai consumi energetici.
V.1.2 Materie prime
Per le materie prime impiegate nel processo produttivo, Nuova Solmine esegue i controlli dei materiali in ingresso, registrando con cadenza mensile la quantità di materia prima utilizzata. Il loro impiego avviene, principalmente,
Lo zolfo liquido viene stoccato in appositi serbatoi e viene utilizzato nelle linee di co- incenerimento per la produzione di acido solforico. Lo zolfo liquido viene immesso nei forni di piroscissione al fine di massimizzare la produzione di acido solforico. L’andamento dei consumi, è dipendente dalla richiesta
nel processo di trattamento acque e nel processo di abbattimento fumi di coda. Lo zolfo liquido, invece, è una materia prima utilizzata per massimizzare la produzione di acido solforico.
Materie prime contenenti zolfo
Zolfo liquido
del mercato di acido solforico ed oleum e dal tenore medio di zolfo presente nei rifiuti liquidi e solidi contenenti zolfo che vengono ritirati e trattati.
Gli acidi solforici con titolo maggiore del 50% vengono stoccati in serbatoi e utilizzati, insieme allo zolfo liquido, per la produzione di acido solforico. I Di seguito vengono riportati i dati relativi ai consumi nel triennio 2013-2015.
Acido solforico> 50% in conto lavorazione e Acido solforico > 50%
Zolfo liquido (ton.)
Zolfo liquido (GJ)
12.141
64.835
Consumi zolfo liquido
9.749
50.060
2013
11.238
60.011
2014 2015
Acido solforico >50% (ton.)
Consumi materie prime contenenti zolfo
1.318
2013
1.221
2014
91
2015
Acido solforico >50% ContoLavorazione (C/L) (ton.)
Consumi materie prime contenenti zolfo
4.818
2013
2.414
2014
3.142
2015

4140
In questo paragrafo vengono raggruppate le altre materie prime e ausiliari presenti all’interno dello stabilimento Nuova Solmine di Serravalle Scrivia. Tali prodotti vengono utilizzati nel trattamento acque di stabilimento (calce solida e liquida, soda caustica e acido cloridrico), per alimentare i forni di piroscissione (ossigeno) e per l’abbattimento dei fumi di coda (acqua ossigenata). A seguire sono presenti le tabelle dei consumi.
L’acqua per l’attività industriale viene prelevata dal torrente Scrivia, ed è utilizzata in parte per il raffreddamento di alcune sezioni del processo produttivo ed in parte all’interno del processo produttivo stesso. L’acqua utilizzata per il raffreddamento che non viene a contatto con nessun fluido di processo viene ricircolata all’interno del circuito delle torri di raffreddamento al fine di minimizzare l’utilizzo della stessa e successivamente scaricata nel torrente. L’acqua utilizzata nel processo produttivo viene inviata, dopo il trattamento interno, all’impianto consortile di trattamento.
In seguito sono mostrate le percentuali di utilizzo delle acque prelevate dallo stabilimento. È possibile notare, come le percentuali risultino essere pressoché costanti nel triennio.
Lo Stabilimento opera il controllo della quantità di acqua consumata mediante rilievo mensile della quantità emunta dai pozzi del torrente Scrivia (P1, P2 e P3). Tali dati vengono riassunti nella denuncia annuale di prelievo, inviata a “Gestione Acqua”.
Altre materie prime e ausiliari V.1.3 Risorse idriche
Come previsto dal Regolamento CE 1221/2009, è stato calcolato il rapporto fra il consumo delle materie prime e ausiliari e le tonnellate di prodotto annue. In tale calcolo, non vengono prese in considerazione le sostanze contenenti zolfo in quanto non forniscono un dato utile sulle prestazioni dello stabilimento perché sono necessarie per la produzione.
Di seguito vengono riportati gli indici di significatività per l’aspetto ambientale “Materie prime”. Tuttavia, nonostante la non significatività dell’impatto ambientale, l’obiettivo di Nuova Solmine resta quello di ottimizzare (ove possibile) l’utilizzo delle materie prime.
ISAA/N = 1 ISAA/A = 4 ISAA/E =2
I dati relativi al triennio 2013/2015 sono qui di seguito riportati:
La diminuzione dei quantitativi è legata al potenziamento del sistema delle torri di raffreddamento che consente un miglior utilizzo delle risorse idriche con un conseguente minor emungimento dal torrente Scrivia.
L’indice si significatività per tale aspetto ambientale è il seguente:
ISAA/N = 2 ISAA/A = 2 ISAA/E =2
Relativamente all’aspetto “risorse idriche”, l’obiettivo di Nuova Solmine è di proseguire nel miglioramento della gestione di tale risorsa, impegnandosi a monitorare i consumi e ad intraprendere, eventualmente, azioni per migliorare ulteriormente le prestazioni.
Ossigeno (ton.)
Calce solida (ton.)
Calce liquida (ton.)
Acqua ossigenata (ton.)
2013 20152014
6.912
1.736
4.466
1.246
3.599
1.282
2.736
1.786
10.207
2.252 2.613
10.470
Soda caustica (ton.)
Acido cloridrico (ton.)
2013 20152014
246
167
514
119 102
382
Materie prime, ton.
Acido Solforico e Oleum, ton.
materie prime / ton. prodotto
2013
14.773
67.287
0,22
75.584
0,24
2014
17.974
73.150
0,25
18.089
2015
Consumi materie prime/ton. Prodotto
% acqua processo
% acqua raffreddamento
% servizi
2013 20152014
30%
60%
10% 10% 8%
31%
58% 54%
38%
2013
617.208
2014
640.932 605.342
2015
Consumi idrici, m3/anno
Consumo risorse idriche m3/anno
m3 acqua per ton. di prodotto
Dettaglio consumo acqua 2015

4342
V.1.3.1 Reflui idrici
Gli scarichi idrici sono monitorati e sottoposti periodicamente a verifica attraverso campionamento e analisi di routine. Come previsto dal D.Lgs 59/2005 e da Determina AIA rilasciata dalla Provincia di Alessandria, Nuova Solmine è dotata di un Piano di Monitoraggio e Controllo relativo alla prevenzione e riduzione dell’inquinamento. Nuova Solmine, invia ogni anno alle Autorità competenti* una Relazione Annuale; ovvero una sintesi dei risultati del Piano di Monitoraggio raccolti nell’anno precedente, in modo da evidenziare la conformità dell’esercizio dell’impianto alle condizioni previste nell’ AIA.
*ARPA Piemonte e Provincia di Alessandria
Per una più chiara comprensione, è opportuno suddividere gli scarichi in base alla loro destinazione finale.
In questo modo, abbiamo:• scarico S1, diretto nelle acque del Torrente Scrivia;• scarico S3, derivante dal trattamento chimico-fisico TAS;• scarichi S2-S4 nel collettore fognario.
L’ubicazione dei punti di campionamento degli scarichi sopra citati è evidenziata in rosso nella immagine sottostante.
Nella tabella seguente viene mostrato il quadro delle attività di monitoraggio e controllo degli scarichi idrici. In particolare,
Gli scarichi sono dotati di sistemi di sicurezza per garantire un controllo immediato e continuo sullo stato delle acque in fase di scarico. Sulla rete di scarico nelle acque del torrente Scrivia, è installato un sistema di misuratori di pH collegati ad una valvola a farfalla che impedisce lo scarico delle acque qualora il pH sia inferiore a 5,8. Oltre alla chiusura della valvola di scarico, viene trasmesso un segnale alla sala controllo al fine di attivare una serie di azioni preventive e di sicurezza.
Tutte le acque provenienti dallo scarico S3, ovvero le acque che provengono dai vari reparti produttivi e che vengono a contatto con i prodotti dell’impianto, sono trattate nel trattamento acque interno allo stabilimento (TAS) prima di essere immesse nel collettore fognario di Gestione Acqua SpA.
I risultati dei controlli effettuati da un laboratorio esterno, evidenziano pieno rispetto dei limiti legislativi. Riportiamo i risultati, relativamente ai parametri soggetti al limite di legge, dei controlli analitici annuali effettuati (elenco non esaustivo).
viene riportato il parametro controllato, la frequenza del controllo, e la relativa frequenza della comunicazione agli Enti.
S1
S2 - S4
S3
pH, temperatura e portata(analisi nei gg. lavorativi
a cura del laboratorio Sol.Tr.Eco)
pH, temperatura e portata(analisi nei gg. lavorativi
a cura del laboratorio Sol.Tr.Eco)
solidi sospesi (giornaliero), metalli (mensile) analisi a cura del laboratorio Sol.Tr.Eco
Analisi semestrali a curadel laboratorio esterno
Analisi semestrali a curadel laboratorio esterno
Analisi semestrali a curadel laboratorio esterno
Trasmissione semestrale dei certificati e comunicazione annuale riassuntiva
ad Arpa e Provincia
Comunicazione annuale riassuntiva ad Arpa e Provincia
Comunicazione annuale riassuntiva ad Arpa e Provincia
Scarico Controlli a cura diNuova Solmine
Controlli a cura diSocietà terze
Documentazione trasmessa agli enti
Acque di scarico nel torrente Scrivia
pH
Al
AS
Cd
Cr tot.
Cu
Fe
Hg
Ni
Pb
Se
Sn
Zn
Ba
Paramentro
-
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
u.m.
7,83
<0,05
<0,01
<0,001
<0,05
<0,05
<0,05
<0,001
<0,05
<0,05
<0,05
<0,05
<0,05
0,06
2011
7,72
<0,05
<0,01
<0,001
<0,05
<0,05
<0,05
<0,0005
<0,05
<0,05
<0,01
<0,05
<0,05
0,06
2012
8,1
<0,05
<0,01
<0,001
<0,03
<0,05
<0,05
<0,003
0,08
0,03
<0,03
<0,03
<0,05
0,07
2013
7,39
<0,06
<0,01
<0,001
<0,01
0,01
<0,05
<0,001
0,06
<0,01
<0,01
<0,01
<0,08
<0,05
2014
7,92
0,03
<0,001
<0,001
<0,01
<0,01
0,04
<0,001
<0,01
0,005
<0,01
<0,01
0,03
0,05
2015
5,5-9,5
1
0,5
0,02
2
0,1
2
0,005
2
0,2
0,03
10
0,5
20
D. Lgs. 152/2006all.6 tab.3
acque superficiali

4544
Di seguito viene calcolato l’indice “acque di processo/tonnellate di acido e oleum”.Le acque di processo sono le acque che intervengono nel ciclo produttivo e che vengono trattate nel TAS presente nello Stabilimento.Nuova Solmine mantiene una elevata attenzione dedicata alla gestione dei reflui idrici; l’indice relativo al 2015, peggiore rispetto a quello dell’anno precedente, è da riferire ad un diverso mix di alimentazione dei rifiuti nei due forni.
Come previsto nell’AIA vigente, le emissioni in atmosfera dello stabilimento Nuova Solmine di Serravalle Scrivia, sono riconducibili a tre diversi punti di emissione, denominati E1, E2 ed E3 (vedi tabella).In particolare le emissioni aeriformi generate durante le fasi di avviamento e riscaldamento degli impianti sono convogliate in atmosfera attraverso i punti di emissione indipendenti denominati E2 ed E3.In particolare, dal camino E2 vengono emessi i fumi di combustione del gasolio o del BTZ, utilizzati per il riscaldamento dell’aria secca di preriscaldamento del
Grazie all’efficacia del controllo dei reflui idrici, attraverso sistemi di sicurezza ed analisi chimico-fisiche, si evidenzia nel triennio 2013-2015 il pieno rispetto dei limiti legislativi. A tale aspetto ambientale, vengono assegnati i seguenti indici di significatività.
ISAA/N = 4 ISAA/A = 8 ISAA/E = 12
L’obiettivo di Nuova Solmine resta quello di proseguire nel monitoraggio costante dei reflui idrici in modo da prevenire un eventuale inquinamento ambientale.
V.1.4 Emissioni in atmosfera
convertitore e dal camino E3, i fumi di combustione per il preriscaldamento del forno statico e del forno rotante.
Quando l’impianto è in esercizio si ha un solo effluente gassoso costituito dai gas di coda dell’impianto, che, prima di essere convogliato al camino E1, passa nella sezione di abbattimento fumi.In condizioni di emergenza e ove sia necessaria la fermata improvvisa dell’impianto, i flussi di materiale in alimentazione ai forni vengono interrotti. I gas di post-combustione by-passano la sezione di catalisi e vengono diretti al trattamento fumi.
As
Cd
Cr
Ni
Pb
Cu
Tl
Zn.
Hg
Acque reflue da depurazione effluenti gassosi a TAS
Paramentro
-
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
u.m
<0,01
<0,001
<0,05
<0,05
<0,05
<0,05
<0,05
<0,05
<0,001
2011
<0,01
<0,001
<0,05
<0,05
<0,05
<0,05
<0,05
<0,05
<0,001
2012
<0,01
<0,001
<0,03
0,06
0,04
<0,05
<0,003
<0,05
0,001
2013
<0,01
<0,001
<0,01
<0,01
<0,01
<0,01
<0,002
<0,05
<0,001
2014
<0,01
<0,001
0,001
0,03
<0,01
0,01
<0,002
<0,03
<0,001
2015
0,15
0,05
0,5
0,5
0,2
0,5
0,05
1,5
0,03
D. Lgs 133/2005all.1 par. D
pH
Materiali in sospensione totali
BOD5
Al
AS
Ba
Cd
Cr tot.
Cu
Fe
Hg
Ni
Pb
Se
Sn
Zn
COD
Acque di scarico collettore fognario gestione acqua Spa
Paramentro
-
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
mg/L
u.m.
7,98
19
<5
<0,05
<0,01
0,06
<0,001
<0,05
<0,05
<0,05
<0,001
<0,05
<0,05
<0,03
<0,05
<0,05
<20
2011
7,67
<1
<5
<0,05
<0,01
0,07
<0,001
<0,05
<0,05
<0,05
<0,0005
<0,05
<0,05
<0,01
<0,05
<0,05
<20
2012
7,41
6
25
<0,05
<0,01
0,08
<0,001
<0,05
<0,05
<0,05
<0,003
0,11
<0,05
0,011
0,03
0,06
<1
2013
6,59
21,9
<5
0,6
<0,01
<0,05
<0,001
<0,01
0,06
<0,05
<0,001
0,31
<0,01
0,01
<0,01
0,36
50,7
2014
7,54
1,5
<5
<0,03
<0,01
0,05
<0,0005
<0,005
0,007
0,03
<0,001
0,06
<0,01
0,01
0,02
0,03
18
2015
5,5-9,5
200
250
2
0,5
-
0,02
4
0,4
4
0,005
4
0,3
0,03
-
1
500
D. Lgs 152/2006all.5 tab.3
rete fognaria
Acqua di processo(m3)
Acido Solforicoe Oleum, (ton.)
acqua di processo/ton.acido e oleum
2013
185.162
67.287
2,8
198.689
75.584
2.6
2014
230.026
73.150
3.1
2015
E1
E2
E3
E1 emergenza
Sigla identif. Emissione
gas di coda
gas di coda in blocco generale
bruciatori di preriscaldamento forno statico
bruciatori di preriscaldamento forno rotante
riscaldamento aria secca perpreriscaldamento torre di catalisi
Portata, Nm3/h
19.000
11.000
5.000
12.000
5.000
Temp. °C
<100
<70
<100
<80
<80

4746
Gli effluenti gassosi prodotti nella fase di riscaldamento degli impianti e convogliati in atmosfera tramite i camini E2 ed E3, non sono soggetti a monitoraggio continuo poiché sono prodotti dalla combustione del gasolio e vengono generati per poche ore all’anno, in particolare allorché venga riavviato l’impianto dopo la fermata programmata annuale e/o dopo eventuali fermate di emergenza.Gli effluenti gassosi prodotti durante l’esercizio, vengono invece monitorati in continuo mediante analizzatori dedicati per i vari parametri monitorati, al fine di garantire, in caso di malfunzionamento
di uno degli strumenti, la continuità delle altre misurazioni. La rilevazione in continuo è importante per Nuova Solmine, sia per adempiere agli obblighi di legge, ma anche per valutare la resa dell’impianto e l’impatto ambientale relativamente alle emissioni in atmosfera dell’impianto solforico.
Nella tabella che segue si riportano i parametri controllati e i valori limite di emissione giornaliera previsti dall’AIA vigente, nei vari punti di emissione in atmosfera.
Le emissioni, convogliate in atmosfera attraverso il camino E1, sono monitorate in continuo da analizzatori che trasmettono i dati ad un apposito PC dedicato ed al sistema DCS di stabilimento, e sono monitorati dagli operatori in turno. Grazie ad un sistema completamente informatizzato, le Autorità Competenti possono controllare i dati mediante collegamento su sito web appositamente realizzato da Nuova Solmine.Inoltre, annualmente, viene inviata una comunicazione riassuntiva ad ARPA Piemonte e alla Provincia di Alessandria.
Il sistema di monitoraggio emissioni–SME-, controllato dagli operatori in turno, visualizza il dato istantaneo misurato e calcola una media mobile sui 30 minuti che attiva, qualora vengano superati i valori di attenzione, un allarme in modo che il Responsabile in Turno possa mettere in atto tutte le necessarie azioni quali:
• ridurre il carico di alimentazione ai forni;• verificare i parametri di processo e le condizioni operative mettendo in essere le eventuali azioni correttive;• verificare l’alimentazione di H
2O
2 alle
torri di abbattimento finale;• se necessario fermare l’alimentazione dei rifiuti;
così da evitare il raggiungimento del limite fissato dall’autorizzazione e causare un supero dei valori limite definiti.
Sono state concordate con i preposti enti di controllo (Provincia di Alessandria e ARPA Alessandria) apposite procedure e modalità operative per segnalare:
• eventuali superi dei valori medi semiorari o giornalieri indicando la causa;• anomalie di funzionamento della strumentazione con evidenza delle azioni e delle tempistiche per il ripristino della normale operatività.
Nel corso del 2015 sono stati registrati sporadici e marginali superamenti di valori relativi alle medie semiorarie che sono stati oggetto di comunicazione agli enti di controllo preposti.
Il Piano di Monitoraggio di Nuova Solmine – sito di Serravalle Scrivia – prevede che l’affidabilità del sistema di monitoraggio in continuo delle emissioni venga verificata periodicamente secondo quanto previsto dalla Norma UNI EN 14181:2005. In particolare, la Norma prevede una prova di sorveglianza annuale(AST)e un procedimento di taratura del sistema (QAL2) triennale. Internamente il personale di Nuova Solmine effettua con cadenza settimanale tarature e calibrazioni della strumentazione utilizzata per il controllo delle emissioni e con cadenza almeno annuale il sistema è verificato da un tecnico esterno.L’analisi più rappresentativa per quantificare e qualificare l’emissione in atmosfera, è l’analisi in continuo degli effluenti gassosi del camino E1.
Postazione di controllo degli operatori di turno (sala controllo)
*medi campionamento 1 ora (in totale)
Polveri
Composti organici gassosi del fluoro, espressi come HF
Cadmio, Cd
Antimonio, Sb
Cromo, Cr
Diossine PCDD, Furani PCDF
Manganese, Mn
SOx, espresso come SO
2
Sostanze organiche gassose espresse come TOC
Ossidi di zolfo espressi come SO2
Tallio, Tl
Arsenico, As
Cobalto, Co
Idrocarburi policiclici aromatici IPA
Nichel, Nl
Composti organici gassosi del cloro, espressi come HCL
Ossidi di azoto espressi come NO2
Mercurio, Hg
Piombo, Pb
Zinco, Zn
Rame, Cu
CO
Vanadio, V
E1 emergenza
E1
E2
E3
10
1
0,05*
0,1**
400
400
400
10
40
0,05*
0,01**
5
200
0,5*
50
** valori medi espressi in ng/Nm3, campionamento di 8 ore
Limite autorizzativo(valore medio giornaliero)
mg/Nm3Inquinante

4948
Il Piano di Monitoraggio di Nuova Solmine – sito di Serravalle Scrivia – prevede che l’affidabilità del sistema di monitoraggio in continuo delle emissioni venga verificata periodicamente secondo quanto previsto dalla Norma UNI EN 14181:2005. In particolare, la Norma prevede una prova di sorveglianza annuale(AST)e un procedimento di taratura del sistema (QAL2) triennale. Internamente il personale di Nuova Solmine effettua con cadenza settimanale
N.B. I dati sono dipendenti dalla marcia degli impianti, e quindi dalle eventuali fermate degli stessi.
N.B. I dati sono dipendenti dalla marcia degli impianti, e quindi dalle eventuali fermate degli stessi.
N.B. I dati sono dipendenti dalla marcia degli impianti, e quindi dalle eventuali fermate degli stessi.
Come mostrato nel grafico in alto, le emissioni di SO2 sono ampiamente sotto i valori limite stabiliti nell’AIA vigente. Nel 2011, nonostante le basse emissioni di anidride solforosa, sono state sostituite le torri scrubber. Questo intervento ha
tarature e calibrazioni della strumentazione utilizzata per il controllo delle emissioni e con cadenza almeno annuale il sistema è verificato da un tecnico esterno.L’analisi più rappresentativa per quantificare e qualificare l’emissione in atmosfera, è l’analisi in continuo degli effluenti gassosi del camino E1.
In seguito è riportata la quantità annua di emissioni gassose espresse in chilogrammi.
permesso, grazie alle nuove tecnologie, di abbassare ulteriormente le emissioni in atmosfera. L’aumento di anidride solforosa emessa nel 2014 - 2015 è dovuto a una maggiore produzione di acido ed oleum e a una marcia costante dell’impianto.
I valori relativi alle emissioni di ossidi di azoto in atmosfera, non forniscono informazioni significative per valutare le prestazioni ambientali dello stabilimento. L’azoto immesso nel ciclo produttivo e quindi rilevato attraverso l’analizzatore
al camino deriva esclusivamente dalla combustione dell’azoto atmosferico (presente in miscela nell’aria) e dalla concentrazione di azoto contenuta nei diversi rifiuti utilizzati nei forni di piroscissione.
2013
650
0,0097
6.657
0,0112
6.657
2014
849
0,0117
6.657
863
2015
SO2, Kg
Kg SO2/tonn. H
2SO
4 e oleum prodotto
Limite prescrizione AIA, Kg/anno
Emissioni SO2 camino E1
8000
0,0150
0,0100
0,0050
0,0000
6.657
Camino E1 - SO2 (Kg) Kg SO
2 / tonn H
2SO
4 e oleum prodotto
650 849 863
6.657 6.6576000
4000
2000
0
2013
11.255
0,17
33.288
0,15
33.288
2014
11.162
0,13
33.288
9.171
2015
NOx, Kg
Kg NOx/ton. H
2SO
4 e oleum prodotto
Limite prescrizione AIA, Kg/anno
Emissioni NOx camino E1
2013
103
0,0015
1.664
0,0019
1.664
2014
143
0,0008
1.664
60
2015
Polveri, Kg
Kg polveri / ton. H2SO
4 e oleum prodotto
Limite prescrizione AIA, Kg/anno
Emissioni polveri camino E12013
0,00970,0112 0,0117
2014 2015
Camino E1 - NO2 (Kg)
Camino E1 - POLVERI (Kg) Kg Polveri/ ton. e oleum prodotto
0,0015
0,0019
0,0018
Kg NOx / ton. H
2SO
4 e oleum prodotto
40.000 0,20
0,16
0,12
0,08
0,04
0,00
2013 2014 2015
33.288
11.255 11.162 9.171
33.288 33.28830.000
20.000
10.000
0
0,17
0,15
0,13
20001.664
103 143 60
1.664 1.6641500
1000
500
0
0,0020
0,0010
0,00002013 2014 2015

5150
N.B. I dati sono dipendenti dalla marcia degli impianti, e quindi dalle eventuali fermate degli stessi.
Il Regolamento CE 1221/2009 – Allegato IV, 2C vii) prevede di quantificare le emissioni annuali totali nell’atmosfera, espresse in tonnellate equivalente di CO
2, dei gas
ad effetto serra emessi durante l’attività industriale.
Preso in considerazione l’art. 2 – comma 2 - del D.Lgs. 30/2013 recante “Attuazione della direttiva 2009/29/CE che modifica la direttiva 2003/87/CE al fine di perfezionare ed estendere il sistema comunitario per lo scambio di quote di emissioni di gas a effetto serra”, si ritiene che lo stabilimento Nuova Solmine di Serravalle Scrivia, sia escluso dal campo di applicazione di tale decreto; in quanto, nello stabilimento, vengono trattati annualmente rifiuti pericolosi in percentuale maggiore al 50 per cento in peso rispetto al totale dei rifiuti trattati. (cfr. dati relativi ai rifiuti trattati presenti in questo documento).
Gas serra
In seguito sono state calcolate le tonnellate di anidride carbonica CO
2 emesse in
atmosfera relative al triennio in esame 2013-2015.
I dati sono ottenuti a partire dalle quantità di combustibili fossili, (BTZ, gasolio e metano) utilizzati all’interno dello Stabilimento.
Dopo aver valutato i dati relativi alle emissioni in atmosfera derivanti dall’attività industriale di Nuova Solmine – stabilimento di Serravalle Scrivia –, gli indici di significatività risultano i seguenti:
ISAA/N = 6 ISAA/A = 12 ISAA/E =12
L’obiettivo di Nuova Solmine resta quello di proseguire nel monitoraggio costante degli inquinanti atmosferici, e, grazie anche all’utilizzo di nuove tecnologie, migliorare ulteriormente le proprie prestazioni ambientali.
(*) I dati di CO2 (Ton.) sono stati calcolati secondo
la normativa “Emission Trading”.
Camino E1 dove vengono convogliati i gas di coda dell’impianto
V.1.5 Suolo
In merito alla caratterizzazione del suolo e della falda la società (allora SO.RI.S) ha effettuato per lo stabilimento ed in funzione delle diverse attività produttive che si sono succedute sul sito, delle attività di caratterizzazione ed investigazione del suolo di stabilimento e della falda sottostante (secondo quanto previsto nel DM 471/99). Le attività di investigazione, caratterizzazione ed analisi sono proseguite nel tempo, in accordo con le competenti autorità, recependo anche quanto previsto dalle nuove normative in materia ed in particolare di quanto previsto nel D. Lgs. 152/2006 e s.m.i.
Le azioni intraprese, hanno portato alla presentazione di un progetto di intervento con messa in sicurezza operativa del sito, che è stato presentato ed analizzato dalle preposte autorità in sede di Conferenza dei Servizi, progetto che è stato definitivamente approvato nel Dicembre 2008 con specifica Determina del Comune di Serravalle Scrivia.
Sono state attivate ed in gran parte realizzate le attività previste nel suddetto progetto di messa in sicurezza del sito con attività gestite secondo una pianificazione di volta in volta concordata con gli enti di controllo preposti.
2013
44
0,00065
8.332
0,00064
8.332
2014
48
0,00168
8.332
123
2015
CO, Kg
Kg CO/ton. H2SO
4 e oleum prodotto
Limite prescrizione AIA, Kg/anno
Emissioni CO camino E1
2013
1.529
67.287
0,023
75.584
0,012
2014
923
73.150
0,003
254
2015
CO2, ton (*)
ton di acido e oleum prodotto
CO2 emessa / ton di prodotto
Emissioni CO2

5352
In particolare, come previsto dal Programma di Gestione Ambientale/Sicurezza (mod. PGIQAS542-01), è stato predisposto ed effettuato con successo il piano di bonifica dell’area denominata “ex solfato di rame”.
Di seguito viene dettagliato l’iter del progetto dell’area interessata da inquinamento pregresso:
2008: elaborazione del progetto operativo di bonifica e trasmissione agli Enti;2009: approvazione piano di bonifica, rilascio VIA, presentazione e accettazione presso Regione Piemonte garanzie fideiussorie;2010: inizio bonifica della zona “ex solfato di rame”;2011: completamento dell’attività di bonifica con esecuzione, con esito positivo, di analisi di fondo scavo da parte di ARPA Piemonte;2012: completamento attività di riempimento scavo e completo ripristino dell’area “ex
solfato di rame”;2015: terminate le attività di asfaltatura aree di stabilimento previste nel Piano Operativo di Bonifica approvato degli enti preposti;nel 2016 inizieranno le attività di monitoraggio previste nel suddetto Piano Operativo di Bonifica.
Per la sezione “Biodiversità” allegato IV sezione C.2.V. del regolamento CE 1221/2009 , lo stabilimento Nuova Solmine di Serravalle Scrivia si estende su una superficie totale di circa 62.130 m2, di cui circa 13.466 m2 di superficie coperta, e circa 18.887 m2 di superficie impermeabilizzata.Il regolamento inoltre, prevede il calcolo dell’indicatore “superficie edificata/produzione totale annua”.
Tale indice, come si può notare dal grafico, risulta costante nel triennio in quanto non sono stati effettuati lavori coinvolgenti superfici edificate all’interno dello stabilimento. Il suddetto indicatore, inoltre, risulta essere dipendente soltanto dalla produzione annua di acido che è a sua volta variabile negli anni per esigenze di mercato e in relazione ai giorni effettivi di produzione al netto delle fermate per manutenzione.
Grazie alla completa bonifica dell’area interessata da inquinamento pregresso nello Stabilimento di Nuova Solmine di Serravalle Scrivia, e grazie all’ammodernamento delle strutture e delle
pavimentazioni adibite allo stoccaggio, si ritiene che l’aspetto ambientale “Suolo” sia non significativo.
ISAA/N = 4 ISAA/A = 8 ISAA/E =8
V.1.5.1 Serbatoio interrato
V.1.6 Rifiuti
Nello stabilimento di Serravalle Scrivia della Nuova Solmine SpA, oltre ai normali serbatoi costantemente visionati e controllati, è presente un serbatoio interrato utilizzato per lo stoccaggio di gasolio. Tale serbatoio, non essendo facilmente visionabile e controllabile, in quanto situato sotto l’area produttiva, è soggetto a particolare attenzione da parte di Nuova Solmine.Il Piano di Monitoraggio e Controllo (cfr. AIA), prevede che la verifica dello spessore del serbatoio interrato venga effettuata biennalmente (l’ultima verifica spessimetrica è stata effettuata nel 2015).
Inoltre, quotidianamente, viene controllata, dagli operatori in turno, la misura del gasolio contenuto nel serbatoio che permette di verificare la tenuta del serbatoio stesso.Data l’intensità e la qualità dei controlli effettuati su tale aspetto ambientale, si ritiene che il serbatoio interrato non possa generare un potenziale impatto ambientale. Nuova Solmine intende proseguire con le attività di controllo attuate fino ad oggi.
ISAA/N = 8 ISAA/A = 8 ISAA/E = 8
I rifiuti presenti all’interno dello stabilimento di Nuova Solmine – sito di Serravalle Scrivia – possono essere suddivisi in:
• Rifiuti da trattare negli impianti (conto terzi);• Rifiuti prodotti (conto proprio).
2013
2014
2015
Anno
13.466
13.466
13.466
Superficie edificata, m2
67.287
75.584
73.150
Produzione, ton.
0,20
0.18
0.18
Superficie edificata / ton. prodotto
Superficie edificata / ton. acido prodotto

5554
V.1.6.1 Rifiuti da trattare negli impianti
L’utilizzo e il recupero dei rifiuti permette un significativo risparmio di materia prima e di fonti energetiche per la produzione di acido solforico e oleum. Lo stabilimento Nuova Solmine di Serravalle Scrivia è autorizzato al ritiro, stoccaggio ed utilizzo di rifiuti ad alto potere calorifico e di rifiuti liquidi e solidi contenenti zolfo secondo quanto previsto dall’AIA vigente e dal D.Lgs. 152/2006.
Nella tabella di seguito è presente un estratto del Decreto sopra citato in cui vengono specificate le operazioni di recupero finali, identificate dalla lettera R, effettuate nello stabilimento.
OPERAZIONI DI RECUPERO D.Lgs., 152/06 (allegato C)
R1 Utilizzazione principale come combustibile o altro mezzo per produrre energia
R5 Riciclo/recupero di altre sostanze inorganiche
R6 Rigenerazione degli acidi o delle basi
La categoria di rifiuti R1 è utilizzata esclusivamente come combustibile nei forni di piroscissione.
Le categorie di rifiuti R5 ed R6, invece, vengono utilizzate nel ciclo produttivo come fonte di zolfo.
In aggiunta alla suddette operazioni di recupero l’impianto di Serravalle Scrivia è autorizzato ed effettua l’operazione di recupero R13 prevista dalla suddetta normativa nazionale – messa in riserva di rifiuti per sottoporli ad una delle operazioni di recupero da R1 a R12 -. Tale operazione di recupero, stoccaggio prima del trattamento è la prima operazione di recupero eseguita sui rifiuti conferiti in impianto.
In ottemperanza del D.Lgs. 133/2005, la Nuova Solmine adotta tutte le precauzioni per evitare o limitare effetti negativi sull’ambiente; quali inquinamento del suolo, dell’aria, delle acque superficiali, nonché rischi diretti per la salute umana.
Ogni rifiuto in ingresso, prima di essere utilizzato all’interno del ciclo produttivo, è sottoposto ad “omologa” per la verifica del rispetto di vincoli tecnici e legislativi.
L’omologa per i rifiuti conferiti da terzi, viene effettuata mediante:
1. una verifica documentale dei dati e delle informazioni trasmesse dal conferitore;2. una verifica effettuata tramite analisi di laboratorio eseguite su un campione del rifiuto messo a disposizione da parte del conferitore;3. l’acquisizione di una analisi redatta da un laboratorio esterno qualificato e firmata da un chimico iscritto all’Albo;4. si conclude con la redazione di un certificato di omologa firmato dal Direttore di Stabilimento.
Le verifiche permettono di acquisire informazioni sul processo di origine, sullo stato fisico, sulla composizione chimica, codice C.E.R., caratteristiche di pericolosità del rifiuto e precauzioni da adottare nella manipolazione.
Ad ogni conferimento viene prelevato un campione dall’automezzo e viene effettuata l’analisi chimica da parte del laboratorio allo scopo di verificare la congruità del rifiuto con i dati rilevati in fase di omologa.
Vengono inoltre effettuate, per ogni automezzo, le seguenti operazioni: registrazione del peso, data ed ora di arrivo del rifiuto, compilazione informatizzata del Sistema di controllo della
tracciabilità dei rifiuti (SISTRI) e del registro di carico, compilazione informatica del registro di scarico per le quantità di rifiuti recuperati.
Qui di seguito vengono indicati i rifiuti trattati nel triennio, suddivisi per attività di recupero e suddivisi in pericolosi e non pericolosi e i relativi quantitativi in tonnellate.
2013
3.062
2014
4.856 1.711
2015
TOTALE
(*) valori espressi in ton.
Rifiuti pericolosi trattati in R5
2013
18
2014
22 106
2015
TOTALE
(*) valori espressi in ton..
Rifiuti non pericolosi trattati in R5
Nella tabella seguente, vengono indicati i parametri ed i relativi valori autorizzativi nel rispetto dei quali un rifiuto, appartenente ad una determinata tipologia, può essere omologato.
Tali rifiuti sono costituiti prevalentemente da rifiuti prodotti da trattamenti di minerali e rifiuti di natura inorganica.
ParametroUnità
misura
Rifiuti solidisenza zolfo
ad alto poterecalorifico
Rifiuti liquidicon zolfoe poterecalorifico
Rifiuti solidicon zolfo
Rifiuti liquidicon zolfo e
senza poterecalorifico
Rifiuti liquidisenza zolfo
ad alto poterecalorifico
H2SO4 (liquidi)
Mercurio (Hg)
Arsenico (As)
Cromo (Cr)
Vanadio (V)
Sostanze org. Ologenate
PCB/PCT
Potere Calorifico
Piombo (Pb)
Zinco (Zn)
Cobalto (Co)
Zolfo (solidi)
Cadmio e Tallio (Cd, TI)
Rame (Cu)
Antimonio (Sb)
Manganese (Mn)
Nichel (Ni)
Azoto totale
%
ppm
ppm
ppm
ppm
% CI
ppm
Kcal/kg
ppm
ppm
ppm
%
ppm
ppm
ppm
ppm
ppm%
% N
-
< 100
< 1
< 50
> 3500
< 10
< 100
<10%
< 10
> 10
< 100
< 1
< 50
> 1000
-
< 100
< 10000 ppm
< 10
-
< 100
< 1
< 50
-
> 10
< 100
<10%
< 10
> 10
< 100
< 1
< 50
-
- -
< 100
< 5000
< 10
< 10
< 100
< 1
< 50
> 3500
< 100
< 10000
< 10
R1 R6 R5 R6 R1
La somma dei 9 metalli evidenziati deve essere <40000 ppm per i rifiuti liquidi e 60000 per i rifiuti solidi, salvo i limiti individuati per Pb, Cu e As

5756
Non vi sono stati, nel periodo in esame, ritiri di rifiuti non pericolosi trattati in R6.
L’aspetto ambientale “rifiuti da trattare negli impianti” risulta non significativo. L’utilizzo controllato dei rifiuti all’interno del ciclo produttivo, è un punto di forza della Nuova Solmine – stabilimento di Serravalle Scrivia -. Il conferimento e successivo trattamento dei rifiuti pericolosi, consente di ottimizzare l’utilizzo delle materie prime e di avere un beneficio sull’ambiente.
ISAA/N = 2 ISAA/A = 8 ISAA/E = 8
I dati utilizzati precedentemente per il calcolo dell’indice (rifiuti trattati/acido prodotto) non tengono conto della concentrazione variabile di zolfo presente all’interno dei singoli rifiuti, e del coefficiente stechiometrico della reazione chimica alla base del processo.
Nella tabella in basso è stato introdotto un nuovo indice, che permette di valutare il risparmio annuo dello zolfo (materia prima). L’utilizzo di rifiuti contenenti zolfo e degli acidi spenti all’interno del ciclo produttivo, permette di risparmiare fino al 50% di materia prima, oltre che avere un conseguente beneficio per l’ambiente. Serbatoi adibiti allo stoccaggio dei rifiuti
V.1.6.2 Rifiuti prodotti
I rifiuti prodotti dallo stabilimento Nuova Solmine, sono costituiti principalmente da fanghi derivanti da TAS, ceneri originate dalla combustione dei forni, e da rifiuti prodotti normalmente da attività industriale e uffici.
Il controllo sui rifiuti prodotti viene effettuato nel seguente modo:
• per i fanghi originati dall’impianto di trattamento acque (identificati dal codice CER 190814) le analisi chimiche vengono effettuate con cadenza semestrale; • per le ceneri originate dal forno statico (identificate dal codice CER 190117*) e per i residui di combustione prodotti dal forno rotante (identificati dal codice CER 190117* denominate “matte di Nichel”) le analisi sono eseguite con cadenza annuale;• per tutti gli altri rifiuti prodotti dall’attività industriale le analisi chimiche vengono svolte, secondo necessità, in occasione della produzione ed in funzione del loro avvio a recupero e/o smaltimento; • per tutti i rifiuti prodotti viene effettuato il carico nel registro rifiuti di stabilimento.
Al momento della spedizione viene verificato l’effettivo peso del rifiuto avviato a recupero
e/o smaltimento. Successivamente, si procede alla compilazione del formulario di identificazione del rifiuto (FIR)e, nel caso di rifiuti pericolosi, alla compilazione telematica del Sistema di controllo sulla tracciabilità dei rifiuti SISTRI.
Infine, si effettua lo scarico del registro informatico (Registro di carico e scarico), e lo scarico del SISTRI.
A partire dal 1° ottobre 2013 in ottemperanza a quanto previsto dalla normativa vigente, la gestione dei rifiuti pericolosi in uscita è stata fatta anche con le registrazioni nel sistema SISTRI - Sistema di Tracciabilità dei Rifiuti.
Quindi anche per i rifiuti pericolosi prodotti dallo stabilimento di Serravalle Scrivia sono state adottate le procedure previste da SISTRI. Tali procedure prevedono la compilazione di schede di movimentazione, registrazione nel registro cronologico in affiancamento alla normale compilazione e registrazione dei formulari cartacei, tenuta dei registri di carico e scarico.
Le tabelle di seguito riportano i quantitativi di rifiuti smaltiti nel triennio indicato e regolarmente comunicati alle Autorità.
2013
34.158
67.287
0,55
37.238
2014
35.431
75.584
0,53
40.309
36.213
73.150
0,52
38.030
2015
TOTALE
Acido solforico e oleum (ton)
(*) valori espressi in ton.
Rifiuti trattati / Acido solforicoe oleum prodotto
Rifiuti pericolosi e non (ton)
Rifiuti pericolosi trattati in R6
2013 2014 2015
2013
67.287
22.004
9.749
12.255
55,69%
75.584
24.717
11.238
13.479
54.53%
2014
73.150
23.921
12.141
11.780
49.25%
2015
Quantità equivalente di zolfo (ton.)
Quantità di zolfo (materia prima) utilizzata in ton.
Quantità di materia prima risparmiata (ton.)
INDICE %
Quantità di acido solforico prodotto (ton.)
Recupero materia prima e risparmio materie prime

5958
Nella tabella in basso vengono indicati i quantitativi totali di rifiuti prodotti ed avviati a smaltimento/recupero presso terzi suddivisi tra i quantitativi inviati a smaltimento finale e quelli destinati al recupero
D1 “Deposito sul o nel suolo”D9 “Trattamento chimico-fisico”D13 “Raggruppamento preliminare”D15 “Deposito preliminare prima di una operazione di cui ai punti da D1 a D14”D14 “Ricondizionamento preliminare prima di una delle operazioni di smaltimento”
Si evidenzia che nel 2015 il quantitativo di rifiuti inviati a recupero è stato pari a circa il 30% del totale tornando sui livelli registrati nel 2013.Nella tabella in basso vengono mostrati i dati relativi ai rifiuti prodotti rapportati ai dati di produzione.
La maggior parte dei rifiuti pericolosi è costituita dal rifiuto identificato dal codice CER 190117*. Tale CER, corrispondente ai “rifiuti della pirolisi, contenenti sostanze pericolose”, include sia le ceneri di piroscissione del forno statico che le matte di nichel generate dall’esercizio del forno rotante.
Le ceneri del forno statico vengono regolarmente smaltite, mentre le matte di nichel sono soggette al mercato, e sono inviate a recupero in quanto fonte di materia prima.
Come analizzato in precedenza, la maggior parte dei rifiuti prodotti è costituita dalle ceneri derivanti dall’attività di incenerimento. Data la massima attenzione che l’Azienda rivolge a tale aspetto ambientale, si ritiene giustificabile assegnare una non significatività.
ISAA/N = 2 ISAA/A = 2 ISAA/E = 2
Codice Cer Denominazione
101103
150107
170203
170604
200301
060314
150102
160214
170405
190814
080318
150106
161106
170504
200138
2012
2,9
0,4
4,0
3,9
19,48
9.008
0
0,38
0
98,4
8.865
0,03
3,0
0
0
10,04
2013
3,3
0,1
15,3
5,1
29,22
7.448
0
0,02
0
32,6
7.167
0,02
3,4
0
170,9
20,34
2014
0
0,48
13,74
3,9
14,42
9.267
0
0,28
0
58,46
9.026
0,08
4,54
7,12
125,81
12,9
2015
0
0,72
12,6
5,62
34,5
9.137
0
0,42
0
0
8.940
0,04
0
0
125,66
17,2
D1
D15/D9
R13/D15;D15
D9/D15.
D1
D9
D15/D9
R13
R13
R13/D15/D1
R5
R13
D13
D1, D13
R13
scarti di materiali in fibra a base di vetro
imballaggi in vetro
plastica
materiali isolanti diversi da quelli di cui alle voci 170601 e 170603
rifiuti urbani non differenziati
sali e loro soluzioni, diversi da quelli di cui alle voci 060311 e 060313
imballaggi in plastica
apparecchiature fuori uso
ferro e acciaio
fanghi prodotti da altri trattamenti delle acque reflue industriali
toner per stampa esauriti
imballaggi in materiali misti
rivestimenti e materiali refrattari inutilizzabili
terra e rocce, diverse da quelle di cui alla voce 170503
legno, diverso da quello di cui alla voce 200137
(*) valori espressi in ton.
Rifiuti non pericolosi autoprodotti
Codice Cer Denominazione
160213*
160709*
170503*
190117*
060405*
160506*
161001*
170903*
190813*
130110*
160601*
161105*
190117*
200121*
2013
0
18,18
60,60
58,27
273
2,86
0
9,02
0
0,00
0
0,58
2,64
120,86
0,02
2014
0
1,68
29,47
73,94
343
0
0
0
0,46
0
0
0
49,67
187,62
0
2015
0
0
0
114,06
211
3,64
0
0
0
0
0
0
0
93,38
0
R13
D15
D9
D9
R13
D9
D15
D9
D15
D9
R13
R13
D9
R4
apparecchiature fuori uso, contenenti componenti pericolosi
rifiuti contenenti altre sostanze pericolose
terra e rocce, contenenti sostanze pericolose
rifiuti della pirolisi, contenenti sostanze pericolose (ceneri di piroscissione)
rifiuti contenenti altri metalli pesanti
sostanze chimiche di laboratorio contenenti da sostanze pericolose
soluzioni acquose di scarto, contenenti sostanze pericolose
altri rifiuti dell’attività di demolizione contenenti sostanze pericolose
fanghi contenenti sostanze pericolose
oli minerali per circuiti idraulici, non clorurati
batterie di piombo
rivestimenti e materiali refrattari contenenti sostanze pericolose
rifiuti della pirolisi, contenenti sostanze pericolose (matte di nichel)
tubi fluorescenti ed altri rifiuti contenenti mercurio
(*) valori espressi in ton.
Rifiuti non pericolosi autoprodotti
R4 “Riciclo/Recupero dei metalli e dei composti metallici”R5 “Riciclo/Recupero di altre sostanze inorganiche”R13 “Stoccaggio di rifiuti prima di operazioni di recupero”
28%
9.384
2.660
6.725
2015
18%
1.727
9.605
7.878
2014
5.510
2.210
7.721
29%
2013
TOTALE
Rifiuti inviati a smaltimento (D), ton.
Rifiuti inviati a recupero (R), ton.
Rifiuti prodotti inviati a recupero/ totale
2014
343
75.584
0,005
2015
211
73.150
0,003
273
67.287
0,004
2013
Acido solforico e oleum (ton.)
Rifiuti pericolosi (ton.)
INDICE
2014
9.267
343
9.610
75.584
0,13
2015
9.137
211
9.348
73.150
0,13
7.448
273
7.721
67.287
0,11
2013
PERICOLOSI
Acido solforico e oleum (ton.)
NON PERICOLOSI
Totale rifiuti prodotti (ton.)
INDICE
Totale rifiuti autoprodotti (ton.)
Produzione rifiuti pericolosi e non pericolosi (tonnellate)
Rifiuti prodotti / ton. prodotto
Rifiuti pericolosi prodotti / ton. prodotto
TOTALE
TOTALE

6160
V.1.7 Impatto visivo, rumore, odore ed inquinamento Elettromagnetico
L’impatto visivo è stato valutato nel 2009 durante il procedimento di rilascio del VIA. Dalla valutazione emerge che l’impatto visivo non risulta di particolare interesse ambientale in quanto lo Stabilimento è situato in prossimità del torrente Scrivia, distante dal centro abitato, protetto visivamente
Come stabilisce il D.P.C.M 14/11/1997, è stata effettuata la verifica dei livelli di rumore generati dall’attività industriale di Nuova Solmine SpA. Tali verifiche si sono eseguite all’interno del perimetro dell’azienda e lungo i suoi confini durante il periodo diurno. Le postazioni di misura più significative (1-2-3-8) sono quelle dislocate lungo il confine dello stabilimento, dal momento che i limiti assoluti della Zonizzazione Acustica si riferiscono “agli spazi utilizzati da persone e comunità” limitrofi all’area di pertinenza dell’attività stessa.
L’area occupata dall’azienda, nella quale sono state svolte le rilevazioni fonometriche, è inclusa dalla Zonizzazione Acustica del Comune di Serravalle Scrivia nella Classe V (aree prevalentemente industriali).
I limiti per tale classe nel periodo diurno risultano essere pari a:
70 dBA per l’immissione, ovvero il valore massimo di rumore che può essere immesso da una o più sorgenti sonore nell’ambiente abitativo o nell’ambiente esterno, misurato in prossimità dei ricettori;
Dai rilievi fonometrici risulta che in tutte le postazioni, il valore di livello equivalente di pressione sonora riscontrato risulta essere inferiore ai 70 dBA, limite di immissione, ma anche inferiore al limite di emissione di 65dBA. Solo nella postazione 2, si supera leggermente il valore soglia di emissione, ma essendo superiore solo di 0,5 dBA, si può considerare pienamente compatibile ai valori norma.
Impatto visivo
Rumore
Odore
Inquinamento elettromagnetico
dalla morfologia del terreno e dal terrapieno dell’autostrada.Dalle valutazioni effettuate, si ritiene che l’aspetto ambientale preso in esame non è significativo.
ISAA/N = 1 ISAA/A = 1 ISAA/E = 2
65 dBA per l’emissione, il valore massimo di rumore che può essere emesso da una sorgente sonora, misurato in prossimità della sorgente stessa.
L’aspetto ambientale “rumore” è sotto controllo. I valori di rumore misurato risultano nella norma.L’obiettivo di Nuova Solmine rimane quello di continuare a mantenere sotto controllo
Questa valutazione non viene effettuata mediante analisi strumentali; bensì viene utilizzata la valutazione olfattiva diretta.Negli anni scorsi non sono state formalizzate lamentele dai residenti delle zone confinanti, per odori, emissioni diffuse e fuggitive, derivanti dalle attività svolte nello
Nuova Solmine di Serravalle Scrivia ha effettuato campagne di misura di campo magnetico e campo elettrico. (D.Lgs. 81/08 – Titolo VIII-Protezione dei lavoratori dai rischi di esposizione a campi elettromagnetici).
I rilievi atti a determinare i livelli di campo elettromagnetico vengono effettuati nelle postazioni di lavoro maggiormente indicative; ovvero in corrispondenza delle postazioni di lavoro che usualmente vengono occupate durante una tipica giornata lavorativa.Sono stati misurati l’intensità di campo elettrico (E) e l’induzione magnetica (B) presenti nelle seguenti postazioni di lavoro:
stabilimento; per cui l’aspetto ambientale “odore” risulta essere poco rilevante.Di seguito sono riportati gli indici di significatività per l’aspetto ambientale “odore”.
ISAA/N = 2 ISAA/A = 8 ISAA/E = 8
• Cabina elettrica• Sala controllo monitor-spogliatoi• Sala controllo monitor• Soffiante
Per ogni punto di misura sono riportati i valori di picco ed il valore RMS, corrispondente al valore quadratico medio del campo elettrico e dell’induzione magnetica.
Sala controllo monitor
Sala controllo monitor - spogliatoi
Quadro elettrico
Soffiante
<1
E (V/m) B (μ/m)
<0,5 0,11
<5 <0,5 0,22
<0,5 <1 0,39
<1 <1 0,71
0,63
2,74
1,97
3,67
PiccoPostazione
PiccoRMS RMS
2008
<1
E (V/m) B (μ/m)
0,5 0,31
<5 <0,5
<0,5
<0,5
0,3
<3 0,48
0,48<6
0,55
2,92
1,8
4,79
Picco PiccoRMS RMS
2013
tale aspetto ambientale che influisce sia sull’ambiente circostante che sulla salute dei propri dipendenti.
ISAA/N = 4 ISAA/A = 8 ISAA/E = 8
Postazione1
Postazione2
Postazione3
Postazione8

6362
Dall’indagine effettuata risulta che le postazioni di lavoro analizzate sono caratterizzate da livelli di campo elettrico e magnetico molto bassi e di gran lunga inferiori a quelli previsti dalla normativa di riferimento.
Sono presenti all’interno dello stabilimento sostanze pericolose, sia come composti presenti nei rifiuti che come prodotti.
Per quanto riguarda i principali prodotti si evidenziano le seguenti tipologie:
• liquidi (oleum, acido solforico, soda, acido cloridrico, acqua ossigenata, alcool metilico); stoccati in serbatoi o contenitori dedicati e movimentati tramite pompe;• liquidi in pressione (ossigeno stoccato in serbatoi ed in bombole).• gas di processo (SO
3 e SO
2).
Si ritiene, che lo stabilimento non abbia fonti elettromagnetiche di potenziale impatto sull’ambiente e sull’uomo, pertanto tale aspetto ambientale risulta non significativo.
ISAA/N = 4 ISAA/A = 8 ISAA/E = 8
V.1.8 Sostanze pericolose
V.1.9 AmiantoIl personale dello stabilimento di Serravalle Scrivia è costantemente informato e formato sull’utilizzo delle sostanze pericolose presenti nel sito.Nella tabella in basso sono presenti tutte le sostanze pericolose utilizzate all’interno dello stabilimento, con le relative frasi di rischio e caratteristiche di pericolo.
I rifiuti pericolosi e non pericolosi fanno parte del ciclo produttivo di Nuova Solmine - Serravalle Scrivia.
La classificazione del rifiuto come pericoloso o non pericoloso, indispensabile ai fini del corretto recupero/smaltimento, si basa:
• sulla sua origine, il rifiuto viene classificato pericoloso unicamente in ragione dell’attività produttiva che lo ha generato;• sul contenuto di sostanze pericolose, determinato a seguito dell’analisi chimica.
Le specifiche dei rifiuti, e quindi le loro caratteristiche di pericolo e la loro compatibilità con il processo produttivo, vengono verificate annualmente mediante analisi chimiche. L’indice di significatività risulta essere il seguente:
ISAA/N = 2 ISAA/A = 8 ISAA/E = 8
Nello stabilimento viene effettuata, con cadenza quadriennale, un’indagine ambientale, che si propone di effettuare misure di verifica della qualità dell’aria nell’ambiente di lavoro durante il normale esercizio degli impianti in punti prestabiliti.Dalle analisi finora condotte, la concentrazione di fibre aerodisperse riscontrate nei locali monitorati dimostra una situazione ambientale nella norma con valori notevolmente inferiori ai limiti di legge attualmente in vigore. Inoltre viene effettuato un controllo visivo semestrale allo scopo di verificare lo stato di conservazione delle coperture contenenti amianto.Ciò nonostante Nuova Solmine ha avviato e realizzato, già da diversi anni, un piano volontario volto all’eliminazione delle coperture contenenti amianto presenti in stabilimento. Questo piano, inserito nel Piano di Miglioramento, è stato aggiornato nel 2014 con l’obbiettivo di rimuovere completamente, entro il 2016, tutte le coperture contenenti amianto ancora presenti in stabilimento.Nel corso del 2015 sono state rimosse, complessivamente 1.650 m2 delle suddette coperture pari a quasi il 70% della superficie totale.
Nuova Solmine di Serravalle Scrivia ha ritenuto significativo riportare i dati relativi alle superfici con amianto, osservando che, a fine 2015, tali coperture sono pari a circa il 6% delle superfici totali coperte.
A tal proposito, si ritiene che l’aspetto ambientale in questione sia non significativo.
ISAA/N = 4 ISAA/A = 8 ISAA/E = 8
Anidride solforosa
Idrossido di sodio (50%)
Acido cloridrico (35%)
Acqua ossigenata (20 - 35%)
Acqua ossigenata (35 - 50%)
Zolfo
Acido solforico
Oleum
Sostanze pericolose
R23 - R34
R35
R34 - R37
R22 - R41
R22 - R37-38 - R41
R38
R35
R14 - R35 - R37
Rischio
H314 - H331
H314 - H290
H290- H314 - H335
H302 - H318
H302 - H335 - H315 - H318
H315
H314
H335 - H314 - EUH014
Caratteristiche di pericolo
Frasi di rischio:R14 Reagisce violentemente con l’acquaR22 Nocivo per ingestioneR23 Tossico per inalazioneR34 Provoca ustioniR35 Provoca gravi ustioniR37 Irritante per le vie respiratorieR38 Irritante per la pelle
Caratteristiche di pericolo: H290 Può essere corrosivo per i metalliH302 Nocivo se ingeritoH314 Provoca gravi ustioni cutanee e gravi lesioni oculariH315 Provoca irritazioni cutaneeH318 Provoca gravi lesioni oculariH331 Tossico se inalatoH335 Può irritare le vie respiratorieEUH014 Reagisce violentemente con l’acqua
Amianto
2.500
13.500
18,5%
2014
850
13.500
6,3%
2015
superfici con coperturecontenenti amianto
totale delle superfici copertepresenti in stabilimento
% superfici con amianto /superfici coperte totali

6564
V.1.10 Formazione e informazionedel personale – sicurezza
Nuova Solmine ritiene determinante, per una buona gestione delle proprie attività e per l’applicazione e il miglioramento dei sistemi di gestione implementati, una corretta gestione delle risorse umane attraverso la continua formazione ed informazione del personale per quanto attinente la Qualità, l’Ambiente, la Sicurezza e la prevenzione degli infortuni e degli incidenti.Parimenti ritiene importante i rapporti con i propri fornitori ed in particolare quelli che svolgono interventi nel sito oggetto delle sue lavorazioni; per questo effettua una accurata scelta e qualifica monitorandone le prestazioni.Quanto sopra perché Nuova Solmine ritiene che una non buona gestione delle risorse umane possa portare il fattore umano ad essere una delle possibili, se non la più importante, fonte/causa di impatto ambientale.La formazione ed informazione del personale di Nuova Solmine, viene effettuata secondo programmi annuali definiti secondo quanto emerso dalle necessità espresse dai vari responsabili di reparto e dall’esame delle registrazioni della qualità del Sistema Integrato di Gestione effettuati durante i Riesami della Direzione.La formazione, l’informazione e il costante coinvolgimento del personale attraverso anche il RLSA, ha permesso il raggiungimento di zero infortuni INAIL ed è su questa strada che Nuova Solmine e tutto il suo Personale vuole proseguire.
Nella tabella in basso vengono riportati i dati relativi al numero di ore di formazione e al numero di ore lavorate. L’indice calcolato con il rapporto fra le ore di formazione e le ore lavorate, è legato all’inserimento di nuovi assunti.
Alla luce del D. Lgs 25/2002 – Valutazione dell’esposizione ad agenti chimici – e come riportato nel DVR allegato n° 11, Nuova Solmine ha valutato e stabilito di attuare le misure di sicurezza illustrate di seguito.
Rischio chimico da composti volatili a base di zolfo (SO
2, SO
3, H
2S)
La presenza di composti gassosi a base di zolfo è strettamente connessa all’attività dell’impianto.Data le caratteristiche di pericolosità dei prodotti in questione, l’Azienda provvede a monitorarne le concentrazioni in varie postazioni, tali monitoraggi hanno evidenziato valori degli inquinanti al di sotto dei valori limite di soglia (TVL-TWA) indicati dall’ ACGIH.Tutti i lavoratori addetti all’impianto, alle operazioni di carico-scarico prodotti, alla manutenzione sono sottoposti periodicamente a visita medica, esami ematochimici e spirometria. Per monitorare i rischi per la salute degli operatori derivanti dalla presenza di composti volatili a base di zolfo in ambiente di lavoro, l’Azienda ha stabilito di:
• Mantenere attivo ed efficiente il programma di monitoraggio ambientale;• Continuare ad effettuare controlli sanitari periodici.
Rischio chimico da rifiuti in ingresso, acido solforico e oleum
La caratteristica di pericolo principale per la maggior parte dei rifiuti in ingresso è la corrosività.L’esposizione ad agenti quali soluzioni di acido solforico a diverse concentrazioni (presenti sia come reagenti che come
Sicurezza del personale
prodotti), oleum (prodotto) è possibile, per lo più, in caso di guasti all’impianto e nei punti di prelievo prodotti, nonché durante le operazioni carico/scarico degli automezzi. Gli operatori addetti a tali operazioni sono muniti di specifici DPI (tuta antiacido e maschere), e i punti di carico e scarico, sono dotati di aspirazione localizzata. Tutti i monitoraggi periodici di acido solforico, hanno dato finora risultati soddisfacenti. Data la pericolosità degli agenti in questione, Nuova Solmine si pone l’obiettivo di monitorare i sistemi di sicurezza installati nelle “fasi critiche” sopra elencate, verificando costantemente lo stato di conservazione dei DPI e l’efficienza degli impianti di aspirazione presenti.
Rischio chimico da composti organici volatili
Alcune delle tipologie di rifiuti ritirati, contengono una percentuale consistente di sostanze organiche, che possono determinare la presenza di composti organici volatili in ambiente di lavoro. Sebbene tali materiali costituiscano solo una parte di quelli stoccati nei vari serbatoi, l’Azienda ha stabilito di tenere sotto controllo il rischio connesso alla presenza di tali agenti nell’aria mediante monitoraggi ambientali. I risultati dei monitoraggi effettuati periodicamente, hanno determinato valori molto bassi di tali composti.Si ritiene, inoltre, che l’esposizione a tali composti organici provenienti dai rifiuti liquidi ad alto potere calorifico sia limitato; in quanto vengono stoccati e movimentati mediante sistemi chiusi, non a contatto con l’aria.
Anno
2015
2013
2014
Ore lavorate
47.979
48.918
49.559
N. ore formazione
845
863
906
Ore formazioneOre lavorate
0,018
0,018
0,018
Totale ore formazione lavorate e affiancamento
Ore formazione procapite
Ore formazione/ore lavorate

6766
Rischio chimico da polveri
I materiali solidi in stoccaggio, soprattutto nelle fasi di movimentazione (ad esempio l’alimentazione del forno rotante) possono dare origine a polveri disperse in aria. Nuova Solmine effettua periodicamente dei controlli in ambiente di lavoro, e i risultati delle indagini finora effettuate, hanno fornito dei valori molto inferiori al TLV-TWA.
Rischio chimico da composti ausiliari al processo
Nell’impianto vengono utilizzati anche altri agenti chimici ausiliari, di cui si riassumono brevemente le caratteristiche e le modalità di manipolazione:
• Acido cloridrico al 33%: è stoccato in serbatoio ed utilizzato per il trattamento dell’acqua di processo. Viene approvvigionato mediante autobotte e movimentato mediante pompe e tubazioni, per cui il rischio di esposizione dei lavoratori è minimo, riconducibile soltanto a rotture o perdite di tubazioni ecc. • Soda caustica al 50%: è stoccata in due serbatoi distinti ed utilizzata per il trattamento delle acque di processo. Viene approvvigionata mediante autobotte e movimentata mediante pompe e tubazioni, per cui il rischio di esposizione dei lavoratori è ridotto al minimo, riconducibile soltanto a rotture o perdite di tubazioni ecc.• Acqua ossigenata al 35% (utilizzata nella sezione di abbattimento finale e per il trattamento delle acque di processo) è contenuta in due serbatoi e alimentata al processo tramite idonee tubazioni. Come nei casi precedenti, l’esposizione è ridotta al minimo e riconducibile soltanto a rotture e perdite di tubazioni.• Additivi per caldaia, in particolare:- Ammoniaca, - RODAX 701, prodotto per il trattamento antiossigeno: pur presentando caratteristiche corrosive, si ritiene che l’esposizione da parte dei lavoratori sia molto limitato. L’operatore si limita, all’occorrenza,
alla sostituzione del tappo del contenitore di RODAX 701 con uno provvisto di attacco per tubazione flessibile. L’alimentazione è in linea ed automatica. Tuttavia, Nuova Solmine si propone di ricercare sul mercato un composto equivalente ma meno pericoloso.
Dopo un’attenta valutazione e le tipologie di prodotti chimici utilizzati, si ritiene che l’esposizione dei lavoratori a detti agenti sia molto ridotta e che, pertanto, siano sufficienti le misure di sicurezza intraprese; ossia la corretta informazione del personale e la fornitura ai lavoratori di idonei DPI.
Rischio esposizione agenti fisici: Rumore
Per quanto riguarda il D.Lgs. 81/08 sulla valutazione dell’esposizione del personale ad agenti fisici quale rumore; Nuova Solmine con cadenza quadriennale, effettua dei rilievi fonometrici attraverso laboratori esterni qualificati. Nella tabella in basso, sono presenti i valori riscontrati dell’indagine effettuata nel 2014 da un laboratorio esterno specializzato.
Dall’ultima misurazione del livello di esposizione quotidiana personale (Lex 8h), è emerso che in nessuna posizione si è registrato un superamento di 80 decibel (limite previsto dalla normativa).
L’indice di significatività legato all’aspetto ambientale “formazione e informazione del personale – sicurezza” risulta essere il seguente:
ISAA/N = 4 ISAA/A = 4 ISAA/E = 8
Nonostante gli ottimi risultati raggiunti nella prevenzione degli infortuni, incidenti e quasi incidenti, Nuova Solmine, attraverso la formazione continua del personale, intende mantenere negli anni successivi una frequenza degli infortuni pari a zero.
V.2 Aspetti ambientali indiretti
V.2.1 Fornitori
Nel regolamento CE n. 1221 del 2009 del Parlamento Europeo e del Consiglio, riguardo l’adesione volontaria delle organizzazioni a un sistema comunitario di ecogestione e audit (EMAS), è definito l’ aspetto ambientale indiretto come:
un aspetto ambientale che può derivare dall’interazione di un’organizzazione con terzi e che può essere influenzato, in maniera ragionevole, da un’organizzazione.
Nuova Solmine – stabilimento di Serravalle Scrivia – per l’analisi degli aspetti ambientali indiretti relativi alla sua attività, ha ritenuto fondamentale non tralasciare aspetti significativi quali Fornitori e Trasporto.
Nuova Solmine di Serravalle Scrivia sceglie attentamente i propri fornitori, in particolare quelli che svolgono attività quotidianamente.Nello stabilimento sono presenti costantemente tre ditte esterne che affiancano i lavoratori di Nuova Solmine nelle operazioni di manutenzione ordinaria e straordinaria dell’impianto, del carico-scarico merci, e delle pulizie civili ed industriali degli ambienti. Il personale esterno è adeguatamente informato sui rischi del proprio lavoro, e appositamente formato sulle procedure interne dello stabilimento.Durante l’orario di lavoro, i lavoratori appartenenti alle ditte esterne, sono tenuti a
mantenere un apposito registro in cui sono registrate gli orari di ingresso ed uscita dallo stabilimento; inoltre sono tenuti ad indossare idonei DPI (Dispositivi di Protezione Individuale) e a rispettare il PEI (Piano di Emergenza Interno).
L’indice di significatività per l’aspetto ambientale indiretto “fornitori” è il seguente:
ISAA/N = 2 ISAA/A = 8 ISAA/E = 2
L’obiettivo che si è posta Nuova Solmine – stabilimento di Serravalle Scrivia – è quello di proseguire nel massimo coinvolgimento dei propri fornitori.
Nota: valori espressi in decibel e misurati sulle 8 ore
lavorative.
Addetti all’impianto H2SO
4 (turnisti)
Addetti all’impianto H2SO
4 (turnisti) con DPI
Addetti all’impianto H2SO
4 (giornalieri)
Addetti alla manutenzione
Addetti alla manutenzione con DPI
Ufficio entrata
Ufficio amministrazione
Addetti laboratorio
Mansione Livello esposizionePersonale
Lex, d8h
<80 dB (A) 75,7
71,8
72,3
78,9
75,6
63,2
57,7
64,2

6968
V.2.2 Trasporto VI Valutazione complessiva
La movimentazione interna dei prodotti (liquidi e gas) avviene esclusivamente per mezzo di condotte aeree o interrate. Tali tubazioni, fonti di possibile impatto ambientale, sono mantenute efficienti mediante controlli e manutenzioni periodiche. I rifiuti solidi, stoccati nell’apposito capannone, sono invece movimentati alla tramoggia del forno con mezzi meccanici.
Per quanto riguarda la spedizione del prodotto finito e il conferimento dei rifiuti/materie prime in ingresso, si utilizza il trasporto su strada. Per minimizzare i costi di trasporto e l’impatto ambientale, e soddisfare le esigenze dei clienti, viene costantemente aggiornato il programma dei conferimenti e delle spedizioni.
Tutte le spedizioni di merci pericolose, grazie al personale qualificato, avvengono nel pieno rispetto dell’Accordo per il trasporto di merci pericolose su strada (ADR).
Nelle tabelle di seguito vengono riportati i dati relativi alle cisterne movimentate annualmente.
In questa Dichiarazione Ambientale è stato valutato ogni singolo aspetto ambientale sia diretto che indiretto derivante dalla attività produttiva.Grazie all’attento monitoraggio delle proprie prestazioni ambientali, Nuova Solmine ha sviluppato un programma di miglioramento atto a ridurre e prevenire gli impatti ambientali.
Nuova Solmine ritiene che tutti gli aspetti ambientali, significativi e non debbano godere della massima e costante attenzione e che solo attraverso il corretto mantenimento di un Sistema di Gestione Integrato si possa operare in sicurezza e nel pieno rispetto dell’ambiente.
In seguito vengono riportati, in ordine decrescente e suddivisi per condizione operativa, gli Indici di Significatività degli Aspetti Ambientali (ISAA) presi in esame.
Gli andamenti annuali dei trasporti visti in precedenza, sono dipendenti dal mercato. Lo stabilimento Nuova Solmine di Serravalle Scrivia, a differenza dello stabilimento Nuova Solmine di Scarlino (GR), utilizza il trasporto su strada per l’approvvigionamento delle materie prime e la vendita dei prodotti.
La “Relazione del consulente per i trasporti di merci pericolose” non ha evidenziato nessun accadimento di incidenti, evidenziando un corretta gestione dei trasporti.
Gli indici di significatività sono:
ISAA/N = 4 ISAA/A = 8 ISAA/E = 8
L’obiettivo di Nuova Solmine rimane quello di ottimizzare i trasporti, attraverso il coinvolgimento e dialogo con i trasportatori e le Aziende conferitrici.
Rumore
Rifiuti trattati
Rifiuti prodotti
Inquinamento elettromagnetico
Emissioni in atmosfera
Trasporto
Sostanze pericolose
Suolo
Fornitori
Consumi idrici
Reflui idrici
Amianto
Serbatoio interrato
Formazione e informazione del personale - Sicurezza
Odore
Consumi energetici
Materie prime
Impatto visivo
4
2
2
4
6
4
2
4
2
2
4
4
8
4
2
1
1
1
ISAA/A
Valutazione aspetti ambientali in condizioni normali
Amianto
Suolo
Inquinamento elettromagnetico
Sostanze pericolose
Reflui idrici
Rumore
Formazione e informazione del personale - Sicurezza
Rifiuti trattati
Rifiuti prodotti
Impatto visivo
Serbatoio interrato
Odore
Emissioni in atmosfera
Trasporto
Fornitori
Consumi idrici
Materie prime
Consumi energetici
8
8
8
8
12
8
8
8
2
2
8
8
12
8
2
2
2
1
ISAA/A
Valutazione aspetti ambientali in condizioni emergenza
ARRIVI, cisterne/anno
2013
747
3
14
348
1.330
84
772
2
8
401
2014
1.440
102
762
2
0
434
2015
1.358
115
Materie prime
BTZ
Gasolio
Zolfo liquido
Rifiuti solidi e liquidi con zolfo
Rifiuti ad alto potere calorifico
Movimentazione e trasporto
SPEDIZIONI, cisterne/anno
2013
1.929
155
582
2.163
210
606
2014
2.442
170
751
2015
Acido solforico
Acido solforico diluito
Oleum
Movimentazione e trasporto
Rumore
Rifiuti trattati
Fornitori
Inquinamento elettromagnetico
Emissioni in atmosfera
Trasporto
Odore
Suolo
Materie prime
Amianto
Reflui idrici
Sostanze pericolose
Serbatoio interrato
Formazione e informazione del personale - Sicurezza
Rifiuti prodotti
Consumi idrici
Consumi energetici
ISAA/A
8
8
8
4
12
8
8
8
4
8
8
8
8
4
2
2
1
Valutazione aspetti ambientali in condizioni anormali
Impatto visivo 1

7170
VII Piano di miglioramento
Nuova Solmine, stabilimento di Serravalle Scrivia, nell’ottica di un miglioramento continuo sul piano ambientale e sicurezza, ha intrapreso e portato a termine alcuni progetti migliorativi. Nelle tabelle sono riportati tutti gli interventi realizzati, in corso e programmati, presenti nel piano
quinquennale del Programma di Gestione Ambientale e Sicurezza.La Direzione attraverso il monitoraggio e la valutazione delle prestazioni, definisce la priorità degli interventi ed elabora un Piano di miglioramento.
Miglioramento della gestione delle emergenze.
Interventi conclusi Obiettivo
Rimozione degli edifici in disuso.
Incrementare in modo significativo il volume disponibile per accumulare acque non conformi garantendo maggiore sicurezza. Inoltre con questo intervento si potrà dedicare tutta la capacità della attuale vasca di accumulo per le acque di prima pioggia.
Realizzazione di un tratto di tubazione in modo da inviare le aspirazioni dei serbatoi e del forno statico (in fermata di emergenza) direttamente all’interno del forno rotante.
Garantire maggiore sicurezza in fase di stoccaggio.
Ristrutturazione dell’edificio con l’obbiettivo di migliorare l’impatto visivo e la fruibilità delle infrastrutture di stabilimento.
Miglioramento della pavimentazione in alcune zone dello stabilimento, in particolare nella zona limitrofa allo stoccaggio dei rifiuti solidi.
Ampliamento e ammodernamento dell’area adibita allo stoccaggio dei rifiuti solidi, pavimentazione e muro perimetrale di contenimento per evitare fenomeni di dispersione accidentale in ambiente. Struttura ottimizzata per ottimizzare e facilitare la movimentazione dei mezzi meccanici, garantendo maggiore sicurezza.
Sostituzione casing della caldaia forno statico ed il sistema di soffiatura.
Intersezione che garantisce, tramite installazione di opportuna segnaletica, la sicurezza delle manovre per gli automezzi in ingresso/uscita dallo stabilimento.
Evitare la fuoriuscita di vapori durante le operazioni di scarico di alcuni rifiuti.
Maggiore sicurezza dell’argine posto a protezione dell’insediamento produttivo.
Messa in sicurezza dell’area interessata da inquinamenti pregressi, e ripristino della stessa mediante bonifica.
Revizione e implementazione del sistema di raffreddamento che utilizza acqua di pozzo.
Gestione delle emergenze
Vengono quasi del tutto soppresse eventuali emissioni gassose dei serbatoi. Riduzione del rischio di infiammabilità mediante ristrutturazione dei dispositivi di polmonazione con azoto, evitando anche la condensazione di acidi e miscele esplosive.
Inquinamento atmosferico, sicurezza
Aspetto ambientale
Aspetto visivo
Inquinamento idrico
Odore, inquinamentoAtmosferico, sicurezza
Stoccaggio materia prima, sicurezza
Impatto visivo
Aspetto visivo
Aspetto visivo, amianto, risorse energetiche
Aspetto visivo, sicurezza
Sicurezza
Odore
Emergenze, sicurezza
Contaminazione suolo e acque
Consumo risorse idriche
Anno
2008
2008
2008
2008
2009
2009
2009
2011
2011
2011
2013
2013
2014
Risorse
250K ¤
50K ¤
40K ¤
70K ¤
-
90K ¤
2,50M ¤
150K ¤
-
150K ¤
1,2M ¤
-
60K ¤
Demolizione di alcune aree edificate
Realizzazione nuova vasca dedicata alla raccolta delle acque di raffreddamento con conformi allo scarico in acque superficiali
Collegamento aspirazioni serbatoi a forno rotante
Realizzazioni nuovo stoccaggio zolfo liquido in sostituzione di uno degli attuali
Ristruturazione edificio sala controllo
Riasfaltatura di alcune parti della viabilità interna ammalorate da usura e intemperie
Rifacimento capannone stoccaggio dei rifiuti solidi
Sostituzione casing caldaia forno statico e sistema di soffiatura
Viabilità esterna ed accesso in stabilimento: intersezione strada in accesso allo stabilimento
Rifacimento / ristrutturazione circuiti di aspirazione di vapori da serbatoi di stoccaggio
Autorizzazione idraulica e consolidamento argine di stabilimento
Bonifica del sito “ex solfato di rame” DM/ e successiva 152/2006
Ottimizzazione e riduzione emungimento acqua dai pozzi
Nuovi interventi pianificati ObiettivoAspetto ambientaleAnno Risorse
Effettuare la ristrutturazione dell’edificio adibito ad uffici e della platea.
Impatto ambientaleentro il primo semestre 2016
10K ¤Ristrutturazione edificio uffici e platea antistante
Effettuare la strutturazione dell’area antistante agli spogliatoi e il locale caldaia.
Impatto ambientale-prevenzione inquinamento suolo e falda
entro il primo semestre 2016
10K ¤Ristrutturazione zona antistante spogliatoi e caldaia
Sostituire la carpenterie del forno statico (fermata agosto 2016).
Emissioni fuggitive-performancedi impianto
2016 400K ¤Rifacimento carpenteria e refrattari forno statico
Installazione di nuovi analizzatori e realizzazione di un box specifico in cui spostare gli analizzatori di processo per rendere più agevole gli interventi del personale e garantire miglior esercizio della strumentazione.
Controllo parametri di processo
2016-2017 50K ¤Nuovo sistema di analizzatori controllo parametri combustone
L’intervento prevede lo studio per una ottimizzazione dei consumi energetici e la possibilità di installare una nuova turbina.
Risparmio energeticostudio previsto 2016
da definire
Recupero energetico con nuova turbina
Impatto ambientale-prevenzione inquinamento suolo e falda
Realizzazione di interventi di adeguamento e sostituzione dei serbatoi di stoccaggio rifiuti e prodotti e delle aree di carico e scarico.
2016-2021 da definire
Miglioramenti ed adeguamenti aree di stoccaggio e serbatoi
Interventi conclusi ObiettivoAspetto ambientaleAnno Risorse
L’intervento prevede la regimazione delle acque meteoriche che, provenienti da monte verso lo stabilimento, interessano la zona magazzino ricambi.
Impatto ambientale in caso di allagamenti
2015 - 2016 500K ¤Regimazione acque meteoriche provenienti da monte verso lo stabilimento (zona magazzino ricambi)
Eliminare le coperture in eternit in Stabilimento e installare nuove coperture.
Impatto ambientaleentro la fine del 2016
70K ¤Rimozione completa delle coperture residue in eternit presenti in stabilimento e installazione delle nuove tettoie
Ristrutturazione dell’edifico destinato a magazzino ricambi con sostituzione della copertura (attualmente in eternit).
Impatto ambientale2016 - 2017 800K ¤Ristrutturazione magazzino ricambi danneggiato da alluvione ottobre 2014
Realizzazione segnaletica orizzontale per il nuovo pazziale di sosta e transito delle autobotti e sostituire/aggiornare la cartellonistica di stabilimento con la nuova area.
Impatto ambientale - evitare incidenti e possibilita’ di sversamenti
entro il primo semestre 2016
15K ¤Stesura segnaletica orizzontale della nuova viabilità e aggiornamento planimetrie stabilimento (cartellonistica)
Prosecuzione del piano approvato per il triennio 2015-2018.
Inquinamento del suolo e della falda
2015 - 2018 150K ¤Impermeabilizzazione bacini di contenimento dei serbatoi di stoccaggio rifiuti
Sostituzione di uno dei elettrofiltri presenti su impianto acido.
Emissioni2016 - 2017 600K ¤Sostituzione elettrofiltro

7372
VIII Principali normative e autorizzazioni ambientali applicabili
AspettoAmbientale
AspettoAmbientale
ACQUA(Risorse Idriche e Tutela delle acque dall’inquinamento)
D. Lgs. n. 152 del 03/04/2006 e s.m.i. - Norme in materia ambientale - Parte III -Norme in materia di difesa del suolo e lotta alla desertificazione, di tutela delle acque dall’inquinamento e di gestione delle risorse idriche
D. Lgs. n. 275 del 12/07/1993 - Riordino in materia di concessioni di acque pubbliche
Regio Decreto n. 1285 del 14/08/1920 - Regolamento per la derivazione ed utilizzazione di acque pubbliche
Regio Decreto n. 1175 del 11/12/1933 - Testo unico delle disposizioni di legge sulle acque ed impianti elettrici
L.R. 31 Maggio 2006 n. 20 e s.m.i. - Norma per la tutela delle acque dall’inquinamento
Decreto Pres. Giunta Reg. n. 46/R del 08/09/2008 e s.m.i. - Regolamento di attuazione della legge regionale 31 maggio 2006, n. 20 “Norme per la tutela delle acque dall’inquinamento”
•
••
•
•
•
ARIA D. Lgs. n. 152 del 03/04/2006 e s.m.i. - Norme in materia ambientale - Parte V - Norme in materia di tutela dell’aria e di riduzione delle emissioni in atmosfera
Legge Regionale 11 febbraio 2010, n. 9 - Norme per la tutela della qualità dell’aria ambiente
Regolamento (CE) n. 842 del 1 7/05/2006 “Regolamento del Parlamento Europeo e del Consiglio su taluni gas fluorurati ad effetto serra” e s.m.i.”
Direttiva 2003/87/CE del 14/07/2004 e s.m.i. - Piano nazionale d’assegnazione ‘ delle quote di emissioni dei gas effetto serra
Regolamento (CE) n. 166 del 18/01/2006 “Regolamento del Parlamento Europeo e del Consiglio relativo all’istituzione di un registro europeo delle emissioni e dei trasferimenti di sostanze inquinanti che modifica la direttive 91/689/CEE e 96/61/CE del Consiglio”
•
•
•
•
•
AMIANTO Legge n. 257 del 27/03/1 992 e s.m.i. - Norme relative alla cessazione dell’impiego dell’amianto.
DM n. 248 del 29/07/2004 - Regolamento relativo alla determinazione e disciplina delle attività di recupero dei prodotti e beni di amianto e contenenti amianto.
DM 06/09/1994 - Normative e metodologie tecniche di applicazione dell’art. 6, comma 3, e dell’art. 1 2, comma 2, della legge 27 marzo 1992, n. 257, relativa alla cessazione dell’impiego dell’amianto
•
•
•
CAMPIELETTROMAGNETICI
Legge n. 36 del 23/04/2001 - Legge quadro sulla protezione dalle campi elettrici, magnetici ed elettromagnetici
•
Principali riferimenti normativiPrincipali riferimenti normativi
INCIDENTI RILEVANTI
PREVENZIONE INCENDI
ENERGIA Decreto Legislativo 4 luglio 2014 n. 102 –“Attuazione della direttiva 2012/27/UE sull’efficienza energetica
Legge n. 1 0 del 09/01 /1991 e s.m.i. - Norme per l’attuazione del Piano energetico nazionale in materia di uso razionale dell’energia, di risparmio energetico e di sviluppo delle fonti rinnovabili di energia
Decreto Legislativo 4 luglio 2014 n. 102 –“Attuazione della direttiva 2012/27/UE sull’efficienza energetica
Legge n. 1 0 del 09/01 /1991 e s.m.i. - Norme per l’attuazione del Piano energetico nazionale in materia di uso razionale dell’energia, di risparmio energetico e di sviluppo delle fonti rinnovabili di energia
•
•
•
•
•
•
•
•
•
•
•
•
•
D.Lgs. n. 105 del 26/06/2015 - Attuazione della direttiva 2012/18/UE, relativa al controllo del pericolo di incidenti rilevanti connessi con sostanze pericolose - ed “Seveso ter”
D.Lgs. n. 238 del 21/09/2005 - Attuazione della direttiva 2003/105/Ce, che modifica la direttiva 96/82/Ce, sul controllo dei pericoli di incidenti rilevanti connessi con determinate sostanze pericolose
DM n. 138 del 26/05 2009 - Piani di emergenza interni - DLgs del 1 7/08/1 999, n. 334 - Consultazione del personale
DPCM 16 febbraio 2007 - Linee guida per l’informazione alla popolazione sul rischio industriale
DM del 19 marzo 2001 - Procedure di prevenzione incendi relative ad attività a rischio di incidente rilevante
DM del 09/08/2000 - D.Lgs. 334/1999 - Linee guida per l’attuazione del sistema di gestione della sicurezza
DM del 09/08/2000 - D.Lgs. 334/1999 - Modificazioni di impianti e di depositi, di processi industriali, della natura o dei quantitativi di sostanze pericolose
D.Lgs. n. 334 del 1 7/08/1999 e s.m.i. - Controllo dei pericoli di incidenti rilevanti connessi con determinate sostanze pericolose - (ed. “Seveso”) - Attuazione direttiva 96/82/Ce e successive modifiche ed integrazioni
D.P.R. 1 agosto 2011, n. 151 - Regolamento recante semplificazione della disciplina dei procedimenti relativi alla prevenzione degli incendi, a norma dell’articolo 49, comma 4-quater, del decreto-legge 31 maggio 2010, n. 78, convertito, con modificazioni, dalla legge 30 luglio 2010, n. 1 22
DM del 10/03/1998 - Criteri generali di sicurezza antincendio e per la gestione dell’emergenza nei luoghi di lavoro

7574
RUMORE
SUOLO E SOTTOSUOLO
TRASPORTO MERCI PERICOLOSE
IPPC
RIFIUTI
SALUTE E SICUREZZA
SOSTANZE E PREPARATI PERICOLOSI
DPCM del 1 /03/1991 e s.m.i. - Limiti massimi di esposizione al rumore negli ambienti abitativi e nell’ambiente esterno
Legge n. 447 del 26/10/1995 - Legge quadro sull’inquinamento acustico
D.M. del 11/12/1996 - Applicazione del criterio differenziale per gli impiantia ciclo produttivo continuo.
DPCM del 14/11/1997 - Determinazione dei valori limite delle sorgenti sonore
Legge Regionale n. 89 del 01 /1 2/1998 e s.m.i. - Norme in materia di inquinamento acustico.
D.Lgs. n. 1 52 del 03/04/2006 e s.m.i. - Norme in materia ambientale - Parte IV -Norme in materia di gestione dei rifiuti e di bonifica dei siti inquinati
D.Lgs. n. 35 del 27/01/201 0 - Attuazione della direttiva 2008/68/CE, relativa al trasporto interno di merci pericolose
ADR- RID-IMO - Accordo/Regolamento europeo relativo ai trasporti internazionali di merci pericolose
Modifiche normative alla parte II del D.Lgs. 152/06 e s.m.i., introdotte dal D.Lgs. 46/2014 - “Attuazione della direttiva 201 0/75/UE relativa alle emissioni industriali “Attuazione della direttiva 2010/75/UE relativa alle emissioni industriali integrate dell’inquinamento)”
D.Lgs. n. 152 del 03/04/2006 e s.m.i. - Norme in materia ambientale - Parte II Procedure per la Valutazione Ambientale Strategica (VAS), per la Valutazione d’Impatto Ambientale (Via) e per l’Autorizzazione Ambientale Integrata (IPPC)
D.M. del 31/01/2005 - Emanazione di linee guida per l’individuazione e l’utilizzazione delle migliori tecniche disponibili, per le attività elencate nell’allegato I del DLgs n. 372 del 04/08/1999
Legge Regionale n. 61 del 22/12/2003 - Norme in materia di autorizzazione integrata ambientale. Modifiche alla legge regionale 3 novembre 1 998 n. 79 (Norme per l’applicazione della valutazione di impatto ambientale)
D.M. del 23/11/2001 - Dati, formato e modalità della comunicazione di cui all’art. 1 0, c. 1, del DLgs n. 372 del 04/08/1999
DPR n.157 del 1 1/07/2011 - Regolamento di esecuzione del Regolamento (CE) n. 166/2006 relativo all’istituzione di un Registro europeo delle emissioni e dei trasferimenti di sostanze inquinanti e che modifica le direttive 91 /689/CEE e 96/61 /CE
D.Lgs. n. 209 del 22/05/1999 “Attuazione della direttiva 96/59/CE relativa allo smaltimento dei policlorodifenili (PCB) e dei policlorotrifenili (PCT)”
D. Lgs. n. 152 del 03/04/2006 e s.m.i. - Norme in materia ambientale - Parte IV -Norme in materia di gestione dei rifiuti e di bonifica dei siti inquinati
D.M. del 05/02/1998 e s.m.i. - Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di recupero ai sensi degli artt. 31 e 33 del D.Lgs n. 22 del 05/02/1997
D. Lgs. n. 81 del 09/04/2008 e s.m.i. - Attuazione dell’articolo 1 della legge 3 agosto 2007, n. 1 23, in materia di tutela della salute e della sicurezza nei luoghi di lavoro
D.Lgs. n. 52 del 3/02/1 997 - Attuazione della direttiva 92/32/CEE concernente classificazione, imballaggio ed etichettatura delle sostanze pericolose
D.Lgs. n. 65 del 14/03/2003 - Attuazione delle direttive 1 999/45/CE e 2001/60/CE relative alla classificazione, all’imballaggio e all’etichettatura dei preparati pericolosi
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Regolamento (CE) n. 1907/2006 del 18/12/2006 e s.m.i. - Concernente la registrazione, la valutazione, l’autorizzazione e la restrizione delle sostanze chimiche (REACH)
Regolamento (CE) n. 1272/2008 del 1 6 dicembre 2008 - Relativo alla classificazione, all’etichettatura e all’imballaggio delle sostanze e delle miscele che modifica e abroga le direttive 67/548/CEE e 1 999/45/CE e che reca modifica al regolamento (CE) n. 1 907/2006 (CLP)
D.Lgs. n. 145 del 28/07/08 - Attuazione della direttiva 2006/1 21/CE, che modifica la direttiva 67/548/CEE concernente il ravvicinamento delle disposizioni legislative, regolamentari ed amministrative in materia di classificazione, imballaggio ed etichettatura delle sostanze pericolose, per adattarle al regolamento (CE) n. 1 907/2006 concernente la registrazione, la valutazione, l’autorizzazione e la restrizione delle sostanze chimiche (REACH) e istituisce un’Agenzia europea per le sostanze chimiche
AspettoAmbientale
AspettoAmbientale
Principali riferimenti normativi Principali riferimenti normativi

76
IPPC (Emissioni in
atmosfera, scarichi idrici, impatto
acustico, suolo e sottosuolo, efficienza
energetica, rifiuti)
ACQUA
SUOLO E SOTTOSUOLO
VIA giunta provinciale di Alessandria (Delibera n. 123 prot. gen. 200900 del 18/03/2009
A.I.A. Det. DDAA2-74-2009 PROT.GEN 20090043169 del 27/03/2009 e s.m.i.
Attività IPPC 5,1 (gestione rifiuti conferiti da terzi) e IPPC 4,2 (produzione di acido solforico)
Autorizzazione idrica D.D 187-5181/Cod. Utenza AL373
AD.D 56671/Cod. Utenza AL424-Concessione d’uso acqua ind.le
Aut.Idr.N.313/Cod. utenza AL-A491-C.Pozzo Att..Acqua
Aut. Idr.Cod.Utenza AL-A-492-C. Scar. Acque piovane da monte a Stabilimento
D.M. 741/99
Autorizzazione Integrata Ambientale per l’esercizio dell’impianto chimico di Serravalle Scrivia della società Nuova Solmine
Concessione di derivazione acqua pubblica per uso industriale da n. 3 pozzi
Scarico acque piovane da monte stabilimento
Accettazione progetto per la bonifica dell’area denominata “ex solfato di rame”
AspettoAmbientale
Autorizzazione / concessione Oggetto
Per informazioni, approfondimentio richieste di copie, contattare: Direttore GeneraleSig. Walter PizzoniNuova Solmine S.p.A. Via Nuova Vignole, n. 3815069 – SERRAVALLE SCRIVIA (AL)Email: [email protected]