Embed Size (px)
Citation preview

UNIVERSIDAD RAFAEL LANDÌVAR
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA INDUSTRIAL
“ DISEÑO Y CONSTRUCCIÓN DE MÁQUINA PARA PINTADO DE BOTELLAS EN UNA LÍNEA DE
PRODUCCIÓN”
LUIS FERNANDO LABBÉ GIBERT
Guatemala, septiembre del 2004

AUTORIDADES DE LA UNIVERSIDAD RAFAEL LANDÌVAR
Rector: Lic. Gonzalo de Villa Vásquez, S.J.
Vicerrectora General: Lcda. Julia Guillermina Herrera Peña
Vicerrector Administrativo: Arq. Carlos Haeussler
Vicerrector Académico: Dr. René Eduardo Poitevin Dardón
Secretario General: Lic. Luis Quan Mack
Director Financiero: Ing. José Carlos Ricardo Vela Schippers
Director Administrativo: Ing. Otto Vinicio Cruz Porras

AUTORIDADES DE LA FACULTAD DE INGENIERÍA Decano Ing. Edwin Felipe Escobar Hill Vicedecano: Ing. Herbert Armando Smith Brolo Director del Departamento de Ingeniería Industrial:
Ingra. Yara Argueta
Director del Departamento de Ingeniería Mecánica:
Ing. Alejandro Basterrechea
Director del Departamento de Ingeniería Civil:
Ing. José Carlos Gil Rodríguez
Director del Departamento de Ingeniería en Informática:
Ing. Jorge Arturo Rivera Pérezgil
Director del Departamento de Ingeniería Química:
Ing. Ramiro Muralles Araujo
Director de Maestría en Administración Industrial:
Ing. Lionel Pineda López
Representante de Catedráticos:
Ing. Julio Aguilar Schaeffer
Representante Estudiantil: Br. Julio Barrios

ACTO QUE DEDICO
A mi Padre José Fernando Labbé Contreras Quien ha esperado mucho por este día.

Agradecimiento
A Terna Examinadora de la Defensa Privada de Tesis
Ingra. Karim Sofìa Paz Abdo Ing. Eduardo Barrios Bathen Ing. Sergio Godinez Gálvez
A mi catedrático de Tesis I
Ing. Luís Rodolfo Molina
A la empresa MATESA
Por dejarme desarrollar este proyecto dentro de su línea de producción.
A mi Asesor Ing. Renato Eduardo Andretta Roldán
A la Universidad Rafael LandÌvar Que siempre la recuerdo con cariño.
A todos mis Catedráticos Quienes me enseñaron lecciones invaluables para desarrollarme cada
día en el campo profesional.
ÍNDICE
MARCO I 1.1. Introducción………...…….……………………………………......... 2 1.2 Lo Escrito Sobre el Tema …………………………………………… 3 1.3 Marco Teórico… ………..…………………………………………….. 5 1.3.1 Neumática………………………………………………….. 5 1.3.2.Producción de Aire Comprimido ………………………….. 14 1.3.3 Reguladores de Presión…………………………………… 18 1.3.4 Elementos Neumáticos de Trabajo………………………. 27 1.3.5 Válvulas…………………………………………………….. 44 MARCO II PLANTEAMIENTO DEL PROBLEMA …………………………………............ 78
Antecedentes Y Diagnostico de la Empresa….…………………… 78 Planteamiento del Problema………………………………………… 78
2.1 Objetivos… ……………………………………………………………. 79 2.2 Hipótesis………………………………………………………………… 80 2.3 Variables………………………………………………………………… 80 2.4 Alcances y Límites……………………………………………………... 81 2.5 Aporte…………………………………………………………………... 82
MARCO III
EL MÉTODO……………………..………………………………………………... 83
3.1 Sujetos de Estudio…………………………………………………… 83
3.2 Instrumentos………………………………………………………….. 83
3.3 Procedimiento…….. ………………………………………………… 84
MARCO IV
RESULTADOS ……………………………………………………………………. 85
4.1 Observación……………..………………………………………………. 85
4.2 Desarrollo de Mecanismos ………………………………………………. 87
4.3 Diseño de las Piezas …………………………………………………….. 89
4.4 Diseño del Sistema Neumático ………………………………………….. 94
4.5 Calculo de Carrera y Diámetro de los Cilindros………………………… 95
4.6 Diseño del Sistema de Mando …………………………………………… 97
4.7 Sistema Neumático………………………………………………………. 98
4.8 Sistema Eléctrico………………………………………………………… 10
2
4.9 Análisis y Discusión…………………………………………………….. 10
4
MARCO V
DISCUSIÓN……………………………………………………………………… 10
8
5.1 Resumen….................................................................................................. 10

8
5.2 Conclusiones…….. ……………………………………………………... 10
9
5.3 Recomendaciones………………………………………………………. 11
0
MARCO VI
REFERENCIAS…………………………………………………………………… 11
2
ANEXOS…………………………………………………………………………… 11
4

RESUMEN EJECUTIVO
El diseño de maquinas es de vital interés para el desarrollo de la industria, desde la
revolución industrial hasta nuestros días sigue siendo la punta de lanza en el desarrollo industrial.
Mejores maquinas hacen productos de mejor calidad, mas durables y más económicos.
La automatización de procesos tiene como objetivo liberar a los operarios de tareas
repetitivas y dejar estas a maquinas que puedan reproducir con mayor exactitud estos procesos
una y otra vez.
La neumática nos brinda una fuerza de trabajo económica y versátil. Este trabajo describe
los accesorios más importantes que se tienen hoy en día, para construir maquinas que logren
hacer estas funciones. Este es el caso en el que se enfoca este estudio, tomando las operaciones
manuales dentro de una línea de pintura de envases de vidrio, y desarrollando paso a paso una
maquina de fuerza neumática que copie estos movimientos del operario.
La maquina es particularmente interesante ya que tiene movimientos en las tres
dimensiones y deben poder ser ajustados según el producto que va sobre la línea. Adicionalmente
debe de poder tener un tiempo preciso para poder estar sincronizada con la línea de producción.
El diseño y construcción presentaron retos muy interesantes, los cuales fueron resueltos
paso a paso hasta definir finalmente la forma que tenía que tener. Para el diseño de las piezas se
utilizó un paquete de software que permite trabajar en tres dimensiones. Seguidamente estas se
fabricaron y se ensamblaron según los planos finales. El diagrama de control fue diseñado de
último y cumple con las condiciones del proceso.
Finalmente se logró construir la maquina que sustituyera la operación de pintura dentro de
la línea, mejorando los tiempos de la operación así como la calidad en el acabado final del
producto. Es una maquina hecha a la medida para este proceso por lo tanto es única en su tipo.
Sin embargo la forma de diseño puede ser aplicada a otros procesos industriales que requieren ser
automatizados.

MARCO I
1.1 INTRODUCCIÓN
La neumática constituye una herramienta muy importante dentro del control
automático en la industria. El diseño de máquinas es una de las ramas más
apasionantes del campo de la ingeniería. Desde sus inicios el hombre aprendió a
utilizar y construir herramientas, la piedra angular del desarrollo de la humanidad.
Tanto la construcción de máquinas como herramientas tienen como objetivo lograr
tareas sobrehumanas o simplemente mejorar en velocidad y precisión las
actividades humanas.
Este trabajo de campo está enfocado específicamente en los pasos a seguir para
el desarrollo de máquinas neumáticas, iniciando sobre la situación actual y
finalizando con un modelo que funciona adecuadamente.
La investigación toma una tarea manual en una línea de producción de pintado de
botellas y transforma esta tarea repetitiva en una automatizada. De esta forma se
obtiene una mejor calidad en el acabado de la pintura así como uniformidad en el
producto terminado.
Para lograrlo, se analizaron todos los parámetros de las tareas manuales,
movimientos, tiempos y diferentes aplicaciones dentro de la línea. Este fue el

punto de partida para diseñar y fabricar una máquina que pueda automatizar este
proceso.
1.2 LO ESCRITO SOBRE EL TEMA
Quan Luna, (1997) escribió “Manual de Prácticas de Laboratorio de
Neumática Para La Facultad de Ingeniería URL” Guate mala, URL 1,997
“Como consecuencia de la automatización, la fuerza de trabajo manual ha sido
reemplazada por otras formas de energía, siendo una de ellas el aire comprimido.
Aunque es una fuente cara de energía, ofrece indudables ventajas. Una de ellas
es que el costo energético es despreciable junto al que se paga en salarios, costos
de adquisición y costo de mantenimiento.
En Guatemala, el uso del aire comprimido se reduce a muy pocos usos, algunos
de ellos no compensan el gasto en equipo, como lo son la pintura, herramienta
hidráulica y algunas máquinas con sistemas de funcionamiento hidráulico. Son
muy pocos los lugares donde se diseñan sistemas de fuerza tales como cilindros
neumáticos para reemplazar fuerza humana o la utilización de aire comprimido
para automatizar procesos.
Con el presente manual se pretende dar los conocimientos básicos en la materia,
de manera que el estudiante en un futuro, o bien un profesional, puedan hacer uso

de ellos y llenar ese vacío tecnológico que sufre nuestra industria
El presente manual logro recopilar los conocimientos básicos y ejercicios para que
el estudiante desarrolle sus conocimientos de neumática y puedan ser aplicados
en su vida profesional
Se recomienda que se continúe con este manual para cursos mas avanzados en
automatización de procesos.”
Chang Aquino, (1999) investigo: “Neumática Industri al Teoría y Práctica para
el equipo Festo Didactic del Laboratorio de la Univ ersidad Rafael Landívar”
“La Neumática es una herramienta sumamente útil en la automatización de
procesos, entre mas modernas son las máquinas vienen con mas neumática. El
aire comprimido es un medio versátil, puede utilizarse como medio de trabajo
(potencia) o bien, como medio de control (válvulas y sensores de posición). A su
vez, puede adaptarse al rápido avance en la tecnología puesto que los elementos
de potencia pueden ser comandados por autómatas (Controles lógicos
Programables).
Este trabajo de tesis pretende enseñar la Neumática Industrial Básica como
herramienta de automatización de procesos industriales a través de la explicación
de los elementos neumáticos y su aplicación en prácticas de laboratorio con el
equipo Festo Didactic TP101 de la Universidad Rafael Landívar.

Fundamentalmente se persigue el desarrollo sistemático de circuitos neumáticos,
mediante la acción alternativa de teoría y práctica. Conocer el funcionamiento de
los elementos neumáticos y aplicarlos inmediatamente en el desarrollo de
sistemas.
Gracias a la didáctica de la guía, el alumno desarrollará su ingeniería en el diseño
de posibles soluciones para los ejercicios. Al finalizar todos los ejercicios
propuestos, será capaz de diseñar un sistema neumático de automatización propio
Se recomienda que el catedrático fomente proyectos que resuelvan problemas
actuales en las distintas ramas de la industria Guatemalteca”
1.3 MARCO TEÓRICO
1.3.1 NEUMÁTICA
El aire comprimido es una de las formas de energía más antiguas que conoce el
hombre y aprovecha para reforzar sus recursos físicos.
El descubrimiento consciente del aire como medio - materia terrestre - se remonta
a muchos siglos, lo mismo que un trabajo más o menos consciente con dicho
medio.
El primero del que sabemos con seguridad es que se ocupó de la neumática, es
decir, de la utilización del aire comprimido como elemento de trabajo, fue el griego
KTESIBIOS. Hace más de dos mil años, construyó una catapulta de aire
comprimido. Uno de los primeros libros acerca del empleo del aire comprimido

como energía procede del siglo I de esta era, y describe mecanismos accionados
por medio de aire caliente.
De los antiguos griegos procede la expresión "Pneuma", que designa la
respiración, el viento y, en filosofía, también el alma.
Como derivación de la palabra "Pneuma" se obtuvo, entre otras cosas el concepto
Neumática que trata los movimientos y procesos del aire.
Aunque los rasgos básicos de la neumática se cuentan entre los más antiguos
conocimientos de la humanidad, no fue sino hasta el siglo pasado cuando
empezaron a investigarse sistemáticamente su comportamiento y sus reglas. Sólo
desde aproximadamente 1950 se puede hablar de una verdadera aplicación
industrial de la neumática en los procesos de fabricación.
Es cierto que con anterioridad ya existían algunas aplicaciones y ramos de
explotación como por ejemplo en la minería, en la industria de la construcción y en
los ferrocarriles (frenos de aire comprimido).
La irrupción verdadera y generalizada de la neumática en la industria no se inició,
sin embargo, hasta que llegó a hacerse más acuciante la exigencia de una
automatización y racionalización en los procesos de trabajo.
A pesar de que esta técnica fue rechazada en un inicio, debido en la mayoría de
los casos a falta de conocimiento y de formación, fueron ampliándose los diversos
sectores de aplicación.

En la actualidad, ya no se concibe una moderna explotación industrial sin el aire
comprimido. Este es el motivo de que en los ramos industriales más variados se
utilicen aparatos neumáticos.
1.3.1.1 Propiedades del aire comprimido
La neumática se ha expandido en corto tiempo relativamente. Esto se debe, entre
otras cosas, a que en la solución de algunos problemas de automatización no
puede disponerse de otro medio que sea más simple y más económico. (Millan
1996)
¿Cuáles son las propiedades del aire comprimido que han contribuido a su
popularidad?
· Abundante: Está disponible para su compresión prácticamente en todo el mundo,
en cantidades ilimitadas.
· Transporte: El aire comprimido puede ser fácilmente transportado por tuberías,
incluso a grandes distancias. No es necesario disponer tuberías de retorno.
· Almacenable: No es preciso que un compresor permanezca continuamente en
servicio. El aire comprimido puede almacenarse en depósitos y tomarse de éstos.
Además, se puede transportar en recipientes (botellas).
· Temperatura: El aire comprimido es insensible a las variaciones de temperatura,
garantiza un trabajo seguro incluso a temperaturas extremas.

· Antideflagrante: No existe ningún riesgo de explosión ni incendio; por lo tanto, no
es necesario disponer instalaciones antideflagrantes, que son caras.
· Limpio: El aire comprimido es limpio y, en caso de faltas de estanqueidad en
elementos, no produce ningún ensuciamiento Esto es muy importante por ejemplo,
en las industrias alimenticias, de la madera, textiles y del cuero.
· Constitución de los elementos: Permite la elaboración de elementos y accesorios
que funcionan con aire comprimido de forma simple y económica.
· Velocidad: Es un medio de trabajo muy rápido y, por eso, permite obtener
velocidades de trabajo muy elevadas. (La velocidad de trabajo de cilindros
neumáticos pueden regularse sin escalones.)
· A prueba de sobrecargas: Las herramientas y elementos de trabajo neumáticos
pueden hasta su parada completa sin riesgo alguno de sobrecargas.
Para delimitar el campo de utilización de la neumática es preciso conocer también
las propiedades adversas.
· Preparación: El aire comprimido debe ser preparado, antes de su utilización. Es
preciso eliminar impurezas y humedad (al objeto de evitar un desgaste prematuro
de los componentes).
· Compresible: Con aire comprimido no es posible obtener para los émbolos
velocidades uniformes y constantes.
· Fuerza: El aire comprimido es económico sólo hasta cierta fuerza. Condicionado

por la presión de servicio normalmente usual de 700 kPa (7 bar), el límite, también
en función de la carrera y la velocidad, es de 20.000 a 30.000 N (2000 a 3000 kp).
· Escape: El escape de aire produce ruido. No obstante, este problema ya se ha
resuelto en gran parte, gracias al desarrollo de materiales insonorizantes.
· Costos: El aire comprimido es una fuente de energía relativamente cara; este
elevado costo se compensa en su mayor parte por los elementos de precio
económico y el buen rendimiento (cadencias elevadas).
1.3.1.2 Rentabilidad de los equipos neumáticos
Como consecuencia de la automatización y racionalización, la fuerza de trabajo
manual ha sido reemplazada por otras formas de energía; una de éstas es
muchas veces el aire comprimido. (Vitoria, 2003)
Un ejemplo es el traslado de paquetes, accionamiento de palancas, transporte de
piezas etc.
El aire comprimido es una fuente cara de energía, pero, sin duda, ofrece
indudables ventajas. La producción y acumulación del aire comprimido, así como
su distribución a las máquinas y dispositivos suponen gastos elevados. Pudiera
pensarse que el uso de aparatos neumáticos está relacionado con costos
especialmente elevados. Esto no es exacto, pues en el cálculo de la rentabilidad
es necesario tener en cuenta, no sólo el costo de energía, sino también los costos

que se producen en total. En un análisis detallado, resulta que el costo energético
es despreciable junto a los salarios, costos de adquisición y costos de
mantenimiento.
1.3.1.3 Fundamentos físicos
La superficie del globo terrestre está rodeada de una envoltura aérea. Esta es una
mezcla indispensable para la vida y tiene la siguiente composición:
Nitrógeno aproximadamente 78% en volumen
Oxígeno aproximadamente 21% en volumen
Además contiene trazas, de bióxido de carbono, argón, hidrógeno, neón, helio,
criptón y xenón.
Para una mejor comprensión de las leyes y comportamiento del aire se indican en
primer lugar las magnitudes físicas y su correspondencia dentro del sistema de
medidas. Con el fin de establecer aquí relaciones inequívocas y claramente
definidas, los científicos y técnicos de la mayoría de los países han acordado un
sistema de medidas que sea válido para todos, denominado "Sistema
internacional de medidas", o abreviado "SI".
La exposición que sigue ha de poner de relieve las relaciones entre el "sistema
técnico" y el "sistema de unidades SI".
La combinación entre los sistemas internacional y técnico de medidas está
constituida por la Ley de Newton Fuerza = Masa x Aceleración

F = m x a, siendo a la aceleración de la gravedad
g = 9.81 m/s²
Para convertir las magnitudes antes indicadas de un sistema a otro rigen los
siguientes valores de conversión.
Masa 1 Kg = 1/9.81 N
Temperatura Diferencia de temperatura 1º C = 1 K (Kelvin)
Punto cero 0º C = 273 K (Kelvin)
Presión Además de las unidades indicadas en la relación (en el
sistema técnico, así como bar y Pa en el sistema SI). Se
utilizan a menudo otras designaciones. Al objeto de
completar la relación, también se citan a continuación.
a. Atmósfera, at (presión absoluta en el sistema técnico de medidas 1 at = 1
kp/cm² = 0.981 bar (98.1kPa)
b. Pascal, Pa Bar, bar (presión absoluta en el sistema de unidades)
1 Pa = 1 N / m² = 1E-5 bar
1 bar = 1E-5 / m² = 1E-5 Pa = 1.02 at
c. Atmósfera física, at (presión absoluta en el sistema físico de medidas)
1 atm = 1.033 at = 1.013 bar (101.3 kPa)
d. Milímetros de columna de agua, mm de col. de agua 10,000 mm ca = 1 at
= 0.981 bar (98.1 kPa)
e. Milímetros de columna de mercurio, mm Hg (corresponde a la unidad de
presión Torr)
1 mm Hg = 1 Torr
1 at = 736 Torr, 100 kPa (1bar) = 750 Torr
Como sobre la tierra todo está sometido a la presión atmosférica no notamos ésta.
Se toma la correspondiente presión atmosférica Pamb como presión de referencia
y cualquier divergencia de ésta se designa de sobrepresión Pe. Como se ve en el
siguiente diagrama no. 1.

Diagrama No. 1 Presiones absoluta y relativa.
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
La presión de aire no siempre es la misma. Cambia según la situación geográfica
y el tiempo. La zona desde la línea del cero absoluto hasta la línea de referencia
variable se llama esfera de depresión (-Pe) la superior se llama esfera de
sobrepresión (+Pe).
La presión absoluta Pabs. Consiste en la suma de las presiones -Pe y +Pe. En la
práctica se utilizan manómetros que solamente indican la sobrepresión +Pe. Si se
indica la presión Pabs. El valor es unos 100 kPa (1 bar) más alto.
Con la ayuda de las magnitudes básicas definidas pueden explicarse las leyes
físicas fundamentales de la aerodinámica.

1.3.1.3.1 El aire es compresible
Como todos los gases, el aire no tiene una forma determinada. Toma la del
recipiente que lo contiene o la de su ambiente. Permite ser comprimido
(compresión) y tiene la tendencia a dilatarse (expansión).
La ley que rige estos fenómenos es la de Boyle-Mariotte.
A temperatura constante, el volumen de un gas encerrado en un recipiente es
inversamente proporcional a la presión absoluta, o sea, el producto de la presión
absoluta y el volumen es constante para una cantidad determinada de gas.
Este ley demuestra mediante el siguiente ejemplo, figura no. 2.
Figura no. 2 Ejemplo Ley de Boyle-Mariotte
, Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.3.1.3.2 El volumen del aire varía en función de l a temperatura
Si la presión permanece constante y la temperatura se eleva 1 K partiendo de 373

K, el aire se dilata 1/273 de su volumen.
Esto demuestra la ley de Gay – Luzac
V1 / V2 = T1 / T2 V1 = Volumen a la temperatura T1
V2= Volumen a la temperatura T2
De donde V2 = V1 x T2 / T1
La variación de volumen ∆V es:
∆V = V2 – V1
∆V = V1 x T2/T1 – V1
∆V = V1 x (T2 – T1) / T1
Lo mismo vale para V2:
V2 = V1 + ∆V
V2 = V1 + V1/T1 (T2 – T1)
Las ecuaciones anteriores tienen validez únicamente cuando las temperaturas se
indican en K. Las temperaturas indicadas en ºC deben de convertirse, por tanto
en K.

1.3.2 PRODUCCIÓN DE AIRE COMPRIMIDO
1.3.2.1 Generadores
Para producir aire comprimido se utilizan compresores que elevan la presión del
aire al valor de trabajo deseado. Los mecanismos y mandos neumáticos se
alimentan desde una estación central. Entonces no es necesario calcular ni
proyectar la transformación de la energía para cada uno de los consumidores. El
aire comprimido viene de la estación compresora y llega a las instalaciones a
través de tuberías.
Los compresores móviles se utilizan en el ramo de la construcción o en máquinas
que se desplazan frecuentemente.
En el momento de la planificación es necesario prever un tamaño superior de la
red, con el fin de poder alimentar aparatos neumáticos nuevos que se adquieran
en el futuro. Por ello, es necesario sobredimensionar la instalación, al objeto de
que el compresor no resulte más tarde insuficiente, puesto que toda ampliación
ulterior en el equipo generador supone gastos muy considerables.
Es muy importante que el aire sea puro. Si es puro el generador de aire
comprimido tendrá una larga duración. También debería tenerse en cuenta la
aplicación correcta de los diversos tipos de compresores.
Diagrama de caudal

En este diagrama están indicadas las zonas de cantidades de aire aspirado y la
presión para cada tipo de compresor. (Figura no. 3)
Figura No. 3 Diagrama de caudal

Fuente: Festo Pneumatic (1996). Programa de Fabricación

1.3.2.2 Tipos de compresores
Según las exigencias referentes a la presión de trabajo y al caudal de suministro,
se pueden emplear diversos tipos de construcción.
Se distinguen dos tipos básicos de compresores:
El primero trabaja según el principio de desplazamiento. La compresión se obtiene
por la admisión del aire en un recinto hermético, donde se reduce luego el
volumen. Se utiliza en el compresor de émbolo (oscilante o rotativo).
El otro trabaja según el principio de la dinámica de los fluidos. El aire es aspirado
por un lado y comprimido como consecuencia de la aceleración de la masa
(turbina). Ver figura no. 4
Figura no. 4 Tipo de Compresores

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.3.3 REGULADORES DE PRESIÓN
1.3.3.1 Regulador de presión con orificio de escap e
El regulador tiene la misión de mantener la presión de trabajo (secundaria) lo más
constante posible, independientemente de las variaciones que sufra la presión de
red (primaria) y del consumo de aire. La presión primaria siempre ha de ser mayor
que la secundaria. Es regulada por la membrana (1), que es sometida, por un
lado, a la presión de trabajo, y por el otro a la fuerza de un resorte (2), ajustable
por medio de un tornillo (3).
A medida que la presión de trabajo aumenta, la membrana actúa contra la fuerza
del muelle. La sección de paso en el asiento de válvula (4) disminuye hasta que la
válvula cierra el paso por completo. En otros términos, la presión es regulada por
el caudal que circula.
Al tomar aire, la presión de trabajo disminuye y el muelle abre la válvula. La
regulación de la presión de salida ajustada consiste, pues, en la apertura y cierre
constantes de la válvula. Al objeto de evitar oscilaciones, encima del platillo de
válvula (6) hay dispuesto un amortiguador neumático o de muelle (5). La presión
de trabajo se visualiza en un manómetro.
Cuando la presión secundaria aumenta demasiado, la membrana es empujada
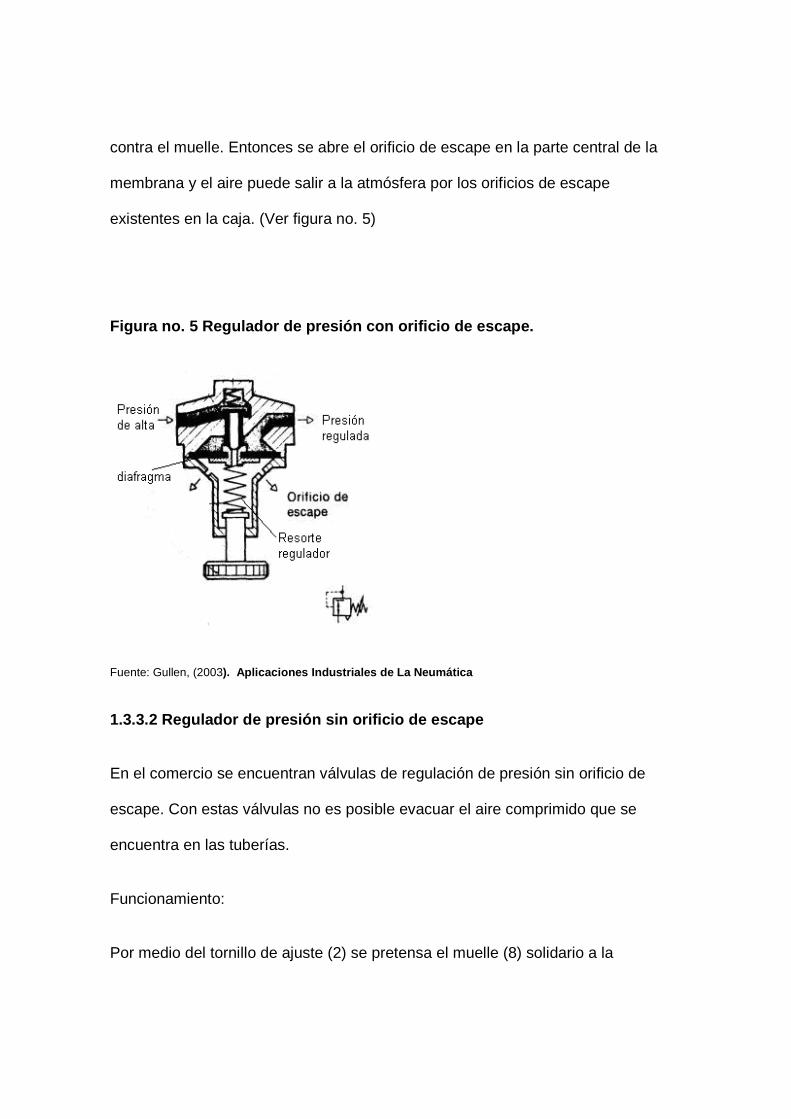
contra el muelle. Entonces se abre el orificio de escape en la parte central de la
membrana y el aire puede salir a la atmósfera por los orificios de escape
existentes en la caja. (Ver figura no. 5)
Figura no. 5 Regulador de presión con orificio de e scape.
Fuente: Gullen, (2003). Aplicaciones Industriales de La Neumática
1.3.3.2 Regulador de presión sin orificio de escape
En el comercio se encuentran válvulas de regulación de presión sin orificio de
escape. Con estas válvulas no es posible evacuar el aire comprimido que se
encuentra en las tuberías.
Funcionamiento:
Por medio del tornillo de ajuste (2) se pretensa el muelle (8) solidario a la

membrana (3). Según el ajuste del muelle (8), se abre más o menos el paso del
lado primario al secundario. El vástago (6) con la membrana (5) se separa más o
menos del asiento de junta.
Si no se toma aire comprimido del lado secundario, la presión aumenta y empuja
la membrana (3) venciendo la fuerza del muelle (8). El muelle (7) empuja el
vástago hacia abajo, y en el asiento se cierra el paso de aire. Sólo después de
haber tomado aire del lado secundario, puede afluir de nuevo aire comprimido del
lado primario. (Ver figura no. 6)
Figura no. 6 Regulador de presión sin orificio de escape
Fuente: Gullen, (2003). Aplicaciones Industriales de La Neumática
1.3.3.4 Lubricador de aire comprimido
El lubricador tiene la misión de lubricar los elementos neumáticos en medida
suficiente. El lubricante previene un desgaste prematuro de las piezas móviles,
reduce el rozamiento y protege los elementos contra la corrosión.
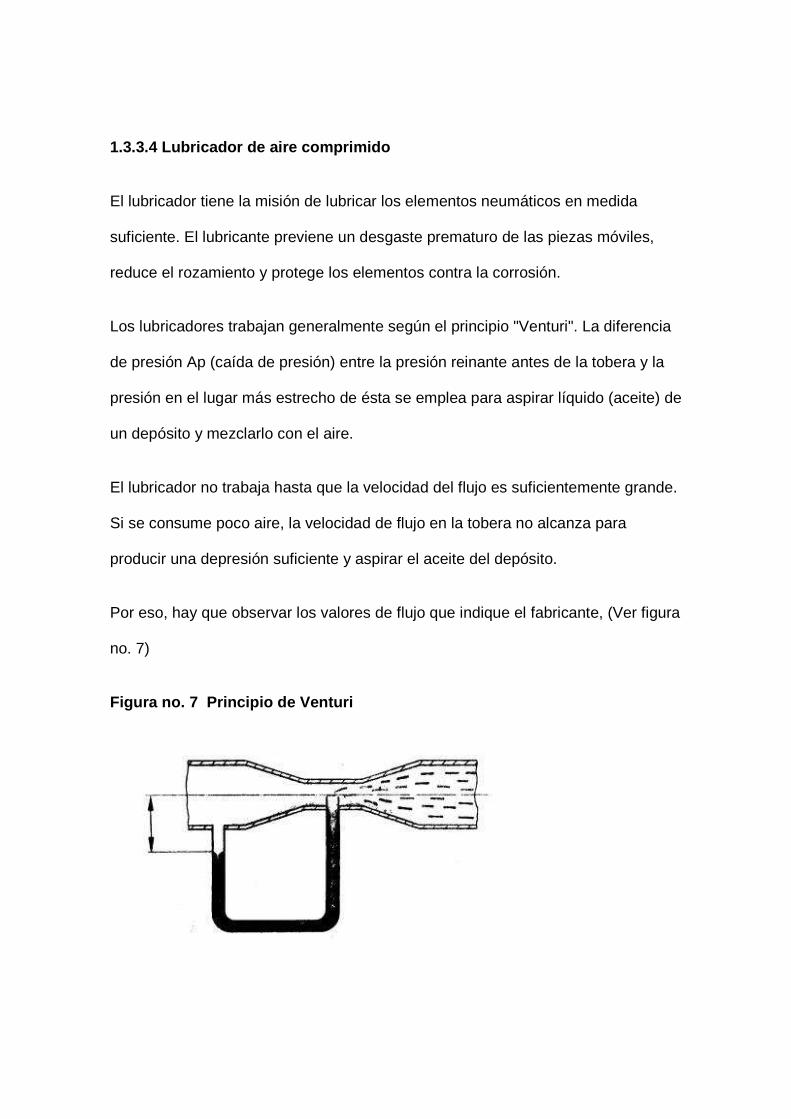
Los lubricadores trabajan generalmente según el principio "Venturi". La diferencia
de presión Ap (caída de presión) entre la presión reinante antes de la tobera y la
presión en el lugar más estrecho de ésta se emplea para aspirar líquido (aceite) de
un depósito y mezclarlo con el aire.
El lubricador no trabaja hasta que la velocidad del flujo es suficientemente grande.
Si se consume poco aire, la velocidad de flujo en la tobera no alcanza para
producir una depresión suficiente y aspirar el aceite del depósito.
Por eso, hay que observar los valores de flujo que indique el fabricante, (Ver figura
no. 7)
Figura no. 7 Principio de Venturi

Fuente: Gullen, (2003). Aplicaciones Industriales de La Neumática
1.3.3.4.1 Funcionamiento de un lubricador
El lubricador mostrado en la figura no. 8 trabaja según el principio Venturi. El aire
comprimido atraviesa el aceitador desde la entrada (1) hasta la salida (2). Por el
estrechamiento de sección en la válvula (5), se produce una caída de presión. En
el canal (8) y en la cámara de goteo (7) se produce una depresión (efecto de
succión). A través del canal (6) y del tubo elevador (4) se aspiran gotas de aceite.
Estas llegan, a través de la cámara de goteo (7) y del canal (8) hasta el aire
comprimido, que afluye hacia la salida (2). Las gotas de aceite son pulverizadas
por el aire comprimido y llegan en este estado hasta el consumidor.
La sección de flujo varía según la cantidad de aire que pasa y varía la caída de
presión, o sea, varía la cantidad de aceite. En la parte superior del tubo elevador
(4) se puede realizar otro ajuste de la cantidad de aceite, por medio de un tornillo.
Una determinada cantidad de aceite ejerce presión sobre el aceite que le
encuentra en el depósito, a través de la válvula de retención (3).
Figura no. 8 Lubricador de aire comprimido

Fuente: Gullen, Salvador Antonio (2003). Aplicaciones Industriales de La Neumática
1.3.3.5 Unidad de mantenimiento
La unidad de mantenimiento representa una combinación de los siguientes
elementos, ver figura no. 9:
- Filtro de aire comprimido

- Regulador de presión
- Lubricador de aire comprimido
Deben tenerse en cuenta los siguientes puntos:
1. El caudal total de aire en m3/h es decisivo para la elección del tamaño de
unidad. Si el caudal es demasiado grande, se produce en las unidades una caída
de presión demasiado grande. Por eso, es imprescindible respetar los valores
indicados por el fabricante.
2. La presión de trabajo no debe sobrepasar el valor estipulado en la unidad, y la
temperatura no deberá ser tampoco superior a 50°C ( valores máximos para
recipiente de plástico).
En la figura 10 se puede ver el diagrama de la unidad de mantenimiento.
Figura no. 9 Unidad de mantenimiento

Fuente: Gullen, (2003). Aplicaciones Industriales de La Neumática
Figura no. 10 Símbolo de la unidad de mantenimient o
Fuente: Gullen, (2003). Aplicaciones Industriales de La Neumática

1.3.3.5.1 Conservación de las unidades de mantenimi ento
Es necesario efectuar en intervalos regulares los trabajos siguientes de
conservación
a) Filtro de aire comprimido: Debe examinarse periódicamente el nivel del agua
condensada, porque no debe sobrepasar la altura indicada en la mirilla de control.
De lo contrario, el agua podría ser arrastrada hasta la tubería por el aire
comprimido. Para purgar el agua condensada hay que abrir el tornillo existente en
la mirilla.
Asimismo debe limpiarse el cartucho filtrante.
b) Regulador de presión: Cuando está precedido de un filtro, no requiere ningún
mantenimiento.
c) Lubricador de aire comprimido: Verificar el nivel de aceite en la mirilla y, si es
necesario, suplirlo hasta el nivel permitido. Los filtros de plástico y los recipientes
de los lubricadores no deben limpiarse con tricloroetileno. Para los lubricadores,
utilizar únicamente aceites minerales.
1.3.3.5.2 Caudal en las unidades de mantenimiento
Todos los aparatos poseen una resistencia interior, por lo que se produce una
caída de presión -hasta que el aire llega a la salida. Esta caída de presión
depende M caudal de paso y de la presión de alimentación correspondiente. En el
diagrama no. 11 están representadas varias curvas, por ejemplo, para presiones

de entrada P1 en la unidad de 100 kPa (1 bar), 200 kPa (2bar), 400 kPa (4 bar) y
600 kPa (6 bar).
En la abscisa está indicada la pérdida de presión A p. Esta es la diferencia entre la
presión reinante en el regulador de presión (p,) y la presión a la salida de la unidad
(p2). La pérdida máxima de presión A p puede corresponder por tanto a la presión
P2. En este caso, la resistencia después de la unidad ha disminuido hasta el valor
cero y, por tanto, se dispone del caudal máximo de flujo.
Ejemplo:
El flujo con P1 = 600 kPa (6 bar) y ∆P = 5º kPa (0.5 bar) es de un caudal de 1.8
m³/h, aproximadamente.
La unidad de mantenimiento debe elegirse cuidadosamente según el consumo de
la instalación. Si no se pospone un depósito, hay que considerar el consumo
máximo por unidad de tiempo.
Unidad de mantenimiento de R 1/8"

Diagrama no. 11 Pérdida de presión en unidades de mantenimiento
Fuente: Gullen, (2003). Aplicaciones Industriales de La Neumática
1.3.4 ELEMENTOS NEUMÁTICOS DE TRABAJO
Lo energía del aire comprimido se transforma por medio de cilindros en un

movimiento lineal de vaivén, y mediante motores neumáticos, en movimiento de
giro.
1.3.4.1 Elementos neumáticos de movimiento rectilín eo
Cilindros neumáticos. A menudo, la generación de un movimiento rectilíneo con
elementos mecánicos combinados con accionamientos eléctricos supone un gasto
considerable.
1.3.4.2 Cilindros de simple efecto
Estos cilindros tienen una sola conexión de aire comprimido. No pueden realizar
trabajos más que en un sentido. Se necesita aire sólo para un movimiento de
traslación. El vástago retorna por el efecto de un muelle incorporado o de una
fuerza externa. (Ver figura no. 12).
El resorte incorporado se calcula de modo que haga regresar el émbolo a su
posición inicial a una velocidad suficientemente grande.
En los cilindros de simple efecto con muelle incorporado, la longitud de éste limita
la carrera. Por eso, estos cilindros no sobrepasan una carrera de unos 100 mm.
Se utilizan principalmente para sujetar, expulsar, apretar, levantar, alimentar, etc.
Figura no. 12 Cilindro de simple efecto

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindro de émbolo
La estanqueidad se logra con un material flexible (perbunano), que recubre el
pistón metálico o de material plástico. Durante el movimiento del émbolo, los
labios de junta se deslizan sobre la pared interna del cilindro.
En la segunda ejecución aquí mostrada, el muelle realiza la carrera de trabajo; el
aire comprimido hace retornar el vástago a su posición inicial. (Ver figura no. 13)
· Aplicación: frenos de camiones y trenes.
· Ventaja: frenado instantáneo en cuanto falla la energía.
Figura no. 13 Cilindro de émbolo

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindros de membrana
Una membrana de goma, plástico o metal reemplaza aquí al émbolo. El vástago
está fijado en el centro de la membrana. No hay piezas estanqueizantes que se
deslicen, se produce un rozamiento únicamente por la dilatación del material. (Ver
figura no. 14)
Aplicación: Se emplean en la construcción de dispositivos y herramientas, así
como para estampar, remachar y fijar en prensas.
Figura no. 14 Cilindro de membrana.

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindros de membrana arrollable
La construcción de estos cilindros es similar a la de los anteriores. También se
emplea una membrana que, cuando está sometida a la presión del aire, se
desarrolla a lo largo de la pared interior del cilindro y hace salir el vástago Las
carreras son mucho más importantes que en los cilindros de membrana (aprox.
50-80 mm). El rozamiento es mucho menor (Ver figura no. 15).
Figura no. 15 Cilindro de membrana arrollable
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.3.4.3 Cilindros de doble efecto
La fuerza ejercida por el aire comprimido anima al émbolo, en cilindros de doble
efecto, a realizar un movimiento de traslación en los dos sentidos. Se dispone de
una fuerza útil tanto en la ida como en el retorno
Los cilindros de doble efecto se emplean especialmente en los casos en que el
émbolo tiene que realizar una misión también al retornar a su posición inicial. En

principio, la carrera de los cilindros no está limitada, pero hay que tener en cuenta
el pandeo y doblado que puede sufrir el vástago salido. También en este caso,
sirven de empaquetadura los labios y émbolos de las membranas. (Ver figura no.
16).
Figura no. 16 Cilindro de doble efecto
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindros con amortiguación Interna
Cuando las masas que traslada un cilindro son grandes, al objeto de evitar un
choque brusco y daños es utiliza un sistema de amortiguación que entra en acción
momentos antes de alcanzar el final de la carrera. Antes de alcanzar la posición
final, un émbolo amortiguador corta la salida directa del aire al exterior .En cambio,
es dispone de una sección de escape muy pequeña, a menudo ajustable. El aire
comprimido se comprime más en la última parte de la cámara del cilindro. La
sobrepresión producida disminuye con el escape de aire a través de las válvulas
antirretorno de estrangulación montada (sección de escapo pequeña). El émbolo

se desliza lentamente hasta su posición final. En el cambio de dirección del
émbolo, el aire entra sin obstáculos en la cámara del cilindro por la válvula
antirretorno. (Ver figuras no. 17 y 18).
Figura no. 17 Cilindros con amortiguación Interna
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Figura no. 18 Diagrama de cilindros con amortiguaci ón interna
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.3.4.4 Cilindros de doble efecto, en ejecución esp ecial
Cilindros de doble vástago

Este tipo de cilindros tiene un vástago corrido hacia ambos lados, como se ve en
la figura no. 19. La guía del vástago es mejor, porque dispone de dos cojinetes y la
distancia entre éstos permanece constante. Por eso, este cilindro puede absorber
también cargas pequeñas laterales. Los elementos señalizadores pueden
disponerse en el lado libre M vástago. La fuerza es igual en los dos sentidos (los
superficies del émbolo son iguales).
Figura no. 19 Cilindros de doble vástago
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindro Tándem
Está constituido por dos cilindros de doble efecto que forman una unidad. Gracias
a esta disposición, al aplicar simultáneamente presión sobre los dos émbolos se
obtiene en el vástago una fuerza de casi el doble de la de un cilindro normal con el
mismo diámetro, (Ver figura no. 20). Se utiliza cuando se necesitan fuerzas

considerables y se dispone de un espacio determinado, no siendo posible utilizar
cilindros de un diámetro mayor.
Figura no. 20 Cilindro Tándem
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindro Multiposicional
Este cilindro está constituido por dos o más cilindros de doble efecto. Estos
elementos están acoplados como muestra el esquema. Según el émbolo al que se
aplique presión, actúa uno u otro cilindro. En el caso de dos cilindros de carreras
distintas, pueden obtenerse cuatro posiciones. (Ver figura no. 21).

Figuran no. 21 Cilindro multiposicional
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Aplicación:
- Colocación de piezas en estantes, por medio de cintas de transporte
- Mando de palancas
- Dispositivos de clasificación (piezas buenas, malas y a ser rectificadas)
Cilindro de Impacto
Si se utilizan cilindros normales para trabajos de conformación, las fuerzas
disponibles son, a menudo, insuficientes. El cilindro de impacto es conveniente
para obtener energía cinética, de valor elevado. Según la fórmula de la energía
cinética, se puede obtener una gran energía de impacto elevando la velocidad.
E = m x v² / 2
E = Energía en kg x m² / s² = Nm = Joule
m = masa en kg v = Velocidad en m/s

Los cilindros de impacto desarrollan una velocidad comprendida entre 7,5 y 10 m/s
(velocidad normal 1 a 2 m/s). Sólo una concepción especial permite obtener estas
velocidades.
La energía de estos cilindros se utiliza para prensar, rebordear, remachar,
estampar, etc.
La fuerza de impacto es digna de mención en relación con sus dimensiones. En
muchos casos, estos cilindros reemplazan a prensas. Según el diámetro del
cilindro, pueden obtenerse desde 25 hasta 500 Nm.
Atención:
Cuando las carreras de conformación son grandes, la velocidad disminuye
rápidamente y, por consiguiente, también la energía de impacto; por eso, estos
cilindros no son apropiados cuando se trata de carreras de conformación grandes,
como se indica en la figura no. 22
Figura no. 22 Cilindro de Impacto

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Funcionamiento:
La cámara A está sometida a presión. Al accionar una válvula, se forma presión en
la cámara B, y la A se purga de aire. Cuando la fuerza que actúa sobre la
superficie C es mayor que la que actúa en la superficie anular de la cámara A. el
émbolo se mueve en dirección Z. Al mismo tiempo queda libre toda la superficie
del émbolo y la fuerza aumenta. El aire de la cámara B puede afluir rápidamente
por la sección entonces más grande, y el émbolo sufre una gran aceleración.
Cilindro de cable
Este es un cilindro de doble efecto. Los extremos de un cable, guiado por medio
de poleas, están fijados en ambos lados del émbolo. Este cilindro trabaja siempre
con tracción. Aplicación: apertura y cierre de puertas; permite obtener carreras
largas, teniendo dimensiones reducidas. (Ver figura 23).
Figura no. 23 Cilindro de cable

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindro de giro
En esta ejecución de cilindro de doble efecto, el vástago es una cremallera que
acciona un piñón y transforma el movimiento lineal en un movimiento giratorio
hacia la izquierda o hacia la derecha, según el sentido del émbolo. Los ángulos de
giro corrientes pueden ser de 45°, 90°, 180°, 290° hasta 720°. Es posible
determinar el margen de giro dentro del margen total por medio de un tornillo de
ajuste. (Ver figura no. 24).
El par de giro es función de la presión, de la superficie del émbolo y de la
desmultiplicación. Los accionamientos de giro se emplean para voltear piezas,
doblar tubos metálicos, regular acondicionadores de aire, accionar válvulas de
cierre, válvulas de tapa, etc.

Figura no.24 Cilindro de giro
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Cilindro de émbolo giratorio
Como los cilindros de giro, éste también puede realizar un movimiento angular
limitado, que rara vez sobrepasa los 300°. La estan queización presenta
dificultades y el diámetro o el ancho permiten a menudo obtener sólo pares de
fuerza pequeños. Estos cilindros no se utilizan mucho en neumática, pero en
hidráulica se ven con frecuencia. (Ver figura no. 25).
Figura no. 25 Cilindro de émbolo giratorio

Fuente: Carulla, Miguel (1998). Circuitos Básicos de Neumática
1.3.4.5 Cálculos de cilindros
1.3.4.5.1 Fuerza del émbolo
La fuerza ejercida por un elemento de trabajo depende de la presión del aire, del
diámetro del cilindro del rozamiento de las juntas. La fuerza teórica del émbolo se
calcula con la siguiente fórmula:
En la práctica es necesario conocer la fuerza real. Para determinarla hay que tener
en cuenta los rozamientos. En condiciones normales de servicio (presiones de 400
a 800 kPa/4 a 8 bar) se puede suponer que las fuerzas de rozamiento representan
de un 3 a un 20% de la fuerza calculada.
Cilindro de simple efecto.


Figura no. 26 Diagrama Presión - Fuerza

Fuente: Festo Pneumatic (1996). Programa de Fabricación

1.3.4.5.2 Longitud de carrera
La longitud de carrera en cilindros neumáticos no debe exceder de 2000 mm. Con
émbolos de gran tamaño y carrera larga, el sistema neumático no resulta
económico por el elevado consumo de aire.
Cuando la carrera es muy larga, el esfuerzo mecánico del vástago y de los
cojinetes de guía es demasiado grande. Para evitar el riesgo de pandeo, si las
carreras son grandes deben adoptarse vástagos de diámetro superior a lo normal.
Además, al prolongar la carrera la distancia entre cojinetes aumenta y, con ello,
mejora la guía del vástago.
1.3.4.5.3 Velocidad del émbolo
La velocidad del émbolo en cilindros neumáticos depende de la fuerza antagonista
de la presión del aire, de la longitud de la tubería, de la sección entre los
elementos de mando y trabajo y del caudal que circula por el elemento demando.
Además, influye en la velocidad la amortiguación final de carrera.
Cuando el émbolo abandona la zona de amortiguación, el aire entra por una
válvula antirretorno y de estrangulación y produce una reducción de la velocidad.
La velocidad media del émbolo, en cilindros estándar, está comprendida entre 0,1
y 1,5 m/s. Con cilindros especiales (cilindros de impacto) se alcanzan velocidades
de hasta 10 m/s.
La velocidad del émbolo puede regularse con válvulas especiales. Las válvulas de

estrangulación, antirretorno y de estrangulación, y las de escape rápido
proporcionan velocidades mayores o menores (véase el diagrama en la figura 71).
1.3.5 VÁLVULAS
1.3.5.1 Generalidades
Los mandos neumáticos están constituidos por elementos de señalización,
elementos de mando y una porte de trabajo, Los elementos de señalización y
mando modulan las fases de trabajo de los elementos de trabajo y se denominan
válvulas.
Las válvulas son elementos que mandan o regulan la puesta en marcha, el paro y
la dirección, así como la presión o el caudal del fluido enviado por una bomba
hidráulica o almacenado en un depósito. En lenguaje internacional, el término
"válvula" o "distribuidor" es el término general de todos los tipos tales como
válvulas de corredera, de bola, de asiento, grifos, etc.
Esta es la definición de la norma DIN/ISO 1219 conforme a una recomendación
del CETOP (Comité Européen des Transmissions Oiéohydrauliques et
Pneumatiques).
Según su función las válvulas se subdividen en 5 grupos:
1. Válvulas de vías o distribuidoras 4. Válvulas de caudal
2. Válvulas de bloqueo 5. Válvulas de cierre

3. Válvulas de presión
1.3.5.2 Válvulas distribuidoras
Estas válvulas son los componentes que determinan el camino que ha de tomar la
corriente de aire, a saber, principalmente puesta en marcha y paro (Start-Stop).
1.3.5.2.1 Representación esquemática de las válvula s
Para representar las válvulas distribuidoras en los esquemas de circuito se utilizan
símbolos; estos no dan ninguna orientación sobre el método constructivo de la
válvula; solamente indican su función.
Las posiciones de las válvulas distribuidoras se representan por medio de
cuadrados.
La cantidad de cuadrados yuxtapuestos indica la cantidad de. Posiciones de la
válvula distribuidora.
El funcionamiento se representa esquemáticamente en el interior de las casillas
(cuadros).
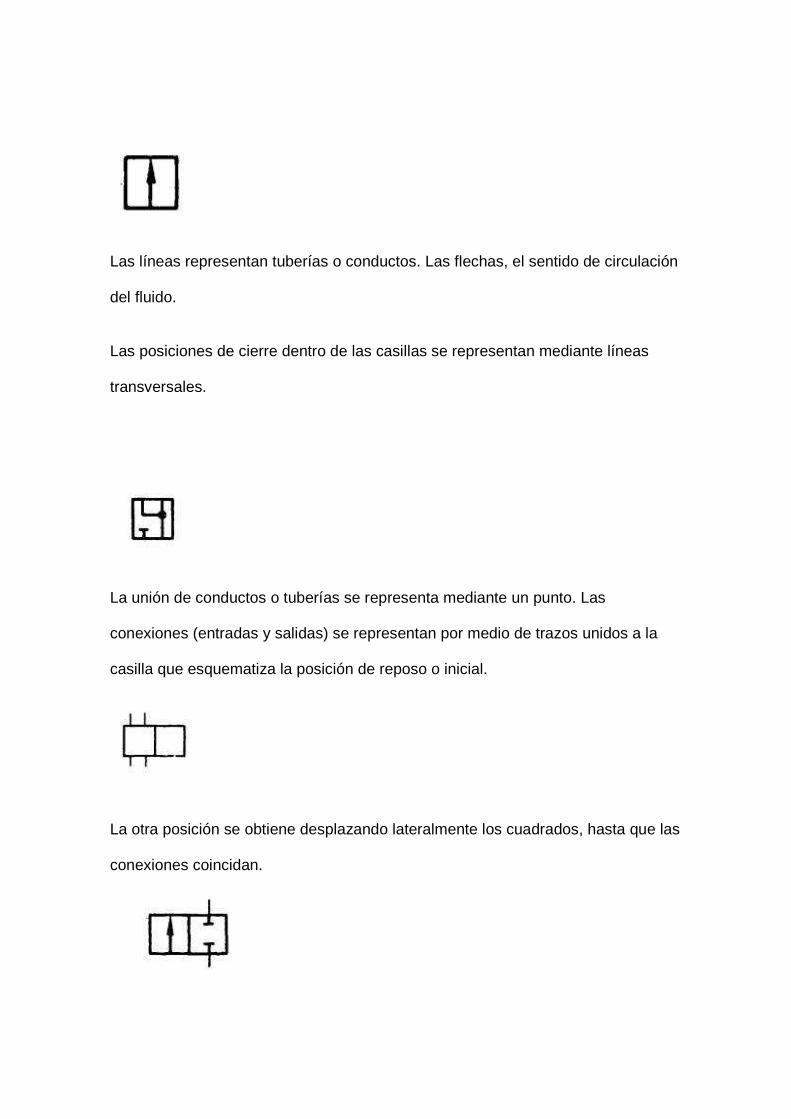
Las líneas representan tuberías o conductos. Las flechas, el sentido de circulación
del fluido.
Las posiciones de cierre dentro de las casillas se representan mediante líneas
transversales.
La unión de conductos o tuberías se representa mediante un punto. Las
conexiones (entradas y salidas) se representan por medio de trazos unidos a la
casilla que esquematiza la posición de reposo o inicial.
La otra posición se obtiene desplazando lateralmente los cuadrados, hasta que las
conexiones coincidan.

Las posiciones pueden distinguirse por medio de letras minúsculas a, b, c... y 0.
Válvula de 3 posiciones. Posición intermedia = Posición de reposo.
Por posición de reposo se entiende, en el caso de válvulas con dispositivo de
reposición, p. ej., un muelle, aquella posición que las piezas móviles ocupan
cuando la válvula no está conectada. La posición inicial es la que tienen las piezas
móviles de la válvula después del montaje de ésta, establecimiento de la presión
y, en caso dado conexión de la tensión eléctrica. Es la posición por medio de la
cual comienza el programa preestablecido.
Conductos de escape sin empalme de tubo (aire evacuado a la atmósfera).
Triángulo directamente junto al símbolo.
Conductos de escape con empalme de tubo (aire evacuado a un punto de
reunión). Triángulo ligeramente separado del símbolo.

Para evitar errores durante el montaje, los empalmes se identifican por medio de
letras mayúsculas:
Rige lo siguiente:
Tuberías o conductos de trabajo A, B, C........................
Empalme de energía P...................................
Salida de escape R, S, T..........................
Tuberías o conductos de pilotaje Z, Y, X...........................
En la figura 27 se listan los diagramas de los distintos accesorios y válvulas.
Figura no. 27 Diagrama de accesorios

Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación


Fuente: Festo Pneumatic (1996). Programa de Fabricación
1.3.5.2.2 Accionamiento de válvulas
Según el tiempo de accionamiento se distingue entre:
a. Accionamiento permanente, señal continúa
La válvula es accionada manualmente o por medios mecánicos, neumáticos o
eléctricos durante todo el tiempo hasta que tiene lugar el reposicionamiento. Este
es manual o mecánico por medio de un muelle.
b. Accionamiento momentáneo, impulso
La válvula es invertida por una señal breve (impulso) y permanece indefinidamente
en esa posición, hasta que otra señal la coloca en su posición anterior.
1.3.5.2.3 Características de construcción de válvul as distribuidoras
Las características de construcción de las válvulas determinan su duración, fuerza
de accionamiento, racordaje y tamaño.
Según la construcción, se distinguen los tipos siguientes:
Válvulas de asiento esférico
disco plano
Válvulas de corredera émbolo
émbolo y cursor

disco giratorio
1.3.5.2.4 Válvulas de asiento
En estas válvulas, los empalmes se abren y cierran por medio de bolas, discos,
placas o conos. La estanqueidad se asegura de una manera muy simple,
generalmente por juntas elásticas. Los elementos de desgaste son muy pocos y,
por tanto, estas válvulas tienen gran duración. Son insensibles a la suciedad y
muy robustas.
La fuerza de accionamiento es relativamente elevada, puesto que es necesario
vencer la resistencia del muelle incorporado de reposicionamiento y la presión del
aire.
Válvulas de asiento esférico
Estás válvulas son de concepción muy simple y, por tanto, muy económicas. Se
distinguen por sus dimensiones muy pequeñas.
Un muelle mantiene apretada la bola contra el asiento; el aire comprimido no
puede fluir del empalme P hacia la tubería de trabajo A. Al accionar el taqué, la
bola se separa del asiento. Es necesario vencer al efecto la resistencia M muelle
de reposicionamiento y la fuerza del aire comprimido. Estas válvulas son

distribuidoras 2/2, porque tienen dos posiciones (abierta y cerrada) y dos orificios
activos (P y A). (Ver figura no. 28).
Con escape a través del taqué de accionamiento, se utilizan también como
válvulas distribuidoras 3/2. El accionamiento puede ser manual o mecánico. (Ver
figura no. 29).
Figura no. 28 Válvula distribuidora 2/2
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Figura no. 29 Válvula distribuidora 3/2

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Válvulas de asiento plano
Las válvulas representadas en la figura no 30 tienen una junta simple que
asegura la estanqueidad necesaria. El tiempo de respuesta es muy pequeño,
puesto que un desplazamiento corto determina un gran caudal de paso, También
estas válvulas son insensibles a la suciedad y tienen, por eso, una duración muy
larga.
Al accionar el taqué, en un margen breve se unen los tres empalmes P, A y R.
Como consecuencia, en movimientos lentos una cantidad grande de aire
comprimido escapa de P hacia R, a la atmósfera, sin haber rendido antes trabajo.
Estas son válvulas que no tienen escape exento de solapo. (Ver figura no.31).
Figura no. 30 Válvula distribuidora 3/2

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Figura no. 31 Válvula distribuidora 3/2 cerrada
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Las válvulas construidas según el principio de disco individual tienen un escape
sin solapo. No se pierde aire cuando la conmutación tiene lugar de forma lenta
como se muestra en las figuras no. 32 y 33.
Al accionar el taqué se cierra primeramente el conducto de escape de A hacia R,
porque el taqué asienta sobre el disco. Al seguir apretando, el disco se separa del

asiento, y el aire puede circular de P hacia A. El reposicionamiento se realiza
mediante un muelle. Las válvulas distribuidoras 3/2 se utilizan para mandos con
cilindros de simple efecto o para el pilotaje de servoelementos.
En el caso de una válvula abierta en reposo (abierta de P hacia A), al accionar se
cierra con un disco el paso de P hacia A. Al seguir apretando, otro disco se levanta
de su asiento y abre el paso de A hacia R. El aire puede escapar entonces por R.
Al soltar el taqué, los muelles reposicionan el émbolo con los discos
estanqueizantes hasta su posición inicial.
Las válvulas pueden accionarse manualmente o por medio de elementos
mecánicos, eléctricos o neumáticos.
Figura no. 32 Válvula distribuidora 3/2 (cerrada e n posición de reposo)
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Figura no. 33 Válvula distribuidora 3/2 (abierta e n posición de reposo)

Fuente: Carulla, Miguel (1998). Circuitos Básicos de Neumática
Una válvula 4/2 que trabaja según este principio es una combinación de dos
válvulas 3/2, una de ellas cerrada en posición de reposo y la otra, abierta en
posición de reposo.
En las figuras 34 y 35, los conductos de P hacia B y de A hacia R están abiertos.
Al accionar simultáneamente los dos taqués se cierra el paso de P hacia B y de A
hacia R. Al seguir apretando los taqués contra los discos, venciendo la fuerza de
los muelles de reposicionamiento se abre el paso de P hacia A y de B hacia R.
Esta válvula tiene un escape sin solapo y regresa a su posición inicial por la fuerza
de los muelles. Se emplea para mandos de cilindros de doble efecto.

Figura no 34. Válvula distribuidores 4/2
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Figura no. 35 Mando de un cilindro de doble efecto con una válvula
distribuidora 4/2
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Electroválvulas (válvulas electromagnéticas)
Estas válvulas se utilizan cuando la señal proviene de un temporizador eléctrico,

un final de carrera eléctrico, presostatos o mandos electrónicos. En general, se
elige el accionamiento eléctrico para mandos con distancias extremamente largas
y cortos tiempos de conexión.
Las electroválvulas o válvulas electromagnéticas se dividen en válvulas de mando
directo o indirecto. Las de mando directo solamente se utilizan para un diámetro
luz pequeño, puesto que para diámetros mayores los electroimanes necesarios
resultarían demasiado grandes. (Ver figura no. 36).
Figura No. 36 Válvula distribuidora 3/2 (de mando electromagnétic o)
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Las válvulas de control neumático son sistemas que bloquean, liberan o desvían el
flujo de aire de un sistema neumático por medio de una señal que generalmente
es de tipo eléctrico, razón por la cual también son denominadas electroválvulas,
las válvulas eléctricas se clasifican según la cantidad de puertos (entradas o
salidas de aire) y la cantidad de posiciones de control que poseen. Por ejemplo,
una válvula 3/2 tiene 3 orificios o puertos y permite dos posiciones diferentes.

• 3 =Número de Puertos
• 2 = Número de Posiciones
Figura no. 37 Símbolos de válvulas eléctricas
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Rutas del fluido con una válvula de 5/2. Observe que este tipo de válvulas es apta
para cilindros de doble efecto.
Figura no. 38 Rutas del fluido con una válvula de 5/2, en un cilindro de doble
efecto.
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
En la figura 37, se puede apreciar la simbología utilizada para representar los

diferentes tipos de válvulas eléctricas. El significado de las letras utilizadas en los
esquemas son los siguientes:
• P (Presión). Puerto de alimentación de aire
• R, S, etc. Puertos para evacuación del aire
• A, B, C, etc. Puertos de trabajo
• Z, X, Y, etc. Puertos de monitoreo y control
En la figura 38 aparece la ruta que sigue el aire a presión con una válvula 5/2 y un
cilindro de doble efecto. La mayoría de las electroválvulas tienen un sistema de
accionamiento manual con el cual se pueden activar sin necesidad de utilizar
señales eléctricas. Esto se hace solamente en labores de mantenimiento, o
simplemente para corroborar el buen funcionamiento de la válvula y del cilindro,
así como para verificar la existencia del aire a presión.
Figura no. 39 Válvulas proporcionales . Permiten regular el
caudal que pasa a través de ellas.
Fuente: Carulla, Miguel (1998). Circuitos Básicos de Neumática
Electroválvulas de doble solenoide. Existen válvulas que poseen dos bobinas y
cuyo funcionamiento es similar a los flip-flops electrónicos. Con este sistema, para
que la válvula vaya de una posición a la otra, basta con aplicar un pequeño pulso
eléctrico a la bobina que está en la posición opuesta. Allí permanecerá sin
importar que dicha bobina siga energizada y hasta que se aplique un pulso en la
bobina contraria. La principal función en estos sistemas es la de "memorizar" una

señal sin que el controlador esté obligado a tener permanentemente energizada la
bobina.
Válvulas proporcionales. Este tipo de válvulas regula la presión y el caudal a
través de un conducto por medio de una señal eléctrica, que puede ser de
corriente o de voltaje, (figura No. 39). Su principal aplicación es el control de
posición y de fuerza, ya que los movimientos son proporcionales y de precisión, lo
que permite un manejo más exacto del paso de fluidos, en este caso del aire.
Figura no. 40 . Control de lazo
cerrado con válvulas
proporcionales. Por medio de un
dispositivo de procesamiento se
puede ubicar un actuador en
puntos muy precisos
Fuente: Carulla, Miguel (1998). Circuitos Básicos
de Neumática
Por medio de una válvula proporcional, mostrada en la figura no. 40, podemos
realizar un control de posición de lazo cerrado, figura anterior, donde el actuador
podría ser un cilindro, el sensor un sistema óptico que envía pulsos de acuerdo a
la posición de dicho cilindro, y el controlador un procesador que gobierne el
dispositivo en general. El número de impulsos se incrementa a medida que el

pistón se desplaza a la derecha y disminuye cuando se mueve a la izquierda.
Figura no. 41 Transmisión de
señales por medios
neumáticos. Cuando, en el sitio
donde se mide la variable física,
el ruido eléctrico o el peligro de
explosión no permiten el uso de
cableado, podemos transmitir
señales por medios neumáticos
para que sean convertidas al
modo eléctrico en lugares
distantes.

Fuente: Carulla, (1998). Circuitos Básicos
de Neumática
La señal enviada por el controlador hacia la válvula proporcional depende de la
cantidad de pulsos, que a la vez indican la distancia que falta para alcanzar la
posición deseada. Cada vez que la presión del aire, la temperatura o cualquier
otro parámetro de perturbación ocasione un cambio de posición, el controlador
tendrá la capacidad de hacer pequeños ajustes para lograr la posición exacta del
cilindro. (Ver figura no. 41).
Al conectar el imán, el núcleo (inducido) es atraído hacia arriba venciendo la
resistencia del muelle. Se unen los empalmes P y A. El núcleo obtura, con su
parte trasera, la salida R. Al desconectar el electroimán, el muelle empuja al
núcleo hasta su asiento inferior y cierra el paso de P hacia A. El aire de la tubería
de trabajo A puede escapar entonces hacia R. Esta válvula tiene solapo; el tiempo
de conexión es muy corto. (Ver figura no. 42).
Para reducir al mínimo el tamaño de los electroimanes, se utilizan válvulas de
mando indirecto, que se componen de dos válvulas: Una válvula electromagnética
de servopilotaje (312, de diámetro nominal pequeño) y una válvula principal, de
mando neumático.
Funcionamiento:
El conducto de alimentación P de la válvula principal tiene una derivación interna

hacia el asiento de la válvula de mando indirecto. Un muelle empuja el núcleo
contra el asiento de esta válvula. Al excitar el electroimán, el núcleo es atraído, y
el aire fluye hacia el émbolo de mando de la válvula principal, empujándolo hacia
abajo y levantando los discos de válvula de su asiento. Primeramente se cierra la
unión entre P y R (la válvula no tiene solapo). Entonces, el aire puede fluir de P
hacia A y escapar de B hacia R.
Al desconectar el electroimán, el muelle empuja el núcleo hasta su asiento y corta
el paso del aire de mando. Los émbolos de mando en la válvula principal son
empujados a su posición inicial por los muelles.
Figura no. 42 Válvula distribuidora 4/2 (válvula electromagnética y de
mando indirecto)

Fuente: Carulla, Miguel (1998). Circuitos Básicos de Neumática
1.3.5.2.5 Válvulas de corredera
En estas válvulas, los diversos orificios se unen o cierran por medio de una
corredera de émbolo, una corredera plana de émbolo o una corredera giratoria.
Válvula de corredera longitudinal
El elemento de mando de está válvula es un émbolo que realiza un
desplazamiento longitudinal y une o separa al mismo tiempo los correspondientes
conductos. La fuerza de accionamiento es reducida, porque no hay que vencer
una resistencia de presión de aire o de muelle (como en el principio de bola o de
junta de disco). (Ver figura no. 43). Las válvulas de corredera longitudinal pueden
accionarse manualmente o mediante medios mecánicos, eléctricos o neumáticos.
Estos tipos de accionamiento también pueden emplearse para reposicionar la

válvula a su posición inicial. La carrera es mucho mayor que en las válvulas de
asiento plano.
Figura 43. Válvula distribuidora 5/2 (principio de corredera longitudinal)
Fuente: Carulla, (1998). Circuitos Básicos de Neumática

En esta ejecución de válvulas de corredera, la estanqueidad representa un
problema. El sistema conocido «metal contra metal- utilizado en hidráulica exige
un perfecto ajuste de la corredera en el interior del cilindro. Para reducir las fugas
al mínimo, en neumática, el juego entre la corredera y el cilindro no debe
sobrepasar 0,002 a 0.004 mm. Para que los costos de fabricación no sean
excesivos, sobre el émbolo se utilizan juntas tóricas (anillos toroidales) o de doble
copa o juntas tóricas fijas en el cuerpo. (Ver figura no. 44). Al objeto de evitar que
los elementos estanqueizantes se dañen, los orificios de empalme pueden
repartirse en la superficie del cilindro.
Figura no. 44 Diferentes métodos de estanqueizació n entre el émbolo

Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.3.5.3 Válvulas de bloqueo
Son elementos que bloquean el paso M caudal preferentemente en un sentido y lo
permiten únicamente en el otro sentido. La presión del lado de salida actúa sobre
la pieza obturadora y apoya el efecto de cierre hermético de la válvula.
1.3.5.3.1 Válvula antirretorno
Las válvulas antirretorno impiden el paso absolutamente en un sentido. Ver figura
no. 45 y 46. En el sentido contrario, el aire circula con una pérdida de presión
mínima. La obturación en un sentido puede obtenerse mediante un cono, una
bola, un disco o una membrana.
Válvula antirretorno, que cierra por el efecto de una fuerza que
actúa sobre la parte a bloquear.
Válvula antirretorno con cierre por contrapresión, por muelle. Cierra
cuando la presión de salida es mayor o igual que la de entrada.

Figura no. 45 Válvula antirretorno
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Figura no. 46 Válvula Antiretorno cerrada por muel le
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.3.5.3.2 Válvula selectora de circuito
También se llama válvula antirretorno. De doble mando o antirretorno doble. Esta
válvula tiene dos entradas X y Y y una salida A. Cuando el aire comprimido entra
por la entrada X, la bola obtura la entrada Y y el aire circula de X a A.
Inversamente, el aire pasa de Y a A cuando la entrada X está cerrada. (Ver figura
no 47). Cuando el aire regresa, es decir, cuando se desairea un cilindro o una

válvula, la bola, por la relación de presiones, permanece en la posición en que se
encuentra momentáneamente.
Figura no. 47 Válvula Antirretorno de Doble Mando
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Esta válvula se denomina también «elemento 0 (OR)»; aísla las señales emitidas
por válvulas de señalización desde diversos lugares e impide que el aire escape
por una segunda válvula de señalización. (Ver figura no. 48).
Si se desea mandar un cilindro o una válvula de mando desde dos o más puntos,
será necesario montar esta válvula.
Figura no. 48 Válvula de Señalización
Fuente: Carulla, (1998). Circuitos Básicos de Neumática

1.5.3.3 Válvula antirretorno y de estrangulación
También se conoce por el nombre de regulador de velocidad o regulador
unidireccional. Estrangula el caudal de aire en un solo sentido. Una válvula
antirretorno cierra el paso del aire en un sentido, y el aire puede circular sólo por la
sección ajustada. En el sentido contrario, el aire circula libremente a través de la
válvula antirretorno abierta. Estas válvulas se utilizan para regular la velocidad de
cilindros neumáticos. (Ver figura 49).
Para los cilindros de doble efecto, hay por principio dos tipos de estrangulación.
Las válvulas antirretorno y de estrangulación deben montarse lo más cerca posible
de los cilindros.
Figura no. 49 Válvula antirretorno y de estrangula ción
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
1.5.5 Válvulas de caudal

Estas válvulas influyen sobre la cantidad de circulación de aire comprimido; el
caudal se regula en ambos sentidos de flujo. (Ver figura no. 50)
Figura no. 50 Válvula de Caudal
Fuente: Carulla, (1998). Circuitos Básicos de Neumática
Válvulas reguladoras de caudal, de estrangulación constante:
Válvula de estrangulación En esta válvula, la longitud del tramo
de estrangulación es de tamaño superior al diámetro.
Válvula de restricción de turbulencia En esta válvula la longitud
del tramo de estrangulación es de tamaño inferior al diámetro.
Válvulas reguladoras de caudal, de estrangulación v ariable:
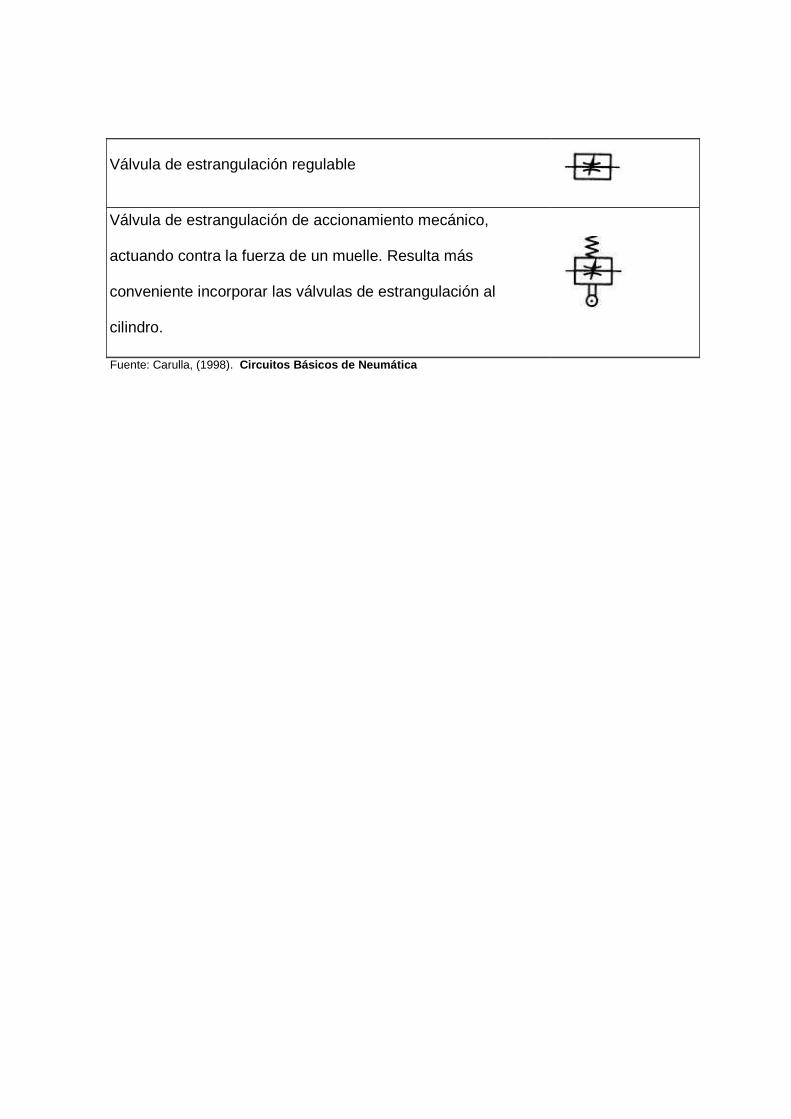
Válvula de estrangulación regulable
Válvula de estrangulación de accionamiento mecánico,
actuando contra la fuerza de un muelle. Resulta más
conveniente incorporar las válvulas de estrangulación al
cilindro.
Fuente: Carulla, (1998). Circuitos Básicos de Neumática

MARCO II
PLANTEAMIENTO DEL PROBLEMA
Antecedentes y Diagnóstico de la Empresa
MATESA, es una empresa Guatemalteca que tiene siete años de dedicarse al
proceso de mateado de vidrio. Hace dos años iniciaron el desarrollo de una línea
de pintura para botellas, vasos y productos de vidrio. La línea está automatizada a
excepción de la carga, descarga y pintado del producto. Este último proceso es el
responsable de la uniformidad del acabado final del producto y por esta razón les
interesa automatizarlo. Actualmente la empresa se localiza en la zona 12 de la
ciudad capital.
Planteamiento del Problema
Actualmente el proceso ocurre sobre una banda en movimiento, la cual transporta
el producto. En una de las secciones se aplica pintura de forma uniforme sobre el
envase de vidrio. Esta operación se realiza mediante una pistola convencional
para pintura de vehículos. La operación es manual, y requiere de mucha práctica
para obtener cierta uniformidad en el acabado del producto. Siendo este el
problema principal a resolver.
Para el diseño de una máquina que automatice esta labor, es necesario conocer
los distintos accesorios y componentes neumáticos, mecánicos y

electromecánicos que están disponibles en el mercado. Es por esto que el marco
teórico debe de sintetizar las características de estos componentes así como los
criterios de selección.
El análisis de este problema, por lo tanto se centra únicamente en la parte de
automatizar el proceso. Es decir nos interesa lograr reproducir de forma repetitiva
una serie de movimientos que actualmente es realizada por un operador.
La investigación inicia en el proceso actual, tomando en cuenta todos los aspectos
de las tareas y movimientos que son necesarios para dar el acabado final de
pintura que el cliente desea. A si mismo teniendo en cuenta los distintos
acabados de pintura y los distintos productos que se manejan dentro de esta línea
de producción.
Como algo más concreto se define el problema de la siguiente manera: ¿Cómo
automatizar el proceso de pintura de envases de vid rio sobre una línea de
producción existente?
2.1 Objetivos:
2.1.1 Objetivos Generales

1. Diseñar una máquina neumática que remplace una actividad manual
dentro de una línea de pintura de artículos de vidrio.
2. Utilizar los productos y accesorios mecánicos y neumáticos que se
encuentran en el mercado para la construcción de dicha máquina.
3. Documentar paso a paso la metodología a seguir para el desarrollo de
dicha máquina.
2.1.2 Objetivos Específicos
• Mejorar la calidad del producto final, al reproducir exactamente el
proceso de pintura, con la menor cantidad de alteraciones dentro de
un lote de producción.
• Reducir los tiempos dentro del proceso.
• Reducir el volumen de producto rechazado, por fallas provocadas en
el proceso de pintura.
2.2 Hipótesis:
No se define ninguna por ser un trabajo del tipo descriptivo (Achaereandio
1996)
2.3 Definición de Variables
2.3.1 Variables Operacionales

A. Movimiento Longitudinal: Este movimiento es el que realiza el operario
cuando sigue la pieza que está pintando sobre la banda transportadora.
B. Movimiento Vertical: Inicia siempre en la parte superior de la pieza y
avanza lentamente hacia abajo, al mismo tiempo que se aplica la pintura.
C. Movimiento Lateral: Este movimiento es el que acerca o aleja el soplete
de pintura ligeramente siguiendo el contorno del producto que se está
pintando a una distancia ideal de 20 cm.
D. Accionamiento del Gatillo: Es el movimiento que realiza el operario para
accionar el soplete de pintura.
2.3.2 Variables Conceptuales
E. Presión: Será la variable que determine la fuerza de empuje de los
cilindros neumáticos. Se mide en Kg/m2 (Guellen, 2003)
F. Velocidad: Cada uno de los movimientos tienen una velocidad, la cual
deberá poder ser medible en m/s y ajustable en la máquina. (Norton, 1999)
2.4 Alcances y Límites
2.4.1 Alcances: Este estudio se evaluó e implementó en el área de pintura de
productos de vidrio en la empresa. Este estudio se basa en la observación del
proceso manual, para crear un sistema neumático que reproduzca estos
movimientos. Se pretende mejorar la calidad de la pintura de los productos,

dándoles una mejor uniformidad la cual es muy difícil de dar mediante un proceso
manual.
2.4.2 Límites
2.4.2.1 Espaciales: El proyecto se estudiará dentro de la planta donde se
realiza este proceso.
2.4.1.2 Temporales: El proyecto se inicia el mes de agosto del 2003 y se
espera concluya en mayo del 2004.
2.4.2.3 Bibliográficos: El marco teórico tendrá referencia en publicaciones
editadas después de 1992.
2.5 Aporte
Este estudio tiene, como aporte a la empresa, el diseño de una máquina
neumática fácil de construir que sustituya una labor manual de pintura. Se
documenta paso a paso el diseño de la máquina y su sistema neumático y de
control.
A la universidad, los estudiantes y catedráticos pueden tomar esta información
como ejemplo de diseño de máquinas y automatización.

MARCO III
EL MÉTODO
Este estudio se limita a estudiar los movimientos y especificaciones para estas
tareas, seguidamente se elaboran los mecanismos que puedan reproducir los
movimientos deseados y finalmente el diseño del sistema de fuerza y control.
3.1 Sujetos de Estudio
Los sujetos de estudio, son los operadores de las tareas actuales, que laboran en
la empresa. El producto a estudiar son los distintos productos de vidrio que pasan
por la banda en este proceso en particular.
3.2 Instrumentos
Este estudio se basó en la observación de un proceso manual, para ser
reproducido mediante una máquina con cilindros neumáticos.

3.2.1 Cinta métrica: Esta se utilizó para tomar las mediciones de cada
movimiento y las medidas que se desarrollaron en la máquina.
3.2.2 Calibrador Vernier: Se utilizó para tomar las medidas más pequeñas
de la máquina y trasladarlas a los planos.
3.2.3 Autocad 14: El paquete de software se utilizó para la creación de los
juegos de planos de la máquina.
3.2.4 Manómetro: El manómetro instalado en la unidad de servicio de la
máquina nos sirvió para calibrar la fuerza en los cilindros neumáticos.
3.2.5 Cronómetro: Se utilizó para tomar las medidas de tiempo de la faja
transportadora.
3.3 Procedimiento
En este caso, el problema se estudió por observación, seguidamente se diseñó un
sistema de mecanismos que se acercaran lo mas posible con los movimientos que
realiza un operario en este proceso. Seguidamente se diseñó las piezas móviles
de la máquina que hacen estos movimientos posibles. Por último se identificaron
los dispositivos mecánicos y neumáticos que le dan el movimiento y control a cada
ciclo de la máquina.

MARCO IV
RESULTADOS
4. DISEÑO DE LA MÁQUINA
4.1 Observación
El proceso inicia con el producto puesto en la banda transportadora y finaliza con
la salida del producto, sobre la misma banda, debidamente pintado. El producto
se coloca sobre bases rotatorias que están adheridas a la banda transportadora.
Cada una de las bases rotatorias avanza hasta la estación de pintura, las cuales
giran al pasar sobre una faja en movimiento.

Fuente: MATESA (2004)
Aquí inicia la aplicación de pintura siguiendo la pieza, pintándola de arriba hacia
abajo, alejándose y acercándose ligeramente con la pistola de pintura, para seguir
el contorno de la pieza siempre a la misma distancia.
Fuente: MATESA (2004)

De la observación se determinaron los siguientes movimientos: Movimiento
Longitudinal, Movimiento Vertical, Accionamiento del Gatillo (de la pistola de
pintura) y Movimiento Lateral. (Ver punto 2.3.1)
4.1.1 Diagrama de Operaciones de Proceso
Operación Descripción Tiempo en Segundos
Inspecciona que la botella
esté debidamente
montada en su base
1
Coloca el soplete en la
parte superior del
producto
1
Acciona el soplete y
empieza a pintar hacia
5.8

abajo
Inspecciona el acabado
final
2.5
En espera del siguiente
producto sobre la línea
2
Total 12.3
4.2 Desarrollo de Mecanismos
La serie de movimientos de procesos es compleja, pero si se dividen como se hizo
anteriormente vemos que cada uno de forma independiente tiene una sola
dirección. Dicho en otras palabras, el conjunto de mecanismos debe de poder
trasladar la pistola de pintura hacia un lado, de arriba hacia abajo y hacia adelante
y hacia atrás. Todo al mismo tiempo. Además este mecanismo debe de poder
estar sujeto ajustes que se acoplen a todos los productos que se trabajan en la
planta.

A. Mecanismo Longitudinal: Consta de un carro con cuatro buges (los buges
son piezas cilíndricas fabricadas preferentemente de material autolubricado que
permiten únicamente el movimiento lateral con la menor fricción posible). Estos se
deslizan sobre las dos barras laterales, para obtener el movimiento longitudinal
(A).
B. Mecanismo Vertical: Este consta de una barra con un buge en cada extremo
que permite el movimiento hacia arriba y hacia abajo. Sobre esta barra viene
montada la base del soplete de pintura. Este diseño permite el Movimiento
Vertical (B).

C. Mecanismo Lateral : Se logra utilizando otra barra que corre sobre dos buges
laterales en el carro el Mecanismo Longitudinal.
A su vez esta barra soporta los dos ejes guías de la barra del Mecanismo Vertical.
Con esto se logra el pequeño Movimiento Lateral (C).
D. Mecanismo de Acción del Gatillo: Va montado sobre la base de la pistola que
se encuentra en la barra del Mecanismo Vertical. Su única función es permitir el
deslizamiento de una pieza que hala el gatillo del soplete.
4.3 Diseño de Las Piezas
Teniendo definidos los mecanismos, procedemos a medir las distancias de cada
movimiento, para poder diseñar las dimensiones de cada carro y carrera de cada
eje. Adicional a esto se le agregó un 20% de longitud adicional por si existieran
productos futuros con mayores dimensiones. A continuación se presenta una
tabla con las mediciones de cada movimiento utilizando los productos de mayores
dimensiones que se pintan en la actualidad.

Productos: Botella de 1 lt., Florero de 1.6 lts
Movimiento Distancia Máxima Mas 20% adicional
A. Movimiento Longitudinal 76 cm. 92 cm.
B. Movimiento Vertical 24 cm. 29 cm.
C. Movimiento Lateral 10 cm. 12 cm.
D. Acción del Gatillo 1.5 cm. 2 cm.
A continuación se presenta el diseño de las piezas con medidas.
Dimensión de los materiales utilizados. Forma, etc…
4.3.1 Mesa
Se llama mesa a la base de la máquina, esta nos da la el soporte de
todos los mecanismos y lleva instalada los rieles del movimiento
longitudinal que es el de mayores dimensiones (0.92 m). Adicionalmente
debe de soportar el cilindro que mueve el carro horizontal. (Ver plano No.
1 en los anexos)
4.3.2 Carro Horizontal

Se llama carro horizontal a la parte de la máquina que se desliza sobre los
rieles de la mesa. Este carro desarrolla dos movimientos simultáneos:
4.3.2.1 Desplazamiento Longitudinal: Ocurre cuando el carro horizontal es
deslizado sobre los rieles de la mesa, logrando así el movimiento
longitudinal. (Ver plano No. 2 en los anexos)
4.3.2.2 Desplazamiento Lateral: Este ocurre cuando se desliza ligeramente la
torre que soporta el carro vertical, logrando así el delicado movimiento
lateral, que pretende seguir el contorno del producto que está pintando.
Para esto se ha instalado unos resortes sobre los rieles de
deslizamiento lateral y una rueda que se apoya sobre el marco del carro
horizontal, finalmente una plantilla le permite moverse hacia delante y
hacia atrás según sea el contorno del producto. (Ver plano No. 3 en los
anexos)
4.3.3 Carro Vertical
El carro vertical logra el movimiento mediante un cilindro neumático
colocado en la base del carro horizontal. Este carro lleva instalado el
soplete que aplicará la pintura sobre el producto. Además este carro
gobierna la corredera de la plantilla misma que empuja el carro horizontal,
se diseñó de esta forma ya que el movimiento lateral depende
directamente de su posición vertical como se explica en el punto 4.3.4
(Ver plano No.3 en los anexos)

4.3.4 Plantilla de Movimiento Lateral
Partiendo de la situación en la que se tiene distintos productos dentro de
la línea de producción, cada uno de ellos requiere de ajustes en todos los
movimientos. En el caso del movimiento lateral, este varía directamente
con la posición vertical del soplete. Por esta razón se diseñó una plantilla
que empuje o regrese el carro horizontal, utilizando para esto un juego de
resortes, una rueda y una plantilla que se desliza frente en una corredera
del carro horizontal. (Ver planos No. 3 y 4 en los anexos). Cada producto
tendrá entonces una plantilla diferente, la plantilla asegura que el soplete
sigue el contorno del producto, por lo cual la plantilla tendrá una forma
invertida del contorno del producto como se muestra en la siguiente figura:

Nótese que la porción b corresponde al cuello de la botella y la porción a,
a la parte del cuerpo de la botella; éstas se encuentran invertidas en la
plantilla.
4.3.5 Accionador del Gatillo
Finalmente el último de los movimientos será la acción del gatillo, este
mecanismo debe de simular el dedo del operario que aplica la pintura
cuando acciona el gatillo del soplete de pintura. Para esto se diseñó una

corredera en forma de U, que hala el gatillo de la pistola al deslizarse
sobre un soporte montado en el soplete mismo (Ver plano No. 5 en los
anexos). Como se observa el cilindro va montado sobre la espalda de la
cacha de la pistola, cuando la cámara del cilindro se llena de aire, empuja
la corredera hacia atrás logrando el accionamiento del gatillo.
4.4 Diseño del sistema neumático
Teniendo definido los mecanismos, y el esqueleto de la máquina. Se procede a
diseñar el sistema neumático que le dará movimiento a la máquina (Ver diagrama
de control en los Anexos).
A. Cilindro Longitudinal: Este movimiento es el más largo de todos. Por
esta razón se decidió sujetarlo en la base de la máquina. Este debe de
tener suficiente fuerza para poder arrastrar hacia delante y hacia atrás todo
el mecanismo. Se utilizó un cilindro de doble efecto. (Ver punto 1.3.4.4.2 del
marco teórico).
B. Cilindro Vertical: Este cilindro tiene la tarea de subir y bajar la base donde
va montada la pistola de pintura. Adicionalmente se diseñó un sistema
gobernado por una plantilla que sube y baja junto con la base de la pistola
de pintura, la cual empuja hacia delante y hacia atrás todo el mecanismo,
mediante una rueda montada atrás la cual empuja la plantilla venciendo los

resortes que presionan el mecanismo hacia atrás. Para esto se utilizó un
cilindro de doble efecto. (Ver punto 1.4.4.2 del marco teórico).
C. Cilindro de acción de gatillo: Este cilindro va montado directamente en la
parte de atrás de la pistola de pintura. Mediante un mecanismo sencillo de
corredera, éste acciona el gatillo. Para esto se utilizó un cilindro de simple
efecto. (Ver punto 1.4.4.1 del marco teórico).
D. Cilindro accionador de carrera vertical: Este no acciona ningún
mecanismo dentro de la máquina. Sirve únicamente para accionar el
mando de la carrera vertical. Éste va montado sobre el carro de la carrera
longitudinal de la máquina y se retrae en la carrera de retorno de la
máquina (ver punto 4.7.4). Para esto se utilizó un cilindro de simple efecto
igual al anterior. (Ver punto 1.4.4.1 del marco teórico).
4.5 Cálculo de carrera y diámetro de los cilindros
(Ver punto 1.4.4.1 del marco teórico). La presión de trabajo es de 60 psig. Y las
fuerzas para cada movimiento se listan en el siguiente cuadro. Al ser construida la
máquina se tomaron mediciones con una pesa de resorte a esta fuerza se le
agrega un 20% para sobredimensionar los cilindros.

Cilindro Fuerza Máxima Mas 20% adicional Carrera
A. Cilindro Longitudinal 4.3 Kg 5 Kg 920 mm
B. Cilindro Vertical 5.5 Kg 6.3 Kg 290 mm
C. Cilindro del Gatillo 0.23 Kg 0.28 lb 20 mm
A. Cálculo de área del cilindro longitudinal
P 42186 Kg/m2 Presión de trabajo en Kg/m2
Fn 5 Kg Fuerza Teórica
Fr 0.5 Kg Fuerza de rozamiento 10%
Ff 5 Kg Fuerza de recuperación
Fn = A * P - (Fr + Ff)
A = (Fn + Fr + Ff )/ P
A = 2E-04 plg2
d = 0.056 m 55.8372 mm
B. Cálculo de área del cilindro vertical
P 42186 Kg/m2 Presión de trabajo en Kg/m2
Fn 6.3 Kg Fuerza Teórica
Fr 0.63 Kg Fuerza de rozamiento 10%
Ff 6.3 Kg Fuerza de recuperación
Fn = A * P - (Fr + Ff)
A = (Fn + Fr + Ff )/ P
A = 3E-04 plg2
d = 0.063 m 62.6771 mm

C. Cálculo de área del cilindro vertical
P 42186 Kg/m2 Presión de trabajo en Kg/m2
Fn 0.28 Kg Fuerza Teórica
Fr 0.028 Kg Fuerza de rozamiento 10%
Ff 0.28 Kg Fuerza de recuperación
Fn = A * P - (Fr + Ff)
A = (Fn + Fr + Ff )/ P
A = 1E-05 plg2
d = 0.013 m 13.21349 mm
Finalmente se escogieron los siguientes cilindros que cumplen con las
especificaciones y se encuentran disponibles en el mercado.
Cilindro Diámetro Carrera Modelo FESTO
A. Cilindro Longitudinal 63 mm 1000 mm DNG-63-1000PPV-A
B. Cilindro Vertical 63 mm 320 mm DNC-63-320PPV-A
C. Cilindro del Gatillo 16 mm 20 mm DSNU-16-20PPV-A
Fuente: Festo Pneumatic (1996). Programa de Fabricación
4.6 Diseño del sistema de mando
Finalmente se estudió en que orden deben de accionarse los cilindros, que ajustes
de carrera y velocidad son necesarios. Además que tipo de válvulas y sistema de
mando se debe de elegir.

Tratando de imitar nuevamente las operaciones del operario, se ve que la
operación inicia cuando el producto llega frente a su estación de trabajo,
seguidamente lo persigue de arriba hacia abajo aplicando la pintura. Esto quiere
decir que la posición del producto da la señal de inicio y al final de la carrera debe
de dar una señal de paro y retroceso.
4.7 Sistema Neumático
El sistema neumático da la fuerza y el movimiento de la máquina, se tiene dos
cilindros de doble efecto y dos cilindros de simple efecto. Para regular sus
movimientos se eligieron dos válvulas de doble solenoide 5/2 (Ver punto 1.5.2.4
del marco teórico)
Válvula de doble solenoide 5/2
Fuente: Fernando Labbé (2004)
Este tipo de válvula es ideal para el control de cilindros de doble efecto. Si
observamos el diagrama de control vemos que los cilindros de movimiento
longitudinal (A) y movimiento vertical (B), son controlados con válvulas de doble
solenoide que son accionadas de la siguiente forma. Una cámara dirige el aire

comprimido para llenar una de las cámaras del cilindro, permitiendo el escape del
aire de la otra cámara simultáneamente. La segunda posición hace la función
inversa.
4.7.1 Accionamiento del movimiento longitudinal: Inicia mediante un pulso
eléctrico que es enviado mediante un microswitch. El Microswitch es un
interruptor eléctrico con resorte muy pequeño, este permite el paso de la
corriente cuando se le presiona.
El microswitch de señal de inicio pulsa la válvula de doble solenoide no. 1,
esta permite el paso del aire comprimido hacia la cámara del cilindro de
movimiento longitudinal, este paso es regulado por una válvula de
estrangulación regulable (Ver punto 1.3.5.2 del marco teórico).
Esta válvula regula el caudal del aire que llena la cámara izquierda del
cilindro, con esto regulamos la velocidad del cilindro la cual se ajusta
manualmente a la velocidad de la banda transportadora. Esto asegura que
la posición del carro horizontal siempre queda alineado con el producto que
viaja sobre la banda.
Sobre el carro horizontal se encuentra el cilindro accionador de carrera
vertical el cual acciona el microswitch de carrera vertical (Ver punto 4.7.4),
siguiendo la carrera del cilindro longitudinal, este llega a accionar el
microswitch señal de retorno el cual acciona la bobina de la válvula de
doble solenoide no. 1, la cual retrocede el cilindro de movimiento

longitudinal llenando la cámara derecha del mismo. Nótese que el caudal
del aire comprimido no es regulado, esto se debe a que queremos regresar
a la máquina a su posición de inicio lo más rápido posible para poder iniciar
de nuevo su ciclo.
4.7.2 Accionamiento del movimiento vertical : De igual forma este cilindro de
movimiento vertical es controlado por una válvula de doble bobina 5/2 no.2,
la cuál permite el paso del aire comprimido hacia la cámara superior del
cilindro. Nuevamente se colocó una válvula estrangulación regulable para
gobernar la velocidad de la carrera del cilindro.
Lo que se pretende con esto es mantener una bajada suave que permita
que la pistola rocíe la pintura de una forma uniforme sobre el producto.
Este paso de aire acciona de igual forma el cilindro acción del gatillo (Ver
punto 4.7.3). Cuando el cilindro de movimiento longitudinal llega al fin de su
carrera, este acciona el microwitch señal de retorno, este también acciona
la bobina derecha de la válvula de doble bobina no. 2, la cual retrocede el
cilindro de movimiento vertical, subiendo el carro vertical hasta su posición
de inicio. Nótese que de igual forma se vacía el cilindro acción de gatillo
(Ver punto 4.7.3), soltando el gatillo de la pistola de pintura.
4.7.3 Accionamiento del gatillo: Este cilindro es accionado simultáneamente
con el paso de aire del cilindro de carrera vertical, ya que estos operan
simultanemante. Cuando se acciona el microswitch señal de retorno, la
válvula de doble bobina no. 2 corta el paso de aire por lo que el cilindro

acción del gatillo regresa a su posición de reposo. Con esto la pistola deja
de aplicar pintura.
4.7.4 Accionamiento del cilindro accionador de carr era vertical: Este cilindro
se encuentra montado en el carro horizontal, su única función es accionar
los microswiches de señal de carrera vertical y señal de retorno (Ver plano
No. 3 en los Anexos). Cuando se acciona este último la válvula de doble
bobina no. 1 llena la cámara del cilindro retrayendo el embolo. Con se evita
que se accione el microswitch de señal de carrera vertical durante la carrera
de retorno del cilindro de movimiento longitudinal. Este inicia su ciclo
nuevamente cuando le llega señal a la bobina derecha de la válvula de
doble bobina no. 1.
4.7.5 Regulación de Velocidad : La velocidad en cada uno de los movimientos
debe de poder ser regulada, para que estos sean suaves y constantes.
Para lograr esto se instalaron dos válvulas de estrangulación regulable en
los cilindros de carrera longitudinal y vertical (Ver punto 1.5.5 del Marco
Teórico). De esta forma cuando la cámara del cilindro se llena, el flujo del
aire puede ser regulado, lo que nos da de inmediato una regulación de la
velocidad. El movimiento lateral depende directamente del movimiento
vertical. Esto nos asegura una aplicación de pintura muy regular en todo el
producto.
Para lograr una carrera de retorno más rápida, se instaló una válvula
antiretorno (Ver punto 1.5.3.1 del Marco Teórico), de esta forma la válvula

de estrangulación regulable trabaja durante la carrera de inicio, y durante la
carrera de retorno el flujo del aire comprimido dentro de la cámara de los
cilindros fluye libremente hacia fuera. Con esto se ahorra tiempo y
podemos agilizar el proceso de pintura.
Fuente: Fernando Labbé (2004)
La presión del sistema está regulada por la válvula reguladora de presión
dentro de la unidad de servicio y la velocidad en cada uno de los cilindros
está regulada por las válvulas de estrangulación. A continuación se
presentan las velocidades para las dos carreras. Nótese que la carrera
longitudinal debe de tener la misma velocidad que la banda transportadora
ya que de lo contrario el producto quedaría delante o detrás del soplete de
pintura.
Velocidad de los Movimientos
Movimiento Distancia Máxima Tiempo Velocidad
A. Movimiento Longitudinal 0.76 m. 2.8 s 0.27 m/s
B. Movimiento Vertical 0.24 m. 2.8 s 0.09 m/s

Se hicieron las mediciones de tiempos utilizando un cronómetro para una
muestra de 10 productos, el tiempo que aparece es el tiempo medio
medido. Las velocidades son fácilmente regulables en la máquina
combinando la regulación de la presión del sistema y la regulación del paso
del aire usando las válvulas de estrangulación variable.
4.8 Sistema Eléctrico
El sistema eléctrico utiliza corriente 110 Vac, de una fase de 60 hertz. La línea de
corriente tiene un interruptor general que enciende o apaga la máquina. Los
impulsos eléctricos son gobernados por los microswitches y un interruptor de
emergencia.
4.8.2 Microswitch señal de inicio: Este microswich se coloca directamente
sobre la base de la banda transportadora, el cual es accionado por el
producto al pasar cerca de el. Este le da un impulso eléctrico al solenoide
izquierdo de la válvula de doble bobina no. 1, iniciando la carrera del
cilindro de movimiento longitudinal como se explicó en el punto 5.1.1. Este
Microswitch se ajusta de tal forma que accione el cilindro de movimiento
longitudinal, justo cuando el producto se encuentra en frente del carro
horizontal. Con esto logramos la sincronización del producto y la máquina.

4.8.3 Microswitch señal de carrera vertical: Este acciona la solenoide de la
válvula de doble bobina no. 2. Con esto se da inicio al accionamiento de
movimiento vertical y accionamiento del gatillo (ver puntos 4.7.2 y 4.7.3
respectivamente).
4.8.4 Microswitch señal de retorno: En el momento en el que al producto ya se
le aplico la pintura, el proceso debe de detenerse. Esto se logra ajustando
el microswitch señal de retorno, el cual se acciona al final de la carrera del
cilindro de movimiento longitudinal (ver punto 4.7.1).
4.8.5 Interruptor de emergencia: En caso que se requiera detener el proceso,
accionamos un interruptor de emergencia que deja accionada una señal de
retorno. Se logra haciendo un puente sobre el microswitch señal de

retorno, es decir que en cualquier momento podemos regresar la máquina a
su posición inicial.
4.9 ANÁLISIS Y DISCUSIÓN
Después de la construcción de la máquina se hizo una prueba piloto con cuarenta
botellas de 750 ml, para verificar los resultados se hicieron las siguientes
mediciones al producto final. Seguidamente se comparó una segunda prueba
piloto de igual cantidad utilizando a los operarios de la línea. Ambas pruebas se
calificaron por separado utilizando los siguientes parámetros:
4.9.1 Uniformidad en la aplicación de la pintura: Esta se determina de
forma visual, girando la botella observando que no queden partes sin
pintura, excesos o chorretes. Para esto se definen las siguientes
calificaciones.
a. excelente
b. buena

c. rechazada
Resultados de Prueba Piloto
4.9.2 Tiempo dentro del proceso: Actualmente el proceso manual requiere
de dos operarios uno carga el producto en la línea y el segundo aplica la
pintura de forma manual siguiendo las siguientes operaciones:
a. Carga del producto: Consiste en tomar el producto de su caja de
empaque y colocarlo sobre las bases giratorias de la banda
transportadora. Para esto se tiene un operario específicamente ya
que el segundo operario debe de esperar el producto para iniciar la
pintura. Como aclaración no puede hacer ambas operaciones un
operario ya que será muy común que el producto se manche con la
pintura que el segundo operario pueda tener en las manos. Así que
es indispensable tener ambos operarios en la línea.
b. Aplicación de pintura : Esta es en si la operación que interesa.
Inicia cuando se acerca el soplete de pintura hasta el producto
Método Excelente Buena Rechazada
Aplicación Manual 4 6 0
Máquina 8 2 0

iniciando el proceso y concluye cuando se inicia el mismo producto
en el siguiente producto que va sobre la línea.
Como no es de interés para este estudio el análisis de cada movimiento, sino
mas bien el tiempo total de una corrida piloto, se midió el tiempo total que se
requiere para pintar las 10 muestras, de forma manual y con la máquina. A
continuación los resultados:
Los resultados de las mediciones se clasifican en el siguiente cuadro, para poderle
dar un parámetro a la calidad final del producto calificamos con 10 puntos un
acabado final excelente y con 8 y 5 las calidades de buena y rechazada
respectivamente.
Método Excelente Buena Rech. Total Tiempo Tot al
Aplicación Manual 4 x 10 = 40 6 x 8 = 48 0 88 123.2 s
Máquina 8 x 10 = 80 2 x 8 = 16 0 96 49.6 s
Método Tiempo Tota l
Aplicación Manual 123.2 s
Máquina 49.6 s

Tomando los resultados de estas primeras pruebas, se puede decir que la calidad
deberá de incrementarse en un 9% mientras que el tiempo de operación se reduce
en un 40.26%, sin tomar en cuenta los tiempos de descanso que toman los
operarios de la línea y que la máquina solo requiere al primer operario, el cual
carga la máquina y revisa que el soplete de pintura este funcionando con
suficiente pintura y libre de obstrucciones.

MARCO V: DISCUSIÓN
5.1 RESUMEN
La implementación de mecanismos sencillos operados por aire comprimido,
tienden a liberar a los operarios de operaciones tediosas y repetitivas. Con esto
se puede mejorar la calidad y la productividad dentro de una línea de producción.
Lo anterior debe de imaginarse como una especie de balance, entre costos,
tiempos de operación y desgaste físico de los operarios. Un buen balance de
estos aspectos hace la diferencia dentro en la calidad de productos fabricados en
serie. Las labores altamente repetitivas, sencillas o pesadas deben tratar de ser
efectuadas por máquinas o herramientas más eficientes.
Lo anterior se pone en evidencia la diseñar y construir una máquina de fuerza
neumática que hace una labor de pintura repetitiva, brindando más velocidad y
calidad en el acabado final de los productos. Por tanto este estudio puede ser
repetido para las mismas aplicaciones o muy similares.

5.2 CONCLUSIONES
1. Al concluir este proyecto se pudo comprobar que los movimientos de
esta operación repetitiva pueden ser reproducidos por una máquina
de fuerza neumática.
2. La calidad en el acabado final mejoró sustancialmente por lo que se
reducen los costos de reproceso de producto rechazado.
3. La línea puede trabajar más rápido por lo que también se incrementa
su eficiencia.
4. Este es un buen ejemplo para el diseño y construcción de maquinas
neumáticas para aplicaciones especificas. Se describe paso a paso
los criterios para su diseño así como una amplia descripción de los
accesorios neumáticos que se encuentran disponibles en el
mercado.
5.3 RECOMENDACIONES

El diseño de esta máquina puede tener mejoras lógicas, luego de poner en
marcha la máquina. Se hacen las siguientes recomendaciones.
5.3.1 Instalación de un segundo soplete: Es posible colocar un segundo o
incluso un tercer soplete en el carro vertical, la separación entre los mismos, es la
misma distancia que tienen las bases giratorias de la banda transportadora. Con
esto se aumentará la productividad de la línea, en el momento que se requiera.
5.3.2 Movimiento de muñeca : En algunas aplicaciones se requiere variar el
ángulo de aplicación de pintura, la máquina actualmente sólo puede aplicar pintura
de forma perpendicular. Esta operación se hace cuando ser requiere pintar la
parte superior del producto, es decir la base del producto (El producto va de
cabeza sobre la banda). Para estos casos podrá colocarse una bisagra que
permita el giro del soplete, a un ángulo aproximado de 45°, regresando
rápidamente a su ángulo de 90° actual utilizando un tope que se acciona mediante
la misma plantilla del movimiento longitudinal. Sin embargo esta aplicación es
poco común, por lo cual no se implementó en el diseño actual de la máquina pero
se deja como recomendación para futuras modificaciones. Actualmente puede
colocarse un segundo soplete a 45° que se accione a utomáticamente al pasar el
producto frente de el, esta puede ser una solución aún mas simple.
5.3.3 Reproducción de una segunda máquina: Si se reproduce una segunda
máquina, estas pueden trabajar en serie para aplicaciones de dos colores con dos

sopletes. Cuando se requiere esto, se coloca a un tercer operario con un segundo
soplete, cuado se aplica el primer color en el producto, en seguida el siguiente
operario pinta el mismo producto con un segundo color. Si se construye una
segunda máquina, puede hacer la misma función aplicando pintura en serie.
Como única modificación se recomienda construirla en espejo, es decir si esta
máquina tienen el cilindro longitudinal del lado derecho, la segunda debe de tener
el mismo cilindro longitudinal del lado izquierdo, es decir que su carrera de inicio la
realiza halando el carro horizontal en lugar de empujándolo. Esto lo único que
hace es ahorrar espacio dentro de la línea de producción agilizando la aplicación
del segundo producto.

MARCO VI: REFERENCIAS
BIBLIOGRAFÍAS
Achaerandio (1995). Iniciación a la Práctica de la Investigación (3era.
Ed.) Guatemala: Ediciones URL
Carulla, Miguel (1998). Circuitos Basicos de Neumatica (2ª. Ed) México:
Marcombo
Chang Aquino, Jorge Eduardo. (1999). Teoría y Práctica Para el Equipo
Festo Didactic del Laboratorio de la Universidad Ra fael Landívar
Guatemala, Universidad Rafael Landívar ´
Festo Pneumatic (1996). Programa de Fabricación (1era. Ed) Argentina,
Festo Didactic
Gullen, Salvador Antonio (2003). Aplicaciones Industriales de La
Neumatica (2da. Ed) México, Alfaomega Grupo Editor
Millan, Salvador (1996). Automatizacion Neumatica y Electroneumatica
(2ª. Ed) México: Marcombo

Norton, Robert L. (1999). Diseño de Maquinaria (4ta. Ed) México, Mc
Graw-Hill
Quan Luna, Erick Hernan. (1996). Manual de prácticas de Laboratorio de
Neumática para la facultad de Ingeniería URL Guatemala, Universidad
Rafael Landívar
Vitoria, José Roldán (2003). Neumatica, Hidraulica y Electicidad
Aplicada (4ta. Ed) México, Paraninfo

ANEXOS






























